CN1014210B - Method and apparatus for producing bodies of revolution by plastic deformation - Google Patents
Method and apparatus for producing bodies of revolution by plastic deformationInfo
- Publication number
- CN1014210B CN1014210B CN85107691A CN85107691A CN1014210B CN 1014210 B CN1014210 B CN 1014210B CN 85107691 A CN85107691 A CN 85107691A CN 85107691 A CN85107691 A CN 85107691A CN 1014210 B CN1014210 B CN 1014210B
- Authority
- CN
- China
- Prior art keywords
- blank
- projectile
- rib
- center roll
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000000034 method Methods 0.000 title claims description 44
- 239000000463 material Substances 0.000 claims abstract description 15
- 230000008569 process Effects 0.000 claims description 25
- 230000033001 locomotion Effects 0.000 claims description 18
- 238000000465 moulding Methods 0.000 claims description 16
- 230000000694 effects Effects 0.000 claims description 10
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 238000005259 measurement Methods 0.000 claims description 5
- 230000003068 static effect Effects 0.000 claims description 3
- OFCNXPDARWKPPY-UHFFFAOYSA-N allopurinol Chemical compound OC1=NC=NC2=C1C=NN2 OFCNXPDARWKPPY-UHFFFAOYSA-N 0.000 claims 1
- 230000002093 peripheral effect Effects 0.000 abstract description 9
- 230000007423 decrease Effects 0.000 abstract 1
- 238000007493 shaping process Methods 0.000 abstract 1
- 239000000047 product Substances 0.000 description 14
- 238000003825 pressing Methods 0.000 description 9
- 238000005096 rolling process Methods 0.000 description 7
- 239000013067 intermediate product Substances 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 238000007599 discharging Methods 0.000 description 4
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 230000000994 depressogenic effect Effects 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000008676 import Effects 0.000 description 3
- 238000003754 machining Methods 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 208000034189 Sclerosis Diseases 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 210000002421 cell wall Anatomy 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000011112 process operation Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H1/00—Making articles shaped as bodies of revolution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H1/00—Making articles shaped as bodies of revolution
- B21H1/18—Making articles shaped as bodies of revolution cylinders, e.g. rolled transversely cross-rolling
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Press Drives And Press Lines (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Pulleys (AREA)
- Specific Conveyance Elements (AREA)
- Transmission Devices (AREA)
Abstract
Bodies of revolution are produced having at least one peripheral groove whose width decreases towards the floor of the groove by rotating a blank about its longitudinal axis while a pressure which exceeds the yield point of the material of the blank is locally applied. To avoid excessive hardening of the blank material during shaping, The invention indicates that pressure on the blank is reduced from a maximum corresponding to the width of the groove at the peripheral surface of the blank, to the width of the floor of the groove while their depth increases.
Description
The present invention is a kind of method of making rotary body, and this rotary body has at least one to be the groove that extends along its circumferencial direction or similar groove basically, and groove is in the upwardly extending recess width of rotary body axle, reduces gradually towards the bottom surface of groove.In this manufacture method,, a pressure that surpasses this blank material yield point is added on the device of implementing this manufacture method partly along with the longitudinal axis rotation of blank around it.
Previously known the sort of method is along with the blank rotation, the rib of moulding is pressed be carved in the blank, and on feed travel direction forward, the width of rib is increased to maximum from minimum of a value, and the height of rib is also along with increase.In other words, for example in order to make the groove of a V-shape, former method must comprise that using a kind of this rib of moulding rib to be pressed by its most advanced and sophisticated guiding is carved in the blank of rotation.In feed motion process forward, the width of this rib and height are along with increase.
The shortcoming of this manufacture method is to press the tip be carved into the moulding rib in the material that material is hardened, and the further distortion of zone of having hardened, so need quite high pressure, therefore just is easy to generating material and transships and break.
The objective of the invention is the shortcoming that to avoid such, and propose a kind of method of in the disclosure of this part specification, being stated.This method makes the zone that has been out of shape several times on the workpiece avoid being out of shape once more.
According to the present invention, above-mentioned purpose reaches like this, that is, the width of pressure effect, according to the progress degree of depth of press carving, from the periphery of blank on the suitable width of recess width that will process, be reduced to the width at the bottom of the groove that will process.Along with press to carve deepen, wherein press to carve width reduce realize by the inclination of groove walls.
Further distortion is born in the feasible zone of having only forever than small deformation of this method, also avoids the sclerosis and the reinforcement of the extreme magnitude of generating material simultaneously.In addition in this way, the distortion of blank only needs energy in a small amount.When with method of the present invention and according to another characteristic of the invention during the machining screw groove, make the pressure span that is added on the blank, in the process of above-mentioned blank rotation, along above-mentioned blank axially, the helical pitch that requires corresponding to the screw thread that will make moves, thereby the thread groove pressure is carved on the blank, and this blank has the external diameter of desired thread groove.In such process, pressed the material that carves thread groove axially to place, therefore the length of screw that processes or bolt is than long as their blank of processing.
The present invention processes with regard to screw thread, especially the screw thread of trapezoidal thread or similar structures is processed, such advantage is arranged, when its external diameter of blank that uses is desired major diameter of thread, in order fully to process thread or rib, material just must plastic deformation on the thread side, under certain conditions, it may cause breaking on the overload of material and the thread periphery, but because axially plastic deformation of material, therefore just guarantee that thread is made of rigid material, and do not have and break or by the topped hole of exterior material.
Another object of the present invention is that a kind of device that is used for implementing the inventive method will be provided.
In this class device, have a roll at least, it and the co-operating of co-operating back-pressure face, and can move with respect to co-operating back-pressure face.Thereby the present invention just has such feature, that is, the width of moulding rib or several moulding ribs reduces along the direction of relative motion between roll and the co-operating back-pressure face, and its height then increases.So just guaranteed that when making a circumferential groove or similar structures in process, blank at first is subjected to the effect of the Breadth Maximum of the groove that will make, when pressing the width of carving to reduce gradually, presses the degree of depth increase of carving then.
Another the possible version that is used for implementing the device of the inventive method is to be provided with two rolls in this class device, these two rolls can be driven on mutually opposite direction of rotation, wherein at least one roll has the moulding rib that exceeds, and one roll-in slit is arranged at two roll shop buildings, by another feature of the present invention, this rib reduces and highly increase along the direction width of roll rotation.Such device guarantees that also pressure at first acts on the blank with the Breadth Maximum of the groove that will make, and along with the blank upper groove is pressed the carrying out of carving, the width of pressure effect just reduces then.Another feature of the present invention provides such version, that is, the moulding rib be provided on the roll of drivable center and co-operating back-pressure face on, this co-operating back-pressure face is subdivided into plurality of small blocks again, in mutual relative motion process, rib crosses these fritters each other.
These features make the back-pressure face can be as required advance relatively largely or in a small amount to the center roll, and can not cause the processing slit that fluctuates or change thus on the whole arc length of back-pressure face.This is owing to the rib that crosses a mutually bus co-operating along center roll and back-pressure face, and blank is applied necessary pressure.Said moving-wire is by the intersection point of rib.
In this respect, it is favourable to the back-pressure face fritter that is configured on the travelling carriage, and these travelling carriages can be guided and move radially with respect to the center roll, and preferably can move independently of each other by a control driver.Like this, just can take the wearing and tearing of rib into account, and can take the difference of blank dimension and blank material performance two aspects into account.
The present invention also provides such structure, that is, when being in last deformation state, the control driver of travelling carriage is connected on the measuring appliance of measuring finished product, and moves travelling carriage according to the data that record, and thus, just can adjust automatically the back-pressure face.Thereby this spline structure can be provided, that is, the chance sample of the finished product of making is taken out from streamline, separating device, measure with measuring appliance, and and the predetermined margin of tolerance compare, and then the travelling carriage that has the back-pressure face is adjusted to the finished product of manufacturing is within the margin of tolerance.
One in the rib that crosses mutually, it is fully passable disposing like that perpendicular to the center roll mandrel, but in this case, center roll and back-pressure face except relative rotatablely moving, also must finish one along roll mandrel to relative componental movement.
In this case, for fear of the additional movement that can be controlled with the mode of any requirement, and for the structure that makes device more simple, another feature of the present invention provides such structure, that is, each rib that crosses mutually of center roll and co-operating back-pressure face is all extended with an angle that becomes with respect to the center roll mandrel.This structural configuration guarantees in the roll rotation process of center, and rib intersects to each other unchangeably, if our the sending import and the discharging zone of unloading usefulness with finished product to for blank and take into account of handle assembly not, this zone does not still have rib.
For guarantee blank between center roll and back-pressure face, carry carry under one's arms and guided procedure in can accurately carry and guide, another feature of the present invention provides such structure, promptly, by speed changer the center roll being connected to conveying that blank uses drivingly carries under one's arms on the device, this conveying device of carrying under one's arms has one at least, two revolving parts are preferably arranged, these revolving parts the center roll axially on separate each other, and push rod or projectile are to dispose movably along their y direction, be embedded in the circumference control flume by a sliding part or similar member again, this control flume is on the static part of device.Wherein, two projectiles by two different rotary part guidings are aligned axially to each other.These features make blank clamped, and then carry between projectile and cam and carry under one's arms, but mutually carry between axially aligned a pair of independent projectile carry under one's arms more better.Adopt this structural configuration, a kind of like this structure can further be provided, promptly, except sending to and unload the zone of usefulness for blank and rotary body finished product respectively, when the center roll rotated, the control circumferential groove was that the intersection point track that is parallel to center roll and back-pressure face rib extends basically.Wherein, the control flume that is connected with the projectile of two revolving part guidings extends parallel to each other in that zone.Thus, guarantee that blank is subjected to accurate guide function, and also can easily send blank to and unload the rotary body finished product.
When manufacturing has the rotary body of circumferential groove, in some cases, need in the cell wall zone of groove, add compacting or reinforcement.In this case, control flume can tilt with respect to the hypothesis line, and this hypothesis line is formed by the intersection point track of the rib of center roll and back-pressure face.Adopt this structural configuration, rib is not only radially pressurizeing to blank, but also pressurizes in the groove walls of moulding in axial alignment.
The most preferred embodiment of apparatus of the present invention further provides this structure, promptly, at least projectile mutually facing to end segments be arranged to and can wherein, preferably make the end segments of a projectile be subjected to the elastic force effect around the longitudinal axis rotation of projectile with respect to coaxillay aligned projectile.This has just been avoided the friction between blank end face and the projectile.The end segments of a projectile of wearing or featuring stage armour is carried out this structural configuration of resiliency supported, has eliminated the pressurization that overloads of the blank in handling, and owing to groove at that time is carved in the blank by pressure, blank is axially being grown up.In addition, this layout also can compensate the variation of blank dimension.The end segments of projectile can be made with axle.
Another feature according to the present invention provides such structure, promptly, the conveying device of carrying under one's arms is a gear ring or spur gear, it is non-rotatably connected on the roll of center, can be connected to drivingly on the back shaft that is parallel to the projectile setting with its meshed gears speed changer, wherein, back shaft is configured on the pressing means or revolving part of guiding projectile, and revolving part is non-rotatably connected on the back shaft.
These features cause when blank is carried out process operation, and blank is driven, and lean on the suitable coupling of gear-shift mechanism, and the peripheral speed of center roll and blank can match each other.
Now,, explain the present invention with reference to accompanying drawing, wherein:
Figure 1A and 1B roughly represent to implement the used equipment of the inventive method and use the machining deformation that this equipment carries out a blank.
Fig. 1 C-Fig. 1 H is a view of representing the shape of blank, several intermediate products and finished product respectively.
Fig. 2 is the expanded view of moulding rib on the equipment shown in Figure 1A and the 1B.
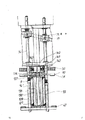
Fig. 3 is the vertical cross section figure that implements an embodiment of the inventive method equipment therefor.
Fig. 4 is the plane that installs shown in Fig. 3.
Fig. 5 is with the bigger schedule of proportion diagrammatic sketch 3 and the details of device shown in Figure 4.
Fig. 6 is with the projectile guide mechanism on magnification ratio presentation graphs 3 and the device shown in Figure 4.
Fig. 7 represents the more detailed details of projectile.
Fig. 8 is the carry under one's arms exploded view of device of the conveying on the represented device of Fig. 3 and Fig. 4.
Fig. 9 is a front view of carrying the device of carrying under one's arms.
Figure 10 is a plane of carrying the device of carrying under one's arms.
Figure 1A is the sketch of moulding rib 7 and 8, and they are installed in and are subdivided into 2,3, on the back-pressure face 1 of 4,5 and 6 five fritters.Rib 7 is used for processing step or the shoulder 10 on the finished product 9V that is made by blank 9.On the other hand, rib 8 is used for processing the groove 11 of finished product, and on the The initial segment of back-pressure face, and perhaps its width is maximum and highly minimum on the border of the entry zone of the blank 9 that is handled upside down.Along the track of 6 edge's ribs, 8 ends from its The initial segment to fritter of rib 8, to say as following it be the trailing edge that above-mentioned center roll dragged on direction of rotation, the width of rib 8 reduces gradually, and its terminal end shape and groove 11 opposite sign but equal magnitude.
The center roll 12 that Figure 1B represents rotates in fritter 2 to 6 scopes of being sealed by the back-pressure face, in order to increase the definition of accompanying drawing, other relevant therewith component representations is not come out.Center roll 12 is installed by this way, promptly, the fritter 2 to 6 of roll 12 and back-pressure face 1 is on the position that is associated, rib 7 on this position ' and 8 ' The initial segment and the The initial segment of rib 7 and 8 radially aim at, they also all are to be in identical height.
From middle product 9
I, 9
II, 9
III, 9
IVWith finished product 9
VShape in can be clear that to their maximum height position, the width on their each cross sections is reducing rib 8 and 8 ' (Figure 1B) gradually from their The initial segment, and rib 7 and 7 ' width increasing.
Also can see from Figure 1A, in process, blank 9 remain on two projectile push rods 14 and 14 ' between, the discharging location of two push rods between import department and interface X5 and X is separated from each other, therefore, such operating in the different devices can both be guided blank, and can unload finished product again.
Figure 1B has roughly represented center roll 12, it and 1 co-operating of back-pressure face.On roll 12, have two moulding ribs 7 ' and 8 ', they are corresponding with 8 with rib 7, but they tilt in the direction opposite with rib 7 and 8, so when center roll 12 is installed in fritter 2 between 6 the time, and direction when rotation of pressing arrow 13 indications, rib 7,7 ' and 8,8 ' intersect each other respectively.
From show rib 7,8 and 7 ', 8 ' expanded view 2 as seen, the motion of rib 7 ' and 8 ' on the direction of pressing arrow 13 indications and through rib 7 and 8, so the intersection point of rib is tilted to down towards right motion.According to such structural configuration, when rib 7 and 8 with respect to rib 7 ' and 8 ' when doing relative motion, blank 9 is by two projectiles 14 and 14 ' guiding, basically along be equivalent to rib 8 and 8 ' the locus line of intersection point move.
Obviously, blank 9 is not to be guided along two different tracks, chain-dotted line 15 only point out blank respectively with rib 7,8 and 7 ', 8 ' relevant track.In fact, as following will illustrating in greater detail, blank is controlled by the groove that is installed on the machine standing part basically, the configuration of this groove basically with rib 8 quite.
According to above-mentioned structural configuration, as from center roll 12, the movement locus of blank be parallel to rib 8 '.
From Figure 1B and 2 as can be seen, rib 7 ' and 8 ' cross sectional shape also change with rib 7 and 8 such modes, that is to say that rib 8 ' from its The initial segment is to its terminal, highly increase, and in its maximum height scope, width reduces.
Fig. 3 is a vertical cross section sketch of implementing a device of the inventive method.Wherein, especially mounting, bearing device and its assembling all are to represent with the form of simplifying.In addition, owing to,, all be used as the part that constitutes by single-piece and represented construction package that constitutes by some parts and parts in order to make and to be convenient to assembling.
CD-ROM drive motor 20 is by shaft coupling 21 driving shafts 23, and half of shaft coupling is connected on the flywheel 22.The common mode of axle 23 usefulness is bearing on the frame 26 by rolling bearing 24 and 25, and is connected with sprocket wheel 29 with bevel gear 27 un-rotatably.
First guide member 34 is contained on the cylinder 33, and is rigidly connected on the cylinder.In addition, a needle bearing 35 is contained on the cylinder 33, needle bearing 35 is axially located by first guide member 34 and pivot flange 36, and adorning a revolving part 37 that has chain link 38 on it rotationally, revolving part 37 or its chain link 38 are connected with sprocket wheel 40 by two chains 39, and sprocket wheel 40 is to be connected with the output shaft 41 of speed changer 42 un-rotatably.Speed changer 42 is by driving with axle 23 or two chains 44 that are connected with sprocket wheel 29 and sprocket wheel 43, and by a bracket 46 be contained in frame 26 ' on.
Revolving part 37 is connected with another revolving part 47 by several bearing pins 45, and revolving part 47 is installed on the main shaft 30 by rolling bearing 48.Two revolving parts 37 and 47 also link together by fluted guiding sleeve 49, in guiding sleeve 49, projectile 14 ' or its target seeker 50 can be guided axially slidably.The roller of rotatably installing 51 of target seeker 50 and they is connected, and extend in the control flume on the guide member 34.
Projectile 14 ' by revolving part 47, and in axle bush 53, be guided.In addition, the ring 54 that splashes is fixed on the revolving part 47, and it is to be used for lubricating oil is delivered in the oil groove of a ring-type.(not shown).
Revolving part 47 is connected on another revolving part 56 by pole 55.As revolving part 47, revolving part 56 has the wedge shape leader of tangential extension, and it is used for holding sliding part, sliding part be represented among Fig. 8 to 10, following will be with reference to the carry under one's arms part of device of the conveying that these accompanying drawings are illustrated.In order to increase the definition of accompanying drawing, corresponding reference number does not add expression in Fig. 3.
A chuck body 57 is nonrotatably mounted tO on the main shaft 30, on this chuck body 57, be installed with have rib 7 ' and 8 ' center roll 12, and be connected with groove by key, it is remained on the fixing position un-rotatably.Gear ring or spur gear 58 are screwed on the roll 12, will explain below with reference to Fig. 8 and 10, are to be driven for the driver of carrying the device of carrying under one's arms to use by it.
Sleeve 59 is contained on the step part of main shaft 30, and connects by key and groove, connects un-rotatably.A revolving part 62 that is screwed on the inside engaged gear 61 is installed on the sleeve 59 by rolling bearing 60.As seen from Figure 5, inside engaged gear 61 and idler gear 63 engagements, idler gear 63 and then be used for changing gear 64 engagements of direction of rotation again with another, the same with idler gear 63, gear 64 is to be installed in rotation in the annulus 66, and annulus 66 is configured in the inside of the fixing guide member 65 of another and frame.Gear 64 and then and an inside engaged gear that is installed on the sleeve 59 be meshed, inside engaged gear becomes the driver of revolving part 62 by gear 63,64 and inside engaged gear 61, wherein inside engaged gear 61 is by rolling bearing 60 ' supporting guide member 65.
Revolving part 62 is connected on the annulus 69 by several bearing pins 67 and sleeve 68, and axle bush 53 is installed on annulus 69, and projectile 14 can be rotated the earth's axis to guiding movably just as revolving part 62 in axle bush 53.
In the whole major part scope of guide member 65 circumference, control flume 70 is parallel to the control flume 52 of guide member 34 and extends.Above-mentioned parallel situation does not just just take place in import department and the discharging zone that illustrated with reference to accompanying drawing 1A, and in that zone, two control flumes oppositely leave each other.
Unscrewing and unloading lower nut 80 and unclamp flange component 74 and after being connected of 75 of support arms, the latter can be picked up and rotate, just detachable thus this device for example in order to produce different rotary bodies, is replaced roll 12 with another roll that has difform rib.
Five travelling carriages 81 be installed in frame 26 ' on, these travelling carriages 81 are to be used for five fritters 2 to 6 of the co-operating face of carrying 1.These travelling carriages 81 are guided in shell 82, set a threaded axle 84 in each shell, and it is to be supported by the Bearning mechanism 83 that radial thrust bearing constitutes.Threaded axle 84 is driven by speed changer 85 by a stepper motor 86, and it is through two also tight each other nuts 87, compensated moving about on the axle, itself be connected to travelling carriage again or in shell 82 guiding slide mass 88 on, and the thin zone 89 of a wall thickness is arranged on slide mass, be used for depositing the foil gauge of wire deformeter.
Energy adjustment height, label are 90 support and regulate the axle gang and be contained on the termination of slide mass 88.The fritter that has the co-operating face 1 of rib 7 and 8 is fixed tightly in and supports on 90.
A peripheral cam 92 is installed on travelling carriage 81 and the pillar 76 by installation bracket 91, as following to be described in more detail with reference to Fig. 8 and 9, peripheral cam 92 is used for controlling carries the device of carrying under one's arms.
Can be clear that from Fig. 4 label is that 93 the feeder of wanting processed blank is driven by a sprocket wheel 94 and chain 95 by a speed changer 42.
The raising speed ratio of speed changer 42 and sprocket wheel 40 and 38, and the raising speed of the speed changer that is made of the inside engaged gear and the gear 63,64 of inside engaged gear 61 and sleeve 59 is than being such, make the revolving part that drives by these speed changers, on by the movement locus that is contained in projectile 14 and 14 on the revolving part ' drawn, move with the speed of half magnitude numerical value of peripheral speed of the roll that has rib.
In the travelling carriage of on Fig. 4, representing 81 with section, a vibration machine 96 is screwed in the fritter of back-pressure face 1, make the displacement of back-pressure face with dither or swing, promote thus to carry under one's arms device the distortion of the blank 9 of guiding between the fritter of back-pressure face 1 and roll 12 by a conveying.For increasing the definition of accompanying drawing, conveyer is not shown in Figure 4.
As seen from Figure 4, feeder 93 has a passage 97 that tilts to extend, and it directs into pocket-wheel 98 to blank 9, and star-wheel 98 sends blank to another one star-wheel 99, for reach the transhipment blank purpose, this structure comprise one by retainer be contained in frame 26 ' on guide plate 100.In order to increase the definition of accompanying drawing, do not represent retainer among the figure.
Two the punching machine 101 that only draws is wherein guided in pocket-wheel 99, and pocket-wheel 99 rotates in a plane, and this plane is with respect to pocket-wheel 98 and by displacement.Punching machine 101 is outstanding and surpass the end face of pocket-wheel 99, and slides against cam 102.Fixing cam 102 make blank be stamped device release and enter projectile 14 and 14 ' movement locus, thus their engagements or clamp.
A magnet 103 is provided on the horizontal plane different with feeder, and part 14 and 14 ' after unclamping, magnet 103 directs into them in another path 10 4 when the rotary body 9V that processes is pushed into.
A track switch device 105 is installed in the path 10 4, and track switch device 105 allows rotary body to be shifted out from path 10 4 selectively by a deflecting plates 106 effects.Deflecting plates 106 usefulness piston cylinder structures 107 insert.From passage, shift out rotary body by this way, arrive measurement mechanism 109 through path 10 8 then, in measurement mechanism 109, rotary body is advanced on the measuring position with piston 110, on this position, rotary body leans against on the platform pier 111 that can make its rotation with piston cylinder structure 112.Surveying work itself is finished by optical measuring head 113, and it produces the measurement result of electrical signal form, and these signals of telecommunication lead to the controller (not shown) as process computer.In this case, resulting measured value all is tending towards the dimension limit of the predetermined margin of tolerance.Controller leads to suitable control program on the stepper motor 86 of travelling carriage 81, for it provides more suitable adjustment, so just can observe very fine tolerance.
After rotary body having been carried out measurement, platform pier 111 is acted on and is rotated by piston cylinder structure 112, and piston cylinder structure 110 by opening 114, is slided into the outside shifting opening 114 onto through the rotary body of measuring by passage 115.
Fig. 7 with the ratio of amplifying represent projectile 14 and 14 ' end regions, said end regions can around projectile 14 and 14 ' longitudinal axis rotation.In this structure, a mandrel 116 is screwed on the end of projectile 14, is adorning a tip tip 117 by a pin 119 in mandrel, and this pin passes through the lateral bore 118 of tip tip, and passes through the wall of mandrel 116.Tip tip 117 can be contained in the mandrel 116 with moving axially, and bears the elastic force of spring 146.When the diameter of lateral bore 118 is bigger than tip tip, this structure provides with respect to axle or with respect to its axial displacement of a small amount of of sleeve pipe for tip tip 117, so just can compensate the trickle change of blank 9 sizes, and also can compensate when blank respectively by the rib 7 of back-pressure face 1 and roll 12,8 and 7 ', 8 ' effect and when distortion blank length growth.
Sleeve 121 be screwed in projectile 14 ' threaded plug 120 on, a slide bushing 122 is contained in the sleeve 121, and by an insert 123 be fastened on the there.Tip tip 124 is erected at 122 li of linings rotationally, and the flange on the tip tip rests on the slip annulus 125, and slip annulus 125 rests on again on the shoulder of sleeve 121 itself.
Projectile 14 ' rotating tip tip 124 and the rotatable accessory of projectile 14 all their this structural configuration of 71 li of target seekers can guarantee projectile 14,14 ' and the friction that is clipped between blank in the middle of their be eliminated.
In more detail the conveying device of carrying under one's arms is illustrated below with reference to Fig. 8,9 and 10.
Installing the tangential wedge shape guide member 126 that extends, radially gives prominence to segmented mode on the revolving part 47 and 56.Two sliding parts 127 are contained on separately the wedge shape guide member movably.Projectile 14 and 14 ' between the projection of above-mentioned two revolving parts, pass through, and supporting roller 128 rotatably is contained in the hole 129 of sliding part 127.Be contained in the sliding part 127 in different revolving part 47 and 56, link together respectively by the pressing means 130 that is screwed on the sliding part 127.
Pressing means 130 is by each independently camshaft 131 controls, and the cylindrical protrusions 132 of camshaft extends through and is contained in rotationally in the hole of offering on the radially projection of revolving part 47 and 56 133.When the cylindrical protrusions 132 on the top is engaged in the hole 135 of reserving one slit 136, be clamped at un-rotatably separately in each control lever 134.Control lever 134 slides according to rotatablely moving of two revolving parts 47 and 56 along motionless cam 92.
On the whole arc area of back-pressure face 1 extend through, cam 92 draws a circular arc basically in blank 9 and the rotary body charging and discharging zone that process, and cam 92 has a depressed area 137, and this depressed area allows control lever to rotate.
Supporting roller 128 has a knurled region, and this zone and blank 9 contact and drive blank 9.Supporting roller is driven by the gear 138 that is connected un-rotatably on the support roller.139 engagements of gear 138 and idler gear, idler gear 139 is being with a corresponding gear 138 to be contained in rotationally in the retainer 140, idler gear 139 be connected to gear 58 engagements have rib 7 ' and 8 ' roll 12 on.In this structural configuration, because gear 58 and by drive connecting revolving part 47 and 56 and speed difference between the retainer 140 of servo-actuated, thereby the rotation that just produces idler gear 139, and drive back shaft.Revolving part 47 and 56 is equipped with back shaft 128.
By Fig. 9 and 10 as seen, the retainer 140 of corresponding associating links together by bearing pin 141, by the effect of two springs 142, two retainers 140 is close to each other.
As long as control lever 134 slides along the circular arc zone of cam 94, they just are deflected, and connect superincumbent camshaft 131 un-rotatably, just promote pressing means 130 and are contained in back shaft 128 in the sliding part 127, therefore facing to projectile 14 and 14 ', and then advance facing to the blank 9 that will be out of shape.When above-mentioned action took place, retainer 140 overcame the elastic force of spring 142 and is driven out.When a control lever 134 slides in the depression of cam, that control lever just can be deflected, and spring 142 just can impel back shaft 128 and projectile separately thus, by rotatablely moving of camshaft 131, control lever 134 is rotated, lean on the effect of spring 142 that itself and cam 92 are kept in touch.
As seen from Figure 10, idler gear 139 turn in two different levels, and be to be contained in rotationally on the pivot that is arranged on corresponding retainer 140 1 ends.The raising speed ratio of speed changer 58,139,138 and the diameter of back shaft 128 or its knurled region all match each other by this way, promptly, the peripheral speed of back shaft 128 knurled region promptly equals to have the peripheral speed of rib roll 12 by the peripheral speed of thereon blank 9.Though make the periphery of 9 pairs of motionless co-operating faces 1 of blank and roll 12 carry out the rotation that is caused by rolling fully, in the blank process, shown in Figure 10 upward arrow, blank still can produce certain slip to these surfaces.This phenomenon can overcome by near the blank the back shaft being added an additional driving, as shown in Figure 10, and blank 9 supported and driving between the back shaft 128 that is contained on the adjacent pair of holders 140 always.
As seen from Figure 8, pressing means 130 has a groove that points to back shaft 128 and extend vertically, and rolling member 144 is configured in the groove, and the outstanding outer ledge that surpasses groove 145, has so just eliminated the friction between back shaft and the pressing means 130 basically.
When control lever 134 when the depressed area 137 that enters cam is left in the circular arc zone 143 of cam 92, by the effect of two retainers 140 owing to spring 142, move towards one another by bearing pin 141 and to join, idler gear 139 has also been finished an additional movement with respect to gear 58.Though this additional movement causes the back shaft rotary speed to change, yet it is unessential, because in this case, back shaft 128 and blank 9 have separated.
Determine the control groove 52 and 70 of the track of blank 9, in the topped zone of co-operating face 1, as 15 lines among Figure 1A are represented or be parallel to 15 lines and extend like that, and outside this zone, the route of control groove has in the opposite direction and departs from, because control groove 52 and 70 further is moved away from each other and shifts near, thereby in that zone blank 9 or rotary body 9V is not clamped, blank just can be transferred introduction, and the rotation physical efficiency that processes is removed.
In the illustrated embodiment, co-operating back-pressure face 1 has and roll 12 corresponding arcuate structures, but this is indispensable anything but.Therefore, also can use the flat back-pressure face that roll moves thereon, whether the back-pressure face is parallel relation motion with the back-pressure face with respect to roll mandrel motion or roll and all has no relations.
Claims (17)
1, a kind of method of making rotary body, this rotary body has a groove that extends along its circumferencial direction basically at least, and width along the axially extended groove of rotary body, reduce gradually towards groove floor, wherein, along with blank rotates around its longitudinal axis, a pressure that surpasses the yield point of this blank material is added partly, the width that it is characterized in that the pressure effect, according to the progress degree of depth of press carving, from the circumferential surface of blank on the suitable width of groove groove width that will make, be reduced to the width at the bottom of the groove that will make, along with press to carve deepen, wherein press to carve width reduce realize by the inclination of groove walls.
2, the method for manufacturing rotary body according to claim 1, it is characterized in that, when it is used to make the screw thread rotation body, be added to the pressure span on the blank, in above-mentioned blank rotary course, along above-mentioned blank axially, move corresponding to the helical pitch that requires of the screw thread that will make, thereby the thread groove pressure is carved on the blank, and this blank has the external diameter of desired screw thread.
3, implement the device of claim 1 or 2 described methods, it has a roll at least, this roll and the co-operating of co-operating back-pressure face, and can be with respect to this co-operating back-pressure face motion, wherein, the moulding rib that exceeds is configured on the roll and/or is configured on the co-operating back-pressure face, it is characterized in that this moulding rib or several moulding rib (7,8,7 ', 8 ') width reduce along the direction of relative motion between roll (12) and the co-operating back-pressure face (1), it highly then increases.
4, device according to claim 3 is characterized in that moulding rib (7,8; 7 ', 8 ') be configured on drivable center roll (12) and the co-operating back-pressure face (1), co-operating back-pressure face (1) is subdivided into fritter (2,3,4,5,6), in mutual relative motion process, several moulding ribs cross these fritters each other.
5, device according to claim 4, the several fritters (2,3,4,5,6) that it is characterized in that co-operating back-pressure face (1) are configured on the travelling carriage (81), these travelling carriages (81) can be guided with respect to center roll (12) and radially move, and preferably can move independently of one another by control driver (85,86).
6,, it is characterized in that the several ribs that cross mutually (7,8 of center roll (12) and co-operating back-pressure face (1) according to each the described device in the claim 3,4 or 5; 7 ', 8 ') in each rib all extend with an angle that become to tilt with respect to center roll (12) axis.
7,, it is characterized in that center roll (12) is by speed changer (42 according to each the described device in the claim 3 to 5; 61,63,64) be connected to the conveying that is used for blank (9) device of carrying under one's arms, this conveying device of carrying under one's arms has one at least with being driven; Two revolving parts (37,47 are preferably arranged; 62,69), these revolving parts axially separate each other along center roll (12), and in these revolving parts, projectile (14,14 ') setting movably along their longitudinal axis, center roll (12) embeds in the circumference control flume (52,70) on the static part that is configured in said apparatus, wherein by sliding part again, by two groups of different revolving parts (37,47; 62,69) Dao Yin projectile (14,14 ') is axially aimed at each other.
8, device according to claim 6 is characterized in that center roll (12) is by speed changer (42; 61,63,64) be connected to the conveying that is used for blank (9) device of carrying under one's arms, this conveying device of carrying under one's arms has one at least with being driven; Two revolving parts (37,47 are preferably arranged; 62,69), these revolving parts axially separate each other along center roll (12), and in these revolving parts, projectile (14,14 ') setting movably along their longitudinal axis, center roll (12) embeds in the circumference control flume (52,70) on the static part that is configured in said apparatus, wherein by sliding part again, by two groups of different revolving parts (37,47; 62,69) Dao Yin projectile (14,14 ') is axially aimed at each other.
9, device according to claim 7 is characterized in that the opposed facing end regions of projectile (14,14 ') is to install rotationally around the longitudinal axis of projectile (14,14 ') at least.
10, device according to claim 8 is characterized in that the opposed facing end regions of projectile (14,14 ') is to install rotationally around the longitudinal axis of projectile (14,14 ') at least.
11, device according to claim 9 is characterized in that the end regions of single projectile (14) bears elastic load with respect to coaxillay aligned projectile (14 ').
12, device according to claim 10 is characterized in that the end regions of single projectile (14) bears elastic load with respect to coaxillay aligned projectile (14 ').
13, device according to claim 7, it is characterized in that carrying the device of carrying under one's arms to be equipped with a gear ring (58), it is non-rotatably connected on the center roll (12), can be connected to drivingly with its meshed gears speed changer (139,138) and to be parallel on the back shaft (128) that projectile (14,14 ') sets, wherein, back shaft (128) is installed on the revolving part of guiding projectile (14,14 '), perhaps is non-rotatably connected on the revolving part (47,56).
14, device according to claim 8, it is characterized in that carrying the device of carrying under one's arms to be equipped with a gear ring (58), it is non-rotatably connected on the center roll (12), can be connected to drivingly with its meshed gears speed changer (139,138) and to be parallel on the back shaft (128) that projectile (14,14 ') sets, wherein, back shaft (128) is installed on the revolving part of guiding projectile (14,14 '), perhaps is non-rotatably connected on the revolving part (47,56).
15, the described device of claim 9, it is characterized in that in center roll (12) rotation process, sending to and unloading the lower area except the rotary body (9v) that supplies blank (9) respectively and process, control flume (52,70) the intersection point track that is arranged essentially parallel to the rib (8,8 ') of center roll (12) and co-operating back-pressure face (1) extends, wherein, by two groups of revolving parts (37,47; 62,69) control flume (52,70) that is associated with projectile (14,14 ') of guiding extends parallel to each other sending to and unload the lower area except the rotary body (9V) that supplies blank (9) respectively and process.
16, the described device of claim 10, it is characterized in that in center roll (12) rotation process, sending to and unloading the lower area except the rotary body (9v) that supplies blank (9) respectively and process, control flume (52,70) the intersection point track that is arranged essentially parallel to the rib (8,8 ') of center roll (12) and co-operating back-pressure face (1) extends, wherein, by two groups of revolving parts (37,47; 62,69) control flume (52,70) that is associated with projectile (14,14 ') of guiding extends parallel to each other sending to and unload the lower area except the rotary body (9V) that supplies blank (9) respectively and process.
17, the described device of claim 5, the control driver that it is characterized in that travelling carriage (81) are that the measuring appliance (109) of the rotary body that processes with measurement is connected, and adjust travelling carriage (81) according to the data that record.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0334484A AT382093B (en) | 1984-10-19 | 1984-10-19 | METHOD AND DEVICE FOR PRODUCING ROTATIONAL BODIES BY FLOW FORMING |
| ATA3344/84 | 1984-10-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN85107691A CN85107691A (en) | 1986-06-10 |
| CN1014210B true CN1014210B (en) | 1991-10-09 |
Family
ID=3549128
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN85107691A Expired CN1014210B (en) | 1984-10-19 | 1985-10-19 | Method and apparatus for producing bodies of revolution by plastic deformation |
Country Status (10)
| Country | Link |
|---|---|
| JP (1) | JPH0698424B2 (en) |
| KR (1) | KR920007454B1 (en) |
| CN (1) | CN1014210B (en) |
| AT (1) | AT382093B (en) |
| CH (1) | CH668011A5 (en) |
| DE (1) | DE3533654A1 (en) |
| FR (1) | FR2571990B1 (en) |
| GB (1) | GB2165785B (en) |
| IT (2) | IT8553951V0 (en) |
| SE (1) | SE454145B (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102039360B (en) * | 2010-11-11 | 2012-12-05 | 北京科技大学 | Safe, airtight and low-noise feeding equipment of copper balls during skew rolling |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE78382C (en) * | G. ERKENZWEIG, Hagen i. W., Hochstr. 109 | Rolling dies for rolling bodies of revolution | ||
| FR1367887A (en) * | 1963-08-21 | 1964-07-24 | Smeralovy Zd Y Narodni Podnik | Device for shaping parts of revolution by rolling between transverse rolls at wedge intervals |
| FR1534338A (en) * | 1967-08-16 | 1968-07-26 | Rotary Profile Anstalt | Profiling process for solid cylindrical blanks |
| GB1211286A (en) * | 1967-12-02 | 1970-11-04 | Vyzk Ustav Tvarecich Stroju | Improvements in and relating to method and equipment for cross wedge rolling |
| FR1583643A (en) * | 1968-01-09 | 1969-11-21 | ||
| US3602025A (en) * | 1968-03-01 | 1971-08-31 | Toyoda Chuo Kenkyusho Kk | Continuous transverse rolling process and apparatus |
| CS154895B1 (en) * | 1970-01-16 | 1974-04-30 | ||
| US3827269A (en) * | 1972-11-06 | 1974-08-06 | Gen Motors Corp | Roll forming apparatus |
| GB1469774A (en) * | 1975-03-19 | 1977-04-06 | Mitsubishi Heavy Ind Ltd | Roll-forming |
| US4181001A (en) * | 1978-03-30 | 1980-01-01 | Vyzkumny Ustav Tvarecich Stroju A Technologie Tvareni | Cross wedge rolling apparatus |
-
1984
- 1984-10-19 AT AT0334484A patent/AT382093B/en not_active IP Right Cessation
-
1985
- 1985-09-20 CH CH4087/85A patent/CH668011A5/en not_active IP Right Cessation
- 1985-09-20 DE DE19853533654 patent/DE3533654A1/en not_active Ceased
- 1985-09-23 SE SE8504383A patent/SE454145B/en not_active IP Right Cessation
- 1985-10-17 KR KR1019850007667A patent/KR920007454B1/en not_active IP Right Cessation
- 1985-10-17 FR FR858515408A patent/FR2571990B1/en not_active Expired - Lifetime
- 1985-10-18 GB GB08525696A patent/GB2165785B/en not_active Expired
- 1985-10-18 JP JP60233157A patent/JPH0698424B2/en not_active Expired - Lifetime
- 1985-10-18 IT IT8553951U patent/IT8553951V0/en unknown
- 1985-10-18 IT IT67887/85A patent/IT1182624B/en active
- 1985-10-19 CN CN85107691A patent/CN1014210B/en not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| IT1182624B (en) | 1987-10-05 |
| SE454145B (en) | 1988-04-11 |
| SE8504383L (en) | 1986-04-20 |
| KR860003067A (en) | 1986-05-19 |
| FR2571990B1 (en) | 1992-02-14 |
| KR920007454B1 (en) | 1992-09-03 |
| CH668011A5 (en) | 1988-11-30 |
| AT382093B (en) | 1987-01-12 |
| SE8504383D0 (en) | 1985-09-23 |
| GB2165785B (en) | 1988-01-06 |
| ATA334484A (en) | 1986-06-15 |
| JPH0698424B2 (en) | 1994-12-07 |
| IT8567887A0 (en) | 1985-10-18 |
| IT8553951V0 (en) | 1985-10-18 |
| GB8525696D0 (en) | 1985-11-20 |
| CN85107691A (en) | 1986-06-10 |
| FR2571990A1 (en) | 1986-04-25 |
| DE3533654A1 (en) | 1986-04-24 |
| JPS6199533A (en) | 1986-05-17 |
| GB2165785A (en) | 1986-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1064868C (en) | Punching machine and punching method | |
| CN1165696C (en) | Rotation stop device and electric actuator having rotation stopping function | |
| CN1241729C (en) | Press | |
| CN1322944C (en) | Machining method of belt rim | |
| CN1876266A (en) | Method and apparatus for forming sheet metal | |
| CN1910009A (en) | Tool holder | |
| CN1239832C (en) | Positioning device for solid cylindrical pin | |
| CN1729070A (en) | Tool head, adjuster ring and cutting machine in particular a scalping machine | |
| CN1325772A (en) | Device for bending cutting knife | |
| CN1575896A (en) | Machining apparatus for forming cracking slot for connecting rod | |
| CN1014210B (en) | Method and apparatus for producing bodies of revolution by plastic deformation | |
| CN1032913A (en) | Length direction becomes the manufacture method and the equipment of section goods blank | |
| CN100346900C (en) | Method for forming a transverse element for a push belt for a continously variable transmission | |
| CN1810403A (en) | Flexible 3D curved plate bending mechanism with independently driven son roller | |
| KR100688821B1 (en) | Method of manufacturing part with internal gear and rolling machine | |
| EP2087950B1 (en) | Drawing method of work piece in non-circular cylindrical shape and apparatus for it | |
| CN1089282C (en) | Sheet metal bonding machine with offset press rollers | |
| CN105436977A (en) | Flexible material disc for feed and discharge mechanical arm of numerical control machine tool | |
| CN1189115A (en) | Working machine quipped with mechanism for inclining machining means | |
| CN2629881Y (en) | Chuck head | |
| EP0198860B1 (en) | Method and machine for fabricating rotation bodies by plastic deformation | |
| GB2032306A (en) | Device for positioning non-circular workpieces | |
| CN111251030B (en) | Universal horizontal clamping fixture for oil injection pump body | |
| CN211590212U (en) | Hydraulic blanking machine | |
| CN2153423Y (en) | Oil pressure transmiting big size wheel pipe bender |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C13 | Decision | ||
| GR02 | Examined patent application | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |