WO2024158023A1 - Accumulator - Google Patents
Accumulator Download PDFInfo
- Publication number
- WO2024158023A1 WO2024158023A1 PCT/JP2024/002127 JP2024002127W WO2024158023A1 WO 2024158023 A1 WO2024158023 A1 WO 2024158023A1 JP 2024002127 W JP2024002127 W JP 2024002127W WO 2024158023 A1 WO2024158023 A1 WO 2024158023A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- refrigerant
- cylindrical portion
- header
- circumferential surface
- hole
- Prior art date
Links
- 239000003507 refrigerant Substances 0.000 claims abstract description 147
- 239000007788 liquid Substances 0.000 claims abstract description 40
- 230000002093 peripheral effect Effects 0.000 claims description 16
- 230000007423 decrease Effects 0.000 claims description 5
- 238000003466 welding Methods 0.000 claims description 5
- 238000005219 brazing Methods 0.000 claims description 4
- 239000012071 phase Substances 0.000 description 10
- 239000007791 liquid phase Substances 0.000 description 9
- 239000003921 oil Substances 0.000 description 8
- 238000012986 modification Methods 0.000 description 7
- 230000004048 modification Effects 0.000 description 7
- 238000005057 refrigeration Methods 0.000 description 6
- 239000002274 desiccant Substances 0.000 description 5
- 229910000838 Al alloy Inorganic materials 0.000 description 3
- 238000002788 crimping Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 238000005242 forging Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000010725 compressor oil Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000010726 refrigerant oil Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010802 sludge Substances 0.000 description 1
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25B—REFRIGERATION MACHINES, PLANTS OR SYSTEMS; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS
- F25B43/00—Arrangements for separating or purifying gases or liquids; Arrangements for vaporising the residuum of liquid refrigerant, e.g. by heat
Definitions
- the present invention relates to an accumulator.
- Receiver tanks and accumulators are used to separate the refrigerant circulating through the refrigeration cycle into gas and liquid and store it.
- Patent Document 1 discloses an example of an accumulator.
- high-pressure gas-phase refrigerant discharged from a compressor flows into a condenser where it is cooled and condensed by heat exchange with outside air.
- the liquid refrigerant condensed in the condenser is then depressurized in a pressure reducing device to become mist-like gas-liquid phase.
- the low-pressure refrigerant after depressurization absorbs heat from the air blown by the air conditioner blower in the evaporator and evaporates.
- the air cooled by the evaporator is temperature-adjusted in a heater core (not shown) before being blown into the passenger compartment, for example.
- the refrigerant that has passed through the evaporator is separated into gas and liquid in the accumulator before being drawn into the compressor.
- the header of the accumulator is formed with a refrigerant inlet and a refrigerant outlet that communicate with the inside of the accumulator.
- the refrigerant inlet is connected to the evaporator via a pipe
- the refrigerant outlet is connected to the compressor via a pipe.
- an accumulator having a gas-liquid separating member (cup) that separates the refrigerant flowing in from a refrigerant inlet into a liquid-phase refrigerant and a gas-phase refrigerant, as disclosed in Patent Document 1.
- the diameter of the refrigerant outlet formed in the header is determined according to the piping that constitutes the flow path downstream of the accumulator, and this piping is often designed by the manufacturer that assembles the refrigeration cycle.
- the specifications of the refrigerant outlet of the accumulator are determined by the size of the designed piping, which creates the problem that it is difficult to use an outlet pipe with a large inner diameter regardless of the size of the piping connected to it.
- the present invention was made in consideration of these problems, and aims to provide an accumulator that can hold a gas-liquid separator and increase the amount of refrigerant passing through while preventing an increase in the number of parts.
- the accumulator comprises: a body portion having an opening at at least one end; a header having a refrigerant inlet and a refrigerant outlet, the header closing an opening at one end of the body; a gas-liquid separating member disposed within the body portion and facing the refrigerant inlet and the refrigerant outlet; an outflow pipe connected to the refrigerant outflow hole, the outflow pipe includes a small diameter cylindrical portion that is inserted into and fixed to the refrigerant outflow hole, and a large diameter cylindrical portion that is larger in diameter than the small diameter cylindrical portion and that is disposed within the body portion, the gas-liquid separating member is sandwiched between the header and a step surface that is an end surface of the large diameter cylindrical portion on the side of the small diameter cylindrical portion,
- the outflow pipe has a cylindrical inner circumferential surface formed within the small diameter cylindrical portion, and a tapered inner circumferential surface that is connected to the cylindrical inner circumferential surface and reduces in diameter toward
- the present invention provides an accumulator that can hold a gas-liquid separator and increase the amount of refrigerant passing through it while preventing an increase in the number of parts.
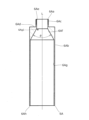
- FIG. 1 is a vertical cross-sectional view of an accumulator according to a first embodiment.
- FIG. 2 is a cross-sectional view showing the header, the cup, and the inner pipe in an exploded state.
- FIG. 3 is a vertical cross-sectional view of an accumulator according to the second embodiment.
- FIG. 4 is a vertical cross-sectional view of an inner pipe according to the second embodiment.
- FIG. 5 is an enlarged cross-sectional view showing the lower end of the inner pipe of this embodiment.
- FIG. 6 is an enlarged cross-sectional view showing a lower end of an inner pipe according to the first modified example.
- FIG. 7 is an enlarged cross-sectional view showing a lower end of an inner pipe according to the second modification.
- FIG. 1 is a vertical cross-sectional view of an accumulator according to a first embodiment.
- FIG. 2 is a cross-sectional view showing the header, the cup, and the inner pipe in an exploded state.
- FIG. 3 is a vertical cross
- FIG. 8 is an enlarged cross-sectional view showing a lower end of an inner pipe according to a third modified example.
- FIG. 9 is a vertical cross-sectional view of an inner pipe according to the third embodiment.
- FIG. 10 is a vertical cross-sectional view of an inner pipe according to the fourth embodiment.
- the accumulator 1 according to an embodiment of the present invention will now be described with reference to the attached drawings.
- (First embodiment) 1 is a vertical cross-sectional view of an accumulator 1 according to a first embodiment, with only the left half of the strainer shown in cross section.
- the accumulator 1 has a tank body 2, a double pipe 5 arranged in the tank body 2, a bag 11 containing a desiccant (moisture absorbent) DA, a cup (also called a gas-liquid separating member) 16, and a strainer 20.
- a desiccant moisture absorbent
- cup also called a gas-liquid separating member
- the tank body 2 is composed of a cylindrical body 3 with a bottom and an open top, and a header 4 that is joined to the body 3 by circumferential welding via a weld 10 and closes the opening of the body 3.
- the body 3 is a body portion having an opening at least at one end.
- the body 3 and the header 4 are both formed from a metal such as an aluminum alloy.
- the header 4 side is referred to as the upper side
- the bottom side of the body 3 is referred to as the lower side.
- the body 3 may be cylindrical with openings at both ends. In this configuration, one opening is closed by the header 4, and the other opening is closed by a member separate from the body 3. In this configuration, the member that closes the other opening of the body 3 is formed from a metal such as an aluminum alloy.
- the header 4 is formed in a roughly disk shape, and has a refrigerant inlet hole 8 and a refrigerant outlet hole 9 formed vertically through it.
- An inner pipe (also called an outlet pipe) 6 that extends close to the inside bottom of the body 3 is connected to the refrigerant outlet hole 9.
- An outer pipe 7 is fitted around the outside of the inner pipe 6, forming a double pipe 5.
- a cup 16 is provided as a gas-liquid separating member that separates the mixed refrigerant (a mixture of gas and liquid phases) from the refrigerant inlet 8 into high density liquid phase refrigerant and compressor oil (hereinafter referred to as "oil") and low density gas phase refrigerant.
- the cup 16 has a cylindrical shape with a top, and is positioned opposite the refrigerant inlet 8 and the refrigerant outlet 9.
- the inner pipe 6 is made of a metal such as an aluminum alloy, has an open lower end, and has an upper end connected to a refrigerant outlet hole 9 of the header 4, as described below.
- the outer periphery of the inner pipe 6 is fitted inside a number of pipe ribs 7a protruding from the inner periphery of the outer pipe 7, so that the inner pipe 6 is stably held within the outer pipe 7 with a gap therebetween.
- the outer pipe 7 is made of synthetic resin and is attached inside the body 3 with its upper end open.
- a cylindrical strainer 20 is provided at the bottom of the outer pipe 7.
- the strainer 20 is composed of a cylindrical case 21 with a bottom made of synthetic resin, and a cylindrical mesh filter 22 that is integrated with the case 21 by insert molding or the like.
- a bag 11 containing a desiccant DA is placed between the outer pipe 7 and the inner circumference of the body 3.
- FIG. 2 is a cross-sectional view showing the header 4, cup 16, and inner pipe 6 in an exploded state.
- the header 4 is made up of a large cylindrical portion 4a and a step portion 4c that are stacked and connected together, and the step portion 4c is formed on the outer periphery of the lower end of the large cylindrical portion 4a with which the outer periphery of the upper end of the body 3 engages.
- the upper surface of the large cylindrical portion 4a is formed, for example, on a plane that is perpendicular to the vertical direction.
- a cylindrical boss 4d is formed on the underside of the header 4, protruding downward from the large cylindrical portion 4a.
- a refrigerant outlet hole 9 is formed through the boss 4d, penetrating the header 4 from top to bottom, and a refrigerant inlet hole 8 is formed adjacent to the boss 4d, penetrating the header 4 from top to bottom.
- the underside of the boss 4d is formed, for example, on a plane that is in surface contact with the upper surface of the top wall 16b of the cup 16, which will be described later.
- the underside of the boss 4d is formed, for example, on a plane that is perpendicular to the axis of the inner pipe 6.
- the refrigerant outlet hole 9 has a large diameter hole 9a formed at the top and a female thread 9b formed at the bottom.
- the inner diameter of the large diameter hole 9a is larger than the root diameter of the female thread 9b.
- the cup 16 is formed by connecting a side wall 16a and a top wall 16b.
- a through hole 16c is formed in the top wall 16b.
- one or more ribs 16b1 are formed on the upper surface of the top wall 16b.
- the ribs 16b1 are formed in a shape that protrudes upward.
- the ribs 16b1 constitute a part of the upper surface of the top wall.
- the upper surface of the top wall 16b of the cup 16 in a range where the lower surface of the boss 4d of the header 4 abuts, is formed in a plane that is in surface contact with the lower surface of the boss 4d.
- the upper surface of the top wall 16b of the cup 16, in a range where the lower surface of the boss 4d of the header 4 abuts, is formed in a plane that is perpendicular to the axis of the inner pipe 6.
- a part of the rib 16b1 may be formed in the upper surface of the top wall 16b of the cup 16, in a range where the lower surface of the boss 4d of the header 4 abuts.
- a recess is formed in the lower surface of the boss 4d of the header 4 to arrange a part of the rib 16b1.
- This recess has, for example, a shape into which the rib 16b1 fits.
- the lower surface of the top wall 16b is formed, for example, as a plane that comes into surface contact with a step surface 6d of the inner pipe, which will be described later, and is formed, for example, as a plane that is perpendicular to the axis of the inner pipe.
- Top wall 16b faces both refrigerant inlet hole 8 and refrigerant outlet hole 9. Furthermore, top wall 16b is a portion against which the refrigerant flowing in from refrigerant inlet hole 8 collides. Furthermore, top wall 16b faces the entire refrigerant inlet hole 8. The facing direction is the axial direction of refrigerant inlet hole 8. Furthermore, the gap between the header 4 and the top wall 16b and the gap between the side wall 16a and the inner circumferential surface of the body 3 are approximately the same. Here, “approximately the same” may include an error in addition to being completely the same.
- the refrigerant flowing in from the refrigerant inlet hole 8 collides with the top wall 16b and flows downstream, it flows through the gap between the top wall 16b and the header 4 and the gap between the inner circumferential surface of the body 3 and the side wall 16a. If these gaps are "the same", the smooth flow of the refrigerant is maintained. In addition, if there is a small error in these gaps, the state in which the refrigerant flows smoothly can be maintained. The error is an error that can maintain the flow of the refrigerant smoothly in this way.
- the inner pipe 6 is formed, for example, by cutting an aluminum material, and is made up of a small diameter cylindrical portion (also called a small diameter cylindrical portion) 6a that is inserted and fixed into the refrigerant outflow hole 9, and a large diameter cylindrical portion (also called a large diameter cylindrical portion) 6b that is larger in diameter than the small diameter cylindrical portion 6a and is placed inside the body 3.
- a male thread 6c is formed on the outer periphery of the small diameter cylindrical portion 6a, which has a diameter smaller than the through hole 16c.
- the outer diameter of the small diameter cylindrical portion 6a is smaller than the outer diameter of the large diameter cylindrical portion 6b, so that an annular step surface 6d facing the refrigerant outlet hole 9 is formed between the small diameter cylindrical portion 6a and the large diameter cylindrical portion 6b.
- the step surface 6d which is the end surface of the large diameter cylindrical portion 6b on the small diameter cylindrical portion 6a side, is perpendicular to the axis L of the inner pipe 6.
- the inner pipe 6 has a cylindrical inner peripheral surface 6e extending inside the small diameter cylindrical portion 6a, and a tapered inner peripheral surface 6f on the lower end side that connects to the cylindrical inner peripheral surface 6e near the step surface 6d.
- the tapered inner peripheral surface 6f which reduces in diameter toward the cylindrical inner peripheral surface 6e side (upper end side), may extend to the lower end of the inner pipe 6, or may extend to the vicinity of the lower end of the inner pipe 6.
- the tapered inner peripheral surface 6f and the lower end can be connected by another cylindrical inner peripheral surface.
- the taper angle ⁇ of the tapered inner peripheral surface 6f is uniform and is preferably 10 degrees or more.
- a pressure equalizing hole 6g is formed near the step surface 6d of the inner pipe 6.
- the pressure equalizing hole 6g penetrates the inner pipe 6.
- the pressure equalizing hole 6g is a hole that prevents the liquid phase refrigerant that has accumulated in the inner pipe 6 from being sucked up by the compressor when the compressor is started again after the refrigeration cycle has stopped (after the compressor has stopped operating).
