CN103809568A - Electrical control system and synchronizing device for three-strand tire cord straight twisting machine - Google Patents
Electrical control system and synchronizing device for three-strand tire cord straight twisting machine Download PDFInfo
- Publication number
- CN103809568A CN103809568A CN201410063640.7A CN201410063640A CN103809568A CN 103809568 A CN103809568 A CN 103809568A CN 201410063640 A CN201410063640 A CN 201410063640A CN 103809568 A CN103809568 A CN 103809568A
- Authority
- CN
- China
- Prior art keywords
- spindle
- electrically connected
- frequency converter
- synchronous motor
- strands
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Abstract
Provided are an electrical control system and a synchronizing device for a three-strand tire cord straight twisting machine. The electrical control system comprises a programmable logic controller (PLC), the PLC is electrically connected with a plurality of spindle position units, single-chip microcomputer controllers are arranged in the spindle position units and electrically connected with the PLC, the PLC is electrically connected with a spindle frequency converter, the spindle frequency converter is simultaneously electrically connected with a first permanent magnet synchronous motor of a first spindle and a second permanent magnet synchronous motor of a second spindle, the first permanent magnet synchronous motor and the second permanent magnet synchronous motor are simultaneously driven by the spindle frequency converter to synchronously rotate, the speed is set by the PLC, and a starting and shutdown mode is controlled by adopting I/O contacts. The two permanent magnet synchronous motors are driven by adopting the spindle frequency converter, the twisting speeds at the two spindle positions are always consistent, the twist degree of the left spindle position and the twist degree of the right spindle position are identical, the electrical control system is high in efficiency, saves energy and is green and environmentally friendly, an open-loop control mode is adopted, and system stability is improved.
Description
Technical field
The present invention relates in straight twister control field, particularly a kind of electric control system for 3 strands of cord fabric thread straight twisters and synchronous device.
Background technology
Cord fabric thread is mainly used in doughnut and does skeleton.It requires the strength retention of cord fabric thread of precursor after twisting to be greater than more than 94%, and twist deviation is less than ± and 8; Current 3 strands of cord fabric thread twisting methods have 3 kinds: the firstth, and tradition ring ingot twisting method, 3 first first twists of monofilament, and then retwist.Because being twists that its strength retention is the highest can only reach 90% for 2 times, yield poorly down, inconvenient operation.Second is that 2 asynchronous motors reach through toothed belt transmission the twisting method that speed is consistent by force, can reach 10000 revs/min because spindle rotating speed is the highest, due under synchronous regime, each self drive is inconsistent, can cause one of them asynchronous motor in generating state, thereby failure rate is high, installs and all inconveniences of maintenance, for example Chinese patent literature CN101429693 discloses a kind of method and twisting device of directly twisting three-ply thread into one line, is by Timing Belt and keeps speed consistent.The 3rd is the twisting method that 3 monofilament are first twisted respectively doubling twisting again, and its efficiency is low, and how once twisting can reduce the strength retention of cord fabric thread.
Summary of the invention
Technical matters to be solved by this invention is to provide a kind of electric control system for 3 strands of cord fabric thread straight twisters and synchronous device, can solve in prior art in 3 strands of cord fabric thread twisting methods strength retention not up to standard, twist deviation is large, yield poorly, install, safeguard the problems such as inconvenient, especially solve the stationary problem under running up between two spindles.
For solving the problems of the technologies described above, the technical solution adopted in the present invention is: a kind of electric control system for 3 strands of cord fabric thread straight twisters, comprise PLC Programmable Logic Controller, PLC Programmable Logic Controller is electrically connected with multiple ingot bit locations, in ingot bit location, be provided with singlechip controller, singlechip controller is electrically connected with PLC Programmable Logic Controller, PLC Programmable Logic Controller is electrically connected with spindle frequency converter, spindle frequency converter while and the first permagnetic synchronous motor of the first spindle and the second permanent magnet synchronous electric mechatronics of the second spindle, drive the first permagnetic synchronous motor and the second permagnetic synchronous motor synchronous rotary with spindle frequency converter simultaneously,
Wherein speed preset is from PLC Programmable Logic Controller, and start stop mode adopts the control of I/O contact.
Between described singlechip controller and the first permagnetic synchronous motor and the second permagnetic synchronous motor, be open loop control.
Described singlechip controller is electrically connected with the first outer yarn tension controller for the first spindle; Singlechip controller is also electrically connected with the second outer yarn tension controller for the second spindle.
Described singlechip controller is electrically connected with the first yarn break detector and the second yarn break detector.
Described PLC Programmable Logic Controller is electrically connected with each ingot bit location by communication module;
PLC Programmable Logic Controller is electrically connected with coiling frequency converter by communication module, coiling transducer drive coiling motor, and the coiling scrambler being installed on the gear train of coiling motor or coiling motor is electrically connected with coiling frequency converter, forms closed-loop control;
PLC Programmable Logic Controller is electrically connected with overfeeding frequency converter by communication module, overfeeding transducer drive overfeeding motor, and the overfeeding scrambler being installed on the gear train of overfeeding motor or overfeeding motor is electrically connected with overfeeding frequency converter, forms closed-loop control;
PLC Programmable Logic Controller is electrically connected with the servo-driver that traverses by communication module, the servo driver drives of the traversing servomotor that traverses, and the scrambler that is installed on the servomotor that traverses is electrically connected with the servo-driver that traverses, and forms closed-loop control.
Described communication module is PROFIBUS-DP bus communication module.
Described singlechip controller adopts the TI320F2407 of Texas Instrument.
A kind of spindle synchronous device for 3 strands of cord fabric thread straight twisters, comprise the first spindle and the second spindle, singlechip controller is electrically connected with spindle frequency converter, spindle frequency converter while and the first permagnetic synchronous motor of the first spindle and the second permanent magnet synchronous electric mechatronics of the second spindle, drive the first permagnetic synchronous motor and the second permagnetic synchronous motor synchronous rotary with spindle frequency converter simultaneously.
Between described singlechip controller and the first permagnetic synchronous motor and the second permagnetic synchronous motor, be open loop control.
The first monofilament closes sth. made by twisting through the second monofilament in the first outer yarn tension controller and the first spindle, sth. made by twisting closes in 2 strands successively the 3rd monofilament in the first super-feeding device, the second outer yarn tension controller and the second spindle, and 3 plying are twisted thread and reeled at collecting device after super-feeding device, traversing gear.
A kind of electric control system for 3 strands of cord fabric thread straight twisters provided by the invention and synchronous device compared with prior art have the following advantages:
1, the present invention, by the design of Siemens Profibus bus communication, improves communication efficiency greatly, and Whole Equipment is functional, and automaticity is high, failure rate is low.
2, the present invention adopts touch-screen as man-machine interface, and man-machine interface visualization is high, and all bus nodes and alarm set point can show in man-machine interface, if equipment breaks down, operator just can see trouble spot on monitored picture, easy to maintenance.
3, the present invention adopts the closed-loop control system of frequency converter and scrambler composition, makes 3 driven off by shaft velocity control accuracies high, stable.
4, the present invention adopts digital control technology output tension value, and control accuracy is high, stable.
5, the present invention, by adopting a spindle transducer drive two permanent magnet synchronous motors, guarantees that 2 ingot position twisting speed are consistent all the time, thereby guarantees that ingot position, the left and right twist is identical, efficiency is high, save the energy, environmental protection, further, adopt open loop control mode, improve the stability of system.
6, the present invention can significantly improve the strength retention of cord fabric thread.
7, convenient later maintenance of the present invention, has reduced labor strength, has saved a large amount of maintenance costs.
Accompanying drawing explanation
Below in conjunction with drawings and Examples, the invention will be further described:
Fig. 1 is electric control system structural representation of the present invention.
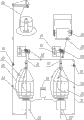
Fig. 2 is syndeton schematic diagram of the present invention.
In figure: PLC Programmable Logic Controller 1, communication module 2, touch-screen 3, guidance panel 4, control power supply 5, coiling frequency converter 6, coiling motor 7, coiling scrambler 8, overfeeding frequency converter 9, overfeeding motor 10, overfeeding scrambler 11, servo-driver 12 traverses, servomotor 13 traverses, ingot bit location 14, singlechip controller 15, the first outer yarn tension controller 16, start and stop keypad 17, yarn break detector 18, the second outer yarn tension controller 19, control parameter and arrange 20, spindle frequency converter 21, the first control contactor 22, the second control contactor 22', the first permagnetic synchronous motor 23, the second permagnetic synchronous motor 23', the first spindle 24, the second spindle 25, the first monofilament 26, the second monofilament 27, super-feeding device 28, the first super-feeding device 28', traversing gear 29, collecting device 30, 2 strands 31, the 3rd monofilament 32, 3 strands 33.
Embodiment
Embodiment 1:
In Fig. 1, a kind of electric control system for 3 strands of cord fabric thread straight twisters, comprises PLC Programmable Logic Controller 1, and PLC Programmable Logic Controller 1 is electrically connected with multiple ingot bit locations 14, adopts 42 ingot bit locations 14 in this example.Preferably, PLC Programmable Logic Controller 1 is Siemens S7-200,300 series.
Preferably, PLC Programmable Logic Controller 1 is realized and being communicated by letter with all parts by the communication module 2 of PROFIBUS-DP bus, and PROFIBUS-DP module adopts Siemens EM277.
PLC Programmable Logic Controller 1 is also electrically connected with touch-screen 3, guidance panel 4 and control power supply 5.Wherein touch-screen 3 adopts Siemens MP277, and guidance panel 4 comprises button, pilot lamp and safety switch.
In each ingot bit location 14, be provided with singlechip controller 15, singlechip controller 15 is electrically connected with PLC Programmable Logic Controller 1, speed preset is from PLC Programmable Logic Controller 1, PLC Programmable Logic Controller 1 is electrically connected with spindle frequency converter 21, spindle frequency converter 21 is electrically connected with the first permagnetic synchronous motor 23 of the first spindle 24 and the second permagnetic synchronous motor 23' of the second spindle 25 simultaneously, drives the first permagnetic synchronous motor 23 and the second permagnetic synchronous motor 23' synchronous rotary with spindle frequency converter 21 simultaneously; Described singlechip controller 15 adopts the TI320F2407 of Texas Instrument.Adopt a spindle frequency converter 21 to control two permanent magnet synchronous motors simultaneously and can guarantee that signal is consistent, coordinate the net synchronization capability of permagnetic synchronous motor, thereby guarantee that the first spindle 24 and the second spindle 25 rotating speeds are consistent, and overcome defect of the prior art, 3 strands of cord fabric thread strength retentions producing are up to standard, twist deviation meets the requirements, and output improves, installation, easy to maintenance.
Between described singlechip controller 15 and the first permagnetic synchronous motor 23 and the second permagnetic synchronous motor 23', be open loop control.Adopt the stability that can improve system of open loop control, avoid occurring the system oscillation in closed-loop control, and control and debug conveniently, be suitable for very much the operating mode of two high-speed permanent magnetic synchronous motors.
The present invention adopts vector controlled Scalar method and drives spindle frequency converter 21 by accurately suitable parameter is set; Speed preset is from the Profibus-DP bus communication of PLC Programmable Logic Controller 1; Start stop mode adopts the control of I/O contact.When startup, the first DC excitation of spindle frequency converter 21 allows permagnetic synchronous motor forward correct position to, then promotes output frequency and drives two the first permagnetic synchronous motors 23 and the second permagnetic synchronous motor 23' run-in synchronism, reaches the requirement of 3 strands of cord fabric thread twisting process.
Preferred as in Fig. 1,2, described singlechip controller 15 is electrically connected with the first outer yarn tension controller 16 for the first spindle 24; Singlechip controller 15 is also electrically connected with the second outer yarn tension controller 19 for the second spindle 25.Adopt two outer yarn tension controllers being controlled by singlechip controller 15 except controlling the speed of feed of straight sth. made by twisting, to improve strength retention, while, two outer yarn tension controllers can also be controlled the air ring size of the first spindle 24 and the second spindle 25, to reduce energy consumption, more control method can be referring to Chinese patent literature CN102212905A outer yarn tension regulating method for straight twister.
Preferred as in Fig. 1, described singlechip controller 15 is electrically connected with the first yarn break detector 18 and the second yarn break detector 18'.Structure thus, can judge multiply twist with the fingers with together with whether fracture of wire of strand, thereby guarantee product quality.More structure, can be referring to Chinese patent literature CN102212905A for judging the whether pick-up unit of fracture of wire of yarn.
Preferred as in Fig. 1, described PLC Programmable Logic Controller 1 is electrically connected with each ingot bit location 14 by communication module 2;
PLC Programmable Logic Controller 1 is electrically connected with coiling frequency converter 6 by communication module 2, coiling frequency converter 6 drives coiling motor 7, the coiling scrambler 8 being installed on the gear train of coiling motor 7 or coiling motor 7 is electrically connected with coiling frequency converter 6, forms closed-loop control;
PLC Programmable Logic Controller 1 is electrically connected with overfeeding frequency converter 9 by communication module 2, overfeeding frequency converter 9 drives overfeeding motor 10, the overfeeding scrambler 11 being installed on the gear train of overfeeding motor 10 or overfeeding motor 10 is electrically connected with overfeeding frequency converter 9, forms closed-loop control;
PLC Programmable Logic Controller 1 is electrically connected with the servo-driver 12 that traverses by communication module 2, and the servo-driver 12 that traverses drives the servomotor 13 that traverses, and the scrambler that is installed on the servomotor 13 that traverses is electrically connected with the servo-driver 12 that traverses, and forms closed-loop control.
Structure thus, realizes above-mentioned collecting device, super-feeding device, traversing gear and 3 driven off by shaft accurate controls.
The course of work of the present invention is as follows:
1, closed total power switch.Major loop and control power supply 5 obtain electric.
2, on touch-screen 3 by parameters such as technological requirement input ingot speed, the twist, fixed length, outer yarn tension value, overfeeding compare.
3, press the emergency button on guidance panel 4, total contactor adhesive, spindle frequency converter 21, coiling frequency converter 6 and overfeeding frequency converter 9 electric, the servo-driver 12 that traverses electric.
4, press the start button on guidance panel 4, coiling frequency converter 6 drives that coiling motor 7, overfeeding frequency converter 9 drive overfeeding motor 10, the servo-driver 12 of traversing drives the servomotor 13 that traverses to get into smooth, and makes whole kinematic train stable operation work.
5, the parameter request output tension value that the first outer yarn tension controller 16 and the second outer yarn tension controller 19 are inputted by touch-screen 3.
6, on the first spindle 24 of any one ingot bit location 14 and the second spindle 25, hang up precursor by machinery, technological requirement.
7, pressing start and stop ON key adhesive first control contactor 22 of right side the second ingot position start and stop keypad 17 and the second control contactor 22' enables spindle frequency converter 21 and can control the first permagnetic synchronous motor 23 and the second permagnetic synchronous motor 23'.
8, the first DC excitation of spindle frequency converter 21 allows permagnetic synchronous motor forward correct position to.Then promote output frequency and drive the run-in synchronism of 2 parallel running high-speed permanent magnetic synchronous motors.
9, the singlechip controller 15 of one group of 2 ingot position is controlled 2 high-speed permanent magnetic synchronous motor run-in synchronisms in real time.
10, twisting precursor in ingot position stops to automatic synchronization after fixed length.
Embodiment 2:
In Fig. 2, a kind of spindle synchronous device for 3 strands of cord fabric thread straight twisters, comprise the first spindle 24 and the second spindle 25, singlechip controller 15 is electrically connected with spindle frequency converter 21, spindle frequency converter 21 is electrically connected with the first permagnetic synchronous motor 23 of the first spindle 24 and the second permagnetic synchronous motor 23' of the second spindle 25 simultaneously, drives the first permagnetic synchronous motor 23 and the second permagnetic synchronous motor 23' synchronous rotary with spindle frequency converter 21 simultaneously.
Between described singlechip controller 15 and the first permagnetic synchronous motor 23 and the second permagnetic synchronous motor 23', be open loop control.
In the present invention, adopt an AC converter drive 2 high-speed permanent magnetic synchronous motors simultaneously and guarantee to remain synchronous control mode in startup, running, shutdown phase, its twisting mode is shown in Fig. 2.The first monofilament 26 is through the second monofilament 27 doubling twistings in the first outer yarn tension controller 16 and the first spindle 24, sth. made by twisting closes in 2 strands 31 successively the 3rd monofilament 32 in the first super-feeding device 28', the second outer yarn tension controller 19 and the second spindle 25, plying twist thread 33 3 strands of cords fabric thread after super-feeding device 28, traversing gear 29 winding displacements, be wound into finished product package at collecting device 30.
The above; it is only preferred embodiment of the present invention; not the present invention is imposed any restrictions, every any simple modification of above embodiment being done according to the technology of the present invention essence, change and equivalent structure change, and all still belong in the protection domain of technical solution of the present invention.
Claims (10)
1. the electric control system for 3 strands of cord fabric thread straight twisters, comprise PLC Programmable Logic Controller (1), PLC Programmable Logic Controller (1) is electrically connected with multiple ingot bit locations (14), it is characterized in that: in ingot bit location (14), be provided with singlechip controller (15), singlechip controller (15) is electrically connected with PLC Programmable Logic Controller (1), PLC Programmable Logic Controller (1) is electrically connected with spindle frequency converter (21), spindle frequency converter (21) is electrically connected with first permagnetic synchronous motor (23) of the first spindle (24) and second permagnetic synchronous motor (23') of the second spindle (25) simultaneously, drive the first permagnetic synchronous motor (23) and the second permagnetic synchronous motor (23') synchronous rotary with spindle frequency converter (21) simultaneously,
Wherein speed preset is from PLC Programmable Logic Controller (1), and start stop mode adopts the control of I/O contact.
2. a kind of electric control system for 3 strands of cord fabric thread straight twisters according to claim 1, is characterized in that: between described singlechip controller (15) and the first permagnetic synchronous motor (23) and the second permagnetic synchronous motor (23'), be open loop control.
3. a kind of electric control system for 3 strands of cord fabric thread straight twisters according to claim 1, is characterized in that: described singlechip controller (15) is electrically connected with the first outer yarn tension controller (16) for the first spindle (24); Singlechip controller (15) is also electrically connected with the second outer yarn tension controller (19) for the second spindle (25).
4. a kind of electric control system for 3 strands of cord fabric thread straight twisters according to claim 1, is characterized in that: described singlechip controller (15) is electrically connected with the first yarn break detector (18) and the second yarn break detector (18').
5. a kind of electric control system for 3 strands of cord fabric thread straight twisters according to claim 1, is characterized in that: described PLC Programmable Logic Controller (1) is electrically connected with each ingot bit location (14) by communication module (2);
PLC Programmable Logic Controller (1) is electrically connected with coiling frequency converter (6) by communication module (2), coiling frequency converter (6) drives coiling motor (7), the coiling scrambler (8) being installed on the gear train of coiling motor (7) or coiling motor (7) is electrically connected with coiling frequency converter (6), forms closed-loop control;
PLC Programmable Logic Controller (1) is electrically connected with overfeeding frequency converter (9) by communication module (2), overfeeding frequency converter (9) drives overfeeding motor (10), the overfeeding scrambler (11) being installed on the gear train of overfeeding motor (10) or overfeeding motor (10) is electrically connected with overfeeding frequency converter (9), forms closed-loop control;
PLC Programmable Logic Controller (1) is electrically connected with the servo-driver that traverses (12) by communication module (2), the servo-driver (12) that traverses drives the servomotor (13) that traverses, the scrambler that is installed on the servomotor that traverses (13) is electrically connected with the servo-driver that traverses (12), forms closed-loop control.
6. a kind of electric control system for 3 strands of cord fabric thread straight twisters according to claim 5, is characterized in that: described communication module (2) is PROFIBUS-DP bus communication module.
7. a kind of electric control system for 3 strands of cord fabric thread straight twisters according to claim 1, is characterized in that: described singlechip controller (15) adopts the TI320F2407 of Texas Instrument.
8. the spindle synchronous device for 3 strands of cord fabric thread straight twisters, comprise the first spindle (24) and the second spindle (25), it is characterized in that: singlechip controller (15) is electrically connected with spindle frequency converter (21), spindle frequency converter (21) is electrically connected with first permagnetic synchronous motor (23) of the first spindle (24) and second permagnetic synchronous motor (23') of the second spindle (25) simultaneously, drives the first permagnetic synchronous motor (23) and the second permagnetic synchronous motor (23') synchronous rotary with spindle frequency converter (21) simultaneously.
9. a kind of spindle synchronous device for 3 strands of cord fabric thread straight twisters according to claim 8, is characterized in that: between described singlechip controller (15) and the first permagnetic synchronous motor (23) and the second permagnetic synchronous motor (23'), be open loop control.
10. a kind of spindle synchronous device for 3 strands of cord fabric thread straight twisters according to claim 8, it is characterized in that: the first monofilament (26) closes sth. made by twisting through the first outer yarn tension controller (16) and the second monofilament (27) in the first spindle (24), 2 strands (31) close sth. made by twisting through the first super-feeding device (28'), the second outer yarn tension controller (19) with the 3rd monofilament (32) in the second spindle (25) successively, and 3 plying are twisted thread and reeled at collecting device (30) after super-feeding device (28), traversing gear (29).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410063640.7A CN103809568A (en) | 2014-02-25 | 2014-02-25 | Electrical control system and synchronizing device for three-strand tire cord straight twisting machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410063640.7A CN103809568A (en) | 2014-02-25 | 2014-02-25 | Electrical control system and synchronizing device for three-strand tire cord straight twisting machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103809568A true CN103809568A (en) | 2014-05-21 |
Family
ID=50706504
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201410063640.7A Pending CN103809568A (en) | 2014-02-25 | 2014-02-25 | Electrical control system and synchronizing device for three-strand tire cord straight twisting machine |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103809568A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110552088A (en) * | 2019-08-13 | 2019-12-10 | 宜昌经纬纺机有限公司 | three-strand direct twisting machine and method for directly twisting three-strand silk into thread |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1558008A (en) * | 2004-01-17 | 2004-12-29 | 无锡市宏源针织机械厂 | Microcomputer-controlled two-for-one twister |
| CN201545551U (en) * | 2009-12-01 | 2010-08-11 | 北京和利时电机技术有限公司 | Numerical control winding control unit |
| CN201738066U (en) * | 2010-06-21 | 2011-02-09 | 青岛宏大纺织机械有限责任公司 | Twister control device and twister |
| CN203065675U (en) * | 2012-12-17 | 2013-07-17 | 浙江凯成纺织机械有限公司 | Multifunctional two-for-one twister |
| CN203786537U (en) * | 2014-02-25 | 2014-08-20 | 宜昌经纬纺机有限公司 | Electric control system used for three-strand cord-thread straight twisting machine and synchronizer |
-
2014
- 2014-02-25 CN CN201410063640.7A patent/CN103809568A/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1558008A (en) * | 2004-01-17 | 2004-12-29 | 无锡市宏源针织机械厂 | Microcomputer-controlled two-for-one twister |
| CN201545551U (en) * | 2009-12-01 | 2010-08-11 | 北京和利时电机技术有限公司 | Numerical control winding control unit |
| CN201738066U (en) * | 2010-06-21 | 2011-02-09 | 青岛宏大纺织机械有限责任公司 | Twister control device and twister |
| CN203065675U (en) * | 2012-12-17 | 2013-07-17 | 浙江凯成纺织机械有限公司 | Multifunctional two-for-one twister |
| CN203786537U (en) * | 2014-02-25 | 2014-08-20 | 宜昌经纬纺机有限公司 | Electric control system used for three-strand cord-thread straight twisting machine and synchronizer |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110552088A (en) * | 2019-08-13 | 2019-12-10 | 宜昌经纬纺机有限公司 | three-strand direct twisting machine and method for directly twisting three-strand silk into thread |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201398135Y (en) | Winding machine | |
| CN103388200B (en) | Combined yarn spinning and thread making hand sample machine | |
| CN101962831B (en) | Digital doubling and twisting tester | |
| CN201738066U (en) | Twister control device and twister | |
| CN105239228B (en) | Yarn finish device powers down synchronization lugs | |
| CN202099449U (en) | Improved multifunctional spinning frame | |
| CN202558987U (en) | Integrated single-ingot motor driver based on CAN (controller area network) bus | |
| CN200964455Y (en) | Spinning machine speed synchronization controller | |
| CN203786537U (en) | Electric control system used for three-strand cord-thread straight twisting machine and synchronizer | |
| CN204474817U (en) | A kind of integrated spinning equipment preparing chemical-fibres filaments | |
| CN103809568A (en) | Electrical control system and synchronizing device for three-strand tire cord straight twisting machine | |
| CN107976957B (en) | Synchronous control device and method for composite servo tensioner and automatic winding machine | |
| CN103966714A (en) | Method and device for detecting electric spindle tension and broken yarn in spinning machine | |
| CN201016134Y (en) | Warp shaft drive applied for warp loom electronic warp feeding system | |
| CN203313010U (en) | Automatic coil winding machine of motor stator winding | |
| CN104195682A (en) | Twist-variable yarn two-for-one twister | |
| CN203552009U (en) | Automatic control system for two-for-one twister | |
| TW201813908A (en) | Synchronous control device for composite servo tensioner and automatic winding machine and control method thereof capable of automatically changing tension value and winding speed to meet requirement of product having composite winding form | |
| CN102899748B (en) | Yarn manufacturing equipment runs single ingot control method | |
| CN205419281U (en) | Fly frame roving package device | |
| CN212460360U (en) | Multi-servo motor synchronous control system for host of braiding machine | |
| CN102154744A (en) | Multifunctional improved spinning frame | |
| CN2571788Y (en) | Multiple motor synchronous stop controller | |
| CN212714262U (en) | System rope machine is first two twists of twist synchronous control system, intelligent system rope machine | |
| CN204315301U (en) | A kind of stranding machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20140521 |