CN105658376B - 光学品质表面修整工具 - Google Patents
光学品质表面修整工具 Download PDFInfo
- Publication number
- CN105658376B CN105658376B CN201480058479.2A CN201480058479A CN105658376B CN 105658376 B CN105658376 B CN 105658376B CN 201480058479 A CN201480058479 A CN 201480058479A CN 105658376 B CN105658376 B CN 105658376B
- Authority
- CN
- China
- Prior art keywords
- optical quality
- end surface
- bell
- interface
- compressible interface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000003287 optical effect Effects 0.000 title claims abstract description 33
- 230000002093 peripheral effect Effects 0.000 claims abstract description 53
- 239000012530 fluid Substances 0.000 claims description 9
- 239000002173 cutting fluid Substances 0.000 claims description 4
- 239000007787 solid Substances 0.000 claims description 4
- 239000000853 adhesive Substances 0.000 claims description 2
- 230000001070 adhesive effect Effects 0.000 claims description 2
- 230000000284 resting effect Effects 0.000 claims description 2
- 238000003754 machining Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 3
- 239000006260 foam Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000002313 adhesive film Substances 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B13/00—Machines or devices designed for grinding or polishing optical surfaces on lenses or surfaces of similar shape on other work; Accessories therefor
- B24B13/02—Machines or devices designed for grinding or polishing optical surfaces on lenses or surfaces of similar shape on other work; Accessories therefor by means of tools with abrading surfaces corresponding in shape with the lenses to be made
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D9/00—Wheels or drums supporting in exchangeable arrangement a layer of flexible abrasive material, e.g. sandpaper
- B24D9/08—Circular back-plates for carrying flexible material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Surgical Instruments (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Abstract
本发明涉及一种用于光学用途的表面修整工具,该表面修整工具包括用于将该工具(10)安装在表面修整机器上的本体(30)、可弹性压缩接口(12)、柔性软皮(13)、以及在所述安装本体(30)与所述可弹性压缩接口(12)之间的连接结构。该连接结构包括钟形物(11)、以及在该钟形物(11)的周缘壁(17)与该接口(12)的周缘之间的支撑本体(14),所述用于将该工具(10)安装在表面修整机器(32,33)上的本体(30)连接到主要本体(16)的与面向该接口的一侧相反的侧上。
Description
技术领域
本发明涉及对表面的光学品质表面修整,如眼科镜片的面、或用于照相设备或旨在观察远处物体的仪器的镜片的面或者甚至是半导体衬底的面。
表面修整是指目的在于修改已经成形表面的光洁度的任何操作。值得注意地,表面修整涉及目的在于修改(减少或增加)表面粗糙度和/或目的在于减少波度的抛光、表面磨削或消光操作。
