CN103521925A - 用于工件加工的方法 - Google Patents
用于工件加工的方法 Download PDFInfo
- Publication number
- CN103521925A CN103521925A CN201310284778.5A CN201310284778A CN103521925A CN 103521925 A CN103521925 A CN 103521925A CN 201310284778 A CN201310284778 A CN 201310284778A CN 103521925 A CN103521925 A CN 103521925A
- Authority
- CN
- China
- Prior art keywords
- workpiece
- laser beam
- section
- angle
- time
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/20—Tools
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
本发明涉及一种用于工件加工的方法,其中使激光束和/或工件相对于彼此运动并且通过利用激光切除实现去除材料而形成切削刃口。此时使工件(1)和/或激光束(2)首次相对于彼此定向。接着利用激光束(2)首次从工件(1)上去除材料。此时从工件(1)上除去第一区域(4)。此后改变工件(1)和激光束(2)相对于彼此的定向。由此实现的第二定向不同于工件(1)和激光束(2)相对于彼此的第一定向。在利用激光束(2',2'',2''')从工件(1)上第二次去除材料时,除去工件(1)的第二区域(12,18,24)。在第二次去除材料结束时形成切削刃口(16、23、29)。
Description
技术领域
本发明涉及一种用于工件加工的方法,其中使激光束和工件相对于彼此运动并且通过去除材料形成切削刃口。
背景技术
已知的是,通过短时间强烈的激光脉冲来加工工件。将具有高功率密度的激光光线导致工件表面上的材料被加热。根据功率密度在工件表面上形成等离子体。此时,在工件表面上去除材料。这被称为激光切除(Laserablation)。
激光束和工件确定地相对于彼此运动,以便在工件的预先规定的区域内有目的地去除材料并构成确定的工件轮廓。这特别是包括在工件上形成切削刃。所述切削刃也称为工件切削刃。这是一种几何形状上确定的用于分离材料的切削刃,特别是用于切削加工工艺的切削刃。这里通过刀具的切削刃从工件上机械分离切屑形式的材料部分。切削楔的形状和切削刃口的棱边半径通过切削刃的几何形状确定。切削楔优选构造成,使得其稳定性/耐用度尽可能高并优化切屑形成和切屑导出流。
切削刃口是切削楔的棱边,所述切削楔通过切削面和自由面构成。切削面和自由面之间的角度称为楔角。楔角通常小于120°。
为了在工件上形成切削楔,激光束可以对准工件的第一侧面,并在第一侧面的区域内逐层地去除材料。此时形成工件的第二侧面,该第二侧面与第一侧面的没有被去除的部分相邻。第二侧面这里是自由面。第一侧面的没有被去除的部分是切削面。相反地,第二侧面也可以是切削面,而第一侧面的没有被去除的部分是自由面。切削面和自由面限定切割楔。自由面和切削面之间的角度是斜角。通过自由面和切削面形成的棱边是切削刃口。
这里已经证明不利的是,这样通过激光切除由第一侧面出发形成的切削刃口具有较大的棱边半径。所述棱边半径与楔角的尺寸无关。切削刃口不具有必要的锋利的结构。
发明内容
因此本发明的目的是,提供一种改进的用于工件加工的方法,利用所述方法能够形成具有小的棱边半径和大的刃口锋利度的切削刃口。
所述目的利用根据权利要求1所述的方法来实现。为此,首先使所述工件和/或激光束第一次(相对于彼此)定向。此时,工件的第一侧面朝向激光束。接着,利用激光束从工件上去除材料。材料这样的首次去除优选在侧面的第一部段中开始。逐层地去除材料。工件的第一区域逐层地被完全除去。此时,优选第一侧面的第一部段以及位于其下面的材料消失。通过材料去除形成的一个新的第二侧面,第一侧面通过材料去除而留下的第二部段可以与所述第二侧面相邻。在这种情况下,第二侧面与第一侧面的第二部段构成共同的棱边。第二侧面与第一侧面的第二部段成角度β。
在首次去除材料之后,改变工件与激光束相对于彼此的定向。形成工件和/或激光束相对于彼此的第二定向。此时工件与激光束相对于彼此的、按第二定向的位置不同于按第一定向的位置。为此或者可以改变工件的定向,或者可以改变激光束的定向,或者可以同时改变工件和激光束的定向。工件和激光束这样相互定向,使得工件的第一侧面或第二侧面朝向激光束。接着利用激光束进行对工件的第二次材料去除。所述去除优选或者在第二侧面的第一部段中开始并延伸到第一侧面的第二部段,或者在第一侧面的第二部段开始并一直延伸到第二侧面的第一部段。去除工件的第二区域。此时第二侧面的第一部段、第一侧目的第一部段的一部分以及其下方的材料消失。第一侧面的第二部段中在第二次材料去除后仅保留一个剩余部分,该剩余部分称为第三部段。第二侧面中在第二次材料去除后仅保留一个剩余部分,该剩余部分称为第二侧面的第二部段。
在第二次材料去除时,形成一个新的第三侧面,所述第三侧面可以与在第二次材料去除之后保留在第一侧面上的第三部段相邻并可以与第二侧面的第二部段相邻。
在首次和第二次去除材料时,激光束以其光轴相对于开始响应的材料去除的表面以角度δ<β定向。这里β是开始材料去除的侧面与通过材料去除形成的侧面之间的角度。激光束具有中央光束轴线和光束张角。激光束相对于工件侧面的调整基于其中央的光束轴线进行。由于激光束与开始材料去除的侧面成角度δ<β,有利逐层地取出材料并形成新的侧面,所述新的侧面与材料去除开始的侧面成角度β。在材料去除时被除去的区域不是截断的而是逐层地被去除。
角度δ在首次和第二次材料去除时在开始材料去除的侧面上测量。所述角度基于侧面的材料被去除的部分测量。
由于激光束的光束轴线在去除材料时相对于要形成的侧面倾斜,与角度δ等于角度β时相比,所述侧面可以以较大的精度形成。这特别是因为新的侧面不是通过截断工件的一部分形成的,而是通过逐层地完全去除工件的一个部段形成的。
在逐层的材料去除时,激光束相对于工件的表面运动,从而工件的一个部段被完全通过激光切除除去。角度δ基本上保持不变直至整个部段被除去。
在第二次材料去除结束时在第三侧面上构成的棱边是切削刃口。如果第二次材料去除在第二侧面上开始并在第一侧面上结束,则切削刃口是第三侧面和第一侧面之间的棱边,具体而言是第三侧面与第一侧面的第三部段之间的棱边。如果第二次材料去除在第一侧面上开始,则切削刃口是第三侧面和第二侧面之间的棱边,具体而言是第三侧面与第二侧面的第二部段之间的棱边。两个与切削刃口相邻的侧面限定楔角。所述两个侧面之一是切削面,而另一个是自由面。
为了进行根据所述方法的加工,工件有利地设置在工件支座上。
在根据本发明的方法中,首先利用激光束从工件的第一侧面出发对工件进行加工。这里假定,工件的第一侧面是正面,因此首次材料去除从前面进行。此时形成新的第二侧面,所述第二侧面与第一侧面留下的剩余部分成角度β。接着这样来改变工件和/或激光束相对于彼此的定向,使得对工件的加工可以从后面或从侧部进行。所述加工在新的第二侧面上开始并在第一侧面上结束,或者相反。此时,形成新的第三侧面。切削刃口由于从后面或从侧部的加工不是在第二次材料去除开始时而是在第二次材料去除结束时形成。在此与已知的方法中相比所述切削刃口具有明显更小的棱边半径,在所述已知方法中,切削刃口从前面在材料去除时形成。
由于切削刃口在第二次材料去除结束时才形成,在第二次材料去除开始时激光束在第二侧面上的定位中的不精确性、激光束对准第二或第一侧面以及位于其下面的材料的角度的偏差以及光束几何形状的特殊性对于在第三侧面上的切削刃口的位置产生影响。这种效应可以这样来最小化,即,在第二次材料去除时除去的材料比首次材料去除少。
通过加工的顺序和从前面形成第二侧面以及接着从后面形成第三侧面不仅可以形成非常锋利的切削刃口。此外还实现了,在精确地预先规定的位置处形成切削刃口。这特别适用于第三侧面垂直于要形成的切削刃口的长度小于第二侧面的垂直于第二侧面和第一侧面的第二部段之间的棱边的长度的情况。第三侧面的该长度可以小于第二侧面的长度的一半,优选小于第二侧面长度的四分之一,特别优选小于第二侧面的长度的八分之一。即使在第三侧面与第二侧面之间或第三侧面与第一侧面之间的角度由小的误差时,也能在预先规定的误差范围内精确地实现切削刃口的位置。
根据本发明的一个有利的实施形式,角度δ小于或等于角度β和角度θ/2之差。这里有δ≤β–θ/2。其中β是开始材料去除的侧面与通过材料去除产生的侧面之间的角度。Θ是激光束的张角。Θ这里是光锥的总张角。Θ通过激光束中央的光束轴线二等分。如果激光束以其光束轴线与工件的开始材料去除的侧面设定成角度δ≤β–θ/2,则在调整激光束的光锥的张角时要对此予以考虑。
根据本发明的另一个有利的实施形式,角度δ基本上等于角度β和激光束的张角的一半的差。这里有δ≈β–θ/2。角度δ由此可以等于或略小于或略大于β和θ/2的差。该角度也可以在材料去除期间在这个小的范围内变化。
根据本发明的一个有利的实施形式,第二侧面和第一侧面的第二部段之间的角度β大于45°并且小于120°。
根据本发明的另一个有利的实施形式,第三侧面和第一侧面的第三部段之间的角度α、α1或α2或第三侧面与第二侧面的第二部段之间的角度γ大于0°并小于180°。这特别是适用于楔角。如果第二次材料去除在第二侧面上开始并在第一侧面上结束,则得到楔角α。在这种情况下,楔角α通过第三和第一侧面限定。如果第二次材料去除在第一侧面上开始,并在第二侧面上结束,则得到楔角γ。在这种情况下,楔角γ通过第三侧面和第二侧面限定。
根据本发明的另一个有利的实施形式,材料通过激光切除逐层地去除。为了形成新的侧面从工件上去除的部分不是截断的(abgeschnitten)而是完全地逐层去除的。此外,也可以局部地去除,这些局部不是层。