- the pressure equalizing hole 6g allows not only the liquid phase refrigerant in the inner pipe 6 but also the gas phase refrigerant outside the inner pipe 6 to be sucked up by the compressor, thereby preventing the liquid phase refrigerant from being sucked up.
- the lower end of the boss 4d of the header 4 is brought into contact with the upper surface of the cup 16 and the periphery of the through hole 16c.
- the rib 16b1 is formed, for example, at a position that avoids the area where the boss 4d comes into contact. Therefore, in this embodiment, the lower end of the boss 4d comes into surface contact with the flat portion of the upper surface of the top wall 16b.
- the inner pipe 6 is brought close to the cup 16 from below. Further, the small diameter cylindrical portion 6a of the inner pipe 6 is inserted into the through hole 16c, and the male thread 6c is screwed into the female thread 9b of the header 4.
- the inner pipe 6 approaches the header 4, and the step surface 6d comes into contact with the bottom surface of the cup 16 around the through hole 16c.
- the bottom surface of the top wall 16b of the cup 16 comes into surface contact with the step surface 6d.
- the cup 16 is clamped and fixed between the bottom end of the boss 4d and the step surface 6d.
- the flatness of the step surface 6d is ensured to be high, so even if the area of the step surface 6d is small, the cup 16 can be held in an appropriate position by coming into surface contact with the bottom surface of the cup 16.
- the outer pipe 7 and strainer 20 are assembled into the inner pipe 6, and the assembly formed in this way is installed in the body 3 in which the bag 11 is arranged, and welded to the header 4 to complete the accumulator 1.
- a small diameter cylindrical portion 6a is formed to match the refrigerant outflow hole 9 of the header 4, and a large diameter cylindrical portion 6b is formed to obtain a flow rate according to the performance required of the accumulator 1, and further, a stepped surface 6d is formed to clamp the cup 16 against the header 4, thereby fixing the cup 16.
- a stepped surface 6d is formed to clamp the cup 16 against the header 4, thereby fixing the cup 16.
- the inner pipe 6 is fastened to the header 4 by screwing the female thread 9b into the male thread 6c, eliminating the need for the conventional crimping process of the inner pipe 6 (no crimping portion is provided inside the refrigerant outflow hole 9).
- the inner diameter of the small diameter cylindrical portion 6a can be expanded regardless of the inner diameter of the refrigerant outflow hole 9, reducing pressure loss inside the inner pipe 6 and ensuring a smooth flow of the refrigerant.
- the cup 16 is attached to the header 4 by being sandwiched between the step surface 6d formed on the inner pipe 6 and the boss 4d of the header 4, eliminating the need for bulge processing of the inner pipe 6. This reduces the resistance of the refrigerant flowing through the inner pipe 6 and suppresses the occurrence of turbulence, ensuring a smooth flow of the refrigerant.
- the inner pipe 6 is formed with a tapered inner circumferential surface 6f, so that the inner diameter gradually decreases toward the cylindrical inner circumferential surface 6e, which is the refrigerant outlet side, thereby reducing pressure loss and ensuring an even smoother flow of the refrigerant.
- the refrigerant When the refrigerant is discharged from the evaporator, it is transported to the accumulator 1 through a connecting pipe (not shown). After reaching the accumulator 1, the refrigerant flows into the body 3 through the refrigerant inlet 8, and then collides with the upper surface of the cup 16, where it is separated into high-density liquid-phase refrigerant and oil, and low-density gas-phase refrigerant (gas refrigerant).
- the liquid refrigerant and oil are stored in the body 3 due to their own weight. During this process, the liquid refrigerant and oil continue to separate, and the oil accumulates below the liquid refrigerant. At this time, the liquid level of the liquid refrigerant reaches a height position where part of the desiccant-containing bag 11 is immersed. Therefore, both the moisture contained in the liquid refrigerant and the humidity contained in the gas refrigerant are absorbed by the desiccant DA.
- the gas-phase refrigerant that has been separated into gas and liquid flows in from the upper opening of the outer pipe 7 and descends inside the outer pipe 7. It then turns around at the bottom of the outer pipe 7, passes over the lower end of the inner pipe 6, and flows inside, then rises inside the inner pipe 6 and is led to the refrigerant outlet hole 9.
- the oil that accumulates at the bottom of the body 3 together with the liquid refrigerant moves to the bottom side of the body 3 due to differences in specific gravity and properties compared to the liquid refrigerant, and is sucked into the gas refrigerant being sucked into the compressor suction side, passing through the mesh filter 22 of the strainer 20, the oil return hole 7e, and the internal space of the inner pipe 6, in that order, before being returned to the compressor suction side together with the gas refrigerant and circulated.
- foreign matter such as sludge is captured and removed from the circulating refrigerant (including oil).
- Fig. 3 is a vertical cross-sectional view of an accumulator 1A according to a second embodiment, but only the left half of the strainer is shown in cross section as in Fig. 1.
- Fig. 4 is a vertical cross-sectional view of an inner pipe 6A according to the second embodiment.
- Fig. 5 is an enlarged cross-sectional view of the lower end of the inner pipe 6A.
- the inner pipe 6A in this embodiment is formed, for example, by forging an aluminum material, and is composed of a small diameter cylindrical portion 6Aa and a large diameter cylindrical portion 6Ab connected together.
- a male thread 6Ac is formed on the outer periphery of the small diameter cylindrical portion 6Aa.
- the outer diameter of the small diameter cylindrical portion 6Aa is smaller than the outer diameter of the large diameter cylindrical portion 6Ab, so that a step surface 6Ad is formed between the small diameter cylindrical portion 6Aa and the large diameter cylindrical portion 6Ab, and a pressure equalizing hole 6Ag1 is formed in the vicinity of the step surface 6Ad.
- the step surface 6Ad is perpendicular to the axis L of the inner pipe 6A.
- the inner pipe 6A has a first cylindrical inner circumferential surface 6Ae on the upper end side, a tapered inner circumferential surface 6Af on the lower end side that connects to the first cylindrical inner circumferential surface 6Ae near the step surface 6Ad, and a second cylindrical inner circumferential surface 6Ag that connects to the tapered inner circumferential surface 6Af.
- the taper angle ⁇ of the tapered inner circumferential surface 6Af is uniform, and is preferably 60 degrees or more when formed by forging.
- the second cylindrical inner surface 6Ag maintains a cylindrical shape up to the lower end 6Ah of the inner pipe 6A, and the outer surface of the large diameter cylindrical portion 6Ab maintains a cylindrical shape. Furthermore, the lower end 6Ah is an end surface perpendicular to the axis L (see FIG. 5).
- the cup 16 is placed between the header 4 and the inner pipe 6A, and then the small diameter cylindrical portion 6Aa of the inner pipe 6A is inserted into the through hole 16c, and the male thread 6Ac is screwed into the female thread 9b of the header 4 to assemble the cup 16. As a result, the cup 16 is clamped and fixed between the lower end of the boss 4d and the step surface 6Ad.
- Fig. 6 is an enlarged cross-sectional view of the lower end of the inner pipe 6B according to the first modified example.
- the outer circumferential surface of the large-diameter cylindrical portion 6Bb has a cylindrical shape up to the lower end 6Bh of the inner pipe 6B, but the second cylindrical inner circumferential surface 6Bg gradually expands in diameter from the vicinity of the lower end 6Bh toward the lower end 6Bh, and intersects with the outer circumferential surface of the large-diameter cylindrical portion 6Bb at the lower end 6Bh.
- the second cylindrical inner circumferential surface 6Bg in the vicinity of the lower end 6Bh preferably has an arc shape.
- FIG. 7 is an enlarged cross-sectional view of the lower end of the inner pipe 6C according to the second modification.
- the second cylindrical inner circumferential surface 6Cg has a cylindrical shape up to the lower end 6Ch of the inner pipe 6C, but the outer circumferential surface of the large diameter cylindrical portion 6Cb gradually decreases in diameter from the vicinity of the lower end 6Ch toward the lower end 6Ch, and intersects with the second cylindrical inner circumferential surface 6Cg at the lower end 6Ch.
- the outer circumferential surface of the large diameter cylindrical portion 6Cb in the vicinity of the lower end 6Ch preferably has an arc shape.
- FIG. 8 is an enlarged cross-sectional view of the lower end of the inner pipe 6D according to the third modification.
- the second cylindrical inner circumferential surface 6Dg gradually expands in diameter from the vicinity of the lower end 6Dh of the inner pipe 6D toward the lower end 6Dh
- the outer circumferential surface of the large diameter cylindrical portion 6Db gradually decreases in diameter from the vicinity of the lower end 6Dh toward the lower end 6Dh
- the second cylindrical inner circumferential surface 6Cg and the outer circumferential surface of the large diameter cylindrical portion 6Db intersect at the lower end 6Dh.
- the lower end wall of the large diameter cylindrical portion 6Cb near the lower end 6Ch preferably has a semicircular arc shape.
- the gas-liquid separated gas-phase refrigerant when the gas-liquid separated gas-phase refrigerant turns around at the bottom of the outer pipe 7 and flows toward the lower end 6Dh of the inner pipe 6D, it flows along the outer peripheral surface of the gradually narrowing large diameter cylindrical section 6Db, and when it passes the lower end 6Dh of the inner pipe 6D and flows inward, it flows along the gradually expanding second cylindrical inner peripheral surface 6Dg, ensuring a smooth flow of the refrigerant.
- Modifications 1 to 3 can also be applied to the inner pipe 6 in the first embodiment.
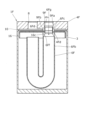
- Fig. 9 is a vertical cross-sectional view of an accumulator 1F according to a third embodiment.
- the outflow pipe 6F is U-shaped and does not have an outer pipe.
- a strainer and a bag containing a desiccant are omitted.
- the configurations of the header 4F and the outflow pipe 6F are different from those of the above-mentioned embodiment, and other configurations are the same as those of the above-mentioned embodiment. Therefore, the same reference numerals are used for the common configurations and a duplicated description will be omitted.
- the header 4F has a refrigerant outlet hole 9F that does not have a female thread, and has a large diameter hole 9Fa and a small diameter hole 9Fb.
- the rest of the configuration is the same as in the above-mentioned embodiment.
- the outflow pipe 6F in this embodiment is formed by connecting a small diameter cylindrical section 6Fa and a large diameter U-shaped tubular section 6Fb that is bent into a U shape.
- the outer peripheral surface 6Fc of the small diameter cylindrical section 6Fa does not have a male thread, and has an outer diameter that is approximately the same as the inner diameter of the small diameter hole 9Fb.
- the outer diameter of the small diameter cylindrical portion 6Fa is smaller than the outer diameter of the large diameter U-shaped cylindrical portion 6Fb, so that a step surface 6Fd is formed between the small diameter cylindrical portion 6Fa and the large diameter U-shaped cylindrical portion 6Fb.
- the outflow pipe 6F has a tapered inner circumferential surface 6Ff near the step surface 6Fd.
- the outflow pipe 6F also has a pressure equalizing hole 6Fg, as in the above-mentioned embodiment.
- the small diameter cylindrical portion 6Fa of the outflow pipe 6F is inserted into the through hole 16c, and then the small diameter cylindrical portion 6Fa is fixed to the small diameter hole 9Fb of the header 4 by press fitting, brazing, welding, or the like.
- the cup 16 is clamped and fixed between the lower end of the boss 4Fd and the step surface 6Fd.
- the outflow pipe 6F can be attached by moving it linearly without rotating it relative to the header 4, so that the free end of the outflow pipe 6F can be positioned inside the cup 16 in the assembly position shown in Figure 9.
- Fourth Embodiment 10 is a vertical cross-sectional view of an accumulator 1G according to the fourth embodiment.
- the accumulator 1G of this embodiment is different from the accumulator 1F of the third embodiment in the shape of the outflow pipe 6G.
- the bending radius of the bent portion of the large-diameter U-shaped cylindrical portion 6Gb of the outflow pipe 6G is larger than the bending radius of the corresponding portion of the outflow pipe 6F of the third embodiment.
- the rest of the configuration is the same as in the above-mentioned embodiment.
- the outflow pipe 6G has a pressure equalizing hole 6Gg as in the above-mentioned embodiment.
- the cup 16 is one example of a gas-liquid separating member.
- the gas-liquid separating member faces both the refrigerant inlet hole 8 and the refrigerant outlet hole 9.
- the gas-liquid separating member has a portion with which the refrigerant that flows in from the refrigerant inlet hole 8 collides.
- the gas-liquid separating member preferably faces the entire refrigerant inlet hole 8.
- the facing direction is the axial direction of the refrigerant inlet hole 8.
- the gas-liquid separating member preferably has a top wall facing both the entire refrigerant inlet hole 8 and the refrigerant outlet hole 9 , and a cylindrical side wall facing the inner circumferential surface of the body 3 .
- the gap between the header 4 and the top wall and the gap between the inner circumferential surface of the body 3 and the side wall are approximately the same.
- approximately the same means that in addition to being completely the same, it may include an error. That is, when the refrigerant that flows in from the refrigerant inlet hole 8 collides with the top wall and flows downstream, it flows through the gap between the top wall and the header 4 and the gap between the inner circumferential surface of the body 3 and the side wall. If these gaps are "the same", the smooth flow of the refrigerant is maintained. In addition, even if there is a small error in these gaps, the state in which the refrigerant flows smoothly can be maintained.
- the error is an error that can maintain the flow of the refrigerant smoothly in this way.
- the top wall of the gas-liquid separating member is not limited to being in the form of a plate having a constant thickness. Furthermore, another example of the gas-liquid separating member has a structure that does not include a side wall.
- the header and inner pipe are assembled by screwing together the threads, but as in the third and fourth embodiments, the header and inner pipe may be fixed by press fitting, brazing, welding, or the like.
- a body portion having an opening at at least one end; a header having a refrigerant inlet and a refrigerant outlet, the header closing an opening at one end of the body; a gas-liquid separating member disposed within the body portion and facing the refrigerant inlet and the refrigerant outlet; an outflow pipe connected to the refrigerant outflow hole, the outflow pipe includes a small diameter cylindrical portion that is inserted into and fixed to the refrigerant outflow hole, and a large diameter cylindrical portion that is larger in diameter than the small diameter cylindrical portion and that is disposed within the body portion, and the gas-liquid separating member is sandwiched between the header and a step surface that is an end surface of the large diameter cylindrical portion on the side of the small diameter cylindrical portion,
- the outflow pipe has a cylindrical inner circumferential surface formed in the small diameter cylindrical portion, and a tapered inner circumferential surface that is connected to the cylindrical inner circumferential surface and that decreases in diameter toward the ref
- the tapered inner peripheral surface extends to an end of the large diameter cylindrical portion on an opposite side to the small diameter cylindrical portion.
- the small diameter cylindrical portion is formed in a cylindrical shape and has a male thread on its outer circumferential surface,
- the refrigerant outlet hole has an internal thread,
- the outflow pipe is fixed to the header by threading the male thread into the female thread.
- the small diameter cylindrical portion is fixed to the refrigerant outlet hole of the header by press-fitting, brazing, or welding.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Power Engineering (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Air-Conditioning For Vehicles (AREA)
Abstract
Provided is an accumulator capable of holding a gas-liquid separating body and increasing an amount of refrigerant that passes through, while preventing an increase in the number of components. The accumulator comprises a body portion having an opening in at least one end, a header which has a refrigerant inflow hole and a refrigerant outflow hole and which blocks the opening in said one end of the body portion, a gas-liquid separating member disposed within the body portion and facing the refrigerant inflow hole and the refrigerant outflow hole, and an outflow pipe connected to the refrigerant outflow hole, wherein: the outflow pipe includes a small-diameter cylinder portion inserted into and fixed to the refrigerant outflow hole, and a large-diameter cylinder portion which has a larger diameter than the small-diameter cylinder portion and which is disposed within the body portion; the gas-liquid separating member is sandwiched between a stepped surface, which is an end surface of the large-diameter cylinder portion on the small-diameter cylinder portion side thereof, and the header; and the outflow pipe has a cylindrical inner circumferential surface formed within the small-diameter cylinder portion, and a tapered inner circumferential surface which is joined to the cylindrical inner circumferential surface and which contracts diametrically toward the refrigerant outflow hole.
Description
本発明は、アキュームレータに関する。
The present invention relates to an accumulator.
冷凍サイクルを循環する冷媒を気液分離して貯留するため、レシーバタンクやアキュームレータ等が用いられる。
Receiver tanks and accumulators are used to separate the refrigerant circulating through the refrigeration cycle into gas and liquid and store it.
特許文献1に、アキュームレータの一例が開示されている。冷凍サイクルでは、圧縮機から吐出された高圧の気相冷媒は、凝縮器に流入してここで外気と熱交換して冷却されて凝縮される。凝縮器で凝縮された液冷媒は、次に減圧装置にて減圧されて霧状の気液相状態となる。減圧後の低圧冷媒は、蒸発器において空調送風機の送風空気から吸熱して蒸発する。蒸発器で冷却された送風空気は、周知のごとく図示しないヒータコア部で温度調整された後に例えば車室内へ吹き出される。蒸発器を通過した冷媒は、アキュームレータにて気液分離された後に圧縮機に吸入される。
Patent Document 1 discloses an example of an accumulator. In a refrigeration cycle, high-pressure gas-phase refrigerant discharged from a compressor flows into a condenser where it is cooled and condensed by heat exchange with outside air. The liquid refrigerant condensed in the condenser is then depressurized in a pressure reducing device to become mist-like gas-liquid phase. The low-pressure refrigerant after depressurization absorbs heat from the air blown by the air conditioner blower in the evaporator and evaporates. As is well known, the air cooled by the evaporator is temperature-adjusted in a heater core (not shown) before being blown into the passenger compartment, for example. The refrigerant that has passed through the evaporator is separated into gas and liquid in the accumulator before being drawn into the compressor.
このため、アキュームレータのヘッダには、アキュームレータ内部に連通する冷媒流入口と冷媒流出口とが形成されている。冷媒流入口は配管を介して蒸発器につながり、また冷媒流出口は配管を介して圧縮機につながっている。
また、特許文献1のように、冷媒流入口から流入した冷媒を液相冷媒と気相冷媒とに分離する気液分離部材(カップ)を有するアキュームレータも知られている。 For this purpose, the header of the accumulator is formed with a refrigerant inlet and a refrigerant outlet that communicate with the inside of the accumulator. The refrigerant inlet is connected to the evaporator via a pipe, and the refrigerant outlet is connected to the compressor via a pipe.
Also known is an accumulator having a gas-liquid separating member (cup) that separates the refrigerant flowing in from a refrigerant inlet into a liquid-phase refrigerant and a gas-phase refrigerant, as disclosed inPatent Document 1.
また、特許文献1のように、冷媒流入口から流入した冷媒を液相冷媒と気相冷媒とに分離する気液分離部材(カップ)を有するアキュームレータも知られている。 For this purpose, the header of the accumulator is formed with a refrigerant inlet and a refrigerant outlet that communicate with the inside of the accumulator. The refrigerant inlet is connected to the evaporator via a pipe, and the refrigerant outlet is connected to the compressor via a pipe.
Also known is an accumulator having a gas-liquid separating member (cup) that separates the refrigerant flowing in from a refrigerant inlet into a liquid-phase refrigerant and a gas-phase refrigerant, as disclosed in
ところで、冷凍サイクルの性能向上のため、アキュームレータを通過する冷媒の量を増大させたいという要請がある。アキュームレータを通過する冷媒の量を増大させるには、アキュームレータ内に配置されてヘッダの冷媒流出口に接続される流出管として、内径が大きな流出管を用いることが一案である。
In order to improve the performance of the refrigeration cycle, there is a demand to increase the amount of refrigerant passing through the accumulator. One idea for increasing the amount of refrigerant passing through the accumulator is to use an outlet pipe with a large inner diameter that is placed inside the accumulator and connected to the refrigerant outlet of the header.
しかしながら、ヘッダに形成される冷媒流出口の径は、アキュームレータの下流側の流路を構成する配管に応じて決定されており、この配管は、冷凍サイクルを組み立てるメーカー側で設計することが多い。このように、アキュームレータの冷媒流出口の仕様は、設計された配管のサイズにより決定されるという実情があり、このため、流出管に接続される配管のサイズに関わりなく内径が大径となる流出管を用いることが難しいという問題がある。
However, the diameter of the refrigerant outlet formed in the header is determined according to the piping that constitutes the flow path downstream of the accumulator, and this piping is often designed by the manufacturer that assembles the refrigeration cycle. In this way, the specifications of the refrigerant outlet of the accumulator are determined by the size of the designed piping, which creates the problem that it is difficult to use an outlet pipe with a large inner diameter regardless of the size of the piping connected to it.
これに対し、部分的に大径となる流出管を用いることも考えられるが、以下に述べる問題がある。例えば特許文献1のように、冷媒流入口から導入した冷媒中の液相冷媒と気相冷媒とを分離する気液分離部材(カップ)を有するアキュームレータの場合、この気液分離体をアキュームレータに保持する為に、流出管の冷媒流出口側の端部近傍にバルジ加工を施して鍔部を形成し、その鍔部とヘッダとの間にカップを把持することで該カップを保持している。このようにバルジ加工をすることから流出管としてパイプ部材を用いることとなり、流出管として部分的に大径となる流出管を用いることが難しいこととなる。
In response to this, it is possible to use an outflow pipe with a partially large diameter, but this has the following problems. For example, in the case of an accumulator having a gas-liquid separating member (cup) that separates the liquid phase refrigerant and gas phase refrigerant in the refrigerant introduced from the refrigerant inlet, as in Patent Document 1, in order to hold this gas-liquid separator in the accumulator, a flange is formed by bulging the end of the outflow pipe near the refrigerant outlet side, and the cup is held by gripping it between the flange and the header. Because of the bulging process, a pipe member is used as the outflow pipe, which makes it difficult to use an outflow pipe with a partially large diameter as the outflow pipe.
本発明は、かかる問題に鑑みてなされたものであり、部品点数が増大することを防止しつつ、気液分離体の保持、及び、通過する冷媒の量を増大させることができるアキュームレータを提供することを目的とする。
The present invention was made in consideration of these problems, and aims to provide an accumulator that can hold a gas-liquid separator and increase the amount of refrigerant passing through while preventing an increase in the number of parts.
上記目的を達成すべく、本発明に係るアキュームレータは、
少なくとも一端に開口を有する胴部と、
冷媒流入孔及び冷媒流出孔を備え、前記胴部の一端の開口を塞ぐヘッダと、
前記冷媒流入孔及び冷媒流出孔に対向して前記胴部内に配置された気液分離部材と、
前記冷媒流出孔に接続された流出管と、を有し、
前記流出管は、前記冷媒流出孔に挿入されて固定される小径筒部と、前記小径筒部より大径であり、前記胴部内に配置される大径筒部とを備え、前記大径筒部の前記小径筒部側の端面である段差面と前記ヘッダとの間に前記気液分離部材が挟持され、
前記流出管は、前記小径筒部内に形成された円筒状内周面と、前記円筒状内周面につながり前記冷媒流出孔に向かうにしたがって縮径するテーパ状内周面を有する、ことを特徴とする。 In order to achieve the above object, the accumulator according to the present invention comprises:
a body portion having an opening at at least one end;
a header having a refrigerant inlet and a refrigerant outlet, the header closing an opening at one end of the body;
a gas-liquid separating member disposed within the body portion and facing the refrigerant inlet and the refrigerant outlet;
an outflow pipe connected to the refrigerant outflow hole,
the outflow pipe includes a small diameter cylindrical portion that is inserted into and fixed to the refrigerant outflow hole, and a large diameter cylindrical portion that is larger in diameter than the small diameter cylindrical portion and that is disposed within the body portion, the gas-liquid separating member is sandwiched between the header and a step surface that is an end surface of the large diameter cylindrical portion on the side of the small diameter cylindrical portion,
The outflow pipe has a cylindrical inner circumferential surface formed within the small diameter cylindrical portion, and a tapered inner circumferential surface that is connected to the cylindrical inner circumferential surface and reduces in diameter toward the refrigerant outflow hole.
少なくとも一端に開口を有する胴部と、
冷媒流入孔及び冷媒流出孔を備え、前記胴部の一端の開口を塞ぐヘッダと、
前記冷媒流入孔及び冷媒流出孔に対向して前記胴部内に配置された気液分離部材と、
前記冷媒流出孔に接続された流出管と、を有し、
前記流出管は、前記冷媒流出孔に挿入されて固定される小径筒部と、前記小径筒部より大径であり、前記胴部内に配置される大径筒部とを備え、前記大径筒部の前記小径筒部側の端面である段差面と前記ヘッダとの間に前記気液分離部材が挟持され、
前記流出管は、前記小径筒部内に形成された円筒状内周面と、前記円筒状内周面につながり前記冷媒流出孔に向かうにしたがって縮径するテーパ状内周面を有する、ことを特徴とする。 In order to achieve the above object, the accumulator according to the present invention comprises:
a body portion having an opening at at least one end;
a header having a refrigerant inlet and a refrigerant outlet, the header closing an opening at one end of the body;
a gas-liquid separating member disposed within the body portion and facing the refrigerant inlet and the refrigerant outlet;
an outflow pipe connected to the refrigerant outflow hole,
the outflow pipe includes a small diameter cylindrical portion that is inserted into and fixed to the refrigerant outflow hole, and a large diameter cylindrical portion that is larger in diameter than the small diameter cylindrical portion and that is disposed within the body portion, the gas-liquid separating member is sandwiched between the header and a step surface that is an end surface of the large diameter cylindrical portion on the side of the small diameter cylindrical portion,
The outflow pipe has a cylindrical inner circumferential surface formed within the small diameter cylindrical portion, and a tapered inner circumferential surface that is connected to the cylindrical inner circumferential surface and reduces in diameter toward the refrigerant outflow hole.
本発明によれば、部品点数が増大することを防止しつつ、気液分離体の保持、及び、通過する冷媒の量を増大させることができるアキュームレータを提供することができる。
The present invention provides an accumulator that can hold a gas-liquid separator and increase the amount of refrigerant passing through it while preventing an increase in the number of parts.
以下、本発明の実施形態のアキュームレータ1について、添付図面を参照しながら説明する。
The accumulator 1 according to an embodiment of the present invention will now be described with reference to the attached drawings.
(第1の実施形態)
図1は、第1の実施形態にかかるアキュームレータ1の縦断面図であるが、ストレーナは左側半分のみ断面で示す。アキュームレータ1は、タンク本体2と、タンク本体2内に配置された二重管5と、乾燥剤(吸湿剤)DAを内包したバッグ11と、カップ(気液分離部材ともいう)16と、ストレーナ20とを有する。 (First embodiment)
1 is a vertical cross-sectional view of anaccumulator 1 according to a first embodiment, with only the left half of the strainer shown in cross section. The accumulator 1 has a tank body 2, a double pipe 5 arranged in the tank body 2, a bag 11 containing a desiccant (moisture absorbent) DA, a cup (also called a gas-liquid separating member) 16, and a strainer 20.
図1は、第1の実施形態にかかるアキュームレータ1の縦断面図であるが、ストレーナは左側半分のみ断面で示す。アキュームレータ1は、タンク本体2と、タンク本体2内に配置された二重管5と、乾燥剤(吸湿剤)DAを内包したバッグ11と、カップ(気液分離部材ともいう)16と、ストレーナ20とを有する。 (First embodiment)
1 is a vertical cross-sectional view of an
タンク本体2は、上端が開口した有底円筒状の胴体3と、溶接部10を介して胴体3と周接合により接合されて胴体3の開口を塞ぐヘッダ4とから構成される。胴体3が、少なくとも一端に開口を有する胴部である。これら胴体3及びヘッダ4は、いずれもアルミニウム合金等の金属によって形成される。本明細書において、ヘッダ4側を上方とし、胴体3の底側を下方とする。胴体3の他の例として、胴体3は、両端が開口する筒状であってもよい。この構成の場合、一方の開口がヘッダ4で塞がれ、他方の開口が胴体3と別部材で塞がれる。この構成の場合、胴体3の他方の開口を塞ぐ部材は、アルミニウム合金等の金属によって形成される。
The tank body 2 is composed of a cylindrical body 3 with a bottom and an open top, and a header 4 that is joined to the body 3 by circumferential welding via a weld 10 and closes the opening of the body 3. The body 3 is a body portion having an opening at least at one end. The body 3 and the header 4 are both formed from a metal such as an aluminum alloy. In this specification, the header 4 side is referred to as the upper side, and the bottom side of the body 3 is referred to as the lower side. As another example of the body 3, the body 3 may be cylindrical with openings at both ends. In this configuration, one opening is closed by the header 4, and the other opening is closed by a member separate from the body 3. In this configuration, the member that closes the other opening of the body 3 is formed from a metal such as an aluminum alloy.
略円盤状に形成されたヘッダ4には、冷媒流入孔8及び冷媒流出孔9が、上下に貫通して形成されている。冷媒流出孔9には、胴体3の内底部の近くまで延伸するインナーパイプ(流出管ともいう)6が接続されている。インナーパイプ6の外側に、アウターパイプ7が外装されており、これにより二重管5が形成される。
The header 4 is formed in a roughly disk shape, and has a refrigerant inlet hole 8 and a refrigerant outlet hole 9 formed vertically through it. An inner pipe (also called an outlet pipe) 6 that extends close to the inside bottom of the body 3 is connected to the refrigerant outlet hole 9. An outer pipe 7 is fitted around the outside of the inner pipe 6, forming a double pipe 5.
ヘッダ4の下方には、冷媒流入孔8からの混合冷媒(気相分と液相分が混在した冷媒)を、密度の高い液相冷媒及びコンプレッサオイル(以下、「オイル」という)と、密度の低い気相冷媒とに分離する気液分離部材としてのカップ16が設けられる。カップ16は、有頂円筒形状を有し、冷媒流入孔8及び冷媒流出孔9に対向して配置される。
Below the header 4, a cup 16 is provided as a gas-liquid separating member that separates the mixed refrigerant (a mixture of gas and liquid phases) from the refrigerant inlet 8 into high density liquid phase refrigerant and compressor oil (hereinafter referred to as "oil") and low density gas phase refrigerant. The cup 16 has a cylindrical shape with a top, and is positioned opposite the refrigerant inlet 8 and the refrigerant outlet 9.
インナーパイプ6は、アルミニウム合金等の金属からなり、その下端部が開口すると共に、後述するようにして、その上端部がヘッダ4の冷媒流出孔9に連結される。また、インナーパイプ6の外周は、アウターパイプ7の内周面に突設された複数のパイプリブ7aの内側に嵌入され、これにより、アウターパイプ7内においてインナーパイプ6が隙間を開けて安定して保持される。
The inner pipe 6 is made of a metal such as an aluminum alloy, has an open lower end, and has an upper end connected to a refrigerant outlet hole 9 of the header 4, as described below. The outer periphery of the inner pipe 6 is fitted inside a number of pipe ribs 7a protruding from the inner periphery of the outer pipe 7, so that the inner pipe 6 is stably held within the outer pipe 7 with a gap therebetween.
アウターパイプ7は、合成樹脂からなり、上端部が開口した状態で胴体3内に取り付けられる。アウターパイプ7の底部には、円筒状のストレーナ20が設けられている。ストレーナ20は、合成樹脂製の有底円筒状のケース21と、該ケース21にインサート成形等により一体化された円筒状の網目フィルタ22とから構成されている。
The outer pipe 7 is made of synthetic resin and is attached inside the body 3 with its upper end open. A cylindrical strainer 20 is provided at the bottom of the outer pipe 7. The strainer 20 is composed of a cylindrical case 21 with a bottom made of synthetic resin, and a cylindrical mesh filter 22 that is integrated with the case 21 by insert molding or the like.
アウターパイプ7と胴体3の内周との間には、乾燥剤DAを内包したバッグ11が配置されている。
A bag 11 containing a desiccant DA is placed between the outer pipe 7 and the inner circumference of the body 3.
図2は、ヘッダ4と、カップ16と、インナーパイプ6とを分解した状態で示す断面図である。ヘッダ4は、大円筒部4aと段部4cとを積層して連設しており、大円筒部4aの下端外周には、胴体3の上端外周が係合する段部4cが形成されている。大円筒部4aの上面は、例えば上下方向に直交する平面に形成されている。
FIG. 2 is a cross-sectional view showing the header 4, cup 16, and inner pipe 6 in an exploded state. The header 4 is made up of a large cylindrical portion 4a and a step portion 4c that are stacked and connected together, and the step portion 4c is formed on the outer periphery of the lower end of the large cylindrical portion 4a with which the outer periphery of the upper end of the body 3 engages. The upper surface of the large cylindrical portion 4a is formed, for example, on a plane that is perpendicular to the vertical direction.
ヘッダ4の下面には、大円筒部4aから下方に突出する円筒状のボス4dが形成されている。ボス4dを通りヘッダ4を上下に貫通するようにして、冷媒流出孔9が形成され、またボス4dに隣接してヘッダ4を上下に貫通するようにして、冷媒流入孔8が形成されている。ボス4dの下面は、例えば、後述するカップ16の頂壁16bの上面と面接触する平面に形成される。ボス4dの下面は、例えば、インナーパイプ6の軸線に直交する平面に形成される。
A cylindrical boss 4d is formed on the underside of the header 4, protruding downward from the large cylindrical portion 4a. A refrigerant outlet hole 9 is formed through the boss 4d, penetrating the header 4 from top to bottom, and a refrigerant inlet hole 8 is formed adjacent to the boss 4d, penetrating the header 4 from top to bottom. The underside of the boss 4d is formed, for example, on a plane that is in surface contact with the upper surface of the top wall 16b of the cup 16, which will be described later. The underside of the boss 4d is formed, for example, on a plane that is perpendicular to the axis of the inner pipe 6.
冷媒流出孔9は、上部に形成された大径孔9aと、下部に形成された雌ねじ9bとを有する。大径孔9aの内径は、雌ねじ9bの谷径より大きくなっている。
The refrigerant outlet hole 9 has a large diameter hole 9a formed at the top and a female thread 9b formed at the bottom. The inner diameter of the large diameter hole 9a is larger than the root diameter of the female thread 9b.
カップ16は、側壁16aと頂壁16bとを連結してなる。頂壁16bには、貫通孔16cが形成されている。頂壁16bの上面には例えば1つまたは複数のリブ16b1が形成されている。リブ16b1は、上方に突出する形状に形成されている。リブ16b1は、頂壁の上面の一部を構成する。カップ16の頂壁16bの上面のうち、ヘッダ4のボス4dの下面が当接する範囲は、ボス4dの下面と面接触する平面に形成される。カップ16の頂壁16bの上面のうち、ヘッダ4のボス4dの下面が当接する範囲は、例えば、インナーパイプ6の軸線に直交する平面に形成される。または、カップ16の頂壁16bの上面のうち、ヘッダ4のボス4dの下面が当接する範囲に、リブ16b1の一部が形成されてもよい。この構成の場合、ヘッダ4のボス4dの下面には、リブ16b1の一部を配置する凹部が形成される。この凹部は、例えば、リブ16b1が嵌合する形状を有している。
頂壁16bの下面は、例えば、後述するインナーパイプの段差面6dと面接触する平面に形成されている。頂壁16bの下面は、例えば、インナーパイプの軸線に直交する平面に形成される。 Thecup 16 is formed by connecting a side wall 16a and a top wall 16b. A through hole 16c is formed in the top wall 16b. For example, one or more ribs 16b1 are formed on the upper surface of the top wall 16b. The ribs 16b1 are formed in a shape that protrudes upward. The ribs 16b1 constitute a part of the upper surface of the top wall. The upper surface of the top wall 16b of the cup 16, in a range where the lower surface of the boss 4d of the header 4 abuts, is formed in a plane that is in surface contact with the lower surface of the boss 4d. The upper surface of the top wall 16b of the cup 16, in a range where the lower surface of the boss 4d of the header 4 abuts, is formed in a plane that is perpendicular to the axis of the inner pipe 6. Alternatively, a part of the rib 16b1 may be formed in the upper surface of the top wall 16b of the cup 16, in a range where the lower surface of the boss 4d of the header 4 abuts. In this configuration, a recess is formed in the lower surface of the boss 4d of the header 4 to arrange a part of the rib 16b1. This recess has, for example, a shape into which the rib 16b1 fits.
The lower surface of thetop wall 16b is formed, for example, as a plane that comes into surface contact with a step surface 6d of the inner pipe, which will be described later, and is formed, for example, as a plane that is perpendicular to the axis of the inner pipe.
頂壁16bの下面は、例えば、後述するインナーパイプの段差面6dと面接触する平面に形成されている。頂壁16bの下面は、例えば、インナーパイプの軸線に直交する平面に形成される。 The
The lower surface of the
頂壁16bは、冷媒流入孔8と冷媒流出孔9との双方と対向する。さらに、頂壁16bは、冷媒流入孔8から流入した冷媒が衝突する部位となる。さらに、頂壁16bは、冷媒流入孔8の全域と対向する。対向する方向は、冷媒流入孔8の軸方向である。
さらに、ヘッダ4と頂壁16bとの間の隙間と、側壁16aと胴体3の内周面との間の隙間が、略同じである。ここで、略同じとは、完全に同じであることに加えて、誤差を含んでもよい。すなわち、冷媒流入孔8から流入した冷媒が頂壁16bに衝突して下流に流れる際に、頂壁16bとヘッダ4との間の隙間と、胴体3の内周面と側壁16aとの間の隙間とを流れる。これら隙間が「同じ」であると、冷媒のスムーズな流れが維持される。加えて、これら隙間の誤差が多少であれば、冷媒がスムーズに流れる状態を維持できる。誤差は、このように、冷媒の流れをスムーズな流れに維持できる程度の誤差である。Top wall 16b faces both refrigerant inlet hole 8 and refrigerant outlet hole 9. Furthermore, top wall 16b is a portion against which the refrigerant flowing in from refrigerant inlet hole 8 collides. Furthermore, top wall 16b faces the entire refrigerant inlet hole 8. The facing direction is the axial direction of refrigerant inlet hole 8.
Furthermore, the gap between theheader 4 and the top wall 16b and the gap between the side wall 16a and the inner circumferential surface of the body 3 are approximately the same. Here, "approximately the same" may include an error in addition to being completely the same. That is, when the refrigerant flowing in from the refrigerant inlet hole 8 collides with the top wall 16b and flows downstream, it flows through the gap between the top wall 16b and the header 4 and the gap between the inner circumferential surface of the body 3 and the side wall 16a. If these gaps are "the same", the smooth flow of the refrigerant is maintained. In addition, if there is a small error in these gaps, the state in which the refrigerant flows smoothly can be maintained. The error is an error that can maintain the flow of the refrigerant smoothly in this way.
さらに、ヘッダ4と頂壁16bとの間の隙間と、側壁16aと胴体3の内周面との間の隙間が、略同じである。ここで、略同じとは、完全に同じであることに加えて、誤差を含んでもよい。すなわち、冷媒流入孔8から流入した冷媒が頂壁16bに衝突して下流に流れる際に、頂壁16bとヘッダ4との間の隙間と、胴体3の内周面と側壁16aとの間の隙間とを流れる。これら隙間が「同じ」であると、冷媒のスムーズな流れが維持される。加えて、これら隙間の誤差が多少であれば、冷媒がスムーズに流れる状態を維持できる。誤差は、このように、冷媒の流れをスムーズな流れに維持できる程度の誤差である。
Furthermore, the gap between the
インナーパイプ6は、例えばアルミニウム素材を切削加工することにより形成され、冷媒流出孔9に挿入されて固定される小径円筒部(小径筒部ともいう)6aと、小径円筒部6aより大径であり胴体3内に配置される大径円筒部(大径筒部ともいう)6bとを連結してなる。貫通孔16cより小径の小径円筒部6aの外周には、雄ねじ6cが形成されている。
The inner pipe 6 is formed, for example, by cutting an aluminum material, and is made up of a small diameter cylindrical portion (also called a small diameter cylindrical portion) 6a that is inserted and fixed into the refrigerant outflow hole 9, and a large diameter cylindrical portion (also called a large diameter cylindrical portion) 6b that is larger in diameter than the small diameter cylindrical portion 6a and is placed inside the body 3. A male thread 6c is formed on the outer periphery of the small diameter cylindrical portion 6a, which has a diameter smaller than the through hole 16c.
小径円筒部6aの外径は、大径円筒部6bの外径より小さくなっており、それにより小径円筒部6aと大径円筒部6bとの間に、冷媒流出孔9側を向いた環状の段差面6dが形成される。大径円筒部6bの小径円筒部6a側の端面である段差面6dは、インナーパイプ6の軸線Lに対して直交している。
The outer diameter of the small diameter cylindrical portion 6a is smaller than the outer diameter of the large diameter cylindrical portion 6b, so that an annular step surface 6d facing the refrigerant outlet hole 9 is formed between the small diameter cylindrical portion 6a and the large diameter cylindrical portion 6b. The step surface 6d, which is the end surface of the large diameter cylindrical portion 6b on the small diameter cylindrical portion 6a side, is perpendicular to the axis L of the inner pipe 6.
さらにインナーパイプ6は、小径円筒部6a内を延在する円筒状内周面6eと、段差面6dの近傍にて円筒状内周面6eにつながる下端側のテーパ状内周面6fとを有する。円筒状内周面6e側(上端側)に向かうに連れて縮径するテーパ状内周面6fは、インナーパイプ6の下端まで延在していてもよいし、インナーパイプ6の下端近傍まで延在していてもよい。テーパ状内周面6fがインナーパイプの下端近傍まで延在するときは、テーパ状内周面6fと該下端とを別の円筒状内周面で接続することができる。テーパ状内周面6fのテーパ角θは一様であって、10度以上であると好ましい。
Furthermore, the inner pipe 6 has a cylindrical inner peripheral surface 6e extending inside the small diameter cylindrical portion 6a, and a tapered inner peripheral surface 6f on the lower end side that connects to the cylindrical inner peripheral surface 6e near the step surface 6d. The tapered inner peripheral surface 6f, which reduces in diameter toward the cylindrical inner peripheral surface 6e side (upper end side), may extend to the lower end of the inner pipe 6, or may extend to the vicinity of the lower end of the inner pipe 6. When the tapered inner peripheral surface 6f extends to the vicinity of the lower end of the inner pipe, the tapered inner peripheral surface 6f and the lower end can be connected by another cylindrical inner peripheral surface. The taper angle θ of the tapered inner peripheral surface 6f is uniform and is preferably 10 degrees or more.
インナーパイプ6の段差面6dの近傍には、均圧孔6gが形成されている。均圧孔6gは、インナーパイプ6を貫通している。均圧孔6gは、冷凍サイクルが停止した後(コンプレッサの動作が停止した後)に再びコンプレッサが起動された際に、インナーパイプ6内に溜まっている液相の冷媒がコンプレッサに吸い上げられることを抑制する為の孔である。すなわち、均圧孔6gによって、インナーパイプ6内の液相冷媒だけでなく、インナーパイプ6外の気相冷媒もコンプレッサに吸い上げられる為、液相の冷媒が吸い上げられることが抑制される。
A pressure equalizing hole 6g is formed near the step surface 6d of the inner pipe 6. The pressure equalizing hole 6g penetrates the inner pipe 6. The pressure equalizing hole 6g is a hole that prevents the liquid phase refrigerant that has accumulated in the inner pipe 6 from being sucked up by the compressor when the compressor is started again after the refrigeration cycle has stopped (after the compressor has stopped operating). In other words, the pressure equalizing hole 6g allows not only the liquid phase refrigerant in the inner pipe 6 but also the gas phase refrigerant outside the inner pipe 6 to be sucked up by the compressor, thereby preventing the liquid phase refrigerant from being sucked up.
ヘッダ4と、カップ16と、インナーパイプ6とを組み付ける場合、まずヘッダ4のボス4dの下端を、カップ16の上面であって貫通孔16cの周囲に当接させる。なお、頂壁16bの上面では、リブ16b1は、一例として、ボス4dが当接する範囲を避けた位置に形成されている。このため、本実施形態では、ボス4dの下端は、頂壁16bの上面の平面部分に面接触する。
次いでインナーパイプ6をカップ16の下方から接近させる。さらにインナーパイプ6の小径円筒部6aを貫通孔16cに挿通させ、ヘッダ4の雌ねじ9bに雄ねじ6cを螺合させる。 When assembling theheader 4, cup 16, and inner pipe 6, first, the lower end of the boss 4d of the header 4 is brought into contact with the upper surface of the cup 16 and the periphery of the through hole 16c. Note that, on the upper surface of the top wall 16b, the rib 16b1 is formed, for example, at a position that avoids the area where the boss 4d comes into contact. Therefore, in this embodiment, the lower end of the boss 4d comes into surface contact with the flat portion of the upper surface of the top wall 16b.
Next, theinner pipe 6 is brought close to the cup 16 from below. Further, the small diameter cylindrical portion 6a of the inner pipe 6 is inserted into the through hole 16c, and the male thread 6c is screwed into the female thread 9b of the header 4.
次いでインナーパイプ6をカップ16の下方から接近させる。さらにインナーパイプ6の小径円筒部6aを貫通孔16cに挿通させ、ヘッダ4の雌ねじ9bに雄ねじ6cを螺合させる。 When assembling the
Next, the
その後、雌ねじ9bに対して雄ねじ6cを螺動させると、インナーパイプ6がヘッダ4に向かって接近し、段差面6dが貫通孔16cの周囲でカップ16の下面に当接する。カップ16の頂壁16bの下面は、段差面6dに面接触する。このときカップ16は、ボス4dの下端と段差面6dとにより挟持されて固定される。バルジ加工などに比べ、段差面6dの平面度が高く確保されることから、たとえ段差面6dの面積が小さくても、カップ16の下面に面接触することで、カップ16を適切な姿勢で保持することができる。このようにして形成された組立体に対して、インナーパイプ6にアウターパイプ7及びストレーナ20を組み込み、バッグ11が配置された胴体3内に設置し、ヘッダ4と溶接することでアキュームレータ1が完成する。
Then, when the male thread 6c is screwed into the female thread 9b, the inner pipe 6 approaches the header 4, and the step surface 6d comes into contact with the bottom surface of the cup 16 around the through hole 16c. The bottom surface of the top wall 16b of the cup 16 comes into surface contact with the step surface 6d. At this time, the cup 16 is clamped and fixed between the bottom end of the boss 4d and the step surface 6d. Compared to bulge processing, the flatness of the step surface 6d is ensured to be high, so even if the area of the step surface 6d is small, the cup 16 can be held in an appropriate position by coming into surface contact with the bottom surface of the cup 16. The outer pipe 7 and strainer 20 are assembled into the inner pipe 6, and the assembly formed in this way is installed in the body 3 in which the bag 11 is arranged, and welded to the header 4 to complete the accumulator 1.
本実施形態によれば、ヘッダ4の冷媒流出孔9に合わせて小径円筒部6aを形成するとともに、アキュームレータ1に求められる性能に応じた流量が得られるように大径円筒部6bを形成し、さらに、段差面6dを形成してこれによりカップ16をヘッダ4に対して挟持することで、カップ16を固定できる。このように、部品点数が増大することを防止しつつ、気液分離体の保持、及び、通過する冷媒の量を増大させることができるアキュームレータ1を提供できる。
According to this embodiment, a small diameter cylindrical portion 6a is formed to match the refrigerant outflow hole 9 of the header 4, and a large diameter cylindrical portion 6b is formed to obtain a flow rate according to the performance required of the accumulator 1, and further, a stepped surface 6d is formed to clamp the cup 16 against the header 4, thereby fixing the cup 16. In this way, it is possible to provide an accumulator 1 that can hold the gas-liquid separator and increase the amount of refrigerant passing through, while preventing an increase in the number of parts.
本実施形態によれば、雌ねじ9bと雄ねじ6cとの螺合により、ヘッダ4に対してインナーパイプ6が締結されるため、従来行っていたインナーパイプ6のカシメ加工が不要となる(冷媒流出孔9内にカシメ部を設けない)。したがって、冷媒流出孔9にカシメ用の工具などを差し入れる必要がなくなり、また、インナーパイプ6の端部を塑性変形により拡径して冷媒流出孔9内の段差に係合させる必要もない。このため、冷媒流出孔9の内径にかかわらず、小径円筒部6aの内径を拡張することができ、インナーパイプ6内における圧損を減少させて、冷媒のスムーズな流れを確保できる。
In this embodiment, the inner pipe 6 is fastened to the header 4 by screwing the female thread 9b into the male thread 6c, eliminating the need for the conventional crimping process of the inner pipe 6 (no crimping portion is provided inside the refrigerant outflow hole 9). This eliminates the need to insert a crimping tool into the refrigerant outflow hole 9, and also eliminates the need to expand the diameter of the end of the inner pipe 6 by plastic deformation to engage with the step inside the refrigerant outflow hole 9. As a result, the inner diameter of the small diameter cylindrical portion 6a can be expanded regardless of the inner diameter of the refrigerant outflow hole 9, reducing pressure loss inside the inner pipe 6 and ensuring a smooth flow of the refrigerant.
さらに、本実施形態によれば、インナーパイプ6に形成した段差面6dと、ヘッダ4のボス4dとで挟持することにより、カップ16をヘッダ4に取り付けているため、インナーパイプ6のバルジ加工等が不要となる。このため、インナーパイプ6内を流れる冷媒の抵抗を減少させ、乱流などの発生を抑制することができ、冷媒のスムーズな流れを確保できる。
Furthermore, according to this embodiment, the cup 16 is attached to the header 4 by being sandwiched between the step surface 6d formed on the inner pipe 6 and the boss 4d of the header 4, eliminating the need for bulge processing of the inner pipe 6. This reduces the resistance of the refrigerant flowing through the inner pipe 6 and suppresses the occurrence of turbulence, ensuring a smooth flow of the refrigerant.
加えて、本実施形態によれば、インナーパイプ6にテーパ状内周面6fを形成しているため、冷媒の出口側である円筒状内周面6eに向かって内径を徐々に減少させることにより圧損を低減し、冷媒のさらにスムーズな流れを確保できる。
In addition, according to this embodiment, the inner pipe 6 is formed with a tapered inner circumferential surface 6f, so that the inner diameter gradually decreases toward the cylindrical inner circumferential surface 6e, which is the refrigerant outlet side, thereby reducing pressure loss and ensuring an even smoother flow of the refrigerant.
以上のように構成されるアキュームレータ1の動作について、図1を参照しながら説明する。なお、以下の説明においては、アキュームレータ1を冷凍サイクルの蒸発器と圧縮機との間に配置し、蒸発器からの冷媒に含まれる水分を除去してガス冷媒を生成し、これを圧縮機へ戻す場合を例にとって説明する。
The operation of the accumulator 1 configured as above will be explained with reference to Figure 1. In the following explanation, an example will be given in which the accumulator 1 is placed between the evaporator and compressor of the refrigeration cycle, and the moisture contained in the refrigerant from the evaporator is removed to generate gas refrigerant, which is then returned to the compressor.
蒸発器から冷媒が排出されると、接続配管(不図示)を通じてアキュームレータ1に搬送される。アキュームレータ1に到達した冷媒は、冷媒流入孔8から胴体3の内部に流入した後、カップ16の上面に衝突し、密度の高い液相冷媒及びオイルと、密度の低い気相冷媒(ガス冷媒)とに分離される。
When the refrigerant is discharged from the evaporator, it is transported to the accumulator 1 through a connecting pipe (not shown). After reaching the accumulator 1, the refrigerant flows into the body 3 through the refrigerant inlet 8, and then collides with the upper surface of the cup 16, where it is separated into high-density liquid-phase refrigerant and oil, and low-density gas-phase refrigerant (gas refrigerant).
気液分離後の液相冷媒及びオイルは、自重により胴体3内に貯留される。その過程で、液相冷媒とオイルとの分離が進み、オイルは液相冷媒の下方に溜まる。このとき、液相冷媒の液面は、乾燥剤入りバッグ11の一部が浸漬する高さ位置にまで達する。したがって、液相冷媒に含まれる水分も気相冷媒に含まれる湿分も乾燥剤DAによって吸湿される。
After gas-liquid separation, the liquid refrigerant and oil are stored in the body 3 due to their own weight. During this process, the liquid refrigerant and oil continue to separate, and the oil accumulates below the liquid refrigerant. At this time, the liquid level of the liquid refrigerant reaches a height position where part of the desiccant-containing bag 11 is immersed. Therefore, both the moisture contained in the liquid refrigerant and the humidity contained in the gas refrigerant are absorbed by the desiccant DA.
一方、気液分離された気相冷媒は、アウターパイプ7の上端開口部から流入し、アウターパイプ7内を下降する。その後、アウターパイプ7の底部で折り返されインナーパイプ6の下端を超えて内側に流入し、インナーパイプ6内を上昇して冷媒流出孔9に導かれる。
Meanwhile, the gas-phase refrigerant that has been separated into gas and liquid flows in from the upper opening of the outer pipe 7 and descends inside the outer pipe 7. It then turns around at the bottom of the outer pipe 7, passes over the lower end of the inner pipe 6, and flows inside, then rises inside the inner pipe 6 and is led to the refrigerant outlet hole 9.
液相冷媒とともに胴体3の下部に溜まるオイルは、液相冷媒との比重や性状の相違等により胴体3の底部側に移動していき、圧縮機吸入側に吸入される気相冷媒に吸引されて、ストレーナ20の網目フィルタ22、オイル戻し孔7e、インナーパイプ6の内空間の順に通過して、気相冷媒とともに圧縮機吸入側に戻されて循環する。網目フィルタ22を通る際にはスラッジ等の異物が捕捉され、異物は、循環する冷媒(オイルを含む)から取り除かれる。
The oil that accumulates at the bottom of the body 3 together with the liquid refrigerant moves to the bottom side of the body 3 due to differences in specific gravity and properties compared to the liquid refrigerant, and is sucked into the gas refrigerant being sucked into the compressor suction side, passing through the mesh filter 22 of the strainer 20, the oil return hole 7e, and the internal space of the inner pipe 6, in that order, before being returned to the compressor suction side together with the gas refrigerant and circulated. As it passes through the mesh filter 22, foreign matter such as sludge is captured and removed from the circulating refrigerant (including oil).
(第2の実施形態)
図3は、第2の実施形態にかかるアキュームレータ1Aの縦断面図であるが、図1と同様にストレーナは左側半分のみ断面で示す。図4は、第2の実施形態にかかるインナーパイプ6Aの縦断面図である。図5は、インナーパイプ6Aの下端を拡大して示す断面図である。 Second Embodiment
Fig. 3 is a vertical cross-sectional view of anaccumulator 1A according to a second embodiment, but only the left half of the strainer is shown in cross section as in Fig. 1. Fig. 4 is a vertical cross-sectional view of an inner pipe 6A according to the second embodiment. Fig. 5 is an enlarged cross-sectional view of the lower end of the inner pipe 6A.
図3は、第2の実施形態にかかるアキュームレータ1Aの縦断面図であるが、図1と同様にストレーナは左側半分のみ断面で示す。図4は、第2の実施形態にかかるインナーパイプ6Aの縦断面図である。図5は、インナーパイプ6Aの下端を拡大して示す断面図である。 Second Embodiment
Fig. 3 is a vertical cross-sectional view of an
本実施形態においては、第1の実施形態に対して、インナーパイプ6Aのみが異なり、それ以外の構成は第1の実施形態と同様であるため、共通する構成には同じ符号を付して重複説明を省略する。
In this embodiment, only the inner pipe 6A is different from the first embodiment, and the other configuration is the same as the first embodiment, so the same symbols are used for the common configuration and duplicate explanations are omitted.
本実施形態のインナーパイプ6Aは、例えばアルミニウム素材を鍛造加工することにより形成され、小径円筒部6Aaと大径円筒部6Abとを連設してなる。小径円筒部6Aaの外周には、雄ねじ6Acが形成されている。
The inner pipe 6A in this embodiment is formed, for example, by forging an aluminum material, and is composed of a small diameter cylindrical portion 6Aa and a large diameter cylindrical portion 6Ab connected together. A male thread 6Ac is formed on the outer periphery of the small diameter cylindrical portion 6Aa.
小径円筒部6Aaの外径は、大径円筒部6Abの外径より小さくなっており、それにより小径円筒部6Aaと大径円筒部6Abとの間に、段差面6Adが形成され、その近傍に均圧孔6Ag1が形成される。段差面6Adは、インナーパイプ6Aの軸線Lに対して直交している。
The outer diameter of the small diameter cylindrical portion 6Aa is smaller than the outer diameter of the large diameter cylindrical portion 6Ab, so that a step surface 6Ad is formed between the small diameter cylindrical portion 6Aa and the large diameter cylindrical portion 6Ab, and a pressure equalizing hole 6Ag1 is formed in the vicinity of the step surface 6Ad. The step surface 6Ad is perpendicular to the axis L of the inner pipe 6A.
さらにインナーパイプ6Aは、上端側の第1円筒状内周面6Aeと、段差面6Adの近傍にて第1円筒状内周面6Aeにつながる下端側のテーパ状内周面6Afと、テーパ状内周面6Afにつながる第2円筒状内周面6Agとを有する。テーパ状内周面6Afのテーパ角θは一様であって、鍛造加工で形成する場合には60度以上であると好ましい。
Furthermore, the inner pipe 6A has a first cylindrical inner circumferential surface 6Ae on the upper end side, a tapered inner circumferential surface 6Af on the lower end side that connects to the first cylindrical inner circumferential surface 6Ae near the step surface 6Ad, and a second cylindrical inner circumferential surface 6Ag that connects to the tapered inner circumferential surface 6Af. The taper angle θ of the tapered inner circumferential surface 6Af is uniform, and is preferably 60 degrees or more when formed by forging.
本実施形態のインナーパイプ6Aの下端6Ahまで、第2円筒状内周面6Agは円筒形状を維持し、また大径円筒部6Abの外周面は円筒形状を維持する。さらに、下端6Ahは、軸線Lに直交する端面である(図5参照)。
In this embodiment, the second cylindrical inner surface 6Ag maintains a cylindrical shape up to the lower end 6Ah of the inner pipe 6A, and the outer surface of the large diameter cylindrical portion 6Ab maintains a cylindrical shape. Furthermore, the lower end 6Ah is an end surface perpendicular to the axis L (see FIG. 5).
本実施形態においても、ヘッダ4とインナーパイプ6Aとの間にカップ16を配置した後、インナーパイプ6Aの小径円筒部6Aaを貫通孔16cに挿通させ、ヘッダ4の雌ねじ9bに雄ねじ6Acを螺合させることで組付が行われ、それによりカップ16は、ボス4dの下端と段差面6Adとにより挟持されて固定される。
In this embodiment, the cup 16 is placed between the header 4 and the inner pipe 6A, and then the small diameter cylindrical portion 6Aa of the inner pipe 6A is inserted into the through hole 16c, and the male thread 6Ac is screwed into the female thread 9b of the header 4 to assemble the cup 16. As a result, the cup 16 is clamped and fixed between the lower end of the boss 4d and the step surface 6Ad.
(変形例1)
図6は、変形例1にかかるインナーパイプ6Bの下端を拡大して示す断面図である。本変形例において、インナーパイプ6Bの下端6Bhまで、大径円筒部6Bbの外周面は円筒形状を有するが、第2円筒状内周面6Bgは、下端6Bhの近傍から下端6Bhに向かうにつれて漸次拡径し、下端6Bhにて大径円筒部6Bbの外周面と交差する。図6に示す断面において、下端6Bh近傍の第2円筒状内周面6Bgは、円弧形状を有すると好ましい。 (Variation 1)
Fig. 6 is an enlarged cross-sectional view of the lower end of theinner pipe 6B according to the first modified example. In this modified example, the outer circumferential surface of the large-diameter cylindrical portion 6Bb has a cylindrical shape up to the lower end 6Bh of the inner pipe 6B, but the second cylindrical inner circumferential surface 6Bg gradually expands in diameter from the vicinity of the lower end 6Bh toward the lower end 6Bh, and intersects with the outer circumferential surface of the large-diameter cylindrical portion 6Bb at the lower end 6Bh. In the cross section shown in Fig. 6, the second cylindrical inner circumferential surface 6Bg in the vicinity of the lower end 6Bh preferably has an arc shape.
図6は、変形例1にかかるインナーパイプ6Bの下端を拡大して示す断面図である。本変形例において、インナーパイプ6Bの下端6Bhまで、大径円筒部6Bbの外周面は円筒形状を有するが、第2円筒状内周面6Bgは、下端6Bhの近傍から下端6Bhに向かうにつれて漸次拡径し、下端6Bhにて大径円筒部6Bbの外周面と交差する。図6に示す断面において、下端6Bh近傍の第2円筒状内周面6Bgは、円弧形状を有すると好ましい。 (Variation 1)
Fig. 6 is an enlarged cross-sectional view of the lower end of the
図1を参照して、本変形例によれば、気液分離された気相冷媒がアウターパイプ7の底部で折り返されインナーパイプ6Bの下端6Bhを超えて内側に流入する際に、漸次拡径した第2円筒状内周面6Bgに沿って流れることで、冷媒のスムーズな流れを確保できる。
Referring to FIG. 1, according to this modified example, when the gas-liquid separated gas-phase refrigerant turns around at the bottom of the outer pipe 7 and flows inward beyond the lower end 6Bh of the inner pipe 6B, it flows along the gradually enlarging second cylindrical inner surface 6Bg, ensuring a smooth flow of the refrigerant.
(変形例2)
図7は、変形例2にかかるインナーパイプ6Cの下端を拡大して示す断面図である。本変形例において、インナーパイプ6Cの下端6Chまで、第2円筒状内周面6Cgは円筒形状を有するが、大径円筒部6Cbの外周面は、下端6Chの近傍から下端6Chに向かうにつれて漸次縮径し、下端6Chにて第2円筒状内周面6Cgと交差する。図7に示す断面において、下端6Ch近傍の大径円筒部6Cbの外周面は、円弧形状を有すると好ましい。 (Variation 2)
Fig. 7 is an enlarged cross-sectional view of the lower end of theinner pipe 6C according to the second modification. In this modification, the second cylindrical inner circumferential surface 6Cg has a cylindrical shape up to the lower end 6Ch of the inner pipe 6C, but the outer circumferential surface of the large diameter cylindrical portion 6Cb gradually decreases in diameter from the vicinity of the lower end 6Ch toward the lower end 6Ch, and intersects with the second cylindrical inner circumferential surface 6Cg at the lower end 6Ch. In the cross section shown in Fig. 7, the outer circumferential surface of the large diameter cylindrical portion 6Cb in the vicinity of the lower end 6Ch preferably has an arc shape.
図7は、変形例2にかかるインナーパイプ6Cの下端を拡大して示す断面図である。本変形例において、インナーパイプ6Cの下端6Chまで、第2円筒状内周面6Cgは円筒形状を有するが、大径円筒部6Cbの外周面は、下端6Chの近傍から下端6Chに向かうにつれて漸次縮径し、下端6Chにて第2円筒状内周面6Cgと交差する。図7に示す断面において、下端6Ch近傍の大径円筒部6Cbの外周面は、円弧形状を有すると好ましい。 (Variation 2)
Fig. 7 is an enlarged cross-sectional view of the lower end of the
図1を参照して、本変形例によれば、気液分離された気相冷媒がアウターパイプ7の底部で折り返されインナーパイプ6Cの下端6Chに向かう際に、漸次縮径した大径円筒部6Cbの外周面に沿って流れることで、冷媒のスムーズな流れを確保できる。
Referring to FIG. 1, in this modified example, when the gas-liquid separated gas-phase refrigerant is turned around at the bottom of the outer pipe 7 and flows toward the lower end 6Ch of the inner pipe 6C, it flows along the outer peripheral surface of the gradually reduced diameter large-diameter cylindrical portion 6Cb, ensuring a smooth flow of the refrigerant.
(変形例3)
図8は、変形例3にかかるインナーパイプ6Dの下端を拡大して示す断面図である。本変形例において、インナーパイプ6Dの下端6Dhの近傍から下端6Dhに向かうにつれて、第2円筒状内周面6Dgは漸次拡径し、また大径円筒部6Dbの外周面は、下端6Dhの近傍から下端6Dhに向かうにつれて漸次縮径し、下端6Dhにて第2円筒状内周面6Cgと大径円筒部6Dbの外周面とが交差する。図8に示す断面において、下端6Ch近傍の大径円筒部6Cbの下端壁は、半円弧形状を有すると好ましい。 (Variation 3)
Fig. 8 is an enlarged cross-sectional view of the lower end of theinner pipe 6D according to the third modification. In this modification, the second cylindrical inner circumferential surface 6Dg gradually expands in diameter from the vicinity of the lower end 6Dh of the inner pipe 6D toward the lower end 6Dh, and the outer circumferential surface of the large diameter cylindrical portion 6Db gradually decreases in diameter from the vicinity of the lower end 6Dh toward the lower end 6Dh, and the second cylindrical inner circumferential surface 6Cg and the outer circumferential surface of the large diameter cylindrical portion 6Db intersect at the lower end 6Dh. In the cross section shown in Fig. 8, the lower end wall of the large diameter cylindrical portion 6Cb near the lower end 6Ch preferably has a semicircular arc shape.
図8は、変形例3にかかるインナーパイプ6Dの下端を拡大して示す断面図である。本変形例において、インナーパイプ6Dの下端6Dhの近傍から下端6Dhに向かうにつれて、第2円筒状内周面6Dgは漸次拡径し、また大径円筒部6Dbの外周面は、下端6Dhの近傍から下端6Dhに向かうにつれて漸次縮径し、下端6Dhにて第2円筒状内周面6Cgと大径円筒部6Dbの外周面とが交差する。図8に示す断面において、下端6Ch近傍の大径円筒部6Cbの下端壁は、半円弧形状を有すると好ましい。 (Variation 3)
Fig. 8 is an enlarged cross-sectional view of the lower end of the
図1を参照して、本変形例によれば、気液分離された気相冷媒がアウターパイプ7の底部で折り返されインナーパイプ6Dの下端6Dhに向かう際に、漸次縮径した大径円筒部6Dbの外周面に沿って流れ、またインナーパイプ6Dの下端6Dhを超えて内側に流入する際に、漸次拡径した第2円筒状内周面6Dgに沿って流れることで、冷媒のスムーズな流れを確保できる。
Referring to FIG. 1, according to this modified example, when the gas-liquid separated gas-phase refrigerant turns around at the bottom of the outer pipe 7 and flows toward the lower end 6Dh of the inner pipe 6D, it flows along the outer peripheral surface of the gradually narrowing large diameter cylindrical section 6Db, and when it passes the lower end 6Dh of the inner pipe 6D and flows inward, it flows along the gradually expanding second cylindrical inner peripheral surface 6Dg, ensuring a smooth flow of the refrigerant.
変形例1~変形例3は、第1の実施形態におけるインナーパイプ6においても同様に適用可能である。
Modifications 1 to 3 can also be applied to the inner pipe 6 in the first embodiment.
(第3の実施形態)
図9は、第3の実施形態にかかるアキュームレータ1Fの縦断面図である。本実施形態のアキュームレータ1Fは、流出管6FがU字状となっており、アウターパイプを有していない。なお、図9ではストレーナや、乾燥剤を内包するバッグ等は省略する。本実施形態では、上述した実施形態に対してヘッダ4F及び流出管6Fの構成が異なり、それ以外の構成は上述した実施形態と同様であるため、共通する構成には同じ符号を付して重複説明を省略する。 Third Embodiment
Fig. 9 is a vertical cross-sectional view of anaccumulator 1F according to a third embodiment. In the accumulator 1F of this embodiment, the outflow pipe 6F is U-shaped and does not have an outer pipe. In Fig. 9, a strainer and a bag containing a desiccant are omitted. In this embodiment, the configurations of the header 4F and the outflow pipe 6F are different from those of the above-mentioned embodiment, and other configurations are the same as those of the above-mentioned embodiment. Therefore, the same reference numerals are used for the common configurations and a duplicated description will be omitted.
図9は、第3の実施形態にかかるアキュームレータ1Fの縦断面図である。本実施形態のアキュームレータ1Fは、流出管6FがU字状となっており、アウターパイプを有していない。なお、図9ではストレーナや、乾燥剤を内包するバッグ等は省略する。本実施形態では、上述した実施形態に対してヘッダ4F及び流出管6Fの構成が異なり、それ以外の構成は上述した実施形態と同様であるため、共通する構成には同じ符号を付して重複説明を省略する。 Third Embodiment
Fig. 9 is a vertical cross-sectional view of an
本実施形態のヘッダ4Fは、冷媒流出孔9Fが雌ねじを有しておらず、大径孔9Faと小径孔9Fbとを有する。それ以外の構成は、上述した実施形態と同様である。
In this embodiment, the header 4F has a refrigerant outlet hole 9F that does not have a female thread, and has a large diameter hole 9Fa and a small diameter hole 9Fb. The rest of the configuration is the same as in the above-mentioned embodiment.
本実施形態の流出管6Fは、小径円筒部6FaとU字状に曲がった大径U字状筒部6Fbとを連結してなる。小径円筒部6Faの外周面6Fcには雄ねじが形成されておらず、小径孔9Fbの内径とほぼ同じ外径を有する。
The outflow pipe 6F in this embodiment is formed by connecting a small diameter cylindrical section 6Fa and a large diameter U-shaped tubular section 6Fb that is bent into a U shape. The outer peripheral surface 6Fc of the small diameter cylindrical section 6Fa does not have a male thread, and has an outer diameter that is approximately the same as the inner diameter of the small diameter hole 9Fb.
小径円筒部6Faの外径は、大径U字状筒部6Fbの外径より小さくなっており、それにより小径円筒部6Faと大径U字状筒部6Fbとの間に、段差面6Fdが形成される。さらに、流出管6Fは、段差面6Fdの近傍にて、テーパ状内周面6Ffを有する。また流出管6Fは、上述した実施形態と同様に均圧孔6Fgを有する。
The outer diameter of the small diameter cylindrical portion 6Fa is smaller than the outer diameter of the large diameter U-shaped cylindrical portion 6Fb, so that a step surface 6Fd is formed between the small diameter cylindrical portion 6Fa and the large diameter U-shaped cylindrical portion 6Fb. Furthermore, the outflow pipe 6F has a tapered inner circumferential surface 6Ff near the step surface 6Fd. The outflow pipe 6F also has a pressure equalizing hole 6Fg, as in the above-mentioned embodiment.
本実施形態においては、ヘッダ4Fと流出管6Fとの間にてカップ16を配置した後、流出管6Fの小径円筒部6Faを貫通孔16cに挿通させ、さらにヘッダ4の小径孔9Fbに小径円筒部6Faを圧入、ロウ付け又は溶接等により固定する。それによりカップ16は、ボス4Fdの下端と段差面6Fdとにより挟持されて固定される。
In this embodiment, after placing the cup 16 between the header 4F and the outflow pipe 6F, the small diameter cylindrical portion 6Fa of the outflow pipe 6F is inserted into the through hole 16c, and then the small diameter cylindrical portion 6Fa is fixed to the small diameter hole 9Fb of the header 4 by press fitting, brazing, welding, or the like. As a result, the cup 16 is clamped and fixed between the lower end of the boss 4Fd and the step surface 6Fd.
本実施形態によれば、ヘッダ4に対して流出管6Fを回転させることなく、直線的に移動させて取り付けることができるため、図9に示す組付位置において、流出管6Fの自由端をカップ16内に位置させることができる。
In this embodiment, the outflow pipe 6F can be attached by moving it linearly without rotating it relative to the header 4, so that the free end of the outflow pipe 6F can be positioned inside the cup 16 in the assembly position shown in Figure 9.
(第4の実施形態)
図10は、第4の実施形態にかかるアキュームレータ1Gの縦断面図である。本実施形態のアキュームレータ1Gは、第3の実施形態のアキュームレータ1Fに対して、流出管6Gの形状が異なる。具体的には、流出管6Gの大径U字状筒部6Gbの曲げられた部位の曲げ半径が、第3の実施形態の流出管6Fにおける対応部位の曲げ半径より大きくなっている。それ以外の構成は上述した実施形態と同様である。また流出管6Gは、上述した実施形態と同様に均圧孔6Ggを有する。 Fourth Embodiment
10 is a vertical cross-sectional view of anaccumulator 1G according to the fourth embodiment. The accumulator 1G of this embodiment is different from the accumulator 1F of the third embodiment in the shape of the outflow pipe 6G. Specifically, the bending radius of the bent portion of the large-diameter U-shaped cylindrical portion 6Gb of the outflow pipe 6G is larger than the bending radius of the corresponding portion of the outflow pipe 6F of the third embodiment. The rest of the configuration is the same as in the above-mentioned embodiment. Also, the outflow pipe 6G has a pressure equalizing hole 6Gg as in the above-mentioned embodiment.
図10は、第4の実施形態にかかるアキュームレータ1Gの縦断面図である。本実施形態のアキュームレータ1Gは、第3の実施形態のアキュームレータ1Fに対して、流出管6Gの形状が異なる。具体的には、流出管6Gの大径U字状筒部6Gbの曲げられた部位の曲げ半径が、第3の実施形態の流出管6Fにおける対応部位の曲げ半径より大きくなっている。それ以外の構成は上述した実施形態と同様である。また流出管6Gは、上述した実施形態と同様に均圧孔6Ggを有する。 Fourth Embodiment
10 is a vertical cross-sectional view of an
以上述べた実施形態および変形例において、カップ16は、気液分離部材の一例である。気液分離部材は、冷媒流入孔8と冷媒流出孔9との双方と対向する。そして、気液分離部材は、冷媒流入孔8から流入した冷媒が衝突する部位を有する。気液分離部材は、好ましくは、冷媒流入孔8の全域と対向する。対向する方向は、冷媒流入孔8の軸方向である。
気液分離部材は、好ましくは、冷媒流入孔8の全域と冷媒流出孔9との双方に対向する頂壁と、胴体3の内周面と対向する筒状の側壁と、を有する。
好ましくは、ヘッダ4と頂壁との間の隙間と、胴体3の内周面と側壁との間の隙間とは、略同じである。ここで、略同じとは、完全に同じであることに加えて、誤差を含んでもよいという意味である。すなわち、冷媒流入孔8から流入した冷媒が頂壁に衝突して下流に流れる際に、頂壁とヘッダ4との間の隙間と、胴体3の内周面と側壁との間の隙間とを流れる。これら隙間が「同じ」であると、冷媒のスムーズな流れが維持される。加えて、これら隙間の誤差が多少であれば、冷媒がスムーズに流れる状態を維持できる。誤差は、このように、冷媒の流れをスムーズな流れに維持できる程度の誤差である。
気液分離部材の頂壁は、厚み一定の板状に限定されない。
さらに、気液分離部材の他の例は、側壁を備えない構造である。 In the above-described embodiment and modified examples, thecup 16 is one example of a gas-liquid separating member. The gas-liquid separating member faces both the refrigerant inlet hole 8 and the refrigerant outlet hole 9. The gas-liquid separating member has a portion with which the refrigerant that flows in from the refrigerant inlet hole 8 collides. The gas-liquid separating member preferably faces the entire refrigerant inlet hole 8. The facing direction is the axial direction of the refrigerant inlet hole 8.
The gas-liquid separating member preferably has a top wall facing both the entirerefrigerant inlet hole 8 and the refrigerant outlet hole 9 , and a cylindrical side wall facing the inner circumferential surface of the body 3 .
Preferably, the gap between theheader 4 and the top wall and the gap between the inner circumferential surface of the body 3 and the side wall are approximately the same. Here, approximately the same means that in addition to being completely the same, it may include an error. That is, when the refrigerant that flows in from the refrigerant inlet hole 8 collides with the top wall and flows downstream, it flows through the gap between the top wall and the header 4 and the gap between the inner circumferential surface of the body 3 and the side wall. If these gaps are "the same", the smooth flow of the refrigerant is maintained. In addition, even if there is a small error in these gaps, the state in which the refrigerant flows smoothly can be maintained. The error is an error that can maintain the flow of the refrigerant smoothly in this way.
The top wall of the gas-liquid separating member is not limited to being in the form of a plate having a constant thickness.
Furthermore, another example of the gas-liquid separating member has a structure that does not include a side wall.
気液分離部材は、好ましくは、冷媒流入孔8の全域と冷媒流出孔9との双方に対向する頂壁と、胴体3の内周面と対向する筒状の側壁と、を有する。
好ましくは、ヘッダ4と頂壁との間の隙間と、胴体3の内周面と側壁との間の隙間とは、略同じである。ここで、略同じとは、完全に同じであることに加えて、誤差を含んでもよいという意味である。すなわち、冷媒流入孔8から流入した冷媒が頂壁に衝突して下流に流れる際に、頂壁とヘッダ4との間の隙間と、胴体3の内周面と側壁との間の隙間とを流れる。これら隙間が「同じ」であると、冷媒のスムーズな流れが維持される。加えて、これら隙間の誤差が多少であれば、冷媒がスムーズに流れる状態を維持できる。誤差は、このように、冷媒の流れをスムーズな流れに維持できる程度の誤差である。
気液分離部材の頂壁は、厚み一定の板状に限定されない。
さらに、気液分離部材の他の例は、側壁を備えない構造である。 In the above-described embodiment and modified examples, the
The gas-liquid separating member preferably has a top wall facing both the entire
Preferably, the gap between the
The top wall of the gas-liquid separating member is not limited to being in the form of a plate having a constant thickness.
Furthermore, another example of the gas-liquid separating member has a structure that does not include a side wall.
以上、実施形態を参照して本発明を説明したが、本発明は前記実施形態に限定されるものではなく、本発明の範囲内で種々の変形実施が可能である。例えば、第1の実施形態及び第2の実施形態では、ねじ同士の螺合によってヘッダとインナーパイプを組み付けているが、第3の実施形態及び第4の実施形態のように、圧入、ロウ付け又は溶接等によりヘッダとインナーパイプを固定してもよい。
The present invention has been described above with reference to the embodiments, but the present invention is not limited to the above embodiments, and various modifications are possible within the scope of the present invention. For example, in the first and second embodiments, the header and inner pipe are assembled by screwing together the threads, but as in the third and fourth embodiments, the header and inner pipe may be fixed by press fitting, brazing, welding, or the like.
本明細書は、以下の発明の開示を含む。
(第1の形態)
少なくとも一端に開口を有する胴部と、
冷媒流入孔及び冷媒流出孔を備え、前記胴部の一端の開口を塞ぐヘッダと、
前記冷媒流入孔及び冷媒流出孔に対向して前記胴部内に配置された気液分離部材と、
前記冷媒流出孔に接続された流出管と、を有し、
前記流出管は、前記冷媒流出孔に挿入されて固定される小径筒部と、前記小径筒部より大径であり、前記胴部内に配置される大径筒部とを備え前記大径筒部の前記小径筒部側の端面である段差面と前記ヘッダとの間に前記気液分離部材が挟持され、
前記流出管は、前記小径筒部内に形成された円筒状内周面と、前記円筒状内周面につながり前記冷媒流出孔に向かうにしたがって縮径するテーパ状内周面を有する、
ことを特徴とするアキュームレータ。 This specification includes the disclosure of the following inventions.
(First aspect)
a body portion having an opening at at least one end;
a header having a refrigerant inlet and a refrigerant outlet, the header closing an opening at one end of the body;
a gas-liquid separating member disposed within the body portion and facing the refrigerant inlet and the refrigerant outlet;
an outflow pipe connected to the refrigerant outflow hole,
the outflow pipe includes a small diameter cylindrical portion that is inserted into and fixed to the refrigerant outflow hole, and a large diameter cylindrical portion that is larger in diameter than the small diameter cylindrical portion and that is disposed within the body portion, and the gas-liquid separating member is sandwiched between the header and a step surface that is an end surface of the large diameter cylindrical portion on the side of the small diameter cylindrical portion,
The outflow pipe has a cylindrical inner circumferential surface formed in the small diameter cylindrical portion, and a tapered inner circumferential surface that is connected to the cylindrical inner circumferential surface and that decreases in diameter toward the refrigerant outflow hole.
1. An accumulator comprising:
(第1の形態)
少なくとも一端に開口を有する胴部と、
冷媒流入孔及び冷媒流出孔を備え、前記胴部の一端の開口を塞ぐヘッダと、
前記冷媒流入孔及び冷媒流出孔に対向して前記胴部内に配置された気液分離部材と、
前記冷媒流出孔に接続された流出管と、を有し、
前記流出管は、前記冷媒流出孔に挿入されて固定される小径筒部と、前記小径筒部より大径であり、前記胴部内に配置される大径筒部とを備え前記大径筒部の前記小径筒部側の端面である段差面と前記ヘッダとの間に前記気液分離部材が挟持され、
前記流出管は、前記小径筒部内に形成された円筒状内周面と、前記円筒状内周面につながり前記冷媒流出孔に向かうにしたがって縮径するテーパ状内周面を有する、
ことを特徴とするアキュームレータ。 This specification includes the disclosure of the following inventions.
(First aspect)
a body portion having an opening at at least one end;
a header having a refrigerant inlet and a refrigerant outlet, the header closing an opening at one end of the body;
a gas-liquid separating member disposed within the body portion and facing the refrigerant inlet and the refrigerant outlet;
an outflow pipe connected to the refrigerant outflow hole,
the outflow pipe includes a small diameter cylindrical portion that is inserted into and fixed to the refrigerant outflow hole, and a large diameter cylindrical portion that is larger in diameter than the small diameter cylindrical portion and that is disposed within the body portion, and the gas-liquid separating member is sandwiched between the header and a step surface that is an end surface of the large diameter cylindrical portion on the side of the small diameter cylindrical portion,
The outflow pipe has a cylindrical inner circumferential surface formed in the small diameter cylindrical portion, and a tapered inner circumferential surface that is connected to the cylindrical inner circumferential surface and that decreases in diameter toward the refrigerant outflow hole.
1. An accumulator comprising:
(第2の形態)
前記テーパ状内周面は、前記大径筒部の前記小径筒部に対して反対側の端部まで延在する、
ことを特徴とする第1の形態のアキュームレータ。 (Second embodiment)
The tapered inner peripheral surface extends to an end of the large diameter cylindrical portion on an opposite side to the small diameter cylindrical portion.
10. The accumulator ofclaim 1,
前記テーパ状内周面は、前記大径筒部の前記小径筒部に対して反対側の端部まで延在する、
ことを特徴とする第1の形態のアキュームレータ。 (Second embodiment)
The tapered inner peripheral surface extends to an end of the large diameter cylindrical portion on an opposite side to the small diameter cylindrical portion.
10. The accumulator of
(第3の形態)
前記小径筒部は円筒状に形成されてその外周面に雄ねじを有し、
前記冷媒流出孔は雌ねじを有し、
前記流出管は、前記雄ねじを前記雌ねじに螺合させることにより、前記ヘッダに固定される、
ことを特徴とする第2の形態のアキュームレータ。 (Third Form)
The small diameter cylindrical portion is formed in a cylindrical shape and has a male thread on its outer circumferential surface,
The refrigerant outlet hole has an internal thread,
The outflow pipe is fixed to the header by threading the male thread into the female thread.
2. The accumulator according toclaim 1,
前記小径筒部は円筒状に形成されてその外周面に雄ねじを有し、
前記冷媒流出孔は雌ねじを有し、
前記流出管は、前記雄ねじを前記雌ねじに螺合させることにより、前記ヘッダに固定される、
ことを特徴とする第2の形態のアキュームレータ。 (Third Form)
The small diameter cylindrical portion is formed in a cylindrical shape and has a male thread on its outer circumferential surface,
The refrigerant outlet hole has an internal thread,
The outflow pipe is fixed to the header by threading the male thread into the female thread.
2. The accumulator according to
(第4の形態)
前記小径筒部は、圧入、ロウ付け又は溶接することにより、前記ヘッダの冷媒流出孔に固定される、
ことを特徴とする第1の形態~第3の形態のいずれかに記載のアキュームレータ。 (Fourth Form)
The small diameter cylindrical portion is fixed to the refrigerant outlet hole of the header by press-fitting, brazing, or welding.
The accumulator according to any one of the first to third aspects,
前記小径筒部は、圧入、ロウ付け又は溶接することにより、前記ヘッダの冷媒流出孔に固定される、
ことを特徴とする第1の形態~第3の形態のいずれかに記載のアキュームレータ。 (Fourth Form)
The small diameter cylindrical portion is fixed to the refrigerant outlet hole of the header by press-fitting, brazing, or welding.
The accumulator according to any one of the first to third aspects,
(第5の形態)
前記流出管の内周面は前記流出管の前記冷媒流出孔から離れた側の端部近傍から前記端部に向かうにつれて漸次拡径することを特徴とする第1の形態~第4の形態のいずれかに記載のアキュームレータ。 (Fifth Form)
The accumulator according to any one of the first to fourth forms, characterized in that the inner circumferential surface of the outflow pipe gradually expands in diameter from the vicinity of the end of the outflow pipe away from the refrigerant outflow hole toward the end.
前記流出管の内周面は前記流出管の前記冷媒流出孔から離れた側の端部近傍から前記端部に向かうにつれて漸次拡径することを特徴とする第1の形態~第4の形態のいずれかに記載のアキュームレータ。 (Fifth Form)
The accumulator according to any one of the first to fourth forms, characterized in that the inner circumferential surface of the outflow pipe gradually expands in diameter from the vicinity of the end of the outflow pipe away from the refrigerant outflow hole toward the end.
(第6の形態)
前記流出管の外周面は、前記流出管の前記冷媒流出孔から離れた側の端部近傍から前記端部に向かうにつれて漸次縮径することを特徴とする第1の形態~第4の形態のいずれかに記載のアキュームレータ。 (Sixth Form)
The accumulator according to any one of the first to fourth forms, wherein an outer circumferential surface of the outflow pipe is gradually tapered from a vicinity of an end of the outflow pipe away from the refrigerant outflow hole toward the end.
前記流出管の外周面は、前記流出管の前記冷媒流出孔から離れた側の端部近傍から前記端部に向かうにつれて漸次縮径することを特徴とする第1の形態~第4の形態のいずれかに記載のアキュームレータ。 (Sixth Form)
The accumulator according to any one of the first to fourth forms, wherein an outer circumferential surface of the outflow pipe is gradually tapered from a vicinity of an end of the outflow pipe away from the refrigerant outflow hole toward the end.
(第7の形態)
前記流出管の内周面は、前記流出管の前記冷媒流出孔から離れた側の端部近傍から前記端部に向かうにつれて漸次拡径し、前記流出管の外周面は、前記端部近傍から前記端部に向かうにつれて漸次縮径することを特徴とする第1の形態~第4の形態のいずれかに記載のアキュームレータ。 (Seventh Form)
The accumulator according to any one of the first to fourth forms, wherein an inner circumferential surface of the outflow pipe gradually expands in diameter from the vicinity of the end of the outflow pipe away from the refrigerant outflow hole toward the end, and an outer circumferential surface of the outflow pipe gradually contracts in diameter from the vicinity of the end toward the end.
前記流出管の内周面は、前記流出管の前記冷媒流出孔から離れた側の端部近傍から前記端部に向かうにつれて漸次拡径し、前記流出管の外周面は、前記端部近傍から前記端部に向かうにつれて漸次縮径することを特徴とする第1の形態~第4の形態のいずれかに記載のアキュームレータ。 (Seventh Form)
The accumulator according to any one of the first to fourth forms, wherein an inner circumferential surface of the outflow pipe gradually expands in diameter from the vicinity of the end of the outflow pipe away from the refrigerant outflow hole toward the end, and an outer circumferential surface of the outflow pipe gradually contracts in diameter from the vicinity of the end toward the end.
1 アキュームレータ
2 タンク本体
3 胴体
4 ヘッダ
5 二重管
6、6A、6B、6C、6D、6E インナーパイプ(流出管)
6F、6G 流出管
6a、6Aa 小径円筒部
6b、6Ab 大径円筒部
6d、6Ad 段差面
6f、6Af テーパ状内周面
6g、6Ag1、6Fg、6Gg 均圧孔
7 アウターパイプ
8 冷媒流入孔
9 冷媒流出孔
11 バッグ
20 ストレーナ
21 ケース
22 網目フィルタ
1Accumulator 2 Tank body 3 Body 4 Header 5 Double pipe 6, 6A, 6B, 6C, 6D, 6E Inner pipe (outlet pipe)
6F,6G Outlet pipe 6a, 6Aa Small diameter cylindrical portion 6b, 6Ab Large diameter cylindrical portion 6d, 6Ad Step surface 6f, 6Af Tapered inner peripheral surface 6g, 6Ag1, 6Fg, 6Gg Pressure equalizing hole 7 Outer pipe 8 Refrigerant inlet hole 9 Refrigerant outlet hole 11 Bag 20 Strainer 21 Case 22 Mesh filter
2 タンク本体
3 胴体
4 ヘッダ
5 二重管
6、6A、6B、6C、6D、6E インナーパイプ(流出管)
6F、6G 流出管
6a、6Aa 小径円筒部
6b、6Ab 大径円筒部
6d、6Ad 段差面
6f、6Af テーパ状内周面
6g、6Ag1、6Fg、6Gg 均圧孔
7 アウターパイプ
8 冷媒流入孔
9 冷媒流出孔
11 バッグ
20 ストレーナ
21 ケース
22 網目フィルタ
1
6F,
Claims (7)
- 少なくとも一端に開口を有する胴部と、
冷媒流入孔及び冷媒流出孔を備え、前記胴部の一端の開口を塞ぐヘッダと、
前記冷媒流入孔及び冷媒流出孔に対向して前記胴部内に配置された気液分離部材と、
前記冷媒流出孔に接続された流出管と、を有し、
前記流出管は、前記冷媒流出孔に挿入されて固定される小径筒部と、前記小径筒部より大径であり、前記胴部内に配置される大径筒部とを備え、前記大径筒部の前記小径筒部側の端面である段差面と前記ヘッダとの間に前記気液分離部材が挟持され、
前記流出管は、前記小径筒部内に形成された円筒状内周面と、前記円筒状内周面につながり前記冷媒流出孔に向かうにしたがって縮径するテーパ状内周面を有する、
ことを特徴とするアキュームレータ。 a body portion having an opening at at least one end;
a header having a refrigerant inlet and a refrigerant outlet, the header closing an opening at one end of the body;
a gas-liquid separating member disposed within the body portion and facing the refrigerant inlet and the refrigerant outlet;
an outflow pipe connected to the refrigerant outflow hole,
the outflow pipe includes a small diameter cylindrical portion that is inserted into and fixed to the refrigerant outflow hole, and a large diameter cylindrical portion that is larger in diameter than the small diameter cylindrical portion and that is disposed within the body portion, the gas-liquid separating member is sandwiched between the header and a step surface that is an end surface of the large diameter cylindrical portion on the side of the small diameter cylindrical portion,
The outflow pipe has a cylindrical inner circumferential surface formed in the small diameter cylindrical portion, and a tapered inner circumferential surface that is connected to the cylindrical inner circumferential surface and that decreases in diameter toward the refrigerant outflow hole.
1. An accumulator comprising: - 前記テーパ状内周面は、前記大径筒部の前記小径筒部に対して反対側の端部まで延在する、
ことを特徴とする請求項1に記載のアキュームレータ。 The tapered inner peripheral surface extends to an end of the large diameter cylindrical portion on an opposite side to the small diameter cylindrical portion.
2. The accumulator of claim 1 . - 前記小径筒部は円筒状に形成されてその外周面に雄ねじを有し、
前記冷媒流出孔は雌ねじを有し、
前記流出管は、前記雄ねじを前記雌ねじに螺合させることにより、前記ヘッダに固定される、
ことを特徴とする請求項1に記載のアキュームレータ。 The small diameter cylindrical portion is formed in a cylindrical shape and has a male thread on its outer circumferential surface,
The refrigerant outlet hole has an internal thread,
The outflow pipe is fixed to the header by threading the male thread into the female thread.
2. The accumulator of claim 1 . - 前記小径筒部は、圧入、ロウ付け又は溶接することにより、前記ヘッダの冷媒流出孔に固定される、
ことを特徴とする請求項1に記載のアキュームレータ。 The small diameter cylindrical portion is fixed to the refrigerant outlet hole of the header by press-fitting, brazing, or welding.
2. The accumulator of claim 1 . - 前記流出管の内周面は前記流出管の前記冷媒流出孔から離れた側の端部近傍から前記端部に向かうにつれて漸次拡径することを特徴とする請求項1~4のいずれか一項に記載のアキュームレータ。 An accumulator according to any one of claims 1 to 4, characterized in that the inner circumferential surface of the outflow pipe gradually expands in diameter from the vicinity of the end of the outflow pipe away from the refrigerant outflow hole toward the end.
- 前記流出管の外周面は、前記流出管の前記冷媒流出孔から離れた側の端部近傍から前記端部に向かうにつれて漸次縮径することを特徴とする請求項1~4のいずれか一項に記載のアキュームレータ。 An accumulator according to any one of claims 1 to 4, characterized in that the outer circumferential surface of the outflow pipe gradually narrows in diameter from the vicinity of the end of the outflow pipe away from the refrigerant outflow hole toward the end.
- 前記流出管の内周面は、前記流出管の前記冷媒流出孔から離れた側の端部近傍から前記端部に向かうにつれて漸次拡径し、前記流出管の外周面は、前記端部近傍から前記端部に向かうにつれて漸次縮径することを特徴とする請求項1~4のいずれか一項に記載のアキュームレータ。
The accumulator according to any one of claims 1 to 4, characterized in that an inner circumferential surface of the outflow pipe gradually expands in diameter from a vicinity of an end of the outflow pipe away from the refrigerant outflow hole toward the end, and an outer circumferential surface of the outflow pipe gradually contracts in diameter from a vicinity of the end toward the end.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023009985 | 2023-01-26 | ||
| JP2023-009985 | 2023-01-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024158023A1 true WO2024158023A1 (en) | 2024-08-02 |
Family
ID=91970691
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/002127 WO2024158023A1 (en) | 2023-01-26 | 2024-01-25 | Accumulator |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024158023A1 (en) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59186772U (en) * | 1983-05-31 | 1984-12-11 | 三菱電機株式会社 | Rotary compressor accumulator |
| JPH0432462U (en) * | 1990-07-06 | 1992-03-17 | ||
| JP2001082814A (en) * | 1999-09-09 | 2001-03-30 | Denso Corp | Refrigeration cycle device and accululator using the same |
| US6223555B1 (en) * | 1999-06-08 | 2001-05-01 | Visteon Global Technologies, Inc. | Accumulator for an air conditioning system |
| JP2008518604A (en) * | 2004-10-29 | 2008-06-05 | オーシャン・ファーム・テクノロジーズ・インコーポレーテッド | Sacrifice for fish farming |
| WO2014178191A1 (en) * | 2013-04-30 | 2014-11-06 | パナソニックIpマネジメント株式会社 | Scroll compressor |
| JP2016113916A (en) * | 2014-12-12 | 2016-06-23 | 日立オートモティブシステムズ株式会社 | External gear pump |
| CN109631432A (en) * | 2018-11-30 | 2019-04-16 | 青岛海尔空调器有限总公司 | A kind of fluid reservoir applied to compressor |
| WO2020179777A1 (en) * | 2019-03-05 | 2020-09-10 | 株式会社不二工機 | Refrigerant container |
-
2024
- 2024-01-25 WO PCT/JP2024/002127 patent/WO2024158023A1/en unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59186772U (en) * | 1983-05-31 | 1984-12-11 | 三菱電機株式会社 | Rotary compressor accumulator |
| JPH0432462U (en) * | 1990-07-06 | 1992-03-17 | ||
| US6223555B1 (en) * | 1999-06-08 | 2001-05-01 | Visteon Global Technologies, Inc. | Accumulator for an air conditioning system |
| JP2001082814A (en) * | 1999-09-09 | 2001-03-30 | Denso Corp | Refrigeration cycle device and accululator using the same |
| JP2008518604A (en) * | 2004-10-29 | 2008-06-05 | オーシャン・ファーム・テクノロジーズ・インコーポレーテッド | Sacrifice for fish farming |
| WO2014178191A1 (en) * | 2013-04-30 | 2014-11-06 | パナソニックIpマネジメント株式会社 | Scroll compressor |
| JP2016113916A (en) * | 2014-12-12 | 2016-06-23 | 日立オートモティブシステムズ株式会社 | External gear pump |
| CN109631432A (en) * | 2018-11-30 | 2019-04-16 | 青岛海尔空调器有限总公司 | A kind of fluid reservoir applied to compressor |
| WO2020179777A1 (en) * | 2019-03-05 | 2020-09-10 | 株式会社不二工機 | Refrigerant container |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017199707A1 (en) | Accumulator, and refrigeration cycle | |
| JP5620732B2 (en) | Refrigerant tank | |
| JP2008032269A (en) | Accumulator | |
| JP5497419B2 (en) | Combined internal heat exchanger and accumulator | |
| CN103104746B (en) | Dehumidification valve | |
| US8733125B2 (en) | Refrigerant accumulator for motor vehicle air conditioning units | |
| JP6905895B2 (en) | Capacitor | |
| JP2018096618A (en) | Receiver and condenser with receiver | |
| JP2010156538A (en) | Combined device comprising internal heat exchanger and accumulator of air-conditioning loop | |
| WO2024158023A1 (en) | Accumulator | |
| JP2008249242A (en) | Accumulator for refrigerating cycle | |
| US20210302080A1 (en) | Integrated oil seperator with a condenser | |
| JP2013134004A (en) | Accumulator and method of manufacturing the same | |
| JP2012037081A (en) | Refrigerant tank and header of the same | |
| US20060196219A1 (en) | Accumulator with full-flow filtering | |
| WO2023017782A1 (en) | Accumulator | |
| WO2024219332A1 (en) | Accumulator and method for manufacturing same | |
| JP2019078418A (en) | accumulator | |
| JP2007232335A (en) | Refrigerant container and its manufacturing method | |
| JP4180874B2 (en) | accumulator | |
| WO2019107011A1 (en) | Accumulator | |
| EP3293472B1 (en) | Accumulator | |
| JP3299467B2 (en) | Refrigerant receiver for air conditioning | |
| JP6762025B2 (en) | accumulator | |
| JP2021085546A (en) | Power element and expansion valve using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24747347 Country of ref document: EP Kind code of ref document: A1 |