背景技术
值得注意地,从日本专利申请2000-317797、从美国专利申请2005/0101235所对应的法国专利申请2 834 662、从美国专利申请2006/0154581所对应的法国专利申请2 857610、从美国专利申请2010/0178858所对应的法国专利申请2 918 911、从美国专利申请2011/0136416所对应的法国专利申请2 935 627、从美国专利申请2011/0136415所对应的法国专利申请2 935 628、以及从美国专利申请2012/0231713所对应的法国专利申请2 953433中,已知一种用于对光学进行表面表面修整的工具,并且该工具包括:具有横向端部表面的刚性支撑件;可弹性压缩接口,该可弹性压缩接口被紧固到该刚性支撑件上并且具有第一横向端部表面、第二横向端部表面、以及从该第一端部表面的周缘延伸至该第二端部表面的周缘的侧向表面,该接口的所述第一端部表面被按压抵靠住并覆盖该刚性支撑件的所述端部表面;以及柔性衬垫,该柔性衬垫可以被按压抵靠住光学表面、并且被按压抵靠住并至少部分地覆盖该接口的与该刚性支撑件的所述端部表面相反且成一直线的第二端部表面。
为了降低光学表面的粗糙度,使该工具与光学表面接触,同时在这个表面上保持足够的工具压力,通过该接口的变形,该衬垫采用了光学表面的形状。
在用流体喷射该光学表面的同时,该光学表面被驱动相对于该工具作相对运动,从而使得该光学表面被该工具完全扫掠。
一般而言,该光学表面被驱动旋转并且其与该工具的摩擦足以驱动该工具也旋转,在该操作过程中可以改变的偏心度确保了相对移动和扫掠。
表面修整操作需要磨料,该磨料可以被包含在衬垫中或流体中。
在表面修整过程,该可弹性压缩接口使得能够补偿在该工具的支撑件的端部表面与该光学表面之间的曲率差。
发明内容
本发明寻求提供一种在将外观缺陷减到最小方面表现特别好的表面修整工具。
为此,本发明提出了一种光学品质表面修整工具,该光学品质表面修整工具包括:
-可弹性压缩接口,该可弹性压缩接口包括第一横向端部表面、第二横向端部表面以及从该第一横向端部表面的周缘延伸至该第二横向端部表面的周缘的侧向表面;
-柔性衬垫,该柔性衬垫被配置成被按压抵靠住工件表面、并且通过该接口的第二横向端部表面紧固到该接口上;以及
-连接结构,该连接结构使所述可弹性压缩接口与用于将该工具安装在表面修整机器上的构件相连接;
其特征在于,所述连接结构被配置成形成搁靠在该接口的侧向表面和/或第一横向端部表面的一部分上的支承体,使该接口的该侧向表面的至少一部分和该第一横向端部表面的至少中央部分保持自由。
通过以这种方式配置的连接结构,该柔性衬垫可以保证很好地符合任何可能的工件表面,以允许高品质的表面修整。
根据该连接结构的配置的多个有利特征,该连接结构包括钟形壳体,该钟形壳体包括主要本体和周缘壁,该周缘壁从所述本体的周缘伸出并且延伸远至自由端部;并且所述连接结构包括位于该钟形壳体的周缘壁与该接口的周缘之间的支承构件;该钟形壳体的所述周缘壁被按压抵靠住该接口的侧向表面和/或第一横向表面的一部分;该接口的侧向表面的至少环形部分是自由的;该接口的所述第一横向端部表面位于该主要本体的一侧并且远离该主要本体。
换言之,通过这些有利特征,本发明提出了一种光学品质表面修整工具,该光学品质表面修整工具包括:
-可弹性压缩接口,该可弹性压缩接口包括第一横向端部表面、第二横向端部表面以及从该第一横向端部表面的周缘延伸至该第二横向端部表面的周缘的侧向表面;
-柔性衬垫,该柔性衬垫被配置成被按压抵靠住工件表面、并且通过该接口的第二横向端部表面紧固到该接口上;以及
-连接结构,该连接结构使所述可弹性压缩接口与用于将该工具安装在表面修整机器上的构件相连接;
其特征在于,所述连接结构包括钟形壳体,该钟形壳体包括主要本体和周缘壁,该周缘壁从所述本体的周缘伸出并且延伸远至自由端部;并且所述连接结构包括位于该钟形壳体的周缘壁与该接口的周缘之间的支承构件;该钟形壳体的所述周缘壁被按压抵靠住该接口的侧向表面和/或第一横向表面的一部分;至少该接口的侧向表面的环形部分是自由的;该接口的所述第一横向端部表面位于该主要本体的一侧并且远离该主要本体。
鉴于该接口是可弹性压缩的并且该钟形壳体和该可弹性压缩接口通过该可弹性压缩接口的周缘抵靠住彼此,该柔性衬垫可以确保很好地符合任何可能的工件表面,以允许特别高品质的表面修整。
应当指出的是,根据本发明的工具制造和使用起来依旧是简单、方便和经济的。
根据优选特征:
-该工具进一步包括被定位在该钟形壳体与该接口的第一横向端部表面之间的弹性回位构件;
-该弹性回位构件至少是由该钟形壳体的周缘壁的一部分形成的;
-该弹性回位构件与该钟形壳体不同并且被接合在该钟形壳体的周缘壁中的至少一个开口中,以便将该弹性回位构件安装在该钟形壳体上并且形成所述支承构件;
-该弹性回位构件包括实心盘或具有中央开口的盘;
-该弹性回位构件包括多个弹性柔性径向指状物;
-该弹性回位构件包括环形部分;并且每个弹性柔性指状物在自由端部与附接到所述环形部分上的端部之间延伸;
-所述环形部分是居中安排的;
-所述环形部分是沿周缘安排的;
-该支承构件是由朝向该钟形壳体的周缘壁的内侧伸出的至少一部分形成的;
-该弹性回位构件是由被放置在该钟形壳体的主要本体与该可弹性压缩接口的第一横向端部表面之间的流体或凝胶形成的;
-所述支承构件被配置成使得该接口与该钟形壳体的所述主要本体取向相同;
-所述支承构件被配置成使得该接口相对于该钟形壳体的所述主要本体是倾斜的;
-所述柔性衬垫、所述可弹性压缩接口以及所述主要本体具有被配置成朝向该工件表面输送切削流体的多个开口;
-一个所述开口被居中安排在所述柔性衬垫中和所述可弹性压缩接口中;
-该钟形壳体的主要本体和/或周缘壁被划分成多个有角度的区段;
-该接口的侧向表面和/或第一横向端部表面通过推入配合或结合方式来固定到该钟形壳体的周缘壁上;和/或
-该可弹性压缩接口在该第一横向端部表面与该第二横向端部表面之间具有在1mm与20mm之间的厚度。
此外,本发明提出了一种包括如上所述的光学品质表面修整工具的表面修整机器。
附图说明
本发明的说明现将以下文中通过非限制性说明并且参考附图给出的一些示例性实施例的详细说明来继续。在这些图中:
-图1和图2是根据本发明的表面修整工具的截面立面图,这些视图分别是分解图和处于组装状态下的视图;
-图3是图1的沿III-III的平面截面图;
-图4是展示了使用图1至图3中示出的表面修整工具来对眼科镜片的表面加工的示意性立面图;
-图5和图6是类似于图2的视图,但分别以虚线示出在图4中展示的表面修整操作过程中由弹性回位构件和柔性衬垫采用的配置的实例;
-图7至图13以与图3相同的方式示出了弹性回位构件的实施例的替代形式;
-图14和图15以与图1相同的方式示出了弹性回位构件的实施例的替代形式,其中该弹性回位构件是穹状的而不是平坦的;
-图16是类似于图2的、实施例的替代形式的视图,其中,该弹性回位构件、可弹性压缩接口以及柔性衬垫是倾斜的;
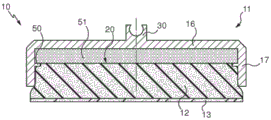
-图17是类似于图2的、实施例的替代形式的视图,其中,该表面修整工具被配置成朝向工件表面输送切削流体;
-图18是类似于图1的、实施例的替代形式的视图,其中,该弹性回位构件是由被安排在钟形壳体与弹性柔性接口之间的流体或凝胶形成的;
-图19是类似于图2的、实施例的替代形式的视图,其中,该表面修整工具不具有弹性回位构件;
-图20和图21是类似于图2的、没有弹性回位构件的实施例的其他替代形式的视图,该这些形式中,该弹性柔性接口是通过结合而不是通过推入配合来固定到钟形壳体上,图21中的实施例的替代形式的钟形壳体是以不同的方式配置的;
-图22是类似于图2的、与图19中展示的实施例的替代形式类似的实施例的替代形式的视图,但在该实施例的替代形式中,该钟形壳体是以不同的方式配置的;
-图23是类似于图2的、以不同的方式配置的并且由弹性材料制成的钟形壳体的实施例的替代形式的视图;
-图24是钟形壳体的实施例的替代形式的平面视图,在该钟形壳体中,周缘壁具有多个径向凹口以使其是弹性柔性的;并且
-图25是类似于图2的、与图23中展示的实施例的替代形式类似的实施例的替代形式的视图,但在该实施例替代形式中,钟形壳体的周缘壁是以两个部分制成的。
具体实施方式
图1至图6中展示出的工具10包括钟形壳体11、可弹性压缩接口12、柔性衬垫13以及弹性回位构件14。
总体上,除了弹性回位构件14之外,工具10整体是具有回转对称性圆柱形的并且具有图1、图2、图5和图6中展示出的限定轴向方向的对称轴线。
钟形壳体11包括主要本体16(在这种情况下为凸缘)和周缘壁17,该周缘壁从主要本体16的周缘伸出远至自由端部18。
在这种情况下,主要本体16具有横向于轴向方向定向的盘的整体形状;并且周缘壁17是在该轴向方向上延伸的环形壁。
接口12具有第一端部表面20、第二端部表面21以及从表面20的周缘延伸至表面21的周缘的侧向表面22。
这些表面20和21横向于接口12的轴向方向延伸并且在这种情况下是平面的。
在无负载时,接口12和衬垫13具有相同直径的盘的整体形状,其中,接口12的厚度高于衬垫13的厚度。
在这种情况下,接口12具有在1mm与20mm之间的厚度(这些表面20和21之间的距离)。
衬垫13被按压抵靠住且覆盖接口12的表面21。
在这种情况下,衬垫13和接口12通过结合在整个表面21上被紧固到彼此上。
弹性回位构件14在这种情况下是星形部件。如图3中可看到的,弹性回位构件14包括环形部分24(在这种情况下是居中安排的)和多个弹性柔性指状物25,这些指状物在这种情况下从环形部分24径向地延伸。
每个指状物25在自由端部26与附接到环形部分24上的端部27之间延伸。
如在图1和图2中清楚可见的,在这种情况下弹性回位构件14是平坦的。
这些弹性指状物25的长度为使得弹性回位构件14具有比钟形壳体11的周缘壁17的外径更大的外径。
周缘壁17具有多个开口29,每个开口中都接合一个柔性指状物25的远端部分。
弹性回位构件14和钟形壳体11因此是通过将这些柔性指状物25接合在这些开口29中来组装的。
在无负载时,接口12和衬垫13的直径稍微大于钟形壳体11的周缘壁17的内径,如图1中可清楚看到的。
由接口12和衬垫13形成的组件是通过接口12的强制推入配合来装配到由周缘壁17侧向地界定的在其自由端部18与弹性回位构件14之间的空间中。
接口12的厚度大于自由端部18与这些开口29之间的距离,并且因此弹性回位构件14接合在这些开口中。
当接口12被推入钟形壳体12中时,该接口进入该壳体,直到表面20触及弹性回位构件14。
接口12的侧向表面22的位于周缘壁17的自由端部18与表面21之间的环形部分是自由的。
弹性回位构件14位于和主要本体16相距一段距离处。其结果是,接口12的抵靠住弹性回位构件14的表面20与主要本体16相距一段距离。
如图5和图6中可看到的,如果指向主要本体16的负载被施加到衬垫13上,衬垫13、接口12以及弹性回位构件14可以变形,使弹性回位构件14移动更接近主要本体16。
弹性回位构件14的位于钟形壳体11的周缘壁17附近的部分无法移动得更接近主要本体16,因为该部分被接合在这些开口29中。