根据本发明的另一个实施形式,激光束通过光束导向装置在工件上运动。所述光束导向装置确保实现在工件上按目的的材料去除。附加于此,工件可以运动。为此,设置有工件的工件支座通过驱动装置运动。
根据本发明的另一个有利的实施形式,在首次材料去除时为了形成第二侧面从第一侧面上去除材料,直到工件的第四侧面。这里第四侧面背向工件的第一侧面。就是说,第一和第四侧面没有接触,也不相邻。它们不具有共同的棱边。在首次材料去除时形成的第二侧面从第一侧面延伸到第四侧面。所述第二侧面与第一侧面和第四侧面相邻。第二侧面与第一侧面形成一个棱边。此外第二侧面还与第三侧面形成一个棱边。这两个棱边可以是相互平行的。第四侧面例如可以平行于第一侧面。在这种情况下第四侧面和第二侧面之间的角度对应于180°和β的差,其中β是第一和第二侧面之间的角度。第三侧面不与第四侧面相邻。因此第三侧面不与第四侧面构成共同的棱边。第三侧面与第一侧面相邻,特别是与第一侧面在首次和第二次材料去除后留下的第三部段相邻。此外,第三侧面与第二侧面在第二次材料去除后留下的第二部段相邻。第二侧面的所述第二部段与第四侧面相邻。第二侧面的所述第二部段和第四侧面构成共同的棱边。在首次材料去除时,去除第四侧面的一部分。在第二次材料去除时不从第四侧面上去除材料。
根据本发明的另一个有利的实施形式,第二和第三侧面在材料去除时构成平坦的表面。此外,还存在这样的可能性,第二侧面在首次材料去除时构成弯曲的表面和/或第三侧面在第二次材料去除时构成弯曲的表面。
根据本发明的另一个有利的实施形式,工件在首次材料去除之后和在第二次材料去除之前相对于激光束绕基本上垂直于激光束的光束轴线的轴向旋转一个在60°和180°之间的角度。这导致,工件以第二侧面或第一侧面按在首次材料去除时不同的角度朝向激光束。由此对工件的加工可以从后面进行。在旋转时要注意,激光束不具有平行的形状,而是具有略微成锥形的形状。激光束具有张角θ,所述张角在相对于工件表面对激光器进行定向时应予以考虑。
根据本发明的另一个有利的实施形式,在第二次材料去除时用激光束去除的材料比在首次材料去除时少。由此第二和第二侧面之间的切削刃口可以精确地定位。在这种情况下,在第二次材料去除时通过激光切除从工件上除去的第二区域小于在首次材料去除时通过激光切除从工件上除去的第一区域。
本发明其他的优点和有利的实施形式可以在下面的说明、附图和权利要求中得出。
附图说明
在附图中示出本发明的三个实施例。其中:
图1示出在首次材料去除之前第一实施例的工件和激光束的侧视图,
图2示出根据图1的工件在首次材料去除之后的侧视图,
图3示出在第二次材料去除之前第一实施例的工件和激光束的侧视图,
图4示出根据图3的工件在第二次材料去除之后的侧视图,
图5示出根据图1的工件在首次材料去除之前的透视图,其中带有第二和第三侧面的标志,
图6示出根据图5的工件的侧视图,
图7示出根据图4的工件在第二次材料去除后的透视图,
图8示出第二实施例的工件和激光束在首次材料去除之后和第二次材料去除之后的侧视图,
图8a示出图8的局部,
图9示出第三实施例的工件和激光束在首次材料去除之后和第二次材料去除之后的侧视图,
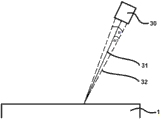
图10示出工件和带有光束轴线和光束张角的集光器。
附图标记列表
1工件
2在首次材料去除时的激光束
2'第一实施例的在第二次材料去除时的激光束
2''第二实施例的在第二次材料去除时的激光束
2'''第三实施例的在第二次材料去除时的激光束
3工件的第一侧面
4工件的在首次材料去除时除去的区域
5工件的第二侧面
6工件的第四侧面
7第一侧面的第一部段
8第一侧面的第二部段
9第四侧面的第一部段
10第四侧面的第二部段
11首次材料去除后第一侧面的第一部段与第二侧面之间的棱边
12工件在第一实施例的第二次材料去除时除去的第二区域
13工件的第三侧面
14第一侧面的第三部段
15第二侧面的第二部段
16切削刃口
17第二侧面的第一部段
18工件在第二实施例的第二次材料去除时除去的第二区域
19第二侧面的第一部段
20第一侧面的第三部段
21第二侧面的第二部段
22第三侧面
23切削刃口
24工件在第三实施例的第二次材料去除时除去的第二区域
25第二侧面的第一部段
26第一侧面的第三部段
27第二侧面的第二部段
28第三侧面
29切削刃口
30激光器
31光束轴线
32光束锥
具体实施方式
在图1至4中在第一实施例中示出用于工件加工的方法的不同步骤。图1示出在首次材料去除前工件1的侧视图。所述工件是坯料。这里工件1设置在未示出的工件支座上。激光束2对准工件1。激光束由激光源产生并通过光束导向装置对准工件1并在工件1上引导。激光源和光束导向装置在附图中没有示出。在图1中工件1以第一侧面3向上定向。侧面3对应于工件1的正面。激光束2以其光束轴线按角度δ对准工件1。这里对于该角度有δ=β–θ/2。Β是开始材料去除的侧面3与通过材料去除形成的侧面5之间的角度。Θ是激光器的光束张角。
角度δ在首次和第二次材料去除时在开始材料去除的侧面上测得。所述角度基于所述侧面的被去除材料的部分测得。在图1中这是第一侧面3的第一部段7。
在图10中示出具有其光束轴线31和张开锥32的激光器30。光束锥的张角是光束张角θ。光束轴线在光束锥31的中央延伸。θ/2是光束张角的一半。光束锥是正圆锥。底面是圆。中央的光束轴线是延伸通过圆形的底面和锥顶的直线。θ/2对应于光束锥的生成线(Erzeugende)和中央的光束轴线之间的角度。光束锥通过激光器30的激光和在图中未示出的透镜或透镜系统产生。所述透镜或透镜系统位于激光器壳体中。所述透镜或透镜系统是激光聚焦到工件1的表面上。激光器30和工件1有利地设置成,使得焦点位于工件的表面上。在取出工件的材料时,补充调整激光束的焦点,使得所述焦点始终位于正在加工的表面上。
利用激光束2在首次材料去除中除去工件1的区域4,并形成在图1中用虚线示出的新的、第二侧面5。为此,相对于工件1引导激光束2运动,以便逐层地在第一侧面3上开始去除材料直至到达背向第一侧面3的第四侧面6。第四侧面6平行于第一侧面3。所述第四侧面对应于工件1的背面。一个第一部段7在首次材料去除之后从第一侧面3上消失。留下了第一侧面3的第二部段8。在首次材料去除后第一部段9从第四侧面6上消失。留下了第四侧面的第二部段10。
图2示出在首次材料去除后的工件1。工件1的区域4被除去。工件1具有新的第二侧面5。在首次材料去除之后,工件的第一侧面3中还剩下第二部段8。在首次材料去除之后,第四侧面6还剩下第二部段10。第二侧面5在第一侧面的第二部段8中与第一侧面3邻接。第二侧面5与第一侧面3的第二部段8构成共同的棱边11。此外,第二侧面5还在第四侧面的第二部段10中与第四侧面6邻接。第二侧面5与第四侧面6的第二部段10构成共同的棱边,该棱边平行于棱边11。第二侧面5直接与第一侧面3和第四侧面6相邻。第二侧面6和第一侧面3的第二部段8成角度β,该角度小于90°。由于第一侧面和第四侧面相互平行,第二侧面5和第三侧面6的第二部段所成的角度为180°减去β。由于首次材料去除以激光器在第二侧面3上开始,第二侧面5与第一侧面3的第二部段8之间的棱边11具有大的棱边半径。棱边11因此是倒圆的并不形成锋利的棱边结构。这在图2的一个局部中放大示出。
在首次材料去除之后,改变工件1和/或激光束2的定向,使得激光束在背向第一侧面3的一侧到达工件1。如图3所示,在改变定向之后激光束2‘到达第二侧面5。激光束2‘以角度δ'=β'–θ/2朝第二侧面5定向。这里β'是开始第二次材料去除的第二侧面5与通过第二次材料去除形成的第三侧面13之间的角度。θ/2等于激光束的光束张角的一半。
接下来,引导激光束在第二侧面上运动,以便在第二次材料去除中逐层地从工件1上除去第二区域12。此时第二侧面的第一部段17消失,第一侧面的第二部段8的一部分也消失。由此形成第三侧面13,第三侧面在图3中用虚线示出。在第二次材料去除时从工件上除去的区域12明显小于在首次材料去除时除去的区域4。
图4示出在第二次材料去除后的工件1。第二次材料去除在第二侧面上开始并在第一侧面3上结束。在第二次材料去除之后,在工件1上留下第一侧面3的第三部段14和第二侧面5的第二部段15。第三侧面13以角度α相对于第一侧面3倾斜。这里α小于90°且大于β。通过第一侧面3的第三部段14以及通过第三侧面13形成切削楔。Α相当于楔角,第一侧面3的第三部段14相当于切削面,而第三侧面13相当于自由面。第三侧面13和第一侧面的第三部段构成共同的棱边。该棱边是切削刃口16。切削楔的切削棱边16具有与在图2中示出的第一侧面3和第二侧面5之间的棱边明显更小的棱边半径。
第三侧面13和第二侧面15的第二部段以两个不同的角度相对于第一侧面倾斜。第一侧面3和第三侧面13之间的角度α这里大于第一侧面3与第二侧面5之间的角度β。第三侧面和第二侧面5的第二部段之间的角度为180°减去α加上β。
图5和6示出在首次材料去除的工件1。其中示出第二侧面5和第三侧面13。
在图7中示出在第二次材料去除后工件1的透视图。
图8示出所述方法的第二实施例。在首次材料去除方面,第二实施例与第一实施例相同。在图1和2中示出的关于工件1和激光束2的第一次定向以及首次材料去除的方法步骤因此在第二实施例中也是相同的。与第一实施例相同的附图标记在图8中示出的第二实施例中也与第一实施例相同。在首次材料去除时,激光束2以其光束轴线相对于第一侧面3以角度δ1=β1–θ/2定向。β1是材料去除开始的侧面3和通过材料去除形成的侧面5之间的角度。Θ是激光器的光束张角。第一和第二实施例之间的区别在于工件1与激光束之间相对于彼此的第二次定向。在第二次定向之后,激光束2''以与第一实施例不同的角度δ1'=β1'–θ/2到达第二侧面。第二次材料去除在第二实施例中在第二侧面5上开始,并在第一侧面3上结束。在第二次材料去除中,从工件1上除去第二区域18。这里第一侧面3的第二部段的一部分以及第二侧面5的第一部段19消失。第一侧面的第三部段20和第二侧面5的第二部段21被留下。此外还形成新的第三侧面22,第三侧面与第一侧面的第三部段20相邻,并与第二侧面5的第二部段21相邻。第三侧面22与第一侧面的第三部段20之间的棱边在第二次材料去除结束时形成。该棱边是切削刃口23。第一侧面3和第三侧面22之间的角度α1大于90°。
图8a示出图8的一个局部。在该局部中示出角度δ1'和β1'。
图9示出所述方法的第三实施例。在首次材料去除方面,第三实施例与第一实施例和第二实施例相同。在图1和2中示出的关于工件1和激光束2的第一定向以及首次材料去除的方法步骤因此在第三实施例中也是相同的。与第一实施例相同的附图标记在图9中示出的第三实施例中也与第一实施例相同。在首次材料去除时,激光束2以其光束轴线相对于第一侧面3以角度δ2=β2–θ/2定向。β2是材料去除开始的侧面3和通过材料去除形成的侧面5之间的角度。Θ是激光器的光束张角。第一和第三实施例之间的区别在于工件1与激光束之间相对于彼此的第二次定向。在第二次定向之后,激光束2'''以角度δ2'=β2'–θ/2到达第一侧面3,具体而言到达第一侧面3的第二部段8。与第一和第二实施例不同,激光束2‘‘‘在第二次定向之后对准第一侧面3,而不对准第二侧面5。第二次材料去除在第三实施例中在第一侧面3上开始并在第二侧面5上结束。在第二次材料去除中,从工件1上除去第二区域24。这里第一侧面3的第二部段8的一部分以及第二侧面5的第一部段25消失。第一侧面的第三部段26以及第二侧面5的第二部段27被留下。此外还形成新的第三侧面28,该第三侧面与第一侧面的第三部段26以及与第二侧面的第二部段27相邻。第三侧面28和第二侧面5的第二部段27之间的棱边在第二次材料去除结束时形成。该棱边是切削刃口29。切削楔与第一和第二实施例不同通过第三侧面28和第二侧面5的第二部段27形成。第三侧面28和第二侧面5的该第二部段27之间的角度是楔角γ。
本发明的所有特征可以单独地也可以按相互间任意地构成本发明的实质内容。
Claims (17)
1.一种用于工件加工的方法,其中使激光束和/或工件相对于彼此运动并且通过利用激光切除实现去除材料而在工件上形成切削刃口,其特征在于,所述用于工件加工的方法包括以下方法:使工件(1)和/或激光束(2)首次相对于彼此定向,其中激光束(2)对准工件(1)的第一侧面(3);利用激光束(2)首次从工件(1)上去除材料,其中从工件(1)上除去第一区域(4)并形成工件的新的第二侧面(5);使工件(1)和/或激光束(2)相对于彼此在工件(1)和激光束(2)相对于彼此的与首次定向不同的位置中第二次定向,此时激光束对准第二侧面(5)或第一侧面(3);利用激光束(2'、2''、2''')从工件(1)上第二次去除材料,其中除去工件(1)的第二区域(12、18,、24),所述第二区域小于第一区域(4),并形成新的第三侧面(13、22、28),并且其中在第二次去除材料结束时在第三侧面(13、22、28)上形成的棱边为切削刃口(16、23、19);其中激光器在首次去除材料和第二次去除材料时以所述激光器的光束轴线与去除材料开始的侧面成角度δ<β地定向,其中β是去除材料开始的侧面与通过去除材料形成的侧面之间的角度。
2.根据权利要求1所述的方法,其特征在于,对于所述角度δ适用δ≤β–θ/2,其中θ是激光束的张角。
3.根据权利要求1所述的方法,其特征在于,所述角度δ基本上相当于所述角度β和激光束张角的一半之间的差。
4.根据上述权利要求中任一项所述的方法,其特征在于,首次利用激光束(2)从工件(1)去除材料开始于所述第一侧面(3)的第一部段(7),在首次去除材料时,去除所述第一侧面(3)的第一部段(7)的第一区域(4)。
5.根据上述权利要求中任一项所述的方法,其特征在于,新的第二侧面(5)与所述第一侧面(3)的在去除材料后留下的第二部段(6)相邻
6.根据上述权利要求中任一项所述的方法,其特征在于,利用激光束(2'、2''、2''')从工件(1)上第二次去除材料开始于第二侧面(5)的第一部段,并一直持续到所述第一侧面(3)的第二部段(8),或者开始于所述第一侧面(3)的第二部段(8),并一直持续到第二侧面(5)的第一部段。
7.根据权利要求6所述的方法,其特征在于,在第二次去除材料时,所述第一侧面(3)的第二部段(8)的一部段和第二侧面(5)的第一部段(17、19、25)被去除。
8.根据上述权利要求中任一项所述的方法,其特征在于,第三侧面(13、22、28)与在第二次去除材料之后在所述第一侧面(3)上留下的第三部段(14、20、26)相邻,第三侧面(13、22、28)与第二侧面(5)的在第二次去除材料之后留下的第二部段(15、21、27)相邻。
9.根据上述权利要求中任一项所述的方法,其特征在于,所述切削刃口或者作为第三侧面(13、22)与所述第一侧面(3)之间的棱边形成,或者作为第三侧面(28)和第二侧面(5)之间的棱边形成。
10.根据上述权利要求中任一项所述的方法,其特征在于,第二侧面(5)和所述第一侧面(3)的第二部段(8)之间的角度大于45°且小于120°。
11.根据上述权利要求中任一项所述的方法,其特征在于,第三侧面(13、22、28)与所述第一侧面(3)的第三部段(14、20、26)之间的角度α、α1或α2和/或第三侧面(13)与第二侧面(5)的第二区域(27)之间的角度γ大于0°且小于180°。
12.根据上述权利要求中任一项所述的方法,其特征在于,所述方法通过激光切除逐层地去除材料。
13.根据上述权利要求中任一项所述的方法,其特征在于,激光束(2、2'、2''、2''')通过光束导向装置在工件(1)上运动。
14.根据上述权利要求中任一项所述的方法,其特征在于,从第一侧面(3)一直到工件(1)的第四侧面(6)去除材料,以形成第二侧面(5),且所述第四侧面(6)和所述第一侧面(3)没有共同的棱边。
15.根据上述权利要求中任一项所述的方法,其特征在于,第三侧面(5、13、22、28)在材料去除时构成为平坦的表面。
16.根据上述权利要求中任一项所述的方法,其特征在于,工件(1)在首次去除材料之后以及第二次去除材料之前相对于激光束(2)绕在首次去除材料中基本上平行于激光束(2)的光束轴线的轴线旋转60°至180°的角度。
17.根据上述权利要求中任一项所述的方法,其特征在于,与首次去除材料相比,在第二次去除材料中利用激光束去除了较少的材料。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12005022.4 | 2012-07-06 | ||
| EP12005022.4A EP2682219A1 (de) | 2012-07-06 | 2012-07-06 | Verfahren zur Werkstückbearbeitung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103521925A true CN103521925A (zh) | 2014-01-22 |
Family
ID=46582503
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310284778.5A Pending CN103521925A (zh) | 2012-07-06 | 2013-07-08 | 用于工件加工的方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20140008341A1 (zh) |
| EP (2) | EP2682219A1 (zh) |
| CN (1) | CN103521925A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104842071A (zh) * | 2014-02-19 | 2015-08-19 | 钴碳化钨硬质合金印度有限公司 | 利用电磁辐射从切削刀片移除材料的方法和设备 |
| CN105269282A (zh) * | 2014-06-03 | 2016-01-27 | 山特维克知识产权股份有限公司 | 制造切削刀具的方法以及切削刀具 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014112803B4 (de) * | 2014-09-05 | 2017-03-02 | Odelo Gmbh | Verfahren zum Laserschneiden von Fahrzeugleuchten und/oder Bauteilen von Fahrzeugleuchten, insbesondere Lichtscheiben von Fahrzeugleuchten |
| DE102015212444A1 (de) * | 2015-06-12 | 2016-12-15 | Schuler Automation Gmbh & Co. Kg | Verfahren und Vorrichtung zur Herstellung einer Blechplatine |
| US10435841B2 (en) * | 2016-05-03 | 2019-10-08 | GranBio Intellectual Property Holdings, LLC | Nanocellulose-reinforced corrugated medium |
| DE112020000075T5 (de) * | 2020-03-30 | 2022-01-13 | National University Corporation Tokai National Higher Education And Research System | Schneidkantenbearbeitungsvorrichtung und Zerspanungsvorrichtung |
| JP7303587B2 (ja) * | 2020-03-30 | 2023-07-05 | 国立大学法人東海国立大学機構 | 切削装置 |
| EP4279206A1 (de) | 2022-05-17 | 2023-11-22 | Rollomatic S.A. | Schneidwerkzeug und verfahren zur herstellung eines schneidwerkzeugs |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3604890A (en) * | 1969-10-15 | 1971-09-14 | Boeing Co | Multibeam laser-jet cutting apparatus |
| EP0191203A3 (en) * | 1985-01-16 | 1988-02-17 | Jerome Hal Lemelson | Cutting tool structures, apparatus and method for making same |
| ZA937997B (en) * | 1992-10-26 | 1994-06-13 | De Beers Ind Diamond | A method of producing a tool insert |
| ZA958166B (en) * | 1994-10-04 | 1996-04-24 | Drukker Int Bv | Cutting tool |
| DE19860585A1 (de) * | 1998-12-29 | 2000-07-20 | Laserpluss Ag | Verfahren zur Bearbeitung von Werkstücken aus diamanthaltigen Werkstoffen sowie Vorrichtung zur Durchführung des Verfahrens |
| DE19931948B4 (de) * | 1999-07-09 | 2004-11-11 | Zwilling J. A. Henckels Ag | Verfahren zur Herstellung einer Klinge eines Schneidwerkzeuges und damit hergestelltes Erzeugnis |
| DE102008030783B3 (de) * | 2008-06-28 | 2009-08-13 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren zum Laserstrahlschrägschneiden und Laserbearbeitungsmaschine |
| DE102010011508B4 (de) * | 2010-03-15 | 2015-12-10 | Ewag Ag | Verfahren zur Herstellung zumindest einer Spannut und zumindest einer Schneidkante und Laserbearbeitungsvorrichtung |
-
2012
- 2012-07-06 EP EP12005022.4A patent/EP2682219A1/de not_active Withdrawn
-
2013
- 2013-07-02 US US13/933,169 patent/US20140008341A1/en not_active Abandoned
- 2013-07-03 EP EP13003368.1A patent/EP2700471A1/de not_active Withdrawn
- 2013-07-08 CN CN201310284778.5A patent/CN103521925A/zh active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104842071A (zh) * | 2014-02-19 | 2015-08-19 | 钴碳化钨硬质合金印度有限公司 | 利用电磁辐射从切削刀片移除材料的方法和设备 |
| US10730146B2 (en) | 2014-02-19 | 2020-08-04 | Kennametal India Limited | Method and apparatus for removing material from a cutting insert using electromagnetic radiation |
| CN105269282A (zh) * | 2014-06-03 | 2016-01-27 | 山特维克知识产权股份有限公司 | 制造切削刀具的方法以及切削刀具 |
| CN105269282B (zh) * | 2014-06-03 | 2019-03-22 | 山特维克知识产权股份有限公司 | 制造切削刀具的方法以及切削刀具 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20140008341A1 (en) | 2014-01-09 |
| EP2682219A1 (de) | 2014-01-08 |
| EP2700471A1 (de) | 2014-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103521925A (zh) | 用于工件加工的方法 | |
| US11396471B2 (en) | Method for machining the edges of glass elements and glass element machined according to the method | |
| US9415466B2 (en) | Cutting tool and method and apparatus for manufacturing the same | |
| ES2248432T3 (es) | Procedimiento para el mecanizado del borde de lentes opticas. | |
| CN114728371A (zh) | 用于工件的激光加工的方法、加工光具和激光加工设备 | |
| US20120135607A1 (en) | Substrate processing method | |
| US20220001496A1 (en) | Method and apparatus for filamentation of workpieces not having a plan-parallel shape, and workpiece produced by filamentation | |
| JP2007229758A (ja) | レーザ加工装置 | |
| US10215888B2 (en) | Method for manufacturing optical lenses and assembly for manufacturing such lenses | |
| JP2013063454A (ja) | レーザ加工方法及びレーザ加工装置 | |
| US20230111969A1 (en) | Laser cutting method and laser cutting apparatus | |
| JP4466956B2 (ja) | ダイヤモンド工具の製造方法 | |
| CN105479019A (zh) | 晶片的加工方法 | |
| JP2011230179A (ja) | レーザ加工装置の光軸調整方法 | |
| TW201542479A (zh) | 雷射融斷方法及具有融斷面的板狀玻璃製品 | |
| JP5894754B2 (ja) | レーザ加工方法 | |
| US11384003B2 (en) | Laser filamentation | |
| US11656385B2 (en) | Freeform Fresnel surface, method for producing a freeform Fresnel surface and method for creating a construction dataset | |
| CN103464891A (zh) | 激光加工装置及激光加工方法 | |
| KR20180035668A (ko) | 다이아몬드 툴 및 이의 스크라이빙 방법 | |
| EP3085487B1 (en) | Brittle object cutting apparatus and cutting method thereof | |
| US20160311060A1 (en) | Brittle object cutting apparatus and cutting method thereof | |
| US11420894B2 (en) | Brittle object cutting apparatus and cutting method thereof | |
| JP2018039101A (ja) | 切削工具の製造方法及びホーニング面形成装置 | |
| CN102278375A (zh) | 一种球轴承实体保持架的生产工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20140122 |