CN103878605A - Automatic drilling, riveting, forming and positioning device for skin components of aircrafts - Google Patents
Automatic drilling, riveting, forming and positioning device for skin components of aircrafts Download PDFInfo
- Publication number
- CN103878605A CN103878605A CN201410070249.XA CN201410070249A CN103878605A CN 103878605 A CN103878605 A CN 103878605A CN 201410070249 A CN201410070249 A CN 201410070249A CN 103878605 A CN103878605 A CN 103878605A
- Authority
- CN
- China
- Prior art keywords
- riveting
- automatic drilling
- forming
- skin part
- aircraft skin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/062—Work-clamping means adapted for holding workpieces having a special form or being made from a special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Automatic Assembly (AREA)
Abstract
The invention provides an automatic drilling, riveting, forming and positioning device for skin components of aircrafts. The automatic drilling, riveting, forming and positioning device aims to solve problems of large quantities of required tool fixtures, influence on batch production efficiency of products and the like of an automatic drilling, riveting, forming and positioning technology for skin components of aircrafts in the prior art. The skin components of the aircrafts can be formed, positioned and fixed by the aid of a working support frame of a numerical-control bracket system of the automatic drilling, riveting, forming and positioning device. The working support frame comprises two end beams, two longitudinal beams, arc-shaped support plates and support screws; the end beams and the longitudinal beams form a square working support frame, and the longitudinal beams can translate on the end beams and can be fixed onto the end beams; linear guide rails are arranged on horizontal planes of the longitudinal beams; the arc-shaped support plates are radially provided with the support screws, and universal roll balls are arranged at the ends of the support screws. The automatic drilling, riveting, forming and positioning device has the technical advantages that the automatic drilling, riveting, forming and positioning device is adaptive to the skin components of the aircrafts, the skin components with different curved surfaces and different structure sizes can be formed and positioned on the numerical-control bracket system, accordingly, the automatic drilling, riveting, forming and positioning device is high in universality, and the assembling and riveting quality and the production efficiency of the skin components of the aircrafts can be effectively improved.
Description
Technical field
The present invention relates to aircraft skin part automatic Drilling/Riveting moulding location technology, specially refer to a kind of aircraft skin part automatic Drilling/Riveting moulding positioner.
Background technology
Aircraft skin part automatic Drilling/Riveting assembly system comprises automatic drill riveter and numerical control bracket system two parts, and numerical control rack system is used for carrying out location, the clamping of Assembly part; Automatic drill riveter has been used for drilling, riveted joint and securing member installation etc.Because aircraft skin part is thin-walled parts, be characterized in poor rigidity, oneself can not moulding, contour structures guarantees by frock clamp completely, described frock clamp is product frame.Because curvature, size and the size of aircraft skin part are incomplete same, support arc curvature, structure and the size of product frame are not identical yet, so the assembling of each aircraft skin part riveted joint has own special product frame, i.e. a kind of frock clamp of a kind of product.Conventionally, in the time of the automatic Drilling/Riveting assembling of carrying out aircraft skin part, aircraft skin part need to be fixed on product frame, then the product frame that skin part is housed be arranged on the work holder frame of numerical control bracket system, then, carry out the automatic Drilling/Riveting assembling of aircraft skin part.Obviously, prior art aircraft skin part automatic Drilling/Riveting moulding location technology exists needs to prepare many cover frock clamps, and the non-cutting time that assembling skin part is used is long and affect the problem such as batch production efficiency of product.
Summary of the invention
The many covers of the needs preparation frock clamps that exist for solving prior art aircraft skin part automatic Drilling/Riveting moulding location technology, assembling skin part non-cutting time of using is long and affect the problem such as batch production efficiency of product, and the present invention proposes a kind of aircraft skin part automatic Drilling/Riveting moulding positioner.Aircraft skin part automatic Drilling/Riveting moulding positioner of the present invention adopts the work holder frame of numerical control bracket system to carry out moulding, location and fixing to aircraft skin part; Described work holder frame comprises two butt beams, two longerons, arc gripper shoe and studdles; End carriage and longeron form square work holder framework, and longeron can translation and fixing on end carriage; In longeron horizontal plane, be provided with line slideway for arc gripper shoe is installed; Arc gripper shoe studdle is radially set and stretches out the length of arc gripper shoe adjustable, be provided with Roll in the termination of studdle; Long limit at square work holder framework is provided with directions X alignment pin, and minor face is provided with Y-direction alignment pin.
Further, the quantity of aircraft skin part automatic Drilling/Riveting moulding positioner arc gripper shoe of the present invention is more than two or two, and spacing on longeron is adjustable.
Further, the quantity of aircraft skin part automatic Drilling/Riveting moulding positioner studdle of the present invention is more than two or two, and spacing in arc gripper shoe is adjustable.
The useful technique effect of aircraft skin part automatic Drilling/Riveting moulding positioner of the present invention is that the aircraft skin part of adaptation different curve, different structure size is in moulding and the location of numerical control bracket system, its versatility is stronger, reduce the quantity of frock clamp and the time of batch production, effectively improved assembling riveting quality and the production efficiency of aircraft skin part.
Accompanying drawing explanation
Accompanying drawing 1 is the schematic three dimensional views of aircraft skin part automatic Drilling/Riveting moulding positioner of the present invention;
Accompanying drawing 2 is front elevational schematic of aircraft skin part automatic Drilling/Riveting moulding positioner of the present invention;
Accompanying drawing 3 is aircraft skin part automatic Drilling/Riveting moulding positioner embodiment schematic three dimensional views of the present invention.
Below in conjunction with the drawings and specific embodiments, aircraft skin part automatic Drilling/Riveting moulding positioner of the present invention is further described.
The specific embodiment
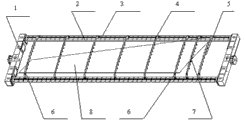
Accompanying drawing 1 is the schematic three dimensional views of aircraft skin part automatic Drilling/Riveting moulding positioner of the present invention, accompanying drawing 2 is front elevational schematic of aircraft skin part automatic Drilling/Riveting moulding positioner of the present invention, and accompanying drawing 3 is aircraft skin part automatic Drilling/Riveting moulding positioner embodiment schematic three dimensional views of the present invention, in figure, l is end carriage, 2 is longeron, and 3 is line slideway, and 4 is arc gripper shoe, 5 is studdle, 6 is directions X alignment pin, and 7 is Y-direction alignment pin, and 8 is aircraft skin part.As seen from the figure, aircraft skin part automatic Drilling/Riveting moulding positioner of the present invention adopts the work holder frame of numerical control bracket system to carry out moulding, location and fixing to aircraft skin part; Described work holder frame comprises two butt beams 1, two longerons 2, arc gripper shoe 4 and studdles 5; End carriage 1 and longeron 2 form square work holder framework, and longeron 2 can be on end carriage 1 translation and fixing; In longeron 2 horizontal planes, be provided with line slideway 3 for arc gripper shoe 4 is installed; Arc gripper shoe 5 studdle 5 is radially set and stretches out the length of arc gripper shoe 4 adjustable, be provided with Roll in the termination of studdle 5; Long limit at square work holder framework is provided with directions X alignment pin 6, and minor face is provided with Y-direction alignment pin 7.Aircraft skin part automatic Drilling/Riveting moulding positioner of the present invention does not adopt first aircraft skin part is fixed on product frame, again the product frame that skin part is housed is arranged on the work holder frame of numerical control bracket system, but directly adopt numerical control bracket system, to work holder frame, aircraft skin part is carried out to moulding, location and fixing, simplify greatly operating process, reduce the quantity of frock clamp and the time of batch production, effectively improved assembling riveting quality and the production efficiency of aircraft skin part.And longeron can translation with fixing, can be adjusted the width of work holder frame on end carriage, make aircraft skin part automatic Drilling/Riveting moulding positioner of the present invention can adapt to easily the aircraft skin part of different specification size, its versatility is stronger.Aircraft skin part automatic Drilling/Riveting moulding positioner of the present invention is established line slideway for arc gripper shoe is installed in longeron horizontal plane, arc gripper shoe studdle is radially set and stretches out the length of arc gripper shoe adjustable, termination at studdle is provided with Roll, and, the quantity of arc gripper shoe is more than two or two, and the spacing on longeron is adjustable, the quantity of studdle is more than two or two, and the spacing in arc gripper shoe is adjustable, thus, can select by distribution selection and the studdle distribution in the horizontal in the vertical of arc gripper shoe, and studdle stretches out the length adjustment of arc gripper shoe, make each point being formed by the Roll of studdle termination form a curved surface that meets the requirement of aircraft skin part curvature, and the curvature of the curved surface that can form each Roll according to the difference of various part curvatures is adjusted, make it adapt to the forming requirements of the aircraft skin part of different curve curvature, make a secondary frock can meet various sizes requires and the aircraft skin forming parts of various technical requirements and fixing demand simultaneously.In addition, aircraft skin part automatic Drilling/Riveting moulding positioner of the present invention is provided with directions X alignment pin on the long limit of square work holder framework, spacing as a limit of aircraft skin part, minor face is provided with Y-direction alignment pin, another limit of restriction aircraft skin part, realizes the location of curved surface aircraft skin zero in numerical control bracket system with this.