弹性回位构件14的位于周缘壁17附近的部分因此在周缘壁17与接口12的周缘之间形成端部止挡限位穿入度。
为了将工具10安装在表面修整机器上,安装构件30连接到主要本体16的与面向接口12的一侧相反的侧上、即在图1、图2、图5和图6中在顶部可以看到的那侧上。
安装构件30在这种情况下是螺柱,该螺柱被形成为钟形壳体11的组成部分并且被定位在中央。腔体31形成在该螺柱中以接纳表面修整机器的主轴33的头部32(图4)。
头部32包括同腔体31一样配置的成形为球体部分的端部。
安装构件30通过简单的夹紧紧固与主轴33组装在一起,围绕腔体31的材料能够变形,因为头部32的球体部分被容纳在腔体31中。
当主轴33的头部32接合在腔体31中时,工具10与主轴33以球窝接头连接的方式协作。
作为替代方案,安装构件30与形成为组成部分的伸出螺柱不同,并且是例如被附接到主要本体16上的和/或不相对于主要本体16伸出的安装构件。
为了使用工具10来对眼科镜片36的面35进行加工,眼科镜片36被安装在旋转支撑件(未示出)上,以便被驱动绕轴线X旋转,如由箭头37所示出的。
用足够的力将工具10按压抵靠住面35,以使衬垫13采用该面的形状。
面35与衬垫13之间的相对摩擦足以驱动工具10旋转。
取决于衬垫13本身是否执行这个功能,用非研磨性或研磨性切削流体喷射面35。
为了扫掠整个面35,工具10以往复移动的方式移动,如箭头38所示。
由主轴33施加到工具10的、并且更确切地施加到安装构件30上的负载经由钟形壳体11、经由由弹性回位构件14(因为接合在这些开口29中)的靠近周缘壁17的部分形成的支承构件、并且经由接口12来传递至衬垫13。
鉴于钟形壳体11和接口12经由接口12的周缘来抵靠住彼此,本质上柔性衬垫13通过其周缘按压抵靠住工件表面(在这种情况下为眼科镜片36的面35)。
表面修整因此本质上是在衬垫13的周缘执行的。
凭借工具10的变形能力,如上文依托于图5和图6所解释的,衬垫13的中央部分可以变形以尽可能接近地符合工件表面。
更具体地讲,鉴于接口12是可弹性压缩的并且钟形壳体11和这个接口12经由接口12的周缘来抵靠住彼此,可以保证柔性衬垫13将很好地符合任何可能的工件表面,以尽可能均匀地去除分布材料并且允许特别高品质的表面修整。
由于工具10的允许衬垫13向内(朝向主要本体16和安装构件30)变形的能力,工具10特别适合于对凸表面进行加工。
如随后依托于图14和图15来进行解释的,工具10总体上能够对具有不同曲率的表面(包括凹表面)进行加工。
应当指出的是,弹性回位构件14具有从环形部分24径向地延伸的多个指状物25的安排促使该中央部分可以容易地变形。
在图3中展示出的实施例中,存在六个径向指状物25。
图7中展示出的弹性回位构件14的实施例的替代形式是以相同的方式配置的但指状物25的数量不同,在这种情况下为十二个指状物25。
图8中展示出的弹性回位构件14的实施例的替代形式是以相反的方式配置的,即,将环形部分24安排在周缘。
每个指状物25的自由端部26因此是中央端部,并且附接端部27因此是周缘端部。
环形部分24具有与钟形壳体11的周缘壁17的内径相似的外径。多个接片28从环形部分24伸出在外部,以便被接合在这些开口29中。
图9中展示出的弹性回位构件14的实施例的替代形式类似于图8中展示出的替代形式,所不同的是指状物25的数量不同,在这种情况下是十二个而不是六个。
此外,在本发明的实施例的替代形式中,这些指状物25可以具有可变的厚度,从而表现出不同的柔韧性。
在一个非限制性实例中,每个指状物在其自由端部可以是相对刚性的并且在其附接端部是相对柔性的。
图10中展示出的弹性回位构件14的实施例替代形式是由具有中央开口41的盘40形成的。
图11中展示出的弹性回位构件14的实施例的替代形式是由实心盘42形成的。
图12中展示出的弹性回位构件的实施例的替代形式类似于图11中展示出的替代形式,所不同的是实心盘42具有从周缘延伸远至离中心一定距离处的径向凹口43。
图13中展示出的弹性回位构件的实施例的替代形式类似于图12中展示出的替代形式,所不同的是在此存在多个不同长度的凹口43,长凹口与短凹口交替(每个短凹口位于两个长凹口之间)。
在图10至图13中展示出的弹性回位构件14的每个实施例的替代形式中,盘40或42具有与钟形壳体11的周缘壁17的内径相对应的外径,并且使用这些接片28通过插入到这些开口29中来使构件14与钟形壳体11接合。
到目前为止所描述的弹性回位构件14的不同实例都是平坦的。
作为替代方案,如图14和图15所示,弹性回位构件14是弯曲的,使凸面面向主要本体16(图14)或使凹面面向主要本体16(图15)。
图14中展示出的实施例特别适合于对非常凸的表面进行加工。
图15中展示出的实施例特别适合于对凹表面或者甚至是特别凹的表面进行加工。
在到目前为止所描述的工具10的每个实例中,弹性回位构件14、可弹性压缩接口12以及柔性衬垫13都是以与主要本体16相同的方式、即横向于轴向方向来定向的。在图16中展示出的实施例替代形式中,弹性回位构件14、可弹性压缩接口12以及柔性衬垫13相对于主要本体16是倾斜的。
实际上,这种倾斜是通过将这些开口29定位成不与主要本体16相距相同距离而是相距多个不同的距离来获得的。
在图17中展示出的实施例的替代形式中,由于形成在主要本体16中的多个开口45、由于形成在接口12中的开口46并且由于形成在衬垫13中的开口47,工具10被配置成朝向工件表面输送切削流体。
在图18中展示出的工具10的实施例的替代形式中,弹性回位构件14被代替为:
-在一方面,周缘壁17的内部伸出部(在这种情况下为环形肋50),以形成用于钟形壳体11的周缘壁17与接口12的周缘之间的支承的支承构件;并且
-在另一方面,放置在主要本体16与接口12的表面20之间的流体或凝胶51,以形成实际的弹性回位构件。
在所展示的实例中,该流体或凝胶被包含在可变形的袋中。该流体例如为压缩气体或液体。
在图19中展示的工具10的实施例的替代形式中,没有弹性回位构件被定位在钟形壳体11与接口12的表面20之间。
这是因为,可弹性压缩接口12本身具有足够的弹性。
在这个示例性实施例中,可弹性压缩接口12是例如由选定柔软度的均匀泡沫或者替代性地由具有弹性梯度(在主要本体16的一侧弹性更大)的泡沫或其他材料制成的。
此外,在图19中展示出的实施例的替代形式中,周缘壁17的用于形成该支承构件的内部伸出部分并非界定肋50而是台肩53。
在图20、图21和图22中展示出的表面修整工具10的实施例的替代形式中,正如在图19的替代形式中,工具10不具有弹性回位构件。
在图20和图21中展示出的实施例的替代形式中,由可弹性压缩接口12和柔性衬垫13形成的组件不是被推入配合到钟形壳体11中:钟形壳体11的周缘壁17不被按压抵靠住接口12的侧向表面22的一部分,而是抵靠住接口12的端部表面20的一部分。
因此,接口12的侧向表面22是完全自由的。
用于钟形壳体11的周缘壁17与接口12的周缘之间的支承的支承构件是由周缘壁17的自由端部18形成的。
钟形壳体11和接口12通过粘合剂珠55被固定在一起。
图21中展示出的工具10的实施例的替代形式类似于图20中展示出的替代形式,所不同的是钟形壳体11是以不同的方式配置的:主要本体16仅存在于钟形壳体11的中心,并且周缘壁17是截头圆锥形的。
图22中展示出的工具10的实施例替代形式类似于图19中展示出的替代形式,所不同的是该钟形壳体是以不同的方式配置的:主要本体16仅存在于钟形壳体11的中心,并且周缘壁17是向内弯曲的。
在该实施例的替代形式中,台肩53可以通过胶接来获得。
在图23和图25中展示的工具10的实施例的替代形式中,该弹性回位构件不是与该钟形壳体不同的构件、而明显地是由钟形壳体11的周缘壁17形成的。
在图23中展示出的实施例的替代形式中,周缘壁17指向钟形壳体11的内侧的回位件57。如果将指向主要本体16的力施加到回位件57,则包括回位件57的周缘壁17朝向主要本体16弹性地折曲,如图23中由箭头58所示。
用于周缘壁17与接口12之间的支承构件是由回位件57形成的。
接口12和钟形壳体11通过涂覆在接口12的表面20与回位件57之间的粘合剂膜59来固定在一起。
图24示出了钟形壳体11,在该钟形壳体中制成多个凹口60以允许(或有助于允许)钟形壳体11直接充当弹性回位构件。这些凹口60将钟形壳体11的主要本体16和/或侧向壁17被细分成多个有角度的区段。
图25中展示出的实施例的替代形式类似于图23中展示出的替代形式,所不同的是周缘壁17是由形成为主要本体16的组成部分的环形壁62和由牢固地紧固到环形壁62上的插件63(在这种情况下为多个接片64,每个接片都接合在壁62的一个开口65中)形成的。
在未展示出的实施例的替代形式中,接口12和钟形壳体11固定在一起是通过推入配合或结合之外的其他一些方式来执行的,例如使用夹子、螺柱或卡口配合。
根据情况,许多其他实施例的替代形式是可能的,并且在这方面必须再次提起的是,本发明并不局限于所描述和描绘的实例。
Claims (15)
1.一种光学品质表面修整工具,包括:
-可弹性压缩接口(12),该可弹性压缩接口包括第一横向端部表面(20)、第二横向端部表面(21)以及从该第一横向端部表面(20)的周缘延伸至该第二横向端部表面(21)的周缘的侧向表面(22);
-柔性衬垫(13),该柔性衬垫被配置成按压抵靠住工件表面(35)、并且通过该可弹性压缩接口(12)的第二横向端部表面(21)紧固到该可弹性压缩接口上;以及
-连接结构,该连接结构使所述可弹性压缩接口(12)与用于将该光学品质表面修整工具(10)安装在表面修整机器(32,33)上的构件(30)相连接;
其特征在于,所述连接结构被配置成形成搁靠在该可弹性压缩接口(12)的该侧向表面(22)和/或该第一横向端部表面(20)的一部分上的支承体,从而使该可弹性压缩接口(12)的该侧向表面(22)的至少一部分和该第一横向端部表面(20)的至少中央部分保持自由,
所述连接结构包括钟形壳体(11),该钟形壳体包括主要本体(16)和周缘壁(17),该周缘壁从所述主要本体(16)的周缘伸出并且延伸远至自由端部(18);并且所述连接结构包括位于该钟形壳体(11)的该周缘壁(17)与该可弹性压缩接口(12)的周缘之间的支承构件(14;50;53;18;57);该钟形壳体(11)的所述周缘壁(17)被按压抵靠住该可弹性压缩接口(12)的该侧向表面(22)和/或该第一横向端部表面(20)的一部分;该可弹性压缩接口(12)的该侧向表面(22)的至少环形部分是自由的;该可弹性压缩接口(12)的所述第一横向端部表面(20)位于该主要本体(16)的一侧并且远离该主要本体,所述主要本体不与所述可弹性压缩接口的第一横向端部表面接触。
2.如权利要求1所述的光学品质表面修整工具,其特征在于,该工具进一步包括被定位在该钟形壳体(11)与该可弹性压缩接口(12)的该第一横向端部表面(20)之间的弹性回位构件。
3.如权利要求2所述的光学品质表面修整工具,其特征在于,该弹性回位构件是由该钟形壳体(11)的该周缘壁(17)的至少一部分(57)形成的。
4.如权利要求2所述的光学品质表面修整工具,其特征在于,该弹性回位构件(14)与该钟形壳体(11)不同并且被接合在该钟形壳体(11)的该周缘壁(17)中的至少一个开口(29)中,以便将该弹性回位构件安装在该钟形壳体(11)上并且形成所述支承构件。
