WO2025032899A1 - 溶接継手 - Google Patents
溶接継手 Download PDFInfo
- Publication number
- WO2025032899A1 WO2025032899A1 PCT/JP2024/016972 JP2024016972W WO2025032899A1 WO 2025032899 A1 WO2025032899 A1 WO 2025032899A1 JP 2024016972 W JP2024016972 W JP 2024016972W WO 2025032899 A1 WO2025032899 A1 WO 2025032899A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel plate
- welded joint
- steel sheet
- depth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/16—Resistance welding; Severing by resistance heating taking account of the properties of the material to be welded
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/04—Alloys based on zinc with aluminium as the next major constituent
Definitions
- the present invention relates to welded joints.
- LME cracking is thought to occur when the surface layer of the steel sheet transforms into austenite during welding, and molten zinc penetrates the grain boundaries, embrittling the steel sheet, and when tensile stress is applied to the steel sheet during welding.
- Patent Document 2 discloses a steel sheet having an improved weldability by suppressing LME cracking, in which Si oxide particles having a particle size of 20 nm or more are present in a surface layer of the steel sheet at a number density of 3,000 to 6,000 particles/ mm2 with an appropriate particle size distribution.
- the objective of the present invention is to provide a welded joint that has good LME resistance during manufacturing.
- the present invention has discovered that it is preferable to concentrate B in the surface layer of the steel plate that constitutes the welded joint. It has been discovered that in order to concentrate B in the surface layer of the steel plate, it is effective to promote internal oxidation in the surface layer of the steel plate during annealing, in which oxidation progresses toward the inside of the steel plate, without promoting external oxidation on the surface of the steel plate.
- the gist of the present invention is as follows.
- a welded joint comprising a plurality of overlapping steel plates, a nugget joining the plurality of steel plates, a spot weld having a pressure weld and a heat-affected zone formed around the nugget, a non-heat-affected zone which is the area outside the heat-affected zone, and a separation zone formed around the pressure weld, wherein at least one of the plurality of steel plates arranged on the outermost side is a high-strength steel plate having a Vickers hardness of 240 Hv or more at the center of the plate thickness, and the chemical composition of the high-strength steel plate is, in mass %, C: 0.05-0.40%, Si: 0.7-3.0%, Mn: 0.1-5.0%, sol.
- a high ferrite layer with an area ratio of ferrite phase of 90% or more is present with a thickness of 5 ⁇ m or more from the surface of the high strength steel plate in the thickness direction of the high strength steel plate, and at a position 50 ⁇ m outward from the end of the pressure weld, a B-enriched portion with a B intensity of at least twice the B intensity at a depth of 50 ⁇ m determined by TOF-SIMS measurement is present with a thickness of 1.0 ⁇ m or more from the surface of the high strength steel plate.
- the present invention makes it possible to obtain welded joints with good LME resistance during manufacturing.
- FIG. 1 is an example of a microstructure photograph of a high ferrite layer in a surface layer portion of a steel plate that constitutes a welded joint of the present invention.
- 1 is an example of a TOF-SIMS measurement result of a B-enriched portion in a surface layer portion of a steel plate constituting a welded joint of the present invention.
- FIG. 2 is a diagram for explaining the positions of cracks targeted in the LME resistance evaluation in the examples.
- the deboronization phenomenon in which the amount of B near the surface decreases when heated to the austenite temperature range, in particular.
- the concentration of B in the steel surface layer is lower than that in the center of the steel sheet.
- internal oxidation which tends to progress to the grain boundaries in the surface layer of the steel sheet, is caused toward the inside of the steel sheet.
- Si which deteriorates LME resistance in particular, as an oxide in the internal oxidation layer.
- the oxide formed by internal oxidation captures B that has diffused from the steel sheet to the surface layer due to heating, thereby suppressing the deboronization phenomenon.
- the oxide formed by internal oxidation captures B that has diffused from the steel sheet to the surface layer due to heating, thereby suppressing the deboronization phenomenon.
- the combined effect of these improves LME resistance when manufacturing a welded joint.
- the welded joint of this embodiment includes a plurality of overlapping steel plates, a nugget that joins the plurality of steel plates, a spot weld having a pressure weld and a heat-affected zone formed around the nugget, a non-heat-affected zone that is an area outside the heat-affected zone, and a separation zone formed around the pressure weld.
- the "heat-affected zone” refers to a portion of the steel plate that has not melted and has undergone changes in structure, metallurgical properties, mechanical properties, etc. due to welding heat
- the "non-heat-affected zone” refers to a portion other than the heat-affected zone.
- High-strength steel plate Among the plurality of steel plates, at least one steel plate arranged on the outermost side is a high-strength steel plate.
- the present invention aims to suppress LME cracking that occurs when spot welding high-strength steel plates. LME cracking occurs in high-strength steel plates.
- the welded joint of this embodiment has the effect of suppressing LME cracking during the manufacture of a welded joint, and is particularly effective in suppressing cracking in the shoulder of a weld.
- the high-strength steel plate refers to a steel plate having a Vickers hardness of 240 Hv or more at a position that is a non-heat-affected zone of a welded joint and at a position of 1/2 depth.
- the "shoulder" refers to a sloping portion of the edge of a depression formed by an electrode during spot welding.
- the hardness of the steel plate is measured at a position that is a non-heat-affected zone of the steel plate that constitutes the welded joint, at a position of 1/2 depth.
- the hardness measurement is performed in accordance with JIS Z 2244:2009.
- the measurement load is 200 gf.
- the Vickers hardness at the center of the plate thickness of the steel plate that constitutes the welded joint may be 260 Hv or more, 280 Hv or more, or 300 Hv or more.
- the other steel plates may be general, commercially available steel plates. Of course, all of the steel plates may be the high-strength steel plates described above.
- a high-strength steel plate as described below.
- C (C: 0.05-0.40%)
- C (carbon) is an element that ensures the strength of steel.
- the C content is set to 0.05% or more.
- the C content is set to 0.40% or less.
- the C content may be 0.08% or more, 0.10% or more, or 0.15% or more.
- the C content may be 0.37% or less, 0.35% or less, or 0.30% or less.
- Si silicon
- Si is an element that promotes decarburization and ferrite stabilization in the annealing process during steel sheet production, and also suppresses the deboronization phenomenon by internal oxidation. It is also an element that improves the corrosion resistance of steel. As a result, a high ferrite layer and a B-enriched portion, which will be described later, are formed on the surface layer of the steel sheet. In order to obtain this effect, the Si content is set to 0.7% or more.
- the Si content is set to 3.0% or less.
- the Si content may be 0.8% or more, 0.9% or more, or 1.0% or more.
- the Si content may be 2.5% or less, 2.0% or less, or 1.5% or less.
- Mn manganese
- Mn manganese
- Si silicon
- the lower limit of the Mn content is set to 0.1%.
- the Mn content is set to 5.0% or less.
- the Mn content may be 0.5% or more, 1.0% or more, or 1.5% or more.
- the Mn content may be 4.5% or less, 4.0% or less, or 3.5% or less.
- Al (aluminum) is an element that dissolves in steel and promotes ferrite stabilization and decarburization, which can improve the LME resistance during the production of welded joints, so it may be contained as necessary.
- Sol. Al means acid-soluble Al that is not in the form of oxides such as Al2O3 and is soluble in acid, and is determined as Al measured by subtracting the insoluble residue on the filter paper generated during the analysis of Al.
- the inclusion of sol. Al is not essential, and the lower limit of the content of sol. Al is 0. In order to obtain the effect of inclusion, the content of sol. Al may be 0.1% or more, 0.2% or more, or 0.3% or more. If the content of sol.
- Al is too high, even if high dew point annealing is performed, external oxidation progresses and oxides (scale) are formed on the surface layer of the steel sheet, and the LME resistance during the production of welded joints is reduced.
- the content of sol. Al is set to 2.0% or less.
- the Al content may be 1.5% or less, 1.2% or less, or 1.0% or less.
- P 0.0300% or less
- P (phosphorus) is an impurity generally contained in steel. If the P content exceeds 0.0300%, there is a risk of reduced weldability. Therefore, the P content is set to 0.0300% or less.
- the P content may be 0.0200% or less, 0.0100% or less, or 0.0050% or less. It is preferable that no P is contained, and the lower limit of the P content is 0. From the viewpoint of dephosphorization cost, the P content may be more than 0% or 0.0001% or more.
- S sulfur
- S sulfur
- the content of S may be 0.0100% or less, 0.0050% or less, or 0.0020% or less. It is preferable that no S is contained, and the lower limit of the content of S is 0. From the viewpoint of desulfurization costs, the content of S may be more than 0% or 0.0001% or more.
- N nitrogen
- nitrogen is an impurity generally contained in steel. If the content of N exceeds 0.0100%, there is a risk of reduced weldability. Therefore, the content of N is set to 0.0100% or less.
- the content of N may be 0.0080% or less, 0.0050% or less, or 0.0030% or less. It is preferable that N is not contained, and the lower limit of the content of N is 0. From the viewpoint of manufacturing costs, the content of N may be more than 0% or 0.0010% or more.
- B (B: 0.0005-0.0050%)
- B (boron) is an element that improves hardenability, contributes to improving strength, and segregates at grain boundaries to strengthen the grain boundaries and improve toughness. Furthermore, in the steel plate of this embodiment, boron is concentrated in the surface layer of the steel plate and segregates at Fe grain boundaries. In order to obtain this effect, the content of B is 0.0005% or more. From the viewpoint of toughness and weldability, the content of B is 0.0050% or less. The content of B may be 0.0006% or more, 0.0008% or more, or 0.0010% or more. The content of B may be 0.0040% or less, 0.0030% or less, or 0.0020% or less.
- the concentration of B in the steel surface layer is lower than that in the center of the steel sheet due to the deboronization phenomenon.
- the manufacturing method described below advances internal oxidation toward the inside of the steel sheet during the annealing process, thereby incorporating B into the oxide, suppressing the deboronization phenomenon and forming the concentration distribution described below in the steel surface layer. It is believed that B segregating at the Fe grain boundaries suppresses LME during the production of welded joints.
- Ti titanium
- Ti titanium
- the Ti content may be 0.0020% or more, 0.0030% or more, 0.0040% or more, 0.0080% or more, 0.0110% or more, or 0.0130% or more.
- the Ti content may be 0.0900% or less, 0.0800% or less, 0.0600% or less, 0.0500% or less, or 0.0400% or less.
- Nb 0-0.2000%
- Nb niobium
- the lower limit of the Nb content is 0. This effect can be obtained even with a small amount of Nb, but the Nb content when contained may be 0.0001% or more, 0.0002% or more, 0.0003% or more, 0.0004% or more, or 0.0010% or more. From the viewpoint of ensuring toughness, the Nb content is 0.2000% or less.
- the Nb content may be 0.1500% or less, 0.1000% or less, 0.0600% or less, 0.0400% or less, 0.0200% or less, 0.0100% or less, 0.0050% or less, 0.0030% or less, or 0.0020% or less.
- V vanadium
- vanadium is an element that contributes to improving strength through improving hardenability, so it may be contained as necessary. Since it is not an essential element, the lower limit of the V content is 0. This effect can be obtained even with a small amount of vanadium, but the V content when contained may be 0.001% or more, 0.002% or more, 0.003% or more, 0.005% or more, 0.006% or more, 0.008% or more, or 0.01% or more. From the viewpoint of ensuring toughness, the V content is 0.15% or less. The V content may be 0.14% or less, 0.13% or less, 0.12% or less, 0.10% or less, 0.08% or less, 0.05% or less, 0.04% or less, 0.03% or less, or 0.02% or less.
- Cr 0-2.00% Cr (chromium) is effective in increasing the hardenability of steel and increasing the strength of steel, so it may be contained as necessary. Since it is not an essential element, the lower limit of the Cr content is 0. This effect can be obtained even with a small amount of Cr, but the Cr content when contained may be 0.001% or more, 0.01% or more, 0.05% or more, 0.07% or more, or 0.10% or more. If Cr is contained excessively, a large amount of Cr carbide is formed, which may conversely impair the hardenability, so the Cr content is set to 2.00% or less.
- the Cr content may be 1.80% or less, 1.50% or less, 1.20% or less, 0.80% or less, 0.60% or less, 0.50% or less, 0.30% or less, or 0.20% or less.
- Ni nickel
- Ni nickel
- the lower limit of the Ni content is 0. This effect can be obtained even with a small amount of Ni, but the Ni content when contained may be 0.001% or more, 0.01% or more, 0.02% or more, 0.03% or more, 0.04% or more, or 0.05% or more. Since excessive addition of Ni increases the cost, the Ni content is set to 2.00% or less.
- the Ni content may be 1.80% or less, 1.50% or less, 1.20% or less, 0.80% or less, 0.60% or less, 0.50% or less, 0.40% or less, 0.20% or less, or 0.15% or less.
- Cu (Cu: 0-2.00%) Cu (copper) is effective in increasing the hardenability of steel and increasing the strength of steel, so it may be contained as necessary. Since it is not an essential element, the lower limit of the Cu content is 0. This effect can be obtained even with a small amount of Cu, but the Cu content when contained may be 0.001% or more, 0.01% or more, 0.02% or more, 0.03% or more, 0.05% or more, or 0.07% or more. From the viewpoint of suppressing a decrease in toughness, cracking of the slab after casting, and a decrease in weldability, the Cu content is set to 2.00% or less. The Cu content may be 1.80% or less, 1.50% or less, 1.20% or less, 1.00% or less, 0.80% or less, 0.60% or less, 0.50% or less, 0.30% or less, 0.20% or less, or 0.15% or less.
- Mo mobdenum
- Mo mobdenum
- the Mo content is 1.00% or less.
- the Mo content may be 0.80% or less, 0.60% or less, 0.40% or less, 0.30% or less, 0.20% or less, or 0.15% or less.
- W 0-1.00%
- W tungsten
- the lower limit of the content of W is 0. This effect can be obtained even with a small amount of content, but the content of W when contained may be 0.001% or more, 0.01% or more, 0.02% or more, or 0.03% or more.
- the content of W is 1.00% or less.
- the content of W may be 0.80% or less, 0.60% or less, 0.40% or less, 0.30% or less, 0.20% or less, 0.15% or less, or 0.10% or less.
- Ca (Ca: 0-0.1000%)
- Ca (calcium) is an element that contributes to inclusion control, particularly to finely dispersing inclusions, and has the effect of increasing toughness, so it may be contained as necessary. Since it is not an essential element, the lower limit of the Ca content is 0. This effect can be obtained even with a small amount of Ca content, but the Ca content when contained may be 0.0001% or more, 0.0005% or more, 0.0010% or more, 0.0020% or more, 0.0040% or more, 0.0060% or more, or 0.0070% or more. If Ca is contained excessively, deterioration of the surface properties may become apparent, so the Ca content is set to 0.1000% or less.
- the Ca content may be 0.0800% or less, 0.0600% or less, 0.0500% or less, 0.0400% or less, 0.0300% or less, or 0.0200% or less.
- Mg manganesium
- Mg is an element that contributes to inclusion control, particularly to finely dispersing inclusions, and has the effect of increasing toughness, so it may be contained as necessary. Since it is not an essential element, the lower limit of the Mg content is 0. This effect can be obtained even with a small amount of inclusion, but the Mg content when contained may be 0.0001% or more, 0.0005% or more, 0.001% or more, 0.002% or more, 0.004% or more, 0.008% or more, 0.010% or more, or 0.015% or more. If Mg is contained excessively, deterioration of the surface property may become apparent, so the Mg content is set to 0.100% or less.
- the Mg content may be 0.090% or less, 0.080% or less, 0.070% or less, 0.050% or less, 0.040% or less, or 0.030% or less.
- Zr zirconium
- Zr zirconium
- Zr zirconium
- Zr zirconium
- the content of Zr may be 0.090% or less, 0.080% or less, 0.060% or less, 0.050% or less, 0.040% or less, or 0.030% or less.
- Hf (hafnium) is an element that contributes to inclusion control, particularly to finely dispersing inclusions, and has the effect of increasing toughness, so it may be contained as necessary. Since it is not an essential element, the lower limit of the Hf content is 0. This effect can be obtained even with a small amount of Hf, but the Hf content when contained may be 0.001% or more, 0.002% or more, or 0.005% or more. If Hf is contained excessively, deterioration of the surface property may become apparent, so the Hf content may be 0.10% or less, 0.08% or less, 0.06% or less, 0.05% or less, 0.04% or less, 0.03% or less, or 0.02% or less.
- REM 0-0.100%
- REM rare earth element
- REM is an element that contributes to inclusion control, particularly to finely dispersing inclusions, and has the effect of increasing toughness, so it may be contained as necessary. Since it is not an essential element, the lower limit of the content of REM is 0. This effect can be obtained even with a small amount of inclusion, but the content of REM when contained may be 0.0001% or more, 0.005% or more, or 0.001% or more. If REM is contained excessively, deterioration of surface properties may become apparent, so the content of REM is set to 0.100% or less.
- the content of REM may be 0.090% or less, 0.080% or less, 0.060% or less, 0.050% or less, 0.040% or less, 0.030% or less, 0.020% or less, 0.010% or less, or 0.005% or less.
- REM is an abbreviation for Rare Earth Metal, and refers to elements belonging to the lanthanide series. REM is usually added as misch metal.
- the balance other than the above chemical components is Fe and impurities.
- the impurities refer to components that are mixed in due to various factors in the manufacturing process, including raw materials such as ores and scraps, when the steel plate is industrially manufactured, and do not adversely affect the LME resistance during the manufacturing of the welded joint according to this embodiment, that is, those that are contained in a range in which the LME resistance required for the steel plate of this embodiment can be obtained.
- Specific elements include, for example, O (oxygen).
- the content of O contained as an impurity may be, for example, 0.0500% or less, 0.0300% or less, 0.0200% or less, or 0.0100% or less. However, from the viewpoint of manufacturing costs, the content of O may be 0.00001% or more, 0.00005% or more, or 0.0001% or more.
- the chemical components of the steel sheet may be analyzed by an elemental analysis method known to those skilled in the art, for example, inductively coupled plasma mass spectrometry (ICP-MS).
- ICP-MS inductively coupled plasma mass spectrometry
- C and S may be measured by a combustion-infrared absorption method
- N may be measured by an inert gas fusion-thermal conductivity method
- O may be measured by an inert gas fusion-infrared absorption method.
- a high ferrite layer is present at a position 50 ⁇ m outward from the end of the pressure welded portion, with a thickness of 5 ⁇ m or more from the surface of the high-strength steel plate in the thickness direction of the high-strength steel plate.
- the high ferrite layer refers to a structure in which the area ratio of the ferrite phase is 90% or more.
- the position 50 ⁇ m outward from the end of the pressure welded portion may be regarded as a "heat-affected zone".
- the welded joint of this embodiment is characterized in that a high ferrite layer formed during steel plate production is present even in the heat-affected zone affected by the welding heat during the production of the welded joint.
- Figure 1 shows an example of a SEM micrograph of the structure near the surface layer of a high-strength steel plate constituting a welded joint of this embodiment, located 50 ⁇ m outward from the end of the pressure weld.
- Figure 1 is a cross section of the steel plate in the thickness direction, with the upper side being the steel plate surface.
- a high-ferrite layer 1 in the heat-affected zone caused by welding, a high-ferrite layer 1, with an area ratio of ferrite phase of 90% or more, exists on the surface side of the steel plate.
- B-enriched areas, described below, in this layer improves LME resistance during the production of the welded joint.
- the thickness of the high ferrite layer is 5 ⁇ m or more, there is no particular upper limit to the thickness. For example, it may be 100 ⁇ m or less, 80 ⁇ m or less, 60 ⁇ m or less, or 40 ⁇ m or less. From the viewpoint of LME resistance, it is preferable that the high ferrite layer is thicker, preferably 8 ⁇ m or more, and more preferably 10 ⁇ m or more, 12 ⁇ m or more, 15 ⁇ m or more, 20 ⁇ m or more, or 25 ⁇ m or more.
- the structure other than ferrite in the high ferrite layer is not limited.
- it can be one or more of martensite, bainite, and cementite.
- the thickness of the high ferrite layer is determined by etching the cross section of the steel plate with nital and observing it with a SEM at 1000x magnification, and distinguishing between ferrite and hard structures such as martensite and bainite that contain a relatively large amount of cementite from the structural morphology.
- the thickness of the high ferrite layer is determined by measuring five measurement ranges, each 500 ⁇ m apart in the direction perpendicular to the plate thickness direction, and averaging the measurements.
- the area ratio of ferrite refers to the area ratio determined by observing the above-mentioned cross section of the plate thickness.
- the ferrite area ratio is determined by cutting out a cross section in the thickness direction perpendicular to the rolling direction of the steel sheet, mirror-polishing it, revealing the steel structure with nital solution, and taking a secondary electron image using a field emission scanning electron microscope.
- the observation position is within a range of 500 ⁇ m from the surface of the sheet thickness or the interface between the plating layer and the steel sheet, and five fields of view are observed at equal intervals.
- the fraction of each structure is calculated using the point counting method for the obtained structure photograph. More specifically, first, a grid with equal intervals is drawn on the structure photograph. Next, it is determined whether the structure at each grid point corresponds to tempered martensite, pearlite, ferrite, fresh martensite or retained austenite, or bainite.
- the fraction of each structure can be measured by determining the number of grid points corresponding to each structure and dividing it by the total number of grid points.
- the area ratio can be determined more accurately as the total number of grid points increases.
- the grid spacing is 2 ⁇ m x 2 ⁇ m
- the total number of grid points is 1,500 points.
- the criteria for determining whether the material is tempered martensite, pearlite, ferrite, fresh martensite, retained austenite, or bainite are as follows. Areas that have a substructure within the grains (lath boundaries, block boundaries) and where carbides are precipitated with multiple variants are determined to be tempered martensite. Areas where cementite is precipitated in a lamellar form are determined to be pearlite. Areas where the brightness is low and no substructure is visible are determined to be ferrite. Areas where the brightness is high and the substructure is not revealed by etching are determined to be fresh martensite or retained austenite. Areas that do not fall into any of the above categories are determined to be bainite. Simply put, the area ratio of the ferrite phase can be determined by distinguishing between ferrite and other structures.
- Ferrite is a structure that is less susceptible to LME than austenite, and the presence of a ferrite-rich layer on the surface of the steel plate improves LME resistance during the manufacture of welded joints.
- the presence of B-enriched areas, which will be described later, further improves LME resistance.
- a B-enriched portion is present with a thickness of 1.0 ⁇ m or more from the surface of the high-strength steel plate in the thickness direction of the high-strength steel plate.
- the B-enriched portion refers to a portion where the B intensity obtained in a TOF-SIMS (Time-of-Flight Secondary Ion Mass Spectrometry) measurement is at least twice the B intensity at a depth of 50 ⁇ m obtained in a TOF-SIMS measurement.
- FIG. 2 shows an example of a measurement result by TOF-SIMS.
- FIG. 2 shows the measurement result of the C cross section of the overlapping portion of two steel plates in the welded joint, and the up-down direction is the thickness direction of the steel plate.
- the measurement result in FIG. 2 indicates that the B concentration is higher as the measurement result is brighter.
- the dark portion near the center is the gap between the two steel plates. From the measurement result in FIG. 2, it can be seen that the B concentration is higher near the surface of the steel plate.
- the TOF-SIMS analysis is performed using a TOF-SIMS (manufactured by ION-TOF) under the conditions of primary ions: Bi 3 2+ , applied voltage: 25 kV, and measurement area: 50 ⁇ m square.
- the measurement is performed by moving the field of view in the thickness direction of the high-strength steel plate so as to measure the B-enriched portion on the surface of the high-strength steel plate and a position 50 ⁇ m deep from the surface.
- the thicker the B-enriched portion the better from the viewpoint of LME resistance during the manufacture of the welded joint.
- a thickness of 2.0 ⁇ m or more is preferable, and 3.0 ⁇ m or more, 4.0 ⁇ m or more, and 5.0 ⁇ m or more are even more preferable.
- the B concentrated in the surface layer of the steel plate that constitutes the welded joint segregates to the Fe grain boundaries and inhibits the penetration of Zn, thereby suppressing LME during the production of the welded joint.
- Such a surface B distribution can be obtained by producing steel plate from molten steel having the aforementioned chemical composition using the manufacturing method described below.
- the high-strength steel plate constituting the welded joint of this embodiment may have a Zn-containing plating layer on the surface.
- the plating layer may be formed on only one side of the high-strength steel plate, or on both sides, or the plating layer may be formed on only a part of the surface.
- the plating layer contains Zn.
- Zn-0.2%Al GI
- Zn-(0.3-1.5)%Al Zn-4.5%Al
- Zn-0.09%Al-10%Fe GA
- Zn-1.5%Al-1.5%Mg Zn-11%Al-3%Mg-0.2%Si
- Zn-11%Ni Zn-15%Mg
- Zn-20%Al-7%Mg Zn-30%Al-10%Mg.
- the chemical composition of the plating layer can be determined by dissolving the plating layer in an acid solution containing an inhibitor that suppresses corrosion of the steel sheet, and measuring the resulting solution using ICP (inductively coupled plasma) optical emission spectroscopy.
- ICP inductively coupled plasma
- the thickness of the plating layer may be, for example, 3 to 50 ⁇ m.
- the coating weight of the plating layer is not particularly limited, but may be, for example, 10 to 170 g/ m2 per side.
- the coating weight of the plating layer is determined by dissolving the plating layer in an acid solution containing an inhibitor that suppresses corrosion of the steel sheet, and measuring the weight change before and after the plating layer is peeled off by pickling.
- the acid solution containing the inhibitor for example, a 10% hydrochloric acid solution containing 0.06 mass % inhibitor (Ibit 710K, manufactured by Asahi Chemical Industry Co., Ltd.) may be used. After removing the plating layer, the base steel sheet is washed with water and dried.
- the thickness of the plating layer may be 5 ⁇ m or more, 7 ⁇ m or more, or 10 ⁇ m or more.
- the thickness of the plating layer may be 45 ⁇ m or less, 40 ⁇ m or less, 35 ⁇ m or less , or 30 ⁇ m or less.
- the coating weight of the plating layer may be 15 g/m2 or more , 20 g/m2 or more, 25 g/m2 or more, or 30 g/m2 or more per side.
- the coating weight of the plating layer may be 160 g/m2 or less , 140 g/m2 or less , 120 g/m2 or less, or 100 g/ m2 or less per side.
- the non-high-strength steel plate may have the plating layer described above.
- the welded joint of this embodiment has the effect of improving LME resistance during manufacturing, even if the steel plates constituting the welded joint, particularly the high-strength steel plate arranged on the outermost side, are not plated.
- LME cracking does not occur when molten zinc is not present, but for example, when a welding electrode to which a zinc-plated steel plate is spot-welded is used to weld an unplated steel plate, the plating attached to the welding electrode melts and transfers to the unplated steel plate, which can cause LME cracking.
- the welded joint of this embodiment even in such a case, the B concentrated on the surface layer can prevent the molten zinc from penetrating the Fe grain boundaries, thereby suppressing LME cracking during the manufacture of the welded joint. Therefore, plating is not an essential component of the welded joint of this embodiment.
- the depth that satisfies the following formula (1) in a GDS (high frequency glow discharge optical emission spectroscopy) measurement in the thickness direction of the steel plate is 1.5 ⁇ m or more from the surface of the steel plate.
- Bx represents the luminescence intensity at a point that is a depth x ( ⁇ m) away from the interface between the steel sheet and the plating layer in the thickness direction of the steel sheet.
- B150 represents the luminescence intensity at a depth of 150 ⁇ m in the thickness direction of the steel sheet from the interface between the steel sheet and the plating layer.
- the "thickness direction” refers to the direction perpendicular to the interface between the steel sheet and the plating layer.
- a point that is away from the interface between the steel sheet and the plating layer in the thickness direction of the steel sheet refers to a point that is away toward the center of the thickness of the steel sheet.
- the left side of the above formula (1) indicates the ratio of the B concentration at depth x to the B concentration at a depth of 150 ⁇ m.
- Bx/B150 ⁇ 5 means that the B concentration at depth x is 5 times or more the B concentration at a depth of 150 ⁇ m.
- the B concentration at a depth of 150 ⁇ m may be considered to be the B concentration at the center of the steel plate thickness, and Bx/B150 ⁇ 5 means that B is concentrated at depth x.
- a depth of 1.5 ⁇ m or more from the surface of the steel plate that satisfies formula (1) means that formula (1) is satisfied in a range from the surface of the steel plate to a depth of 1.5 ⁇ m or more in the thickness direction of the steel plate, and B is concentrated in a range to a depth of 1.5 ⁇ m or more in the thickness direction of the steel plate.
- the surface of the steel sheet and the interface between the steel sheet and the plating layer are defined as follows.
- the Fe content in the thickness direction of the plated steel sheet is measured by GDS measurement.
- the highest Fe content is defined as the Fe content of the steel sheet.
- the point where the Fe content is 5% of the Fe content of the steel sheet is defined as the "surface of the steel sheet".
- the interface between the steel sheet and the plating layer is regarded as the surface of the steel sheet and is defined as the starting point of the depth of the GDS measurement.
- the "interface between the steel sheet and the plating layer” is defined as the point where the Fe content determined by GDS measurement is 93% of the Fe content of the steel sheet.
- B is concentrated in the surface layer of the steel plate, causing B to segregate at the Fe grain boundaries in the surface structure. This prevents molten zinc from penetrating the Fe grain boundaries during spot welding, and further prevents the occurrence of LME during the production of welded joints.
- Method of measuring GDS use a method in which the surface of the steel sheet to be measured is placed in an Ar atmosphere by GDS, a voltage is applied to generate glow plasma, and the steel sheet surface is sputtered while being analyzed in the depth direction. Then, elements contained in the material are identified from the element-specific emission spectrum wavelengths emitted by excited atoms in the glow plasma, and the emission intensity of the identified elements is estimated.
- the data in the depth direction can be estimated from the sputtering time. Specifically, by determining the relationship between sputtering time and sputtering depth in advance using a standard sample, the sputtering time can be converted to sputtering depth. Therefore, the sputtering depth converted from the sputtering time can be defined as the depth from the surface of the material.
- the sputtering time is set so that the sputtering depth is at least 150 ⁇ m or more.
- the GDS measurements are performed five times in the plate thickness direction, and the average value is taken as the B concentration.
- the measurement conditions are as follows.
- the B concentrations corresponding to a depth of x ( ⁇ m) and a depth of 150 ⁇ m are Bx and B150, respectively.
- the depth at which Bx/B150 ⁇ 5.0 is preferably 1.5 ⁇ m or more.
- Bx/B150 is more preferable that Bx/B150 is large, and it may be 1.6 ⁇ m or more, 1.8 ⁇ m or more, 2.0 ⁇ m or more, 2.5 ⁇ m or more, or 3.0 ⁇ m or more. Since Bx/B150 is the ratio of the B concentration at depth x to the B concentration at a depth of 150 ⁇ m, the depth at which Bx/B150 ⁇ 5.0 is less than 150 ⁇ m.
- the depth at which Bx/B150 ⁇ 5.0 is deep the LME resistance does not decrease, but the depth at which Bx/B150 ⁇ 5.0 is may be 100.0 ⁇ m or less, 50.0 ⁇ m or less, 30.0 ⁇ m or less, 20.0 ⁇ m or less, or 10.0 ⁇ m or less.
- the B concentrated in the surface layer of the steel plate that constitutes the welded joint segregates at the Fe grain boundaries. This is thought to suppress the penetration of molten zinc into the Fe grain boundaries during spot welding, and to suppress LME when manufacturing the welded joint.
- Such a surface B distribution can be obtained by manufacturing steel plate from molten steel having the aforementioned chemical composition using the manufacturing method described below.
- Bmax represents the maximum emission intensity of B in the range from the surface of the steel plate to a depth of 5.0 ⁇ m.
- the left side of equation (2) represents the ratio of the maximum B emission intensity in the range from the surface of the steel plate to a depth of 5.0 ⁇ m to the B concentration at a depth of 150 ⁇ m.
- Bmax/B150 ⁇ 8 means that the B concentration at the position where B is most concentrated in the range from the surface of the steel plate to a depth of 5.0 ⁇ m is 8 times or more the B concentration at a depth of 150 ⁇ m.
- the B concentration at a depth of 150 ⁇ m can be regarded as the B concentration at the center of the steel plate thickness
- Bmax/B150 ⁇ 8 means that B is highly concentrated from the surface of the steel plate to a depth of 5.0 ⁇ m, i.e., in the vicinity of the surface.
- the larger Bmax/B150 is, the more preferable, with 10 or more being preferable, 12 or more, 14 or more, and 16 or more being even more preferable.
- Satisfying formula (2) is not essential for the steel plate of this embodiment, and even if formula (2) is not satisfied, good LME resistance can be obtained as long as formula (1) is satisfied.
- B that is more highly concentrated in the surface layer of the steel segregates to the Fe grain boundaries, preventing the penetration of molten zinc, and thus achieving a greater effect in suppressing LME.
- the thickness of the steel plate constituting the welded joint of the present invention is not particularly limited. For example, it can be 0.6 to 3.2 mm.
- the thickness may be 0.8 mm or more, or 1.0 mm or more.
- the thickness may be 3.0 mm or less, 2.8 mm or less, 2.6 mm or less, 2.5 mm or less, 2.4 mm or less, 2.2 mm or less, 2.0 mm or less, or 1.8 mm or less.
- the steel plate constituting the welded joint according to this embodiment can be obtained by a manufacturing method including a casting process in which molten steel with adjusted chemical composition is cast to form a steel slab, a hot rolling process in which the steel slab is hot rolled to obtain a hot rolled steel plate, a coiling process in which the hot rolled steel plate is coiled, a pickling process in which the coiled hot rolled steel plate is pickled, a cold rolling process in which the pickled hot rolled steel plate is cold rolled to obtain a cold rolled steel plate, and an annealing process in which the cold rolled steel plate is annealed.
- the hot rolled steel plate may not be coiled after the hot rolling process, but may be pickled and then cold rolled as is.
- the conditions for the casting process are not particularly limited. For example, after melting in a blast furnace or an electric furnace, various secondary smelting processes may be carried out, and then casting may be carried out by a method such as ordinary continuous casting or casting by an ingot method.
- the steel slab obtained by casting can be hot-rolled to obtain a hot-rolled steel sheet.
- the hot rolling step is performed by reheating the cast steel slab directly or after cooling once, and then hot rolling it.
- the heating temperature of the steel slab may be, for example, 1100 to 1250°C.
- rough rolling and finish rolling are usually performed.
- the temperature and reduction rate of each rolling may be appropriately changed depending on the desired metal structure and plate thickness.
- the finishing temperature of the finish rolling may be 900 to 1050°C, and the reduction rate of the finish rolling may be 10 to 50%.
- the hot-rolled steel sheet can be coiled at a predetermined temperature.
- the coiling temperature may be appropriately changed depending on the desired metal structure, etc., and may be, for example, 500 to 800°C.
- the hot-rolled steel sheet may be subjected to a predetermined heat treatment by recoiling before or after coiling. Alternatively, the hot-rolled steel sheet may be pickled after the hot rolling process without coiling, and then cold-rolled as described below.
- the unevenness of the steel sheet surface after pickling is controlled for the purpose of concentrating B in the surface layer of the steel sheet in the subsequent annealing process.
- the unevenness is set to 1.5 ⁇ m or more in terms of Ra, which is the arithmetic mean height defined in JIS B0601:2013. This condition means that a certain degree of unevenness exists on the steel sheet surface.
- the strain applied to the surface layer of the steel sheet becomes small, so that internal oxidation does not progress even by annealing at a high dew point as described later, and the concentration of B in the surface layer of the steel sheet does not progress.
- the unevenness of the steel sheet surface after pickling is determined in accordance with JIS B 0601:2013 by randomly selecting 10 locations on the surface of the outermost layer, measuring the surface profile at each location with a contact surface roughness meter, and calculating the arithmetic average of the surface roughness at those locations to obtain the arithmetic average roughness Ra. It is not necessary to constantly measure the unevenness of the steel sheet surface after pickling, and once the pickling conditions that produce the desired unevenness have been determined, the measurement of the unevenness may be omitted.
- the surface roughness of the steel sheet varies depending on the pickling conditions, so these can be adjusted appropriately to obtain the above unevenness.
- pickling can be performed using a 1-10% by mass hydrochloric acid solution at a temperature of 20-95°C for a pickling time of 30-200 seconds.
- the surface of the steel sheet after pickling has these irregularities, and by rolling these irregularities out in the subsequent cold rolling process, strain is imparted to the surface layer of the steel, which promotes the concentration of B in the surface layer of the steel sheet in the subsequent annealing process.
- the hot-rolled steel sheet After pickling or the like is performed on the hot-rolled steel sheet, the hot-rolled steel sheet can be cold-rolled to obtain a cold-rolled steel sheet.
- the unevenness imparted in the above-mentioned pickling process is rolled and crushed to impart strain to the surface layer of the steel sheet.
- the roll used in the cold rolling is preferably one having a small surface roughness, and the surface roughness of the roll is preferably 1.0 ⁇ m or less in Ra.
- the surface roughness of the roll may be 0.8 ⁇ m or less, 0.6 ⁇ m or less, or 0.5 ⁇ m or less in Ra.
- the rolling reduction of the cold rolling may be appropriately changed according to the desired metal structure and sheet thickness, and may be, for example, 20 to 80%.
- the steel sheet After the cold-rolling process, the steel sheet may be cooled to room temperature, for example, by air cooling.
- the uneven surface of the hot-rolled steel sheet is rolled out, imparting strain to the surface layer of the steel sheet, which promotes the concentration of B in the surface layer of the steel sheet in the subsequent annealing process.
- the obtained cold-rolled steel sheet is subjected to the following high dew point annealing.
- the annealing step external oxidation is not allowed to proceed on the surface of the steel sheet, but internal oxidation is allowed to proceed in which oxidation proceeds toward the inside of the steel sheet in the surface layer of the steel sheet.
- the steel sheet with the surface layer strained by the above process is held at a high dew point.
- the holding temperature in the annealing process is 760 to 900°C to promote internal oxidation and B concentration, and the holding time at the holding temperature is 0 to 360 seconds.
- the holding temperature may be 770°C or higher, 780°C or higher, or 790°C or higher.
- the holding temperature may be 890°C or lower, 880°C or lower, or 870°C or lower.
- the holding time may be 10 seconds or more, 30 seconds or more, 50 seconds or more, or 60 seconds or more.
- the holding time may be 330 seconds or less, 300 seconds or less, 270 seconds or less, 240 seconds or less, or 200 seconds or less.
- the atmosphere in the annealing is preferably a non-oxidizing atmosphere, and can be, for example, N 2 -2 to 4 vol % H 2.
- the oxygen concentration of the atmosphere is preferably 50 ppm or less, and may be 30 ppm or less, 20 ppm or less, or 10 ppm or less. By setting such conditions, it is possible to proceed with internal oxidation while suppressing oxidation of the plating surface.
- the rate of temperature rise to the holding temperature is not particularly limited. The rate of temperature rise may be, for example, 1 to 10 ° C. / sec. If the rate of temperature rise is less than 1 ° C. / sec, it takes too long to raise the temperature to the control temperature, and the oxide on the surface of the plating layer may become thick.
- the rate of temperature rise may be 2 ° C. / sec or more, 3 ° C. / sec or more, or 4 ° C. / sec or more.
- the heating rate may be 9° C./sec or less, 8° C./sec or less, or 7° C./sec or less.
- the dew point of the atmosphere is changed in the first and second halves of the temperature rise. Specifically, the dew point from room temperature to the control temperature is different from the dew point from the control temperature to the holding time.
- the control temperature is the temperature at which the dew point is changed, and is between 450 and 550°C.
- the dew point of the annealing atmosphere is -40°C or higher and -20°C or lower.
- the dew point of the annealing atmosphere is -20°C or higher and 20°C or lower.
- control temperature is below 450°C, the dew point rises at low temperatures, causing internal oxidation to progress at low temperatures, and the strain applied to the steel sheet surface is released, meaning that sufficient internal oxidation to suppress the deboronization phenomenon does not occur between the control temperature and the holding temperature. If the control temperature is above 550°C, the strain applied to the steel sheet surface is released before internal oxidation progresses at high temperatures, meaning that sufficient internal oxidation does not occur to suppress the deboronization phenomenon.
- the dew point during the temperature rise from room temperature to the control temperature is less than -40°C, Si and Mn may oxidize externally, and internal oxidation may not progress between the control temperature and the holding temperature. If the dew point during the temperature rise from room temperature to the control temperature is more than -20°C, internal oxidation progresses at a low temperature, and the strain applied to the surface layer of the steel sheet is released. As a result, internal oxidation to suppress the deboronization phenomenon may not occur between the control temperature and the holding temperature.
- the dew point between the control temperature and the holding temperature is set to be at least 10°C higher than the dew point between the temperature rise from room temperature to the control temperature. This allows internal oxidation to proceed, and promotes the concentration of B.
- the control temperature may be 460°C or more, 470°C or more, or 480°C or more.
- the control temperature may be 540°C or less, 530°C or less, or 520°C or less.
- the dew point during the period from room temperature to the control temperature may be -38°C or more, -37°C or more, or -35°C or more.
- the dew point during the period from room temperature to the control temperature may be 18°C or less, 17°C or less, or 15°C or less.
- the dew point from the control temperature to the holding temperature may be -18°C or more, -17°C or more, or -15°C or more.
- the dew point from the control temperature to the holding temperature may be 18°C or less, 17°C or less, or 15°C or less.
- the dew point When strain is applied to the surface layer of the steel sheet by the above-mentioned method, the dew point is raised above the controlled temperature during the annealing process, causing rapid internal oxidation in the surface layer of the steel sheet, and B is absorbed into the oxides formed inside the steel sheet, concentrating B in the surface layer of the steel sheet and segregating B at the Fe grain boundaries, resulting in the B concentration distribution in the surface layer as described above.
- Annealing is performed under tension of 1 to 20 MPa. Applying tension during annealing makes it possible to introduce strain into the steel sheet more effectively, promoting the enrichment of B in the surface layer.
- a plated steel sheet may be manufactured by a manufacturing method including a plating process using the steel sheet manufactured as described above.
- the plating process may be performed according to a method known to those skilled in the art.
- the plating process may be performed, for example, by a hot-dip plating method, an electric plating method, a vapor deposition plating method, a thermal spraying method, or a cold spraying method.
- the plating process is performed by a hot-dip plating method.
- the conditions of the plating process may be appropriately set in consideration of the chemical composition, thickness, and coating amount of the desired plating layer.
- alloying treatment process After the plating process, a known alloying process may be performed to form an alloy plating.
- the conditions of the alloying process may be appropriately set in consideration of the chemical composition, thickness, and coating amount of the desired plating layer.
- a plurality of the above-mentioned steel plates are stacked and spot welded to obtain a welded joint.
- the steel plates may be of the same type or may have different chemical compositions.
- the other steel plates may be general commercially available steel plates.
- Spot welding conditions are not particularly limited.
- spot welding can be performed using a dome radius type welding electrode with a tip diameter of 8 mm, with a pressure of 5.0 kN, a current flow time of 1.2 seconds, and a current flow of 12 kA.
- the welded joint of the present invention is suitable for use in a wide range of fields, including automobiles, home appliances, and building materials, because LME cracking during manufacturing is suppressed. It is particularly suitable for use in the automobile field.
- Example No. 1 Molten steel was produced in a blast furnace and cast by continuous casting to obtain a steel slab having the chemical composition shown in No. 1 of Table 1.
- the obtained steel slab was heated to 1200°C and hot-rolled at a finish rolling end temperature of 950°C and a finish rolling reduction of 30% to obtain a hot-rolled steel sheet.
- the obtained hot-rolled steel sheet was coiled at a coiling temperature of 650°C.
- the coiled steel sheet was pickled for 40 seconds using a 5% by mass hydrochloric acid solution at 40°C. After pickling, the steel sheet was cold rolled at a reduction ratio of 50% to obtain a cold-rolled steel sheet. The thickness of the cold-rolled steel sheet was 1.6 mm.
- the steel sheet samples were prepared by annealing in a furnace with an oxygen concentration of 20 ppm or less in a N 2 -4 vol% H 2 gas atmosphere at a holding temperature of 800°C and a holding time of 0 seconds.
- the temperature rise rate during annealing was 5.0°C/second.
- the dew point of the annealing atmosphere was set to a controlled temperature of 500°C, -20°C from room temperature to the controlled temperature, and -10°C from the controlled temperature to the holding temperature.
- the annealing was performed under a tension of 15 MPa.
- the holding time of 0 seconds means that the temperature was raised to 800°C and then immediately started to drop.
- Examples Nos. 2 to 32> The steel sheets were prepared under the same conditions as in Example 1, except that the chemical composition was as shown in Table 1, the annealing conditions, and the plating type were as shown in Table 2.
- the plating types in Table 2 are "a” and "b";”a” refers to a specimen immersed in a 450°C hot-dip galvanizing bath (Zn-0.14%Al) for 3 seconds, then pulled out at 100 mm/sec, the plating weight was controlled to 50 g/ m2 by N2 wiping gas, and then alloyed at 520°C for 30 seconds, “b” refers to hot-dip galvanizing in which the alloying treatment in "a” was omitted, and “c” refers to hot-dip galvanizing in which the plating bath in "a” was Zn-1.5%Al-1.5%Mg and the alloying treatment was omitted.
- the surface unevenness of the hot-rolled steel sheet after pickling was measured.
- the surface unevenness was measured in accordance with JIS B 0601:2013 by randomly selecting 10 points on the surface of the surface layer side, measuring the surface profile at each point with a contact surface roughness meter, and calculating the arithmetic average of the surface roughness at those points to obtain the arithmetic average roughness Ra.
- the surface unevenness of the hot-rolled steel sheet is shown in Table 2.
- the hardness of the steel plate was measured in a non-heat-affected zone located at a distance of 5 mm or more from the outer end of the spot weld of the welded joint.
- the hardness of the steel plate was measured at a position of 1/2 depth of the steel plate in accordance with JIS Z 2244:2009.
- the measurement load was 200 gf.
- the hardness was evaluated as follows. If the evaluation was A or higher, the hardness was judged to be good.
- Rating AAA 380Hv or more Rating AA: 300Hv or more, less than 380Hv Rating A: 240Hv or more, less than 300Hv Rating B: Less than 240Hv
- B enrichment section A sample cut to 30 mm x 30 mm from a position 50 ⁇ m outward from the end of the pressure-welded portion of the welded joint was collected, and the thickness of the B-enriched portion was measured in the TOF-SIMS measurement.
- the B-enriched portion was a portion where the B intensity obtained in the TOF-SIMS measurement was at least twice the B intensity at a depth of 50 ⁇ m obtained in the TOF-SIMS measurement.
- the analysis by TOF-SIMS was performed using a TOF-SIMS (manufactured by ION-TOF) as an apparatus, under the conditions of primary ions: Bi 3 2+ , pressure voltage: 25 kV, and measurement area: 50 ⁇ m square. The measurement was performed by moving the field of view in the thickness direction of the high-strength steel plate so that the B-enriched portion on the surface of the high-strength steel plate and the position at a depth of 50 ⁇ m from the surface were measured.
- B distribution in the steel sheet surface layer in the non-heat-affected zone The B distribution in the surface layer of the steel plate in the non-heat-affected zone was evaluated as follows.
- GDS was performed using samples cut to a size of 50 mm x 50 mm from the non-heat-affected zone of each welded joint. GDS measurements were performed five times in the plate thickness direction, and the average value was taken as the B concentration. The measurement conditions were as follows. The B concentrations corresponding to a depth of x ( ⁇ m) and a depth of 150 ⁇ m are Bx and B150, respectively.
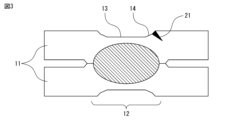
- LME resistance was evaluated based on the length of an LME crack (shoulder crack 21) that occurred in the shoulder 14 of a weld 12 formed by overlapping two steel plates 11 and spot welding them together.
- the shoulder refers to the inclined portion of the edge of a depression 13 created by spot welding.
- the evaluation was performed as follows. In this example, if the evaluation was A or higher, it was determined that the welded joint had excellent LME resistance during manufacture.
- Nos. 1 to 22 are examples of the invention, and it was confirmed that they have excellent LME resistance when manufacturing welded joints.
- No. 23 has a low Si content in the steel plate. As a result, decarburization and internal oxidation did not proceed sufficiently during the annealing process in the steel plate manufacturing process, resulting in a thin ferrite layer and the boron removal phenomenon not being prevented, and no B-enriched areas were formed. As a result, the LME resistance was poor when manufacturing the welded joint.
- No. 24 has a high Si content in the steel plate. Therefore, even though a high ferrite layer and B-enriched areas were formed, LME could not be suppressed. As a result, the LME resistance was poor when manufacturing the welded joint.
- No. 25 had a low dew point in the first half of the annealing process during steel plate manufacturing.
- Si and Mn were externally oxidized, and internal oxidation did not progress in the second half of the annealing process, resulting in a thin ferrite layer and no B-enriched areas being formed.
- the LME resistance was poor during the production of welded joints.
- No. 26 had a high dew point in the first half of the annealing process during steel plate manufacturing.
- internal oxidation progressed at the low temperature in the first half of the annealing process, the strain applied to the surface layer of the steel plate was released, and internal oxidation did not occur between the control temperature and the holding temperature.
- the boron removal phenomenon could not be prevented, and the high ferrite layer and B-enriched area became thinner.
- the LME resistance was poor when manufacturing the welded joint.
- No. 27 had a low dew point in the latter half of the annealing process during steel plate manufacturing. As a result, the internal oxidation required to suppress the deboronization phenomenon did not progress sufficiently, and the high ferrite layer and B-enriched areas became thinner. As a result, the LME resistance was poor when manufacturing the welded joint.
- No. 28 had a high dew point in the latter half of the annealing process during steel plate manufacturing.
- external oxidation progressed and internal oxidation to suppress the boron removal phenomenon did not progress sufficiently, resulting in a thin high ferrite layer and no formation of boron-enriched areas.
- the LME resistance was poor during the production of welded joints.
- No. 29 had a low control temperature. As a result, the dew point rose at low temperatures, internal oxidation progressed at low temperatures, and the strain applied to the steel plate surface was released. Between the control temperature and the holding temperature, sufficient internal oxidation did not occur to suppress the deboronization phenomenon, and the high ferrite layer and B-enriched areas became thinner. As a result, the LME resistance was poor when manufacturing the welded joint.
- No. 30 had a high control temperature.
- the strain applied to the surface of the steel plate was released before internal oxidation progressed at high temperatures, and sufficient internal oxidation did not occur to suppress the deboronization phenomenon, resulting in a thinner B-enriched area.
- the LME resistance was poor when manufacturing the welded joint.
- No. 31 had a low annealing temperature. As a result, internal oxidation and B enrichment did not progress sufficiently, the high ferrite layer became thin, and B enriched areas were not formed. As a result, the LME resistance was poor when manufacturing the welded joint.
- No. 32 had small unevenness on the surface of the steel plate after pickling during steel plate production. As a result, sufficient strain was not imparted to the surface layer of the steel plate, and even after high dew point annealing, B did not concentrate on the surface layer of the steel plate, and the B-concentrated areas became thin. As a result, the LME resistance was poor when manufacturing the welded joint.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
- Resistance Welding (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202480047892.2A CN121586785A (zh) | 2023-08-10 | 2024-05-07 | 焊接接头 |
| JP2025525162A JP7741466B2 (ja) | 2023-08-10 | 2024-05-07 | 溶接継手 |
| KR1020267003719A KR20260035241A (ko) | 2023-08-10 | 2024-05-07 | 용접 조인트 |
| MX2026001442A MX2026001442A (es) | 2023-08-10 | 2026-02-04 | Union soldada |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-131158 | 2023-08-10 | ||
| JP2023131158 | 2023-08-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025032899A1 true WO2025032899A1 (ja) | 2025-02-13 |
Family
ID=94533900
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/016972 Pending WO2025032899A1 (ja) | 2023-08-10 | 2024-05-07 | 溶接継手 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP7741466B2 (https=) |
| KR (1) | KR20260035241A (https=) |
| CN (1) | CN121586785A (https=) |
| MX (1) | MX2026001442A (https=) |
| WO (1) | WO2025032899A1 (https=) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011231346A (ja) * | 2010-04-23 | 2011-11-17 | Nisshin Steel Co Ltd | 溶融亜鉛系めっき高張力鋼板の製造法 |
| WO2014157155A1 (ja) * | 2013-03-27 | 2014-10-02 | 日新製鋼株式会社 | めっき密着性に優れた溶融亜鉛系めっき鋼板およびその製造方法 |
| JP2019504196A (ja) * | 2015-12-15 | 2019-02-14 | ポスコPosco | 表面品質及びスポット溶接性に優れた高強度溶融亜鉛めっき鋼板及びその製造方法 |
| WO2019116531A1 (ja) | 2017-12-15 | 2019-06-20 | 日本製鉄株式会社 | 鋼板、溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板 |
| WO2020218575A1 (ja) | 2019-04-24 | 2020-10-29 | 日本製鉄株式会社 | 鋼板 |
| WO2023132350A1 (ja) * | 2022-01-06 | 2023-07-13 | 日本製鉄株式会社 | ホットスタンプ用鋼板、ホットスタンプ用鋼板の製造方法、及びホットスタンプ成形体 |
| WO2024053669A1 (ja) * | 2022-09-06 | 2024-03-14 | 日本製鉄株式会社 | 溶接継手 |
-
2024
- 2024-05-07 JP JP2025525162A patent/JP7741466B2/ja active Active
- 2024-05-07 CN CN202480047892.2A patent/CN121586785A/zh active Pending
- 2024-05-07 KR KR1020267003719A patent/KR20260035241A/ko active Pending
- 2024-05-07 WO PCT/JP2024/016972 patent/WO2025032899A1/ja active Pending
-
2026
- 2026-02-04 MX MX2026001442A patent/MX2026001442A/es unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011231346A (ja) * | 2010-04-23 | 2011-11-17 | Nisshin Steel Co Ltd | 溶融亜鉛系めっき高張力鋼板の製造法 |
| WO2014157155A1 (ja) * | 2013-03-27 | 2014-10-02 | 日新製鋼株式会社 | めっき密着性に優れた溶融亜鉛系めっき鋼板およびその製造方法 |
| JP2019504196A (ja) * | 2015-12-15 | 2019-02-14 | ポスコPosco | 表面品質及びスポット溶接性に優れた高強度溶融亜鉛めっき鋼板及びその製造方法 |
| WO2019116531A1 (ja) | 2017-12-15 | 2019-06-20 | 日本製鉄株式会社 | 鋼板、溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板 |
| WO2020218575A1 (ja) | 2019-04-24 | 2020-10-29 | 日本製鉄株式会社 | 鋼板 |
| WO2023132350A1 (ja) * | 2022-01-06 | 2023-07-13 | 日本製鉄株式会社 | ホットスタンプ用鋼板、ホットスタンプ用鋼板の製造方法、及びホットスタンプ成形体 |
| WO2024053669A1 (ja) * | 2022-09-06 | 2024-03-14 | 日本製鉄株式会社 | 溶接継手 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2026001442A (es) | 2026-03-02 |
| KR20260035241A (ko) | 2026-03-12 |
| CN121586785A (zh) | 2026-02-27 |
| JPWO2025032899A1 (https=) | 2025-02-13 |
| JP7741466B2 (ja) | 2025-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2024053669A1 (ja) | 溶接継手 | |
| WO2024150824A1 (ja) | 溶接継手 | |
| US20260078477A1 (en) | Plated steel sheet | |
| WO2024150817A1 (ja) | 鋼板及びめっき鋼板 | |
| WO2024150822A1 (ja) | 鋼板及びめっき鋼板 | |
| WO2024150820A1 (ja) | 溶接継手 | |
| JP7741466B2 (ja) | 溶接継手 | |
| JP7741464B2 (ja) | 鋼板及び合金化溶融亜鉛めっき鋼板 | |
| JP7741465B2 (ja) | めっき鋼板 | |
| JP7741469B2 (ja) | 鋼板及びめっき鋼板 | |
| JP7773121B2 (ja) | 鋼板、めっき鋼板及び自動車部材 | |
| JP7773119B2 (ja) | 鋼板、めっき鋼板及び自動車部材 | |
| JP7832577B2 (ja) | 溶接継手及び自動車部材の接合構造 | |
| JP7741468B2 (ja) | めっき鋼板 | |
| JP7773120B2 (ja) | 溶接継手及び自動車部材の接合構造 | |
| US20260084230A1 (en) | Welded joint | |
| WO2024053667A1 (ja) | 鋼板及びめっき鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24851333 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025525162 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025525162 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202617004107 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 1020267003719 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020267003719 Country of ref document: KR Ref document number: MX/A/2026/001442 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2601000833 Country of ref document: TH |
|
| WWP | Wipo information: published in national office |
Ref document number: MX/A/2026/001442 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024851333 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020267003719 Country of ref document: KR |