Obviously, the useful technique effect of aircraft skin part automatic Drilling/Riveting moulding positioner of the present invention is that the aircraft skin part of adaptation different curve, different structure size is in moulding and the location of numerical control bracket system, its versatility is stronger, reduce the quantity of frock clamp and the time of batch production, effectively improved assembling riveting quality and the production efficiency of aircraft skin part.
Claims (3)
1. an aircraft skin part automatic Drilling/Riveting moulding positioner, is characterized in that: adopt the work holder frame of numerical control bracket system to carry out moulding, location and fixing to aircraft skin part; Described work holder frame comprises two butt beams, two longerons, arc gripper shoe and studdles; End carriage and longeron form square work holder framework, and longeron can translation and fixing on end carriage; In longeron horizontal plane, be provided with line slideway for arc gripper shoe is installed; Arc gripper shoe studdle is radially set and stretches out the length of arc gripper shoe adjustable, be provided with Roll in the termination of studdle; Long limit at square work holder framework is provided with directions X alignment pin, and minor face is provided with Y-direction alignment pin.
2. aircraft skin part automatic Drilling/Riveting moulding positioner according to claim 1, is characterized in that: the quantity of arc gripper shoe is more than two or two, and spacing on longeron is adjustable.
3. aircraft skin part automatic Drilling/Riveting moulding positioner according to claim 1, is characterized in that: the quantity of studdle is more than two or two, and spacing in arc gripper shoe is adjustable.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410070249.XA CN103878605A (en) | 2014-02-28 | 2014-02-28 | Automatic drilling, riveting, forming and positioning device for skin components of aircrafts |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410070249.XA CN103878605A (en) | 2014-02-28 | 2014-02-28 | Automatic drilling, riveting, forming and positioning device for skin components of aircrafts |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103878605A true CN103878605A (en) | 2014-06-25 |
Family
ID=50947896
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201410070249.XA Pending CN103878605A (en) | 2014-02-28 | 2014-02-28 | Automatic drilling, riveting, forming and positioning device for skin components of aircrafts |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103878605A (en) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104384864A (en) * | 2014-11-24 | 2015-03-04 | 首都航天机械公司 | Drill-rivet method for semi-closed cage type thin-wall inter-box housing section |
| CN104400086A (en) * | 2014-10-10 | 2015-03-11 | 南京航空航天大学 | Aircraft skin mirror milling method and aircraft skin mirror milling device |
| CN104991516A (en) * | 2015-06-25 | 2015-10-21 | 江苏恒力组合机床有限公司 | Device and method for positioning free-form surface thin-walled parts |
| CN105182799A (en) * | 2015-09-24 | 2015-12-23 | 成都飞机工业(集团)有限责任公司 | Programming method for airplane thin-wall curved surface skin automatic drilling and riveting |
| CN106184389A (en) * | 2016-07-08 | 2016-12-07 | 江苏陆地方舟新能源电动汽车有限公司 | A kind of passenger car side Diaphragm-braced adjustment structure |
| CN106514343A (en) * | 2016-12-14 | 2017-03-22 | 中航飞机股份有限公司西安飞机分公司 | Positioning tool and method for automatic drilling and riveting of aircraft panels |
| CN106808384A (en) * | 2015-11-27 | 2017-06-09 | 成都飞机工业(集团)有限责任公司 | A kind of large-scale band toothed edge covering positioner and its localization method |
| CN107498326A (en) * | 2017-07-04 | 2017-12-22 | 西安飞机工业(集团)有限责任公司 | A kind of flexible frock and localization method for automatic drill riveter |
| FR3062589A1 (en) * | 2017-02-09 | 2018-08-10 | Cybermeca | DEVICE FOR MAINTAINING A PANEL AND CORRESPONDING INSTALLATION |
| CN108436156A (en) * | 2018-03-02 | 2018-08-24 | 沈阳飞机工业(集团)有限公司 | A kind of quick fixing means of Five Axis lathe covering milling |
| CN109398490A (en) * | 2018-10-23 | 2019-03-01 | 江苏陆地方舟新能源车辆股份有限公司 | A kind of car side structural member |
| CN110948254A (en) * | 2019-11-22 | 2020-04-03 | 西安飞机工业(集团)有限责任公司 | Multi-station single-curved-surface profile positioning method for automatic drilling and riveting bracket |
| CN114871799A (en) * | 2022-05-18 | 2022-08-09 | 中航沈飞民用飞机有限责任公司 | Flexible frock of modularization is riveted towards automatic brill |
| US11866201B2 (en) | 2022-05-03 | 2024-01-09 | The Boeing Company | Method and apparatus for the application of frame to fuselage pull-up force via fuselage skin waterline tensioning |
| CN118204458A (en) * | 2024-05-20 | 2024-06-18 | 中航成飞民用飞机有限责任公司 | Quick assembly platform for wall plate assembly of passenger-to-cargo aircraft |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0593127A1 (en) * | 1992-10-13 | 1994-04-20 | The Boeing Company | Panel and fuselage assembly |
| US20050263950A1 (en) * | 2004-02-10 | 2005-12-01 | Jean-Christophe Hamann | Process and device for localized gripping and holding of a thin, flexible panel, in particular having a complex shape |
| CN101817146A (en) * | 2010-04-30 | 2010-09-01 | 成都飞机工业(集团)有限责任公司 | Separated full-automatic drilling and riveting bracket system |
| CN102248389A (en) * | 2011-03-24 | 2011-11-23 | 西北工业大学 | Multipoint flexible positioning method and tool for automatic drilling and riveting assembly of wallboard |
| CN102566439A (en) * | 2011-12-27 | 2012-07-11 | 中航沈飞民用飞机有限责任公司 | Space orientation computing method for numerical control bracket |
| CN102554660A (en) * | 2012-01-17 | 2012-07-11 | 清华大学 | Flexible processing system for aircraft skin |
| US20130019446A1 (en) * | 2011-07-21 | 2013-01-24 | Spirit Aerosystems, Inc. | System and method for assembling aircraft components |
-
2014
- 2014-02-28 CN CN201410070249.XA patent/CN103878605A/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0593127A1 (en) * | 1992-10-13 | 1994-04-20 | The Boeing Company | Panel and fuselage assembly |
| US20050263950A1 (en) * | 2004-02-10 | 2005-12-01 | Jean-Christophe Hamann | Process and device for localized gripping and holding of a thin, flexible panel, in particular having a complex shape |
| CN101817146A (en) * | 2010-04-30 | 2010-09-01 | 成都飞机工业(集团)有限责任公司 | Separated full-automatic drilling and riveting bracket system |
| CN102248389A (en) * | 2011-03-24 | 2011-11-23 | 西北工业大学 | Multipoint flexible positioning method and tool for automatic drilling and riveting assembly of wallboard |
| US20130019446A1 (en) * | 2011-07-21 | 2013-01-24 | Spirit Aerosystems, Inc. | System and method for assembling aircraft components |
| CN102566439A (en) * | 2011-12-27 | 2012-07-11 | 中航沈飞民用飞机有限责任公司 | Space orientation computing method for numerical control bracket |
| CN102554660A (en) * | 2012-01-17 | 2012-07-11 | 清华大学 | Flexible processing system for aircraft skin |
Non-Patent Citations (1)
| Title |
|---|
| 吴志鹏 等: "自动钻铆托架围框横梁的优化设计", 《机械制造》, vol. 48, no. 552, 31 August 2010 (2010-08-31), pages 17 - 19 * |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104400086A (en) * | 2014-10-10 | 2015-03-11 | 南京航空航天大学 | Aircraft skin mirror milling method and aircraft skin mirror milling device |
| CN104384864B (en) * | 2014-11-24 | 2015-08-12 | 首都航天机械公司 | Between a kind of semiclosed birdcage thin-walled box, shell section bores rivetting method |
| CN104384864A (en) * | 2014-11-24 | 2015-03-04 | 首都航天机械公司 | Drill-rivet method for semi-closed cage type thin-wall inter-box housing section |
| CN104991516A (en) * | 2015-06-25 | 2015-10-21 | 江苏恒力组合机床有限公司 | Device and method for positioning free-form surface thin-walled parts |
| CN104991516B (en) * | 2015-06-25 | 2018-07-13 | 温州大学激光与光电智能制造研究院 | The positioning device and its method of free form surface thin-walled parts |
| CN105182799A (en) * | 2015-09-24 | 2015-12-23 | 成都飞机工业(集团)有限责任公司 | Programming method for airplane thin-wall curved surface skin automatic drilling and riveting |
| CN106808384A (en) * | 2015-11-27 | 2017-06-09 | 成都飞机工业(集团)有限责任公司 | A kind of large-scale band toothed edge covering positioner and its localization method |
| CN106184389A (en) * | 2016-07-08 | 2016-12-07 | 江苏陆地方舟新能源电动汽车有限公司 | A kind of passenger car side Diaphragm-braced adjustment structure |
| CN106514343A (en) * | 2016-12-14 | 2017-03-22 | 中航飞机股份有限公司西安飞机分公司 | Positioning tool and method for automatic drilling and riveting of aircraft panels |
| WO2018146406A1 (en) * | 2017-02-09 | 2018-08-16 | Cybermeca | Panel-retaining device |
| FR3062589A1 (en) * | 2017-02-09 | 2018-08-10 | Cybermeca | DEVICE FOR MAINTAINING A PANEL AND CORRESPONDING INSTALLATION |
| CN107498326A (en) * | 2017-07-04 | 2017-12-22 | 西安飞机工业(集团)有限责任公司 | A kind of flexible frock and localization method for automatic drill riveter |
| CN108436156A (en) * | 2018-03-02 | 2018-08-24 | 沈阳飞机工业(集团)有限公司 | A kind of quick fixing means of Five Axis lathe covering milling |
| CN109398490A (en) * | 2018-10-23 | 2019-03-01 | 江苏陆地方舟新能源车辆股份有限公司 | A kind of car side structural member |
| CN110948254A (en) * | 2019-11-22 | 2020-04-03 | 西安飞机工业(集团)有限责任公司 | Multi-station single-curved-surface profile positioning method for automatic drilling and riveting bracket |
| CN110948254B (en) * | 2019-11-22 | 2021-05-07 | 西安飞机工业(集团)有限责任公司 | Multi-station single-curved-surface profile positioning method for automatic drilling and riveting bracket |
| US11866201B2 (en) | 2022-05-03 | 2024-01-09 | The Boeing Company | Method and apparatus for the application of frame to fuselage pull-up force via fuselage skin waterline tensioning |
| CN114871799A (en) * | 2022-05-18 | 2022-08-09 | 中航沈飞民用飞机有限责任公司 | Flexible frock of modularization is riveted towards automatic brill |
| CN118204458A (en) * | 2024-05-20 | 2024-06-18 | 中航成飞民用飞机有限责任公司 | Quick assembly platform for wall plate assembly of passenger-to-cargo aircraft |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103878605A (en) | Automatic drilling, riveting, forming and positioning device for skin components of aircrafts | |
| CN110480542B (en) | Overturning positioning supporting tool system | |
| CN104438498A (en) | Hand pipe bender | |
| CN104002993A (en) | Flexible device for assembling airplane shell and assembly method of flexible device | |
| CN202015809U (en) | Fully-automatic riveting device | |
| CN205151123U (en) | Moving and loading machine | |
| CN104646896A (en) | Debugging frame structural part welding positioning device | |
| CN102728716A (en) | Tube blank shaping die | |
| CN104923601A (en) | Full-automatic punching device for production of vehicle fittings | |
| CN203875588U (en) | Screw tightening mechanism | |
| CN105171649A (en) | Workpiece clamp for adjustable marking machine | |
| CN110252934B (en) | Sheet metal type sheet metal part riveting tool die | |
| CN204320871U (en) | Hand pipe bender | |
| CN104858271A (en) | Pipe fitting bending device | |
| CN205147166U (en) | A tool for notebook antenna bending | |
| CN104608119A (en) | Vertical mechanical gripper | |
| CN113102679B (en) | Flexible positioning frame for positioning aircraft wall plate | |
| CN205415492U (en) | Brake rubber tube and joint withhold device | |
| CN104191216A (en) | Equipment assembling system and method | |
| CN204748096U (en) | Locking mechanism helicoid processingequipment | |
| CN104354021A (en) | Positioning rack capable of automatically clamping instrument panel beam for drilling | |
| CN202591423U (en) | Pipe blank shaping module | |
| CN209503625U (en) | Plate, which is clamped, clamps head with manipulator | |
| CN204867145U (en) | Full -automatic material shifting mechanism for stamping device | |
| CN104801632A (en) | Bending equipment provided with paint spraying device and used for cable for transmitting electric power and bending method of cable |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20140625 |