5.如权利要求2和4中任一项所述的光学品质表面修整工具,其特征在于,该弹性回位构件(14)包括实心盘(42)或具有中央开口(41)的盘(40)。
6.如权利要求2至4中任一项所述的光学品质表面修整工具,其特征在于,该弹性回位构件(14)包括多个弹性柔性径向指状物(25)。
7.如权利要求6所述的光学品质表面修整工具,其特征在于,该弹性回位构件(14)包括环形部分(24);并且每个弹性柔性径向指状物(25)在自由端部(26)与附接到所述环形部分(24)上的端部(27)之间延伸。
8.如权利要求1所述的光学品质表面修整工具,其特征在于,该支承构件是由朝向该钟形壳体(11)的该周缘壁(17)的内侧伸出的至少一部分(50;53;57)形成的。
9.如权利要求2所述的光学品质表面修整工具,其特征在于,该弹性回位构件是由被放置在该钟形壳体(11)的该主要本体(16)与该可弹性压缩接口(12)的该第一横向端部表面(20)之间的流体或凝胶(51)形成的。
10.如权利要求1至4中任一项所述的光学品质表面修整工具,其特征在于,所述支承构件(14;50;53;18;57)被配置成使得该可弹性压缩接口(12)与该钟形壳体(11)的所述主要本体(16)取向相同。
11.如权利要求1至4中任一项所述的光学品质表面修整工具,其特征在于,所述柔性衬垫(13)、所述可弹性压缩接口(12)以及所述主要本体(16)具有被配置成朝向该工件表面(35)输送切削流体的多个开口(45,46,47)。
12.如权利要求1所述的光学品质表面修整工具,其特征在于,该钟形壳体(11)的该主要本体(16)和/或该周缘壁(17)被划分成多个有角度的区段。
13.如权利要求1所述的光学品质表面修整工具,其特征在于,该可弹性压缩接口(12)的该侧向表面(22)和/或该第一横向端部表面(20)通过推入配合或粘合方式来固定到该钟形壳体(11)的该周缘壁(17)上。
14.如权利要求1所述的光学品质表面修整工具,其特征在于,该可弹性压缩接口(12)在该第一横向端部表面(20)与该第二横向端部表面(21)之间具有在1mm与20mm之间的厚度。
15.一种表面修整机器,该表面修整机器包括如权利要求1至14之一所述的光学品质表面修整工具。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13306477.4 | 2013-10-25 | ||
| EP13306477 | 2013-10-25 | ||
| PCT/EP2014/072906 WO2015059299A1 (fr) | 2013-10-25 | 2014-10-24 | Outil de surfaçage à qualité optique |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN105658376A CN105658376A (zh) | 2016-06-08 |
| CN105658376B true CN105658376B (zh) | 2020-05-26 |
Family
ID=49584670
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201480058479.2A Active CN105658376B (zh) | 2013-10-25 | 2014-10-24 | 光学品质表面修整工具 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10189139B2 (zh) |
| EP (1) | EP3060369B1 (zh) |
| CN (1) | CN105658376B (zh) |
| BR (1) | BR112016008853B1 (zh) |
| WO (1) | WO2015059299A1 (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL229192B1 (pl) * | 2015-11-27 | 2018-06-29 | Rog Stanislaw Przed Pentar | Talerzowa ściernica listkowa |
| CN110253439B (zh) * | 2019-07-26 | 2023-04-18 | 浙江工业大学 | 一种具有域内材料均匀去除功能的梯度弹性研抛装置 |
| DE102019213388A1 (de) * | 2019-09-04 | 2021-03-04 | Robert Bosch Gmbh | Adaptervorrichtung für eine Werkzeugmaschine, Werkzeugmaschine und Werkzeugsystem |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2834662B1 (fr) * | 2002-01-16 | 2004-05-14 | Essilor Int | Outil pour le surfacage d'une surface optique |
| JP3673682B2 (ja) * | 1999-09-07 | 2005-07-20 | キヤノン株式会社 | 研磨工具 |
| JP3787457B2 (ja) * | 1999-05-10 | 2006-06-21 | キヤノン株式会社 | 研磨工具 |
| CN101342672A (zh) * | 2008-08-21 | 2009-01-14 | 友达光电股份有限公司 | 研磨装置及其组合方法 |
| EP2199016A2 (de) * | 2008-12-10 | 2010-06-23 | Schneider GmbH & Co. KG | Poliervorrichtung mit Drehdurchführung |
| FR2953433A1 (fr) * | 2009-12-08 | 2011-06-10 | Essilor Int | Outil de surfacage a qualite optique |
| CN102574262A (zh) * | 2009-08-12 | 2012-07-11 | 萨特隆股份公司 | 对尤其是眼镜镜片的光学有效表面进行精加工的抛光工具 |
| CN102794718A (zh) * | 2012-07-30 | 2012-11-28 | 中国人民解放军国防科学技术大学 | 柔性被动适应型光顺盘及其柔性夹层和柔性被动适应型光顺盘的操作方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2189472A (en) * | 1937-09-27 | 1940-02-06 | Edward G Peterson | Buffing device |
| JP2834662B2 (ja) | 1993-12-27 | 1998-12-09 | 大同メタル工業株式会社 | 多層すべり軸受材料及びその製造方法 |
| AU732843B2 (en) * | 1997-05-09 | 2001-05-03 | Meguiar's, Inc. | Apparatus and method for cleaning and finishing |
| DE10026936A1 (de) * | 2000-05-30 | 2001-12-06 | Hilti Ag | Schleifkörper |
| JP2002172550A (ja) * | 2000-12-06 | 2002-06-18 | Nikon Corp | 研磨装置、研磨方法及びこれら装置又は方法を用いて得られた工作物 |
| EP1327496B1 (en) | 2002-01-09 | 2009-06-17 | Hoya Corporation | Polishing apparatus |
| AU2003221014A1 (en) * | 2003-03-31 | 2004-10-25 | Fujitsu Limited | Machining method and machining device |
| FR2857610B1 (fr) | 2003-07-16 | 2006-03-17 | Essilor Int | Outil pour le surfacade d'une surface optique |
| FR2918911B1 (fr) | 2007-07-16 | 2009-10-16 | Essilor Int | Outil de surfacage a qualite optique |
| FR2935627B1 (fr) | 2008-09-10 | 2010-09-03 | Essilor Int | Outil de surfacage a qualite optique |
| FR2935628B1 (fr) * | 2008-09-10 | 2011-10-14 | Essilor Int | Outil de surfacage a qualite optique |
| US8585470B2 (en) * | 2010-09-22 | 2013-11-19 | Black & Decker Inc. | Wearable backing for an abrasive flap disk |
-
2014
- 2014-10-24 BR BR112016008853-0A patent/BR112016008853B1/pt active IP Right Grant
- 2014-10-24 EP EP14789277.2A patent/EP3060369B1/fr active Active
- 2014-10-24 CN CN201480058479.2A patent/CN105658376B/zh active Active
- 2014-10-24 WO PCT/EP2014/072906 patent/WO2015059299A1/fr active Application Filing
- 2014-10-24 US US15/031,033 patent/US10189139B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3787457B2 (ja) * | 1999-05-10 | 2006-06-21 | キヤノン株式会社 | 研磨工具 |
| JP3673682B2 (ja) * | 1999-09-07 | 2005-07-20 | キヤノン株式会社 | 研磨工具 |
| FR2834662B1 (fr) * | 2002-01-16 | 2004-05-14 | Essilor Int | Outil pour le surfacage d'une surface optique |
| CN101342672A (zh) * | 2008-08-21 | 2009-01-14 | 友达光电股份有限公司 | 研磨装置及其组合方法 |
| EP2199016A2 (de) * | 2008-12-10 | 2010-06-23 | Schneider GmbH & Co. KG | Poliervorrichtung mit Drehdurchführung |
| CN102574262A (zh) * | 2009-08-12 | 2012-07-11 | 萨特隆股份公司 | 对尤其是眼镜镜片的光学有效表面进行精加工的抛光工具 |
| FR2953433A1 (fr) * | 2009-12-08 | 2011-06-10 | Essilor Int | Outil de surfacage a qualite optique |
| CN102794718A (zh) * | 2012-07-30 | 2012-11-28 | 中国人民解放军国防科学技术大学 | 柔性被动适应型光顺盘及其柔性夹层和柔性被动适应型光顺盘的操作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3060369A1 (fr) | 2016-08-31 |
| BR112016008853A2 (zh) | 2017-08-01 |
| WO2015059299A1 (fr) | 2015-04-30 |
| US20160288287A1 (en) | 2016-10-06 |
| US10189139B2 (en) | 2019-01-29 |
| BR112016008853A8 (pt) | 2018-08-14 |
| BR112016008853B1 (pt) | 2022-10-04 |
| EP3060369B1 (fr) | 2019-08-21 |
| CN105658376A (zh) | 2016-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100955617B1 (ko) | 광학표면을 표면가공하기 위한 공구 | |
| CN105658376B (zh) | 光学品质表面修整工具 | |
| US10369683B2 (en) | Buffing pad centering system | |
| US9089948B2 (en) | Polishing tool for finishing optically effective surfaces on spectacle lenses in particular | |
| US2581567A (en) | Buffer backing pad | |
| JPH0562649B2 (zh) | ||
| US7033261B2 (en) | Tool for surface treatment of an optical surface | |
| US8408976B2 (en) | Optical grade surfacing device | |
| KR100795456B1 (ko) | 광학적 표면 마감 장치 | |
| JP2000317797A (ja) | 研磨工具 | |
| US20040043710A1 (en) | Polisher and polishing method | |
| EP2323811B1 (en) | Optical grade surfacing tool | |
| CN110741189B (zh) | 机械密封件 | |
| US20100095470A1 (en) | Buffing device | |
| US11969848B2 (en) | Optical-grade surfacing tool | |
| CN209377453U (zh) | 清洁工具 | |
| CN102648071B (zh) | 光学质量的表面加工工具 | |
| US7014549B1 (en) | Polishing pad and method of making the same | |
| US20230373052A1 (en) | Tool holder, processing tool, tool spindle and method for processing optical work-pieces | |
| KR20190137215A (ko) | 연마 장치용 캐리어 헤드 및 이에 사용되는 멤브레인 | |
| GB2408226A (en) | Backing plate for grinding tool | |
| JPH1170453A (ja) | 研磨工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20180223 Address after: France Sharon Ton Le Pon Applicant after: Essilor International Ltd. Address before: France Sharon Ton Le Pon Applicant before: Essilor International General Optical Co., Ltd. |
|
| TA01 | Transfer of patent application right | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |