BR112016015224B1 - Material de acondicionamento, método de fabricação de um recipiente de acondicionamento, e, recipiente de acondicionamento - Google Patents
Material de acondicionamento, método de fabricação de um recipiente de acondicionamento, e, recipiente de acondicionamento Download PDFInfo
- Publication number
- BR112016015224B1 BR112016015224B1 BR112016015224-7A BR112016015224A BR112016015224B1 BR 112016015224 B1 BR112016015224 B1 BR 112016015224B1 BR 112016015224 A BR112016015224 A BR 112016015224A BR 112016015224 B1 BR112016015224 B1 BR 112016015224B1
- Authority
- BR
- Brazil
- Prior art keywords
- layer
- packaging material
- packaging
- attenuation
- opening device
- Prior art date
Links
- 239000005022 packaging material Substances 0.000 title claims abstract description 156
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 128
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 22
- 239000010410 layer Substances 0.000 claims description 214
- 239000000463 material Substances 0.000 claims description 63
- 239000011111 cardboard Substances 0.000 claims description 43
- 230000004888 barrier function Effects 0.000 claims description 41
- 229920003023 plastic Polymers 0.000 claims description 37
- 239000004033 plastic Substances 0.000 claims description 37
- -1 polyethylene Polymers 0.000 claims description 31
- 239000011087 paperboard Substances 0.000 claims description 24
- 235000021056 liquid food Nutrition 0.000 claims description 21
- 230000003313 weakening effect Effects 0.000 claims description 21
- 239000000853 adhesive Substances 0.000 claims description 20
- 230000001070 adhesive effect Effects 0.000 claims description 20
- 239000007788 liquid Substances 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 18
- 235000021057 semi-liquid food Nutrition 0.000 claims description 18
- 239000004698 Polyethylene Substances 0.000 claims description 17
- 229920000573 polyethylene Polymers 0.000 claims description 17
- 239000004743 Polypropylene Substances 0.000 claims description 14
- 238000005034 decoration Methods 0.000 claims description 14
- 229920001155 polypropylene Polymers 0.000 claims description 14
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 13
- 229910052782 aluminium Inorganic materials 0.000 claims description 13
- 239000011888 foil Substances 0.000 claims description 13
- 239000000203 mixture Substances 0.000 claims description 12
- 238000007789 sealing Methods 0.000 claims description 12
- 239000012793 heat-sealing layer Substances 0.000 claims description 11
- 238000009455 aseptic packaging Methods 0.000 claims description 8
- 238000000576 coating method Methods 0.000 claims description 6
- 238000002347 injection Methods 0.000 claims description 5
- 239000007924 injection Substances 0.000 claims description 5
- 238000012856 packing Methods 0.000 claims description 5
- 239000011248 coating agent Substances 0.000 claims description 4
- 229920002397 thermoplastic olefin Polymers 0.000 claims 4
- 235000013305 food Nutrition 0.000 abstract description 13
- 229920001684 low density polyethylene Polymers 0.000 description 24
- 239000004702 low-density polyethylene Substances 0.000 description 24
- 229920000642 polymer Polymers 0.000 description 24
- 229920000092 linear low density polyethylene Polymers 0.000 description 18
- 229920000098 polyolefin Polymers 0.000 description 18
- 239000004707 linear low-density polyethylene Substances 0.000 description 16
- 238000001746 injection moulding Methods 0.000 description 14
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 9
- 239000003054 catalyst Substances 0.000 description 9
- 238000001125 extrusion Methods 0.000 description 9
- 229920001903 high density polyethylene Polymers 0.000 description 9
- 239000004700 high-density polyethylene Substances 0.000 description 9
- 238000003475 lamination Methods 0.000 description 9
- 239000001301 oxygen Substances 0.000 description 9
- 229910052760 oxygen Inorganic materials 0.000 description 9
- 229920001577 copolymer Polymers 0.000 description 8
- 238000000465 moulding Methods 0.000 description 7
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 6
- 239000005977 Ethylene Substances 0.000 description 6
- 239000000155 melt Substances 0.000 description 6
- 229920001862 ultra low molecular weight polyethylene Polymers 0.000 description 6
- 230000008901 benefit Effects 0.000 description 5
- 239000000123 paper Substances 0.000 description 5
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 5
- 239000004708 Very-low-density polyethylene Substances 0.000 description 4
- 230000009286 beneficial effect Effects 0.000 description 4
- 239000011449 brick Substances 0.000 description 4
- 238000007765 extrusion coating Methods 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 229920001179 medium density polyethylene Polymers 0.000 description 4
- 239000004701 medium-density polyethylene Substances 0.000 description 4
- 239000000178 monomer Substances 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 230000000644 propagated effect Effects 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 229920001897 terpolymer Polymers 0.000 description 4
- 239000012815 thermoplastic material Substances 0.000 description 4
- 229920001866 very low density polyethylene Polymers 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000004049 embossing Methods 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 239000012528 membrane Substances 0.000 description 3
- 235000013336 milk Nutrition 0.000 description 3
- 239000008267 milk Substances 0.000 description 3
- 210000004080 milk Anatomy 0.000 description 3
- 239000012768 molten material Substances 0.000 description 3
- 239000002985 plastic film Substances 0.000 description 3
- 229920006255 plastic film Polymers 0.000 description 3
- 241000314610 Gemina Species 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- 229920003298 Nucrel® Polymers 0.000 description 2
- 244000269722 Thea sinensis Species 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 230000032798 delamination Effects 0.000 description 2
- 238000005538 encapsulation Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 235000015203 fruit juice Nutrition 0.000 description 2
- 230000007774 longterm Effects 0.000 description 2
- 239000012968 metallocene catalyst Substances 0.000 description 2
- 235000015067 sauces Nutrition 0.000 description 2
- 235000014347 soups Nutrition 0.000 description 2
- 235000013616 tea Nutrition 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000004711 α-olefin Substances 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 238000003855 Adhesive Lamination Methods 0.000 description 1
- 241000894006 Bacteria Species 0.000 description 1
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 1
- 235000010469 Glycine max Nutrition 0.000 description 1
- 238000004566 IR spectroscopy Methods 0.000 description 1
- 235000007688 Lycopersicon esculentum Nutrition 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 235000010627 Phaseolus vulgaris Nutrition 0.000 description 1
- 244000046052 Phaseolus vulgaris Species 0.000 description 1
- 229920000034 Plastomer Polymers 0.000 description 1
- 240000003768 Solanum lycopersicum Species 0.000 description 1
- 229920010346 Very Low Density Polyethylene (VLDPE) Polymers 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000002998 adhesive polymer Substances 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000013590 bulk material Substances 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- 235000014171 carbonated beverage Nutrition 0.000 description 1
- 235000013339 cereals Nutrition 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 235000020415 coconut juice Nutrition 0.000 description 1
- 235000016213 coffee Nutrition 0.000 description 1
- 235000013353 coffee beverage Nutrition 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 235000013365 dairy product Nutrition 0.000 description 1
- 229910001882 dioxygen Inorganic materials 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 235000015897 energy drink Nutrition 0.000 description 1
- ALSOCDGAZNNNME-UHFFFAOYSA-N ethene;hex-1-ene Chemical compound C=C.CCCCC=C ALSOCDGAZNNNME-UHFFFAOYSA-N 0.000 description 1
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000005003 food packaging material Substances 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- 229920000140 heteropolymer Polymers 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 229920001526 metallocene linear low density polyethylene Polymers 0.000 description 1
- 244000005700 microbiome Species 0.000 description 1
- 238000000386 microscopy Methods 0.000 description 1
- PZRHRDRVRGEVNW-UHFFFAOYSA-N milrinone Chemical compound N1C(=O)C(C#N)=CC(C=2C=CN=CC=2)=C1C PZRHRDRVRGEVNW-UHFFFAOYSA-N 0.000 description 1
- 229960003574 milrinone Drugs 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 235000008390 olive oil Nutrition 0.000 description 1
- 239000004006 olive oil Substances 0.000 description 1
- 238000012536 packaging technology Methods 0.000 description 1
- 235000008519 pasta sauces Nutrition 0.000 description 1
- 238000000623 plasma-assisted chemical vapour deposition Methods 0.000 description 1
- 239000006223 plastic coating Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920005638 polyethylene monopolymer Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 238000009824 pressure lamination Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 238000002407 reforming Methods 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 235000011496 sports drink Nutrition 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 238000009757 thermoplastic moulding Methods 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5827—Tear-lines provided in a wall portion
- B65D75/5833—Tear-lines provided in a wall portion for tearing out a portion of the wall
- B65D75/5838—Tear-lines provided in a wall portion for tearing out a portion of the wall combined with separate fixed tearing means, e.g. tabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/70—Break-in flaps, or members adapted to be torn-off, to provide pouring openings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/002—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
- B65B3/022—Making containers by moulding of a thermoplastic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/04—Methods of, or means for, filling the material into the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/70—Break-in flaps, or members adapted to be torn-off, to provide pouring openings
- B65D5/701—Tearable flaps defined by score-lines or incisions provided in the closure flaps of a tubular container made of a single blank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/70—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for
- B65D85/72—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for for edible or potable liquids, semiliquids, or plastic or pasty materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/62—Boxes, cartons, cases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrappers (AREA)
- Cartons (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
material de acondicionamento, método de fabricação de um recipiente de acondicionamento, e, recipiente de acondicionamento. são descritos aqui materiais de acondicionamento e o seu uso na fabricação de recipientes de acondicionamento tendo um dispositivo de abertura, e intencionados para produtos alimentícios.
Description
[001] São descritos aqui materiais de acondicionamento para recipientes de acondicionamento para alimento líquido ou semilíquido, seu método de produção e uso do mesmo. O recipiente de acondicionamento tendo um dispositivo de abertura.
[002] Recipientes de acondicionamento do tipo descartável de uso único para alimentos líquidos geralmente são produzidos a partir de um material de acondicionamento com base em papelão ou cartão. Em tal recipiente de acondicionamento que ocorre comumente é fabricado sob a marca registrada Tetra Brik® Aseptic e é empregado principalmente para embalagem asséptica de alimentos líquidos tais como leite, sucos de fruta e etc, fabricados e vendidos para armazenamento em ambiente de longo prazo. O material de acondicionamento neste recipiente de acondicionamento conhecido tipicamente é um laminado compreendendo uma camada densa de papel ou papelão e camadas estanques a líquido externas de termoplásticos. De maneira a tornar o recipiente de acondicionamento estanque a gás, em particular estanque a gás oxigênio, por exemplo, para o propósito de embalagem asséptica tal como embalagem de leite ou suco de fruta, o laminado nestes recipientes de acondicionamento normalmente compreende pelo menos uma adicional tal camada de barreira de gás, mais comumente uma lâmina de alumínio.
[003] No interior do laminado, isto é o lado intencionado a facear os conteúdos de alimento preenchidos de um recipiente produzido a partir do laminado, existe uma camada mais interna, aplicada na lâmina de alumínio, camada do interior mais interna a qual pode ser composta de uma ou várias camadas de parte, compreendendo polímeros adesivos que podem ser vedados por calor e/ou poliolefinas que podem ser vedadas por calor. Ainda no lado externo da camada densa de papel ou papelão, existe uma camada de polímero que pode ser vedada por calor mais externa (camada de decoração). As camadas de polímero que podem ser vedadas por calor geralmente estão baseadas em polietileno de baixa densidade ou misturas das mesmas.
[004] Os recipientes de acondicionamento em geral são produzidos por meio de máquinas de embalagem de alta velocidade modernas do tipo que continuamente forma, enche e veda embalagens a partir de uma folha contínua ou de moldes pré-fabricados de material de acondicionamento, por exemplo, máquinas de embalagem do tipo asséptica Tetra Brik ®. Recipientes de acondicionamento assim podem ser produzidos pela assim chamada tecnologia de forma - enchimento - vedação basicamente incluindo a reforma contínua de uma folha contínua do material de acondicionamento laminado por meio de uma máquina de enchimento que forma, enche e veda a folha contínua nas embalagens.
[005] Um aspecto do método de acondicionamento do tipo Tetra Brik® é, como declarado acima, a possibilidade de embalar em alta velocidade de maneira contínua, o que possui impacto considerável na eficiência de custo. Tipicamente muitos milhares de embalagens podem ser preparados por hora. Por exemplo, a velocidade de A3 Tetra Pak ® pode fabricar cerca de 15,000 embalagens por hora (recipientes de acondicionamento do tamanho família de 0,9 litros e acima), e cerca de 24 000 recipientes de acondicionamento por hora (embalagens por porção).
[006] Comumente o recipiente de acondicionamento possui um dispositivo de abertura de maneira a facilitar a abertura do consumidor, muitos tipos diferentes de dispositivos de abertura incluindo abas de puxar ou dispositivos de abertura moldados, por exemplo, como discutido em WO03/095199 e WO/2009/000927.
[007] Um objetivo é fabricar um material de acondicionamento e recipientes de acondicionamento para alimento líquido e semilíquido fabricado a partir do material de acondicionamento, os ditos recipientes tendo um dispositivo de abertura moldado.
[008] Um objetivo é fabricar um material de acondicionamento adequado para produzir recipientes de acondicionamento para alimento líquido e semilíquido em que o recipiente de acondicionamento possui um dispositivo de abertura moldado tendo uma alta eficiência com relação à quantidade de material usado e o tempo necessário para a produção do dispositivo de abertura.
[009] Os objetivos acima e outros objetivos são alcançados por um material de acondicionamento para um recipiente de acondicionamento para alimento líquido ou semilíquido, compreendendo uma camada densa, que em um lado possui uma camada de vedação por calor, e em que o material de acondicionamento compreende um ou mais enfraquecimentos em contato direto ou indireto com uma atenuação ou um orifício no material de acondicionamento.
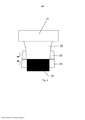
[0010] Os objetivos acima e outros objetivos são alcançados por um método de fabricação de um recipiente de acondicionamento provendo um material de acondicionamento como descrito aqui, arranjando, em um lado do material de acondicionamento, uma primeira porção de molde compreendendo pelo menos uma primeira cavidade de molde, arranjando uma segunda porção de molde compreendendo pelo menos uma segunda cavidade de molde no lado oposto da primeira porção de molde e no lado oposto do material de acondicionamento, em que a primeira cavidade de molde pelo menos parcialmente sobrepõe a segunda cavidade de molde, injetar um material plástico fundido em pelo menos uma das cavidades de molde, permitindo que o material plástico fundido venha através do material de acondicionamento em uma área de sobreposição de maneira a formar a ligação de material, permitindo que o material plástico fundido escoe pelo menos na cavidade de molde oposta e subsequentemente removendo a primeira e a segunda porções de molde, obtendo um material de acondicionamento compreendendo um dispositivo de abertura, formando o material de acondicionamento compreendendo o dispositivo de abertura até uma forma desejada, enchendo e vedando o material de acondicionamento formado com um produto de alimento líquido ou semilíquido, e obtendo um recipiente de acondicionamento tendo um dispositivo de abertura.
[0011] Os objetivos acima e outros objetivos são alcançados por um recipiente de acondicionamento compreendendo um laminado de material de acondicionamento e um dispositivo de abertura de plástico e uma área de abertura de consumidor e em que o dispositivo de abertura de plástico compreende uma primeira porção no lado externo do recipiente de acondicionamento conectado através de uma ligação de material para uma segunda porção no interior do recipiente de acondicionamento, o laminado de material de acondicionamento se estendendo dentro da área de abertura de consumidor tal que ele é rompido no uso do dispositivo de abertura para abrir a área de abertura de consumidor.
[0012] São descritos aqui aspectos com relação a um material de acondicionamento que em detalhe são discutidos e exemplificados aqui. alguns aspectos também estão relacionados com um método para preparar o material de acondicionamento. Adicionalmente alguns aspectos estão relacionados com o uso do material de acondicionamento na provisão de recipientes de acondicionamento adequados para produtos alimentícios líquidos e semilíquidos. O material de acondicionamento está em um aspecto usado em uma máquina de enchimento, por exemplo, do tipo forma - enchimento - vedação, tal como máquina de enchimento Tetra Pak® A3, para a fabricação de recipientes de acondicionamento assépticos. Em alguns aspectos os recipientes de acondicionamento são fabricados a partir de uma folha contínua alimentada por rolo de material de acondicionamento. Em alguns aspectos os recipientes de acondicionamento são fabricados a partir de um molde de material de acondicionamento. Um aspecto se refere a um método de fabricação de um dispositivo de abertura, compreende as etapas de arranjar uma primeira porção de molde compreendendo pelo menos uma primeira cavidade de molde em um lado do material de acondicionamento descrita em aspectos e modalidades aqui, arranjando uma segunda porção de molde compreendendo pelo menos uma segunda cavidade de molde em um lado oposto do material de acondicionamento, em que a primeira cavidade de molde parcialmente sobrepõe a segunda cavidade de molde em uma ou mais áreas de sobreposição e, injetar um material fundido, tal como um material plástico fundido em pelo menos uma das cavidades de molde, em que o material fundido vem através do material de acondicionamento em uma área de sobreposição formando uma ligação de material, permitindo que o material plástico fundido escoe pelo menos na cavidade de molde oposta e removendo a primeira e a segunda porções de molde, e obtendo um material de acondicionamento compreendendo um dispositivo de abertura, formando o material de acondicionamento até uma forma desejada, por exemplo, um tubo contínuo ou uma folha de material de acondicionamento, seguido por, enchimento e vedação do material de acondicionamento formado com um produto de alimento líquido ou semilíquido, e obtendo um recipiente de acondicionamento tendo um dispositivo de abertura. Em algumas modalidades a primeira porção de molde e a segunda porções de molde contém uma primeira e uma segunda cavidade de molde respectivamente. é especulado que o plástico vem através do material de acondicionamento pelo menos parcialmente devido ao acúmulo de pressão na cavidade em que o material plástico fundido é provido. Em algumas modalidades a ligação de material é formado pelo menos parcialmente na atenuação ou orifício. Em algumas modalidades a ligação de material é formada completamente na atenuação ou orifício. Em algumas modalidades o material plástico fundido cobre pelo menos parte da atenuação. Em algumas modalidades o material plástico fundido vem através do material sem cobrir a atenuação, isto é apenas ligando a seção de aba e a parte plástica, isto é que está formando a parte moldada no interior do recipiente de acondicionamento. Também está na atenuação onde o material plástico fundido vai ser capaz mais facilmente de vir através do, isto é penetrar no, material de acondicionamento.
[0013] O dispositivo de abertura divulgado aqui pode conectar de maneira mecânica um lado do material de acondicionamento (por exemplo, o lado que no recipiente de acondicionamento estará em contato com alimento) com o lado oposto do material de acondicionamento (por exemplo, que vai se tornar o lado externo do recipiente de acondicionamento). O dispositivo de abertura quando arranjado dos modos descritos aqui pode exercer uma força no material de acondicionamento, por exemplo, uma força de puxar aplicada ao dispositivo de abertura no lado externo do recipiente de acondicionamento pode ser transferida para uma força aplicada ao interior do recipiente de acondicionamento fazendo com que o material de acondicionamento se rompa. A ruptura do recipiente de acondicionamento de uma maneira controlada é um benefício usando um dispositivo de abertura como descrito aqui. Sempre que um consumidor está rompendo o recipiente de acondicionamento usando o dispositivo de abertura uma área de abertura de consumidor é formado. Em alguns aspectos a área de abertura bem definida do recipiente de acondicionamento é obtida exercendo uma força em substancialmente todas as camadas do material de acondicionamento em vez de aplicar uma força de puxar na camada de topo sozinha, isto é como quando um dispositivo de abertura pode ser colado no lado externo do recipiente de acondicionamento. O ato de exercer uma força sendo direcionada substancialmente para todas as camadas do material de acondicionamento reduz o risco de deslaminação, por exemplo, a camada de decoração sendo liberada a partir de uma ou mais das outras camadas.
[0014] Como o material plástico fundido vem através do material de acondicionamento nas áreas de sobreposição o material fundido pode cobrir porções expostas do material de acondicionamento, por exemplo, no caso da camada de barreira sendo a lâmina de alumínio e tendo a sua superfície exposta ela pode ser coberta de maneira benéfica. Também pode ser soldada a uma camada mais interna do material. Isto resulta em várias funcionalidades benéficas. A camada mais interna, isto é em contato com alimento no caso de um recipiente de acondicionamento cheio, será formada a partir de uma camada contínua, o que vai reduzir o risco de vazamento (para o recipiente ou fora do recipiente). Ainda, a cobertura de porções expostas, por exemplo, da camada densa do material de acondicionamento, vai reduzir o risco da camada densa, (no caso de uma camada de papel ou papelão) absorver umidade, o que pode arriscar a integridade do recipiente de acondicionamento e assim a qualidade do produto alimentício contido no mesmo. Em algumas modalidades o dispositivo de abertura é provido, no lado externo do recipiente de acondicionamento, como uma seção de aba de consumidores sem cobrir a atenuação completa, isto é como explicado anteriormente está indo através da atenuação que conecta com a parte no interior do recipiente de acondicionamento através de uma ligação de material. Em algumas modalidades a lâmina de alumínio assim é visível na área de atenuação, e pode ou não ser coberta pela camada de decoração.
[0015] Em algumas modalidades a possibilidade de fabricação de um dispositivo de abertura sem qualquer componente excessivo é permitida pelo método mencionado acima para fabricar um dispositivo de abertura.
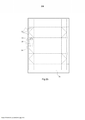
[0016] De acordo com uma ou mais modalidades a sobreposição entre a primeira e a segunda cavidades de molde pode ser posicionada de acordo com uma marca no material de acondicionamento. De acordo com aspectos divulgados aqui não é necessário arranjar as porções de molde com relação a um padrão de orifício no ou dentro do material de acondicionamento, ainda de maneira a aprimorar o posicionamento das porções de molde elas ainda podem ser posicionadas de acordo com uma marca de controle no material de acondicionamento, um exemplo de uma marca de controle é a atenuação ou orifício. Isto pode ser particularmente verdade nas modalidades onde as porções de molde devem ser arranjadas em registro com um enfraquecimento do material de acondicionamento. O uso de um enfraquecimento pode tornar a força exercida no material de acondicionamento quando se abre o recipiente de acondicionamento direcionada tal que uma área de abertura de consumidor definida é criada. Adicionalmente em algumas modalidades enfraquecimentos providos no material de acondicionamento podem reduzir a quantidade de detritos ou "flanges" gerados durante a abertura, e os enfraquecimentos estão pelo menos parcialmente definindo uma área de abertura de consumidor. Os enfraquecimentos também podem aprimorar a aparência visual da área de abertura bem como garantindo que nenhum material de acondicionamento termine no produto de alimento líquido ou semilíquido com a abertura. A forma e o projeto dos enfraquecimentos podem ser como divulgado nas figuras anexas mas também muitos outros projetos são possíveis desde que a propagação de uma força, aplicada ao dispositivo de abertura seja propagada de maneira suficiente através dos enfraquecimentos, para criar uma área de abertura de consumidor.
[0017] Enfraquecimentos são gravação em relevo, vinco, compressão e perfuração. Em algumas modalidades os enfraquecimentos são uma perfuração.
[0018] Em uma ou mais modalidades descritas aqui a injeção do material plástico fundido é arranjado para vir através do material de acondicionamento a partir da camada mais interna do material de acondicionamento (que será a camada em contato com alimento) para as camadas externas da mesma. Isto pode ser alcançado convenientemente através da injeção de material plástico fundido para a cavidade arranjada no interior do material de acondicionamento. Pontos de injeção adicionais podem ser arranjados na cavidade ou arranjada no lado externo do material de acondicionamento. Como discutido aqui, sempre que "externo" e "interno" em conjunto com um material de acondicionamento é usado é sobreposto para significar que um lado particular deve estar dentro ou fora do recipiente de acondicionamento cheio.
[0019] Algumas modalidades aqui se referem a um dispositivo de abertura fabricado através de moldagem de termoplástico. Um exemplo mais específico é a moldagem por injeção do dispositivo de abertura por um material termoplástico tal como um polietileno, polipropileno ou outro plástico adequado para a moldagem por injeção. Tal dispositivo de abertura compreende uma primeira porção em um lado de um material de acondicionamento e uma segunda porção em um lado oposto do material de acondicionamento, a primeira e a segunda porção sendo formadas em uma e a mesma peça e unida por pelo menos uma ligação de material se estendendo através do material de acondicionamento. Em algumas modalidades a ligação de material é um material de plástico. Em algumas modalidades a ligação de material é um material de plástico selecionado a partir de materiais termoplásticos para a moldagem, tal como moldagem por injeção, exemplos adequados pode ser polietileno, polipropileno e polietileno tereftalato ou misturas dos mesmos adequadas para moldagem por injeção.
[0020] De maneira apropriada tal modalidade permite que uma força aplicada na primeira porção seja transferida para a segunda porção do dispositivo de abertura. Em um exemplo prático isto vai resultar em uma força, por exemplo, uma força de puxar, aplicada na primeira porção no lado externo do material de acondicionamento e transportada para a segunda porção no interior do recipiente de acondicionamento. Isto vai gerar uma força no material de acondicionamento a partir do interior. A força gerada vai fazer com que o material de acondicionamento se rompa. O tipo descrito aqui impõe um baixo risco de deslaminação (separação das camadas combinadas no material de acondicionamento).
[0021] De acordo com uma ou mais modalidades o dispositivo de abertura pode compreender mais do que uma, por exemplo, duas, ligações de material, que aumentam o número de projetos possíveis para o dispositivo de abertura. Duas ligações de material, isto é duas posições onde o material do dispositivo de abertura vai vir através do material de acondicionamento oferecem a possibilidade de obter soluções funcionalmente complexas bem como soluções de apelo visual.
[0022] De acordo com uma ou mais modalidades a ligação de material e/ou adjacentes porções da mesma podem ser bordas expostas incorporadas do material de acondicionamento. Enquanto é benéfico que nenhuma fibra (no caso de camada densa de por exemplo, papelão) estão sendo expostos no interior do recipiente de acondicionamento, e enquanto a presente modalidade permite a prevenção das fibras expostas a partir da absorção de umidade a partir do exterior, uma cobertura absoluta adicionalmente é benéfica no lado externo do recipiente de acondicionamento, e em qualquer caso vai aprimorar a aparência visual do dispositivo de abertura.
[0023] Em uma ou mais modalidades a primeira porção é dividida em diferentes porções operacionais, compreendendo por exemplo, uma seção de aba e uma seção de armação, ambas sendo conectadas com a segunda porção através de pelo menos uma ligação de material cada. Este arranjo provê diferentes porções operacionais em um lado externo do recipiente de acondicionamento, sem as porções operacionais tendo que ser conectados diretamente entre si no lado externo do recipiente de acondicionamento. A seção de aba, por exemplo, pode ser soldada com o lado externo do recipiente de acondicionamento. Em algumas modalidades partes da seção de aba estão soldadas com o lado externo do recipiente de acondicionamento de maneira a facilitar o transporte e o armazenamento e ainda prover uma abertura fácil do recipiente de acondicionamento por um consumidor. Adicionalmente a soldagem pode reduzir o risco de danos às embalagens e aberturas durante o transporte.
[0024] Começando com a produção, o molde pode ser aberto antes de o plástico ser solidificado. Consequentemente em algumas modalidades os tempos de ciclo são reduzidos. A abertura do molde antes do plástico ter solidificado no entanto vai impor um risco de deformação que é o porquê o controle preciso é importante. A adesão aumentada, no entanto, vai ajudar a posicionar o dispositivo de abertura antes de o plástico congelar, já que um volume do mesmo vai ser ancorado de maneira precisa para o material de acondicionamento.
[0025] Outra vantagem é que o dispositivo de abertura pode ser soldado efetivamente com as camadas externas do material de acondicionamento. Isto vai garantir uma vedação apropriada do recipiente de acondicionamento como tal, e também vai garantir que o núcleo do material de acondicionamento é encapsulado. A encapsulação é de preocupação particular quando camadas densas com base em fibra que absorve umidade são usadas, por exemplo, papel ou papelão. Em alguns aspectos a encapsulação é importante como o material do dispositivo de abertura vem através do material de acondicionamento.
[0026] Materiais típicos para o dispositivo de abertura são materiais termoplásticos adequados para a moldagem por injeção. Exemplos adequados dos mesmos são polietileno, polipropileno, e polietileno tereftalato.
[0027] Alguns aspectos se referem a um material de acondicionamento adequado para moldagem por injeção de um dispositivo de abertura como descrito aqui. Em algumas modalidades o dispositivo de abertura é moldado por injeção nas máquinas de embalagem de alta velocidade que impõe que a moldagem, por exemplo, moldagem por injeção deve ser feita rapidamente e de maneira confiável já que o material de acondicionamento a seguir será esterilizado, por exemplo, por peróxido de hidrogênio ou por um feixe de elétron. Subsequentemente o material de acondicionamento será cheio e vedado e como mencionado acima muitos milhares de embalagens tais como 12 000 embalagens ou mais por hora são produzidas. Opcionalmente pode ser contemplado que a provisão do dispositivo de abertura moldado é feita antes de ou subsequente a uma máquina de enchimento. De maneira apropriada o material de acondicionamento deve ser adequado para o tipo de moldagem, por exemplo, moldagem por injeção. Em algumas modalidades o material de acondicionamento compreende pelo menos uma camada de decoração, em um lado tendo uma camada densa (12), tal como uma camada de papel ou papelão, que no lado oposto à camada de decoração (11) possui uma camada de barreira (14), tal como uma película de barreira ou revestimento ou lâmina de alumínio, que no lado oposto à camada densa possui uma camada de vedação por calor (16), e em que o material de acondicionamento compreende um enfraquecimento em contato, diretamente ou indiretamente com uma atenuação ou um orifício no material de acondicionamento. A atenuação, por exemplo, é uma abertura, um recesso ou uma fenda. A atenuação consiste dos mesmos materiais (por exemplo, camadas) como o descanso do material de acondicionamento com a exceção de pelo menos uma das camadas, por exemplo, a camada densa. Em algumas modalidades um recorte (isto é orifício) é criado na camada densa antes da laminação mas opcionalmente um ou mais dos outros materiais que compõem o material de acondicionamento podem ser cortados simultaneamente com a camada densa (isto é a laminação das camadas do material de acondicionamento pode ser feita em mais do que uma operação). Em algumas modalidades a atenuação é um orifício coberto pela camada de barreira e a camada de vedação por calor, isto é nem a camada de decoração e nem camada densa. Em algumas modalidades a atenuação é compreendida da camada de decoração, camada de barreira e a camada de vedação por calor, isto é não a camada densa. Em algumas modalidades a atenuação é compreendida da camada densa, da camada de barreira e da camada de vedação por calor. A atenuação como observado como uma membrana que permite que o recipiente de acondicionamento seja cheio com alimento líquido ou semilíquido sem comprometer o recipiente de acondicionamento, isto é o seu desempenho intencionado é mantido e por exemplo, a barreira, tal como água, vapor e oxigênio, é mantido. A atenuação pode tomar qualquer forma desejada. Em geral a atenuação (bem como os enfraquecimentos) não deve ser tão próxima de bandas de vedação e/ou linhas de dobramento. O termo "indireto" quando discutido em conjunto com modalidades divulgadas aqui quer dizer que os enfraquecimentos, por exemplo, uma perfuração, compressão, vinco ou gravação em relevo, não necessariamente precisam estar em contato direto com a atenuação ou orifício desde que uma força seja aplicada através do dispositivo de abertura, suficiente para fazer com que o material de acondicionamento se rompa, é propagado através dos enfraquecimentos de maneira a gerar uma área de abertura de consumidor. Assim, o enfraquecimento deve ser posicionado de maneira suficiente próximos da atenuação, tal que uma força que é aplicada ao material de acondicionamento na atenuação através de um dispositivo de abertura e que faz com que o material de acondicionamento na atenuação quebre ou se rompa, é propagado adicionalmente através do enfraquecimento de maneira a gerar uma área de abertura de consumidor. Em geral isto quer dizer que o enfraquecimento pelo menos parcialmente define a forma da área de abertura de consumidor.
[0028] Em algumas modalidades a atenuação está em contato direto com o enfraquecimento. Em geral o enfraquecimento é uma alteração pelo menos na superfície de uma das camadas do material de acondicionamento, por exemplo, a camada densa.
[0029] O dispositivo de abertura é arranjado na atenuação e em algumas modalidades cobre, pelo menos parcialmente, a atenuação. Nas modalidades tendo um orifício em vez de atenuação naturalmente o orifício é completamente coberto pelo dispositivo de abertura. Arranjando o dispositivo de abertura pelo menos parcialmente na atenuação sendo conectado para o enfraquecimento é possível fabricar um recipiente de acondicionamento, contendo um produto de alimento líquido ou semilíquido, tendo um dispositivo de abertura provido por baixo custo e baixa quantidade de material. Uma força, tal como uma força de puxar, aplicada por exemplo, por um consumidor para o dispositivo de abertura causes o recipiente de acondicionamento para romper e a ruptura criada assim é propagada através dos enfraquecimentos para gerar uma área de abertura de consumidor definida. De maneira apropriada é possível para criar áreas de abertura definidas em recipientes de acondicionamento, por exemplo, para verter ou para permitir que um consumidor beba o alimento líquido ou semilíquido.
[0030] Em algumas modalidades o enfraquecimento é uma perfuração. Em algumas modalidades a atenuação é um orifício perfurado coberto pelo menos pela camada de barreira e a camada de vedação por calor, isto é não a camada densa e camada de decoração. A atenuação pode ser considerada como membrana e em geral é uma parte contínua das camadas aplicáveis, isto é camadas que, por exemplo, foram arranjadas após perfurar ou cortar o orifício.
[0031] Em algumas modalidades o orifício perfurado coberto pela membrana é um orifício tendo um diâmetro entre 4 e 15, tal como cerca de 5 e 12 mm, tal como cerca de 6 e 10 mm, tal como cerca de 8 mm.
[0032] Em algumas modalidades a atenuação é compreendida de uma ou mais das camadas que compõem o material de acondicionamento. De maneira apropriada a atenuação pode estar compreendida de uma ou mais camadas, por exemplo, a camada de vedação por calor, o adesivo, a camada de barreira, e a camada laminada. Isto quer dizer que a atenuação não compreende a camada densa.
[0033] Em alguma modalidade a atenuação é compreendida de pelo menos a camada de barreira e a camada de vedação por calor. Em algumas modalidades, por exemplo, aquelas onde o material de acondicionamento é usado para fabricar recipientes de acondicionamento asséptica a camada de barreira é parte da atenuação. Em algumas modalidades também a camada de vedação por calor está compreendida na atenuação, por exemplo, aquelas para modalidades intencionadas em fabricar os dispositivos de abertura como descrito aqui em embalagens do tipo que são recipientes de acondicionamento conformados em tijolo, recipientes de acondicionamento de parte superior de frontão, recipientes de acondicionamento conformados em cunha, recipientes de acondicionamento com base em quadrado, retângulo ou octógono tendo um topo inclinado. Exemplos dos mesmos são as embalagens Tetra Brik®, Tetra Brik® Aseptic, Tetra Brik® Edge, Tetra Gemina® Aseptic, Tetra Prisma® Aseptic, e Tetra Rex ®,.
[0034] Em algumas modalidades os ditos acima são combinados, isto é o material de acondicionamento compreende o enfraquecimento como uma perfuração e a atenuação é coberta por uma ou mais camadas do material de acondicionamento, com a exceção de pelo menos a camada densa.
[0035] Em algumas modalidades a atenuação ou orifício deve ser formado em uma distância a partir das bandas de vedação; na verdade, uma atenuação ou orifício muito próximo de uma banda de vedação pode ser danificada durante a formação da mesma devido ao calor e à pressão aplicada de maneira a formar o material de acondicionamento em um recipiente de acondicionamento.
[0036] Em algumas modalidades a camada densa compreende um recorte e é uma camada de papel ou papelão.
[0037] Os seguintes termos e definições usados aqui devem ser dados a definição aqui abaixo.
[0038] Uma "poliolefina" ou "polialqueno"é um polímero produzido a partir de uma olefina simples da fórmula O2H2n como um monômero.
[0039] Um "polietileno" é uma poliolefina produzida através da polimerização do monômero etileno.
[0040] Um "copolímero" ou "heteropolímero" é um polímero de duas ou mais espécies monoméricas.
[0041] Um "polietileno de alta densidade" ou "HDPE" é um polímero de etileno tendo uma densidade de mais do que 0,941 g/cm3.
[0042] Um "polietileno de baixa densidade" ou "LDPE"é um homopolímero de polietileno tendo uma densidade de 0,910 a 0,935 g/cm3. LDPE também é conhecido como polietileno ramificado ou ramificado de maneira heterogênea por causa do número relativamente grande de ramificações de cadeia longa se estendendo a partir da estrutura de polímero principal. LDPE foi fabricado comercialmente desde os anos de 1930s e é bem conhecido na técnica.
[0043] Um "polietileno de baixa densidade linear", ou "LLDPE" se refere a um copolímero de polietileno tendo uma densidade de 0,89 g/cm3. LLDPE linear e não contém substancialmente ramificação de cadeia longa, e em geral possui uma distribuição de peso molecular mais estreita do que LDPE convencional. O "polietileno de baixa densidade linear" (LLDPE) tradicional pode ser produzido com catalisadores de Ziegler-Natta convencionais, catalisadores de vanádio. LLDPE também foi fabricado convencionalmente por um longo tempo (desde os anos de 1950s para os reatores de solução, e desde os anos de 1980s para reatores de fase de gás) e também é bem conhecido na técnica.
[0044] Um "mLLDPE"é um polietileno de baixa densidade linear produzido por catalisadores de metalloceno nos reatores de fase gás e/ou com catalisadores de metalloceno em reatores de pasta fluida e/ou com qualquer um dos catalisadores de haftoceno nos reatores de solução. O mLLDPE são bem conhecidos na técnica de tecnologia de embalagem.
[0045] Um "molde" quer dizer uma folha tubular dobrada plana pré- fabricada de um material de acondicionamento, tal como um material de acondicionamento compreendendo papel ou papelão e revestimentos de plástico estanque a líquido em cada lado do papel ou papelão. O modelo é usado para fabricar recipientes de acondicionamento vedados colocando ereto o modelo para uma manga tubular aberta que é vedada de maneira transversal em uma extremidade antes de enchimento e vedando de maneira transversal a extremidade aberta.
[0046] Uma "espessura" em referência ao material de acondicionamento, um recipiente de acondicionamento, ou camadas dos mesmos são determinadas por microscópio, por exemplo, por um microscópio adequado tal como aqueles fabricados sob o nome Olympus, por exemplo, BX51.
[0047] "Alimento líquido ou semilíquido"em geral se refere aos produtos alimentícios tendo um conteúdo de escoamento que pode conter opcionalmente peças de alimento. Laticínios e leite, soja, arroz, grãos e bebidas de semente, suco, néctar, bebidas não carbonatadas, bebidas energéticas, bebidas esportivas, café ou bebidas de chá, água de coco, bebidas de chá, vinho, sopas, jalapenos, tomates, molhos (tais como molho de macarrão), feijões e óleo de oliva são alguns exemplos de produtos alimentícios contemplados.
[0048] "Asséptico"em conjunto com um material de acondicionamento e recipiente de acondicionamento se refere às condições onde elimina, inativa ou mata bactérias, esporos e microrganismos são eliminadas, inativadas ou mortas. Em geral um processo asséptico é usado quando um produto é empacotado de maneira asséptica em um recipiente de acondicionamento.
[0049] O termo "vedação por calor" se refere ao processo de vedação de um material termoplástico com outro. Assim um material que pode ser vedado por calor deve ser capaz de gerar uma vedação quando colocado em contato com outro termoplasto adequado sob as condições apropriadas tais como quando se aplica aquecimento suficiente. Aquecimento adequado pode ser alcançado através de aquecimento por indução ou aquecimento ultrassônico ou outros meios de aquecimento.
[0050] O termo "enfraquecimento"é intencionado de significar uma compressão, vinco, perfuração ou gravação em relevo de material.
[0051] O termo "atenuação"quer dizer uma porção do material de acondicionamento compreendendo pelo menos uma, mas não todas, das camadas do material de acondicionamento. A atenuação, por exemplo, pode ser uma abertura, fenda ou recesso desde que seja coberta por pelo menos uma das camadas do material de acondicionamento. Como um exemplo a atenuação é uma continuação da camada de barreira e a camada mais interna de vedação por calor do material de acondicionamento e a camada densa foi cortada compondo os limites da atenuação.
[0052] Materiais de acondicionamento laminados são obtidos por vários métodos para laminar camadas juntas, tal como laminação por extrusão, laminação por adesivo seco, laminação por calor - pressão, e também pode estar incluindo vários métodos de revestimento. Apesar de para alcançar os benefícios da técnica de laminação particular não é crucial é considerado para ser de uso particular na laminação por extrusão para produzir materiais de acondicionamento laminados, em particular embalagens com base em cartão usadas para alimentos tais como alimento líquido e semilíquido.
[0053] O termo "área de abertura de consumidor" quer dizer a área do material de acondicionamento, que após a abertura da embalagem define a parte aberta da embalagem, isto é está aberta, e que é observada como a abertura por um consumidor. Em uma modalidade da presente invenção, a área de abertura de consumidor é maior do que o dispositivo de abertura em si, e maior do que a área do material de acondicionamento em que o dispositivo de abertura é anexado.
[0054] Consequentemente, um recipiente de acondicionamento tendo um longo prazo de validade é provido, o prazo de validade não é menor do que 3, 6, 8, 9, 10, 11, 12, 13, 14, 15 meses. Naturalmente prazo de validade longo é preferido. Em geral um prazo de validade de pelo menos 12 meses é necessário, que no entanto pode variar com diferentes preferências. Em um aspecto um recipiente de acondicionamento feito a partir do material de acondicionamento descrito aqui possui um prazo de validade de 12 meses.
[0055] Em particular, tal material de acondicionamento laminado compreendendo a camada densa, tal como uma camada densa de papel ou papelão é provida. A camada densa é arranjada para prover a maior contribuição para a rigidez flexural do laminado. O papel ou papelão usado aqui possui uma gramatura entre 60 e 480 g/m2, dependendo do requisito para diferentes tipos de embalagens. A gramatura do papelão é avaliada de acordo ISO 536. A gramatura exprime peso por unidade de área e é medida em g/m2. O papel ou papelão normalmente possui uma espessura entre 80 e 660 μm, e é selecionado apropriadamente de maneira a obter a rigidez desejada adequada para o tipo de recipiente de acondicionamento e o produto alimentício intencionado. A espessura da camada densa pode ser avaliada por microscópio como discutido aqui abaixo. No entanto também é concebível que a camada densa do material de acondicionamento em vez de ser a poliolefina camada densa, por exemplo, feita de polietileno, polipropileno ou copolímeros de etileno ou propileno, tais como, por exemplo, copolímeros de etileno - propileno, etileno - buteno, etileno - hexeno, etileno - alquil (met)acrilato ou etileno - vinil acetato, ou PET (polietileno tereftalato) camada densa. Em algumas modalidades a camada densa é de papel ou papelão.
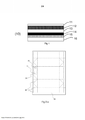
[0056] A camada densa pode ser tratada ou revestida de maneira a aprimorar a compatibilidade entre as camadas, e para obter propriedades desejadas adicionais tais como a rigidez aprimorada. A camada densa pode ser de uma espessura entre 80 e 660 μm, tal como 90 e 110 μm e 200 e 500 μm, tal como 250 e 350 μm. Expresso em g/m2um intervalo adequado é de 67 a 450 g/m2. A camada densa pode conter revestimentos tais como, por exemplo, revestimento de argila. Em algumas modalidades a camada densa é uma camada de papel ou papelão.
[0057] O material de acondicionamento em algumas modalidades compreendem uma camada densa de papel ou papelão (isto é cartão) opcionalmente tendo uma camada de decoração isto é para estar o lado externo do recipiente de acondicionamento cheio ou vedado. A lateral da camada densa, por exemplo, papel ou papelão, que é para ser o lado externo do recipiente de acondicionamento fechado e vedado pode conter uma impressão coberta pela camada de decoração. A camada de decoração é uma camada de poliolefina tal como a camada poliolefina que pode ser vedada por calor mais externa mencionada acima em contato com a vizinhança, por exemplo, LDPE ou polipropileno. A camada de decoração provê proteção adicional e estabilidade para o recipiente de acondicionamento.
[0058] A camada de decoração é uma camada de poliolefina que pode ser vedada por calor que faceia o ambiente circundante de um recipiente de acondicionamento resultante, poliolefinas adequadas são polietileno do tipo de baixa densidade, selecionado a partir do grupo que consiste de LDPE, LLDPE, VLDPE, ULDPE ou mLLDPE e misturas de dois ou mais dos mesmos, opcionalmente outras poliolefinas tal como polietileno de alta densidade (HDPE), polipropileno ou propileno copolímeros ou terpolímeros são úteis como a camada que faceia as vizinhanças. A camada de decoração pode ser aplicada traves de revestimento por extrusão ou outras técnicas similares tal como aquelas divulgadas acima. Opcionalmente a camada de decoração pode ser uma película pré-feito que é laminado para a camada densa. Exemplo adequado de um polietileno a ser usado como uma camada de decoração é um LDPE de grau de extrusão, por exemplo, tendo um LDPE tendo um índice de fluxo de material fundido (como determinado de acordo com ASTM D1238, 190 °C/2,16 kg) de 4 a 15, tal como 6 a 9, e uma densidade (como determinado de acordo com ISO 1183, método D) de 915 a 922 kg/m3, tal como 918 a 920 kg/m3. A espessura da camada de decoração do material de acondicionamento está entre 5 μm e 50 μm tal como 7 μm e 30μm, tal como 7 μm e 20 μm, tal como 8 μm e 15 μm.
[0059] Oposto à camada de decoração opcional e assim faceando o interior do recipiente de acondicionamento final uma camada de barreira é arranjada com a ajuda de uma camada laminada que pode ser uma camada com base em poliolefina ou outra camada adequada tal como a poliolefina, tal como um LDPE adequado que facilita a adesão entre a camada densa e a barreira de oxigênio. Em algumas modalidades a barreira é uma lâmina de alumínio, uma película de barreira ou revestimento. Quando uma lâmina de alumínio é usada uma espessura adequada está entre 3 e 15 μm, tal como 5 a 10 μm, tal como 5 e 8 μm. Graus de LDPE adequados, por exemplo, são fabricados por Dow, Exxon Mobile, Borealis, e Ineos etc, tais graus são bem conhecidos do perito. A camada laminada está em uma modalidade aplicada por um processo de extrusão usando equipamento de extrusão comercialmente disponível. Materiais, adequados como a camada laminada, são conhecidos e convencionalmente compreendem a poliolefina. De acordo com uma modalidade o material de laminação compreende um polietileno ou misturas do mesmo. dentro do grupo de polietilenos, as propriedades de camadas de laminação podem ser variadas e adaptadas de maneira a alcançar várias propriedades finais em um material de acondicionamento. Variações da camada laminada para o tipo desejado de material de acondicionamento para alimentos líquido e semilíquido assim são descobertos bastante dentro do grupo de polímeros de polietileno. Este grupo assim também inclui copolímeros de etileno e outros monômeros de alfa-olefina que é claro incluem, por exemplo, polietilenos de baixa densidade lineares, também copolímeros de etileno e propileno em diferentes proporções, por exemplo, assim chamados plastomeros ou elastômeros do tipo fabricado por Dow sob os nomes "Engage" e "Affinity", e também terpolímeros de etileno, propileno e um monômero de alfa-olefina tendo propriedades semelhantes a polietileno. Exemplos de polímeros que podem ajudar a aprimorar várias propriedades mecânicas são os que são chamados de polímeros lineares, tais como linear poliolefinas, por exemplo, polietileno de alta densidade (HDPE), polietileno de média densidade (MDPE), polietileno de baixa densidade linear (LLDPE/VLDPE/ULDPE) produzido com catalisadores convencionais ou com assim chamados catalisadores de local único, ou catalisadores de geometria restrita, incluindo assim chamados metalloceno-LLDPE (mLLDPE), e polipropileno (PP). Polietileno de densidade muito baixa (VLDPE) e polietileno de densidade ultra baixa (ULDPE) são exemplos de subcategorias dentro da categoria de polietilenos de baixa densidade lineares. Dependendo do tipo e da quantidade de comonômero, estes polímeros em geral possuem maior durabilidade em vários sentidos. Variações do material de laminação para o tipo desejado de material de acondicionamento para bebidas e líquidos são encontrados dentro do grupo de polímeros de polietileno, por exemplo, polímeros escolhidos a partir do grupo que inclui polietileno de baixa densidade (LDPE), polietileno de alta densidade (HDPE), polietileno de média densidade (MDPE), polietileno de baixa densidade linear (LLDPE/VLDPE/ULDPE) produzido com catalisadores convencionais ou com assim chamados catalisadores de sitio único, ou catalisadores de geometria restrita, incluindo assim chamado metalloceno - LLDPE (mLLDPE), e misturas ou combinações dos mesmos; e polipropileno ou propileno copolímeros ou terpolímeros. Um exemplo de uma camada laminada adequada é um polietileno, por exemplo, LDPE de grau de extrusão, por exemplo, tendo um índice de fluxo de material fundido (como determinado de acordo com ASTM D1238, 190 °C/2,16 kg) de 2 a 13, tal como 5 a 10, e uma densidade (como determinado de acordo com ISO 1183, método D) de 914 a 922 kg/m3, tal como 915 a 920 kg/m3. A espessura da camada laminada do material de acondicionamento está entre 5 μm e 50 μm tal como 10 μm e 30 μm, tal como 15 μm e 30 μm, tal como 17 μm e 25 μm.
[0060] A camada de barreira, tal como barreira de oxigênio (por exemplo, lâmina de alumínio) é arranjada com a ajuda da camada laminada no lado oposto a camada densa e possui um adesivo no lado oposto a camada laminada. O adesivo depende do tipo de camada densa e a camada de barreira e estão dentro da capacidade dos peritos na técnica de selecionar. Quando a camada de barreira é de lâmina de alumínio copolímeros ácidos de etileno tais como copolímero de ácido etileno acrílico, por exemplo, fabricado sob a marca Primacor ® por Dow ou Nucrel® por Dupont podem ser usados de maneira adequada.
[0061] Em geral as diferentes camadas presentes no material de acondicionamento são possíveis para detectar, por exemplo, por microscopia. Pode não ser possível separar o adesivo da camada que pode ser vedada por calor, e assim em certas modalidades a camada que forma o interior do recipiente de acondicionamento é uma combinação do adesivo e a camada que pode ser vedada por calor onde a camada que pode ser vedada por calor está faceando o produto de alimento líquido ou semilíquido. A camada de adesivo do material de acondicionamento como descrito aqui possui uma espessura entre 3 μm e 12 μm, tal como 4 μm e 10 μm tal como 5 μm e 9 μm. A camada de adesivo pode ser caracterizada por diferentes métodos incluindo, por exemplo, espectroscopia de infravermelho (IR).
[0062] O material de acondicionamento contém uma camada que pode ser vedada por calor mais interna de um polímero de poliolefina que pode ser vedado por calor que é aplicado como uma camada a ser direcionada para o interior do recipiente, isto é em contato direto com o alimento. A camada que pode ser vedada por calor para a camada mais interna pode ser de maneira adequada um polímero de polietileno do tipo de baixa densidade, selecionado a partir do grupo que consiste de LDPE, LLDPE, VLDPE, ULDPE ou mLLDPE e misturas de dois ou mais dos mesmos. o arranjo da camada que pode ser vedada por calor é similar com a camada laminada e aquela que foi divulgada acima em conjunto com a camada laminada também se aplica para a camada mais interna.
[0063] Dependendo do tipo de recipientes de acondicionamento produzido a partir do material de acondicionamento, também camadas mais internas que podem ser vedadas por calor de polietileno de alta densidade, polipropileno ou propileno copolímeros ou terpolímeros são concebíveis dentro do escopo das reivindicações anexas desde que sejam compatíveis com e alcançam o efeito desejado em combinação com outros componentes do material de acondicionamento e em particular o adesivo como descrito aqui. Exemplos adequados para ser usados como camadas mais internas são misturas entre LDPE e mLLDPE (por exemplo, 50/50, 40/60, 60/40, 30/70, 70/30, 20/80, 80/20 % em peso de razões de mistura), tal como LDPE de grau de extrusão, por exemplo, tendo um índice de fluxo de material fundido (como determinado de acordo com ASTM D1238, 190 °C/2,16 kg) de 2 a 12, tal como 2 a 7, tal como 2 a 5,5 e uma densidade (como determinado de acordo com ISO 1183, método D) de 914 a 922 kg/m3, tal como 915 a 920 kg/m3. Exemplos de mLLDPEs adequados para o uso em aspectos e modalidades descritos aqui possuem uma densidade menor do que 0,922 kg/cm3 e um índice de fluxo de material fundido (MFI) de 15 a 25 em 190°C e 2,16 kg (ASTM 1278). Detalhes adicionais são bem conhecidos e estão dentro da capacidade do perito, entendimento adicional pode ser obtido, por exemplo, em US6974612. A espessura da camada mais interna do material de acondicionamento está entre 5 μm e 50 μm, tal como 10 μm a 30 μm, tal como 15 μm a 30 μm, tal como 17 μm a 25 μm.
[0064] Naturalmente, os exemplos referidos acima estão trabalhando como uma guia geral e também outros possíveis polímeros são possíveis.
[0065] Assim as camadas mencionadas acima do material de acondicionamento, por exemplo, são aplicadas ao respectivo lado do material a granel através de revestimento por extrusão ou película e laminação de lâmina.
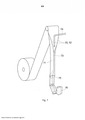
[0066] De acordo com um possível método de produção o recipiente de acondicionamento é obtido provendo um papelão tendo uma impressão opcional, e um padrão de vinco adequado, o papelão possui um orifício cortado repetido tal que um recipiente de acondicionamento vai possuir pelo menos um orifício (ou atenuação). Adicionalmente o papelão é provido com o enfraquecimento que é em contato direto ou indireto com o orifício. Os padrões de vinco mencionados acima serve m como linhas de dobramento para formar a embalagem final tal como Tetra Brik ® Aseptic (na forma de um tijolo). Um exemplo de um padrão de vinco, por exemplo, pode ser observado na Fig. 3 de WO2012/163753. O papelão é alimentado a partir de um rolo e a folha contínua de papel ou papelão é tratada opcionalmente com calor e/ou ozônio. A camada laminada é arranjada pela ajuda de uma película do plástico que sai de uma extrusora. Normalmente o material extrusado possui uma temperatura acima de 260 °C, tal como acima de 280 °C, tal como acima de 290 °C, tal como acima de 300 °C. Para alguns materiais uma temperatura de laminação por extrusão acima de 290 °C são preferidas. De maneira a descrever adicionalmente a extrusão a Fig. 3 divulga uma ilustração esquemática de uma extrusora (31) adequada para o arranjo da camada laminada (13) no papel ou papelão (12), adicionalmente mostrando uma película de plástico fundido (32) do polímero para se tornar a camada laminada (13) arranjada em uma folha contínua de papel ou papelão (35). A extrusora derrete e mistura o polímero. No caso das misturas a extrusora também pode ser usada para misturar os polímeros que, por exemplo, são fornecidos através de coletores separados. A película fundida (32) e o papelão são unidos em um estreitamento entre os rolos (33 e 34). Similarmente as outras camadas de polímero (adesivo e camada mais interna que pode ser vedada por calor) são adicionadas a uma folha contínua de papel ou papelão (35), opcionalmente um laminado. A camada de barreira (14) por exemplo, pode ser arranjada a partir de um rolo separado e arranjada junto com a camada laminada (13), ou com um adesivo.
[0067] Em uma modalidade o material de acondicionamento descrito aqui, e nas reivindicações anexas é arranjado em um material de acondicionamento que compreende uma camada de decoração (11) que em um lado da camada possui uma camada de papelão (12), a dita camada de papelão (12), no lado oposto a camada de decoração (11) possui uma camada laminada (13), a dita camada laminada (13), no lado oposto à camada de papelão (12) possui uma barreira de oxigênio (14), a dita barreira de oxigênio (14), no lado oposto a camada laminada (13) possui um adesivo (15), e o dito adesivo (15), no lado oposto a barreira de oxigênio (14) possui uma camada que pode ser vedada por calor (16). O material de acondicionamento compreende um enfraquecimento em contato direto com uma atenuação que consiste da camada de decoração, a camada laminada, o adesivo e a camada que pode ser vedada por calor. O material de acondicionamento está em uma modalidade transformada em um recipiente de acondicionamento asséptico. A transformação pode ser realizada através de partes de pré-dobramento e vedação do material de acondicionamento para um molde, exemplo de embalagens feitas a partir de moldes são, por exemplo, Tetra Recart® e recipientes de parte superior de frontão. O modelo será provido com um dispositivo de abertura como descrito aqui e cheio e vedado em uma máquina de enchimento adequada para moldes de manípulo. A transformação a partir de um material de acondicionamento para um recipiente de acondicionamento também pode ser realizado usando a tecnologia de forma - enchimento - vedação, por exemplo, em Tetra Pak® A3 Speed/Flex. Um recipiente de acondicionamento formado a partir do material de acondicionamento de acordo com os aspectos e modalidades descritos aqui podem ser de qualquer forma conhecida. Em alguns aspectos o recipiente descrito aqui se refere a um recipiente conformado substancialmente em tijolo ou cunha que é durável na manipulação e distribuição e resistente à umidade e gás oxigênio durante armazenamento de longo prazo, devido ao material de acondicionamento de alta qualidade, que por sua vez também provê suficiente qualidade de vedação e propriedades de barreira de gás. Tipos adicionais de embalagens com base em papelão para embalagem líquida onde os aspectos e modalidades descritas aqui podem ser úteis é um recipiente de acondicionamento conformado em tijolo, um recipiente de acondicionamento de parte superior de frontão, um recipiente de acondicionamento conformado em cunha, um recipiente de acondicionamento com base quadrada, retangular ou octogonal tendo um topo inclinado. Mais especificamente as assim chamadas embalagens Tetra Brik®, Tetra Brik® Aseptic, Tetra Brik® Edge, Tetra Gemina® Aseptic, Tetra Prisma® Aseptic, e Tetra Rex © ou outros tipos de embalagens como garrafas compreendendo uma manga do material de acondicionamento com base em papelão, um fundo formado de dobra da mesma, e uma tampa de topo e parafuso de um material conformado em molde plástico. Uma modalidade descrita aqui se refere a embalagens Tetra Brik® de um tamanho conhecido tal como 200 ml, 250 ml, 500 ml e 1000 ml que opcionalmente pode ter uma base quadrada, ou um topo inclinado tal como por exemplo, Tetra Brik® Edge.
[0068] Adicionalmente, descrições detalhadas de modalidades são divulgadas em conjunto com a descrição das modalidades.
[0069] Nas modalidades específicas recipientes de acondicionamento do tipo Tetra Brik® 250 ml onde preparados a partir de um material de acondicionamento compreendendo 12 g/m2 de decoração de um LDPE. A camada de decoração é arranjado no lado externo da embalagem. Camadas adicionais partindo da camada de decoração são: 268 g/m2 duplex papelão, tendo um orifício perfurado (por exemplo, como mostrado na Fig. 4a (42)) tendo um diâmetro de cerca de 8 mm e uma perfuração; 20 g/m2 de LDPE como a camada laminada; cerca de 6 μm lâmina de alumínio, 6 g/m2 de adesivo (Primacor™ 3440) e 19 g/m2 de camada de vedação por calor de uma mistura de um LDPE (30 % em peso) e um polietileno de baixa densidade linear catalisado por metalloceno. Todas as camadas cobrem o orifício que forma uma atenuação. O material de acondicionamento é obtido em um rolo que é alimentado para Tetra Pak® A3 Speed onde exceto para as operações convencionais e antes da esterilização é sujeitado a uma primeira porção de molde e uma segunda porção de molde e o LDPE para a moldagem por injeção é injetada em uma temperatura de cerca de 200 °C. O plástico é deixado resfriar por cerca de 300 a 800 ms antes dos moldes serem liberados e o material adicionalmente processado de acordo com o processo de fabricação convencional de maneira a gerar um Recipiente de acondicionamento asséptico Tetra Brik ® tendo um dispositivo de abertura moldado por injeção.
[0070] Vantagens adicionais e funcionalidades de caracterização favoráveis serão aparentes a partir da seguinte descrição detalhada, com referência às figuras anexas, em que:
[0071] A Fig. 1 é uma vista de seção transversal de um material de acondicionamento laminado de acordo com aspectos descritos aqui.
[0072] A Fig. 2a ilustra uma vista esquemática de parte de um material de acondicionamento.
[0073] A Fig. 2b ilustra uma vista esquemática de parte de um material de acondicionamento.
[0074] A Fig. 3 é um desenho esquemático de uma extrusora, a película extrusada, uma folha contínua de material de acondicionamento ou papel e os rolos se arranjam para unir o plástico e o papel ou papelão.
[0075] A Fig. 4a-d mostram modalidades de dispositivos de abertura divulgado aqui.
[0076] A Fig. 5 ilustra uma vista parcial de um dispositivo de abertura como descrito nas modalidades aqui a partir do interior de um recipiente de acondicionamento.
[0077] A Fig. 6 mostra um exemplo de um recipiente de acondicionamento produzido a partir do material de acondicionamento de acordo com modalidades descritas aqui.
[0078] A Fig. 7 mostra o princípio de como tais recipientes de acondicionamento são fabricados a partir do material de acondicionamento em um processo de vedação, enchimento e formação contínuo.
[0079] A Fig. 1 mostra uma seção transversal de um material de acondicionamento. A camada de decoração (11) é a poliolefina tal como um LDPE ou PP adequado. A camada de decoração pode ser usada, por exemplo, para prover uma cobertura um padrão impresso, o orifício e o enfraquecimento (não mostrado na figura) na camada de papel ou papelão (12), camada a qual é arranjada em um lado da camada de decoração (11). A camada de papelão (12), no lado oposto a camada de decoração, possui uma camada laminada (13) selecionada a partir de poliolefinas adequadas tais como LDPE ou PP. A camada laminada provê adesão para a barreira de oxigênio (14), que é arranjada no lado oposto da camada de papel ou papelão (13). A camada de barreira (14) provê a barreira desejada tal como barreira de oxigênio, luz, água e vapor dependendo da necessidade específica determinada pelo produto a ser empacotado. A camada de barreira, por exemplo, pode ser uma lâmina de alumínio ou uma película depositado por vapor, tal como um metalizado ou revestido por deposição de vapor, tal como película revestida por PECVD. No lado oposto a camada laminada o adesivo polímero (15) é arranjado na camada de barreira. O adesivo (15) por exemplo, pode ser aplicado através de revestimento por extrusão, quando a camada de barreira é lâmina de alumínio o adesivo pode ser um adesivo adequado fabricado sob o nome comercial Nucrel ®. No lado oposto a camada de barreira, o adesivo é provido com uma camada que pode ser vedada por calor tal como uma poliolefina adequada tal como PE ou PP ou misturas dos mesmos. A camada que pode ser vedada por calor é a camada que faceia o produto no recipiente de acondicionamento empacotado acabado. O material que pode ser vedado por calor pode ser arranjado através de revestimento por extrusão, ou por uma película pré-feito através de laminação de película.
[0080] A Fig. 2a é uma ilustração esquemática de uma parte de uma folha contínua de material de acondicionamento (20) tendo um enfraquecimento (21) que na modalidade ilustrada está em contato direto com uma atenuação ou orifício (22). Os enfraquecimentos (21) pelo menos parcialmente define uma área de abertura de consumidor (24), por exemplo, que pode ser maior ou menor do que a área definida pelos enfraquecimentos (21). A Fig. 2a também inclui linhas (25) que são intencionadas a auxiliar na formação e no dobramento do recipiente de acondicionamento. Exemplos de tais linhas são linhas de vinco (25). Cada tipo de recipiente de acondicionamento possui o seu padrão de vinco específico. Em algumas modalidades uma atenuação (22) é usada em combinação com enfraquecimentos tais como uma perfuração (21). Em algumas modalidades o orifício (22) é usado em combinação com as perfurações (21).
[0081] A Fig. 2b é uma ilustração esquemática de uma parte de uma folha contínua de material de acondicionamento (20) tendo um enfraquecimento (21) que na modalidade ilustrada está em contato direto com uma atenuação ou orifício (22). O enfraquecimento (s) (21) pelo menos parcialmente define uma área de abertura de consumidor (24), por exemplo, que pode ser maior ou menor do que a área definida pelos enfraquecimentos (21). A Fig. 2b também inclui as linhas (25) que são intencionadas a auxiliar na formação e no dobramento do recipiente de acondicionamento. Exemplos de tais linhas são linhas de vinco (25). Em algumas modalidades uma atenuação (22) é usada em combinação com enfraquecimentos tal como a perfuração (21). Em algumas modalidades o orifício (22) é usado em combinação com a perfuração (21). A Fig. 2b ilustra um diferente arranjo entre a atenuação ou orifício (22) e os enfraquecimentos (21).
[0082] A Fig. 3 é uma ilustração esquemática de uma extrusora (31). Uma extrusora da ilustração esquemática é adequada para a aplicação da camada de decoração (11), camada laminada (13), adesivo (15) e a camada que pode ser vedada por calor (16). Como um exemplo a camada laminada (13) pode estar no papel ou papelão (12), adicionalmente mostrando uma película de plástico fundido (32) do polímero para se tornar a camada laminada (13) arranjada em uma folha contínua de papel ou papelão (35). A extrusora derrete e mistura o polímero. No caso de misturas a extrusora também pode ser usada para misturar os polímeros que, por exemplo, são fornecidos através de coletores separados. A película fundida (32) e o papelão são unidos em um estreitamento entre os rolos (33 e 34) que exercem uma pressão. Um dos rolos pode ser um rolo arrefecido que reduz a temperatura do polímero quando no estreitamento. Similarmente os outros polímeros do material de acondicionamento podem ser adicionados à folha contínua de papel ou papelão (35). A camada de barreira (14) por exemplo, pode ser arranjada a partir de um rolo separado e arranjada junto com a camada laminada (13), ou com um adesivo.
[0083] A Fig. 4a é uma ilustração esquemática de uma parte externa de um recipiente de acondicionamento feita de um material de acondicionamento (40), por exemplo, como descrito na Fig. 1, e a ilustração inclui um manípulo para a abertura do consumidor, isto é uma seção de aba (43) que é uma aba plástica feita pela moldagem, por exemplo, moldagem por injeção. A ilustração adicionalmente inclui uma atenuação ou orifício (42), a enfraquecimentos e uma área de abertura de consumidor (44).
[0084] A Fig. 4b é uma ilustração esquemática de uma parte externa de um recipiente de acondicionamento feita de um material de acondicionamento (40), por exemplo, como descrito na Fig. 1, e a ilustração inclui um manípulo para a abertura do consumidor, isto é uma seção de aba (43) que é uma aba plástica feita por moldagem, por exemplo, moldagem por injeção. A ilustração adicionalmente inclui uma atenuação ou orifício (42), a enfraquecimentos e uma área de abertura de consumidor (44). Comparado com as modalidades ilustradas pela Fig. 4a a ilustração na Fig. 4b ilustra outro projeto da atenuação ou orifício (42).
[0085] A Fig. 4c é uma ilustração esquemática de uma parte externa de um recipiente de acondicionamento feito de um material de acondicionamento (40), por exemplo, como descrito na Fig. 1, e a ilustração inclui um manípulo para a abertura do consumidor, isto é uma seção de aba (43) que é uma aba plástica feita por moldagem, por exemplo, moldagem por injeção. A ilustração adicionalmente inclui uma atenuação ou orifício (42), a enfraquecimentos e uma área de abertura de consumidor (44). Comparado com as modalidades ilustradas pela Figs 4a e 4b a ilustração na Fig. 4c ilustra outra forma da atenuação ou orifício (42. Adicionalmente a Fig. 4c ilustra modalidades onde os enfraquecimentos (41) estão em contato indireto com a atenuação ou orifício (42). A atenuação ou orifício (41) não deve estar na forma divulgada na Fig. 4c mas pode tomar outras formas, por exemplo, como nas Figs. 4a e 4b. Como descrito aqui as modalidades onde contato indireto entre a atenuação ou orifício são usadas são alternativas para aquelas onde os enfraquecimentos estão em contato direto com o orifício ou atenuação. Tais modalidades podem prover benefícios de produção e consumidor adicionais. Por exemplo, as tolerâncias entre o enfraquecimento e por exemplo, a atenuação ou orifício do não necessariamente precisam ser boas. É importante que sempre que uma força, por exemplo, exercida por um consumidor na seção de aba (43) e suficiente para causar a ruptura no recipiente de acondicionamento, por exemplo, na atenuação ou orifício (42), propagam a abertura criada para os enfraquecimentos (41) que propaga adicionalmente a abertura para definir uma área de abertura de consumidor.
[0086] Na Fig. 4 a-c a atenuação pode ser coberta por plástico ou a seção de aba vem através da atenuação sem cobrir a mesma.
[0087] A Fig. 5 é uma ilustração esquemática de uma parte interna de um recipiente de acondicionamento feito de um material de acondicionamento (50), por exemplo, como descrito na Fig. 1, e a ilustração inclui uma parte interna do dispositivo de abertura (56) que é uma parte plástica feita por moldagem, por exemplo, moldagem por injeção. A ilustração adicionalmente mostra a atenuação ou orifício (52) que é escondida atrás da parte plástica (56) e normalmente não observada a partir do interior do recipiente de acondicionamento, a enfraquecimentos (51) e uma área de abertura de consumidor (54).
[0088] A Fig. 6 mostra um exemplo de um recipiente de acondicionamento 60 produzido a partir do material de acondicionamento descrito na Fig. 1 e que como especificado aqui foi provido com enfraquecimentos (61) e uma atenuação (62) em que uma seção de aba (63) é moldada, por exemplo, através de moldagem por injeção. A seção de aba é uma parte do dispositivo de abertura que como mostrado na Fig. 5 também possui uma parte no interior do recipiente de acondicionamento conectado através de uma ligação de material. O recipiente de acondicionamento é adequado particularmente para produtos alimentícios líquidos ou semilíquidos tais como bebidas, molhos, sopas ou semelhantes. Tipicamente, TAM embalagem possui um volume de cerca de 100 a 2000 ml. Pode ser de qualquer configuração tal como aquela descrita aqui, mas por exemplo, é conformada em tijolo, tendo vedações longitudinal e transversal 56 e 57, respectivamente, e opcionalmente um dispositivo de abertura 53. Em outra modalidade, não mostrado, o recipiente de acondicionamento pode ser conformado como uma cunha. De maneira a obter tal "forma de cunha", apenas a parte de fundo da embalagem é formada por dobra tal que a vedação por calor transversal do fundo é escondida sob as abas de canto triangulares, que são dobradas e vedadas contra o fundo da embalagem. A vedação transversal de seção de topo é deixada não dobrada. Deste modo o recipiente de acondicionamento dobrado na metade ainda é fácil de manipular e estável de maneira dimensional (isto é mantém a forma e o formato) quando colocado em uma prateleira no armazenamento de alimento ou em uma mesa ou semelhantes.
[0089] A Fig. 7 mostra o princípio como descrito na introdução do presente pedido, isto é uma folha contínua de material de acondicionamento é formado em um tubo 71 pelas bordas longitudinais 72, 72' da folha contínua sendo unidos entre si em uma junção vedada por calor sobreposta 73. O tubo é cheio 74 com o produto alimentício líquido intencionado e é dividido em embalagens individuais por vedações transversais repetidas 65 do tubo em uma distância predeterminada entre si abaixo do nível dos conteúdos cheios no tubo exclusivamente por meio de exemplo, e que modificações e alterações óbvias para um perito na técnica são possíveis sem fugir do conceito como divulgado nas reivindicações anexas.
Claims (12)
1. Material de acondicionamento para um recipiente de acondicionamento para alimento líquido ou semilíquido, caracterizadopelo fato de que compreende uma camada densa (12) de papel ou papelão, que em um lado possui uma camada de vedação por calor (16), uma camada de barreira (14) arranjada entre a camada densa (12) e a camada de vedação por calor (16) e uma camada laminada (13), que é arranjada entre a camada de barreira e a camada densa, em que o material de acondicionamento compreende um ou mais enfraquecimentos em contato direto ou indireto com uma atenuação no material de acondicionamento, o enfraquecimento pelo menos parcialmente compondo uma área de abertura de consumidor e a atenuação sendo para prover uma ligação de material de um dispositivo de abertura moldado por injeção, a atenuação sendo compreendida pela camada de vedação por calor (16), a camada de barreira (14), e a camada laminada (13) e sem a camada densa.
2. Material de acondicionamento de acordo com a reivindicação 1, caracterizadopelo fato de que o material de acondicionamento adicionalmente compreende uma camada de decoração (11) arranjada no lado oposto da camada de vedação por calor.
3. Material de acondicionamento de acordo com qualquer uma das reivindicações 1 ou 2, caracterizadopelo fato de que um adesivo (15) é arranjado entre a camada de barreira e a camada de vedação por calor.
4. Material de acondicionamento de acordo com qualquer uma das reivindicações 1 a 3, caracterizadopelo fato de que a camada de barreira é uma película de barreira ou revestimento de lâmina de alumínio.
5. Material de acondicionamento de acordo com qualquer uma das reivindicações 1 a 4, caracterizadopelo fato de que a camada de decoração é uma poliolefina termoplástica; e a camada laminada é uma poliolefina termoplástica; e a camada de vedação por calor é uma poliolefina termoplástica.
6. Material de acondicionamento de acordo com a reivindicação 5, caracterizadopelo fato de que a poliolefina termoplástica independentemente é selecionada a partir de polietileno e polipropileno.
7. Material de acondicionamento de acordo com qualquer uma das reivindicações 1 a 6, caracterizadopelo fato de que a camada densa compreende uma parte de composição de recorte da atenuação.
8. Método de fabricação de um recipiente de acondicionamento asséptico provendo um material de acondicionamento como definido em qualquer uma das reivindicações 1 a 7, caracterizadopelo fato de que compreende arranjar, em um lado do material de acondicionamento, uma primeira porção de molde compreendendo pelo menos uma primeira cavidade de molde, arranjar uma segunda porção de molde compreendendo pelo menos uma segunda cavidade de molde no lado oposto da primeira porção de molde, em que a primeira cavidade de molde pelo menos parcialmente sobrepõe a segunda cavidade de molde, injetar um material plástico fundido em pelo menos uma das cavidades de molde, permitindo que o material plástico fundido vá através do material de acondicionamento em uma área de sobreposição de maneira a formar uma ligação de material, permitir que o material plástico fundido escoe pelo menos na cavidade de molde oposta e remover a primeira e a segunda porções de molde, obter um material de acondicionamento compreendendo um dispositivo de abertura, formar o material de acondicionamento compreendendo o dispositivo de abertura até uma forma desejada, encher e vedar o material de acondicionamento formado com um produto alimentício líquido ou semilíquido, e obter um recipiente de acondicionamento tendo um dispositivo de abertura.
9. Método de acordo com a reivindicação 8, caracterizado pelo fato de que a primeira porção de molde é pelo menos parcialmente arranjada sobre a atenuação do material de acondicionamento.
10. Método de acordo com qualquer uma das reivindicações 8 ou 9, caracterizado pelo fato de que o material plástico fundido gera um orifício no material de acondicionamento quando vem através do mesmo.
11. Método de acordo com qualquer uma das reivindicações 8 a 10, caracterizado pelo fato de que pelo menos parte da área de sobreposição forma parte da atenuação.
12. Recipiente de acondicionamento asséptico, caracterizado pelo fato de que compreende um laminado de material de acondicionamento como definido em qualquer uma das reivindicações 1 a 7, um dispositivo de abertura de plástico, uma área de abertura de consumidor, e um enfraquecimento pelo menos parcialmente compondo uma área de abertura de consumidor, em que o dispositivo de abertura de plástico compreende uma primeira porção no lado externo do recipiente de acondicionamento conectado através de uma ligação de material para uma segunda porção no interior do recipiente de acondicionamento, o laminado de material de acondicionamento se estendendo dentro da área de abertura de consumidor tal que seja rompido no uso do dispositivo de abertura para abrir a área de abertura de consumidor.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13199808.0 | 2013-12-30 | ||
| EP13199808.0A EP2889231A1 (en) | 2013-12-30 | 2013-12-30 | Packaging material and packaging container having an opening device made therefrom |
| PCT/EP2014/079030 WO2015101540A1 (en) | 2013-12-30 | 2014-12-22 | Packaging material and packaging container having an opening device made therefrom |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112016015224A2 BR112016015224A2 (pt) | 2017-08-08 |
| BR112016015224B1 true BR112016015224B1 (pt) | 2021-09-21 |
Family
ID=49885085
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112016015224-7A BR112016015224B1 (pt) | 2013-12-30 | 2014-12-22 | Material de acondicionamento, método de fabricação de um recipiente de acondicionamento, e, recipiente de acondicionamento |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10435220B2 (pt) |
| EP (2) | EP2889231A1 (pt) |
| JP (2) | JP6539664B2 (pt) |
| CN (2) | CN105873828B (pt) |
| BR (1) | BR112016015224B1 (pt) |
| DK (1) | DK3089919T3 (pt) |
| ES (1) | ES2886437T3 (pt) |
| MX (1) | MX2016008421A (pt) |
| RU (1) | RU2688301C2 (pt) |
| WO (1) | WO2015101540A1 (pt) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9242779B1 (en) * | 2014-03-20 | 2016-01-26 | Chai Holdings, Llc | Resealing label |
| RU2640981C1 (ru) | 2014-12-22 | 2018-01-12 | Тетра Лаваль Холдингз Энд Файнэнс С.А. | Упаковочный материал и упаковочный контейнер, сформированный из такого материала |
| US10081469B2 (en) | 2014-12-22 | 2018-09-25 | Tetra Laval Holdings & Finance S.A. | Package material and package container formed with said material |
| RU2647754C1 (ru) | 2015-02-09 | 2018-03-19 | Тетра Лаваль Холдингз Энд Файнэнс С.А. | Упаковочный материал и упаковочный контейнер, образованный из такого упаковочного материала. |
| MX2018006340A (es) | 2015-11-27 | 2018-08-29 | Tetra Laval Holding & Finance S A | Material de envasado y recipiente de envasado. |
| ES2876028T3 (es) | 2016-06-17 | 2021-11-11 | Tetra Laval Holdings & Finance | Sistema de apertura para un recipiente, su método de fabricación y recipiente que comprende el sistema de apertura |
| EP3718766A1 (en) * | 2019-04-05 | 2020-10-07 | SIG Technology AG | Sheetlike composite, in particular for the production of dimensionally stable foodstuff containers, having an outer polymer layer which is superimposed on a colour application |
| KR102033888B1 (ko) * | 2019-07-16 | 2019-10-17 | 주식회사 케이팩 | 기능성 곡물 포장 박스 |
Family Cites Families (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2546052A (en) * | 1948-07-19 | 1951-03-20 | Wilkins Wendell | Collapsible dispensing spout |
| CH437128A (de) * | 1965-04-26 | 1967-05-31 | Tepar Ag | Vorrichtung zum öffnen an einem Paket, das aus einem beiderends durch Querverschlüsse verschlossenen Rohr besteht |
| CA956859A (en) | 1970-11-23 | 1974-10-29 | Guy L. Fougere | Coin selector |
| US3797628A (en) | 1972-03-17 | 1974-03-19 | Little Inc A | Device and method for testing coins employing velocity determining means |
| JPS59152161A (ja) * | 1983-02-15 | 1984-08-30 | 東洋製罐株式会社 | 易開封性ヒ−トシ−ル蓋 |
| CA1206618A (en) | 1983-02-25 | 1986-06-24 | J. Randall Macdonald | Electronic coin measurement apparatus |
| GB8511163D0 (en) | 1985-05-02 | 1985-06-12 | Howells G | Coin handling apparatus |
| GB2182913B (en) * | 1985-11-19 | 1989-10-04 | Tetra Pak Dev | A pack for fluid media |
| DE3606280A1 (de) * | 1986-02-27 | 1987-09-03 | Altstaedter Verpack Vertrieb | Verschliessvorrichtung fuer eine spritzeinrichtung |
| CH673821A5 (pt) * | 1987-06-17 | 1990-04-12 | Tetra Pak Romont | |
| CH679850A5 (pt) * | 1989-09-05 | 1992-04-30 | Tetra Pak Romont | |
| US5128196A (en) | 1990-03-16 | 1992-07-07 | Amoco Corporation | Foamed core-reclaim multi-layer sheet and process for production thereof |
| SE9100921L (sv) * | 1991-03-27 | 1992-09-28 | Tetra Alfa Holdings | Oeppningsanordning foer en foerpackningsbehaallare samt saett att framstaella densamma |
| ES2095445T3 (es) * | 1991-12-12 | 1997-02-16 | Tetra Laval Holdings & Finance | Conjunto de cierre de un envase de producto fluido. |
| EP0546999B1 (de) * | 1991-12-12 | 1996-05-22 | Tetra Laval Holdings & Finance SA | Verschlusseinheit eines Gebindes für fliessfähiges Gut |
| DK0577866T3 (da) * | 1992-07-06 | 1996-05-20 | Procter & Gamble | Element til aseptiske væskeemballeringsbeholdere med genlukkelig åbning |
| CN1125756A (zh) | 1994-12-26 | 1996-07-03 | 山东省费县化工总厂 | 多用途紫外线固化亮光油制备方法 |
| IT1286074B1 (it) * | 1996-10-31 | 1998-07-07 | Tetra Laval Holdings & Finance | Dispositivo di apertura su un materiale in foglio da imballaggio |
| SE509440C2 (sv) * | 1997-05-14 | 1999-01-25 | Tetra Laval Holdings & Finance | Sätt att framställa ett tryckfärgsdekorerat förpackningmaterial, speciellt för aseptiska förpackningar, samt förpackningsbehållare därav |
| SE9801140D0 (sv) * | 1998-04-01 | 1998-04-01 | Tetra Laval Holdings & Finance | Laminerat förpackningsmaterial samt förpackningsbehållare framställd därav |
| SE9804090D0 (sv) | 1998-11-26 | 1998-11-26 | Tetra Laval Holdings & Finance | Multilayer structure for packaging and packaging containers manufactured therefrom, as well as method for manufacturing of the multilayer structure |
| DE60043721D1 (de) | 1999-01-27 | 2010-03-11 | Tetra Laval Holdings & Finance | Mehrschichtiges verpackungsmaterial für papierbehälter |
| TW534891B (en) * | 1999-02-17 | 2003-06-01 | Tetra Laval Holdings & Finance | Packing container and method of manufacturing the container |
| DE19947296C2 (de) * | 1999-10-01 | 2003-06-05 | Sig Combibloc Gmbh | Mit einem wiederschließbaren Ausgießer versehene Flachgiebelverbundpackung und Verfahren zu ihrer Herstellung |
| JP2002012229A (ja) * | 2000-07-03 | 2002-01-15 | Nihon Tetra Pak Kk | 包装容器の蓋体 |
| SE0004864L (sv) * | 2000-12-22 | 2002-02-12 | Tetra Laval Holdings & Finance | Öppningsanordning |
| WO2002083856A2 (en) * | 2001-04-11 | 2002-10-24 | Bristol-Myers Squibb Company | Polynucleotides encoding two novel human g-protein coupled receptors, hgprbmy28 and hgprbmy29, and splice variants thereof |
| CA2478038A1 (en) * | 2002-03-22 | 2003-10-02 | Joerg Berger | Reclosable pouring element |
| SE523861C2 (sv) | 2002-05-07 | 2004-05-25 | Tetra Laval Holdings & Finance | Förpackningslaminat, förfarande för tillverkning av detta, samt förpackningsbehållare tillverkad av förpackningslaminatet |
| SE522498C2 (sv) * | 2002-05-07 | 2004-02-10 | Tetra Laval Holdings & Finance | Förpackningslaminat, förfarande för tillverkning av detta, samt förpackningsbehållare tillverkad av förpackningslaminatet |
| SE0203616D0 (sv) * | 2002-12-06 | 2002-12-06 | Tetra Laval Holdings & Finance | Öppningsanordning, förpackning samt sätt att förse en förpackning med en öppningsanordning |
| SE525597C2 (sv) * | 2002-12-06 | 2005-03-15 | Tetra Laval Holdings & Finance | Öppningsanordning förpackning samt sätt att förse en förpackning med en öppningsanordning |
| US7396163B2 (en) * | 2002-12-14 | 2008-07-08 | Mcgregor James Ray | Paper and plastic bags flexible packages and other containers with re-closable device and method of making the same |
| JP4442796B2 (ja) * | 2003-01-24 | 2010-03-31 | 日本テトラパック株式会社 | 包装容器および包装容器に取付けられる注ぎ栓 |
| SE0301102D0 (sv) * | 2003-04-14 | 2003-04-14 | Tetra Laval Holdings & Finance | Method in connection with the production of a apckaging laminate thus produced and a packaging container manufactures from the packaging laminate |
| US8124201B2 (en) * | 2006-03-10 | 2012-02-28 | Graphic Packaging International, Inc. | Injection-molded composite construct |
| PL2008787T3 (pl) | 2007-06-28 | 2012-08-31 | Tetra Laval Holdings & Finance | Sposób formowania wtryskowego zespołu otwierającego na materiale arkuszowym do pakowania produktów spożywczych nadających się do przelewania oraz materiał opakowaniowy i opakowanie otrzymane tym sposobem |
| ES2346612B1 (es) | 2008-03-10 | 2011-08-04 | Azkoyen Medios De Pago, S.A. | Sistema y metodo de seleccion de monedas. |
| JP5382301B2 (ja) * | 2008-09-29 | 2014-01-08 | 大日本印刷株式会社 | 易開封性レトルト包装体 |
| CN101870251A (zh) * | 2009-04-21 | 2010-10-27 | 浙江胜华波电器股份有限公司 | 车用天窗的一体式玻璃包边总成及其制造方法 |
| CN102470626B (zh) * | 2009-07-08 | 2015-07-08 | 利乐拉瓦尔集团及财务有限公司 | 牢固的包装层压材料,其生产方法及由其制成的包装容器 |
| JP5486753B2 (ja) * | 2009-11-30 | 2014-05-07 | 日本テトラパック株式会社 | 包装容器の製造法、注出口栓及び包装容器 |
| BR112012014333A2 (pt) * | 2009-12-14 | 2017-08-29 | Tetra Laval Holdings & Finance | Dispositivo de abertura, produto intermediário para formar um dispositivo de abertura, método para fabricação de um dispositivo de abertura, e, recipiente de embalagem |
| EP2361743B1 (en) | 2010-02-23 | 2014-05-07 | Tetra Laval Holdings & Finance S.A. | Apparatus and method for injection molding opening devices on sheet packaging material for packaging pourable food products |
| CN102717969A (zh) * | 2011-03-30 | 2012-10-10 | 利乐拉瓦尔集团及财务有限公司 | 包装层、制备包装层压板的方法以及其生产的包装容器 |
| DE102011055538A1 (de) | 2011-11-18 | 2013-05-23 | Nsm-Löwen Entertainment Gmbh | Verfahren zum Transport von Münzen innerhalb eines Gerätes und Transporteinrichtung für Münzen |
-
2013
- 2013-12-30 EP EP13199808.0A patent/EP2889231A1/en not_active Withdrawn
-
2014
- 2014-12-22 MX MX2016008421A patent/MX2016008421A/es active IP Right Grant
- 2014-12-22 RU RU2016130973A patent/RU2688301C2/ru active
- 2014-12-22 BR BR112016015224-7A patent/BR112016015224B1/pt active IP Right Grant
- 2014-12-22 WO PCT/EP2014/079030 patent/WO2015101540A1/en active Application Filing
- 2014-12-22 US US15/109,295 patent/US10435220B2/en active Active
- 2014-12-22 ES ES14821644T patent/ES2886437T3/es active Active
- 2014-12-22 EP EP14821644.3A patent/EP3089919B1/en active Active
- 2014-12-22 DK DK14821644.3T patent/DK3089919T3/da active
- 2014-12-22 JP JP2016543646A patent/JP6539664B2/ja active Active
- 2014-12-22 CN CN201480071912.6A patent/CN105873828B/zh active Active
-
2015
- 2015-08-20 CN CN201580047896.1A patent/CN106687272A/zh active Pending
- 2015-08-20 JP JP2017513791A patent/JP2017530876A/ja not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015101540A1 (en) | 2015-07-09 |
| DK3089919T3 (da) | 2021-08-30 |
| US10435220B2 (en) | 2019-10-08 |
| ES2886437T3 (es) | 2021-12-20 |
| JP2017530876A (ja) | 2017-10-19 |
| CN106687272A (zh) | 2017-05-17 |
| JP6539664B2 (ja) | 2019-07-03 |
| JP2017501091A (ja) | 2017-01-12 |
| CN105873828A (zh) | 2016-08-17 |
| US20160325902A1 (en) | 2016-11-10 |
| RU2016130973A (ru) | 2018-02-07 |
| EP3089919B1 (en) | 2021-06-16 |
| RU2016130973A3 (pt) | 2018-06-15 |
| EP2889231A1 (en) | 2015-07-01 |
| MX2016008421A (es) | 2016-10-14 |
| CN105873828B (zh) | 2020-05-08 |
| EP3089919A1 (en) | 2016-11-09 |
| BR112016015224A2 (pt) | 2017-08-08 |
| RU2688301C2 (ru) | 2019-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112016015224B1 (pt) | Material de acondicionamento, método de fabricação de um recipiente de acondicionamento, e, recipiente de acondicionamento | |
| JP6778116B2 (ja) | 包装材料および包装容器 | |
| ES2774148T3 (es) | Material laminado de envasado, contenedores de envasado fabricados a partir del mismo y un método para la fabricación del material laminado | |
| ES2676469T3 (es) | Método de fabricación de un material de envasado laminado y material de envasado laminado | |
| BR112018010904B1 (pt) | Material de acondicionamento laminado, recipiente de acondicionamento, e, método para fabricar um material de acondicionamento laminado | |
| DK3140115T3 (en) | PACKAGING MATERIAL LAMINATE STRUCTURE | |
| RU2680432C2 (ru) | Устройство для открывания, способ изготовления устройства для открывания и упаковочный контейнер, имеющий такое устройство для открывания | |
| JP4902876B2 (ja) | 包装ラミネートのブランクを製造する方法、並びにかくして製造されたブランクおよび包装容器 | |
| ES2890099T3 (es) | Material de envasado laminado que comprende una película de barrera y recipientes de envasado fabricados a partir del mismo | |
| BR112019024880B1 (pt) | Laminado de acondicionamento, método para fabricação de um laminado de acondicionamento, e, recipiente de acondicionamento |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 22/12/2014, OBSERVADAS AS CONDICOES LEGAIS. |