BR112015031842B1 - Método e aparelho para fabricação de um segmento de direcionamento de fluxo de ar e artigo para fumar - Google Patents
Método e aparelho para fabricação de um segmento de direcionamento de fluxo de ar e artigo para fumar Download PDFInfo
- Publication number
- BR112015031842B1 BR112015031842B1 BR112015031842-8A BR112015031842A BR112015031842B1 BR 112015031842 B1 BR112015031842 B1 BR 112015031842B1 BR 112015031842 A BR112015031842 A BR 112015031842A BR 112015031842 B1 BR112015031842 B1 BR 112015031842B1
- Authority
- BR
- Brazil
- Prior art keywords
- strip
- edge
- tube
- segment
- adhesive
- Prior art date
Links
- 230000000391 smoking effect Effects 0.000 title claims abstract description 43
- 238000000034 method Methods 0.000 title claims abstract description 40
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 20
- 239000000463 material Substances 0.000 claims abstract description 292
- 239000011148 porous material Substances 0.000 claims abstract description 89
- 239000000853 adhesive Substances 0.000 claims abstract description 87
- 230000001070 adhesive effect Effects 0.000 claims abstract description 87
- 238000005520 cutting process Methods 0.000 claims abstract description 5
- 239000000443 aerosol Substances 0.000 claims description 33
- 239000000758 substrate Substances 0.000 claims description 32
- 230000006835 compression Effects 0.000 claims description 5
- 238000007906 compression Methods 0.000 claims description 5
- 230000001419 dependent effect Effects 0.000 claims 1
- 239000003570 air Substances 0.000 description 70
- 239000011257 shell material Substances 0.000 description 14
- 239000003795 chemical substances by application Substances 0.000 description 12
- 239000000123 paper Substances 0.000 description 11
- 229920002301 cellulose acetate Polymers 0.000 description 10
- 239000000835 fiber Substances 0.000 description 9
- NOOLISFMXDJSKH-UTLUCORTSA-N (+)-Neomenthol Chemical compound CC(C)[C@@H]1CC[C@@H](C)C[C@@H]1O NOOLISFMXDJSKH-UTLUCORTSA-N 0.000 description 7
- NOOLISFMXDJSKH-UHFFFAOYSA-N DL-menthol Natural products CC(C)C1CCC(C)CC1O NOOLISFMXDJSKH-UHFFFAOYSA-N 0.000 description 7
- 229940041616 menthol Drugs 0.000 description 7
- 235000019504 cigarettes Nutrition 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 238000011144 upstream manufacturing Methods 0.000 description 6
- 244000061176 Nicotiana tabacum Species 0.000 description 5
- 235000002637 Nicotiana tabacum Nutrition 0.000 description 5
- 230000005465 channeling Effects 0.000 description 5
- 239000000796 flavoring agent Substances 0.000 description 5
- 235000019634 flavors Nutrition 0.000 description 5
- 238000004804 winding Methods 0.000 description 5
- 239000000779 smoke Substances 0.000 description 4
- 230000004888 barrier function Effects 0.000 description 3
- 239000011111 cardboard Substances 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 239000000446 fuel Substances 0.000 description 3
- 239000008187 granular material Substances 0.000 description 3
- 239000006049 herbal material Substances 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 230000004044 response Effects 0.000 description 3
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 244000269722 Thea sinensis Species 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- -1 but not limited to Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000008447 perception Effects 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000008685 targeting Effects 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- 235000003092 Artemisia dracunculus Nutrition 0.000 description 1
- 240000001851 Artemisia dracunculus Species 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- 244000166124 Eucalyptus globulus Species 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 235000006679 Mentha X verticillata Nutrition 0.000 description 1
- 235000002899 Mentha suaveolens Nutrition 0.000 description 1
- 235000001636 Mentha x rotundifolia Nutrition 0.000 description 1
- 235000010676 Ocimum basilicum Nutrition 0.000 description 1
- 240000007926 Ocimum gratissimum Species 0.000 description 1
- 108050002069 Olfactory receptors Proteins 0.000 description 1
- 102000012547 Olfactory receptors Human genes 0.000 description 1
- 230000005679 Peltier effect Effects 0.000 description 1
- 235000007212 Verbena X moechina Moldenke Nutrition 0.000 description 1
- 240000001519 Verbena officinalis Species 0.000 description 1
- 235000001594 Verbena polystachya Kunth Nutrition 0.000 description 1
- 235000007200 Verbena x perriana Moldenke Nutrition 0.000 description 1
- 235000002270 Verbena x stuprosa Moldenke Nutrition 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000003463 adsorbent Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000002775 capsule Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 210000004027 cell Anatomy 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000000109 continuous material Substances 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 210000001932 glossopharyngeal nerve Anatomy 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 235000009569 green tea Nutrition 0.000 description 1
- 108091005708 gustatory receptors Proteins 0.000 description 1
- 239000003906 humectant Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 230000037361 pathway Effects 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 238000000197 pyrolysis Methods 0.000 description 1
- 210000003370 receptor cell Anatomy 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 235000019615 sensations Nutrition 0.000 description 1
- 235000013616 tea Nutrition 0.000 description 1
- 210000003901 trigeminal nerve Anatomy 0.000 description 1
- 210000001186 vagus nerve Anatomy 0.000 description 1
Images






Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0275—Manufacture of tobacco smoke filters for filters with special features
- A24D3/0279—Manufacture of tobacco smoke filters for filters with special features with tubes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/002—Cigars; Cigarettes with additives, e.g. for flavouring
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/22—Cigarettes with integrated combustible heat sources, e.g. with carbonaceous heat sources
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
- B32B1/08—Tubular products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0046—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by constructional aspects of the apparatus
- B32B37/0053—Constructional details of laminating machines comprising rollers; Constructional features of the rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/20—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of continuous webs only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0004—Cutting, tearing or severing, e.g. bursting; Cutter details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2597/00—Tubular articles, e.g. hoses, pipes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Health & Medical Sciences (AREA)
- Biomedical Technology (AREA)
- Public Health (AREA)
- Pulmonology (AREA)
- Anesthesiology (AREA)
- Veterinary Medicine (AREA)
- Heart & Thoracic Surgery (AREA)
- Hematology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Manufacture Of Tobacco Products (AREA)
Abstract
método e aparelho para fabricação de um segmento de direcionamento de fluxo de ar e artigo para fumar. a presente invenção se refere a um método e aparelho de fabricação de um segmento de direcionamento de fluxo de ar para um artigo para fumar. o método compreende as etapas de: alimentar uma rede contínua de material, em que o material de rede tem uma primeira borda longitudinal e uma segunda borda longitudinal; aplicar adesivo ao material de rede; formar a rede em um canal; formar o canal em um tubo fechado, em que a primeira borda se sobrepõe à segunda borda; comprimir o tubo de material de rede; alimentar pelo menos um material poroso contínuo sobre o tubo de material de rede para formar um segmento de direcionamento de fluxo de ar contínuo; e cortar o semento de direcionamento de fluxo de ar substancialmente contínuo para formar segmentos de direcionamento de fluxo de ar discretos. a presente invenção também se refere a um artigo para fumar que compreende o segmento de direcionamento de fluxo de ar.
Description
[001] A presente invenção refere-se a um método de fabricação de um segmento de direcionamento de fluxo de ar para um artigo para fumar. A invenção refere-se ainda ao aparelho para a fabricação de um segmento de direcionamento de fluxo de ar para um artigo para fumar.
[002] Segmentos de direcionamento de fluxo de ar conhecidos, ou segmentos ocos semelhantes com material poroso permeável ao ar, são fabricados, pelo menos, em um processo de dois estágios. O primeiro estágio sendo a fabricação de um tubo oco e, em seguida, em um processo separado, um material poroso permeável ao ar é fornecido sobre o tubo oco e, em seguida, enrolado em um material de invólucro externo.
[003] Por exemplo, a US 4.648.858 descreve um aparelho para fabricação de uma haste de filtro tendo um tubo oco que se estende longitudinalmente através da haste de filtro. O aparelho inclui um rolo de fornecimento da tubulação oca pré-formada, um fornecimento de tira de material de filtro, e um funil acessório no qual a tira de material de filtro e a tubulação oca são contínua e simultaneamente alimentadas para o enrolamento da tira de material de filtro em uma configuração cilíndrica abrangendo o tubo oco longitudinalmente nela. O aparelho também inclui um plastificante ou aplicador adesivo para revestir a superfície da parede externa do tubo com um plastificante ou adesivo antes de ser alimentado no funil acessório, e um bocal guia do tubo localizado na entrada para o funil acessório para o posicionamento e orientação do tubo oco no funil acessório.
[004] A US 4.179.323 descreve um aparelho semelhante para produzir uma haste de filtro oca. O aparelho inclui um mandril através do qual é passado um comprimento fornecido da tubulação pré- formada, um bocal ao redor do mandril para dar forma a um fluxo de material de filtro fibroso sobre o mandril e um meio de formação para envolver uma tira de papel sobre o material de filtro fibroso e a tubulação para produzir a haste de filtro. O mandril pode ser ajustado em relação ao meio de formação para garantir que a tubulação seja preci-samente centralizada dentro da haste de filtro.
[005] É um objetivo da presente invenção fornecer um método e aparelho que permita a fabricação mais eficiente de segmentos de di-recionamento de fluxo de ar para artigos para fumar.
[006] De acordo com um aspecto da presente invenção, é forne cido um método de fabricação de um segmento de direcionamento de fluxo de ar para um artigo para fumar. O método compreende as etapas de: alimentação de uma tira substancialmente contínua de material, a tira de material tendo uma primeira borda longitudinal e uma segunda borda longitudinal; aplicação de adesivo a um primeiro lado da tira de material, adjacente à primeira borda da tira de material; formação da tira de material em um canal; formação do canal da tira de material em um tubo fechado, a primeira borda se sobrepondo à segunda borda; compressão do tubo da tira de material para aderir o primeiro lado da primeira borda ao segundo lado da segunda borda; alimentação de pelo menos um material poroso substancialmente contínuo sobre o tubo formado da tira de material para formar um segmento de direcionamento de fluxo de ar substancialmente contínuo; e corte do segmento de direcionamento de fluxo de ar substancialmente contínuo para formar segmentos de direcionamento de fluxo de ar discretos.
[007] Preferencialmente, o material poroso é afixado ao tubo for mado da tira de material usando o adesivo aplicado à tira de material. Para permitir que o material poroso seja afixado ao tubo formado da tira de material, a etapa de aplicação do adesivo no primeiro lado da tira de material compreende preferencialmente a aplicação de adesivo suficiente, tal que pelo menos uma parte do adesivo seja extrudada da costura entre a primeira borda e a segunda borda da tira de material durante a etapa de compressão.
[008] O material poroso pode ser alternativamente afixado por um adesivo aplicado separadamente. Alternativamente, o material poroso pode ser mantido no lugar ao redor do tubo formado da tira de material por qualquer outro método adequado de fixação conhecido aos versados na técnica, incluindo, por exemplo, criação de relevos, ganchos, ou qualquer outro meio adequado que facilite o movimento resistente do material poroso ao redor do tubo formado da tira de material.
[009] O fornecimento de tal método permite que os segmentos de direcionamento de fluxo de ar sejam fabricados "em série", o que aumenta a eficiência do processo de fabricação, reduzindo o número de etapas de fabricação em comparação aos processos de segmento de direcionamento de fluxo de ar conhecido, ou segmento de filtro oco.
[0010] Como usado neste documento, o termo "em série" refere-se a um processo que ocorre como parte de uma sequência contínua de operações.
[0011] Como usado neste documento, o termo "tubo formado" re fere-se a um tubo fechado da tira de material após o primeiro lado da primeira borda e o segundo lado da segunda borda da tira de material terem sido aderidos.
[0012] Além disso, o fornecimento de tal método permite uma re dução no espaço necessário para a maquinaria porque os segmentos de direcionamento de fluxo de ar podem ser fabricados "em série".
[0013] Se o adesivo for aplicado no primeiro lado da tira de mate rial, adjacente à primeira borda da tira de material, o primeiro lado da tira de material pode ficar voltado para dentro do canal. Nesta modalidade, o segundo lado da tira de material, adjacente à segunda borda da tira de material, está voltado para fora do canal.
[0014] Em uma modalidade alternativa, o primeiro lado da tira de material pode estar voltado para fora do canal. Nesta modalidade, o segundo lado da tira de material, adjacente à segunda borda da tira de material, está voltado para dentro do canal.
[0015] Para aumentar ainda mais a eficiência do processo, o mé todo pode compreender o enrolamento do segmento de direcionamento de fluxo de ar em uma tira de material externa. Preferencialmente, a tira de material externa é um invólucro externo que é substancialmente impermeável ao ar. Os segmentos de direcionamento de fluxo de ar, de acordo com a invenção, podem compreender invólucros externos formados por qualquer material adequado ou combinação de materiais. Os materiais adequados são bem conhecidos na técnica e incluem, mas não estão limitados a, papel de cigarros.
[0016] Na modalidade onde o segmento de direcionamento de flu xo de ar é enrolado pela tira de material externa, a tira de material externa tem uma primeira borda longitudinal e uma segunda borda longitudinal. O método compreende preferencialmente: aplicação de adesivo a um primeiro lado da tira de material externa, adjacente à primeira borda da tira de material externa; formação da tira de material externa em um canal sobre o segmento de direcionamento de fluxo de ar; formação do canal da tira de material externa em um tubo fechado, a primeira borda se sobrepondo à segunda borda; controle das condições externas adjacentes à tira de material externa na região adjacente ao adesivo; e compressão do tubo da tira de material externa para aderir o primeiro lado da primeira borda ao segundo lado da segunda borda.
[0017] Se o adesivo for aplicado no primeiro lado da tira de mate rial externa, adjacente à primeira borda da tira de material externa, o primeiro lado da tira de material externa pode ficar voltado para dentro do canal parcialmente ao redor do tubo formado da tira de material. Nesta modalidade, o segundo lado da tira de material externa, adjacente à segunda borda da tira de material externa, está voltado para fora do canal.
[0018] Em uma modalidade alternativa, o primeiro lado da tira de material externa pode estar voltado para fora do canal parcialmente ao redor do tubo formado da tira de material. Nesta modalidade, o segundo lado da tira de material externa, adjacente à segunda borda da tira de material externa, está voltado para dentro do canal.
[0019] Em uma modalidade, o adesivo é aplicado no primeiro lado da tira de material externa adjacente à primeira borda da tira de material externa. Nesta modalidade, o primeiro lado da tira de material externa está voltado para dentro do canal.
[0020] Em uma modalidade alternativa, o adesivo é aplicado no segundo lado da tira de material externa adjacente à primeira borda da tira de material externa. Nesta modalidade, o primeiro lado da tira de material externa está voltado para dentro do canal, enquanto o segundo lado da tira de material externa está voltado para fora do canal.
[0021] Preferencialmente, o adesivo é fornecido numa linha subs tancialmente contínua.
[0022] Preferencialmente, o método compreende ainda o controle das condições externas adjacentes à tira de material na região adjacente ao adesivo.
[0023] Preferencialmente, o adesivo é ativado por calor, e tais adesivos são bem conhecidos na técnica. Em uma modalidade alternativa, o adesivo é ativado por pressão. Quando o adesivo for ativado por calor, a etapa de controle das condições externas adjacentes à tira de material incluirá o controle de temperatura. A temperatura pode ser controlada por aquecimento ativo. O aquecedor ativo pode ser um rolo aquecido, tal como um rolo eletricamente aquecido.
[0024] Em uma modalidade alternativa, a temperatura é controlada por aquecimento passivo. O aquecimento passivo é gerado pelo atrito entre a tira de material e o maquinario usado para formar o elemento de direcionamento de fluxo de ar.
[0025] A etapa de controle de temperatura da tira de material pode compreender resfriamento. O resfriador pode ser um resfriador ter- moelétrico, tal como um resfriador de efeito peltier, ou, alternativamente, o resfriador pode ser uma bomba de calor convencional que utiliza um líquido refrigerante.
[0026] Em outra modalidade, um segundo adesivo pode ser apli cado no primeiro lado da tira de material, adjacente à primeira borda da tira de material e adjacente ao primeiro adesivo. Alternativamente, o segundo adesivo pode ser aplicado no segundo lado da tira de material, adjacente à segunda borda da tira de material. Nesta modalidade, um adesivo é um adesivo relativamente de rápida fixação, enquanto o outro adesivo é um adesivo relativamente de lenta fixação. Preferencialmente, nesta modalidade alternativa, o primeiro e segundo adesivos são posicionados para que eles não se sobreponham entre si quando o primeiro lado da primeira borda é sobreposta ao segundo lado da segunda borda da tira de material. Preferencialmente, o adesivo de rápida fixação é um adesivo termofundido, ou outro adesivo relativamente de rápida fixação conhecido na técnica. Preferencialmente, o outro adesivo é uma cola de PVA, ou outro adesivo de lenta fixação semelhante. O outro adesivo tem preferencialmente uma maior resistência à ligação, menor permeabilidade ao ar, e melhor resistência térmica do que o adesivo de rápida fixação. Ao fornecer duas linhas substancialmente contínuas de adesivo desta forma, o adesivo de rápida fixação permite que a tira de material seja mantida na posição rapidamente, enquanto o segundo adesivo cura e, assim, um processo mais rápido pode ser fornecido enquanto ainda tem as propriedades desejadas de um tubo com baixa permeabilidade ao ar, alta resistência à ligação e alta resistência à degradação térmica.
[0027] Como será contemplado, uma etapa de método semelhante de aplicação de um segundo adesivo pode ser usado para vedar o invólucro da tira de material externa.
[0028] O método pode preferencialmente compreender ainda: ali mentação de uma outra tira de material substancialmente contínua, a outra tira de material tendo uma primeira borda longitudinal e uma segunda borda longitudinal; aplicação do adesivo num primeiro lado da outra tira de material, adjacente à primeira borda da outra tira de material; formação da outra tira de material em um canal parcialmente ao redor do tubo formado da tira de material; formação do canal de outra tira de material em um tubo fechado abrangendo o tubo formado da tira de material, a primeira borda da outra tira de material se sobrepondo à segunda borda da outra tira de material; controle das condições externas adjacentes à outra tira de material na região adjacente do adesivo; e compressão do tubo da outra tira de material para aderir o primeiro lado da primeira borda ao segundo lado da segunda borda; em que a parte sobreposta da outra tira de material é espaçada da parte sobreposta da tira de material.
[0029] Como usado neste documento, o termo "espaçado de" refe re-se às partes sobrepostas sendo espaçadas ao redor da circunferência dos tubos formados.
[0030] Se o adesivo for aplicado no primeiro lado da outra tira de material, adjacente à primeira borda da outra tira de material, o primeiro lado da outra tira de material pode ficar voltado para dentro do canal parcialmente ao redor do tubo formado da tira de material. Nesta modalidade, o segundo lado da outra tira de material, adjacente à segunda borda da outra tira de material, está voltado para fora do canal.
[0031] Em uma modalidade alternativa, o primeiro lado da outra tira de material pode estar voltado para fora do canal parcialmente ao redor do tubo formado da tira de material. Nesta modalidade, o segundo lado da outra tira de material, adjacente à segunda borda da outra tira de material, está voltado para dentro do canal.
[0032] Preferencialmente, a parte sobreposta da outra tira de ma terial é substancialmente diametralmente oposta à parte sobreposta da tira de material. Ao fornecer uma outra tira de material para formar um segundo tubo abrangendo o primeiro tubo para que seja fornecido um tubo fechado de parede dupla, pode ser fornecido um tubo que seja ainda mais impermeável ao ar do que um tubo de parede única. Tal tubo de parede dupla permite que um segmento de direcionamento de fluxo de ar mais eficiente seja fabricado.
[0033] A tira de material usada para formar o tubo tem preferenci almente entre cerca de 60 μm (micrômetros) e cerca de 160 μm de espessura. Em uma modalidade, onde o tubo tem uma parede única, a tira de material tem preferencialmente cerca de 140 μm de espessura. Em outra modalidade, onde o tubo tem uma parede dupla, a tira de material tem entre cerca de 70 μm e cerca de 90 μm, mais preferencialmente entre cerca de 75 μm e cerca de 85 μm.
[0034] A tira de material substancialmente contínua tem preferen cialmente uma largura, tal que o tubo formado tem um diâmetro interno de entre cerca de 2 mm e cerca de 5 mm, e a primeira borda se sobrepõe à segunda borda entre cerca de 1 mm e cerca de 4 mm. Preferencialmente, a tira de material é alimentada como uma largura de pré- corte da tira de material. Em uma modalidade alternativa, o método compreende ainda o corte da tira de material numa largura desejada antes da etapa de aplicação do adesivo.
[0035] O método pode compreender ainda a perfuração da tira de material adjacente à segunda borda longitudinal. Em uma modalidade alternativa, o material pode ser fornecido com perfurações antes da tira de material ser alimentada no maquinario de fabricação de segmento de direcionamento de fluxo de ar. As perfurações estão preferencialmente na região onde é aplicado o adesivo. Ao fornecer perfurações nesta região, o adesivo pode penetrar nas perfurações e facilitar uma ligação melhorada entre a primeira borda longitudinal e a segunda borda longitudinal da tira de material. Desta forma, uma vedação melhorada impermeável ao ar pode ser fornecida para impedir o vazamento de ar de dentro do tubo fechado para fora do tubo fechado durante o uso em um artigo para fumar.
[0036] Em determinadas modalidades, onde uma tira de material externa é fornecida, uma borda longitudinal da tira de material externa pode ser perfurada na região onde o adesivo é fornecido. Da mesma forma, ao fornecer perfurações nesta região, o adesivo pode penetrar as perfurações e facilitar uma ligação melhorada entre a primeira borda longitudinal e a segunda borda longitudinal da tira de material externa.
[0037] Na modalidade que compreende o enrolamento do seg mento de direcionamento de fluxo de ar numa tira de material externa, o método pode compreender ainda: o enrolamento da tira de material externa em outra tira de material externa, a outra tira de material externa tendo uma primeira borda longitudinal e uma segunda borda longitudinal; aplicação do adesivo na outra tira de material externa, adjacente à primeira borda da outra tira de material externa; formação da outra tira de material externa em um canal parcialmente ao redor do tubo formado da tira de material externa; formação do canal da outra tira de material externa em um tubo fechado abrangendo o tubo formado da tira de material externa, a primeira borda da outra tira de material externa se sobrepondo à segunda borda da outra tira de material externa; controle das condições externas adjacentes da outra tira de material externa na região adjacente ao adesivo; e compressão do tu- bo da outra tira de material externa para aderir o primeiro lado da primeira borda ao segundo lado da segunda borda; em que a parte sobreposta da outra tira de material externa é espaçada da parte sobreposta da tira de material.
[0038] Preferencialmente, a parte sobreposta da outra tira de ma terial externa é substancialmente diametralmente oposta à parte sobreposta da tira de material externa. Ao fornecer uma outra tira de material externa para formar um segundo invólucro abrangendo o primeiro invólucro para que seja fornecido um invólucro de parede dupla, pode ser fornecido um invólucro que seja ainda mais impermeável ao ar do que um invólucro de parede única. Tal invólucro de parede dupla permite que um segmento de direcionamento de fluxo de ar mais eficiente seja fabricado.
[0039] A tira de material externa usado para o invólucro pode ser mais fino do que a tira de material usada para o tubo formado interno do segmento de direcionamento de fluxo de ar. A tira de material externo tem preferencialmente entre cerca de 20 μm (micrômetros) e cerca de 160 μm de espessura. Mais preferencialmente, as tiras de material externas têm entre cerca de 40 μm e cerca de 140 μm de espessura. Nas modalidades, onde o invólucro tem uma parede única, a tira de material externa tem ainda mais preferencialmente entre cerca de 50 μm a cerca de 120 μm de espessura. Em outra modalidade, onde o invólucro tem uma parede dupla, a tira de material externa tem entre cerca de 20 μm e cerca de 60 μm de espessura.
[0040] Quando o método compreender o fornecimento de uma tira de material externa, o método compreende preferencialmente ainda o fornecimento de material adicional em pelo menos uma posição dentro do volume ocupado pelo material poroso para aumentar a resistência à tragada de ar através do volume ocupado pelo material poroso. Ao fornecer material adicional, a resistência à tragada do segmento de direcionamento de fluxo de ar pode ser controlada para controlar o fluxo de ar através deste volume. Nesta modalidade, a resistência à tragada ao longo do sentido longitudinal do segmento de direcionamento de fluxo de ar através do volume ocupado pelo material poroso é não uniforme.
[0041] Como usado neste documento, o termo "volume ocupado pelo material poroso" refere-se ao volume ligado pela superfície externa do tubo formado da tira de material em um lado, e a superfície interna do tubo formado da tira de material externa no outro lado.
[0042] Preferencialmente, o material adicional é fornecido numa posição substancialmente equidistante de cada extremidade do segmento de direcionamento de fluxo de ar. Ao fornecer o material numa posição substancialmente equidistante de cada extremidade do segmento de direcionamento de fluxo de ar, ou seja, aproximadamente no centro do segmento de direcionamento de fluxo de ar, permite que seja fornecido um segmento de direcionamento de fluxo de ar substancialmente simétrico. Ao fornecer um segmento de direcionamento de fluxo de ar substancialmente simétrico, o processo de fabricação da incorporação do segmento de direcionamento de fluxo de ar em um artigo para fumar pode ser simplificado porque a orientação do segmento de direcionamento de fluxo de ar não precisa ser conhecida.
[0043] Em uma modalidade alternativa, o material adicional pode ser fornecido em ou para uma extremidade do segmento de direcionamento de fluxo de ar. Nesta modalidade alternativa, o material adicional fornecido em ou para uma extremidade do segmento de direcionamento de fluxo de ar pode ser impermeável ao ar e vedar substancialmente o segmento de direcionamento de fluxo de ar do fluxo de ar através deste.
[0044] O material adicional reduz a área transversal para o fluxo de ar no volume ocupado pelo material poroso e, portanto, aumenta a resistência à tragada através do volume ocupado pelo material poroso. Qualquer material adequado pode ser usado e, em particular, pode ser qualquer um dentre adesivos, grânulos, papel, quaisquer desses outros materiais, ou qualquer combinação dos mesmos. Ao fornecer o adesivo, a etapa de fornecimento de material adicional pode ser simplificada. Os materiais adequados são conhecidos na técnica e incluem, mas não estão limitados a, papelão, plástico, cera, silicone, cerâmica e combinações dos mesmos.
[0045] O material poroso fornecido é permeável ao ar, e é, prefe rencialmente, substancialmente estável termicamente na temperatura do aerossol gerado pela transferência de calor da fonte de calor ao substrato formador de aerossol quando usado em um artigo para fumar, conforme descrito neste documento. Os materiais porosos adequados são conhecidos na técnica e incluem, mas não estão limitados a, fibra de acetato de celulose, papel pregueado, algodão, cerâmica de célula aberta e espumas poliméricas, material de tabaco e combinações dos mesmos. Em determinadas modalidades preferenciais, o material poroso é um material poroso substancialmente homogêneo, e um material poroso particularmente preferencial é a fibra de acetato de celulose.
[0046] A etapa de alimentação de pelo menos um material poroso substancialmente contínuo compreende preferencialmente a alimentação de dois ou mais materiais porosos substancialmente contínuos, os dois ou mais materiais porosos sendo fornecidos substancialmente simétricos sobre o tubo formado. Por exemplo, dois, três, quatro, cinco, seis ou mais alimentações do material poroso podem ser fornecidos.
[0047] Em determinadas modalidades, a alimentação do material poroso é preferencialmente na forma de uma trança. Vantajosamente, o uso de uma pluralidade de tranças do material poroso permite que o tubo formado permaneça centralizado dentro do segmento de direcionamento de fluxo de ar.
[0048] Em uma modalidade, o adesivo, fornecido para ligar a pri meira borda da tira de material à segunda borda da tira de material, é posicionado, tal que qualquer excesso do adesivo aja para aderir o material poroso ao tubo formado.
[0049] Em determinadas modalidades, o método compreende o fornecimento de pelo menos uma entrada de ar na tira de material externa. O método pode compreender o fornecimento entre uma e vinte entradas de ar, preferencialmente, entre uma e dez entradas de ar. A pelo menos uma entrada de ar está preferencialmente localizada em direção a uma primeira extremidade do elemento de direcionamento de fluxo de ar. A pelo menos uma entrada de ar é preferencialmente fornecida após o segmento de direcionamento de fluxo de ar ter sido enrolado pela tira mais externa do material ao redor do segmento de direcionamento de fluxo de ar em um artigo para fumar, de acordo com a invenção.
[0050] O método pode compreender o fornecimento de uma plura lidade de fileiras de entrada de ar, cada fileira compreendendo uma pluralidade de entradas de ar. Na presente modalidade, as fileiras preferivelmente circunscrevem o segmento de direcionamento de fluxo de ar. As fileiras de entradas de ar podem ser separadas por entre cerca de 0,5 mm e cerca de 5,0 mm ao longo do comprimento longitudinal do segmento de direcionamento de fluxo de ar. Preferencialmente, as fileiras de entradas são separadas em cerca de 1,0 mm.
[0051] O método pode compreender ainda o fornecimento do segmento de direcionamento de fluxo de ar com um agente modificador de aerossol. Agentes modificadores de aerossol adequados incluem, mas não estão limitados a: aromatizantes; e agentes quimioestéti- cos.
[0052] Tal como usado neste documento, o termo "aromatizante" é usado para descrever qualquer agente que, quando em uso, proporciona sabor e/ou aroma para um aerossol gerado pelo substrato formador de aerossol do artigo para fumar que compreende o segmento de direcionamento de fluxo de ar.
[0053] Tal como usado neste documento, o termo "agente quimio- estético" é usado para descrever qualquer agente que, quando em uso, é percebido nas cavidades oral ou olfativa de um usuário por meio diferente de, ou além da percepção através de células receptoras de sabor ou receptoras olfativas. Percepção de agentes quimioestéti- cos dá-se normalmente através de uma "resposta trigeminal", ou através do nervo trigêmeo, do nervo glossofaríngeo, do nervo vago ou alguma combinação dos mesmos. Normalmente, os agentes quimioesté- ticos são percebidos como sensações de quente, picante, refrescante ou aliviantes.
[0054] O segmento de direcionamento de aerossol pode ser forne cido com um agente modificador de aerossol que é um aromatizante e um agente quimioestético. Por exemplo, o elemento de direcionamento do aerossol pode ser fornecido com mentol ou outro aromatizante que fornece um efeito quimioestético refrescante.
[0055] O elemento de direcionamento de aerossol pode ser forne cido com uma combinação de dois ou mais agentes modificadores de aerossol diferentes.
[0056] Preferencialmente, o elemento de direcionamento de fluxo de ar é fornecido com um aromatizante. O elemento de direcionamento de fluxo de ar pode ser fornecido com qualquer aromatizante capaz de liberar um odor ou aroma no ar tragado através do segmento de direcionamento de fluxo de ar.
[0057] Cada segmento de direcionamento de aerossol pode ser fornecido com qualquer quantidade de agente modificador de aerossol. Em uma modalidade preferencial da invenção, o elemento de direcionamento do aerossol é fornecido com cerca de 1,5 mg ou mais de um aromatizante.
[0058] Em uma modalidade, o mentol é fornecido como uma rosca ou qualquer outro substrato adequado, incluindo, mas não se limitando a uma cápsula, que pode manter o mentol dentro do tubo formado. Alternativa ou adicionalmente, uma rosca ou qualquer outro substrato adequado, que pode manter o mentol, é colocado fora do tubo formado, aninhado dentro do material poroso. Alternativa ou adicionalmente, um grânulo de mentol pode ser aplicado dentro do tubo formado, para fora do tubo formado, dentro do material poroso, para o interior da tira de material externa, ou qualquer combinação dos mesmos.
[0059] De acordo com outro aspecto da presente invenção, é for necido um aparelho para a fabricação de um segmento de direcionamento de fluxo de ar para um artigo para fumar. O aparelho compreende: um alimentador para alimentar uma tira substancialmente contínua de material, a tira de material tendo uma primeira borda longitudinal e uma segunda borda longitudinal; meio para aplicação de adesivo num primeiro lado da tira de material, adjacente à primeira borda da tira de material; meio para formação da tira de material em um canal; meio para formação do canal da tira de material em um tubo fechado, a primeira borda se sobrepondo à segunda borda; meio para compressão do tubo da tira de material para aderir o primeiro lado da primeira borda ao segundo lado da segunda borda; pelo menos um alimenta- dor, o pelo menos um alimentador sendo configurado para alimentar um material poroso substancialmente contínuo sobre o tubo formado, em que o material poroso é afixado ao tubo formado da tira de material. Um cortador corta o segmento de direcionamento de fluxo de ar substancialmente contínuo para formar segmentos de direcionamento de fluxo de ar discretos.
[0060] Preferencialmente, o aparelho compreende ainda um meio para o controle das condições externas adjacentes à tira de material na região adjacente ao adesivo.
[0061] O material poroso é preferencialmente afixado pelo adesivo aplicado no primeiro lado da tira de material para formar um segmento de direcionamento de fluxo de ar substancialmente contínuo. O material poroso é preferencialmente afixado pelo adesivo usado para aderir o primeiro lado da primeira borda ao segundo lado da segunda borda. O material poroso pode ser alternativamente afixado por um adesivo aplicado separadamente. Alternativamente, o material poroso pode ser mantido no lugar ao redor do tubo formado da tira de material por qualquer outro método adequado de fixação conhecido aos versados na técnica, incluindo, por exemplo, criação de relevos, ganchos, ou qualquer outro meio adequado que facilite o movimento resistente do material poroso ao redor do tubo formado da tira de material.
[0062] O fornecimento de tal aparelho permite que os segmentos de direcionamento de fluxo de ar sejam fabricados "em série", o que aumenta a eficiência do processo de fabricação, reduzindo a complexidade do aparelho em comparação ao aparelho de segmento de direcionamento de fluxo de ar conhecido, ou segmento de filtro oco.
[0063] Além disso, o fornecimento de tal aparelho permite uma re dução no espaço necessário para a maquinaria porque os segmentos de direcionamento de fluxo de ar podem ser fabricados "em série".
[0064] A fim de melhorar ainda mais a eficiência do aparelho de fabricação, o aparelho pode compreender ainda um meio para enrolar o segmento de direcionamento de fluxo de ar em uma tira de material externa, tal como, por exemplo, um cigarro ou haste de filtro como acessório. Preferencialmente, a tira de material externa é um invólucro externo que é substancialmente impermeável ao ar. Os segmentos de direcionamento de fluxo de ar, de acordo com a invenção, pode com- preender invólucros externos formados por qualquer material adequado ou combinação de materiais. Os materiais adequados são bem conhecidos na técnica e incluem, mas não estão limitados a, papel de cigarros.
[0065] Preferencialmente, o meio para formar a tira de material em um canal compreende um primeiro rolo, o primeiro rolo tendo uma superfície de contato côncava substancialmente simétrica. O meio para formar o canal da tira de material em um tubo fechado compreende preferencialmente ainda um conjunto de segundos rolos, cada um dos segundos rolos tendo uma superfície de contato côncava assimétrica.
[0066] Como usado neste documento, o termo "superfície de con tato" refere-se à parte do rolo configurada para entrar em contato e deformar a tira de material.
[0067] Preferencialmente, o meio de compressão compreende um terceiro rolo, o terceiro rolo configurado para ter uma superfície de contato côncava substancialmente simétrica para garantir uma junção fechada entre a primeira borda e a segunda borda.
[0068] O meio de compressão compreende preferencialmente ain da um mandril. O mandril é fornecido dentro do tubo fechado, tal que a junção entre a primeira borda e a segunda borda seja comprimida entre o mandril e o terceiro rolo.
[0069] Em uma modalidade, o mandril tem uma superfície plana com um elemento de superfície plana oposta para comprimir a costura do tubo contra o mandril. Em uma modalidade alternativa, o mandril não tem uma superfície plana, mas, em vez disso, uma superfície curva com um rolo curvo oposto, que é preferencialmente aquecido, para comprimir a costura do tubo contra o mandril.
[0070] Como usado neste documento, o termo "costura" refere-se à junção sobreposta entre a primeira e segunda bordas longitudinais da tira de material.
[0071] O aparelho compreende preferencialmente ainda um meio para fornecer material adicional em pelo menos uma posição dentro do volume ligado pelo tubo formado da tira de material em um lado, e o tubo formado da tira de material externa no outro lado para aumentar a resistência à tragada através do volume ocupado pelo material poroso. Ao fornecer material adicional, a resistência à tragada do volume ocupado pelo material poroso pode ser controlada de modo a controlar o fluxo de ar através deste volume. Nesta modalidade, a resistência à tragada ao longo do sentido longitudinal do segmento de direcionamento de fluxo de ar no volume ocupado pelo material poroso é não uniforme.
[0072] Preferencialmente, o material adicional é fornecido numa posição substancialmente equidistante de cada extremidade do segmento de direcionamento de fluxo de ar. Ao fornecer o material numa posição substancialmente equidistante de cada extremidade do segmento de direcionamento de fluxo de ar, ou seja, aproximadamente no centro do segmento de direcionamento de fluxo de ar, permite que seja fornecido um segmento de direcionamento de fluxo de ar substancialmente simétrico. Ao fornecer um segmento de direcionamento de fluxo de ar substancialmente simétrico, o aparelho de fabricação para a incorporação do segmento de direcionamento de fluxo de ar em um artigo para fumar pode ser simplificado porque a orientação do segmento de direcionamento de fluxo de ar não precisa ser conhecida.
[0073] Em uma modalidade alternativa, o material adicional pode ser fornecido em ou para uma extremidade do segmento de direcionamento de fluxo de ar. Nesta modalidade alternativa, o material poroso pode ser aquecido, tal que ele se funda, e subsequentemente se solidifique para formar o material adicional que aumenta a resistência à tragada.
[0074] O material adicional reduz a área transversal para o seg- mento de direcionamento de fluxo de ar e, portanto, aumenta a resistência à tragada através do volume ocupado pelo material poroso. Qualquer material adequado pode ser usado e, em particular, pode ser qualquer um dentre adesivos, grânulos, papel, quaisquer desses outros materiais, ou qualquer combinação dos mesmos. Os materiais adequados são conhecidos na técnica e incluem, mas não se limitam a, papelão, plástico, cera, silicone, cerâmica e combinações dos mesmos.
[0075] O segmento de direcionamento de fluxo de ar pode ser cor tado para ter um comprimento de entre cerca de 7 mm e cerca de 50 mm, mais preferencialmente um comprimento de entre cerca de 10 mm e cerca de 45 mm, e ainda mais preferencialmente de entre cerca de 15 mm e cerca de 30 mm. O segmento de direcionamento de fluxo de ar pode ter outros comprimentos, dependendo do comprimento geral desejado do artigo para fumar, e da presença e do comprimento dos outros componentes dentro do artigo para fumar.
[0076] O segmento de direcionamento de fluxo de ar tem prefe rencialmente um diâmetro externo de entre cerca de 5 mm e cerca de 9 mm, mais preferencialmente de entre cerca de 7 mm e cerca de 8 mm, ainda mais preferencialmente cerca de 7,8 mm.
[0077] De acordo com ainda outro aspecto da presente invenção, é fornecido um artigo para fumar. O artigo para fumar compreende um bocal, um substrato formador de aerossol, uma fonte de aquecimento combustível, e um segmento de direcionamento de fluxo de ar, conforme descrito neste documento. O segmento de direcionamento de fluxo de ar está longitudinalmente adjacente ao substrato formador de aerossol. Preferencialmente, o artigo para fumar compreende um invólucro externo. O invólucro externo facilita a combinação dos componentes do artigo para fumar.
[0078] O substrato formador de aerossol está preferencialmente a jusante da fonte de calor, e a fonte de calor é fornecida preferencialmente numa extremidade distal do artigo para fumar, e o bocal é fornecido numa extremidade da boca.
[0079] O artigo para fumar compreende preferencialmente ainda pelo menos uma entrada de ar a jusante do substrato formador de aerossol; e uma via de fluxo de ar que se estende entre a pelo menos uma entrada de ar e a extremidade da boca do artigo para fumar. A via de fluxo de ar compreende uma primeira parte que se estende longitudinalmente a montante da pelo menos uma entrada de ar para o substrato formador de aerossol e uma segunda parte que se estende longitudinalmente a jusante da primeira parte para a extremidade da boca do artigo para fumar.
[0080] Como usado neste documento, o termo "via de fluxo de ar" é usado para descrever a rota ao longo da qual o ar pode ser tragado através do artigo para fumar para a inalação por um usuário.
[0081] Como usado neste documento, os termos "a montante" e "frontal", e "a jusante" e "traseiro", são usados para descrever as posições relativas dos componentes, ou partes dos componentes, do artigo para fumar em relação ao sentido no qual um usuário traga no artigo para fumar durante seu uso. Os artigos para fumar, de acordo com a invenção, compreendem uma extremidade da boca e uma extremidade distal oposta. Durante o uso, um usuário traga na extremidade da boca do artigo para fumar. A extremidade da boca está a jusante da extremidade distal.
[0082] Em determinadas modalidades, a pelo menos uma entrada de ar é fornecida no segmento de direcionamento de fluxo de ar, conforme descrito neste documento. Como usado neste documento, o termo "entrada de ar" é usado para descrever um ou mais furos, ranhuras, fendas ou outras aberturas na tira de material externa, tal como papel de invólucro externo, ou quaisquer outros materiais que cir- cunscrevem os componentes dos artigos para fumar, de acordo com a invenção, através do qual o ar pode ser tragado para a primeira parte da via de fluxo de ar. O número, forma, tamanho e localização das entradas de ar podem ser ajustados adequadamente para que se possa atingir um bom desempenho de fumo.
[0083] Na modalidade preferencial, a primeira parte da via de fluxo de ar e a segunda parte da via de fluxo de ar são concêntricas. A primeira parte da via de fluxo de ar circunda preferencialmente a segunda parte da via do fluxo de ar. Como será contemplado, nesta modalidade preferencial, a primeira parte da via de fluxo de ar está ligada pela superfície externa do tubo formado da tira de material, e a superfície interna da tira de material externa, e compreende o material poroso fornecido sobre o tubo formado. Nesta modalidade preferencial, a segunda parte da via de fluxo de ar está ligada pela superfície interna do tubo formado.
[0084] O fornecimento de um artigo para fumar tendo tal segmento de direcionamento de fluxo de ar resulta no ar resfriado sendo tragado através da pelo menos uma entrada de ar e predominantemente passando a montante através da primeira parte do segmento de direcionamento de fluxo de ar para o substrato formador de aerossol. Vantajosamente, o ar resfriado tragado através do substrato formador de aerossol reduz a temperatura do substrato formador de aerossol do artigo para fumar. Isto pode substancialmente impedir ou inibir picos na temperatura do substrato formador de aerossol enquanto o usuário traga, e, assim, vantajosamente impede ou reduz a combustão ou piró- lise do substrato formador de aerossol. Além disso, vantajosamente, o ar resfriado tragado através do substrato formador de aerossol pode reduzir o efeito do regime de tragada do usuário na composição do aerossol principal.
[0085] Como usado neste documento, o termo "ar resfriado" é usado para descrever o ar ambiente que não é significativamente aquecido pela fonte de calor após a tragada por um usuário.
[0086] Preferencialmente, os artigos para fumar, de acordo com a invenção, compreendem substratos formadores de aerossol que com-preendem um material capaz de emitir compostos voláteis em resposta ao aquecimento. Preferencialmente, o material capaz de emitir compostos voláteis em resposta ao aquecimento é uma carga de material à base de plantas, mais preferencialmente uma carga de material homogeneizado à base de plantas. Por exemplo, o substrato formador de aerossol pode compreender um ou mais materiais derivados de plantas, incluindo, mas não se limitando a: tabaco; chá, por exemplo, chá verde; menta; louro; eucalipto; manjericão; salva; verbena; e es- tragão. O material à base de plantas pode compreender aditivos, incluindo, mas não limitados a, umectantes, aromatizantes, ligantes e misturas dos mesmos. Preferencialmente, o material à base de plantas consiste essencialmente em material de tabaco, mais preferencialmente em material de tabaco homogeneizado.
[0087] O bocal do artigo para fumar pode, por exemplo, compre ender um filtro feito de acetato de celulose, papel ou outros materiais de filtração adequados conhecidos. Alternativamente ou além disso, o bocal pode compreender um ou mais segmentos que compreendem absorventes, adsorventes, aromatizantes, e outros modificadores de aerossol e aditivos ou combinações dos mesmos.
[0088] Os artigos para fumar, de acordo com a invenção, compre endem preferencialmente ainda uma câmara de expansão a jusante do substrato formador de aerossol e, quando presente, a jusante do elemento de direcionamento de fluxo de ar. A inclusão de uma câmara de expansão permite, vantajosamente, maior resfriamento do aerossol gerado pela transferência de calor da fonte de calor combustível para o substrato formador de aerossol. A câmara de expansão também permite, vantajosamente, que o comprimento geral dos artigos para fumar, de acordo com a invenção, seja ajustado a um valor desejado, por exemplo, para um comprimento semelhante àquele dos cigarros convencionais, através da escolha apropriada do comprimento da câmara de expansão. Preferencialmente, a câmara de expansão é um tubo oco alongado.
[0089] Como usado neste documento, o termo "comprimento" é usado para descrever a dimensão no sentido longitudinal do artigo para fumar entre a extremidade distal ou a montante e a extremidade proximal ou a jusante.
[0090] Qualquer característica em um aspecto da invenção pode ser aplicada a outros aspectos da invenção, em qualquer combinação apropriada. Em particular, os aspectos do método podem ser aplicados aos aspectos do aparelho, e vice versa. Além disso, qualquer uma, algumas das e/ou todas as características em um aspecto podem ser aplicadas a qualquer um, algumas das e/ou todas as características em qualquer outro aspecto, em qualquer combinação apropriada.
[0091] Também deve ser contemplado que combinações específi cas das diversas características descritas e definidas em quaisquer aspectos da invenção podem ser implementadas e/ou fornecidas e/ou usadas independentemente.
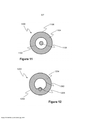
[0092] A invenção será descrita a seguir, à título de exemplo ape nas, com referência às figuras acompanhantes, nas quais: a Figura 1 mostra uma representação esquemática do aparelho, de acordo com a invenção; a Figura 2 mostra um mandril tendo uma superfície de contato curva juntamente com um rolo curvo correspondente; a Figura 3 mostra um mandril tendo uma superfície de contato de superfície plana juntamente com um rolo plano corresponden- te; a Figura 4 mostra um segmento de direcionamento de fluxo de ar fabricado, de acordo com uma modalidade da invenção; a Figura 5 mostra um segmento de direcionamento de fluxo de ar fabricado, de acordo com uma modalidade alternativa da invenção; a Figura 6 mostra um segmento de direcionamento de fluxo de ar fabricado, de acordo com outra modalidade alternativa da invenção; a Figura 7 mostra uma tira de material formada em um tubo com perfurações; a Figura 8 mostra um tubo formado com uma parede dupla; a Figura 9 mostra uma seção transversal de um segmento de direcionamento de fluxo de ar com três tranças do material poroso; a Figura 10 mostra uma seção transversal de um segmento de direcionamento de fluxo de ar com seis tranças do material poroso; a Figura 11 mostra uma seção transversal de um segmento de direcionamento de fluxo de ar com uma rosca de aroma dentro do tubo formado; a Figura 12 mostra uma seção transversal de um segmento de direcionamento de fluxo de ar com uma rosca de aroma dentro do material poroso; e a Figura 13 mostra um artigo para fumar compreendendo um segmento de direcionamento de fluxo de ar, de acordo com a invenção.
[0093] A Figura 1 mostra uma representação esquemática de um aparelho 100 para a fabricação de segmentos de direcionamento de fluxo de ar para artigos para fumar. O aparelho 100 compreende uma bobina 102 de tira de material substancialmente contínua, a tira de material 104 é alimentada a partir da bobina nos rolos para formar um tu- bo fechado da tira de material. Uma linha substancialmente contínua de adesivo 106 é aplicada a uma primeira borda longitudinal da tira de material 104 do aplicador de adesivo 108. Os rolos para formar um tubo fechado da tira de material compreendem: um primeiro rolo 110 que tem um perfil de seção transversal côncavo, relativamente profundo e substancialmente simétrico; um conjunto de segundos rolos 112, 114 cada um tendo um perfil de seção transversal côncavo e assimétrico; e um terceiro rolo 116 que tem um perfil de seção transversal relativamente raso e substancialmente simétrico.
[0094] Nesse exemplo, um aquecedor 118 é fornecido entre o con junto de segundos rolos 112, 114 e o terceiro rolo 116. Em outros exemplos, um resfriador (não mostrado) pode ser fornecido em adição ao aquecedor 118 ou em vez do aquecedor.
[0095] O aparelho compreende ainda compreende um mandril 120 ao redor do qual o tubo fechado é formado pelos rolos 110, 112, 114 e 116. O mandril é mantido estacionário em relação aos rolos através do suporte de mandril 122. Nesse exemplo e conforme mostrado na Figura 2, o mandril 120 tem um perfil de seção transversal continuamente curvo, tal como um perfil de seção transversal circular. Em outros exemplos, e conforme mostrado na Figura 3, o mandril 300 tem um perfil de seção transversal curvado com uma seção plana 302. Nesse exemplo, o rolo 304 tem um perfil de seção transversal plano e é usado em vez do rolo 116.
[0096] O aparelho compreende, ainda, um alimentador (não mos trado) para alimentar um material poroso 124 ao redor do tubo fechado formado 126. Além disso, meios (não mostrados) para esticar no sentido transversal, e adelgaçar, a alimentação de material poroso são fornecidos. Em um exemplo, os meios para esticar e adelgaçar o material poroso é um conjunto de rolos cilíndricos. O material poroso é, preferencialmente, fibra de acetato de celulose na forma de uma tran- ça de material, mas outros tais materiais porosos podem ser usados. Em um exemplo preferido, uma pluralidade de tranças de fibra de acetato de celulose é alimentada ao redor do tubo fechado formado. Por exemplo, três, quatro, cinco, seis ou mais tranças de material poroso são fornecidas.
[0097] Em um exemplo, o aparelho compreende, ainda, meios pa ra alimentar uma tira de material externo e enrolar a tira de material externa ao redor do material poroso para formar um segmento de direcionamento de fluxo de ar substancialmente contínuo. Os meios para enrolar a tira de material externa podem ser similares aos rolos para formar o tubo fechado, conforme descrito acima. Quer-se dizer, uma quantidade de rolos com perfis côncavos são fornecidos para enrolar a tira de material externa sobre o material poroso em estágios. Alternativamente, um acessório linear pode ser usado.
[0098] Um cortador (não mostrado) é fornecido após o material poroso ser fornecido ao redor do tubo fechado formado para cortar os segmentos de direcionamento de fluxo de ar discretos e individuais. O cortador pode ser uma lâmina aérea ou outro cortador adequado.
[0099] Em uso, o aparelho fabrica segmentos de direcionamento de fluxo de ar conforme a seguir. O aplicador de adesivo 108 aplica adesivo à tira de material 104 conforme é alimentado a partir da bobina 102. O aplicado de adesivo é disposto de modo que a linha contínua de adesivo seja aplicada adjacente a uma primeira borda longitudinal da tira de material. A tira de material é guiada sobre o mandril 120 e formado em uma câmara pelo primeiro rolo 110. O canal da tira de material é, então, substancialmente fechado pelo conjunto de segundos rolos 112, 114 de modo que o adesivo se liga à primeira e segunda bordas longitudinais. Nesse exemplo, o adesivo é ativado por calor e tal aquecedor 118 aplica calor à costura formada entre a primeira e segunda bordas longitudinais para firmar o adesivo. O terceiro rolo 116, então, aplica pressão na costura e comprime a costura entre o rolo e o mandril para garantir que seja produzida uma costura substancialmente impermeável ao ar. O material poroso é, então, fornecido sobre o tubo fechado formado. O excesso de adesivo na região da costura pode ser usado para prender o material poroso ao tubo fechado formado. O material de invólucro externo é, então, fornecido sobre o material poroso para formar um segmento de direcionamento de fluxo de ar substancialmente contínuo.
[00100] Em um exemplo, o aparelho compreende ainda meios para fornecer material adicional dentro do material poroso. O material adicional pode ser fornecido pelo aplicado de adesivo ou um funil de grânulo ou similar. O material adicional é fornecido dentro do material poroso para criar uma restrição de fluxo para aumentar a resistência à tragada através do volume ocupado pelo material poroso na região do material adicional. Em um exemplo, o material adicional é fornecido no meio do segmento de direcionamento de fluxo de ar.
[00101] Um exemplo de um segmento de direcionamento de fluxo de ar discreto 400 fabricado de acordo com a presente invenção é mostrado na Figura 4. O segmento de direcionamento de fluxo de ar 400 compreende um tubo oco 402 posicionado centralmente dentro do segmento de direcionamento de fluxo de ar. O tubo oco é formado conforme descrito acima. O tubo oco 402 é circundado por um material poroso 404, tal como fibra de acetato de celulose e envolvido em uma tira de material externa 406. A tira de material externa é um material impermeável ao ar, tal como papel de cigarro. O material poroso preferencialmente tem uma morfologia substancialmente homogênea. No exemplo mostrado, o segmento de direcionamento de fluxo de ar é dotado de uma pluralidade de entradas de ar 408 posicionado circunfe- rencialmente sobre o segmento de direcionamento de fluxo de ar. As entradas de ar 408 são perfurações dentro do invólucro externo 406. As entradas de ar podem ser fornecidas na tira de material de invólucro em série ou fora de série.
[00102] Um exemplo adicional de um segmento de direcionamento de fluxo de ar discreto 500 fabricado de acordo com a presente invenção é mostrado na Figura 5. Similarmente ao segmento de direcionamento de fluxo de ar 400, o segmento compreende um tubo oco 502 posicionado centralmente dentro do segmento de direcionamento de fluxo de ar. O tubo oco é formado conforme descrito acima. O tubo oco 502 é circundado por um material poroso 504, tal como fibra de acetato de celulose e envolvido em uma tira de material externa 506. O material poroso preferencialmente tem uma morfologia substancialmente homogênea. No exemplo mostrado, o segmento de direcionamento de fluxo de ar é dotado de uma pluralidade de entradas de ar 508 posicionado circunferencialmente sobre o segmento de direcionamento de fluxo de ar. As entradas de ar 508 são perfurações dentro do invólucro externo 506. Material adicional, nesse exemplo adesivo, é fornecido dentro do material poroso 504 para reduzir a área de fluxo de seção transversal do segmento de direcionamento de fluxo de ar.
[00103] Ainda outro exemplo adicional de um segmento de direcionamento de fluxo de ar discreto 600 fabricado de acordo com a presente invenção é mostrado na Figura 6. Similarmente ao segmento de direcionamento de fluxo de ar 400, o segmento compreende um tubo oco 602 posicionado centralmente dentro do segmento de direcionamento de fluxo de ar. O tubo oco é formado conforme descrito acima. O tubo oco 602 é circundado por um material poroso 604, tal como fibra de acetato de celulose e envolvido em uma tira de material externa 606. O material poroso preferencialmente tem uma morfologia subs-tancialmente homogênea. No exemplo mostrado, o segmento de dire-cionamento de fluxo de ar é dotado de uma pluralidade de entradas de ar 608 posicionado circunferencialmente sobre o segmento de direcio- namento de fluxo de ar. As entradas de ar 608 são perfurações dentro do invólucro externo 606. Uma vedação 610 é fornecida em uma extremidade do segmento de direcionamento de fluxo de ar. A vedação pode ser impermeável substancialmente ao ar. A vedação pode ser formada mediante aplicação de adesivo, aquecimento do material poroso de maneira suficiente para fundir o material e, então, solidifica formando a vedação ou por qualquer outro meio adequado.
[00104] A Figura 7 mostra um tubo fechado formado 700, tais como os tubos 126, 402, 502 e 602. Conforme pode ser visto, as perfurações 702 são fornecidas na tira de material. O adesivo fornecido na primeira borda longitudinal da tira de material é, dessa forma, capaz de fluir nas perfurações para formar uma ligação forte entre a primeira e segunda bordas longitudinais.
[00105] A Figura 8 mostra um tubo fechado formado alternativo fabricado de acordo com a invenção. O primeiro tubo 802 é formado conforme descrito acima. Nessa alternativa, um segundo tubo 804 é formado ao redor do primeiro tubo de uma maneira similar conforme descrito acima. Conforme será observado, uma segunda bobina de tira de material alimenta a segunda tira de material para um segundo conjunto de rolos de formação. Os rolos são substancialmente os mesmos que os rolos, conforme descrito acima. Conforme pode ser visto, a costura do segundo tubo 804 é fornecida diametralmente oposta à costura do primeiro tubo 802 para melhorar a impermeabilidade ao ar do tubo oco formado 800. Para permitir que tal segundo tubo seja fornecido, a segunda tira de material é alimentada a partir do lado oposto do mandril 120 como a primeira tira de material.
[00106] A Figura 9 mostra uma secção transversal de um segmento de direcionamento de fluxo de ar 900 fabricado de acordo com uma modalidade da invenção. Conforme pode ser visto, o segmento de direcionamento de fluxo de ar 900 compreende um tubo central oco 902, material poroso 904 que circunda o tubo oco 902 e um invólucro externo. O tubo oco é fabricado conforme descrito acima. Três tranças de material poroso 904 são fornecidas e são posicionadas igualmente sobre o tubo oco. Fornecer três tranças de material poroso permite que o material seja mais facilmente distribuído de maneira uniforme sobre o tubo oco. A Figura 10 mostra uma modalidade similar, porém, alternativa, de um segmento de direcionamento de fluxo de ar 1000 que compreende um tubo central oco 1002, seis tranças de material poroso 1004, em um invólucro externo 1006.
[00107] A Figura 11 mostra uma secção transversal de um exemplo de um segmento de direcionamento de fluxo de ar 1100. O segmento 1100 compreende um tubo central oco 1102, circundado pelo material poroso 1104 e envolvido em um invólucro externo 1106. O material poroso 1104 pode ser compreendido de uma pluralidade de tranças de materiais porosos. Esse exemplo compreende, ainda, uma rosca de aroma 1108 que compreende um aromatizante tal como mentol. A rosca de sabor é fornecida sem o tubo oco mediante a alimentação através do mandril. Em um exemplo, a rosca de aroma 1108 é fixada à parede interna do tubo oco usando adesivo, o adesivo pode ser o adesivo em excesso da ligação da primeira e segunda bordas longitudinais da tira de material.
[00108] A Figura 12 mostra uma secção transversal de um exemplo alternativo de um segmento de direcionamento de fluxo de ar 1200 que compreende também uma rosca de aroma. O segmento 1200 compreende um tubo central oco 1202, circundado pelo material poroso 1204 e envolvido em um invólucro externo 1206. O material poroso 1204 pode ser compreendido de uma pluralidade de tranças de materiais porosos. Esse exemplo compreende, ainda, uma rosca de aroma 1208 que compreende um aromatizante tal como mentol. A rosca de aroma é fornecida sem o tubo oco mediante a alimentação com o ma terial poroso. Em um exemplo, a rosca de aroma 1208 é fixada à parede externa do tubo oco usando adesivo, o adesivo pode ser o adesivo em excesso da ligação da primeira e segunda bordas longitudinais da tira de material.
[00109] A Figura 13 mostra um exemplo de um artigo para fumar que compreende um segmento de direcionamento de fluxo de ar fabricado de acordo com a presente invenção. O artigo para fumar 1300 compreende uma fonte de calor combustível carbonácea 1302, um substrato formador de aerossol 1304, um segmento de direcionamento do fluxo de ar 1306 fabricados de acordo com a presente invenção, uma câmara de expansão 1308 e um bocal 1310 em alinhamento contíguo coaxial. A fonte de calor combustível carbonácea 1302, o substrato formador de aerossol 1304, elemento de direcionamento de fluxo de ar 1306, câmara de expansão alongada 1308 e boca 1310 são envolvidos em um invólucro externo 1312 de papel de cigarro de baixa permeabilidade ao ar.
[00110] O substrato formador de aerossol 1304 está localizado imediatamente a jusante da fonte de calor combustível carbonácea 1302 e compreende um plugue cilíndrico 1314 de material de tabaco que compreende glicerina como formador de aerossol e circunscrito pelo invólucro de plugue 1316.
[00111] Uma barreira não combustível substancialmente impermeável ao ar é fornecida entre a extremidade a jusante da fonte de calor combustível 1302 e a extremidade a montante do substrato formador de aerossol 1304. Conforme mostrado na Figura 1, a barreira não combustível substancialmente impermeável ao ar consiste em um revestimento de barreira não combustível substancialmente impermeável ao ar 1318, que é fornecida sobre a totalidade da face traseira da fonte de calor combustível carbonácea 1302.
[00112] Um elemento condutor de calor 1320 que consiste em uma camada tubular de folha de alumínio circunda e está em contato direto com uma porção traseira da fonte de calor combustível carbonácea 1302 e uma porção fronteira contígua do substrato formador de aerossol 1304. Conforme representado na Figura 1, uma porção traseira do substrato formador de aerossol 1304 não está circundada pelo elemento condutor de calor 1320.
[00113] O segmento de direcionamento de fluxo de ar 1306 está localizado a jusante do substrato formador de aerossol 1304 e compreende um tubo oco substancialmente impermeável ao ar e com extremidade aberta 1326 feito de, por exemplo, cartolina, que é de diâmetro reduzido quando em comparação ao substrato formador de aerossol 1304. A extremidade a montante do tubo oco com extremidade aberta 1326 está contígua ao substrato formador de aerossol 1304. O tubo oco de extremidade aberta 1326 é circunscrito por um material poroso 1328 feito de, por exemplo, fibra de acetato de celulose, que é diâmetro substancialmente igual ao substrato formador de aerossol 1304.
[00114] Conforme mostrado na Figura 13, um arranjo circunferenci- al das entradas de ar 1332 é fornecido no invólucro externo 1312 que circunscreve o invólucro interno.
[00115] A câmara de expansão 1308 está localizada a jusante do elemento de direcionamento de fluxo de ar 1306 e compreende um tubo oco com extremidade aberta 1334 feito de, por exemplo, papelão, que é de diâmetro substancialmente igual ao substrato formador de aerossol 1304.
[00116] A boca 1310 do artigo para fumar 1300 está localizada a jusante da câmara de expansão 1308 e compreende um plugue cilíndrico 1336 de fibra de acetato de celulose de baixa eficiência de filtração circunscrito pelo invólucro de plugue de filtro 1338. A boca 1310 pode ser circunscrita por papel ponteira (não exibido).
[00117] As modalidades e os exemplos descritos acima ilustram, mas não limitam, a invenção. Deve ser apreciado que podem ser realizadas outras modalidades da invenção e deve ser entendido que as modalidades específicas descritas neste documento não devem ser um fator limitante.
Claims (18)
1. Método de fabricação de um segmento de direcionamento de fluxo de ar (400) para um artigo para fumar (1300), caracterizado pelo fato de que compreende as etapas de: alimentar uma tira substancialmente contínua de material (104), a tira de material tendo uma primeira borda longitudinal e uma segunda borda longitudinal; aplicar adesivo (106) a um primeiro lado da tira de material, adjacente à primeira borda da tira de material; formar a tira de material em um canal; formar o canal de tira de material em um tubo fechado, em que a primeira borda se sobrepõe à segunda borda; comprimir o tubo de tira de material para aderir o primeiro lado da primeira borda ao segundo lado da segunda borda; alimentar pelo menos um material poroso substancialmente contínuo (124) sobre o tubo formado (126, 802) de tira de material para formar um segmento de direcionamento de fluxo de ar substancialmente contínuo; e cortar o segmento de direcionamento de fluxo de ar subs-tancialmente contínuo para formar segmentos de direcionamento de fluxo de ar discretos.
2. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que o material poroso (124) é afixado ao tubo formado (126) usando o adesivo (106) aplicado ao primeiro lado da tira de material (104).
3. Método, de acordo com a reivindicação 1 ou 2, caracterizado pelo fato de que compreende, ainda, envolver o segmento de direcionamento fluxo de ar (400) em uma tira de material externa (406).
4. Método, de acordo com a reivindicação 1, 2 ou 3, ca- racterizado pelo fato de que compreende, ainda, controlar as condi-ções externas adjacentes à tira de material (104) na região adjacente ao adesivo (106).
5. Método, de acordo com a reivindicação 4, caracterizado pelo fato de que a etapa de controlar as condições externas adjacentes da tira de material (104) inclui controlar a temperatura.
6. Método, de acordo com qualquer uma das reivindicações 1 a 5, caracterizado pelo fato de que compreende, ainda: alimentar uma tira substancialmente contínua de material adicional, a tira de material adicional tendo uma primeira borda longi-tudinal e uma segunda borda longitudinal; aplicar adesivo a um primeiro lado da tira de material adici-onal, adjacente à primeira borda da tira de material adicional; formar a tira de material adicional em um canal que parci-almente circunda o tubo formado (802) da tira de material; formar o canal de tira de material adicional em um tubo fe-chado (804) que encerra o tubo formado de tira de material, em que a primeira borda da tira de material adicional se sobrepõe a segunda borda da tira de material adicional; controlar as condições externas adjacentes à tira de material adicional na região adjacente ao adesivo; e comprimir o tubo de tira de material adicional para aderir o primeiro lado da primeira borda da tira de material adicional ao segundo lado da segunda borda da tira de material adicional; em que, a parte sobreposta da tira de material adicional é espaçada da parte sobreposta da tira de material.
7. Método, de acordo a reivindicação 3, ou qualquer uma das reivindicações 4, 5 ou 6 quando dependente da reivindicação 3, caracterizado pelo fato de que compreende, ainda, o fornecimento de material adicional em pelo menos uma posição dentro do volume ocu- pado pelo material poroso (124) para aumentar a resistência à tragada através do volume ocupado pelo material poroso.
8. Método, de acordo com a reivindicação 7, caracterizado pelo fato de que o material adicional é fornecido em uma posição substancialmente equidistante a partir de cada extremidade do segmento de direcionamento de fluxo de ar (400).
9. Método, de acordo com qualquer uma das reivindicações de 1 a 6, caracterizado pelo fato de que a etapa de alimentação de pelo menos um material poroso substancialmente contínuo compreende alimentar dois ou mais materiais porosos substancialmente contínuos, em que os dois ou mais materiais porosos são fornecidos de modo substancialmente simétrico sobre o tubo formado (126).
10. Aparelho (100) para fabricação de um segmento de di-recionamento de fluxo de ar (400) para um artigo para fumar (1300), caracterizado pelo fato de que compreende: um alimentador (102) para alimentar uma tira substancialmente contínua de material (104), a tira de material (104) tendo uma primeira borda longitudinal e uma segunda borda longitudinal; meios (108) para aplicar o adesivo (106) a um primeiro lado da tira de material, adjacente à primeira borda da tira de material; meios (110) para formar a tira de material em um canal; meios (112, 114) para formar o canal de tira de material em um tubo fechado, em que a primeira borda se sobrepõe à segunda borda; meios (116) para comprimir o tubo de tira de material para aderir o primeiro lado da primeira borda ao segundo lado da segunda borda para formar um tubo formado (126) de tira de material; pelo menos um alimentador, o ou cada pelo menos um ali- mentador sendo configurado para alimentar um material poroso subs-tancialmente contínuo (124) sobre o tubo formado de tira de material para formar um segmento de direcionamento de fluxo de ar substancialmente contínuo; e um cortador para cortar o segmento de direcionamento de fluxo de ar substancialmente contínuo para formar segmentos de direcionamento de fluxo de ar discretos.
11. Aparelho (100), de acordo com a reivindicação 10, caracterizado pelo fato de que compreende, ainda, meios para controlar as condições externas adjacentes à tira de material (104) na região adjacente ao adesivo (106).
12. Aparelho (100), de acordo com a reivindicação 10 ou 11, caracterizado pelo fato de que os meios (110) para formar a tira de material (104) em um canal compreendem um primeiro rolo (110), em que o primeiro rolo tem uma superfície de contato côncava substancialmente simétrica.
13. Aparelho (100), de acordo com a reivindicação 10, 11 ou 12, caracterizado pelo fato de que os meios (112, 114) para formar o canal de tira de material (104) em um tubo fechado compreendem um conjunto de segundos rolos (112, 114), sendo que cada um dos segundos rolos têm uma superfície de contato côncava não simétrica.
14. Aparelho (100), de acordo com qualquer uma das rei-vindicações 10 a 13, caracterizado pelo fato de que os meios de compressão (116) compreendem um terceiro rolo (116), o terceiro rolo configurado para ter uma superfície de contato côncava substancialmente simétrica para garantir uma junta fechada entre a primeira borda e a segunda borda.
15. Aparelho (100), de acordo com a reivindicação 14, caracterizado pelo fato de que os meios de compressão (116) compreendem ainda um mandril (120), em que o mandril é fornecido dentro do tubo fechado de modo que a junta entra a primeira borda e a segunda borda seja comprimida entre o mandril e o terceiro rolo.
16. Aparelho (100), de acordo com qualquer uma das rei-vindicações 10 a 15, caracterizado pelo fato de que compreende, ainda, meios para encerrar o segmento de direcionamento de fluxo de ar em uma tira de material externa.
17. Aparelho (100), de acordo com a reivindicação 16, caracterizado pelo fato de que compreende, ainda, meios para fornecer material adicional em pelo menos uma posição dentro do volume ocupado pelo material poroso (124) para aumentar a resistência à tragada através do volume ocupado pelo material poroso.
18. Artigo para fumar (1300), caracterizado pelo fato de que compreende: um bocal (1310); um substrato formador de aerossol (1304); uma fonte de calor combustível (1302); e um segmento de direcionamento de fluxo de ar (1306) feito conforme o método definido em qualquer uma das reivindicações 1 a 9, ou pelo aparelho como definido em qualquer uma das reivindicações 10 a 17, em que o segmento de direcionamento de fluxo de ar está longitudinalmente adjacente ao substrato formador de aerossol; e compreende um tubo oco de extremidade aberta circunscrito por um material poroso, em que o tubo oco de extremidade aberta é formado a partir de um material de tela, cujas bordas longitudinais são unidas em uma costura por uma linha contínua de adesivo.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13177125.5 | 2013-07-18 | ||
| EP13177125 | 2013-07-18 | ||
| PCT/EP2014/064461 WO2015007556A1 (en) | 2013-07-18 | 2014-07-07 | Method of manufacturing an airflow directing segment for a smoking article |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| BR112015031842A2 BR112015031842A2 (pt) | 2017-07-25 |
| BR112015031842A8 BR112015031842A8 (pt) | 2019-12-31 |
| BR112015031842B1 true BR112015031842B1 (pt) | 2021-11-16 |
Family
ID=48832782
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112015031842-8A BR112015031842B1 (pt) | 2013-07-18 | 2014-07-07 | Método e aparelho para fabricação de um segmento de direcionamento de fluxo de ar e artigo para fumar |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US20160120216A1 (pt) |
| EP (1) | EP3021697B1 (pt) |
| JP (1) | JP6615754B2 (pt) |
| KR (1) | KR102271624B1 (pt) |
| CN (1) | CN105357991B (pt) |
| AR (1) | AR096955A1 (pt) |
| BR (1) | BR112015031842B1 (pt) |
| ES (1) | ES2678874T3 (pt) |
| HU (1) | HUE038447T2 (pt) |
| PL (1) | PL3021697T3 (pt) |
| RU (1) | RU2685865C2 (pt) |
| TW (1) | TW201515584A (pt) |
| WO (1) | WO2015007556A1 (pt) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017036909A1 (en) * | 2015-08-28 | 2017-03-09 | Philip Morris Products S.A. | Improved tubular elements for smoking articles |
| US11744296B2 (en) | 2015-12-10 | 2023-09-05 | R. J. Reynolds Tobacco Company | Smoking article |
| US10314334B2 (en) | 2015-12-10 | 2019-06-11 | R.J. Reynolds Tobacco Company | Smoking article |
| US20170280769A1 (en) * | 2016-04-04 | 2017-10-05 | Altria Client Services Llc | Electronic vaping device and kit |
| AR108880A1 (es) * | 2016-06-27 | 2018-10-03 | Philip Morris Products Sa | Artículo para fumar con ajuste de la eficiencia de ventilación y filtración combinadas |
| IT201600075162A1 (it) * | 2016-07-18 | 2018-01-18 | Montrade S P A | Bacchetta filtro per articoli da fumo, metodo per la sua fabbricazione e filtro ottenuto a partire da tale bacchetta filtro |
| WO2018122320A1 (en) * | 2016-12-29 | 2018-07-05 | Philip Morris Products S.A. | Method and apparatus for the production of a component of an aerosol generating article |
| US11364355B2 (en) | 2017-02-20 | 2022-06-21 | Philip Morris Products S.A. | Aerosol-generating device and method for using a sheet of aerosol-forming substrate in an aerosol-generating device |
| US20200054067A1 (en) * | 2017-02-27 | 2020-02-20 | Philip Morris Products S.A. | Filter element and method for manufacturing thereof |
| ES2928871T3 (es) | 2017-02-28 | 2022-11-23 | Philip Morris Products Sa | Aparato y método para el tratamiento del material de envoltura |
| BR112019022784B1 (pt) * | 2017-05-31 | 2024-03-05 | Philip Morris Products S.A | Coluna cilíndrica, artigo gerador de aerossol e método para preparar uma coluna cilíndrica |
| US11033051B2 (en) | 2017-12-29 | 2021-06-15 | Altria Client Services Llc | Tip device for electronic vaping device |
| MX2020013333A (es) * | 2018-06-27 | 2021-03-09 | Philip Morris Products Sa | Articulo generador de aerosol y aparato para formar un articulo generador de aerosol. |
| US11723399B2 (en) | 2018-07-13 | 2023-08-15 | R.J. Reynolds Tobacco Company | Smoking article with detachable cartridge |
| CN116473274A (zh) * | 2018-10-08 | 2023-07-25 | 益升华过滤产品开发私人有限公司 | 冷却元件 |
| KR102332541B1 (ko) | 2018-11-23 | 2021-11-29 | 주식회사 케이티앤지 | 에어로졸 생성 물품 |
| DE102019115791A1 (de) | 2019-04-12 | 2020-10-15 | Hauni Maschinenbau Gmbh | Stabförmiger Rauchartikel mit Segmenten und einer Zwischenlage sowie Verfahren und Vorrichtung zum Anbringen einer Zwischenlage an einem Segment |
| US11330838B2 (en) | 2019-07-19 | 2022-05-17 | R. J. Reynolds Tobacco Company | Holder for aerosol delivery device with detachable cartridge |
| US11395510B2 (en) | 2019-07-19 | 2022-07-26 | R.J. Reynolds Tobacco Company | Aerosol delivery device with rotatable enclosure for cartridge |
| US11589616B2 (en) | 2020-04-29 | 2023-02-28 | R.J. Reynolds Tobacco Company | Aerosol delivery device with sliding and axially rotating locking mechanism |
| US11439185B2 (en) | 2020-04-29 | 2022-09-13 | R. J. Reynolds Tobacco Company | Aerosol delivery device with sliding and transversely rotating locking mechanism |
| US11825872B2 (en) | 2021-04-02 | 2023-11-28 | R.J. Reynolds Tobacco Company | Aerosol delivery device with protective sleeve |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1782478C3 (de) * | 1967-09-11 | 1975-12-04 | Maschino-Konstruktorskoje Bjuro Tabatschnoj Promyschlennosti, Moskau | Papiros mit einem einschichtigen hohlen Papiermundstück und Einrichtung zur Herstellung derselben |
| US3637447A (en) * | 1970-06-10 | 1972-01-25 | American Filtrona Corp | Method of making filter means by crimping and overwrapping a tubular element |
| DE2232892A1 (de) * | 1972-07-05 | 1974-01-24 | Hauni Werke Koerber & Co Kg | Vorrichtung zum umhuellen eines endlosen tabakstranges |
| US3860011A (en) * | 1973-08-27 | 1975-01-14 | Liggett & Myers Inc | Hollow filter |
| GB1435255A (en) * | 1973-08-27 | 1976-05-12 | Liggett & Myers Inc | Filter rods for cigarettes |
| US4037524A (en) * | 1976-11-08 | 1977-07-26 | Liggett Group Inc. | Apparatus for combining a tube with a cigarette filter |
| GB2020158B (en) * | 1978-04-21 | 1982-11-24 | Cigarette Components Ltd | Production of tobacco smoke filters |
| US5020548A (en) * | 1985-08-26 | 1991-06-04 | R. J. Reynolds Tobacco Company | Smoking article with improved fuel element |
| GB2171168B (en) * | 1985-02-16 | 1989-02-22 | Molins Plc | Tube manufacture |
| US4648858A (en) * | 1985-09-30 | 1987-03-10 | Brown & Williamson Tobacco Corporation | Apparatus for manufacturing a cigarette filter tow |
| US4862905A (en) * | 1987-06-15 | 1989-09-05 | R. J. Reynolds Tobacco Company | Rods containing pelletized material |
| GB8823902D0 (en) * | 1988-10-12 | 1988-11-16 | Rothmans Int Tobacco | Cigarette filter rod elements & cigarettes incorporating such filter rod elements |
| US5229166A (en) * | 1990-01-31 | 1993-07-20 | Fabriques De Tabac Reunies, S.A. | Cigarette filter rod and method of making same |
| IL104930A (en) * | 1992-03-25 | 1995-12-31 | Reynolds Tobacco Co R | Components for smoking articles and their manufacture |
| US7275548B2 (en) * | 2001-06-27 | 2007-10-02 | R.J. Reynolds Tobacco Company | Equipment for manufacturing cigarettes |
| US7163015B2 (en) * | 2003-01-30 | 2007-01-16 | Philip Morris Usa Inc. | Opposed seam electrically heated cigarette smoking system |
| ITBO20030769A1 (it) * | 2003-12-22 | 2005-06-23 | Gd Spa | Metodo e dispositivo per realizzare filtri per articoli da fumo |
| EP1856991B1 (en) * | 2005-02-02 | 2014-12-31 | Daicel Chemical Industries, Ltd. | Cigarette filter material and cigarette filter |
| US8142598B2 (en) * | 2007-12-28 | 2012-03-27 | Philip Morris Usa Inc. | Filter tube making |
| EP2570041A1 (en) * | 2011-09-15 | 2013-03-20 | British American Tobacco (Investments) Limited | Smoking article and manufacture thereof |
| KR102064798B1 (ko) * | 2011-11-15 | 2020-01-10 | 필립모리스 프로덕츠 에스.에이. | 후면에 베리어 코팅을 가진 가연성 열원을 포함하는 흡연 물품 |
| LT2800486T (lt) * | 2012-01-03 | 2016-10-10 | Philip Morris Products S.A. | Aerozolį generuojantis įrenginys ir sistema su pagerintu oro srautu |
-
2014
- 2014-07-07 EP EP14735601.8A patent/EP3021697B1/en active Active
- 2014-07-07 HU HUE14735601A patent/HUE038447T2/hu unknown
- 2014-07-07 US US14/896,209 patent/US20160120216A1/en not_active Abandoned
- 2014-07-07 ES ES14735601.8T patent/ES2678874T3/es active Active
- 2014-07-07 JP JP2016526526A patent/JP6615754B2/ja active Active
- 2014-07-07 KR KR1020157035736A patent/KR102271624B1/ko active IP Right Grant
- 2014-07-07 PL PL14735601T patent/PL3021697T3/pl unknown
- 2014-07-07 WO PCT/EP2014/064461 patent/WO2015007556A1/en active Application Filing
- 2014-07-07 BR BR112015031842-8A patent/BR112015031842B1/pt active IP Right Grant
- 2014-07-07 RU RU2016105132A patent/RU2685865C2/ru active
- 2014-07-07 CN CN201480036004.3A patent/CN105357991B/zh active Active
- 2014-07-14 TW TW103124072A patent/TW201515584A/zh unknown
- 2014-07-17 AR ARP140102650A patent/AR096955A1/es unknown
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160032025A (ko) | 2016-03-23 |
| PL3021697T3 (pl) | 2018-12-31 |
| EP3021697B1 (en) | 2018-06-20 |
| JP2016523567A (ja) | 2016-08-12 |
| ES2678874T3 (es) | 2018-08-20 |
| TW201515584A (zh) | 2015-05-01 |
| HUE038447T2 (hu) | 2018-10-29 |
| BR112015031842A8 (pt) | 2019-12-31 |
| US20160120216A1 (en) | 2016-05-05 |
| RU2016105132A3 (pt) | 2018-03-07 |
| JP6615754B2 (ja) | 2019-12-04 |
| KR102271624B1 (ko) | 2021-07-05 |
| CN105357991B (zh) | 2021-02-02 |
| WO2015007556A8 (en) | 2015-03-26 |
| CN105357991A (zh) | 2016-02-24 |
| BR112015031842A2 (pt) | 2017-07-25 |
| AR096955A1 (es) | 2016-02-10 |
| WO2015007556A1 (en) | 2015-01-22 |
| RU2685865C2 (ru) | 2019-04-23 |
| RU2016105132A (ru) | 2017-08-21 |
| EP3021697A1 (en) | 2016-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112015031842B1 (pt) | Método e aparelho para fabricação de um segmento de direcionamento de fluxo de ar e artigo para fumar | |
| ES2573528T3 (es) | Artículo generador de aerosol que tiene un componente generador de sabor | |
| JP7185549B2 (ja) | エアロゾル発生物品のためのマルチセグメント構成要素 | |
| JP7042306B2 (ja) | 風味送達部材を備えた喫煙物品 | |
| KR102520334B1 (ko) | 열 전도 패치를 물질 웹에 적용하기 위한 방법 | |
| BR112018015597B1 (pt) | Artigo para fumar e filtro para um artigo para fumar | |
| JP6966995B2 (ja) | エアロゾル発生物品のためのマルチセグメント構成要素 | |
| JP7120715B2 (ja) | シガレット | |
| BR112018067767B1 (pt) | Artigo gerador de aerossol | |
| CN105072937A (zh) | 具有包括烟雾改性剂的气流引导元件的吸烟制品 | |
| KR102156756B1 (ko) | 복수의 엘리먼트들을 포함하는 필터 구조물 | |
| JP2019505182A (ja) | 換気領域を備えるエアロゾル発生物品 | |
| BR112014010912B1 (pt) | artigo de fumar e boquilha para um artigo de fumar | |
| JP2018530318A (ja) | エアロゾル発生物品内でセグメントとして使用するためのエアロゾル発生物品および低抵抗支持要素 | |
| JP2018511310A (ja) | 可燃性熱源の把持手段を備えた喫煙物品 | |
| BR112020001350A2 (pt) | artigo gerador de aerossol com coluna com múltiplos elementos alongados longitudinais de material sem tabaco | |
| BR112020009253A2 (pt) | artigo gerador de aerossol com bocal com estrutura modificada |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B350 | Update of information on the portal [chapter 15.35 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 07/07/2014, OBSERVADAS AS CONDICOES LEGAIS. |