CN102950377A - Local dry-type underwater friction stitch welding device - Google Patents
Local dry-type underwater friction stitch welding device Download PDFInfo
- Publication number
- CN102950377A CN102950377A CN2012104809054A CN201210480905A CN102950377A CN 102950377 A CN102950377 A CN 102950377A CN 2012104809054 A CN2012104809054 A CN 2012104809054A CN 201210480905 A CN201210480905 A CN 201210480905A CN 102950377 A CN102950377 A CN 102950377A
- Authority
- CN
- China
- Prior art keywords
- welding
- hydraulic cylinder
- local dry
- friction
- cover body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Arc Welding In General (AREA)
Abstract
The invention provides a local dry-type underwater friction stitch welding device. The device mainly consists of a sealing gasket (2), a cover body (3), a stopper adapter component (4), a hydraulic cylinder body (5), a transmission shaft (6), a support bearing (7), a hydraulic cylinder piston (8) and a hydraulic motor (9), wherein the stopper and a workpiece are in friction to produce heat in the friction stitch welding process, as heat convection is existeds in the environment with water, a large amount of the heat produced by the friction is lost; and the existing of water causes quenching for the workpiece, so as to greatly affect the welding process; . according According to the device provided by the invention, the novel cover body and the sealing gasket are arranged on a welding spindle head, the water is discharged through the high pressure gas during welding to form a local dry-type space, and then the welding is carried out. The device provided by the invention is simple in structure, convenient in use, reliable in performance, economical and practicable, and can be used for realizing underwater friction stitch welding.
Description
Technical field
The present invention relates to field of welding devices, especially a kind of local dry-type is the friction stitch welding device under water.
Background technology
Countries in the world are just of a great variety at the underwater welding method of application and research at present, and what application was ripe is arc welding, and have underwater wet-type welding, underwater local dry welding and underwater dry-type commonly used weld.The underwater wet-type welding equipment is simple, with low cost, flexible operation, strong adaptability, but welding quality is unsatisfactory; The welding quality of underwater dry-type welding is more satisfactory, but needs pressure chamber or the operating room of Design and manufacture complexity, and equipment is complicated, cost is higher.In addition, the difficult deep water structure object REPAIR WELDING that realizes of above welding method, and friction stitch welding is as a kind of solid phase interconnection technique, it is less that welding quality is affected by the depth of water and environmental pressure, therefore can realize the REPAIR WELDING of deep water structure object, its correlation technique is significant for the development of Underwater Engineering.
Summary of the invention
According to background technology; the object of the present invention is to provide a kind of local dry-type friction stitch welding device under water; this drainage arrangement can effectively form reliable and stable local dry-type space, can carry out gas shield to welding process; thereby under the solution water environment in the welding process thermal loss reach more greatly material quenching phenomenon, improve welding quality.
To achieve these goals, the present invention adopts following technical scheme:
A kind of local dry-type is the friction stitch welding device under water, mainly formed by sealing gasket (2), cover body (3), stopper switching part (4), hydraulic cylinder body (5), power transmission shaft (6), spring bearing (7), hydraulic cylinder piston (8), hydraulic motor (9), wherein: cover body (3) connects hydraulic cylinder body (5), between workpiece and cover body (3), sealing gasket (2) is set, be bolted with hydraulic motor (9) at hydraulic cylinder body (5), realize the location by spring bearing (7) between power transmission shaft (6) and the hydraulic cylinder piston (8).
Described cover body (3) is installed on the friction stitch welding main tapping, builds local dry-type environment in the Underwater Welding process.
Described sealing gasket (2) adopts elastomeric material.
Owing to adopted technique scheme, the present invention to have following advantage and effect:
(1) the present invention has been installed drainage cover additional at the friction stitch welding main tapping, has realized the construction of local dry-type environment in the Underwater Welding process, has reduced the impact of water environment on welding process as far as possible;
(2) the present invention adopts rubber as encapsulant, and the distance between main shaft housing and the workpiece can be carried out adjustment among a small circle;
When (3) the present invention adopts gas that water is discharged drainage cover welding process is played the gas shield effect.
Description of drawings
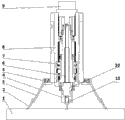
Fig. 1 is structural representation of the present invention;
Among the figure: 1-workpiece, 2-sealing gasket, 3-cover body, 4-stopper attaching parts, 5-hydraulic cylinder body, 6-power transmission shaft, 7-spring bearing, 8-hydraulic cylinder piston, 9-hydraulic motor, 10-positive coupling, 11-stopper.
The specific embodiment
Illustrated by Fig. 1, a kind of local dry-type is the friction stitch welding device under water, wherein: the sealing gasket 2 that elastomeric material is made is connected on the cover body 3, cover body 3 is bolted hydraulic cylinder body 5 again, power transmission shaft 6 is connected to hydraulic motor 9 by shaft coupling, hydraulic motor 9 is bolted hydraulic cylinder body 5, and by spring bearing 7 location, the distance between main shaft housing and the workpiece 1 can be carried out adjustment among a small circle between power transmission shaft 6 and the hydraulic cylinder piston 8.
Before the welding beginning, this device is navigated to reasonable altitudes, guarantee to form certain sealing between sealing gasket 2 and the workpiece 1, then by in cover body 3, being filled with gases at high pressure water is discharged, form stable local dry-type welding environment, simultaneously welding process is played the gas shield effect; Then begin welding operation, hydraulic motor 9 at first drives stoppers 11 by power transmission shaft 6 and reaches the required rotating speed of welding, and the hydraulic cylinder epicoele is filled with the high pressure liquid force feed so that hydraulic cylinder piston 8 moves down according to the speed of welding requirements, until finish whole welding process.
Claims (3)
1. local dry-type friction stitch welding device under water, mainly formed by sealing gasket (2), cover body (3), stopper switching part (4), hydraulic cylinder body (5), power transmission shaft (6), spring bearing (7), hydraulic cylinder piston (8), hydraulic motor (9), it is characterized in that: cover body (3) connects hydraulic cylinder body (5), between workpiece and cover body (3), sealing gasket (2) is set, be bolted with hydraulic motor (9) at hydraulic cylinder body (5), realize the location by spring bearing (7) between power transmission shaft (6) and the hydraulic cylinder piston (8).
2. local dry-type according to claim 1 friction stitch welding device under water, it is characterized in that: described cover body (3) is installed on the friction stitch welding main tapping, builds local dry-type environment in the Underwater Welding process.
3. local dry-type according to claim 1 friction stitch welding device under water, it is characterized in that: described sealing gasket (2) adopts elastomeric material.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012104809054A CN102950377A (en) | 2012-11-23 | 2012-11-23 | Local dry-type underwater friction stitch welding device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012104809054A CN102950377A (en) | 2012-11-23 | 2012-11-23 | Local dry-type underwater friction stitch welding device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102950377A true CN102950377A (en) | 2013-03-06 |
Family
ID=47760085
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012104809054A Pending CN102950377A (en) | 2012-11-23 | 2012-11-23 | Local dry-type underwater friction stitch welding device |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102950377A (en) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103212780A (en) * | 2013-04-28 | 2013-07-24 | 江苏科技大学 | Partial-draining and semi-dry type underwater friction stir welding set |
| CN103212782A (en) * | 2013-04-28 | 2013-07-24 | 江苏科技大学 | Enhancement blowing-half-dry type underwater friction stir soldering set |
| CN103223552A (en) * | 2013-04-28 | 2013-07-31 | 江苏科技大学 | Centrifuging draining-half dry type underwater friction stir welding set |
| CN103433606A (en) * | 2013-08-19 | 2013-12-11 | 天津大学 | Special portable miniature drainage cover for automatic underwater local dry-method welding |
| CN104722973A (en) * | 2015-02-03 | 2015-06-24 | 华南理工大学 | Local dry type drainage device for underwater welding robot and drainage method thereof |
| CN105014233A (en) * | 2014-04-25 | 2015-11-04 | 天津大学 | Draining device for underwater friction stitch welding |
| CN108115134A (en) * | 2017-12-25 | 2018-06-05 | 东南大学 | For manufacturing Local Dry area to carry out the device of underwater scanning type laser increasing material manufacturing |
| US10041163B1 (en) | 2017-02-03 | 2018-08-07 | Ge-Hitachi Nuclear Energy Americas Llc | Plasma spray coating for sealing a defect area in a workpiece |
| CN112620918A (en) * | 2020-12-30 | 2021-04-09 | 广东省科学院中乌焊接研究所 | Friction stir welding auxiliary device |
| CN113977035A (en) * | 2021-10-20 | 2022-01-28 | 哈尔滨工业大学(威海) | Protective device for liquid protection welding and using method thereof |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2031728A5 (en) * | 1969-02-05 | 1970-11-20 | Sogetram Travaux Maritim | Underwater gas-screened fusible electrode - arc welding head |
| CN2458117Y (en) * | 2000-12-19 | 2001-11-07 | 华南理工大学 | Submersible welding miniature draining device |
| CN101244498A (en) * | 2007-02-16 | 2008-08-20 | 北京石油化工学院 | Partial dry type automatic welding drainage arrangement |
| CN101767244A (en) * | 2008-12-31 | 2010-07-07 | 北京石油化工学院 | Full-automatic underwater welding method |
| CN102049606A (en) * | 2009-10-30 | 2011-05-11 | 北京石油化工学院 | Local draining and friction stitch welding repairing equipment with underground steel structure and method |
| CN102049609A (en) * | 2009-10-30 | 2011-05-11 | 北京石油化工学院 | Main shaft of friction stitch welding machine tool |
| CN202934234U (en) * | 2012-11-23 | 2013-05-15 | 北京石油化工学院 | Partial dry type underwater friction stitch welding device |
-
2012
- 2012-11-23 CN CN2012104809054A patent/CN102950377A/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2031728A5 (en) * | 1969-02-05 | 1970-11-20 | Sogetram Travaux Maritim | Underwater gas-screened fusible electrode - arc welding head |
| CN2458117Y (en) * | 2000-12-19 | 2001-11-07 | 华南理工大学 | Submersible welding miniature draining device |
| CN101244498A (en) * | 2007-02-16 | 2008-08-20 | 北京石油化工学院 | Partial dry type automatic welding drainage arrangement |
| CN101767244A (en) * | 2008-12-31 | 2010-07-07 | 北京石油化工学院 | Full-automatic underwater welding method |
| CN102049606A (en) * | 2009-10-30 | 2011-05-11 | 北京石油化工学院 | Local draining and friction stitch welding repairing equipment with underground steel structure and method |
| CN102049609A (en) * | 2009-10-30 | 2011-05-11 | 北京石油化工学院 | Main shaft of friction stitch welding machine tool |
| CN202934234U (en) * | 2012-11-23 | 2013-05-15 | 北京石油化工学院 | Partial dry type underwater friction stitch welding device |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103212782B (en) * | 2013-04-28 | 2014-12-10 | 江苏科技大学 | Enhancement blowing-half-dry type underwater friction stir soldering set |
| CN103212782A (en) * | 2013-04-28 | 2013-07-24 | 江苏科技大学 | Enhancement blowing-half-dry type underwater friction stir soldering set |
| CN103223552A (en) * | 2013-04-28 | 2013-07-31 | 江苏科技大学 | Centrifuging draining-half dry type underwater friction stir welding set |
| CN103212780A (en) * | 2013-04-28 | 2013-07-24 | 江苏科技大学 | Partial-draining and semi-dry type underwater friction stir welding set |
| CN103212780B (en) * | 2013-04-28 | 2014-12-10 | 江苏科技大学 | Partial-draining and semi-dry type underwater friction stir welding set |
| CN103433606B (en) * | 2013-08-19 | 2016-03-02 | 天津大学 | The special Mini drain cap of portable underwater local dry cavity automatic welding |
| CN103433606A (en) * | 2013-08-19 | 2013-12-11 | 天津大学 | Special portable miniature drainage cover for automatic underwater local dry-method welding |
| CN105014233A (en) * | 2014-04-25 | 2015-11-04 | 天津大学 | Draining device for underwater friction stitch welding |
| CN106312296A (en) * | 2014-04-25 | 2017-01-11 | 天津大学 | Use method for underwater friction stitch welding draining device |
| CN105014233B (en) * | 2014-04-25 | 2017-04-19 | 天津大学 | Draining device for underwater friction stitch welding |
| CN106312296B (en) * | 2014-04-25 | 2018-08-10 | 天津大学 | The application method of underwater friction stitch welding drainage arrangement |
| CN104722973A (en) * | 2015-02-03 | 2015-06-24 | 华南理工大学 | Local dry type drainage device for underwater welding robot and drainage method thereof |
| CN104722973B (en) * | 2015-02-03 | 2016-10-05 | 华南理工大学 | A kind of Underwater Welding robot local dry-type drainage arrangement and water discharge method thereof |
| US10041163B1 (en) | 2017-02-03 | 2018-08-07 | Ge-Hitachi Nuclear Energy Americas Llc | Plasma spray coating for sealing a defect area in a workpiece |
| CN108115134A (en) * | 2017-12-25 | 2018-06-05 | 东南大学 | For manufacturing Local Dry area to carry out the device of underwater scanning type laser increasing material manufacturing |
| CN112620918A (en) * | 2020-12-30 | 2021-04-09 | 广东省科学院中乌焊接研究所 | Friction stir welding auxiliary device |
| CN113977035A (en) * | 2021-10-20 | 2022-01-28 | 哈尔滨工业大学(威海) | Protective device for liquid protection welding and using method thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102950377A (en) | Local dry-type underwater friction stitch welding device | |
| CN202934234U (en) | Partial dry type underwater friction stitch welding device | |
| CN103486188A (en) | Self-powered magneto-rheological damper | |
| CN104078908A (en) | Liquid-filled anti-vibration hammer capable of frequency modulation | |
| CN203627395U (en) | Rodless cylinder | |
| CN208528128U (en) | A kind of automotive brake pads drilling equipment | |
| CN202076886U (en) | Oil-filled pressure-compensated type deep sea motor | |
| CN103216622B (en) | A kind of rotary dynamic sealing structure | |
| CN202833836U (en) | Vibration isolator | |
| CN202117704U (en) | High pressure prepositive water braid | |
| CN204140871U (en) | A kind of noise abatement cylinder | |
| CN206427245U (en) | A kind of Very large floating structure attachment means based on air pressure controlling | |
| CN102644537B (en) | Tidal current energy and wave energy conversion coupling system | |
| CN104141790B (en) | A kind of sealing device of speed reduction driving mechanism for power under water | |
| CN207267921U (en) | Cam driving type keyhole equipment rag knife device | |
| CN201696734U (en) | Water shock absorber | |
| CN203272582U (en) | Oil seal of shock absorber | |
| CN202597022U (en) | Gas-liquid buffer compensation device for natural gas piston compressor | |
| CN201420644Y (en) | Liquid floating pressure power energy output device | |
| CN201946940U (en) | Device for sealing tubing head perforation and partial cables penetrating the perforation | |
| CN201997614U (en) | Head-expanding device for mechanical expansion machine | |
| CN203834367U (en) | Hydraulic clamping system of double-edge wheel-type cable surface PE layer detection robot | |
| CN203130011U (en) | Plugging device for double-tube directional drilling machine | |
| CN202749942U (en) | Engineering machinery motor | |
| CN203701884U (en) | Electromagnetic shielding door |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20130306 |