CN103797187A - 用于反向旋转精磨机的具有弯曲棱和锯齿状前缘的转子精磨机板元件 - Google Patents
用于反向旋转精磨机的具有弯曲棱和锯齿状前缘的转子精磨机板元件 Download PDFInfo
- Publication number
- CN103797187A CN103797187A CN201280044446.3A CN201280044446A CN103797187A CN 103797187 A CN103797187 A CN 103797187A CN 201280044446 A CN201280044446 A CN 201280044446A CN 103797187 A CN103797187 A CN 103797187A
- Authority
- CN
- China
- Prior art keywords
- rib
- refiner
- refiner plates
- fine grinding
- refining surfaces
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21D—TREATMENT OF THE MATERIALS BEFORE PASSING TO THE PAPER-MAKING MACHINE
- D21D1/00—Methods of beating or refining; Beaters of the Hollander type
- D21D1/20—Methods of refining
- D21D1/30—Disc mills
- D21D1/306—Discs
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21D—TREATMENT OF THE MATERIALS BEFORE PASSING TO THE PAPER-MAKING MACHINE
- D21D1/00—Methods of beating or refining; Beaters of the Hollander type
- D21D1/20—Methods of refining
- D21D1/30—Disc mills
- D21D1/303—Double disc mills
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21D—TREATMENT OF THE MATERIALS BEFORE PASSING TO THE PAPER-MAKING MACHINE
- D21D1/00—Methods of beating or refining; Beaters of the Hollander type
- D21D1/20—Methods of refining
- D21D1/30—Disc mills
Landscapes
- Paper (AREA)
Abstract
一种用于木质纤维素材料的机械精磨机的精磨板区段(10),包括:基板上的精磨表面,其中,所述精磨表面面对相对精磨机板的精磨表面,所述精磨表面包括棱(18)和棱(18)之间的槽(22),其中每个棱(18)相对于对应于该棱的径向线的角度(20)沿着径向向外的方向增加至少15度,并且在所述精磨表面的外围处所述角度(20)是10至45度范围内的阻滞角,并且每个棱(18)包括具有不规则表面的前侧壁(38),其中所述不规则表面包括从所述侧壁向相邻的棱(18)的侧壁向外延伸的突起。
Description
相关申请
本申请要求2012年7月12日申请的13/547,144号申请和2011年7月13日申请的61/507,450号申请的权益,这两个申请的全部内容通过引用包含在本申请中。
背景技术
本发明涉及用于木质纤维素材料的盘式精磨机,例如用于生产机械浆、热机械浆和各种化学-热机械浆的盘式精磨机(统称为机械浆和机械制浆工艺)。
在机械制浆工艺中使用的反向旋转精磨机中,通常为木材或者其它木质纤维素材料(统称为木屑)的原材料通过其中一个精磨机板的中部送入,并且被一个或两个转子盘的转动产生的腔离心力向外推。精磨机板安装在精磨机盘的每个相对面上。木屑在相对的精磨机板之间在大致径向上向板或盘的外周移动。
传统上精磨机以每分钟1200至1800转(PRM)的转速工作。当木屑在盘之间时,能量通过装配于盘的精磨机板传送到该材料。精磨机板一般具有以棱和槽以及坝为特征的图案,它们一起对木质纤维素材料施加反复的压缩和剪切作用。作用于该材料的压缩和剪切作用从原材料分离出木质纤维素纤维,对该材料提供一定量的展开和纤维化,并且产生一些通常不太希望的纤维切割。该纤维分离和展开是将原木屑改变为形成纤维制品的适当板材或纸张所必须的。
在机械制浆工艺中,大量的摩擦发生在如木屑和精磨机板之间。这种摩擦降低了工艺的能量效率。据估计,机械制浆中使用能量的效率在10%至15%左右。
开发以更高的能量效率例如低摩擦工作的精磨机板的努力已经取得成就,并且通常涉及减少盘之间的工作间隙。提高能量效率的传统技术通常涉及精磨机板区段前表面上的设计特征,这些特征通常加快木屑在精磨机板的精磨区上的给进。这些技术通常导致减小由在精磨机板之间流动的木屑形成的纤维垫的厚度。当能量被精磨机板施加到较薄的纤维垫时,对于给定的能量输入,施加到木屑的压缩率变得较大,并且在精磨木屑时导致更高效的能量使用。
减小纤维垫的厚度允许工作间隙(例如,相对的精磨机板之间的间隙)较小。减小该间隙可能会导致增加对木片纤维的切割,减小盘产生的浆的强度性能,增加精磨机板的磨损率以及降低精磨机板的使用寿命。精磨机板的使用寿命随着工作间隙的减小成指数减小。
能量效率被认为在精磨机盘的外围最大。在板的外围区域精磨机板的相对速度最大。在精磨机板的外围区域,相对的精磨机板上的精磨棱以较高的速度相互横越。精磨棱的较高的横越速度被认为增加了板外围区域的精磨效率。
木材纤维倾向于快速流过精磨机板的外围区域。纤维在外围区域的这种快速是由于强离心力和由盘之间产生的蒸汽的向前流动而产生的力量。在外围区域中的短促滞留期间限制了在精磨表面的最有效部分中可以完成的工作量。
发明内容
设计精磨机板以将更多的能量输入转向外围精磨区域应该增加总的精磨效率并且减少磨浆消耗的能量。将能量输入转向外围精磨区域,精磨机板之间较大的工作间隙可能足以为精磨机板区段提供长使用寿命。
已经构想出一种新颖的精磨机板,在一个实施例中,该精磨机板增强了能量效率并允许盘之间的工作间隙较大。该能量效率和大工作间隙可以减少生产浆所消耗的能量,提高所生产的浆的纤维质量,并且延长精磨机板区段的使用寿命。
在一个实施例中,精磨机板是具有外部精磨区的转子板区段的集合,该外部精磨区的棱至少具有弯曲的纵向形状的径向外部部分和壁表面为锯齿状、齿状或其它不规则形状的前侧壁。该弯曲的棱和棱之间的弯曲槽增加木屑进料在外部区中的滞留时间,从而增加外部区对该材料的精磨。此外,前侧壁的锯齿状表面也有助于增加进料在外部区中的滞留时间。
已经构想出一种精磨板,该精磨板具有面向另一个板的精磨表面,该精磨表面包括从所述表面竖起的多个棱,所述棱向所述板的外围边缘向外延伸,所述棱至少在所述棱的前侧壁上具有锯齿状或不规则表面,所述棱是弯曲的,如具有指数弧或者渐开线弧。所述精磨板可以是转子板并且与另一个转子板相对地设置在精磨机中。
已经构想出一种用于木质纤维素材料的机械精磨机的精磨板区段,包括:基板上的精磨表面,其中所述精磨表面适于面对相对精磨机板的精磨表面,所述精磨表面包括棱和所述棱之间的槽,其中每个棱与对应于该棱的径向线的角度沿着径向向外的方向增加至少10至15度,并且在所述精磨表面的外围处所述角度是10至45度、15至35度、15至45度和20至35度范围中的任一范围内的阻滞角,并且其中所述棱每个包括具有不规则表面的前侧壁,其中所述不规则表面包括从所述侧壁向相邻的棱的侧壁向外延伸的突起,并且所述不规则表面从所述精磨表面的外围处或附近延伸,并且沿着所述棱径向向内延伸但没有到达所述精磨表面的入口。
所述棱每个可以关于穿过该棱延伸的所述板的径向具有弯曲的纵向形状。所述角度可以沿着径向向外的方向连续地并且逐渐增加,或者沿着径向向外的放心逐步增加。在所述精磨表面的径向向内的入口处,所述棱每个可以关于对应于该棱的径向线成10、15或20度内的角度。此外,所述精磨板区段可以适用于旋转精磨盘,并且当安装于精磨机中时面对旋转精磨盘。
所述精磨表面可以包括多个精磨区,其中第一精磨区具有相对较宽的棱和相对较宽的槽,并且第二精磨区具有相对较窄的棱和相对较窄的槽,并且所述第二精磨区在所述板区段上在所述第一精磨区的径向外部,其中所述第二精磨区的阻滞角可以在10至45度、15至45度和20至35度的范围中的任一范围内。
所述棱的前侧壁的不规则表面可以包括一系列的斜坡,每个所述斜坡的下部边缘在每个槽的基板处,并且每个所述斜坡至少部分延伸到所述前侧壁。
已经构想出一种用于木质纤维素材料的机械精磨机的精磨机板,包括:基板上的精磨表面,其中所述精磨表面适于面对相对精磨机板的精磨表面,并且所述精磨表面包括棱和所述棱之间的槽,其中所述棱至少具有径向外部部分,所述径向外部部分在所述棱的入口处与对应的径向线的角度在10、15或20度内,并且在所述棱的外围处该角度作为阻滞角在10至45度、15至35度、15至45度和20至35度范围内,其中从所述棱的径向向内的入口到所述外围,所述角度增加至少10至15度,并且所述棱每个在径向外部部分中包括具有不规则表面的侧壁,其中所述不规则表面包括从所述侧壁向相邻的棱的侧壁向外延伸的突起,其中所述棱每个包括具有不规则表面的前侧壁,其中所述不规则表面包括从所述侧壁向相邻的棱的侧壁向外延伸的突起,并且所述不规则表面从所述精磨表面的外围处或附近延伸,并且沿着所述棱径向向内延伸但没有到达所述精磨表面的入口。
已经构想出一种用于木质纤维素材料的机械精磨机的精磨板区段,包括:基板上的精磨表面,其中所述精磨表面适于面对相对精磨机板的精磨表面;所述精磨表面包括棱和所述棱之间的槽,其中每个棱与对应于该棱的径向线成一角度,并且在所述棱的入口处所述角度至少为10、15或20度,沿着所述棱在径向向外的方向方向上所述角度增加至少10至15度,并且在所述精磨表面的外围处所述角度在10至45度、15至45度、15至35度或20至35度的范围内,其中所述不规则表面包括从所述侧壁向相邻的棱的侧壁向外延伸的突起,并且所述不规则表面从所述精磨表面的外围处或附近延伸,并且沿着所述棱径向向内延伸但没有到达所述精磨表面的入口。
附图说明
图1是第一精磨机板区段的侧视图。
图2是第一精磨机板区段的前视图。
图3和图4分别是第二精磨机板区段的侧视图和前视图。
图5和图6分别是第三精磨机板区段的侧视图和前视图。
图7是精磨机板区段上的棱的锯齿状侧壁的一示例的放大图。
图8是另一个精磨机板区段的前视图。
图9至图12各个示出了精磨机板区段上的外部精磨区中的棱的前侧壁上的不规则表面的示例的自上而下的视图。
图13是在棱的前侧壁上具有不规则表面的精磨棱的截面图。
图14是图13中所示的棱的前侧壁的前视图。
具体实施方式
该精磨工艺对在机械精磨机的盘之间的工作间隙中移动的木屑形成的纤维垫施加周期性压缩。通过增加纤维垫的压缩率并且减小以低压缩率施加的精磨能量的百分比,例如在精磨区的径向向内部分处,可以提高精磨工艺的能量效率。利用在此公开的转子板设计实现了压缩率增加而不必将工作间隙减小到传统的高能量效率精磨机板所需的程度。
精磨机中转子板和定子板之间相对较宽的工作间隙(与高能量效率精磨机中的窄间隙相比)导致在板之间形成较厚的浆垫。与类似的高能量效率应用中使用的传统转子板相比,利用明显更粗糙的精磨机板通过厚的浆垫现实了高压缩率。
与高能量效率精磨机中通常使用的精细精磨机板相比,粗糙的精磨机板具有相对少的棱。粗糙的精磨机板中较少数目的棱导致转子上的棱横越定子上的棱时施加的压缩周期减少。转移到更少的压缩周期中的能量增加每个压缩和剪切事件的强度,并且提高能量效率。
在此公开的转子精磨机板设计实现了高纤维滞留和高压缩,以提供高能量效率,同时保留纤维长度并且提高精磨机板区段的磨损寿命。这些设计被用在反向旋转的精磨机中,其中类似的设计用到两个转子盘上。
已经构想出一种精磨机板,其具有相对粗糙的棱和槽配置以及其它特征,以使纤维垫在有效精磨区中的外围区域的滞留时间长。这些特征通过表面区域利用由转子元件或转子精磨机板的这种特殊设计引起的较少数目的棱交错(较少的压缩事件)和原材料的更长的滞留时间,使精磨能量向精磨表面的外围集中。这导致厚纤维垫的高压缩率,从而维持较大的工作间隙。通过减少棱交错事件的数目并且增加每个棱交错处存在的纤维量,实现了高强度压缩,而不是通过减少相对的板之间的纤维量来实现高强度。
在此公开的精磨机板可以具有弯曲的棱,至少在精磨区的外围区域,这些弯曲的棱具有锯齿状的前侧壁。这些棱的弯曲和锯齿状的前侧壁减慢了纤维垫,从而增加了浆在精磨区的外围区域的滞留。滞留期间的增加允许更多的能量输入到精磨机的外围,在此输入到浆中的能量更有效率。
图1和图2分别示出了具有入口部分12和外部部分14的转子板区段10的侧视图和前视图。板区段的阵列排列成环状,以形成圆形精磨板。板区段10作为板安装到圆盘11。在盘式精磨机中,转子板隔着板之间的精磨间隙面对另一个转子板。相对的转子板也是由可以具有与第一转子板区段类似的棱和槽特征或者可以具有其它棱和槽特征的板区段形成的。转子板的转动方向(箭头16)是逆时针方向。
精磨机板区段的外部部分14是将施加能量以精磨木屑进料的区域。该外部部分优选地应该为100毫米(mm)至200mm之间的径向距离。该外部部分可以包括弯曲棱18,弯曲棱18与该棱所对应的径向线的角度逐步地或者逐渐增加。在每个棱18的内端,棱与径向线之间的角度19可以为零度或者在一些度数以内,例如,在10、15或20度以内。棱入口角18的方向可以是进料或阻滞方向。
进料和阻滞角是棱18相对于板的相对移动形成的角度。进料角是在与转子板的转动相反的方向上,例如,箭头16所示的逆时针方向,与径向线的角度。阻滞角是与对应于棱的径向线的角度,并且在转子板的转动方向上延伸。进料角是与对应于棱的径向线的角度,并且在与板的转动相反的方向上延伸。
在棱的径向外端,出口角20可以是10至45、15至35、15至45或者20至35度范围内的阻滞角。通过将每个棱形成为一系列具有不同角度的直棱部分使棱角度逐步变化,也可以增加阻滞角。
槽22在棱之间,并且由相邻的棱的后侧壁24和前侧壁26限定。前侧壁面对转子板的转动方向。在图2中,前侧壁在每个棱的左手(L)侧。所述槽提供进料、蒸汽和其它材料可通过其径向穿过板的通道。
棱的高度,例如从板的前基板表面到棱的上部脊的距离,最初可以是锥形的,并且对于大多数棱的高度过渡到一致的高度。棱的最初锥形便于材料进入外部部分14。
在板区段10中,入口角是中性的,例如关于径向线大约为零度。在板区段的外围30,棱8的出口角20可以是10至60度、10至45度、20至30度和15至35度范围之一的保持角。
棱18的角度从入口到出口在与转子板的转动一致的角方向上逐渐增加。在转子板区段10中,该角度在入口附近缓慢增加。随着棱向板的外围30延伸,该角度的变化率逐渐增加。从入口到精磨区的外围,该角度的增量可以是10至15度的最小增量。棱角度可以以指数弧或者渐开线弧增加。
在精磨区的外部,例如外部部分14,棱的高阻滞角20有助于进料在板之间的长滞留,并且增加进料在如外部部分14表示的精磨区的外部中的滞留时间。
高阻滞角,例如10至45度,和棱的前侧壁的锯齿状表面可局限于精磨区的外部区域。该外部区域可以是精磨区的外部的80%至20%。
棱的前侧壁26的锯齿状表面有助于进料滞留在精磨区的外部。该锯齿状表面可以延伸到每个棱的整个高度,或者局限于每个棱的上面的一半或者上面的四分之一。后侧壁24的表面可以是平滑的。后侧壁的不规则表面可以与棱的前侧壁的不规则表面结合。由于前侧壁38的锯齿状表面和后缘30的平滑表面之间间隙的变化,棱的宽度也变化。
出口棱的前侧壁26上的锯齿状表面可以是如下图案:Z字形、齿形、锯齿形、半圆形或者可以增加纵向摩擦以防止进料容易沿着棱的前缘滑移的任何形状。该锯齿状表面可以只在前侧壁的上区域处。在该锯齿状表面下方,前侧壁可以是平滑的。该锯齿状表面下方的侧壁表面可以是直的,锥形的或者具有横跨所述槽向相邻的棱的后缘延伸的斜坡。
该锯齿状图案不需要在精磨区的入口开始。锯齿状部分可以从入口开始向外径向到棱并且沿着棱延伸到外围30或者延伸到外围30附近。在棱的入口部分处的平滑前侧壁允许纤维垫容易地进入精磨区。锯齿状前侧壁表面减慢进料径向向外穿过外部部分14的移动,从而增加浆在板外围附近的滞留时间。滞留时间的增加可以使更多的精磨能量在精磨区的外围部分施加到浆。
图3和图4分别示出棱36具有锯齿状前侧壁38的板区段34的侧视图和前视图,在棱的自上向下的视图中,锯齿状前侧壁38呈现为端到端排列的一系列数字七(“7”)。由该系列7形成的拐角可以是圆形的,以容易制造和模制该板区段。该锯齿状的前侧壁可以延伸到棱的整个长度,或者可以仅延伸到棱的径向外部。
另外,脊40到棱的根(在板基板表面42),锯齿状前侧壁可以是锥形的,使得在完成大多数精磨的棱的前侧壁的上拐角处锯齿状特征最突出,而进入槽越深,该锯齿状特征变得越不明显。
斜坡通向锯齿状边缘的凹处。这种斜坡还可以略微延伸到槽中,使得它们提高将浆移动到间隙中以进一步精磨的效率。
前侧壁38上的锯齿状边缘表面特征可以在尺寸和形状方面不同。优选地,锯齿状拐角的外部突起,例如,锯齿形状上的点,和一系列“7”形状中的拐角,沿着棱边缘(长度)彼此间隔3mm至8mm。锯齿状边缘表面特征的突起具有优选在1.0mm至2.5mm之间的深度,其中该深度延伸到棱宽度。突起的深度可以受棱的宽度限制。棱36的平均宽度通常在2.5mm和6.5mm之间。由于前侧壁上的锯齿状边缘表面特征,特别是该突起,棱宽度是变化的。外部部分14中的槽在内部精磨区44中相对较宽,而在外部精磨区46中相对较窄。
板区段34具有入口部分12,例如磨碎器棱区,其棱具有轻微曲率并且在入口部分的外围通常沿着径向线对准。外部部分14包括内部精磨区44和外部精磨区46。内部精磨区中的棱与外部精磨区中的棱相比较厚并且较少。
入口部分12包括交错的棱,它们将大的进料颗粒磨碎并且将进料引导到外部部分14的槽。外部部分14的内部精磨区44从入口部分接收进料。内部精磨区44中的棱37可以在该棱的入口处与对应于棱的径向线对准,这是零度阻滞角或反馈角。内部精磨区44精磨木屑,并且将部分精磨后的木屑提供给外部精磨区42。木屑的这种部分精磨帮助将木屑送到具有精细棱36和窄槽的外部精磨区46。
在精磨板的连续环形区域中设置多个精磨区允许木屑和纤维被粗糙的棱和槽结构初步精磨,并且随后被更加精细的棱和槽结构精磨。具有精细棱和槽图案的外部精磨区适合于生产通常需要由精磨区施加高能量压缩和剪切力的高质量浆。为了确保纤维保持在具有精细棱和槽图案的外部精磨区中,外部区中的棱可以具有相对高的阻滞角,例如,10度至45度,并且在棱的前侧壁具有锯齿状表面。棱的前表面可以是平滑的,但是优选地也可以是锯齿状或其它不规则表面。
内部或外部精磨区的每个棱的内侧部分可以在脊中具有狭缝,起到精细槽的作用。该精细槽是相邻的棱之间的槽以外的槽。该精细槽可以通过在前侧壁锯齿状部分的径向向内的棱上位置向前侧壁敞开的交叉槽排放。
在内部和外部精磨区中的前侧壁的锯齿状表面38不需要延伸到棱的整个长度。此外,在每个精磨区44、46中的不同棱的锯齿状表面38不需要覆盖每个棱的同一部分。
棱的入口或者锯齿状前侧壁的径向最内部分可以在如图2和图4中所示的精磨机板上处于相同的径向距离处。作为选择,棱的入口或者锯齿状侧壁的开始处可以形成外部精磨区46中所示的Z形图案。在每个Z形图案的径向最内部分处,相邻的棱可以在它们的入口处结合,从而形成半高度的坝48。可以根据精磨机板的要求,选择棱入口处于同一半径处,形成Z形图案或者具有其它结构。类似地,可以根据精磨机板的要求,选择锯齿状侧壁的开始处的图案,例如,Z形图案,相同的径向线或者多个棱的台阶(见图8中的棱86)。
板区段34在内部精磨区44中的棱的前侧壁上具有粗糙的锯齿状表面,其中术语粗糙是指锯齿状表面上突起的频率。相反,外部精磨区在前侧壁上具有精细的锯齿状表面。锯齿状表面的粗糙度部分取决于精磨区中棱的厚度和棱的数目。
具有两个或更多环形精磨区如区44和46的板可以用于生产高质量的浆。可以使用对纤维施加大的压缩和剪切力的精细棱和窄槽来生产高质量的浆。精细棱和窄槽可能不适合于精磨整体木屑或者大尺寸颗粒的材料。内部精磨区浆整体木屑和较大尺寸颗粒的材料精磨成可以利用具有精细棱和窄槽的精磨区来处理的浆纤维。
在精磨机板的外部径向区域处具有窄槽的精细棱对浆施加大的压缩和剪切力,以生产高质量的浆。外部径向精磨区域中,例如,精磨区的外部三分之一,棱的曲率和锯齿状前侧壁表面增加了纤维在外部精磨区中的滞留期间。增加的滞留可以使外部精磨区对纤维产生额外的作用。由于该外部精磨区以及在该外部区中完成的纸浆工作量,相对的转子板之间的间隙不需要像使用窄的板间的间隙来增加对木屑的作用的某些传统精磨机中那样小。
图5和图6分别示出转子精磨机板区段50的侧视图和前视图。根据精磨机板的整体板设计组合和工作条件,精磨区56中将棱54分开的槽52可以具有表面(全高度)坝58、表面下的或半高度坝60或者根本没有坝的组合。
图7示出了棱的前侧壁上的锯齿状表面62的一个实施例。锯齿状表面62可以由重复的突起形成,这些突起具有第一直侧壁64、第二直侧壁66和第一与第二侧壁之间的弯曲侧壁68。斜坡72从基板70(在槽的底部)延伸到第二侧壁66的底部边缘。第二侧壁66的顶部边缘、内部拐角和第一侧壁64处于棱顶部的脊52处。第一和第二侧壁可以基本上相互垂直,或者可以形成45度至120度范围内的角度。可选的斜坡包括:延伸到棱的脊52的斜坡72,该斜坡的下部边缘可以在槽的底部处的基板上方,或者不包括斜坡72。
从基板延伸的倾斜表面72可以将纤维升起或者太高到槽外,并且使纤维移动到棱的上部区域,在此完成许多精磨。倾斜表面72的长度和角度取决于锯齿状表面尺寸的期望程度,并且可以针对该倾斜表面选择角度和程度。
图8是具有内部精磨区82和外部精磨区84的板区段80的前视图。外部精磨区84中的棱86每个设置为平行于对应的径向线,或者设置为进料或阻滞角较小,例如与径向线的角度在10度或5度内。棱86弯曲为,在它们的外部径向端形成10至45度的阻滞角。在外部精磨区中棱86的入口可以形成Z形图案并且每个锯齿状侧壁表面的径向内侧部分形成台阶图案形式的三个棱的组。
内部精磨区82的棱88具有零度的入口角,可以是直的或者弯曲的,以在内部和外部精磨区之间的过渡处逐渐形成微小的阻滞角,例如,5至15度。在内部精磨区中棱88的前侧壁的锯齿状表面是任选的,并且可以比径向向外的棱86上的锯齿状表面显著粗糙。作为选择,锯齿状表面的粗糙度可以在整个板上是一致的。此外,外部精磨区中的锯齿状表面可以比内部精磨区中更精细。半高度坝90可以位于内部精磨区的槽中。
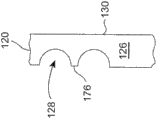
图9至图12分别是精磨机板区段的外部精磨区中棱的前侧壁上的脊126以及具体形貌的自上而下的视图。每个棱120的上部的脊126包括前侧壁128和后侧壁130的上拐角的形貌。前侧壁具有不规则表面,例如,可能在侧壁的上拐角处最显著的锯齿特征。前侧壁128的不规则表面特征可以局限于棱的径向外部,但是也可以延伸到最外面的精磨区的整个长度或者整个精磨区。
不规则表面特征可以具有各种形状,包括图9中所示的一系列“7”、图10中所示的锯齿特征、图11中所示的前侧壁中的一系列凹槽以及如图12中所示的例如矩形齿的一系列齿。不规则特征的形状是一种设计偏好,并且可以取决于进料和板区段成分、制造和成型方面的考虑。
图13示出在前侧壁128上具有平滑后侧壁130和例如一系列“7”的不规则表面的棱120的截面图。图14示出如图13中所示的棱的前侧壁上的同一不规则表面特征的前视图。该不规则表面特征在发生大多数精磨的棱脊126附近的棱侧壁上更显著。在棱的侧壁上在板基板122的方向上该不规则表面特征可能逐渐变得不那么显著。不规则表面的突起176趋向于阻碍进料穿过槽的移动,从而增加进料在板的精磨区中的滞留时间。突起176可以从脊126到基板122逐渐减小。在板的基板122附近,突起可以混入前侧壁128的平滑下表面78中。
所述弯曲的棱、棱的前侧壁的锯齿状表面和10至45度的阻滞角可以应用于精磨机中的一个或两个相对的盘上的板区段。
尽管已经结合目前被认为是最实用并且最优选的实施例描述了本发明,但是应当理解,本发明不局限于所公开的实施例;相反,本发明意图涵盖包括在所附权利要求的精神和范围内的各种修改和等同配置。
Claims (34)
1.一种用于木质纤维素材料的机械精磨机的精磨板区段,包括:
基板上的精磨表面,其中,所述精磨表面适于面对相对精磨机板的精磨表面,所述精磨表面包括棱和棱之间的槽,其中每个棱相对于对应于该棱的径向线的角度沿着径向向外的方向增加至少15度,并且在所述精磨表面的外围处所述角度是10至45度或者15至35度范围内的阻滞角,并且
其中,每个棱包括具有不规则表面的前侧壁,其中所述不规则表面包括从所述侧壁向相邻的棱的侧壁向外延伸的突起,并且所述不规则表面沿着所述棱径向向内延伸但没有到达所述精磨表面的入口。
2.根据权利要求1所述的精磨板区段,其中,每个棱具有相对于延伸穿过该棱的板的径向的弯曲的纵向形状。
3.根据权利要求1或2所述的精磨板区段,其中,所述角度沿着径向向外的方向连续地并且逐渐地增加。
4.根据权利要求1至3中任一项所述的精磨板区段,其中,所述角度沿着径向向外的方向逐步地增加。
5.根据权利要求1至4中任一项所述的精磨板区段,其中,在所述精磨表面的径向向内的入口处,每个棱被布置为与对应于该棱的径向线的角度在10至20度内。
6.根据权利要求1至5中任一项所述的精磨板区段,其中,所述精磨板区段适合于旋转精磨盘且在被安装在精磨机中时适于面对旋转精磨盘。
7.根据权利要求1至6中任一项所述的精磨板区段,其中,所述精磨表面包括多个精磨区,其中,第一精磨区具有相对较宽的棱和相对较宽的槽,并且第二精磨区具有相对较窄的棱和相对较窄的槽,并且所述第二精磨区在所述板区段上的所述第一精磨区的径向外部。
8.根据权利要求7所述的精磨板区段,其中,所述阻滞角适用于所述第二精磨区的棱。
9.根据权利要求1至8中任一项所述的精磨板区段,其中,所述不规则表面包括一系列的斜坡,每个斜坡至少部分地向上延伸于所述前侧壁。
10.一种用于木质纤维素材料的机械精磨机的精磨机板,包括:
基板上的精磨表面,其中,所述精磨表面适于面对相对精磨机板的精磨表面,并且
所述精磨表面包括棱和棱之间的槽,其中,所述棱至少具有径向外部部分,所述径向外部部分使每个棱相对于对应径向线的角度在该棱的入口处处于径向线的10至20度的范围内并且在所述棱的外围处是10至45度、15至35度、20至35度或者15至45度的范围内的阻滞角,其中从所述棱的径向向内的入口到所述外围,所述角度增加至少10至15度,并且
每个棱包括具有不规则表面的侧壁,其中所述不规则表面包括从所述侧壁向相邻的棱的侧壁向外延伸的突起,并且所述不规则表面沿着所述棱径向向内延伸但没有到达所述棱的入口。
11.根据权利要求10所述的精磨板,其中,每个棱具有相对于延伸穿过该棱的板的径向的弯曲的纵向形状。
12.根据权利要求10或11所述的精磨板,其中,所述角度沿着径向向外的方向连续地并且逐渐地增加。
13.根据权利要求10至12中任一项所述的精磨板,其中,所述角度沿着径向向外的方向逐步地增加。
14.根据权利要求10至13中任一项所述的精磨板,其中,在所述精磨表面的径向向内的入口处,每个棱被布置为与对应于该棱的径向线的角度在10至20度内。
15.根据权利要求10至14中任一项所述的精磨板,其中,所述精磨板区段适合于旋转精磨盘且在被安装在精磨机中时适于面对旋转精磨盘。
16.根据权利要求10至15中任一项所述的精磨机板区段,其中,所述不规则表面的突起形成Z字形、锯齿形、一系列隆起物形、正弦形和侧向Z字形图案中的至少一个图案。
17.根据权利要求10至16中任一项所述的精磨机板区段,其中,沿着具有不规则表面的侧壁的棱的部分,不规则表面上的所述突起将所述棱的宽度改变至少棱的宽度的五分之一。
18.根据权利要求10至17中任一项所述的精磨机板区段,其中,所述精磨表面包括外部精磨表面,所述外部精磨表面中棱的密度比内部精磨部分中棱的密度高。
19.根据权利要求10至18中任一项所述的精磨板区段,其中,所述不规则表面的突起在所述侧壁的上部边缘处最显著,并且在接近所述板的基板处较不显著。
20.根据权利要求10至19中任一项所述的精磨板,其中,所述精磨表面包括多个精磨区,其中,第一精磨区具有相对较宽的棱和相对较宽的槽,并且第二精磨区具有相对较窄的棱和相对较窄的槽,并且所述第二精磨区在所述板区段上的所述第一精磨区的径向外部。
21.根据权利要求20所述的精磨板,其中,所述阻滞角适用于所述第二精磨区的棱。
22.根据权利要求10至21中任一项所述的精磨板,其中,所述不规则表面包括一系列的斜坡,所述斜坡至少部分地向上延伸于所述前侧壁。
23.一种用于木质纤维素材料的机械精磨机的精磨板区段,包括:
基板上的精磨表面,其中,所述精磨表面适于面对相对精磨机板的精磨表面;
所述精磨表面包括棱和棱之间的槽,其中,每个棱与对应于该棱的径向线成一角度,并且在所述棱的入口处所述角度在径向线的10至20度的范围内,沿着所述棱在径向向外的方向方向上所述角度增加至少15度,并且在所述精磨表面的外围处所述角度在10至45度、15至35度、15至45度或者20至45度的范围内,并且
其中,每个棱包括具有不规则表面的前侧壁,其中所述不规则表面包括从所述侧壁向相邻的棱的侧壁向外延伸的突起,并且所述不规则表面沿着所述棱径向向内延伸但没有到达所述精磨表面的入口。
24.根据权利要求23所述的精磨板区段,其中,每个棱具有相对于延伸穿过该棱的板的径向的弯曲的纵向形状。
25.根据权利要求23或24所述的精磨板区段,其中,所述角度沿着径向向外的方向连续地并且逐渐地增加。
26.根据权利要求23至25中任一项所述的精磨板区段,其中,所述角度沿着径向向外的方向逐步地增加。
27.根据权利要求23至26中任一项所述的精磨板区段,其中,所述精磨板区段适合于旋转精磨盘且在被安装在精磨机中时适于面对旋转精磨盘。
28.根据权利要求23至27中任一项所述的精磨机板区段,其中,所述不规则表面的所述突起形成Z字形、锯齿形、一系列隆起物形、正弦形和侧向Z字形图案中的至少一个图案。
29.根据权利要求23至28中任一项所述的精磨机板区段,其中,沿着具有不规则表面的侧壁的棱的部分,不规则表面上的所述突起将所述棱的宽度改变至少棱的宽度的五分之一。
30.根据权利要求23至29中任一项所述的精磨机板区段,其中,所述精磨表面包括外部精磨表面,所述外部精磨表面中棱的密度比内部精磨部分中棱的密度高。
31.根据权利要求23至30中任一项所述的精磨板区段,其中,所述不规则表面的突起在所述侧壁的上部边缘处最显著,并且在接近所述板的基板处较不显著。
32.根据权利要求23至31中任一项所述的精磨板区段,其中,所述精磨表面包括多个精磨区,其中,第一精磨区具有相对较宽的棱和相对较宽的槽,并且第二精磨区具有相对较窄的棱和相对较窄的槽,并且所述第二精磨区在所述板区段上的所述第一精磨区的径向外部。
33.根据权利要求32所述的精磨板区段,其中,所述阻滞角适用于所述第二精磨区的棱。
34.根据权利要求23至33中任一项所述的精磨板区段,其中,所述不规则表面包括一系列的斜坡,每个斜坡的下部边缘在每个槽的基板处,每个斜坡至少部分地向上延伸于所述前侧壁。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161507450P | 2011-07-13 | 2011-07-13 | |
| US61/507,450 | 2011-07-13 | ||
| US13/547,144 | 2012-07-12 | ||
| US13/547,144 US9708765B2 (en) | 2011-07-13 | 2012-07-12 | Rotor refiner plate element for counter-rotating refiner having curved bars and serrated leading edges |
| PCT/US2012/046651 WO2013010073A1 (en) | 2011-07-13 | 2012-07-13 | Rotor refiner plate element for counter-rotating refiner having curved bars and serrated leading edges |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103797187A true CN103797187A (zh) | 2014-05-14 |
Family
ID=46545533
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201280044446.3A Pending CN103797187A (zh) | 2011-07-13 | 2012-07-13 | 用于反向旋转精磨机的具有弯曲棱和锯齿状前缘的转子精磨机板元件 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US9708765B2 (zh) |
| EP (2) | EP2732093B1 (zh) |
| JP (1) | JP6061928B2 (zh) |
| CN (1) | CN103797187A (zh) |
| AU (1) | AU2012281010B2 (zh) |
| BR (1) | BR112014000734B1 (zh) |
| CA (1) | CA2841482C (zh) |
| PL (1) | PL2732093T3 (zh) |
| RU (1) | RU2014105293A (zh) |
| WO (1) | WO2013010073A1 (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105178086A (zh) * | 2014-06-13 | 2015-12-23 | 维美德技术有限公司 | 磨浆机以及用于磨浆机的刮刀元件 |
| CN107709659A (zh) * | 2015-06-11 | 2018-02-16 | 维美德技术有限公司 | 刀片元件 |
| CN108236988A (zh) * | 2017-12-15 | 2018-07-03 | 安徽省颍上县雪黎面制品有限公司 | 一种具有阶梯式磨面的石磨 |
| CN110578264A (zh) * | 2018-06-08 | 2019-12-17 | 安德里茨公司 | 带有防止形成唇部的结构的磨浆机磨盘区段 |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9708765B2 (en) * | 2011-07-13 | 2017-07-18 | Andritz Inc. | Rotor refiner plate element for counter-rotating refiner having curved bars and serrated leading edges |
| US9670615B2 (en) * | 2011-08-19 | 2017-06-06 | Andritz Inc. | Conical rotor refiner plate element for counter-rotating refiner having curved bars and serrated leading sidewalls |
| US9181654B2 (en) * | 2012-05-30 | 2015-11-10 | Andritz Inc. | Refiner plate having a smooth, wave-like groove and related methods |
| US9604221B2 (en) | 2012-11-09 | 2017-03-28 | Andrtiz Inc. | Stator refiner plate element having curved bars and serrated leading edges |
| RU2534974C1 (ru) * | 2013-07-05 | 2014-12-10 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Сибирский государственный технологический университет" (СибГТУ) | Размалывающая гарнитура для дисковой мельницы |
| RU2523990C1 (ru) * | 2013-07-05 | 2014-07-27 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Сибирский государственный технологический университет" (СибГТУ) | Размалывающая гарнитура для дисковой мельницы |
| RU2659085C2 (ru) * | 2013-08-05 | 2018-06-28 | Шарп Кабусики Кайся | Мельница и содержащее ее устройство для приготовления напитков |
| FI127628B (en) | 2014-06-26 | 2018-10-31 | Valmet Technologies Inc | Yksilevyjauhin |
| US10697117B2 (en) * | 2014-11-19 | 2020-06-30 | Andritz Inc. | Segmented rotor cap assembly |
| JP7192781B2 (ja) * | 2017-10-30 | 2022-12-20 | 大日本印刷株式会社 | 積層フィルム、バリア性積層フィルム及び該バリア性積層フィルムを用いたガスバリア性包装材料、ガスバリア性包装体 |
| SE541985C2 (en) | 2017-11-14 | 2020-01-14 | Valmet Oy | Refiner segment in a fiber refiner |
| AU2018385685B2 (en) * | 2017-12-15 | 2020-02-20 | Andritz Inc. | Water relief groove to prevent cavitation of opposite refiner plate |
| US11174592B2 (en) * | 2018-04-03 | 2021-11-16 | Andritz Inc. | Disperser plates with intermeshing teeth and outer refining section |
| SE541970C2 (en) * | 2018-04-13 | 2020-01-14 | Valmet Oy | Refiner segment having bar weakening sections |
| SE542325C2 (en) * | 2018-06-04 | 2020-04-07 | Valmet Oy | Refiner segment with dams having curved sides |
| CN108729289B (zh) * | 2018-07-20 | 2023-10-17 | 丹东鸭绿江磨片有限公司 | 一种磨浆机磨片 |
| WO2020163459A1 (en) * | 2019-02-06 | 2020-08-13 | Andritz Inc. | Refiner plate segments having feeding grooves |
| DE102019104105B3 (de) * | 2019-02-19 | 2020-06-18 | Voith Patent Gmbh | Mahlgarnitursegment |
| US11643779B2 (en) | 2019-12-13 | 2023-05-09 | Andritz Inc. | Refiner plate having grooves imparting rotational flow to feed material |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1609717A (en) | 1926-12-07 | oe crown point | ||
| US804738A (en) | 1904-03-29 | 1905-11-14 | Auguste Kreps | Millstone. |
| US827059A (en) | 1904-05-16 | 1906-07-24 | Albert F Davis | Grinding-plate for mills. |
| US1187360A (en) * | 1915-07-22 | 1916-06-13 | Myron R Martin | Grinding-mill disk. |
| US3473745A (en) * | 1967-01-11 | 1969-10-21 | Sprout Waldron & Co Inc | Refining plate for high consistency pulp |
| US4023737A (en) | 1976-03-23 | 1977-05-17 | Westvaco Corporation | Spiral groove pattern refiner plates |
| FI53469C (fi) | 1976-07-02 | 1978-05-10 | Enso Gutzeit Oy | Malskiva |
| CA1207572A (en) | 1985-06-06 | 1986-07-15 | William C. Leith | Rotating disc wood chip refiner |
| JPS63291646A (ja) * | 1987-05-22 | 1988-11-29 | 山本 増男 | 液体中の固形物の磨砕装置 |
| US5039022A (en) | 1989-09-05 | 1991-08-13 | Kamyr Ab | Refiner element pattern achieving successive compression before impact |
| JPH0392793A (ja) | 1989-09-05 | 1991-04-17 | Toshiba Corp | 燃料集合体 |
| JPH0748714Y2 (ja) * | 1990-01-10 | 1995-11-08 | 三菱重工業株式会社 | 叩解刃素子 |
| US5165592A (en) | 1992-03-31 | 1992-11-24 | J & L Plate, Inc. | Method of making refiner plate bars |
| SE470566B (sv) | 1993-01-14 | 1994-08-29 | Sunds Defibrator Ind Ab | Malelement avsett för en skivkvarn för defibrering och bearbetning av lignocellulosahaltigt fibermaterial |
| US5383617A (en) * | 1993-10-21 | 1995-01-24 | Deuchars; Ian | Refiner plates with asymmetric inlet pattern |
| US5425508A (en) | 1994-02-17 | 1995-06-20 | Beloit Technologies, Inc. | High flow, low intensity plate for disc refiner |
| US5467931A (en) | 1994-02-22 | 1995-11-21 | Beloit Technologies, Inc. | Long life refiner disc |
| SE502907C2 (sv) | 1994-06-29 | 1996-02-19 | Sunds Defibrator Ind Ab | Malelement |
| SE503168C2 (sv) | 1994-08-18 | 1996-04-15 | Sunds Defibrator Ind Ab | Ett par samverkande malelement |
| US5690286A (en) | 1995-09-27 | 1997-11-25 | Beloit Technologies, Inc. | Refiner disc with localized surface roughness |
| ATE214304T1 (de) | 1995-12-21 | 2002-03-15 | Valmet Fibertech Ab | Raffinierelement |
| SE511419C2 (sv) | 1997-09-18 | 1999-09-27 | Sunds Defibrator Ind Ab | Malskiva för en skivraffinör |
| SE513807C2 (sv) | 1999-03-19 | 2000-11-06 | Valmet Fibertech Ab | Malelement avsett för malapparater av skivtyp för bearbetning av fibermaterial |
| SE525980C2 (sv) | 2003-10-06 | 2005-06-07 | Metso Paper Inc | Malelement |
| US7300540B2 (en) | 2004-07-08 | 2007-11-27 | Andritz Inc. | Energy efficient TMP refining of destructured chips |
| RU2452805C2 (ru) * | 2007-02-08 | 2012-06-10 | Андритц Инк. | Пластина рафинера для получения механической древесной массы, имеющая искривленные размалывающие ножи, имеющие передние боковые стенки с зазубринами, и способ выполнения пластин |
| US9708765B2 (en) * | 2011-07-13 | 2017-07-18 | Andritz Inc. | Rotor refiner plate element for counter-rotating refiner having curved bars and serrated leading edges |
| US9670615B2 (en) | 2011-08-19 | 2017-06-06 | Andritz Inc. | Conical rotor refiner plate element for counter-rotating refiner having curved bars and serrated leading sidewalls |
| US9604221B2 (en) * | 2012-11-09 | 2017-03-28 | Andrtiz Inc. | Stator refiner plate element having curved bars and serrated leading edges |
-
2012
- 2012-07-12 US US13/547,144 patent/US9708765B2/en active Active
- 2012-07-13 RU RU2014105293/12A patent/RU2014105293A/ru not_active Application Discontinuation
- 2012-07-13 CN CN201280044446.3A patent/CN103797187A/zh active Pending
- 2012-07-13 CA CA2841482A patent/CA2841482C/en active Active
- 2012-07-13 BR BR112014000734-9A patent/BR112014000734B1/pt active IP Right Grant
- 2012-07-13 EP EP12737459.3A patent/EP2732093B1/en active Active
- 2012-07-13 JP JP2014520363A patent/JP6061928B2/ja active Active
- 2012-07-13 WO PCT/US2012/046651 patent/WO2013010073A1/en active Application Filing
- 2012-07-13 AU AU2012281010A patent/AU2012281010B2/en active Active
- 2012-07-13 EP EP18208829.4A patent/EP3514284A1/en not_active Withdrawn
- 2012-07-13 PL PL12737459T patent/PL2732093T3/pl unknown
-
2017
- 2017-06-12 US US15/620,114 patent/US10487450B2/en active Active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105178086A (zh) * | 2014-06-13 | 2015-12-23 | 维美德技术有限公司 | 磨浆机以及用于磨浆机的刮刀元件 |
| CN107709659A (zh) * | 2015-06-11 | 2018-02-16 | 维美德技术有限公司 | 刀片元件 |
| CN107709659B (zh) * | 2015-06-11 | 2019-11-12 | 维美德技术有限公司 | 刀片元件 |
| CN108236988A (zh) * | 2017-12-15 | 2018-07-03 | 安徽省颍上县雪黎面制品有限公司 | 一种具有阶梯式磨面的石磨 |
| CN110578264A (zh) * | 2018-06-08 | 2019-12-17 | 安德里茨公司 | 带有防止形成唇部的结构的磨浆机磨盘区段 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014520974A (ja) | 2014-08-25 |
| EP3514284A1 (en) | 2019-07-24 |
| US20170275819A1 (en) | 2017-09-28 |
| US9708765B2 (en) | 2017-07-18 |
| CA2841482A1 (en) | 2013-01-17 |
| JP6061928B2 (ja) | 2017-01-18 |
| BR112014000734B1 (pt) | 2020-12-22 |
| RU2014105293A (ru) | 2015-08-20 |
| CA2841482C (en) | 2017-10-24 |
| BR112014000734A2 (pt) | 2017-02-14 |
| EP2732093B1 (en) | 2019-09-11 |
| US10487450B2 (en) | 2019-11-26 |
| US20130015281A1 (en) | 2013-01-17 |
| EP2732093A1 (en) | 2014-05-21 |
| PL2732093T3 (pl) | 2020-01-31 |
| AU2012281010B2 (en) | 2016-06-30 |
| WO2013010073A1 (en) | 2013-01-17 |
| AU2012281010A1 (en) | 2014-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103797187A (zh) | 用于反向旋转精磨机的具有弯曲棱和锯齿状前缘的转子精磨机板元件 | |
| US10337145B2 (en) | Stator refiner plate element having curved bars and serrated leading edges | |
| CA2674515C (en) | Mechanical pulping refiner plate having curved refining bars with jagged leading sidewalls and method for designing plates | |
| CA2785144C (en) | Conical rotor refiner plate element for counter-rotating refiner having curved bars and serrated leading sidewalls | |
| NZ617265B (en) | Stator Refiner Plate Element Having Curved Bars and Serrated Leading Edges |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20140514 |