CN1033847C - 转角装置 - Google Patents
转角装置 Download PDFInfo
- Publication number
- CN1033847C CN1033847C CN92111581A CN92111581A CN1033847C CN 1033847 C CN1033847 C CN 1033847C CN 92111581 A CN92111581 A CN 92111581A CN 92111581 A CN92111581 A CN 92111581A CN 1033847 C CN1033847 C CN 1033847C
- Authority
- CN
- China
- Prior art keywords
- guiding roller
- angle station
- angle
- guiding
- belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G15/00—Conveyors having endless load-conveying surfaces, i.e. belts and like continuous members, to which tractive effort is transmitted by means other than endless driving elements of similar configuration
- B65G15/60—Arrangements for supporting or guiding belts, e.g. by fluid jets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G39/00—Rollers, e.g. drive rollers, or arrangements thereof incorporated in roller-ways or other types of mechanical conveyors
- B65G39/10—Arrangements of rollers
- B65G39/12—Arrangements of rollers mounted on framework
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/04—Bulk
Abstract
本发明涉及一种用于输送系统1中使环形传送带2产生横向角位移的转角装置3。转角装置3包括由许多大直径导向辊4、18形成的传送带导向机构7。导向辊4、18安装在支撑构件20、21上的支撑架19中。上述辊轮18固定在支撑构件20、21上。导向辊18一般比较长,并且其轴线基本上垂直于螺旋线形路径Z,以便传送带2绕过传送带导向机构7。导向辊18沿其轴向和横向相互密集排列,以致这些导向辊18在转角装置中为传送带2提供基本上连续的支撑面。这些支撑面沿螺旋线形路径Z的横截面观察呈圆滑的轮廓。本发明还提供一种用于转角装置3中的辊轮支撑架19,以及导向辊部件,该导向辊部件包括导向辊18和用于安装导向辊18的支撑架19。
Description
本发明涉及用于环形传送带的转角装置,以及用于该装置的导向辊部件和导向辊支撑架。
转角装置与环形带式输送机一同使用并不是创新之举,这类已有技术已由MAVOR&COULSON LTD的名称为“带式输送机的改进与连接”的GB-520,744号专利和ARDERSONSTRATHDYDE PLC的名称为“用于环形传送带的转角装置”的GB-2,156,760号专利所公开。转角装置的主要作用和目的在于能够朝横向改变环形带式输送机的运行方向,例如使输送带沿输送路线转弯。
迄今为止,大多数流行的使带式输送机产生斜向或横向角位移的方法是设置两个或多个分开的环形带式输送机,使它们在需要的地点相互重叠排列。因此,从道理上讲,它们如同一台单一的输送机。
利用转角装置代替上述重叠的输送系统的优点是:就结构和操作而言,利用转角装置是完成相同任务的最有效方法。这是因为它仅需要一套输送机驱动器。,这不仅减少了最初投入的设备和用于维护、修理的费用,而且大大减少了用于安装多台输送机所需要的空间。
许多转角装置所依据的设计原理是让环形输送带在具有低摩擦力的螺旋形路径上运行。上述运行方式由具有一定形式的导向辊的结构来提供。虽然对这种转角装置的结构已经了解得很清楚,但是在诸如坑道、采石场和矿山等恶劣的工作环境中,以前提出的设计方案从未完全取得商业或技术上的成功。这是由于各种各样的原因所致,其中包括必须使用大量小直径导向辊。由于导向辊直径小,使其缺乏固有的强度。并且,由于导向辊的高速运转,使其很快磨损,增加了维修费用。因此,在以前的设计方案中存在着巨大缺陷。由于外界散粒和矿渣易于进入导向辊,并且这些散粒在导向辊结构中积累下来。因此,这些散粒和矿渣易于在小直径导向辊的有限空间内形成事故隐患。从而使输送机产生故障。还有,在这种装置中,导向辊相互之间的横向间距很宽,沿着皮带运行路线将产生相当大的角度变化,以致环形皮带受到很强的弯曲和拉伸作用。当皮带绕着导向辊转向时,设备将产生极大的磨损和能量损耗。
本发明的目的在于避免或减少上述的一项或更多项缺点。
按照本发明设计的导向件使得在该导向件和由导向件支撑的传送带之间构成滚动接触。在接触点产生的滚动运动朝向传送带移动的方向,形成的这种滚动接触通常以凸出的方式支撑传送带,这种凸出的支撑方式或多或少地基本上接近于传送带沿横向的自然弯曲度。
利用多个惰轮元件和可拆卸、可更换的支撑机构可以获得比较理想的滚动接触。所述的导向辊元件安装在支撑件上。支撑件通常安装在呈圆柱形的表面上。各导向辊元件都能够独立地相对于其他导向辊元件转动。导向辊的轴线可以不垂直于传送带的运动方向(即它们是非圆柱形导向辊)。
根据本发明的一个方面,提供了一种用于在传送系统中使环形传送带产生横向角位移的转角装置,该转角装置包括由许多大直径导向辊组成的皮带导向机构,各导向辊分别安装在支撑构件上的支撑架上,而所述导向辊基本上让开所述支撑架和支撑物件,所述导向辊一般尺寸较长,并且大致垂直于所述螺旋线形的路径,以便所述传送带绕过皮带导向装置,所述导向辊沿其轴向和横向紧密地相互间隔排列,以致使这些导向辊在转角装置中为所述传送带提供连续的弯曲支撑面,这种支撑面沿着所述螺旋线路径的截面基本上呈圆滑的轮廓,其特征在于,所述支撑架一般为U形,其底部具有凹陷部分和局部圆柱形表面,设置的该圆柱表面能够与所述支撑构件的一个圆柱形支撑面相吻合,从而所述支撑架的平面基本上垂直于所述螺旋线形的路径。
因此,对于本发明的转角装置而言,被支撑的传送带基本上沿着连续的弯曲路线运动。所以在运动件之间产生的磨损降低。借助紧密间隔排列的大直径导向辊,使得导向辊转速降低,维修费用下降。由于导向辊尺寸较大,使导向辊的固有强度增高。并且,对于由外界大量颗粒物引起的损害进行抵御的能力增强。正如在采矿和类似的工作环境中见到的那样。
可以理解,采用大直径导向辊,对于精确地使这些导向辊排列整齐是至关重要的。因为这样可以使传送带的跑偏程度降到最低。采用常规的结构会使制造成本大大升高。因而在另一方面,本发明提供一种新的结构形式,采用圆柱形支撑表面和特殊形状的导向辊支撑架。这种支撑架可以相当简单、准确地安装导向辊。
因此,在另一方面本发明提供一种适用于安装导向辊的支撑架。导向辊围绕圆柱形支撑面沿螺旋线形路径排列。所述支撑架的底部区域至少有一凹陷部分和局部圆柱形表面。底部区域的圆柱形表面的曲率半径基本上与所述圆柱形支撑面的半径相对应。并且具有向上竖立、相互隔开相对的凸耳部分。该凸耳部分用于安装导向辊。导向辊各自的端部分别安装在支撑架的凸耳部分。在导向辊的旋转轴线和支撑架的底部区域所述局部圆柱表面的纵向轴线之间具有偏移角,以致被支撑在支撑架中的所述导向辊基本上垂直于所述螺旋线形的路径。
在另一方面,本发明提供一种导向辊部件,其包括长导向辊轮和本发明的支撑架。
最好,导向辊足够大,以致沿皮带运行路线的横向,由成组的两个至四个,最好是三个所述导向辊支撑传送带的总宽度。理想的情况是各导向辊的长度是皮带宽度(标称)的0.2~0.35倍,最好大约在0.28倍。相对于螺旋线形路径的直径而言,导向辊直径相当大,即在理想情况下,导向辊的最大直径是螺旋线形路径的直径的0.15至0.27倍,最好是0.21倍。
所需要的是导向辊呈中部凸出形状,以便产生一种支撑面。从螺旋线形路径的横截面方面观察,这种支撑面基本上呈圆滑轮廓。并且,此圆滑轮廓与运行到此处的传送带的自然弯曲度相符合。导向辊中部呈凸形的优点是这种导向辊的半径与螺旋线形路径的螺距相关。因此,从螺旋线形路径的轴向观察时,这些导向辊共同形成基本上连续的圆柱形轮廓。
通过下面对照附图详细描述本发明的特别优选的实施例,可以看到本发明中进一步的特征和优点。
图1是包括有本发明的转角装置的环形皮带输送机的局部透视图。
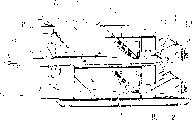
图2是图1中所示的转角装置的局部透视图。
图3是与图2相对应的透视图,但省略传送带,表示出在转角装置中导向辊的排列构造。
图4是图2所示的转角装置的导向辊的螺旋组件在圆柱形4支撑构件上的详细透视图。
图5是图4所示螺旋组件的端向视图。
图6是图4所示螺旋组件中单个导向辊部件的详细透视图。
图7和8是图6中所示导向辊部件的支撑架的透视图。
图1表示皮带输送机1的一部分,它具有环形传送带2,其运行路线通过传送带的转角装置3,传送带2在许多导向辊4和转向辊5之上,并且围绕着导向辊4和转向辊5(见图2和3)。这些辊轮都安装在支撑框架6上。
图2中表示的构造更详细。传送带2的进入区域A沿着螺旋线形的皮带运行路线运动。该路线具有一转(即传送带绕导向辊组件360°)的二分之一(180°)的长度,并且围绕第一螺旋线形导向辊组件7,从上侧8向下侧9延伸(见图5)。亦即螺旋线形导向辊组件形成的圆柱形轮廓的弧长为二分之一圆周。从第一螺旋线形导向辊组件7之上通过,并卸下传送带2上的物料10后,传送带首先被引入张紧辊11之下。接着在最后从转角装置3中引出之前绕过一圆柱轮(此实施例中为鼓轮12)运行。冲击板13设置在传送带2下方,位于转角装置3中的卸料/转运区14。冲击板13的作用在于防止由于输送的物料10落在传送带2上的重量引起皮带扭曲变形。另外,在此输送/卸料区安装一些溅落挡板15(见图1),设置这些挡板15,以便当传送带轴线改变时,防止被传送的物料10从皮带2上落下。转角装置3还设有刮削器16,其作用是在传送带2运行到鼓轮12之前清洁传送带2表面。
当运行的传送带2穿越转角装置3时,槽式导向板15a、15b以一般的常规方式为皮带导向。因此所用的导向板有两种形式:一种导向板15a设置在转角装置3的入口处,它使运行的传送带2的横截面轮廓从槽形转变为平直形。另一种导向板1 5b设置在转角装置3的传送带2的出口处,它使传送带2从平直形变回到槽形。
现在无输送物料的返回段传送带B随着折返路线穿过转角装置3进入皮带2的区域A。当传送带2进入转角装置3时,传送带2被导入刮削装置下方,此时刮板(未图示)清除任何仍然粘着在皮带上的物料10。清洁完毕之后,皮带绕过鼓轮12运行。另一刮削装置(未图示)清洁该皮带的另一侧。然后皮带运行到张紧轮11之下,接着最终运行到第二个辊轮17的螺旋线形组件上。
更详细地说,每个螺旋线形导向辊的组件7和17包括多个密集排列的大直径、中部凸出的辊轮18。每个辊轮18安装在支撑架19之中,支撑架19牢牢地固定在构架21上的支撑管件20上。
支撑架19是普通的带状件,并且呈“U”形,其具有向上拱起的底部22。底部22具有凹陷部分,该凹陷部分呈部分圆柱表面,该圆柱表面带有分开一定间距的配合部分23,该配合部分23大体上与支撑管件20的外圆表面相吻合。
如图中可见,U形支撑架19的相对的两端26构成用于导向辊安装部分,其向竖立分开一定间距,形成相对的两个凸耳27。导向辊安装在凸耳部分。凸耳27在支撑架19的远端28之上。导向辊18的端部29分别安装在凸耳27上。导向辊18的回转轴线X与支撑管件20的纵轴线y成一定角度偏斜,从而导向辊18基本上垂直于绕着螺旋线形的辊轮组件7运行的皮带路线Z。
可以理解,这一偏斜角度与螺旋线形路径Z的螺距直接相关(相对于给定的支撑管件的直径)。因此,在传送方向上的角度变化由转角装置确定。按照本发明的这种优选的结构形式,沿传送方向的不同角度变化,由采用的具有相应偏斜角的支撑架和具有相应偏斜角度的支撑管件确定。
支撑架19的底部22有两个通孔30,它与支撑管件20中钻削出的或用其他方法形成的通孔相互对准,以便由此接收固定螺栓。使得支撑架19精确地固定到支撑管件20上。并且易于构成螺旋线形的导向辊组件7和17。从图6中可见,显然导向辊18很好地固定于支撑架19上。因此这样安装的支撑管件20使得转角装置的传送带上落下的散粒物料在此环境条件下变为事故隐患和损坏辊轮,或者辊轮轴承的可能性降低到最小。
如图4所示,每个导向辊组件7和17包括三个平行的导向辊组。每组由7个导向辊18沿螺旋线排列。
在上述螺旋线形导向辊组件7和17中,在相邻组中的导向辊沿轴向对齐排列。三个导向辊18端部与端部对准,沿着螺旋线形路径的中心部分横穿传送带2的全部宽度排列,相应于螺旋线形皮带路径的端部,导向辊数目趋向减少到两个导向辊,再减少到一个导向辊。
如图4所示,导向辊18密集排列,从而沿螺旋线形路径,在相邻导向辊18之间的横向间距m相当小,例如大约为导向辊18最大直径的0.57倍。并且,横穿螺旋线形路径的相邻导向辊之间的轴向间距1大约为导向辊18长度的0.48倍。如前面所提到的,导向辊18相当大,其直径(在最宽的中央部分)为螺旋线形导向辊组件最外表面确定的螺旋线路径的外径的0.21倍(见图5),同样也是皮带宽度的0.55倍左右。导向辊18的长度约为标称皮带宽度的0.28倍。
从图5也可以看出,选定的导向辊18的弯曲半径应当使导向辊组件7和17为支撑传送带2构成基本呈圆柱形的外表面31。
如果要求外侧的几组导向辊内内倾斜,例如大约为3°,以便产生向内的作用,从而改善对皮带的导向作用,例如通过稍微改变支撑架的偏斜角度,或者更方便地通过稍微改变导向辊的;安装部分即可。
支撑架可以方便地用铸造方法制成,例如用铸铁制造。
显然,在不脱离本发明范围的条件下,对上述实施例可以做出许多修改方案。因此,尽管在说明上述转角装置时,传送带产生的方向变化角是90°,但是,通过适当选择所用支撑架的偏斜角,以及支撑管件20的安装角度,还有转向轮或鼓轮12相对于传送带2的进入段A的角度,可以提供大范围的角度变化,例如从15°~165°角。也可以理解,在输送系统中,可以采用两个或更多个转角装置,例如利用转角装置提供更平缓的方向变化和/或提供方向的不同角度变化,以便按照预定的要求改变输送方向。例如,用30°和45°角的转角装置提供75°角的方向变化,或者简单地提供一横向偏移;或者沿传送带路径形成折线,例如采用两个相对传递的90°转角装置。
虽然,圆柱形管件为导向辊提供了特别方便的支撑形式(包括导向辊轮和其支撑架),但是其他形式的管状支撑构件可以用来代替圆柱形管件,例如采用多边形截面的管件。以及适当结构的框架,同样能够制成紧密排列的具有螺旋线形的导向辊组件。
Claims (13)
1.一种用于在传送系统中使环形传送带产生横向角位移的转角装置,该转角装置包括由许多大直径导向辊组成的皮带导向机构,各导向辊分别安装在支撑构件上的支撑架上,而所述导向辊基本上让开所述支撑架和支撑物件,所述导向辊一般尺寸较长,并且大致垂直于所述螺旋线形的路径,以便所述传送带绕过皮带导向装置,所述导向辊沿其轴向和横向紧密地相互间隔排列,以致使这些导向辊在转角装置中为所述传送带提供连续的弯曲支撑面,这种支撑面沿着所述螺旋线路径的截面基本上呈圆滑的轮廓,其特征在于,所述支撑架一般为U形,其底部具有凹陷部分和局部圆柱形表面,设置的该圆柱表面能够与所述支撑构件的一个圆柱形支撑面相吻合,从而所述支撑架的平面基本上垂直于所述螺旋线形的路径。
2.根据权利要求1所述的转角装置,其特征在于,对于具有预定宽度的传送带而言,所述导向辊的长度如下确定,即由两个到四个所述导向辊支撑传送带的总宽度。
3.根据权利要求2所述的转角装置,其特征在于,导向辊具有这样的长度,即需要三个所述导向辊支撑传送带的总宽度。
4.根据权利要求1~3中任何一项权利要求所述的转角装置,其特征在于,所说的导向辊具有中部凸出的形状。
5.根据权利要求4所述的转角装置,其特征在于,所述导向辊上拱形的曲率半径与螺旋线形路径的螺距有关,从而沿着螺旋线路径的轴线方向,由若干个导向辊共同构成基本上连续的圆柱形轮廓。
6.根据权利要求1~3中任何一项权利要求所述的转角装置,其特征在于,所述导向辊的直径为螺旋线形导向辊组件形成的圆柱形轮廓的直径的0.15~0.27倍。
7.根据权利要求1~3中任何一项权利要求所述的转角装置,其特征在于,所述螺旋线形导向辊组件形成的圆柱形轮廓的弧长为二分之一圆周。
8.根据权利要求1~3中任何一项权利要求所述的转角装置,其特征在于,所述螺旋线形路径的螺距可以使所述螺旋线形路径的相对端具有从15°~165°范围的横向角位移。
9.根据权利要求1~3中任何一项权利要求所述的转角装置,其特征在于,横向朝外的导向辊彼此以小角度朝内倾斜,以致促使这些导向辊在转角装置中有助于传送带在正确轨道上运行。
10.根据权利要求1~3所述的转角装置,其特征在于,提供第二个所述传送带的导向机构,以便该导向机构在转角装置中支撑返回运行的传送带。
11.一种环形皮带的输送系统,其特征在于,在该输送系统中提供了至少一台如权利要求1~10中任何一项权利要求所述的转角装置。
12.根据权利要求1所述的转角装置,其特征在于,所述支撑架围绕圆柱形支撑面沿着螺旋线形路径排列,它至少有一凹陷部分和局部圆柱形表面的底部区域,该底部区域有基本上对应于所述圆柱形支撑面的曲率半径;并且设有向上竖立,相互间隔开的两个相对的凸缘部分,该凸缘部分用于安装导向辊,导向辊的两端分别安装在两个相对的凸缘部分,导向辊的回转轴线与该支撑架的底部区域的所述局部圆柱形表面的纵轴线之间具有相互偏离的角度,因此在支撑架上的导向辊基本上垂直于所述螺旋线形路径。
13.根据权利要求1所述的转角装置,其特征在于,所述导向辊部件围绕圆柱形支撑表面沿着螺旋线形路径排列。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB919119572A GB9119572D0 (en) | 1991-09-13 | 1991-09-13 | Angle stations in or for endless conveyor belts |
| GB9119572.7 | 1991-09-13 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1071889A CN1071889A (zh) | 1993-05-12 |
| CN1033847C true CN1033847C (zh) | 1997-01-22 |
Family
ID=10701356
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN92111581A Expired - Fee Related CN1033847C (zh) | 1991-09-13 | 1992-09-11 | 转角装置 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US5421449A (zh) |
| EP (1) | EP0603254B1 (zh) |
| CN (1) | CN1033847C (zh) |
| AT (1) | ATE151047T1 (zh) |
| AU (1) | AU2551192A (zh) |
| CA (1) | CA2119014C (zh) |
| DE (1) | DE69218781T2 (zh) |
| ES (1) | ES2099279T3 (zh) |
| GB (2) | GB9119572D0 (zh) |
| WO (1) | WO1993006028A1 (zh) |
| ZA (1) | ZA926906B (zh) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB9610403D0 (en) | 1996-05-17 | 1996-07-24 | Huwood Int Ltd | Angle station |
| US5791451A (en) * | 1996-08-19 | 1998-08-11 | E.F. Bavis & Associates, Inc. | Tape drive conveyor system with twisted conformation |
| US5938004A (en) * | 1997-02-14 | 1999-08-17 | Consol, Inc. | Method of providing temporary support for an extended conveyor belt |
| DE10100813A1 (de) * | 2000-02-02 | 2001-08-09 | Phoenix Ag | Einrichtung zur Überwachung einer Förderanlage |
| US6988610B2 (en) * | 2002-01-14 | 2006-01-24 | Carnegie Mellon University | Conveyor belt inspection system and method |
| US7234588B1 (en) * | 2005-12-13 | 2007-06-26 | Fki Logistex Inc. | Merge conveyor |
| AT514346B1 (de) | 2013-05-28 | 2016-03-15 | Sandvik Mining & Constr Oy | Umlenkeinrichtung für einen ein Endlosförderband aufweisenden Gurtbandförderer |
| CN103466257B (zh) * | 2013-09-17 | 2016-10-12 | 贵州安达煤矿机械有限公司 | 一种输送机转弯装置 |
| CN105905525B (zh) * | 2016-06-21 | 2018-07-27 | 化工部长沙设计研究院 | 一种可同时双向运输的胶带运输机 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2212006A (en) * | 1938-10-31 | 1940-08-20 | Mavor & Coulson Ltd | Conveyer of the endless belt type |
| DE746881C (de) * | 1941-06-06 | 1944-08-28 | Froelich & Kluepfel Maschinenf | Abbaufoerdereinrichtung fuer den Grubenbetrieb |
| GB709019A (en) * | 1951-06-20 | 1954-05-12 | Franciszek Gawenda | Variable angle belt deflector for belt conveyors |
| US3016127A (en) * | 1956-10-19 | 1962-01-09 | Jones & Laughlin Steel Corp | Belt conveyor apparatus |
| DE1133668B (de) * | 1960-01-09 | 1962-07-19 | Rheinische Braunkohlenw Ag | Vorrichtung zum Wenden des Foerderband-Untertrumes |
| US3184043A (en) * | 1961-07-07 | 1965-05-18 | Coal Industry Patents Ltd | Conveyor systems |
| GB1048256A (en) * | 1962-09-11 | 1966-11-16 | Coal Industry Patents Ltd | Improvements in angle stations for endless conveyor belts |
| DE3368581D1 (en) * | 1982-11-10 | 1987-02-05 | Anderson Strathclyde Plc | Angle stations for endless conveyor belts |
| SU1207910A1 (ru) * | 1984-07-26 | 1986-01-30 | Кузбасский Политехнический Институт | Устройство дл изменени направлени движени ленты конвейера |
| SU1234294A1 (ru) * | 1984-12-06 | 1986-05-30 | Кузбасский Политехнический Институт | Устройство дл изменени направлени движени ленты конвейера |
-
1991
- 1991-09-13 GB GB919119572A patent/GB9119572D0/en active Pending
-
1992
- 1992-09-10 ZA ZA926906A patent/ZA926906B/xx unknown
- 1992-09-11 CN CN92111581A patent/CN1033847C/zh not_active Expired - Fee Related
- 1992-09-14 GB GB9404680A patent/GB2276364B/en not_active Expired - Fee Related
- 1992-09-14 CA CA002119014A patent/CA2119014C/en not_active Expired - Fee Related
- 1992-09-14 US US08/204,347 patent/US5421449A/en not_active Expired - Fee Related
- 1992-09-14 AT AT92919140T patent/ATE151047T1/de not_active IP Right Cessation
- 1992-09-14 EP EP92919140A patent/EP0603254B1/en not_active Expired - Lifetime
- 1992-09-14 WO PCT/GB1992/001677 patent/WO1993006028A1/en active IP Right Grant
- 1992-09-14 ES ES92919140T patent/ES2099279T3/es not_active Expired - Lifetime
- 1992-09-14 DE DE69218781T patent/DE69218781T2/de not_active Expired - Fee Related
- 1992-09-14 AU AU25511/92A patent/AU2551192A/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| WO1993006028A1 (en) | 1993-04-01 |
| GB2276364B (en) | 1995-01-25 |
| GB9119572D0 (en) | 1991-10-23 |
| DE69218781D1 (de) | 1997-05-07 |
| GB2276364A (en) | 1994-09-28 |
| EP0603254A1 (en) | 1994-06-29 |
| DE69218781T2 (de) | 1997-10-09 |
| CN1071889A (zh) | 1993-05-12 |
| ES2099279T3 (es) | 1997-05-16 |
| ATE151047T1 (de) | 1997-04-15 |
| ZA926906B (en) | 1993-03-16 |
| US5421449A (en) | 1995-06-06 |
| EP0603254B1 (en) | 1997-04-02 |
| GB9404680D0 (en) | 1994-06-08 |
| AU2551192A (en) | 1993-04-27 |
| CA2119014C (en) | 1996-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1033847C (zh) | 转角装置 | |
| EP3253695B1 (en) | Chain conveyor with adjustable distance between shafts | |
| AU603378B2 (en) | Continuous conveyor apparatus | |
| CN105600300B (zh) | 一种mz型埋刮板污泥输送机及方法 | |
| US5788837A (en) | Plastic flight type water treatment system for rectangular clarifiers | |
| CN1197746C (zh) | 用于运输散装物料的装置 | |
| US7690513B1 (en) | Gravel log washer with groups of offset paddles wherein paddles within each group are further offset | |
| CN208603172U (zh) | 一种链板输送机机架及链板输送机 | |
| US2828854A (en) | Belt aligners | |
| KR20120033476A (ko) | 벨트 컨베이어용 사행 방지장치 | |
| KR102107231B1 (ko) | 커브형 체인 플라이트 슬러지 수집기 | |
| CN209192966U (zh) | 具有刮料器的提升机 | |
| CN211282639U (zh) | 一种矿用治理皮带飘带、跑偏装置 | |
| CN204525195U (zh) | 钢管束表面抛丸清理设备 | |
| KR200395878Y1 (ko) | 원주형 철근구조물용 철근가공장치의 이동대차구조 | |
| KR101995414B1 (ko) | 회전스크린장치 | |
| KR102044386B1 (ko) | 체인 플라이트식 슬러지 수집기 | |
| CA2697778C (en) | Conveyor discharge chute for mounting belt scraper | |
| CN104708541A (zh) | 钢管束表面抛丸清理设备 | |
| CN219990249U (zh) | 分拣装置的导入输送机 | |
| EP3617578B1 (en) | Supply chute for stone material | |
| CN208135351U (zh) | 一种输送装置 | |
| KR20200043899A (ko) | 체인 플라이트식 슬러지 수집기 | |
| CN216188668U (zh) | 一种旋转皮带输送机 | |
| CN219990322U (zh) | 一种可拆卸的输送带辊筒 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |