CN100401043C - 一种检验含缺陷织物的方法 - Google Patents
一种检验含缺陷织物的方法 Download PDFInfo
- Publication number
- CN100401043C CN100401043C CNB011196580A CN01119658A CN100401043C CN 100401043 C CN100401043 C CN 100401043C CN B011196580 A CNB011196580 A CN B011196580A CN 01119658 A CN01119658 A CN 01119658A CN 100401043 C CN100401043 C CN 100401043C
- Authority
- CN
- China
- Prior art keywords
- image
- defective
- filter
- fabric
- optimum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/89—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles
- G01N21/892—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles characterised by the flaw, defect or object feature examined
- G01N21/898—Irregularities in textured or patterned surfaces, e.g. textiles, wood
Abstract
本发明涉及织构化材料中自动缺陷检测的方法。本发明利用线性有限脉冲响应(FIR)滤波器,该滤波器具有最佳能量值分离能力。特别是,本发明提供了检验工业产品缺陷的方法。该方法具有以下步骤:从产品样本自动设计最佳滤波器,利用这些最佳滤波器对检验中所采集的产品图象进行滤波,计算局部区域中每个象素的能量值,最后通过对每个象素进行阈值处理划分缺陷。本发明还涉及检验织物中未知(无人监督的)缺陷的方法。在无人监督的检验中,利用数据合成模式将来自有限数量最佳滤波器的信息结合。该模式试图取消相关于从不同波道到达的信息的误报警。
Description
技术领域
本发明涉及一种检验图象以便检测缺陷的方法和装置。具体地说,本发明涉及检验织构化材料以便检测其中缺陷的方法和装置。
背景技术
自动化生产需要工业材料的自动检验,这些工业材料例如为纺织品、纸张和塑料。工业材料的自动化检验需要能实时实施的相应方案。现在,生产线中质量保证的关键要素是人工检验。人工检验是是劳动密集型工作,它不能胜任在高速生产中获得质量标准的工作。例如,在纺织工业即使具有受到很好培训的检验人员也仅能通过人工检验检测到约70%的缺陷。因此,渴望使目视检验任务自动化,以便提高生产线效率并同时提高产品质量。
工业检验具有非常高的要求,且与其它检验问题相比,最具有挑战性。典型纤维网为6~10英寸宽,并以20~60m/min的速度被处理。从而100%检验的处理量非常巨大,即当使用行扫描摄影机时每分钟要处理10~15MB的图象数据。因此最可行方案需要附加硬件部件可降低运算中的复杂性。
利用多种方法的工业材料缺陷检测是值得考虑的课题。研究者通常利用织物样本示范多种织构化材料中缺陷检测的一般问题。各种利用子部件的平均和标准偏差的方法、灰度级共值(co-occurrence)矩阵和图像自相关性都可作为织物缺陷的特征。在微观水平上,各种材料检验问题的广谱性缩小到织物组织的分析问题。若干研究者已试图用各种方法来解决该问题,这些方法包括GaussMarkov Random Field(GMRF)模拟、Karhunen-loeve decomposition、Gabor滤波器、子波变换神经网络(wavelet transform to neural networks)。
纤维网中纱线的周期性导致傅氏域特征并用于探查织物缺陷,美国专利4124300 issued to Mead et al.on November 7,1978讨论了这样一种方法。以傅里叶变换为基础的技术适用于引起基本结构全部扭曲的缺陷,但对于通常发生在图像较小区域中的局部缺陷并不成功。由此,检测局部织物缺陷需要在空间域和空间频域中同时测量。因此,基于Multiscale Wavlet Representation(MSWAR)的织物组织特征可用于检测局部织物缺陷,1998年9月29日授权给Vachtsevanos等人的美国专利5815198公开了这种方法。
用于检验工业材料的超声传感器也是已知的。例如1997年9月9日授权给Sheen等人的美国专利5665907公开了一种检测织物缺陷的超声系统。2000年2月8日授权给Itagaki等人的美国专利6023334公开了用亮度信息检验例如为平面铝板或平面玻璃的均质表面的方法。
传统方法的缺点在于其对检测产生微小密度变化的缺陷不够敏感,从而不能保证100%的检测。进一步说,传统方法需要对在线检验进行统计计算(即平均和标准偏差)。这些计算比较复杂,并需要附加硬件。
因此,渴望提供一种不需要在线统计计算的检验系统。还渴望提供一种系统,该系统能检测所采集图像中产生非常微小密度变化的缺陷。
发明内容
本发明提供了一种检验系统,该系统能克服现有缺陷检测方法的缺点。
本发明涉及一种检验织物以便检测缺陷的方法。根据本发明,无缺陷区域中的象素值相对于缺陷区域中的象素值以多种方式被衰减。例如,获得无缺陷区域和缺陷区域中的象素能量值,以便划分缺陷。在一个实施例中,可将有限脉冲响应滤波器用于选择一些频率,这些频率的选择能将局部无缺陷区域的能量值从局部缺陷区域中识别出来,以便由此检测缺陷。
本发明也涉及一种检验织物以便检测缺陷的滤波器装置。可这样设计滤波器装置:首先从织物样本获得相关系数矩阵和本征矢量,然后选择产生最大目标函数的本征矢量,例如通过颠倒字典式重排序(inversing lexicograhicalrecording)方式获得最佳滤波器hop(x,y)。
通过下面的描述并结合附图将使本发明变得更加清楚。
附图说明
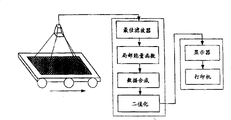
图1是具有根据本发明形成的最佳滤波器的检测系统方框图。
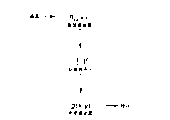
图2表示形成本发明最佳滤波器的特征提取模型。
图3(a)到3(i)表示具有错纬缺陷的织物样本的实验结果,其中图3(a)表示具有错纬的织物样本,图3(b)表示经7×7最佳滤波器滤波后的图像,图3(c)表示图3(b)中图像的局部能量估算值,图3(d)表示图3(b)图像经阈值处理后的划分后缺陷,图3(e)表示图3(b)中图像经阈值处理后的划分后缺陷,图3(f)表示局部能量估算值的二维网眼曲线,图3(g)表示图3(e)图像经阈值处理后的二维网眼曲线,图3(h)表示7×7最佳滤波器的幅度频率响应,以及图3(i)表示49个本征矢量中每个本征矢量的目标函数。
图4(a)到4(p)表示有缺陷织物样本的实验结果,该缺陷是由根据本发明设计的最佳滤波器检测出来的,其中图4(a)、4(e)、4(i)和4(m)分别表示错提(wrong-draw)、有色纱线、断头以及脏污纱线的样本,图4(b)、4(f)、4(j)和4(n)表示由设计有判别函数J1(hop)的最佳滤波器获得的相应局部能量估算值,图4(c)、4(g)、4(k)和4(o)表示由设计有判别函数J2(hop)的最佳滤波器获得的相应局部能量估算值,图4(d)、4(h)、4(i)和4(p)表示由设计有判别函数J3(hop)的最佳滤波器获得的相应局部能量估算值。
图5(a)到图5(p)表示有缺陷织物样本的检测结果,其中图5(a)、5(e)、5(i)和5(m)分别表示双纬、大结头、断掉纱线以及三重经纱(triple-wrap)样本;图5(b)、5(f)、5(j)和5(n)表示利用本发明的最佳滤波器滤波的相应滤波图像:图5(c)、5(g)、5(k)和5(o)表示相应局部能量估算值;图5(d)、5(h)、5(i)和5(p)表示经划分的缺陷。
图6(a)到6(d)表示利用3×3滤波器屏蔽(mask)检测错纬缺陷的检测结果,其中图6(a)和6(d)表示织物样本;图6(b)和6(e)表示局部能量估算值;以及图6(c)和6(d)表示经阈值处理后的缺陷。
图7是根据本发明基于最佳滤波器的纤维网检验方框图。
图8是用于根据本发明检验纤维网材料的经-纬纱模式方框图。
图9(a)到9(d)表示竖直方向上的织物缺陷检测结果,其中图9(a)表示有错纬缺陷的织物样本;图9(b)表示经最佳滤波器滤波后的图像;图9(c)表示图9(b)图像的局部能量估算值;而图9(d)表示图9(b)图像经阈值处理后的划分后缺陷。
图10(a)到10(e)表示使用经纬纱模式检测织物缺陷的检测结果,其中图10(a)表示具有缺陷的织物样本;图10(b)表示最佳滤波器h1的输出;图10(c)表示最佳滤波器h2的输出;图10(d)表示最佳滤波器h1和h2的组合输出;而图10(e)表示图10(d)图像经阈值处理的划分后缺陷。
图11(a)到11(e)表示使用经纬纱模式检测织物缺陷的检测结果,其中图11(a)表示具有缺陷的织物样本;图11(b)表示最佳滤波器h1的输出;图11(c)表示最佳滤波器h2的输出;图11(d)表示最佳滤波器h1和h2的组合输出;而图11(e)表示图11(d)图像经阈值处理的划分后缺陷。
图12(a)到12(e)表示使用经纬纱模式检测织物缺陷的检测结果,其中图12(a)表示具有缺陷的织物样本;图12(b)表示最佳滤波器h1的输出;图12(c)表示最佳滤波器h2的输出;图12(d)表示最佳滤波器h1和h2的组合输出;而图12(e)表示图12(d)图像经阈值处理的划分后缺陷。
图13(a)到13(e)表示使用经纬纱模式检测织物缺陷的检测结果,其中图13(a)表示具有缺陷的织物样本;图13(b)表示最佳滤波器h1的输出;图13(c)表示最佳滤波器h2的输出;图13(d)表示最佳滤波器h1和h2的组合输出;而图13(e)表示图13(d)图像经阈值处理的划分后缺陷。
图14(a)到14(e)表示使用经纬纱模式检测织物缺陷的检测结果,其中图14(a)表示具有缺陷的织物样本;图14(b)表示最佳滤波器h1的输出;图14(c)表示最佳滤波器h2的输出;图14(d)表示最佳滤波器h1和h2的组合输出;而图14(e)表示图14(d)图像经阈值处理的划分后缺陷。
具体实施方式
全部附图示出了体现本发明原理的典型检验方法和装置,现在将详细描述该检验方法和装置。
图1表示本发明被用于检验织物缺陷图像并由此检测其中缺陷的方框图。根据本发明,无缺陷区域中的象素值相对于缺陷区域中的象素值以多种方式大大地被衰减。例如,获得无缺陷区域中和缺陷区域中的象素能量值以便检测缺陷。在一个优选实施例中,可使用限定脉冲响应(FIR)滤波器从检验图像中提取这些频率,其能将局部无缺陷区域的能量值从局部缺陷区域的能量值中识别出来。下面将描述最佳滤波器的详细内容。
1.数学基础
图2表示用于形成本发明最佳滤波器特征提取模型的示范性实施例。在一个实施例中,例如将织物组织的自相关函数作为图像中织物组织的模型。例如通过非线性平方来提取能量值。通过建立织物组织图像的模型来获得平均特征值及其偏差的表达式。通过选择最佳化的适当代价函数,通过迭代搜索或通过产生封闭型方案设计最佳滤波器。
假定每个所采集的图像为随机过程,并且它在涉及的区域中是静止的。将x和y作为所采集图像I(x,y)的空间坐标。如图2所示,用滤波器hop(x,y)对所采集的图像I(x,y)进行滤波,产生新图像w(x,y):
其中*表示二维卷积,hop(x,y)为M×N最佳滤波器。对于w(x,y)中的每个象素,可将输出写作:
其中hop和I(x,y)为长度L=M×N的向量,分别通过例如象素(x,y)的hop(x,y)列和象素(x,y)附近I(x,y)M×N窗口的词典式排序得到。
通过对w(x,y)作非线性平方获得每个象素(x,y)处的能量值。
z(x,y)=w2(x,y) (4)
现在就参照(x,y)处象素附近的局部区域计算每个象素的能量值Z(x,y),以获得局部能量估算值。由平滑滤波器的带宽确定局部区域。在一个实施例当中,可通过滤波器g(x,y)对Z(x,y)进行滤波来获得局部能量估算值,现进一步对其作详细描述。
F(x,y)=z(x,y)*g(x,y)
=w2(x,y)*g(x,y) (5)
如图2的最后一个方框所示,图像特征F(x,y)为局部能量估算值。假设较宽的敏感平稳性,对平均特征值uf及其导数建立如下模型:
μf=E{F(x,y)}*
=E{z(x,y)*g(x,y)}=E{w2(x,y)*g(x,y)}.
假设平滑滤波器的系数为∑x,yg(x,y)=1,我们将上述等式进一步简化为:
(6)
其中Ru=E{i(x,y)iT(x,y)}为相关系数矩阵,其依据图像i(x,y)的自相关函数构造。
最佳化目标函数
设计最佳滤波器的目的在于找出所采集的图像中所包含缺陷的位置。在最佳被滤波的图像中,如果对缺陷的响应很强(即很亮),则就用线性两级判别分类器对缺陷进行划分,即典型的阈限处理。平均局部能量估算值ufd决定了F(x,y)的亮度。我们获得具有缺陷Id(x,y)的织物样本图像和作为特征提取基准的无缺陷Ir(x,y)的织物样本图像。让ufd和ufr分别表示有缺陷织物和无缺陷织物的平均局部能量估算值。目标函数J1(hop)估算滤波器输出中的平均局部能量值比。
该目标函数J1(hop)的最佳化能最大化地分离平均特征值的比。例如,将梯度设定为零可获得对应于最大目标函数J1(hop)的最佳滤波器hop的参数。
在上述等式中设定 得到:
这就是本征值方程,其中滤波器hop为本征矢量,ψ为本征值。本征值ψ的表达式由要进行最佳化的目标函数J1(hop)得出。因此最佳滤波器是产生最大目标函数J1(hop)的本征矢量hop。
也可将用于最佳织物组织转换的另一个目标函数用于缺陷检测,给出如下:
关于该目标函数j2(hop)的封闭式最佳化能使局部能量估算值平均值之间的相对差异最大化。
将等式(6)和(7)代入方程(10)得到:
其中
方程(11)为本征值方程。由产生最大目标函数J2(hop)的本征向量给出最佳滤波器hop。所有本征向量hop都满足方程(12),其中ψ为相应本征值。
根据所述实施例得到的最佳滤波器能使平均局部能量估算值ufd和ufr大量分离。另外或可以选择的是,得到最佳滤波器以便考虑到局部能量估算值F(x,y)的方差。这样得到的滤波器即使在局部能量估算值的方差σfd和σfr很大时也能至少将特征分布中的重叠最小化。在示范性实施例中,构成最佳滤波器,以便使其不仅能产生平均局部能量估算值的大量分离,并且也能产生较低方差σfd和σfr。例如,通常在模式识别文献(literature)中使用的目标函数是Fisher判别式。Fisher判别式考虑到了特征分布的方差。
根据Fisher判别式函数计算最佳滤波器的近似封闭解决方案可用于缺陷划分。将织物结构近似为第一级自回归域,可获得方差的简化表达式及其偏差。最佳化可简化成下面的本征值方程:
最佳滤波器的系数由给出目标函数J3(hop)最大值的本征向量hop计算得到。
根据本发明,可这样得到最佳滤波器:例如可通过首先从织物样本获得相关矩阵Riit、Riid和(Riit -1Riid)的本征向量,然后,选择到由本征向量产生的目标函数最大值,例如J1(hop)、J2(hop)或J3(hop)。例如通过倒置字典式再排序可从元素(element)hop可获得最佳滤波器hop(x,y)。显而易见的是,用于形成最佳滤波器的其它特征提取模式也包含在本发明的范围内。
2.被监督的缺陷检测
可在大多数工业检验系统中获得要被检测的缺陷的现有技术。这些已知缺陷的检验被认为是被监督的缺陷检测。以下实施例描述了这样一种被监督的缺陷检测,它利用了用于检测织物中已知种类缺陷的最佳滤波器。
2.1最佳滤波器的尺寸
根据多种因素确定FIR滤波器的尺寸。例如,可根据FIR滤波器的带宽确定尺寸。通常,大带宽滤波器具有比小带宽滤波器更小的尺寸。
另外或可以选择的是,最佳滤波器的尺寸可根据织物图象的光谱特性来确定,这些光谱特性例如为纱线密度和编织方式。例如,织物原料是具有较高纱线密度的平织织物,则织物的图象象素将变得迅速不相关。因此,这些织物的光谱就可能具有较高频谱,这需要大带宽或小尺寸空间滤波器。可以选择的是,大空间尺寸的滤波器也可用于具有较低纱线密度的织物。由于支持体的对称区域用于精确的边缘定位,因此下面仅描述不对称分级的滤波器屏蔽。
2.2平滑滤波器的选择
本发明的最佳滤波器包括平滑滤波器。平滑滤波器能将具有高局部带通能量值的区域转换成强灰度级分布图。在一个示范性实施例中使用了高斯(Gaussian)低通平滑滤波器。这种高斯低通平滑滤波器是可拆式的,并能提供空间频率和空间域中的最佳联合分辨率。
带宽λ的选择决定了要被算入输出局部能量估算值的频率。上面作为可拆式褶积屏蔽等式(15)的滤波器有限近似法可用作平滑滤波器。在一个实施例中,带宽λ是:
例如,可通过图象中一根纱线所占有的象素数量确定中心频率fo。例如,在该申请所描述的所有斜纹织物样本中,每根纱线占有约8个象素。因此,中心频率fo=1/8。当对图象边界附近的图象进行滤波时,我们假定图象通过其镜像(即匀致映象)延伸。
2.3实验结果
本发明可用于各种织物,例如纺织品、纸张、塑料、木村和金属。在一个实施例中,所用样本可以是从织布机收集到的斜纹或平纹织物。这种样本材料包含了最平常的织物缺陷,例如混纬、错纬、纬缩(扭结纬纱)、错读(misread)、错提、有色纱线、断头、脏头、双纬、大节点、断线、三重经线等等。
可以多种方式获得样本织物材料的图像。在一个实施例中,可在逆光条件下采集所有图像。另外或可以选择的是,图像能覆盖样本织物材料约1.28×1.28平方英寸的面积。然后使用用八位分辨率(即256灰度级)将所采集的图像以例如为256×256的象素数字化。这些所采集的图像可以是被补偿的直方图,然后用于设计下面所述的最佳滤波器。在一个示范实施例中,将具有最佳能量值分离性能的线性有限脉冲响应滤波器用于划分缺陷。在一个优选实施例中使用上面所述的高斯低通滤波器滤波。
图3(a)表示有缺陷斜纹样本织物的图像,例如缺陷为错纬。在一个实施例中,设计具有目标函数J1(hop)的最佳滤波器来划分缺陷。图3(i)表明了等式(9)的可能本征值。选定与最大本征值(4.4187)相对应的本征向量以形成最佳滤波器。图3(h)表示这种最佳滤波器的幅度频率响应。可以看到该频率响应显示出通频带,其中局部能量估算值很高(对应于缺陷),而阻带位于另一处。
图3(b)表示经最佳滤波器滤波后的图像。从该图像可以看出,对应于缺陷的单个象素标准偏差比无缺陷区域中的高出许多。由此通过任何两级线性判别函数、即通过阈值处理划分缺陷。图3(e)和3(g)分布示出了经划分处理的缺陷及其三维网格图。
该样本图像的局部能量估算值及其三维网格图表分别示于图3(c)和3(f)。由于缺陷区域的平均局部能量值比无缺陷区域的平均局部能量值高4.4187倍,所以例如通过简单的阈值处理(图3(d))能容易地划分缺陷。最佳滤波器是稳固的(将在节3.3中描述),它能良好地检测检验状态中位于图像任何部分的类似性质缺陷。显而易见的是,最佳滤波器的其它实施例也在本发明的范围之内。
图4(a)表示具有缺陷的平织织物样本图像,其缺陷例如为错提。在一个实施例中,设计具有判别函数J1(hop)、J2(hop)和J3(hop)的三个5×5最佳滤波器检测缺陷。三个最佳滤波器的检测结果分别示于图4(b)、4(c)和4(d)中,其中这三个最佳滤波器都能成功地检测样本织物上的缺陷。
图4(e)和4(m)分别表示具有例如为有色纱线和脏纱线缺陷的斜纹织物样本。在一个实施例中,可利用本发明的7×7最佳滤波器检测这些缺陷。图4(f)到4(h)分别表示由设计有J1(hop)、J2(hop)和J3(hop)的最佳滤波器检验的包含有色纱线织物样本的结果。图4(n)到4(p)分别表示由设计有J1(hop)、J2(hop)和J3(hop)的最佳滤波器检验的包含脏纱线织物样本的结果。
在图4(i)的可选择实施例中,检测了包含例如为断头缺陷的另一个斜纹织物样本。图4(j)和4(k)表示由设计有J1(hop)和J2(hop)的7×7最佳滤波器获得的检测结果。图4(1)表示具有对应于Fisher判别式的目标函数J3(hop))的最佳滤波器结果。如上面实施例所述,可使用一个或三个判别函数J1(hop)、J2(hop)和J3(hop)设计最佳滤波器,以便检测平纹和/或斜纹织物中的各种缺陷。显而易见的是,最佳滤波器的其它实施例也在本发明的范围之内。
在本发明的一个实施例中,具有目标函数J2(hop)的最佳滤波器能产生优选结果,该结果可通过简单的阈值处理而被检测。通过具有目标函数J2(hop)的最佳滤波器获得的附加实验结果示于图5(a)到5(p)中。图5(a)、5(e)、5(i)和5(m)分别表示包含双纬线、大节点、断纱线和三重经线的织物样本图像。图5(b)、5(f)、5(j)和5(n)表示利用具有目标函数J2(hop)的最佳滤波器滤波后的相应图像。图5(c)、5(g)、5(k)和5(o)表示相应的局部能量估算值。图5(d)、5(h)、5(l)和5(p)表示划分出来的缺陷。上述实施例中使用并在节2.1中讨论的每个最佳滤波器的最小屏蔽尺寸示于下面的表1中。本发明可用于检测其它织物的缺陷,例如粗节、飞花织入、油渍。
表1:实验中所用织物样本所需要的最小屏蔽尺寸
| 屏蔽尺寸 | 5×5 | 7×7 | 9×9 |
| 织物样本类型 | 平纹 | 斜纹 | 平纹 |
| 纱线密度每英寸的经线×纬线 | 高132×72 | 中等118×60 | 低110×52 |
| 附图号 | 4(a)、5(a) | 4(e)、4(i)、4(m)、5(e)、5(I) | 5(m) |
2.4.讨论
通常,精确保存边缘需要很高的空间分辨率。在另一方面,精确估算局部能量值需要很高的空间频率分辨率。由于空间分辨率与空间频率分辨率成反比关系,因此在决定平滑滤波器的尺寸时既要考虑精确的边缘定位又要考虑精确的局部能量估算值。
可对本发明中得到的检测结果进行定性分析。表1列出了上述每个检测“合格性能”的给定缺陷种类的实验中使用的最小屏蔽尺寸。定量的“合格性能”表示对缺陷象素进行错误分类的百分比低于最终经阈值处理图象的10%。在本发明的一个实施例中,当增大屏蔽尺寸时,图5检测结果中所显示的噪音可减小到零,例如对于表1所示的那些。在另一个实施例中,具有较小尺寸的最佳滤波器可用于检测具有较高纱线密度的织物样本,反之亦然。检测缺陷所需的最佳滤波器屏蔽尺寸还取决于其它因素,例如缺陷的光谱特性和检测所需的精度。
表2表示作为屏蔽尺寸函数的三个目标函数幅度值。该表的第二列表示经滤波的图象中缺陷区域的平均象素能量值相对于无缺陷区域的平均象素能量值。当屏蔽尺寸从3×3增加到5×5(7×7)时,用J2(hop)进行滤波的计算时间增加了77(340)%,但目标函数仅增加1(114)%。也可由具有边缘折衷性能的3×3屏蔽(图3(a))检测该缺陷。
表2:最大目标函数
(图3(a)所示错纬作为屏蔽尺寸的函数)
| Mask Size | J<sub>1</sub>(h<sub>op</sub>) | J<sub>2</sub>(h<sub>op</sub>) | J<sub>3</sub>(h<sub>op</sub>) |
| 3×3 | 1.4082 | 0.1183 | 0.4063 |
| 5×5 | 2.8315 | 1.1846 | 1.0283 |
| 7×7 | 4.4187 | 2.6450 | 0.9406 |
| 9×9 | 5.5855 | 3.7645 | 1.0117 |
| 11×11 | 6.6410 | 4.7916 | 1.0602 |
| 13×13 | 7.8826 | 6.0094 | 0.9269 |
| 15×15 | 8.8267 | 6.9399 | 1.1859 |
| 17×17 | 9.8922 | 7.9932 | 1.6401 |
| 19×19 | 10.8588 | 8.9509 | 1.3436 |
图6表示该3×3屏蔽可检测同一方向上的其它错纬。在另一个实施例中,用于检测缺陷的最小屏蔽尺寸取决于缺陷性质(光谱)。例如,与最小本征值(即目标函数)对应的最小本征向量的选定能产生反解,即经滤波图象中的灰度级从最大值交换为最小值。
在另一个实施例中,用7×7最佳滤波器对需要仔细手工(目视)检验以检测缺陷的织物样本进行测试。优选的是,由于Fisher判别函数也考虑到了所提取特征量的方差,并料到其在任何情况下都能较好地执行,因此使用基于目标函数J3(hop)的最佳滤波器检测这些缺陷。
3.在线缺陷检测
生产线上工业纤维网检验要求利用逆光由摄像机采集图象的连续过程。任何在线检验系统必需能够累计不同方向和分辨率等级出现的缺陷。所希望的方法对于要检验的产品范围必需稳固、自动并且灵活。本发明也涉及用于检验包含大量不同缺陷织物的无人监督缺陷检测。
图7表示根据本发明的纤维网检验系统,其包括根据本发明设计的最佳滤波器。此处提出的算法与其它模式识别范例类似,在运行过程中,将步骤分成调制阶段和测试阶段。调制阶段是脱机过程,其包括从具有缺陷的样本图象计算最佳滤波器的步骤。测试阶段是在线过程,其中利用预先计算出的最佳滤波器检验所采集的图象,以便检验缺陷。
如图7所示,h1…hn表示为确定合格性能而捕获不同类型缺陷所需的一套最小最佳滤波器。根据各种因素确定滤波器的总体数量,这些因素例如被检测的缺陷范围(质量保证)和硬件所能达到的计算复杂程度。对于每个经最佳滤波的输出,例如利用节1.1所述的方法获得局部能量估算值(E1…En)。
3.1数据合成
在本发明中使用了数据合成模式,以便从不同波道(即E1…En)累计有用信息。图象合成模式能够衰减背景象素并增强缺陷象素。在一个实施例中,数据合成模式包括图象分量(component image)的向量求和。可以选择的是,利用Bernoulli结合定律结合来自不同波道的图象。在另一个实施例中,为减少误报警,通过在向量求和前获得距离图象dj(x,y)来实现图象合成。
在上面的公式中,vj和ρj是从无缺陷样本获得。在实施例中,于在线检验前从最佳滤波器获得无缺陷样本的局部能量估算值。利用来自每个这些图象的平均vj和标准偏差ρj产生距离图象dj(x,y)(公式17),其向量求和产生合成图象输出。变量ζ控制灵敏度。在一个实施例中,将变量ζ固定在一到三的范围内。
3.2.二值化
下一步为合成图象输出的阈值处理,以便产生缺陷B(x,y)的二进制图象。选定阈值以便使位于该界限以下的任何值被认为是经检验的正常织物组织,而该界限以上的任何值被认为是缺陷的影响。能以各种方式确定阈值。在一个实施例中,可通过操作开始时进行校正获得阈值。例如,利用无缺陷样本产生合成的图象输出Cr(x,y)。可得到下面的阈值ψth:

其中“W”为集中在图象Cr(x,y)中心的窗口。确定窗口尺寸,以避免边界失真的影响。在一个示范实施例中,窗口尺寸为除掉图象Cr(x,y)每个侧边的20个象素。显而易见的是,获得阈值的其它实施例也包含在本发明的范围内。
3.3经-纬滤波模式
在一个示范实施例中,利用从织布机收集到的织物样本估算在线缺陷检测的算法。由于织布机编织方法的本身性质,纤维网上的缺陷通常位于水平或竖直方向。因此,开发了利用双最佳滤波器的经纬模式以检测水平(纬)方向和竖直(经)方向的缺陷,如图8所示。在一个实施例中,最佳滤波器设计有目标函数J2(hop)。可设计7×7最佳滤波器屏蔽h1来检测图9(a)所示的织物缺陷。图9(c)中示出了经滤波图象的局部能量估算值。
在一个可选择的实施例中,选定在竖直方向上有缺陷的另一个织物样本(即图3(a))。设计一个类似于节2.3中那样的7×7最佳滤波器h2来划分缺陷。利用局部能量估算值(E1…En)简单向量求和的数据合成模式能够满足所用图象的分辨率。可获得如公式(17)所述的阈限ψth。
3.4实验设置和结果
本发明可用于检验包含最普通织物缺陷的织物,这些织物缺陷例如为混纬、错纬、纬缩(扭结纬纱)、错读、错提、有色纱线、断头、脏头、双纬、大节点、断线、三重经线等等。因此,经证明本发明的经-纬模式是最稳固的。以下实施例表示斜纹织物样本的检测结果。
图10(a)表示在竖直方向上包含例如为错纬缺陷的织物样本。在一个实施例中,利用滤波器h2提供图10(c)和10(d)中所示的输出。在另一个实施例中,织物样本包括了图11(a)所示的缺陷。在该实施例中,使用了双滤波器h1和h2,其结果分别示于图11(b)和11(c)中。在图12(b)和12(c)所示的实施例中,滤波器h1和h2成功地捕捉到了两个方向上的缺陷分量。类似地,图13(b)和13(c)描绘了图13(a)中的织物缺陷分量。图14表示使用双滤波器在两个方向上捕捉缺陷的稳定性的另一个例子。该松端缺陷的分量均匀分布在水平和竖直方向上。捕捉相应分量,并将其分别示于图14(b)和14(c)中。图14(e)表示经划分的缺陷。
本发明提供了一种依据最佳滤波器的新的纤维网检验系统。在高性能的基础上结合了较低的计算要求,最佳滤波器具有解决工业检验问题的低成本性质。本发明的商业应用能确保质量,并能提高生产线效率。本发明的最佳滤波器还能在其它不能检测特殊缺陷等级的技术基础上改进已有系统。许多依据现有技术的已有检验系统具有很低的缺陷检测比,该缺陷产生非常轻微的密度变化。在这种情况下,基于最佳滤波器的本发明能补充检测这些缺陷。
显而易见的是,此处描述的各种特征可任意组合或单独使用。因此,本发明并仅不限于此处专门描述的实施例。虽然所述说明和附图表示本发明的优选实施例,但可以理解的是,可由此作出各种添加、修改和替换而不会脱离由所附的权利要求书所限定的本发明的精神和范围。特别是,对于本领域普通技术人员非常清楚的是,本发明可包含其它特殊形式、结构、布置以及其它部件和组件,而不会脱离本发明必要技术特征的精神。本领域普通技术人员应当清楚的是,本发明可与许多本发明实际操作中所用结构、布置、部件以及不同方式的修改一起使用,本发明特别适合于特殊环境和操作要求,而不会脱离本发明的原理。由此应认为现在所公开的实施例在各个方面都是说明性而不是限制性的,本方面的范围由所附的权利要求书表示,而不限于上述描述。
Claims (2)
1.一种检验含缺陷织物的方法,该方法包括:
采集织物图像I(x,y),所采集的图像I(x,y)包括多个像素(x,y);
用一个最佳滤波器hop(x,y)对所采集的图像进行滤波以产生一个新的图像w(x,y)
w(x,y)=hop(x,y)*I(x,y)
其中*表示二维卷积;
将最佳滤波器hop(x,y)的参数设计成与目标函数最大值J1(hop),J2(hop)或J3(hop)相对应;
通过非线性平方获得每个像素处的能量值
z(x,y)=w2(x,y);
用一平滑滤波器g(x,y)将图像z(x,y)平滑化
F(x,y)=z(x,y)*g(x,y);
通过从一无缺陷区域获取的阈值Φth对加工的图像F(x,y)作阈值处理以将缺陷划分出来
其中Fr表示一无缺陷样本的加工图像,W为集中在图象Fr(x,y)中心的窗口。
2.根据权利要求1所述的方法,其特征在于,从纸张、织物、塑料、木材和钢材构成的组中选出要检查的织物。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US19770800P | 2000-04-18 | 2000-04-18 | |
| US60/197708 | 2000-04-18 | ||
| US60/197,708 | 2000-04-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1335496A CN1335496A (zh) | 2002-02-13 |
| CN100401043C true CN100401043C (zh) | 2008-07-09 |
Family
ID=22730435
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011196580A Expired - Fee Related CN100401043C (zh) | 2000-04-18 | 2001-04-18 | 一种检验含缺陷织物的方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6804381B2 (zh) |
| EP (1) | EP1148332B1 (zh) |
| CN (1) | CN100401043C (zh) |
| DE (1) | DE60115314T2 (zh) |
| HK (1) | HK1042944A1 (zh) |
Families Citing this family (57)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1314910B1 (it) * | 2000-07-26 | 2003-01-16 | Eta Consulting S R L | Metodo e strumento per la determinazione di angoli di distorsione intessuti o simili fermi o in movimento |
| US7295695B1 (en) * | 2002-03-19 | 2007-11-13 | Kla-Tencor Technologies Corporation | Defect detection via multiscale wavelets-based algorithms |
| JP3677254B2 (ja) * | 2002-03-27 | 2005-07-27 | 株式会社東芝 | 欠陥検査装置 |
| US7601978B2 (en) * | 2002-04-11 | 2009-10-13 | Hamed Sari-Sarraf | Fabric wrinkle evaluation |
| US7885453B1 (en) * | 2007-06-07 | 2011-02-08 | Cognex Technology And Investment Corporation | Image preprocessing for probe mark inspection |
| FI20021578A (fi) * | 2002-09-03 | 2004-03-04 | Honeywell Oy | Paperin karakterisointi |
| GB2395263A (en) * | 2002-11-12 | 2004-05-19 | Qinetiq Ltd | Image analysis |
| US20050065066A1 (en) * | 2002-12-20 | 2005-03-24 | Kaarsholm Niels Christian | Stabilised insulin compositions |
| WO2005065367A2 (en) * | 2003-12-31 | 2005-07-21 | 3M Innovative Properties Company | Maximation of yield for web-based articles |
| EP1702299A4 (en) * | 2003-12-31 | 2011-11-23 | 3M Innovative Properties Co | CONTROL OF STOCKS OF BAND-FORMED ARTICLES |
| US7623699B2 (en) | 2004-04-19 | 2009-11-24 | 3M Innovative Properties Company | Apparatus and method for the automated marking of defects on webs of material |
| US20060008178A1 (en) * | 2004-07-08 | 2006-01-12 | Seeger Adam A | Simulation of scanning beam images by combination of primitive features extracted from a surface model |
| FI122806B (fi) * | 2005-07-01 | 2012-07-13 | Abb Oy | Menetelmä ja tuote poikkeavuuksien havaitsemiseksi |
| GB2430026A (en) * | 2005-09-09 | 2007-03-14 | Qinetiq Ltd | Automated selection of image regions |
| US7570800B2 (en) * | 2005-12-14 | 2009-08-04 | Kla-Tencor Technologies Corp. | Methods and systems for binning defects detected on a specimen |
| US7711177B2 (en) * | 2006-06-08 | 2010-05-04 | Kla-Tencor Technologies Corp. | Methods and systems for detecting defects on a specimen using a combination of bright field channel data and dark field channel data |
| JP2008051617A (ja) * | 2006-08-24 | 2008-03-06 | Advanced Mask Inspection Technology Kk | 画像検査装置、その方法、及びその記録媒体 |
| US7894659B2 (en) * | 2007-02-28 | 2011-02-22 | Kla-Tencor Technologies Corp. | Methods for accurate identification of an edge of a care area for an array area formed on a wafer and methods for binning defects detected in an array area formed on a wafer |
| US7925072B2 (en) * | 2007-03-08 | 2011-04-12 | Kla-Tencor Technologies Corp. | Methods for identifying array areas in dies formed on a wafer and methods for setting up such methods |
| US8175739B2 (en) * | 2007-07-26 | 2012-05-08 | 3M Innovative Properties Company | Multi-unit process spatial synchronization |
| US7542821B2 (en) * | 2007-07-26 | 2009-06-02 | 3M Innovative Properties Company | Multi-unit process spatial synchronization of image inspection systems |
| KR101051555B1 (ko) * | 2007-11-20 | 2011-07-22 | 삼성메디슨 주식회사 | 개선된 3차원 초음파 영상을 형성하는 초음파 영상 장치 및방법 |
| US7797133B2 (en) * | 2008-09-10 | 2010-09-14 | 3M Innovative Properties Company | Multi-roller registered repeat defect detection of a web process line |
| AT507939B1 (de) * | 2009-03-10 | 2012-02-15 | Polymer Competence Ct Leoben Gmbh | Verfahren zum automatisierten nachweis eines defektes an einer oberfläche eines formteils |
| JP5315417B2 (ja) * | 2009-11-18 | 2013-10-16 | 本田技研工業株式会社 | 表面検査装置及び表面検査方法 |
| US20110141269A1 (en) * | 2009-12-16 | 2011-06-16 | Stephen Michael Varga | Systems And Methods For Monitoring On-Line Webs Using Line Scan Cameras |
| TW201227385A (en) * | 2010-12-16 | 2012-07-01 | Univ Nat Taiwan Science Tech | Method of detecting malicious script and system thereof |
| CN102230901B (zh) * | 2011-06-21 | 2013-04-03 | 福州大学 | 织物瑕疵光电检测装置 |
| US9915944B2 (en) | 2011-08-17 | 2018-03-13 | Seagate Technology Llc | In-line analyzer for wavelet based defect scanning |
| CN102495076B (zh) * | 2011-12-07 | 2013-06-19 | 广东辉丰科技股份有限公司 | 一种基于机器视觉的拉链金属链牙缺陷检测方法 |
| CN102854193A (zh) * | 2012-08-30 | 2013-01-02 | 苏州天准精密技术有限公司 | 一种用于图像瑕疵检测的检测方法和检测系统 |
| FR3010523B1 (fr) * | 2013-09-06 | 2015-09-25 | Safran | Procede de caracterisation d'une piece en materiau composite |
| CN104463236A (zh) * | 2014-11-25 | 2015-03-25 | 武汉钢铁(集团)公司 | 一种钢材表面缺陷自动识别方法、移动终端及数据服务器 |
| CN104674604B (zh) * | 2015-03-04 | 2016-07-13 | 周迪 | 基于飞行喷射机器人的古籍修复方法 |
| CN105466950B (zh) * | 2016-01-14 | 2018-06-01 | 上海孚兴电子科技有限公司 | 一种基于视觉的竹块在线检测方法及系统 |
| CN105701477B (zh) * | 2016-02-19 | 2017-07-14 | 中原工学院 | 一种基于平稳小波变换视觉显著性的织物疵点检测方法 |
| CN105931246A (zh) * | 2016-05-05 | 2016-09-07 | 东华大学 | 一种基于小波变换和遗传算法的织物瑕疵检测方法 |
| WO2018100225A1 (en) * | 2016-11-29 | 2018-06-07 | Wärtsilä Finland Oy | An ultrasonic quality control using filtered image data |
| EP3361444A1 (en) * | 2017-02-10 | 2018-08-15 | ABB Schweiz AG | Real-time, full web image processing method and system for web manufacturing supervision |
| CN107895371B (zh) * | 2017-11-24 | 2021-10-01 | 常州大学 | 基于峰值覆盖值和Gabor特征的纺织品瑕疵检测方法 |
| CN108755072B (zh) * | 2018-07-13 | 2020-12-04 | 常州市宏大电气有限公司 | 基于机器视觉的织物在线自动整花方法 |
| CN109410192B (zh) * | 2018-10-18 | 2020-11-03 | 首都师范大学 | 一种多纹理分级融合的织物缺陷检测方法及其装置 |
| CN109584225B (zh) * | 2018-11-23 | 2023-02-03 | 聚时科技(上海)有限公司 | 一种基于自编码器的无监督缺陷检测方法 |
| CN110033433B (zh) * | 2019-03-04 | 2021-07-02 | 深圳市智能机器人研究院 | 一种纹理缺陷检测方法、系统、装置和存储介质 |
| CN111340752A (zh) * | 2019-12-04 | 2020-06-26 | 京东方科技集团股份有限公司 | 屏幕的检测方法、装置、电子设备及计算机可读存储介质 |
| CN111062934B (zh) * | 2019-12-25 | 2023-10-13 | 陈金选 | 一种织物图像缺陷实时检测方法 |
| CN111709915A (zh) * | 2020-05-28 | 2020-09-25 | 拉萨经济技术开发区美第意户外用品有限公司 | 一种速干面料瑕疵的自动检测方法及系统 |
| US11205262B2 (en) * | 2020-07-28 | 2021-12-21 | Jiangnan University | Online detection method of circular weft knitting stripe defects based on gray gradient method |
| EP3964824B1 (en) * | 2020-09-02 | 2024-02-14 | AT & S Austria Technologie & Systemtechnik Aktiengesellschaft | Expansion coefficient determination with deformation measurement and simulation |
| CN112884691A (zh) * | 2021-03-10 | 2021-06-01 | 深圳中科飞测科技股份有限公司 | 数据增强及装置、数据增强设备和存储介质 |
| CN114066816B (zh) * | 2021-10-21 | 2023-08-15 | 西安理工大学 | 基于静态小波变换提取的sar图像无监督变化检测方法 |
| CN114612468B (zh) * | 2022-05-09 | 2022-07-15 | 西南交通大学 | 一种基于正样本的设备外部缺陷检测方法 |
| CN114693676B (zh) * | 2022-05-31 | 2022-08-19 | 南通市通州翔鹏纺织品有限公司 | 一种新材料纺织品漂白缺陷光学检测方法及装置 |
| CN115100201B (zh) * | 2022-08-25 | 2022-11-11 | 淄博齐华制衣有限公司 | 一种阻燃纤维材料的混纺缺陷检测方法 |
| CN115240144B (zh) * | 2022-09-21 | 2022-12-27 | 青岛宏大纺织机械有限责任公司 | 一种纺纱捻线智能识别瑕疵方法及系统 |
| CN116735612B (zh) * | 2023-08-15 | 2023-11-07 | 山东精亿机械制造有限公司 | 一种精密电子元器件焊接缺陷检测方法 |
| CN116934749B (zh) * | 2023-09-15 | 2023-12-19 | 山东虹纬纺织有限公司 | 基于图像特征的纺织物瑕疵快速检测方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61189444A (ja) * | 1985-02-18 | 1986-08-23 | Daiwa Senko Kk | 織物等シ−ト状物の表面傷検出方法 |
| US4630304A (en) * | 1985-07-01 | 1986-12-16 | Motorola, Inc. | Automatic background noise estimator for a noise suppression system |
| US5301129A (en) * | 1990-06-13 | 1994-04-05 | Aluminum Company Of America | Video web inspection system employing filtering and thresholding to determine surface anomalies |
| CN1117546A (zh) * | 1994-08-22 | 1996-02-28 | 法国纺织研究院 | 为检验织造缺陷而进行的平面织物成像及图像处理方法 |
| EP0742431A1 (en) * | 1995-05-10 | 1996-11-13 | Mahlo GmbH & Co. KG | Method and apparatus for detecting flaws in moving fabrics or the like |
| US5737072A (en) * | 1991-08-22 | 1998-04-07 | Kla Instruments Corporation | Automated photomask inspection apparatus and method |
| US5740048A (en) * | 1992-08-07 | 1998-04-14 | Abel; Jonathan S. | Method and apparatus for GPS positioning, filtering and integration |
| US5774177A (en) * | 1996-09-11 | 1998-06-30 | Milliken Research Corporation | Textile fabric inspection system |
| US5825501A (en) * | 1997-03-14 | 1998-10-20 | Lockheed Martin Energy Systems, Inc. | Structure and yarn sensor for fabric |
| EP0974831A2 (en) * | 1998-07-21 | 2000-01-26 | Toshiba Engineering Corporation | Apparatus and method for the integrated processing of defect images |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4124300A (en) | 1976-02-23 | 1978-11-07 | Greenwood Mills, Inc. | Method for automatic fabric inspection |
| JP2597370B2 (ja) * | 1987-10-14 | 1997-04-02 | 株式会社ヒューテック | シート状被検材の有意差検出方法 |
| IT1252969B (it) * | 1991-11-29 | 1995-07-07 | Eidon Ricerca Sviluppo Documen | Procedimento per rilevare le fibre sintetiche nella lavorazione del cascame di seta e relativa apparecchiatura |
| EP1383084A3 (en) | 1993-10-27 | 2004-07-14 | Toshiba Engineering Corporation | Method and apparatus of inspecting surface irregularity of an object article |
| US5665907A (en) | 1994-09-06 | 1997-09-09 | The University Of Chicago | Ultrasonic imaging system for in-process fabric defect detection |
| US5815198A (en) | 1996-05-31 | 1998-09-29 | Vachtsevanos; George J. | Method and apparatus for analyzing an image to detect and identify defects |
| US6950547B2 (en) * | 2001-02-12 | 2005-09-27 | 3M Innovative Properties Company | Web inspection method and device |
-
2001
- 2001-04-18 CN CNB011196580A patent/CN100401043C/zh not_active Expired - Fee Related
- 2001-04-18 EP EP01109375A patent/EP1148332B1/en not_active Expired - Lifetime
- 2001-04-18 DE DE60115314T patent/DE60115314T2/de not_active Expired - Lifetime
- 2001-04-18 US US09/837,065 patent/US6804381B2/en not_active Expired - Lifetime
-
2002
- 2002-06-21 HK HK02104647A patent/HK1042944A1/xx not_active IP Right Cessation
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61189444A (ja) * | 1985-02-18 | 1986-08-23 | Daiwa Senko Kk | 織物等シ−ト状物の表面傷検出方法 |
| US4630304A (en) * | 1985-07-01 | 1986-12-16 | Motorola, Inc. | Automatic background noise estimator for a noise suppression system |
| US5301129A (en) * | 1990-06-13 | 1994-04-05 | Aluminum Company Of America | Video web inspection system employing filtering and thresholding to determine surface anomalies |
| US5737072A (en) * | 1991-08-22 | 1998-04-07 | Kla Instruments Corporation | Automated photomask inspection apparatus and method |
| US5740048A (en) * | 1992-08-07 | 1998-04-14 | Abel; Jonathan S. | Method and apparatus for GPS positioning, filtering and integration |
| CN1117546A (zh) * | 1994-08-22 | 1996-02-28 | 法国纺织研究院 | 为检验织造缺陷而进行的平面织物成像及图像处理方法 |
| EP0742431A1 (en) * | 1995-05-10 | 1996-11-13 | Mahlo GmbH & Co. KG | Method and apparatus for detecting flaws in moving fabrics or the like |
| US5774177A (en) * | 1996-09-11 | 1998-06-30 | Milliken Research Corporation | Textile fabric inspection system |
| US5825501A (en) * | 1997-03-14 | 1998-10-20 | Lockheed Martin Energy Systems, Inc. | Structure and yarn sensor for fabric |
| EP0974831A2 (en) * | 1998-07-21 | 2000-01-26 | Toshiba Engineering Corporation | Apparatus and method for the integrated processing of defect images |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1148332A3 (en) | 2001-11-07 |
| CN1335496A (zh) | 2002-02-13 |
| DE60115314T2 (de) | 2006-08-03 |
| US6804381B2 (en) | 2004-10-12 |
| EP1148332A2 (en) | 2001-10-24 |
| US20020054293A1 (en) | 2002-05-09 |
| EP1148332B1 (en) | 2005-11-30 |
| DE60115314D1 (de) | 2006-01-05 |
| HK1042944A1 (en) | 2002-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100401043C (zh) | 一种检验含缺陷织物的方法 | |
| Çelik et al. | Development of a machine vision system: real-time fabric defect detection and classification with neural networks | |
| CN103234976B (zh) | 基于Gabor变换的经编机布匹瑕疵在线视觉检测方法 | |
| US20030081215A1 (en) | Defect detection system for quality assurance using automated visual inspection | |
| CN106770323B (zh) | 基于层次聚类和Gabor滤波的纺织品瑕疵检测方法 | |
| CN106815819B (zh) | 多策略粮虫视觉检测方法 | |
| CN113554080A (zh) | 一种基于机器视觉的无纺布瑕疵检测分类方法及系统 | |
| DE202009013865U1 (de) | Konzept zum Auswählen eines optimierten Bewertungsmerkmalsteilsatzes für eine Inspektion von Freiformoberflächen und Konzept zum Inspizieren einer Freiformoberfläche | |
| CN109444169A (zh) | 一种轴承缺陷检测方法及系统 | |
| CN113505865B (zh) | 一种基于卷积神经网络的片材表面缺陷图像识别处理方法 | |
| CN109509171A (zh) | 一种基于gmm和图像金字塔的布匹疵点检测方法 | |
| CN111724372A (zh) | 基于对抗神经网络的布匹缺陷检测方法、终端和存储介质 | |
| Goyal | Automation in fabric inspection | |
| Oni et al. | Patterned fabric defect detection and classification (fddc) techniques: A review | |
| Li et al. | Yarn-dyed woven defect characterization and classification using combined features and support vector machine | |
| CN104239895B (zh) | 基于特征降维的sar目标鉴别方法 | |
| Jeffrey Kuo et al. | Self-organizing map network for automatically recognizing color texture fabric nature | |
| Wu et al. | Cotton fabric defect detection based on K-SVD dictionary learning | |
| Niskanen et al. | Experiments with SOM based inspection of wood | |
| CN115294136A (zh) | 基于人工智能的纺织布瑕疵检测模型的构建检测方法 | |
| Vartiainen et al. | Detection of irregularities in regular patterns | |
| Patel et al. | Foreign object detection via texture analysis | |
| Murashov et al. | Measuring parameters of canvas texture from images of paintings obtained in raking light | |
| Serdaroglu et al. | Defect detection in textile fabric images using subband domain subspace analysis | |
| Palmer et al. | New methods for objective evaluation of fabric pilling by frequency domain image processing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: GR Ref document number: 1042944 Country of ref document: HK |
|
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20080709 Termination date: 20120418 |