WO2024157480A1 - Bâton d'arôme, produit d'inhalation d'arôme de type à chauffage sans combustion et procédé de production de tige d'arôme - Google Patents
Bâton d'arôme, produit d'inhalation d'arôme de type à chauffage sans combustion et procédé de production de tige d'arôme Download PDFInfo
- Publication number
- WO2024157480A1 WO2024157480A1 PCT/JP2023/002723 JP2023002723W WO2024157480A1 WO 2024157480 A1 WO2024157480 A1 WO 2024157480A1 JP 2023002723 W JP2023002723 W JP 2023002723W WO 2024157480 A1 WO2024157480 A1 WO 2024157480A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- flavor
- rod
- raw material
- outer wrapping
- wrapping paper
- Prior art date
Links
- 239000000796 flavoring agent Substances 0.000 title claims abstract description 479
- 235000019634 flavors Nutrition 0.000 title claims abstract description 479
- 238000010438 heat treatment Methods 0.000 title claims abstract description 49
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 238000002485 combustion reaction Methods 0.000 title description 12
- 238000003780 insertion Methods 0.000 claims abstract description 37
- 230000037431 insertion Effects 0.000 claims abstract description 37
- 239000002994 raw material Substances 0.000 claims description 149
- 238000005192 partition Methods 0.000 claims description 70
- 238000000465 moulding Methods 0.000 claims description 48
- 238000000034 method Methods 0.000 claims description 45
- 238000004804 winding Methods 0.000 claims description 24
- 238000005520 cutting process Methods 0.000 claims description 12
- 238000003860 storage Methods 0.000 claims description 5
- 230000004308 accommodation Effects 0.000 claims description 4
- 238000000638 solvent extraction Methods 0.000 claims description 2
- 230000000717 retained effect Effects 0.000 abstract 1
- 239000000853 adhesive Substances 0.000 description 38
- 230000001070 adhesive effect Effects 0.000 description 38
- 239000003292 glue Substances 0.000 description 36
- 239000000463 material Substances 0.000 description 32
- 239000000443 aerosol Substances 0.000 description 21
- 238000001816 cooling Methods 0.000 description 19
- 238000010586 diagram Methods 0.000 description 19
- 241000208125 Nicotiana Species 0.000 description 14
- 235000002637 Nicotiana tabacum Nutrition 0.000 description 14
- 239000003921 oil Substances 0.000 description 9
- 235000019198 oils Nutrition 0.000 description 9
- 239000000284 extract Substances 0.000 description 7
- 238000005096 rolling process Methods 0.000 description 7
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 6
- 238000005304 joining Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 229920002301 cellulose acetate Polymers 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- GLZPCOQZEFWAFX-UHFFFAOYSA-N Geraniol Chemical compound CC(C)=CCCC(C)=CCO GLZPCOQZEFWAFX-UHFFFAOYSA-N 0.000 description 4
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- -1 3,7-dimethyl-6-octyl Chemical group 0.000 description 3
- WWZKQHOCKIZLMA-UHFFFAOYSA-N Caprylic acid Natural products CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 3
- 241000196324 Embryophyta Species 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- 244000269722 Thea sinensis Species 0.000 description 3
- BTANRVKWQNVYAZ-UHFFFAOYSA-N butan-2-ol Chemical compound CCC(C)O BTANRVKWQNVYAZ-UHFFFAOYSA-N 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 239000006049 herbal material Substances 0.000 description 3
- OSWPMRLSEDHDFF-UHFFFAOYSA-N methyl salicylate Chemical compound COC(=O)C1=CC=CC=C1O OSWPMRLSEDHDFF-UHFFFAOYSA-N 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 2
- OOCCDEMITAIZTP-QPJJXVBHSA-N (E)-cinnamyl alcohol Chemical compound OC\C=C\C1=CC=CC=C1 OOCCDEMITAIZTP-QPJJXVBHSA-N 0.000 description 2
- UFLHIIWVXFIJGU-ARJAWSKDSA-N (Z)-hex-3-en-1-ol Chemical compound CC\C=C/CCO UFLHIIWVXFIJGU-ARJAWSKDSA-N 0.000 description 2
- OXQOBQJCDNLAPO-UHFFFAOYSA-N 2,3-Dimethylpyrazine Chemical compound CC1=NC=CN=C1C OXQOBQJCDNLAPO-UHFFFAOYSA-N 0.000 description 2
- LCZUOKDVTBMCMX-UHFFFAOYSA-N 2,5-Dimethylpyrazine Chemical compound CC1=CN=C(C)C=N1 LCZUOKDVTBMCMX-UHFFFAOYSA-N 0.000 description 2
- 239000001934 2,5-dimethylpyrazine Substances 0.000 description 2
- AYJXHIDNNLJQDT-UHFFFAOYSA-N 2,6,6-Trimethyl-2-cyclohexene-1,4-dione Chemical compound CC1=CC(=O)CC(C)(C)C1=O AYJXHIDNNLJQDT-UHFFFAOYSA-N 0.000 description 2
- HJFZAYHYIWGLNL-UHFFFAOYSA-N 2,6-Dimethylpyrazine Chemical compound CC1=CN=CC(C)=N1 HJFZAYHYIWGLNL-UHFFFAOYSA-N 0.000 description 2
- MOMFXATYAINJML-UHFFFAOYSA-N 2-Acetylthiazole Chemical compound CC(=O)C1=NC=CS1 MOMFXATYAINJML-UHFFFAOYSA-N 0.000 description 2
- LNIMMWYNSBZESE-UHFFFAOYSA-N 2-Ethyl-3-methylpyrazine, 9CI Chemical compound CCC1=NC=CN=C1C LNIMMWYNSBZESE-UHFFFAOYSA-N 0.000 description 2
- DBZAKQWXICEWNW-UHFFFAOYSA-N 2-acetylpyrazine Chemical compound CC(=O)C1=CN=CC=N1 DBZAKQWXICEWNW-UHFFFAOYSA-N 0.000 description 2
- IGJQUJNPMOYEJY-UHFFFAOYSA-N 2-acetylpyrrole Chemical compound CC(=O)C1=CC=CN1 IGJQUJNPMOYEJY-UHFFFAOYSA-N 0.000 description 2
- WRMNZCZEMHIOCP-UHFFFAOYSA-N 2-phenylethanol Chemical compound OCCC1=CC=CC=C1 WRMNZCZEMHIOCP-UHFFFAOYSA-N 0.000 description 2
- WGAVDEVFJDQIMZ-UHFFFAOYSA-N 3,4-dimethyl-1,2-cyclopentanedione Chemical compound CC1CC(=O)C(=O)C1C WGAVDEVFJDQIMZ-UHFFFAOYSA-N 0.000 description 2
- XPCTZQVDEJYUGT-UHFFFAOYSA-N 3-hydroxy-2-methyl-4-pyrone Chemical compound CC=1OC=CC(=O)C=1O XPCTZQVDEJYUGT-UHFFFAOYSA-N 0.000 description 2
- IGIDLTISMCAULB-UHFFFAOYSA-N 3-methylvaleric acid Chemical compound CCC(C)CC(O)=O IGIDLTISMCAULB-UHFFFAOYSA-N 0.000 description 2
- GNKZMNRKLCTJAY-UHFFFAOYSA-N 4'-Methylacetophenone Chemical compound CC(=O)C1=CC=C(C)C=C1 GNKZMNRKLCTJAY-UHFFFAOYSA-N 0.000 description 2
- XCZPDOCRSYZOBI-UHFFFAOYSA-N 5,6,7,8-Tetrahydroquinoxaline Chemical compound C1=CN=C2CCCCC2=N1 XCZPDOCRSYZOBI-UHFFFAOYSA-N 0.000 description 2
- OALYTRUKMRCXNH-UHFFFAOYSA-N 5-pentyloxolan-2-one Chemical compound CCCCCC1CCC(=O)O1 OALYTRUKMRCXNH-UHFFFAOYSA-N 0.000 description 2
- GHBSPIPJMLAMEP-UHFFFAOYSA-N 6-pentyloxan-2-one Chemical compound CCCCCC1CCCC(=O)O1 GHBSPIPJMLAMEP-UHFFFAOYSA-N 0.000 description 2
- KWOLFJPFCHCOCG-UHFFFAOYSA-N Acetophenone Chemical compound CC(=O)C1=CC=CC=C1 KWOLFJPFCHCOCG-UHFFFAOYSA-N 0.000 description 2
- FERIUCNNQQJTOY-UHFFFAOYSA-N Butyric acid Chemical compound CCCC(O)=O FERIUCNNQQJTOY-UHFFFAOYSA-N 0.000 description 2
- 240000004160 Capsicum annuum Species 0.000 description 2
- 235000008534 Capsicum annuum var annuum Nutrition 0.000 description 2
- 235000002568 Capsicum frutescens Nutrition 0.000 description 2
- QSJXEFYPDANLFS-UHFFFAOYSA-N Diacetyl Chemical compound CC(=O)C(C)=O QSJXEFYPDANLFS-UHFFFAOYSA-N 0.000 description 2
- VLSVVMPLPMNWBH-UHFFFAOYSA-N Dihydro-5-propyl-2(3H)-furanone Chemical compound CCCC1CCC(=O)O1 VLSVVMPLPMNWBH-UHFFFAOYSA-N 0.000 description 2
- VUNOFAIHSALQQH-UHFFFAOYSA-N Ethyl menthane carboxamide Chemical compound CCNC(=O)C1CC(C)CCC1C(C)C VUNOFAIHSALQQH-UHFFFAOYSA-N 0.000 description 2
- 244000246386 Mentha pulegium Species 0.000 description 2
- 235000016257 Mentha pulegium Nutrition 0.000 description 2
- CRZQGDNQQAALAY-UHFFFAOYSA-N Methyl benzeneacetate Chemical compound COC(=O)CC1=CC=CC=C1 CRZQGDNQQAALAY-UHFFFAOYSA-N 0.000 description 2
- ZOZIRNMDEZKZHM-UHFFFAOYSA-N Phenethyl phenylacetate Chemical compound C=1C=CC=CC=1CCOC(=O)CC1=CC=CC=C1 ZOZIRNMDEZKZHM-UHFFFAOYSA-N 0.000 description 2
- LCTONWCANYUPML-UHFFFAOYSA-N Pyruvic acid Chemical compound CC(=O)C(O)=O LCTONWCANYUPML-UHFFFAOYSA-N 0.000 description 2
- 235000002911 Salvia sclarea Nutrition 0.000 description 2
- 244000182022 Salvia sclarea Species 0.000 description 2
- 241000320380 Silybum Species 0.000 description 2
- 235000010841 Silybum marianum Nutrition 0.000 description 2
- 244000028419 Styrax benzoin Species 0.000 description 2
- 235000000126 Styrax benzoin Nutrition 0.000 description 2
- FINHMKGKINIASC-UHFFFAOYSA-N Tetramethylpyrazine Chemical compound CC1=NC(C)=C(C)N=C1C FINHMKGKINIASC-UHFFFAOYSA-N 0.000 description 2
- 235000006468 Thea sinensis Nutrition 0.000 description 2
- 235000009470 Theobroma cacao Nutrition 0.000 description 2
- 244000299461 Theobroma cacao Species 0.000 description 2
- IGODOXYLBBXFDW-UHFFFAOYSA-N alpha-Terpinyl acetate Chemical compound CC(=O)OC(C)(C)C1CCC(C)=CC1 IGODOXYLBBXFDW-UHFFFAOYSA-N 0.000 description 2
- HUMNYLRZRPPJDN-UHFFFAOYSA-N benzaldehyde Chemical compound O=CC1=CC=CC=C1 HUMNYLRZRPPJDN-UHFFFAOYSA-N 0.000 description 2
- ISAOCJYIOMOJEB-UHFFFAOYSA-N benzoin Chemical compound C=1C=CC=CC=1C(O)C(=O)C1=CC=CC=C1 ISAOCJYIOMOJEB-UHFFFAOYSA-N 0.000 description 2
- SESFRYSPDFLNCH-UHFFFAOYSA-N benzyl benzoate Chemical compound C=1C=CC=CC=1C(=O)OCC1=CC=CC=C1 SESFRYSPDFLNCH-UHFFFAOYSA-N 0.000 description 2
- XUPYJHCZDLZNFP-UHFFFAOYSA-N butyl butanoate Chemical compound CCCCOC(=O)CCC XUPYJHCZDLZNFP-UHFFFAOYSA-N 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- WTWBUQJHJGUZCY-UHFFFAOYSA-N cuminaldehyde Chemical compound CC(C)C1=CC=C(C=O)C=C1 WTWBUQJHJGUZCY-UHFFFAOYSA-N 0.000 description 2
- HCRBXQFHJMCTLF-ZCFIWIBFSA-N ethyl (2r)-2-methylbutanoate Chemical compound CCOC(=O)[C@H](C)CC HCRBXQFHJMCTLF-ZCFIWIBFSA-N 0.000 description 2
- LZCLXQDLBQLTDK-UHFFFAOYSA-N ethyl 2-hydroxypropanoate Chemical compound CCOC(=O)C(C)O LZCLXQDLBQLTDK-UHFFFAOYSA-N 0.000 description 2
- XIRNKXNNONJFQO-UHFFFAOYSA-N ethyl hexadecanoate Chemical compound CCCCCCCCCCCCCCCC(=O)OCC XIRNKXNNONJFQO-UHFFFAOYSA-N 0.000 description 2
- SHZIWNPUGXLXDT-UHFFFAOYSA-N ethyl hexanoate Chemical compound CCCCCC(=O)OCC SHZIWNPUGXLXDT-UHFFFAOYSA-N 0.000 description 2
- PPXUHEORWJQRHJ-UHFFFAOYSA-N ethyl isovalerate Chemical compound CCOC(=O)CC(C)C PPXUHEORWJQRHJ-UHFFFAOYSA-N 0.000 description 2
- MMXKVMNBHPAILY-UHFFFAOYSA-N ethyl laurate Chemical compound CCCCCCCCCCCC(=O)OCC MMXKVMNBHPAILY-UHFFFAOYSA-N 0.000 description 2
- MVLVMROFTAUDAG-UHFFFAOYSA-N ethyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC MVLVMROFTAUDAG-UHFFFAOYSA-N 0.000 description 2
- YYZUSRORWSJGET-UHFFFAOYSA-N ethyl octanoate Chemical compound CCCCCCCC(=O)OCC YYZUSRORWSJGET-UHFFFAOYSA-N 0.000 description 2
- FKRCODPIKNYEAC-UHFFFAOYSA-N ethyl propionate Chemical compound CCOC(=O)CC FKRCODPIKNYEAC-UHFFFAOYSA-N 0.000 description 2
- CBOQJANXLMLOSS-UHFFFAOYSA-N ethyl vanillin Chemical compound CCOC1=CC(C=O)=CC=C1O CBOQJANXLMLOSS-UHFFFAOYSA-N 0.000 description 2
- IFYYFLINQYPWGJ-UHFFFAOYSA-N gamma-decalactone Chemical compound CCCCCCC1CCC(=O)O1 IFYYFLINQYPWGJ-UHFFFAOYSA-N 0.000 description 2
- GAEKPEKOJKCEMS-UHFFFAOYSA-N gamma-valerolactone Chemical compound CC1CCC(=O)O1 GAEKPEKOJKCEMS-UHFFFAOYSA-N 0.000 description 2
- 235000011187 glycerol Nutrition 0.000 description 2
- LHGVFZTZFXWLCP-UHFFFAOYSA-N guaiacol Chemical compound COC1=CC=CC=C1O LHGVFZTZFXWLCP-UHFFFAOYSA-N 0.000 description 2
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 2
- ZSIAUFGUXNUGDI-UHFFFAOYSA-N hexan-1-ol Chemical compound CCCCCCO ZSIAUFGUXNUGDI-UHFFFAOYSA-N 0.000 description 2
- AOGQPLXWSUTHQB-UHFFFAOYSA-N hexyl acetate Chemical compound CCCCCCOC(C)=O AOGQPLXWSUTHQB-UHFFFAOYSA-N 0.000 description 2
- MLFHJEHSLIIPHL-UHFFFAOYSA-N isoamyl acetate Chemical compound CC(C)CCOC(C)=O MLFHJEHSLIIPHL-UHFFFAOYSA-N 0.000 description 2
- PQLMXFQTAMDXIZ-UHFFFAOYSA-N isoamyl butyrate Chemical compound CCCC(=O)OCCC(C)C PQLMXFQTAMDXIZ-UHFFFAOYSA-N 0.000 description 2
- CDOSHBSSFJOMGT-UHFFFAOYSA-N linalool Chemical compound CC(C)=CCCC(C)(O)C=C CDOSHBSSFJOMGT-UHFFFAOYSA-N 0.000 description 2
- UWKAYLJWKGQEPM-LBPRGKRZSA-N linalyl acetate Chemical compound CC(C)=CCC[C@](C)(C=C)OC(C)=O UWKAYLJWKGQEPM-LBPRGKRZSA-N 0.000 description 2
- NUJGJRNETVAIRJ-UHFFFAOYSA-N octanal Chemical compound CCCCCCCC=O NUJGJRNETVAIRJ-UHFFFAOYSA-N 0.000 description 2
- ZRSNZINYAWTAHE-UHFFFAOYSA-N p-methoxybenzaldehyde Chemical compound COC1=CC=C(C=O)C=C1 ZRSNZINYAWTAHE-UHFFFAOYSA-N 0.000 description 2
- CFNJLPHOBMVMNS-UHFFFAOYSA-N pentyl butyrate Chemical compound CCCCCOC(=O)CCC CFNJLPHOBMVMNS-UHFFFAOYSA-N 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- SATCULPHIDQDRE-UHFFFAOYSA-N piperonal Chemical compound O=CC1=CC=C2OCOC2=C1 SATCULPHIDQDRE-UHFFFAOYSA-N 0.000 description 2
- 235000013772 propylene glycol Nutrition 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 235000012239 silicon dioxide Nutrition 0.000 description 2
- 238000007613 slurry method Methods 0.000 description 2
- URAYPUMNDPQOKB-UHFFFAOYSA-N triacetin Chemical compound CC(=O)OCC(OC(C)=O)COC(C)=O URAYPUMNDPQOKB-UHFFFAOYSA-N 0.000 description 2
- CYIFVRUOHKNECG-UHFFFAOYSA-N tridecan-2-one Chemical compound CCCCCCCCCCCC(C)=O CYIFVRUOHKNECG-UHFFFAOYSA-N 0.000 description 2
- IIYFAKIEWZDVMP-UHFFFAOYSA-N tridecane Chemical compound CCCCCCCCCCCCC IIYFAKIEWZDVMP-UHFFFAOYSA-N 0.000 description 2
- IAEGWXHKWJGQAZ-UHFFFAOYSA-N trimethylpyrazine Chemical compound CC1=CN=C(C)C(C)=N1 IAEGWXHKWJGQAZ-UHFFFAOYSA-N 0.000 description 2
- WJUFSDZVCOTFON-UHFFFAOYSA-N veratraldehyde Chemical compound COC1=CC=C(C=O)C=C1OC WJUFSDZVCOTFON-UHFFFAOYSA-N 0.000 description 2
- PHXATPHONSXBIL-UHFFFAOYSA-N xi-gamma-Undecalactone Chemical compound CCCCCCCC1CCC(=O)O1 PHXATPHONSXBIL-UHFFFAOYSA-N 0.000 description 2
- NPNUFJAVOOONJE-ZIAGYGMSSA-N β-(E)-Caryophyllene Chemical compound C1CC(C)=CCCC(=C)[C@H]2CC(C)(C)[C@@H]21 NPNUFJAVOOONJE-ZIAGYGMSSA-N 0.000 description 2
- PSQYTAPXSHCGMF-BQYQJAHWSA-N β-ionone Chemical compound CC(=O)\C=C\C1=C(C)CCCC1(C)C PSQYTAPXSHCGMF-BQYQJAHWSA-N 0.000 description 2
- FQTLCLSUCSAZDY-UHFFFAOYSA-N (+) E(S) nerolidol Natural products CC(C)=CCCC(C)=CCCC(C)(O)C=C FQTLCLSUCSAZDY-UHFFFAOYSA-N 0.000 description 1
- SFEOKXHPFMOVRM-UHFFFAOYSA-N (+)-(S)-gamma-ionone Natural products CC(=O)C=CC1C(=C)CCCC1(C)C SFEOKXHPFMOVRM-UHFFFAOYSA-N 0.000 description 1
- NOOLISFMXDJSKH-UTLUCORTSA-N (+)-Neomenthol Chemical compound CC(C)[C@@H]1CC[C@@H](C)C[C@@H]1O NOOLISFMXDJSKH-UTLUCORTSA-N 0.000 description 1
- NFLGAXVYCFJBMK-RKDXNWHRSA-N (+)-isomenthone Natural products CC(C)[C@H]1CC[C@@H](C)CC1=O NFLGAXVYCFJBMK-RKDXNWHRSA-N 0.000 description 1
- XHXUANMFYXWVNG-ADEWGFFLSA-N (-)-Menthyl acetate Chemical compound CC(C)[C@@H]1CC[C@@H](C)C[C@H]1OC(C)=O XHXUANMFYXWVNG-ADEWGFFLSA-N 0.000 description 1
- 239000001562 (3E)-3-propylidene-2-benzofuran-1-one Substances 0.000 description 1
- 239000001490 (3R)-3,7-dimethylocta-1,6-dien-3-ol Substances 0.000 description 1
- NGSZDVVHIGAMOJ-YHYXMXQVSA-N (3z)-3-propylidene-2-benzofuran-1-one Chemical compound C1=CC=C2C(=C/CC)/OC(=O)C2=C1 NGSZDVVHIGAMOJ-YHYXMXQVSA-N 0.000 description 1
- KJPRLNWUNMBNBZ-QPJJXVBHSA-N (E)-cinnamaldehyde Chemical compound O=C\C=C\C1=CC=CC=C1 KJPRLNWUNMBNBZ-QPJJXVBHSA-N 0.000 description 1
- NQBWNECTZUOWID-UHFFFAOYSA-N (E)-cinnamyl (E)-cinnamate Natural products C=1C=CC=CC=1C=CC(=O)OCC=CC1=CC=CC=C1 NQBWNECTZUOWID-UHFFFAOYSA-N 0.000 description 1
- CDOSHBSSFJOMGT-JTQLQIEISA-N (R)-linalool Natural products CC(C)=CCC[C@@](C)(O)C=C CDOSHBSSFJOMGT-JTQLQIEISA-N 0.000 description 1
- WUOACPNHFRMFPN-SECBINFHSA-N (S)-(-)-alpha-terpineol Chemical compound CC1=CC[C@@H](C(C)(C)O)CC1 WUOACPNHFRMFPN-SECBINFHSA-N 0.000 description 1
- WBYWAXJHAXSJNI-VOTSOKGWSA-M .beta-Phenylacrylic acid Natural products [O-]C(=O)\C=C\C1=CC=CC=C1 WBYWAXJHAXSJNI-VOTSOKGWSA-M 0.000 description 1
- JLIDRDJNLAWIKT-UHFFFAOYSA-N 1,2-dimethyl-3h-benzo[e]indole Chemical compound C1=CC=CC2=C(C(=C(C)N3)C)C3=CC=C21 JLIDRDJNLAWIKT-UHFFFAOYSA-N 0.000 description 1
- WEEGYLXZBRQIMU-UHFFFAOYSA-N 1,8-cineole Natural products C1CC2CCC1(C)OC2(C)C WEEGYLXZBRQIMU-UHFFFAOYSA-N 0.000 description 1
- POIARNZEYGURDG-UHFFFAOYSA-N 1-(2,6,6-trimethylcyclohexa-1,3-dien-1-yl)but-2-en-1-one Chemical compound CC=CC(=O)C1=C(C)C=CCC1(C)C POIARNZEYGURDG-UHFFFAOYSA-N 0.000 description 1
- BGTBFNDXYDYBEY-UHFFFAOYSA-N 1-(2,6,6-trimethylcyclohexen-1-yl)but-2-en-1-one Chemical compound CC=CC(=O)C1=C(C)CCCC1(C)C BGTBFNDXYDYBEY-UHFFFAOYSA-N 0.000 description 1
- GYSCBCSGKXNZRH-UHFFFAOYSA-N 1-benzothiophene-2-carboxamide Chemical compound C1=CC=C2SC(C(=O)N)=CC2=C1 GYSCBCSGKXNZRH-UHFFFAOYSA-N 0.000 description 1
- HNAGHMKIPMKKBB-UHFFFAOYSA-N 1-benzylpyrrolidine-3-carboxamide Chemical compound C1C(C(=O)N)CCN1CC1=CC=CC=C1 HNAGHMKIPMKKBB-UHFFFAOYSA-N 0.000 description 1
- RJASFPFZACBKBE-UHFFFAOYSA-N 2-Methylpropyl phenylacetate Chemical compound CC(C)COC(=O)CC1=CC=CC=C1 RJASFPFZACBKBE-UHFFFAOYSA-N 0.000 description 1
- QGLVWTFUWVTDEQ-UHFFFAOYSA-N 2-chloro-3-methoxyphenol Chemical compound COC1=CC=CC(O)=C1Cl QGLVWTFUWVTDEQ-UHFFFAOYSA-N 0.000 description 1
- WHMWOHBXYIZFPF-UHFFFAOYSA-N 2-ethyl-3,(5 or 6)-dimethylpyrazine Chemical compound CCC1=NC(C)=CN=C1C WHMWOHBXYIZFPF-UHFFFAOYSA-N 0.000 description 1
- CFAKWWQIUFSQFU-UHFFFAOYSA-N 2-hydroxy-3-methylcyclopent-2-en-1-one Chemical compound CC1=C(O)C(=O)CC1 CFAKWWQIUFSQFU-UHFFFAOYSA-N 0.000 description 1
- WLJVXDMOQOGPHL-PPJXEINESA-N 2-phenylacetic acid Chemical compound O[14C](=O)CC1=CC=CC=C1 WLJVXDMOQOGPHL-PPJXEINESA-N 0.000 description 1
- MIDXCONKKJTLDX-UHFFFAOYSA-N 3,5-dimethylcyclopentane-1,2-dione Chemical compound CC1CC(C)C(=O)C1=O MIDXCONKKJTLDX-UHFFFAOYSA-N 0.000 description 1
- 239000001636 3-phenylprop-2-enyl 3-phenylprop-2-enoate Substances 0.000 description 1
- NTPLXRHDUXRPNE-UHFFFAOYSA-N 4-methoxyacetophenone Chemical compound COC1=CC=C(C(C)=O)C=C1 NTPLXRHDUXRPNE-UHFFFAOYSA-N 0.000 description 1
- KWLXRVJLWQUIMU-UHFFFAOYSA-N 6-phenylhexyl acetate Chemical compound CC(=O)OCCCCCCC1=CC=CC=C1 KWLXRVJLWQUIMU-UHFFFAOYSA-N 0.000 description 1
- 241000208140 Acer Species 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 244000205574 Acorus calamus Species 0.000 description 1
- 241000906543 Actaea racemosa Species 0.000 description 1
- 244000247812 Amorphophallus rivieri Species 0.000 description 1
- 235000001206 Amorphophallus rivieri Nutrition 0.000 description 1
- 240000000662 Anethum graveolens Species 0.000 description 1
- 235000007258 Anthriscus cerefolium Nutrition 0.000 description 1
- 240000002022 Anthriscus cerefolium Species 0.000 description 1
- 241000205585 Aquilegia canadensis Species 0.000 description 1
- 239000009405 Ashwagandha Substances 0.000 description 1
- 240000006914 Aspalathus linearis Species 0.000 description 1
- 240000002999 Bacopa monnieri Species 0.000 description 1
- 235000015418 Bacopa monnieria Nutrition 0.000 description 1
- 235000011996 Calamus deerratus Nutrition 0.000 description 1
- 235000005881 Calendula officinalis Nutrition 0.000 description 1
- 235000002567 Capsicum annuum Nutrition 0.000 description 1
- 235000002283 Capsicum annuum var aviculare Nutrition 0.000 description 1
- 235000013303 Capsicum annuum var. frutescens Nutrition 0.000 description 1
- 235000002284 Capsicum baccatum var baccatum Nutrition 0.000 description 1
- 239000005973 Carvone Substances 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 235000004032 Centella asiatica Nutrition 0.000 description 1
- 244000146462 Centella asiatica Species 0.000 description 1
- 235000013912 Ceratonia siliqua Nutrition 0.000 description 1
- 240000008886 Ceratonia siliqua Species 0.000 description 1
- 240000003538 Chamaemelum nobile Species 0.000 description 1
- 235000007866 Chamaemelum nobile Nutrition 0.000 description 1
- 235000008495 Chrysanthemum leucanthemum Nutrition 0.000 description 1
- 235000000604 Chrysanthemum parthenium Nutrition 0.000 description 1
- WBYWAXJHAXSJNI-SREVYHEPSA-N Cinnamic acid Chemical compound OC(=O)\C=C/C1=CC=CC=C1 WBYWAXJHAXSJNI-SREVYHEPSA-N 0.000 description 1
- 244000037364 Cinnamomum aromaticum Species 0.000 description 1
- 235000014489 Cinnamomum aromaticum Nutrition 0.000 description 1
- 244000223760 Cinnamomum zeylanicum Species 0.000 description 1
- NQBWNECTZUOWID-MZXMXVKLSA-N Cinnamyl cinnamate Chemical compound C=1C=CC=CC=1/C=C/C(=O)OC\C=C\C1=CC=CC=C1 NQBWNECTZUOWID-MZXMXVKLSA-N 0.000 description 1
- 235000005979 Citrus limon Nutrition 0.000 description 1
- 244000131522 Citrus pyriformis Species 0.000 description 1
- 240000007154 Coffea arabica Species 0.000 description 1
- 244000228088 Cola acuminata Species 0.000 description 1
- 235000010205 Cola acuminata Nutrition 0.000 description 1
- 235000003392 Curcuma domestica Nutrition 0.000 description 1
- 244000008991 Curcuma longa Species 0.000 description 1
- FKUPPRZPSYCDRS-UHFFFAOYSA-N Cyclopentadecanolide Chemical compound O=C1CCCCCCCCCCCCCCO1 FKUPPRZPSYCDRS-UHFFFAOYSA-N 0.000 description 1
- 235000004000 Cyclopia intermedia Nutrition 0.000 description 1
- 244000110556 Cyclopia subternata Species 0.000 description 1
- NOOLISFMXDJSKH-UHFFFAOYSA-N DL-menthol Natural products CC(C)C1CCC(C)CC1O NOOLISFMXDJSKH-UHFFFAOYSA-N 0.000 description 1
- GHVNFZFCNZKVNT-UHFFFAOYSA-N Decanoic acid Natural products CCCCCCCCCC(O)=O GHVNFZFCNZKVNT-UHFFFAOYSA-N 0.000 description 1
- 244000133098 Echinacea angustifolia Species 0.000 description 1
- LVGKNOAMLMIIKO-UHFFFAOYSA-N Elaidinsaeure-aethylester Natural products CCCCCCCCC=CCCCCCCCC(=O)OCC LVGKNOAMLMIIKO-UHFFFAOYSA-N 0.000 description 1
- 240000002943 Elettaria cardamomum Species 0.000 description 1
- 241000207934 Eriodictyon Species 0.000 description 1
- 235000002683 Eriodictyon californicum Nutrition 0.000 description 1
- GMEONFUTDYJSNV-UHFFFAOYSA-N Ethyl levulinate Chemical compound CCOC(=O)CCC(C)=O GMEONFUTDYJSNV-UHFFFAOYSA-N 0.000 description 1
- YIKYNHJUKRTCJL-UHFFFAOYSA-N Ethyl maltol Chemical compound CCC=1OC=CC(=O)C=1O YIKYNHJUKRTCJL-UHFFFAOYSA-N 0.000 description 1
- ICMAFTSLXCXHRK-UHFFFAOYSA-N Ethyl pentanoate Chemical compound CCCCC(=O)OCC ICMAFTSLXCXHRK-UHFFFAOYSA-N 0.000 description 1
- SWESETWDPGZBCR-UHFFFAOYSA-N Ethylvanillin glucoside Chemical compound CCOC1=CC(C=O)=CC=C1OC1C(O)C(O)C(O)C(CO)O1 SWESETWDPGZBCR-UHFFFAOYSA-N 0.000 description 1
- WEEGYLXZBRQIMU-WAAGHKOSSA-N Eucalyptol Chemical compound C1C[C@H]2CC[C@]1(C)OC2(C)C WEEGYLXZBRQIMU-WAAGHKOSSA-N 0.000 description 1
- 240000001238 Gaultheria procumbens Species 0.000 description 1
- 235000007297 Gaultheria procumbens Nutrition 0.000 description 1
- 241001071795 Gentiana Species 0.000 description 1
- 239000005792 Geraniol Substances 0.000 description 1
- GLZPCOQZEFWAFX-YFHOEESVSA-N Geraniol Natural products CC(C)=CCC\C(C)=C/CO GLZPCOQZEFWAFX-YFHOEESVSA-N 0.000 description 1
- 240000004670 Glycyrrhiza echinata Species 0.000 description 1
- 235000001453 Glycyrrhiza echinata Nutrition 0.000 description 1
- 235000006200 Glycyrrhiza glabra Nutrition 0.000 description 1
- 235000017382 Glycyrrhiza lepidota Nutrition 0.000 description 1
- 244000299452 Gouania lupuloides Species 0.000 description 1
- 235000000292 Gouania lupuloides Nutrition 0.000 description 1
- 235000008418 Hedeoma Nutrition 0.000 description 1
- 241000735432 Hydrastis canadensis Species 0.000 description 1
- 235000017309 Hypericum perforatum Nutrition 0.000 description 1
- 244000141009 Hypericum perforatum Species 0.000 description 1
- 235000003368 Ilex paraguariensis Nutrition 0.000 description 1
- 244000188472 Ilex paraguariensis Species 0.000 description 1
- 235000015164 Iris germanica var. florentina Nutrition 0.000 description 1
- 235000010254 Jasminum officinale Nutrition 0.000 description 1
- 240000005385 Jasminum sambac Species 0.000 description 1
- 229920002752 Konjac Polymers 0.000 description 1
- 241000207923 Lamiaceae Species 0.000 description 1
- 235000013628 Lantana involucrata Nutrition 0.000 description 1
- 240000005183 Lantana involucrata Species 0.000 description 1
- 244000165082 Lavanda vera Species 0.000 description 1
- 235000010663 Lavandula angustifolia Nutrition 0.000 description 1
- 235000015511 Liquidambar orientalis Nutrition 0.000 description 1
- 235000007688 Lycopersicon esculentum Nutrition 0.000 description 1
- HYMLWHLQFGRFIY-UHFFFAOYSA-N Maltol Natural products CC1OC=CC(=O)C1=O HYMLWHLQFGRFIY-UHFFFAOYSA-N 0.000 description 1
- 235000007232 Matricaria chamomilla Nutrition 0.000 description 1
- 240000004658 Medicago sativa Species 0.000 description 1
- 235000017587 Medicago sativa ssp. sativa Nutrition 0.000 description 1
- 235000006679 Mentha X verticillata Nutrition 0.000 description 1
- 235000014749 Mentha crispa Nutrition 0.000 description 1
- 244000078639 Mentha spicata Species 0.000 description 1
- 235000002899 Mentha suaveolens Nutrition 0.000 description 1
- 235000004357 Mentha x piperita Nutrition 0.000 description 1
- 235000001636 Mentha x rotundifolia Nutrition 0.000 description 1
- NFLGAXVYCFJBMK-UHFFFAOYSA-N Menthone Chemical compound CC(C)C1CCC(C)CC1=O NFLGAXVYCFJBMK-UHFFFAOYSA-N 0.000 description 1
- 235000005135 Micromeria juliana Nutrition 0.000 description 1
- 235000006677 Monarda citriodora ssp. austromontana Nutrition 0.000 description 1
- AMQJEAYHLZJPGS-UHFFFAOYSA-N N-Pentanol Chemical compound CCCCCO AMQJEAYHLZJPGS-UHFFFAOYSA-N 0.000 description 1
- 235000010679 Nepeta cataria Nutrition 0.000 description 1
- 240000009215 Nepeta cataria Species 0.000 description 1
- GLZPCOQZEFWAFX-JXMROGBWSA-N Nerol Natural products CC(C)=CCC\C(C)=C\CO GLZPCOQZEFWAFX-JXMROGBWSA-N 0.000 description 1
- FQTLCLSUCSAZDY-ATGUSINASA-N Nerolidol Chemical compound CC(C)=CCC\C(C)=C\CC[C@](C)(O)C=C FQTLCLSUCSAZDY-ATGUSINASA-N 0.000 description 1
- 241000208134 Nicotiana rustica Species 0.000 description 1
- 244000061176 Nicotiana tabacum Species 0.000 description 1
- 235000019502 Orange oil Nutrition 0.000 description 1
- 235000011203 Origanum Nutrition 0.000 description 1
- 240000000783 Origanum majorana Species 0.000 description 1
- 235000021314 Palmitic acid Nutrition 0.000 description 1
- 240000004371 Panax ginseng Species 0.000 description 1
- 235000005035 Panax pseudoginseng ssp. pseudoginseng Nutrition 0.000 description 1
- 235000003140 Panax quinquefolius Nutrition 0.000 description 1
- MIYFJEKZLFWKLZ-UHFFFAOYSA-N Phenylmethyl benzeneacetate Chemical compound C=1C=CC=CC=1COC(=O)CC1=CC=CC=C1 MIYFJEKZLFWKLZ-UHFFFAOYSA-N 0.000 description 1
- 235000009230 Physalis pubescens Nutrition 0.000 description 1
- 235000002491 Physalis viscosa Nutrition 0.000 description 1
- 240000001558 Physalis viscosa Species 0.000 description 1
- 235000006990 Pimenta dioica Nutrition 0.000 description 1
- 240000008474 Pimenta dioica Species 0.000 description 1
- 235000008184 Piper nigrum Nutrition 0.000 description 1
- 244000203593 Piper nigrum Species 0.000 description 1
- 241000508269 Psidium Species 0.000 description 1
- 241000220317 Rosa Species 0.000 description 1
- 244000178231 Rosmarinus officinalis Species 0.000 description 1
- 235000015422 Rumex crispus ssp. crispus Nutrition 0.000 description 1
- 235000015426 Rumex crispus ssp. fauriei Nutrition 0.000 description 1
- 244000207667 Rumex vesicarius Species 0.000 description 1
- 235000007315 Satureja hortensis Nutrition 0.000 description 1
- 240000002114 Satureja hortensis Species 0.000 description 1
- 241001247145 Sebastes goodei Species 0.000 description 1
- 240000003768 Solanum lycopersicum Species 0.000 description 1
- 239000004870 Styrax Substances 0.000 description 1
- 235000008411 Sumatra benzointree Nutrition 0.000 description 1
- 235000016639 Syzygium aromaticum Nutrition 0.000 description 1
- 244000223014 Syzygium aromaticum Species 0.000 description 1
- 240000000785 Tagetes erecta Species 0.000 description 1
- 240000004460 Tanacetum coccineum Species 0.000 description 1
- 235000007303 Thymus vulgaris Nutrition 0.000 description 1
- 240000002657 Thymus vulgaris Species 0.000 description 1
- DOOTYTYQINUNNV-UHFFFAOYSA-N Triethyl citrate Chemical compound CCOC(=O)CC(O)(C(=O)OCC)CC(=O)OCC DOOTYTYQINUNNV-UHFFFAOYSA-N 0.000 description 1
- 235000015724 Trifolium pratense Nutrition 0.000 description 1
- 235000013832 Valeriana officinalis Nutrition 0.000 description 1
- 244000126014 Valeriana officinalis Species 0.000 description 1
- 235000009499 Vanilla fragrans Nutrition 0.000 description 1
- 244000263375 Vanilla tahitensis Species 0.000 description 1
- 235000012036 Vanilla tahitensis Nutrition 0.000 description 1
- 235000014787 Vitis vinifera Nutrition 0.000 description 1
- 240000006365 Vitis vinifera Species 0.000 description 1
- 235000001978 Withania somnifera Nutrition 0.000 description 1
- 240000004482 Withania somnifera Species 0.000 description 1
- 235000006886 Zingiber officinale Nutrition 0.000 description 1
- 244000273928 Zingiber officinale Species 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000001887 acacia decurrens willd. var. dealbata absolute Substances 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- OENHQHLEOONYIE-UKMVMLAPSA-N all-trans beta-carotene Natural products CC=1CCCC(C)(C)C=1/C=C/C(/C)=C/C=C/C(/C)=C/C=C/C=C(C)C=CC=C(C)C=CC1=C(C)CCCC1(C)C OENHQHLEOONYIE-UKMVMLAPSA-N 0.000 description 1
- OOCCDEMITAIZTP-UHFFFAOYSA-N allylic benzylic alcohol Natural products OCC=CC1=CC=CC=C1 OOCCDEMITAIZTP-UHFFFAOYSA-N 0.000 description 1
- OVKDFILSBMEKLT-UHFFFAOYSA-N alpha-Terpineol Natural products CC(=C)C1(O)CCC(C)=CC1 OVKDFILSBMEKLT-UHFFFAOYSA-N 0.000 description 1
- OBETXYAYXDNJHR-UHFFFAOYSA-N alpha-ethylcaproic acid Natural products CCCCC(CC)C(O)=O OBETXYAYXDNJHR-UHFFFAOYSA-N 0.000 description 1
- 229940088601 alpha-terpineol Drugs 0.000 description 1
- 239000001416 apis mellifera l. absolute Substances 0.000 description 1
- 239000001387 apium graveolens Substances 0.000 description 1
- 235000015197 apple juice Nutrition 0.000 description 1
- 239000001889 artemisia pallens wall. flower oil Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- DULCUDSUACXJJC-UHFFFAOYSA-N benzeneacetic acid ethyl ester Natural products CCOC(=O)CC1=CC=CC=C1 DULCUDSUACXJJC-UHFFFAOYSA-N 0.000 description 1
- 229960002130 benzoin Drugs 0.000 description 1
- 229960002903 benzyl benzoate Drugs 0.000 description 1
- GONOPSZTUGRENK-UHFFFAOYSA-N benzyl(trichloro)silane Chemical compound Cl[Si](Cl)(Cl)CC1=CC=CC=C1 GONOPSZTUGRENK-UHFFFAOYSA-N 0.000 description 1
- BGLUXFNVVSVEET-UHFFFAOYSA-N beta-angelica lactone Chemical compound CC1OC(=O)C=C1 BGLUXFNVVSVEET-UHFFFAOYSA-N 0.000 description 1
- NPNUFJAVOOONJE-UHFFFAOYSA-N beta-cariophyllene Natural products C1CC(C)=CCCC(=C)C2CC(C)(C)C21 NPNUFJAVOOONJE-UHFFFAOYSA-N 0.000 description 1
- 235000013734 beta-carotene Nutrition 0.000 description 1
- 239000011648 beta-carotene Substances 0.000 description 1
- TUPZEYHYWIEDIH-WAIFQNFQSA-N beta-carotene Natural products CC(=C/C=C/C=C(C)/C=C/C=C(C)/C=C/C1=C(C)CCCC1(C)C)C=CC=C(/C)C=CC2=CCCCC2(C)C TUPZEYHYWIEDIH-WAIFQNFQSA-N 0.000 description 1
- 229960002747 betacarotene Drugs 0.000 description 1
- 235000013614 black pepper Nutrition 0.000 description 1
- 235000020279 black tea Nutrition 0.000 description 1
- 235000019437 butane-1,3-diol Nutrition 0.000 description 1
- OBNCKNCVKJNDBV-UHFFFAOYSA-N butanoic acid ethyl ester Natural products CCCC(=O)OCC OBNCKNCVKJNDBV-UHFFFAOYSA-N 0.000 description 1
- 235000013736 caramel Nutrition 0.000 description 1
- 235000005300 cardamomo Nutrition 0.000 description 1
- 235000015190 carrot juice Nutrition 0.000 description 1
- NPNUFJAVOOONJE-UONOGXRCSA-N caryophyllene Natural products C1CC(C)=CCCC(=C)[C@@H]2CC(C)(C)[C@@H]21 NPNUFJAVOOONJE-UONOGXRCSA-N 0.000 description 1
- 239000010627 cedar oil Substances 0.000 description 1
- 239000010628 chamomile oil Substances 0.000 description 1
- 235000019480 chamomile oil Nutrition 0.000 description 1
- 235000019504 cigarettes Nutrition 0.000 description 1
- 235000005301 cimicifuga racemosa Nutrition 0.000 description 1
- 229960005233 cineole Drugs 0.000 description 1
- 229930016911 cinnamic acid Natural products 0.000 description 1
- 235000013985 cinnamic acid Nutrition 0.000 description 1
- KJPRLNWUNMBNBZ-UHFFFAOYSA-N cinnamic aldehyde Natural products O=CC=CC1=CC=CC=C1 KJPRLNWUNMBNBZ-UHFFFAOYSA-N 0.000 description 1
- 229940117916 cinnamic aldehyde Drugs 0.000 description 1
- 235000017803 cinnamon Nutrition 0.000 description 1
- 239000001507 cistus ladaniferus l. oil Substances 0.000 description 1
- 239000010632 citronella oil Substances 0.000 description 1
- QMVPMAAFGQKVCJ-UHFFFAOYSA-N citronellol Chemical compound OCCC(C)CCC=C(C)C QMVPMAAFGQKVCJ-UHFFFAOYSA-N 0.000 description 1
- 235000016213 coffee Nutrition 0.000 description 1
- 235000013353 coffee beverage Nutrition 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000010636 coriander oil Substances 0.000 description 1
- 235000003373 curcuma longa Nutrition 0.000 description 1
- FYTRVXSHONWYNE-UHFFFAOYSA-N delta-octanolide Chemical compound CCCC1CCCC(=O)O1 FYTRVXSHONWYNE-UHFFFAOYSA-N 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 239000003989 dielectric material Substances 0.000 description 1
- 235000014134 echinacea Nutrition 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- ZDKZHVNKFOXMND-UHFFFAOYSA-N epinepetalactone Chemical compound O=C1OC=C(C)C2C1C(C)CC2 ZDKZHVNKFOXMND-UHFFFAOYSA-N 0.000 description 1
- 239000001813 ethyl (2R)-2-methylbutanoate Substances 0.000 description 1
- 229940090910 ethyl 2-methylbutyrate Drugs 0.000 description 1
- 229940116333 ethyl lactate Drugs 0.000 description 1
- 229940093503 ethyl maltol Drugs 0.000 description 1
- LVGKNOAMLMIIKO-QXMHVHEDSA-N ethyl oleate Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)OCC LVGKNOAMLMIIKO-QXMHVHEDSA-N 0.000 description 1
- 229940093471 ethyl oleate Drugs 0.000 description 1
- 229940067592 ethyl palmitate Drugs 0.000 description 1
- 229940073505 ethyl vanillin Drugs 0.000 description 1
- 235000008384 feverfew Nutrition 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003205 fragrance Substances 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- IFYYFLINQYPWGJ-VIFPVBQESA-N gamma-Decalactone Natural products CCCCCC[C@H]1CCC(=O)O1 IFYYFLINQYPWGJ-VIFPVBQESA-N 0.000 description 1
- OALYTRUKMRCXNH-QMMMGPOBSA-N gamma-Nonalactone Natural products CCCCC[C@H]1CCC(=O)O1 OALYTRUKMRCXNH-QMMMGPOBSA-N 0.000 description 1
- PHXATPHONSXBIL-JTQLQIEISA-N gamma-Undecalactone Natural products CCCCCCC[C@H]1CCC(=O)O1 PHXATPHONSXBIL-JTQLQIEISA-N 0.000 description 1
- JBFHTYHTHYHCDJ-UHFFFAOYSA-N gamma-caprolactone Chemical compound CCC1CCC(=O)O1 JBFHTYHTHYHCDJ-UHFFFAOYSA-N 0.000 description 1
- 229940020436 gamma-undecalactone Drugs 0.000 description 1
- HIGQPQRQIQDZMP-UHFFFAOYSA-N geranil acetate Natural products CC(C)=CCCC(C)=CCOC(C)=O HIGQPQRQIQDZMP-UHFFFAOYSA-N 0.000 description 1
- 229940113087 geraniol Drugs 0.000 description 1
- HIGQPQRQIQDZMP-DHZHZOJOSA-N geranyl acetate Chemical compound CC(C)=CCC\C(C)=C\COC(C)=O HIGQPQRQIQDZMP-DHZHZOJOSA-N 0.000 description 1
- 235000008397 ginger Nutrition 0.000 description 1
- 235000008434 ginseng Nutrition 0.000 description 1
- 239000001087 glyceryl triacetate Substances 0.000 description 1
- 235000013773 glyceryl triacetate Nutrition 0.000 description 1
- 235000005679 goldenseal Nutrition 0.000 description 1
- 235000019674 grape juice Nutrition 0.000 description 1
- 235000009569 green tea Nutrition 0.000 description 1
- 229960001867 guaiacol Drugs 0.000 description 1
- 235000019382 gum benzoic Nutrition 0.000 description 1
- UFLHIIWVXFIJGU-UHFFFAOYSA-N hex-3-en-1-ol Natural products CCC=CCCO UFLHIIWVXFIJGU-UHFFFAOYSA-N 0.000 description 1
- 235000012907 honey Nutrition 0.000 description 1
- 235000020340 honeybush tea Nutrition 0.000 description 1
- 235000001050 hortel pimenta Nutrition 0.000 description 1
- 238000001802 infusion Methods 0.000 description 1
- 244000023249 iris florentino Species 0.000 description 1
- GJRQTCIYDGXPES-UHFFFAOYSA-N iso-butyl acetate Natural products CC(C)COC(C)=O GJRQTCIYDGXPES-UHFFFAOYSA-N 0.000 description 1
- 229940117955 isoamyl acetate Drugs 0.000 description 1
- 229940094941 isoamyl butyrate Drugs 0.000 description 1
- FGKJLKRYENPLQH-UHFFFAOYSA-M isocaproate Chemical compound CC(C)CCC([O-])=O FGKJLKRYENPLQH-UHFFFAOYSA-M 0.000 description 1
- OQAGVSWESNCJJT-UHFFFAOYSA-N isovaleric acid methyl ester Natural products COC(=O)CC(C)C OQAGVSWESNCJJT-UHFFFAOYSA-N 0.000 description 1
- 239000000252 konjac Substances 0.000 description 1
- 235000010485 konjac Nutrition 0.000 description 1
- 239000001102 lavandula vera Substances 0.000 description 1
- 235000018219 lavender Nutrition 0.000 description 1
- 239000001475 levisticum officinale koch root oil Substances 0.000 description 1
- 229940010454 licorice Drugs 0.000 description 1
- 229940069445 licorice extract Drugs 0.000 description 1
- 229930007744 linalool Natural products 0.000 description 1
- UWKAYLJWKGQEPM-UHFFFAOYSA-N linalool acetate Natural products CC(C)=CCCC(C)(C=C)OC(C)=O UWKAYLJWKGQEPM-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229940043353 maltol Drugs 0.000 description 1
- 239000001525 mentha piperita l. herb oil Substances 0.000 description 1
- 239000001683 mentha spicata herb oil Substances 0.000 description 1
- 229940041616 menthol Drugs 0.000 description 1
- 229930007503 menthone Natural products 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- WBYWAXJHAXSJNI-UHFFFAOYSA-N methyl p-hydroxycinnamate Natural products OC(=O)C=CC1=CC=CC=C1 WBYWAXJHAXSJNI-UHFFFAOYSA-N 0.000 description 1
- 229960001047 methyl salicylate Drugs 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000001627 myristica fragrans houtt. fruit oil Substances 0.000 description 1
- 239000001186 myroxylon pereirae klotzsch oil Substances 0.000 description 1
- WQEPLUUGTLDZJY-UHFFFAOYSA-N n-Pentadecanoic acid Natural products CCCCCCCCCCCCCCC(O)=O WQEPLUUGTLDZJY-UHFFFAOYSA-N 0.000 description 1
- YKYONYBAUNKHLG-UHFFFAOYSA-N n-Propyl acetate Natural products CCCOC(C)=O YKYONYBAUNKHLG-UHFFFAOYSA-N 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N n-hexanoic acid Natural products CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 229930014626 natural product Natural products 0.000 description 1
- WASNIKZYIWZQIP-AWEZNQCLSA-N nerolidol Natural products CC(=CCCC(=CCC[C@@H](O)C=C)C)C WASNIKZYIWZQIP-AWEZNQCLSA-N 0.000 description 1
- LOKPJYNMYCVCRM-UHFFFAOYSA-N omega-pentadecalactone Natural products O=C1CCCCCCCCCCCCCCCO1 LOKPJYNMYCVCRM-UHFFFAOYSA-N 0.000 description 1
- 235000020333 oolong tea Nutrition 0.000 description 1
- 239000010502 orange oil Substances 0.000 description 1
- QNGNSVIICDLXHT-UHFFFAOYSA-N para-ethylbenzaldehyde Natural products CCC1=CC=C(C=O)C=C1 QNGNSVIICDLXHT-UHFFFAOYSA-N 0.000 description 1
- 235000019477 peppermint oil Nutrition 0.000 description 1
- WVDDGKGOMKODPV-ZQBYOMGUSA-N phenyl(114C)methanol Chemical compound O[14CH2]C1=CC=CC=C1 WVDDGKGOMKODPV-ZQBYOMGUSA-N 0.000 description 1
- 229940081310 piperonal Drugs 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 229940090181 propyl acetate Drugs 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
- 229940107700 pyruvic acid Drugs 0.000 description 1
- NJGBTKGETPDVIK-UHFFFAOYSA-N raspberry ketone Chemical compound CC(=O)CCC1=CC=C(O)C=C1 NJGBTKGETPDVIK-UHFFFAOYSA-N 0.000 description 1
- 235000013526 red clover Nutrition 0.000 description 1
- 239000010666 rose oil Substances 0.000 description 1
- 235000019719 rose oil Nutrition 0.000 description 1
- 235000013533 rum Nutrition 0.000 description 1
- 235000002020 sage Nutrition 0.000 description 1
- 229940112950 sage extract Drugs 0.000 description 1
- 239000010670 sage oil Substances 0.000 description 1
- 239000010671 sandalwood oil Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- VQTLGLGPQXZERV-UHFFFAOYSA-M sodium;4-hydroxyundecanoate Chemical compound [Na+].CCCCCCCC(O)CCC([O-])=O VQTLGLGPQXZERV-UHFFFAOYSA-M 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- UNYNVICDCJHOPO-UHFFFAOYSA-N sotolone Chemical compound CC1OC(=O)C(O)=C1C UNYNVICDCJHOPO-UHFFFAOYSA-N 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 235000019721 spearmint oil Nutrition 0.000 description 1
- 239000010676 star anise oil Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000006188 syrup Substances 0.000 description 1
- 235000020357 syrup Nutrition 0.000 description 1
- 235000013616 tea Nutrition 0.000 description 1
- PINIEAOMWQJGBW-FYZOBXCZSA-N tenofovir hydrate Chemical compound O.N1=CN=C2N(C[C@@H](C)OCP(O)(O)=O)C=NC2=C1N PINIEAOMWQJGBW-FYZOBXCZSA-N 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- TUNFSRHWOTWDNC-HKGQFRNVSA-N tetradecanoic acid Chemical compound CCCCCCCCCCCCC[14C](O)=O TUNFSRHWOTWDNC-HKGQFRNVSA-N 0.000 description 1
- 239000010678 thyme oil Substances 0.000 description 1
- 239000001585 thymus vulgaris Substances 0.000 description 1
- 229940098465 tincture Drugs 0.000 description 1
- RUVINXPYWBROJD-ONEGZZNKSA-N trans-anethole Chemical compound COC1=CC=C(\C=C\C)C=C1 RUVINXPYWBROJD-ONEGZZNKSA-N 0.000 description 1
- 229960002622 triacetin Drugs 0.000 description 1
- 239000001069 triethyl citrate Substances 0.000 description 1
- VMYFZRTXGLUXMZ-UHFFFAOYSA-N triethyl citrate Natural products CCOC(=O)C(O)(C(=O)OCC)C(=O)OCC VMYFZRTXGLUXMZ-UHFFFAOYSA-N 0.000 description 1
- 235000013769 triethyl citrate Nutrition 0.000 description 1
- 239000001917 trigonella foenum graecum l. absolute Substances 0.000 description 1
- 235000013976 turmeric Nutrition 0.000 description 1
- 235000016788 valerian Nutrition 0.000 description 1
- NQPDZGIKBAWPEJ-UHFFFAOYSA-N valeric acid Chemical compound CCCCC(O)=O NQPDZGIKBAWPEJ-UHFFFAOYSA-N 0.000 description 1
- FGQOOHJZONJGDT-UHFFFAOYSA-N vanillin Natural products COC1=CC(O)=CC(C=O)=C1 FGQOOHJZONJGDT-UHFFFAOYSA-N 0.000 description 1
- MWOOGOJBHIARFG-UHFFFAOYSA-N vanillin Chemical compound COC1=CC(C=O)=CC=C1O MWOOGOJBHIARFG-UHFFFAOYSA-N 0.000 description 1
- 235000012141 vanillin Nutrition 0.000 description 1
- 235000015112 vegetable and seed oil Nutrition 0.000 description 1
- 210000003462 vein Anatomy 0.000 description 1
- 239000001846 viola odorata l. leaf absolute Substances 0.000 description 1
- KPQMCAKZRXOZLB-AATRIKPKSA-N vomifoliol Chemical compound CC(O)\C=C\C1(O)C(C)=CC(=O)CC1(C)C KPQMCAKZRXOZLB-AATRIKPKSA-N 0.000 description 1
- DBRXOUCRJQVYJQ-CKNDUULBSA-N withaferin A Chemical compound C([C@@H]1[C@H]([C@@H]2[C@]3(CC[C@@H]4[C@@]5(C)C(=O)C=C[C@H](O)[C@@]65O[C@@H]6C[C@H]4[C@@H]3CC2)C)C)C(C)=C(CO)C(=O)O1 DBRXOUCRJQVYJQ-CKNDUULBSA-N 0.000 description 1
- OENHQHLEOONYIE-JLTXGRSLSA-N β-Carotene Chemical compound CC=1CCCC(C)(C)C=1\C=C\C(\C)=C\C=C\C(\C)=C\C=C\C=C(/C)\C=C\C=C(/C)\C=C\C1=C(C)CCCC1(C)C OENHQHLEOONYIE-JLTXGRSLSA-N 0.000 description 1
Images












Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/20—Devices using solid inhalable precursors
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
- A24F40/46—Shape or structure of electric heating means
Definitions
- the present disclosure relates to methods for producing flavor sticks, non-combustion heating flavor inhalation products, and flavor rods.
- flavor sticks are known that are used in non-combustion flavor inhalers for inhaling flavors derived from a flavor source without combustion.
- One form of flavor stick is known, which includes a flavor rod formed by filling the inside of a cigarette paper with a filler material containing a flavor source (e.g., tobacco material) and an aerosol-generating base material (glycerin, propylene glycol, etc.), and a mouthpiece portion disposed behind the flavor rod (see, for example, Patent Document 1).
- a flavor source e.g., tobacco material
- an aerosol-generating base material glycerin, propylene glycol, etc.
- This type of flavor stick is used with a flavor inhalation device when inhaling.
- the flavor rod of the flavor stick is inserted into the heating chamber of the flavor inhalation device, and the flavor source of the flavor rod is heated without combustion by a non-combustion flavor inhaler.
- This non-combustion heating causes an aerosol containing flavor components to be released from the flavor source, and the aerosol is inhaled by the user through the subsequent mouthpiece portion.
- a known heating method for a flavor inhalation device is a microwave heating method in which microwaves are radiated to a flavor rod inserted into a heating chamber to heat the flavor source of the flavor rod.
- the object of the present disclosure is to provide a flavor stick that is inhaled using a flavor inhalation device that uses a microwave heating method, and that includes a new flavor rod having multiple flavor sources.
- the flavor stick according to the present disclosure for solving the above problems is a flavor stick including a flavor rod that is inserted into a heating chamber of a flavor inhalation device and heated by microwaves radiated from an antenna of the flavor inhalation device,
- the flavor rod comprises an outer wrapping paper and a plurality of flavor molded bodies arranged in the inner region of the outer wrapping paper and molded into a predetermined shape, each of the plurality of flavor molded bodies being positioned and held on the inner surface of the outer wrapping paper, and an antenna insertion hole for inserting the antenna from the front end side of the flavor rod is formed along the axial direction in the central part of the cross section of the flavor rod.
- the flavor molded body may extend along the axial direction of the flavor rod.
- each of the plurality of flavor molded bodies may be adhered to the inner surface of the outer wrapping paper.
- the flavor rod may further include a partition paper that is arranged inside the outer wrapping paper and divides the cross section of the flavor rod into a flavor storage area for accommodating the multiple flavor molded bodies and the antenna insertion hole, and the flavor storage area may be formed between the outer wrapping paper and the partition paper.
- the partition paper divides the cross section of the flavor rod so that a plurality of flavor storage areas separated from each other are formed between the outer wrapping paper and the partition paper, and one or more of the flavor molded bodies may be contained in each of the plurality of flavor storage areas.
- the partition paper may be partially adhered to the inner surface of the outer wrapping paper, thereby partitioning the plurality of flavor containing regions from one another.
- the flavor shaped bodies may be individually accommodated in the flavor accommodation region.
- a non-burning flavor inhalation product includes: A flavor stick according to any one of aspects 1 to 7, A flavor inhalation device having a heating chamber into which the flavor rod can be inserted, and an antenna that is inserted into the antenna insertion hole when the flavor rod is inserted into the heating chamber; Equipped with.
- a method for producing a flavor rod according to one embodiment of the present disclosure includes the steps of: A method for producing the flavor rod according to the above aspect 1 by a winding machine, comprising: a winding step of placing a plurality of long flavor molding raw material sheets in parallel on an upper surface of a long outer wrapping paper raw material sheet, and transporting the flavor molding raw material sheets along a transport path of a winding machine while each of the flavor molding raw material sheets is positioned on the upper surface of the outer wrapping paper raw material sheet, thereby winding up the outer wrapping paper raw material sheet into a cylindrical shape to form a long flavor rod; A cutting step of cutting the long flavor rod to a predetermined length; Equipped with.
- each of the flavor molded body raw material sheets may be adhered to an upper surface of the outer wrapping paper raw material sheet.
- a long partition paper raw material sheet may be placed to cover the flavor molding raw material sheet placed on the upper surface of the outer wrapping paper raw material sheet, and the partition paper raw material sheet may be partially adhered to the upper surface of the outer wrapping paper raw material sheet, thereby positioning each of the flavor molding raw material sheets on the upper surface of the outer wrapping paper raw material sheet.
- a flavor stick that is inhaled using a flavor inhalation device that uses a microwave heating method, and that includes a new flavor rod having multiple flavor sources.
- FIG. 1 is a schematic diagram of a flavor inhalation device for heating a flavor stick without combustion according to a first embodiment.
- FIG. 2 is a diagram showing a schematic structure of a flavor stick according to embodiment 1.
- FIG. 3 is a view taken along the arrow A in FIG.
- FIG. 4 is a perspective view of a support portion according to the first embodiment.
- FIG. 5 is a diagram illustrating a manufacturing procedure of the flavor rod according to the first embodiment.
- FIG. 6 is a diagram illustrating a manufacturing procedure of the flavor rod according to the first embodiment.
- FIG. 7 is a diagram illustrating a method for folding the flavor molded body raw material.
- FIG. 1 is a schematic diagram of a flavor inhalation device for heating a flavor stick without combustion according to a first embodiment.
- FIG. 2 is a diagram showing a schematic structure of a flavor stick according to embodiment 1.
- FIG. 3 is a view taken along the arrow A in FIG.
- FIG. 4 is a perspective view of a
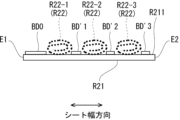
- FIG. 8 is a diagram illustrating an example of an application pattern of adhesive glue applied to the upper surface of the outer wrapping paper raw material sheet by the glue application device according to the first embodiment.
- FIG. 9 is a diagram illustrating the state immediately before the outer wrapping paper raw material sheet is rolled up into a cylindrical shape in the rolling process.
- FIG. 10 is a cross-sectional view of a flavor rod according to the second embodiment.
- FIG. 11 is a diagram illustrating a method for manufacturing a flavor rod according to the second embodiment.
- FIG. 12 is a diagram illustrating a method for manufacturing a flavor rod according to the second embodiment.
- FIG. 13 is a diagram illustrating an example of an application pattern of adhesive glue applied to the upper surface of the outer wrapping paper raw material sheet by the glue application device according to the second embodiment.
- FIG. 14 is a cross-sectional view showing a state in which the partition paper raw material sheet is bonded to the outer wrapping paper raw material sheet.
- the flavor stick according to the present disclosure is a flavor stick including a flavor rod that is inserted into a heating chamber of a flavor inhalation device and heated by microwaves radiated from an antenna of the flavor inhalation device.
- the flavor rod of the flavor stick includes an outer wrapping paper and a plurality of flavor molded bodies that are disposed in the inner region of the outer wrapping paper and molded into a predetermined shape.
- Each of the plurality of flavor molded bodies is positioned and held on the inner surface of the outer wrapping paper, and an antenna insertion hole for inserting an antenna from the front end side of the flavor rod is formed along the axial direction in the center of the cross section of the flavor rod.
- Fig. 1 is a schematic diagram of a flavor inhalation device 30 for non-combustion heating of a flavor stick according to embodiment 1.
- Fig. 2 is a diagram showing a schematic structure of a flavor stick 1 according to embodiment 1.
- the flavor inhalation device 30 is an inhalation device used when inhaling the flavor stick 1, and the flavor stick 1 and the flavor inhalation device 30 constitute a non-combustion type flavor inhalation product.
- the flavor inhalation device 30 has a heating chamber 31 capable of accommodating the flavor rod 2 of the flavor stick 1, and the flavor rod 2 can be freely inserted and removed from its insertion opening 31A.
- the heating chamber 31 is a roughly cylindrical hollow portion defined by a chamber side wall 31B that forms the side of the heating chamber 31, and a chamber bottom wall 31C that forms the bottom of the heating chamber 31.
- the flavor inhalation device 30 is a device that heats the flavor rod 2 of the flavor stick 1 by a microwave heating method.
- An antenna 32 that radiates microwaves to heat the flavor rod 2 is disposed in the heating chamber 31 of the flavor inhalation device 30.
- the flavor inhalation device 30 further includes a power supply unit 33, a microwave generating unit 34, etc.
- the power supply unit 33 is, for example, a rechargeable secondary battery, and supplies operating power to the microwave generating unit 34.
- One end of the air flow path 36 is connected to the chamber bottom wall 31C of the flavor inhalation device 30.
- the other end of the air flow path 35 is connected to an air intake port 37 formed in the housing of the flavor inhalation device 30.
- the manner in which external air is introduced into the heating chamber 31 of the flavor inhalation device 30 is not limited to the above example.
- a counter flow type air introduction means that introduces external air introduced from the insertion port 31A of the flavor inhalation device 30 into the bottom of the heating chamber 31 may be adopted.
- external air introduced from the insertion port 31A of the flavor inhalation device 30 may be supplied to the bottom side of the heating chamber 31 through the gap between the outer peripheral surface of the flavor stick 1 inserted into the heating chamber 31 and the chamber side peripheral wall 31B.
- the microwave generating unit 34 is mounted on, for example, a circuit board, and includes an oscillator 341, a power supply control unit 342, etc.
- the oscillator 341 is, for example, a semiconductor or magnetron type microwave oscillator, and generates microwaves of a predetermined frequency. There are no particular limitations on the frequency of the microwaves.
- the power supply control unit 342 controls the power supplied from the power supply unit 33 to the oscillator 341.
- the oscillator 341 of the microwave generating unit 34 is connected to the antenna 32, for example, by a cable, and the microwaves generated by the oscillator 341 are sent to the antenna 32 via the cable.
- the antenna 32 has a rod shape and extends, for example, from the center of the chamber bottom wall 31C in a direction parallel to the axial direction of the heating chamber 31 (the direction in which the flavor stick 1 is inserted and removed) toward the insertion port 31A. In other words, the antenna 32 protrudes into the heating chamber 31 from the center of the chamber bottom wall 31C of the heating chamber 31.
- the antenna 32 radiates microwaves generated by the oscillator 341 of the microwave generating unit 34 into the heating chamber 31.
- the flavor stick 1 comprises a flavor rod 2 that is inserted into a heating chamber 31 in the flavor inhalation device 30 and heated by the microwave radiated from the antenna 32, and a mouthpiece portion 3 connected to the rear end side of the flavor rod 2.
- the flavor stick 1 has, for example, a cylindrical rod shape that extends in one direction, and the symbol CL in FIG. 2 is the central axis of the flavor stick 1.
- the central axis CL can also be said to be the central axis of the flavor rod 2 and the mouthpiece portion 3.
- the direction in which the central axis CL extends is also referred to as the axial direction of the flavor rod 2 and the mouthpiece portion 3.
- the cylindrical rod-shaped flavor rod 2 and the mouthpiece portion 3 are arranged coaxially and are connected together by being wound coaxially with tipping paper 8.
- Reference numeral 1a denotes the mouth end 1a formed on the rear end side of the flavor stick 1
- reference numeral 1b denotes the front end of the flavor stick 1.
- the flavor stick 1 is inserted into the heating chamber 31 in the flavor inhalation device 30 from the front end 1b side.
- FIG. 3 is a view taken along the arrow A in FIG. 2, showing a front view of the flavor stick 1 (flavor rod 2) as viewed from the front end 1b side.
- the flavor rod 2 comprises an outer wrapping paper 21 and a plurality of flavor moldings 22 arranged inside the outer wrapping paper 21. Each of the flavor moldings 22 is positioned and held on the inner surface 21A of the outer wrapping paper 21.
- the flavor molded body 22 is a molded body containing a flavor source and molded into a predetermined shape.
- the flavor molded body 22 shown in FIG. 3 is a flavor source molded into a sheet shape and folded into a spiral shape, but the shape of the flavor molded body 22 is not particularly limited.
- three flavor molded bodies 22 are arranged inside the outer wrapping paper 21 of the flavor rod 2, but the number of flavor molded bodies 22 is not particularly limited as long as it is multiple.
- Each flavor molded body 22 is adhered to the inner surface 21A of the outer wrapping paper 21 by a molded body adhesive glue BD, and is thereby positioned and held on the inner surface of the outer wrapping paper 21.
- the molded body adhesive glue BD may extend from the front end 1b to the rear end of the flavor rod 2A.
- the flavor molded body 22 folded into a spiral shape extends along the central axis CL direction (axial direction) of the flavor rod 2.
- the number of flavor molded bodies 22 may be changed between the front end side and the rear end side of the flavor rod 2.
- an antenna insertion hole 23 is formed in the center of the cross section of the flavor rod 2.
- the antenna insertion hole 23 of the flavor rod 2 is a hollow portion into which the antenna 32 is inserted from the front end 1b side of the flavor rod 2 when the flavor rod 2 is attached to the heating chamber 31 of the flavor inhalation device 30, and is formed along the central axis CL direction (axial direction) of the flavor rod 2.
- the antenna insertion hole 23 extends from the front end 1b to the rear end of the flavor rod 2.
- the flavor molded body 22 may be configured to include, for example, tobacco shreds as a flavor source.
- the material of the tobacco shreds is not particularly limited, and known materials such as lamina and backbone can be used.
- the tobacco shreds may be made by crushing dried tobacco leaves to obtain tobacco shreds, homogenizing the shreds, and processing them into a sheet (hereinafter, simply referred to as a "homogenized sheet"), which is then shredded.
- the homogenized sheet may be manufactured by known methods such as a papermaking method, a slurry method, a rolling method, etc.
- various types of tobacco may be used for the flavor molded body 22.
- flavor sources exemplified above may be processed into, for example, a sheet form to form the flavor molded body 22.
- unshredded tobacco leaves may be used as the material for forming the flavor molded body 22.
- the flavor molded body 22 may contain a flavor as a flavor source.
- the type of flavor is not particularly limited.
- flavors include acetanisole, acetophenone, acetylpyrazine, 2-acetylthiazole, alfalfa extract, amyl alcohol, amyl butyrate, trans-anethole, star anise oil, apple juice, Peru balsam oil, beeswax absolute, benzaldehyde, benzoin resinoid, benzyl alcohol, benzyl benzoate, benzyl phenylacetate, benzyl propionate, 2,3-butanedione, 2-butanol, butyl butyrate, butyric acid, caramel, cardamom oil, carob absolute, ⁇ -carotene, carrot juice, L -Carvone, ⁇ -caryophyllene, cassia bark oil, cedarwood oil, celery seed oil, chamomile oil, cinnam
- the flavor molded body 22 may not contain tobacco materials.
- raw materials for such flavor molded body 22 include plant materials that do not contain tobacco components.
- the flavor molded body 22 may contain one or more selected from the leaf pulp, veins, stems, roots, flowers, seeds, and pulp of plants that do not contain tobacco components.
- Herbal materials can be suitably used as a flavor source as plant materials that do not contain tobacco components. Examples of herbal materials include allspice, black pepper, Ezo white root, calamus root, catnip, catuaba, cayenne pepper, chaga, chervil, cinnamon, ginseng, St.
- Some examples include menthe, oolong tea, oregano, pennyroyal, peppermint, red clover, rooibos (red or green), rose hips, rosemary, sage, clary sage, savory, spearmint, gotu kola, thyme, turmeric, valerian, wintergreen, yellow dock, yerba mate, yerba santa, bacopa monniera, ashwagandha, chili pepper, ground cherries, and milk thistle.
- the flavor molded body 22 may contain a mixture of tobacco material and herbal material as described above.
- the flavor molded body 22 in this embodiment contains an aerosol-generating substrate.
- the aerosol-generating substrate is a substance that generates an aerosol when the volatile substance released when vaporized by microwave heating by the flavor inhalation device 30 is cooled.
- the aerosol-generating substrate is, for example, a liquid.
- the type of aerosol-generating substrate there are no particular limitations on the type of aerosol-generating substrate, and various extracts from natural products and/or their constituent components can be selected depending on the application.
- the aerosol-generating substrate include glycerin, propylene glycol, triacetin, 1,3-butanediol, and mixtures thereof.
- the flavor molded body 22 can be obtained by molding the above-mentioned raw materials using known molding techniques.
- the flavor molded body 22 may be a paper sheet, a cast sheet, or a rolled sheet formed by the above-mentioned papermaking method, slurry method, rolling method, etc.
- the mouthpiece section 3 has a support section 4, a cooling section 5, and a filter section 6 from the front end side.
- the support section 4, the cooling section 5, and the filter section 6 in the mouthpiece section 3 are aligned coaxially and are wound up together with the winding paper 7.
- the flavor stick 1 is formed by winding up the flavor rod 2 and the mouthpiece section 3 together with the tipping paper 8.
- the tipping paper 8 winds up the rear end side of the flavor rod 2 and the entire mouthpiece section 3 together.
- the flavor stick 1 may be formed by winding up the flavor rod 2, the support section 4, the cooling section 5, and the filter section 6 together with the tipping paper 8 without using the winding paper 7.
- the above-mentioned configuration of the mouthpiece section 3 is one example, and some of the configurations may not be included (for example, the support section 4 may be omitted).
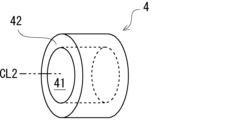
- the support part 4 is a perspective view of the support part 4 according to the first embodiment.
- the support part 4 is a segment located immediately at the rear end side of the flavor rod 2 and arranged in contact with the rear end of the flavor rod 2.
- the symbol CL2 is the central axis of the support part 4.
- the support part 4 is a perforated columnar body having a through hole formed as an aerosol flow path 41 in the center of a cross section perpendicular to the central axis CL2.
- the support part 4 is a member for preventing the flavor molded body 22 from being pushed toward the mouthpiece part 3 when the antenna 32 is inserted into the antenna insertion hole 23 of the flavor rod 2.
- the symbol 42 is a support surface located on the front end side of the support part 4.
- the support surface 42 is arranged on the outer periphery of the cross section of the mouthpiece part 3, and is in contact with, for example, the rear end of each flavor molded body 22 in the flavor rod 2.
- a portion of each flavor molded body 22 is arranged to face the aerosol flow path 41 of the support part 4. This allows the aerosol generated in each flavor molding 22 to be efficiently introduced into the aerosol flow path 41 of the support part 4 when the flavor stick 1 is inhaled.
- the support part 4 can be made of various materials.
- the support part 4 may be a hollow cellulose acetate tube.
- the support part 4 may be a cylindrical cellulose acetate fiber bundle with a center hole formed through the center of the cross section.
- the material of the support part 4 is not particularly limited.
- the support part 4 also functions as a spacer for separating the cooling part 5 from the flavor rod 2.
- the cooling section 5 is a segment located immediately behind the support section 4 and in contact with the rear end of the support section 4.
- the volatile substances released from the flavor rod 2 (flavor molding 22) flow downstream along the cooling section 5.
- the volatile substances released from the flavor rod 2 (flavor molding 22) are cooled in the cooling section 5, which promotes the generation of aerosol.
- the cooling section 5 is formed by a hollow paper tube having an air hole 5A that can introduce outside air. However, the cooling section 5 does not have to have an air hole 5A.
- a cooling promotion material such as a polylactic acid sheet may be disposed in the paper tube forming the cooling section 5, and the cooling of the volatile substances released from the flavor rod 2 (flavor molding 22) may be promoted by the cooling promotion material.
- the cooling section 5 may have a heat absorbing agent arranged so as not to interfere with the flow of the volatile substances and aerosol.
- the cooling section 5 may include a filter material in which a number of flow paths (through holes) are formed along the longitudinal direction (axial direction) of the mouthpiece section 3.
- the cooling section 5 may also be a cellulose acetate tube in which a hollow through passage is formed in the axial direction.
- the filter section 6 is a segment located at the rear end of the mouthpiece section 3, i.e., on the mouth end 1a side.
- the filter section 6 may be located immediately behind the cooling section 5 and may be arranged in contact with the rear end of the cooling section 5.
- the filter section 6 may contain, for example, a filter material that collects a specific component contained in the aerosol.
- the type of filter material forming the filter section 6 is not particularly limited.
- the filter section 6 may be equipped with a filter material formed of cellulose acetate fibers formed into a cylindrical shape.
- the filter section 6 may also be a center hole filter in which a center hole is formed along the axial direction of the cellulose acetate fibers formed into a cylindrical shape.
- the filter section 6 may also be a paper filter filled with cellulose fibers, or a paper tube without a filter material.
- the filter section 6 may also be formed by selectively combining a solid filter material with a filter material, a center hole filter, a paper filter, and a paper tube without a filter material.
- the flavor stick 1 equipped with the flavor rod 2 configured as described above is inhaled using a flavor inhalation device 30 shown in FIG. 1.
- a flavor inhalation device 30 shown in FIG. 1.
- the flavor rod 2 When inserting the flavor rod 2 of the flavor stick 1 into the heating chamber 31, the flavor rod 2 is inserted into the heating chamber 31 from the front end 1b side.
- the flavor stick 1 according to this embodiment has an antenna insertion hole 23 formed in the center of the cross section of the flavor rod 2, and the antenna insertion hole 23 extends from the front end 1b along the central axis CL (axial direction).
- the antenna 32 can be smoothly inserted into the antenna insertion hole 23.
- the resistance to mounting the antenna 32 onto the flavor rod 2 can be reduced. This improves the usability of mounting the flavor rod 2 onto the heating chamber 31.
- damage such as bending or breaking of the antenna 32 and buckling deformation of the flavor rod 2 can be suppressed.
- an antenna insertion hole 23 in the flavor rod 2 for inserting the antenna 32, it is possible to make it difficult for the antenna 32 to come into direct contact with the flavor molded body 22 when the antenna 32 is inserted into the antenna insertion hole 23. This makes it possible to prevent the flavor source contained in the flavor molded body 22 from adhering to the antenna 32.
- the antenna insertion hole 23 in the flavor rod 2 may be designed to be pushed open when the antenna 32 is inserted.
- the power supply control unit 342 of the microwave generating unit 34 When the power supply control unit 342 of the microwave generating unit 34 receives an aerosol generation request, the power supply unit 33 supplies operating power to the oscillator 341 based on a command signal from the power supply control unit 342. For example, when a start operation such as an operation switch arranged on the housing of the flavor inhalation device 30 is received, the power supply control unit 342 may detect the aerosol generation request using this as a trigger.
- the flavor inhalation device 30 may be equipped with a sensor that detects the insertion of the flavor stick 1 (flavor rod 2) into the heating chamber 31. In this case, the power supply control unit 342 may detect the aerosol generation request using the detection of the insertion of the flavor stick 1 (flavor rod 2) into the heating chamber 31 as a trigger.
- the flavor inhalation device 30 may be equipped with a temperature sensor that detects the temperature in the heating chamber 31 or the temperature of the flavor rod 2, and the amount of current supplied from the power supply unit 33 to the oscillator 341 may be adjusted based on the temperature detected by the temperature sensor.
- the microwaves are radiated from the antenna 32.
- the microwaves radiated from the antenna 32 inserted into the antenna insertion hole 23 of the flavor rod 2 heat the dielectrics, such as moisture contained in each flavor molded body 22 of the flavor rod 2, the flavor source, and the aerosol generating base material, due to their dielectric loss.
- each flavor molded body 22 is heated by the microwaves radiated from the antenna 32, and an aerosol containing a flavor component (e.g., tobacco component) is released from each flavor molded body 22.
- the aerosol containing the flavor component generated by the flavor rod 2 passes through the mouthpiece section 3, the support section 4 (aerosol flow path 41), the cooling section 5, and the filter section 6 in sequence, and is finally inhaled by the user from the mouth end 1a.
- the flavor stick 1 employs a novel configuration that distinguishes it from the conventional configuration in that a plurality of flavor molded bodies 22 are positioned and held on the inner surface 21A of the outer wrapping paper 21 of the flavor rod 2. That is, the flavor molded bodies 22 provided in the flavor rod 2 in this embodiment are molded bodies formed into a predetermined shape, and differ from the conventional rod configuration in which a typical powdered, granular, or chopped flavor source is filled inside the wrapping paper. Furthermore, the flavor rod 2 has an antenna insertion hole 23 formed in the axial direction in the center of its cross section. This prevents the flavor source from collapsing from the front end side of the flavor rod as in the conventional configuration.
- the flavor molding 22 in this embodiment extends along the axial direction of the flavor rod 2. Therefore, the aerosol containing the flavor components released from the flavor molding 22 by microwave heating using the flavor inhalation device 30 can easily flow smoothly along the axial direction of the flavor rod 2.
- each of the multiple flavor molded bodies 22 is adhered to the inner surface 21A of the outer wrapping paper 21, making it possible to more firmly position and hold each flavor molded body 22 relative to the inner surface 21A of the outer wrapping paper 21.
- the type of flavor source may be different between at least one of the multiple flavor moldings 22 and the other flavor moldings 22. This increases the degree of freedom in the design of the flavor taste in the flavor rod 2, making it easier to achieve a rich flavor taste.
- the types of flavor sources are different between the flavor moldings 22 in the flavor rod 2 as described above, the amount of flavor source mixed may be changed depending on the type.
- the above embodiment is an example, and the flavor sources of each flavor molding 22 included in the flavor rod 2 may be the same type.
- the antenna 32 may have multiple heating regions with different relative dielectric constants, and each heating region may heat each flavor molding 22 included in the flavor rod 2 individually at any independent timing.
- the ratio of the cross-sectional area of the antenna insertion hole 23 to the cross-sectional area of the flavor rod 2 is not particularly limited, but an example is one in which it is 2% or more, and preferably 5% or more. By doing so, the antenna 32 can be inserted more smoothly into the antenna insertion hole 23. It is also possible to more effectively prevent the antenna 32 from pushing into the flavor molded body 22 when the antenna 32 is inserted, and to more effectively prevent frictional resistance during insertion from increasing.
- the outer wrapping paper 21 may be coated with a coating agent such as calcium carbonate or silicon dioxide.
- the above-mentioned specifications of the outer wrapping paper 21 are merely examples, and are not limited thereto.
- the method for manufacturing the flavor rod 2 includes a winding process and a cutting process.
- the winding process is a process in which multiple long flavor molding body raw material sheets are placed in parallel on the top surface of a long outer wrapping paper raw material sheet, and each of the long flavor molding body raw material sheets is positioned on the top surface of the long outer wrapping paper raw material sheet, and while transporting them along the transport path of the winding machine, the long outer wrapping paper raw material sheet is rolled up into a cylindrical shape to form a long flavor rod.
- the cutting process is a process in which the long flavor rod is cut to a predetermined length.
- FIGS. 5 and 6 are diagrams illustrating a method for manufacturing a flavor rod 2 according to embodiment 1.
- various raw materials for the flavor rod 2 are transported along the transport direction indicated by the arrows.
- Various raw materials for the flavor rod 2 are transported along a transport path on a conveyer such as a garniture belt of a winding machine.
- FIG. 5 is a top schematic diagram illustrating the process for manufacturing a flavor rod 2.
- FIG. 6 is a side schematic diagram illustrating the process for manufacturing a flavor rod 2.
- each flavor molding raw material sheet R22 is placed in parallel on the upper surface R211 of the outer wrapping paper raw material sheet R21.
- the outer wrapping paper raw material sheet R21 is a long strip-shaped paper sheet for forming the outer wrapping paper 21.
- the flavor molding raw material sheet R22 is a long strip-shaped raw material sheet for forming the flavor molding 22, and is folded (rolled) into a spiral shape in a manner similar to the flavor molding 22 described in Figure 3.
- Figure 5 shows an example in which three flavor molded body raw material sheets R22 are supplied onto the upper surface R211 of the outer wrapping paper raw material sheet R21.
- the three flavor molded body raw material sheets R22 are distinguished by the symbols R22-1 to R22-3.
- they may be simply referred to as flavor molded body raw material sheets R22.
- multiple flavor molding raw material sheets R22 are placed in parallel at intervals in the width direction of the outer wrapping paper raw material sheet R21, and each flavor molding raw material sheet R22 is adhered to the upper surface R211 of the outer wrapping paper raw material sheet R21.
- the adhesive glue for adhering each flavor molding raw material sheet R22 to the upper surface R211 of the outer wrapping paper raw material sheet R21 is applied to the upper surface R211 by a glue application device 70 shown in FIG. 6.
- the symbol B1 shown in FIG. 6 is a rotatable bobbin around which the outer wrapping paper raw material sheet R21 is wound.
- the outer wrapping paper raw material sheet R21 is sequentially unwound from the bobbin B1.
- the width direction of the various sheet materials that are the raw materials for the flavor rod 2 refers to the direction perpendicular to their longitudinal direction.
- the method of folding each flavor molded body raw material sheet R22 supplied onto the outer wrapping paper raw material sheet R21 is not particularly limited, but an example will be described with reference to FIG. 7.
- the sheet material R22' unwound from a rotatable bobbin B2 is transported by a conveyor or the like, and is folded (rolled) sequentially by a guide (not shown) to form a spirally folded flavor molded body raw material sheet R22.
- P1 to P3 in the figure are examples of folding positions of the sheet material R22'.
- the sheet material R22' is folded in three stages at folding positions P1 to P3, but this folding mode is one example.
- the left end of FIG. 7 shows a schematic cross-sectional shape of the flavor molded body raw material sheet R22 in a spirally folded state.
- the symbol S1 shown in FIG. 6 is a junction where multiple flavor molded body raw material sheets R22 are supplied to join onto the outer wrapping paper raw material sheet R21 being conveyed on the conveying path.
- a glue applicator 70 is disposed between the bobbin B1 and the junction S1 to apply adhesive glue to the upper surface R211 of the outer wrapping paper raw material sheet R21.
- the glue applicator 70 continuously applies adhesive glue in a rail shape (straight line) along the longitudinal direction of the upper surface R211 of the outer wrapping paper raw material sheet R21 unwound from the bobbin B1.
- FIG. 8 is a diagram illustrating an example of an application pattern of adhesive glue applied to the upper surface R211 of the outer wrapping paper raw material sheet R21 by the glue applicator 70 according to the first embodiment.
- FIG. 8 shows a cross section of the outer wrapping paper raw material sheet R21 to which adhesive glue has been applied by the glue applicator 70.
- the cross section here is a cross section perpendicular to the longitudinal direction of the sheet.
- the symbols BD1 to BD3 in FIG. 8 are adhesive pastes for molded bodies used to adhere each flavor molded body raw material sheet R22 to the upper surface R211 of the outer wrapping paper raw material sheet R21.
- the symbol BD0 is an adhesive paste for wrapping used to adhere a first end E1 in the width direction of the outer wrapping paper raw material sheet R21 to a second end E2 on the other end side when the outer wrapping paper raw material sheet R21 is rolled up into a cylindrical shape.
- the adhesive paste for wrapping BD0 and the adhesive pastes for molded bodies BD1 to BD3 are arranged at intervals from each other from the first end E1 side.
- the adhesive paste for wrapping BD0 is arranged near the first end E1. When there is no need to distinguish between the adhesive pastes for molded bodies BD1 to BD3, they may simply be called adhesive paste for molded bodies BD.
- the glue applicator 70 may have nozzles that individually eject the adhesive glue for the wrap BD0 and the adhesive glue for the molded body BD1 to BD3 onto the upper surface R211 of the outer wrapping paper raw material sheet R21.
- the adhesive glues for the molded body BD1 to BD3 are applied at intervals in the width direction of the outer wrapping paper raw material sheet R21 so that each flavor molded body raw material sheet R22-1 to R22-3 (R22) is positioned at the planned joining position where it joins the outer wrapping paper raw material sheet R21 at the joining section S1.
- each flavor molded body raw material sheet R22-1 to R22-3 (R22) that merges with the outer wrapping paper raw material sheet R21 is placed on the molded body adhesive glues BD1 to BD3, and is adhered to the upper surface R211 of the outer wrapping paper raw material sheet R21.
- each flavor molded body raw material sheet R22 positioned on the upper surface R211 of the outer wrapping paper raw material sheet R21 they are transported together toward the molding section S2 (see Figure 6) downstream in the transport direction.
- the outer wrapping paper raw material sheet R21 With each flavor molded body raw material sheet R22 adhered to the upper surface R211, is transported along a transport path and rolled up into a cylindrical shape in the forming section S2 to form a long flavor rod R2.
- FIG. 9 is a diagram explaining the state immediately before the outer wrapping paper raw material sheet R21 is rolled up into a cylindrical shape in the rolling up process.
- Figure 9 shows cross sections of the outer wrapping paper raw material sheet R21 and each flavor molded body raw material sheet R22.
- the outer wrapping paper raw material sheet R21 is rolled up in the direction of arrow B in Figure 9.
- a guide member not shown is provided in the forming section S2, and the outer wrapping paper raw material sheet R21 with each flavor molded body raw material sheet R22 positioned on the upper surface R211 is passed through the guide member installed in the forming section S2, thereby rolling up the outer wrapping paper raw material sheet R21 into a cylindrical shape so that each flavor molded body raw material sheet R22 is positioned on the inner surface side of the tube.
- the outer wrapping paper raw material sheet R21 is rolled up into a cylindrical shape, the first end E1 of the outer wrapping paper raw material sheet R21 coated with the wrapping adhesive BD0 is overlapped over the second end E2, and the widthwise ends of the outer wrapping paper raw material sheet R21 are bonded together to obtain a long flavor rod R2 having a cylindrical cross section.
- the upper surface R211 of the outer wrapping paper raw material sheet R21 ultimately constitutes the inner surface 21A of the outer wrapping paper 21 in the flavor rod 2.
- the long flavor rod R2 formed as described above is cut to a predetermined length by a cutting knife (not shown) installed in the cutting section S3 (cutting process). As a result, the flavor rod 2 described above in Figures 2 and 3 is obtained. The flavor rod 2 thus obtained is wound up together with the separately prepared mouthpiece section 3 and tip paper 8 to obtain the flavor stick 1 shown in Figure 2.
- FIG 10 is a cross-sectional view of a flavor rod 2A according to embodiment 2.
- the flavor rod 2A further includes a partition paper 24 arranged inside the outer wrapping paper 21.
- the partition paper 24 is a member that divides the cross section of the flavor rod 2 into a flavor containing area R1A, which is an area for containing multiple flavor molded bodies 22, and an antenna insertion hole 23.
- a flavor containing area R1 is formed between the outer wrapping paper 21 and the partition paper 24.
- the partition paper 24 of the flavor rod 2A partitions the cross section of the flavor rod 2A so that a plurality of flavor containing regions R1A are formed between the outer wrapping paper 21 and the partition paper 24, and one or more flavor molded bodies 22 are contained in each of the plurality of flavor containing regions R1A.
- the cross section of the flavor rod 2A is divided by the partition paper 24 into three flavor accommodating regions R1A and an antenna insertion hole 23, and the three flavor accommodating regions R1A are arranged around the antenna insertion hole 23 located at the center of the cross section.
- Each flavor accommodating region R1A divided by the partition paper 24 is arranged on the outer periphery of the cross section of the flavor rod 2A, and the three flavor accommodating regions R1A are arranged circumferentially inside the outer wrapping paper 21.
- Each flavor accommodating region R1A individually accommodates a single flavor molded body 22.
- BD' in FIG. 10 is a partition paper adhesive glue that adheres the partition paper 24 to the inner surface 21A of the outer wrapping paper 21.
- the partition paper adhesive glue BD' may extend from the front end 1b to the rear end of the flavor rod 2A.
- the partition paper 24 is partially adhered to the inner surface 21A of the outer wrapping paper 21, thereby dividing the multiple (three) flavor containing areas R1A from each other.
- the partition paper 24 is adhered to the inner surface 21A of the outer wrapping paper 21 at three points in the cross section of the flavor rod 2A, and the partition paper 24 sandwiches the flavor molded body 22 contained in each flavor containing area R1A between the partition paper 24 and the inner surface 21A of the outer wrapping paper 21.
- each flavor molded body 22 contained in each flavor containing area R1A is positioned and held on the inner surface 21A of the outer wrapping paper 21.
- each flavor molded body 22 may be directly glued to the inner surface 21A of the outer wrapping paper 21 using adhesive glue BD for molded bodies (see FIG. 3).
- the flavor molded body 22 is accommodated in the flavor accommodation area R1A formed between the outer wrapping paper 21 and the partition paper 24, so that the flavor molded body 22 can be separated from the antenna insertion hole 23 by the partition paper 24.
- the antenna 32 of the flavor inhalation device 30 is inserted into the antenna insertion hole 23 of the flavor rod 2A, the antenna 32 does not come into contact with each flavor molded body 22 of the flavor rod 2A. Therefore, it is possible to more effectively prevent the flavor source contained in the flavor molded body 22 from adhering to the antenna 32. In other words, it is possible to more effectively prevent the antenna 32 from becoming dirty.
- the aerosol containing the flavor component released from each flavor molded body 22 of the flavor rod 2A when the flavor inhalation device 30 is operated can be smoothly guided to the mouthpiece part 3 by flowing through the flavor accommodation area R1A partitioned by the outer wrapping paper 21 and the partition paper 24.
- the flavor moldings 22 are individually accommodated in each flavor accommodating region R1A. This allows the aerosols containing the flavor components released from each flavor molding 22 to be supplied to the mouthpiece portion 3 through each flavor accommodating region R1A without mixing. In this case, if the types of flavor sources in each flavor molding 22 are different, it is expected that the effect of making the flavors of the flavor components released from the flavor moldings 22 with different types of flavor sources more prominent can be expected. Also, as described above, the number of flavor moldings 22 accommodated in one flavor accommodating region R1A of the flavor rod 2A is not particularly limited. When multiple flavor moldings 22 are accommodated in one flavor accommodating region R1A, the flavor sources of the flavor moldings 22 accommodated in one flavor accommodating region R1A may be set to the same type.
- the partition paper 24 is partially adhered to the inner surface 21A of the outer wrapping paper 21 to separate the multiple flavor containing regions R1A from each other.
- the flavor molded body 22 contained in each flavor containing region R1A can be positioned and held on the inner surface 21A of the outer wrapping paper 21 with the flavor molded body 22 sandwiched between the inner surface 21A of the outer wrapping paper 21 and the partition paper 24.
- the partition paper 24 of the flavor rod 2A is preferably made of a material with low thermal conductivity to prevent heat from escaping from each flavor containing region R1A. Therefore, the partition paper 24 is preferably made of a material with low basis weight and low density.
- the partition paper 24 is preferably made of a basis weight of 10 gsm or more and 40 gsm or less, and the density of the partition paper 24 is preferably made of a material with low basis weight and low density.
- the partition paper 24 may be coated with a coating agent such as calcium carbonate or silicon dioxide.
- the static friction coefficient between the antenna 32 and the partition paper 24 is adjusted to be 0.45 to 0.75, and the dynamic friction coefficient is adjusted to be 0.4 to 0.7.
- the tensile strength of the partition paper 24 is 10 to 20 N/15 mm, and the wet tensile strength of the partition paper 24 is 5 to 20 N/15 mm.
- the method for measuring the tensile strength of the partition paper 24 complies with, for example, JIS P 8113.
- the method for measuring the wet tensile strength of the partition paper 24 is, for example, measured based on the wet tensile strength test described in JP 2019-187451 A.
- FIGS. 11 and 12 are diagrams for explaining the method for manufacturing the flavor rod 2A according to embodiment 2, and correspond to Figures 5 and 6. Here, the differences from the method for manufacturing the flavor rod 2 according to embodiment 1 will be mainly described.
- the flavor rod 2A is provided with a partition paper 24. Therefore, in the manufacturing method of the flavor rod 2A, after joining multiple long flavor molding body raw material sheets R22 to the outer wrapping paper raw material sheet R21, a long partition paper raw material sheet R24 is supplied to the conveying path from above the flavor molding body raw material sheet R22 and joined at the second joining section S4.
- the partition paper raw material sheet R24 is a long belt-shaped paper sheet for forming the partition paper 24.
- the symbol B3 shown in FIG. 12 is a bobbin on which the partition paper raw material sheet R24 is wound. The bobbin B3 is freely rotatable and can sequentially pay out the partition paper raw material sheet R24.
- the second joining section S4 is positioned between the joining section S1 and the forming section S2.
- the glue applicator 70 applies the wrapping adhesive glue BD0 and the above-mentioned partition paper adhesive glue BD' in a rail-like (straight line) manner along the longitudinal direction of the upper surface R211 of the outer wrapping paper raw material sheet R21 unwound from the bobbin B1.
- Figure 13 is a diagram illustrating an example of an application pattern of adhesive glue applied to the upper surface R211 of the outer wrapping paper raw material sheet R21 by the glue applicator 70 according to the second embodiment.
- the wrapping adhesive BD0 and the partition paper adhesives BD'1 to BD'3 are arranged at intervals from each other from the first end E1 side of the outer wrapping paper raw material sheet R21.
- the wrapping adhesive BD0 is arranged near the first end E1, similar to the embodiment shown in FIG. 8.
- FIG. 13 shows with dashed lines each of the flavor molded body raw material sheets R22-1 to R22-3 (R22) placed on the outer wrapping paper raw material sheet R21 at the junction S1.
- each of the flavor molded body raw material sheets R22-1 to R22-3 (R22) is arranged between each of the adhesives BD0, BD' applied to the upper surface R211 of the outer wrapping paper raw material sheet R21 by the glue application device 70.
- the long partition paper raw material sheet R24 unwound from the bobbin B3 is supplied onto the outer wrapping paper raw material sheet R21 and the flavor molded body raw material sheet R22 at the second junction S4.
- the width dimension of the partition paper raw material sheet R24 is slightly smaller than the width dimension of the outer wrapping paper raw material sheet R21, and the partition paper raw material sheet R24 is supplied so that the wrapping adhesive glue BD0 is not entirely covered by the partition paper raw material sheet R24.
- the partition paper raw material sheet R24 is supplied onto the outer wrapping paper raw material sheet R21 and the flavor molded body raw material sheet R22, one widthwise end side of the partition paper raw material sheet R24 partially covers only the inner widthwise portion of the wrapping adhesive glue BD0.
- a guide member (not shown) is arranged at the second junction S4 to press the partition paper raw material sheet R24 from above toward the adhesive glues BD0, BD' applied to the outer wrapping paper raw material sheet R21.
- the partition paper raw material sheet R24 is adhered to the outer wrapping paper raw material sheet R21 by being pressed by the guide member.
- Figure 14 is a cross-sectional view showing the state in which the partition paper raw material sheet R24 is adhered to the outer wrapping paper raw material sheet R21. As shown in Figure 14, the partition paper raw material sheet R24 is partially adhered to the upper surface R211 of the outer wrapping paper raw material sheet R21 (ultimately, the inner surface 21A of the outer wrapping paper 21) by the adhesive glues BD0, BD'.
- the symbols R241 to R243 shown in Figure 14 are holding portions that position and hold each flavor molding raw material sheet R22-1 to R22-3 (R22) on the upper surface R211 of the outer wrapping paper raw material sheet R21 (ultimately, the inner surface 21A of the outer wrapping paper 21).
- the holding portions R241 to R243 of the partition paper raw material sheet R24 are formed by non-adhesive areas of the partition paper raw material sheet R24 that are not adhered to each adhesive glue BD0, BD'.
- gaps are formed between the holding portions R241 to R243 and each of the flavor molded body raw material sheets R22-1 to R22-3 (R22), but the holding portions R241 to R243 are at least partially in close contact with each of the flavor molded body raw material sheets R22-1 to R22-3 (R22), and can position and hold each of the flavor molded body raw material sheets R22-1 to R22-3 (R22) by pressing them against the upper surface R211 of the outer wrapping paper raw material sheet R21 (ultimately, the inner surface 21A of the outer wrapping paper 21).
- the outer wrapping paper raw material sheet R21 is rolled up in the direction of arrow C in FIG. 14 using a guide member (not shown).
- a guide member not shown.
- the first end E1 of the outer wrapping paper raw material sheet R21 to which the wrapping adhesive glue BD0 has been applied is overlapped over the second end E2, and the widthwise ends of the outer wrapping paper raw material sheet R21 are bonded together, resulting in a long flavor rod R2 having a cylindrical cross section.
- the long flavor rod R2 is cut to a predetermined length (cutting process). As a result, the flavor rod 2A described in FIG. 10 above is obtained.
- flavor stick 2 flavor rod 3: mouthpiece portion 21: outer wrapping paper 22: flavor molded body 23: antenna insertion hole 24: partition paper
Landscapes
- Manufacture Of Tobacco Products (AREA)
Abstract
Ce bâton d'arôme est pourvu d'une tige d'arôme à insérer dans une chambre de chauffage d'un dispositif d'inhalation d'arôme et chauffée par des micro-ondes émises par une antenne du dispositif d'inhalation d'arôme. La tige d'arôme est pourvue d'un papier d'enveloppement externe et d'une pluralité de corps moulés d'arôme moulés en une forme prédéfinie et placés dans la région interne du papier d'enveloppement externe. La pluralité de corps moulés d'arôme sont chacun positionnés et retenus sur la surface interne du papier d'enveloppement externe. Au centre de la section transversale de la tige d'arôme, un trou d'insertion d'antenne est formé le long de la direction axiale pour insérer l'antenne à partir du côté extrémité avant de la tige d'arôme.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/002723 WO2024157480A1 (fr) | 2023-01-27 | 2023-01-27 | Bâton d'arôme, produit d'inhalation d'arôme de type à chauffage sans combustion et procédé de production de tige d'arôme |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/002723 WO2024157480A1 (fr) | 2023-01-27 | 2023-01-27 | Bâton d'arôme, produit d'inhalation d'arôme de type à chauffage sans combustion et procédé de production de tige d'arôme |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024157480A1 true WO2024157480A1 (fr) | 2024-08-02 |
Family
ID=91970126
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/002723 WO2024157480A1 (fr) | 2023-01-27 | 2023-01-27 | Bâton d'arôme, produit d'inhalation d'arôme de type à chauffage sans combustion et procédé de production de tige d'arôme |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024157480A1 (fr) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN208957003U (zh) * | 2018-05-31 | 2019-06-11 | 赵雪 | 一种加热不燃烧卷烟 |
| JP2020522998A (ja) * | 2017-06-15 | 2020-08-06 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 誘導加熱可能なエアロゾル形成ロッドを製造するための方法および装置 |
| JP2021524252A (ja) * | 2018-05-21 | 2021-09-13 | ジェイティー インターナショナル エス.エイ.JT International S.A. | エアロゾル発生物品及びそれを製造する方法 |
| WO2022025217A1 (fr) * | 2020-07-30 | 2022-02-03 | 日本たばこ産業株式会社 | Cartouche pour inhalateur d'arôme |
| JP2022033996A (ja) * | 2017-06-22 | 2022-03-02 | 日本たばこ産業株式会社 | 香味発生セグメント、ならびにこれを備える香味発生物品および香味吸引システム |
| US20220151294A1 (en) * | 2019-03-28 | 2022-05-19 | Shenzhen Jiapin Jianyi Technology Co., Ltd | Preformed herbal cartridge |
| CN114886160A (zh) * | 2022-05-18 | 2022-08-12 | 深圳麦时科技有限公司 | 气溶胶产生装置 |
| WO2022175287A1 (fr) * | 2021-02-16 | 2022-08-25 | Philip Morris Products S.A. | Système de génération d'aérosol à élément chauffant diélectrique |
| JP2022541442A (ja) * | 2019-07-19 | 2022-09-26 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 誘電加熱を使用するエアロゾル発生システムおよび方法 |
-
2023
- 2023-01-27 WO PCT/JP2023/002723 patent/WO2024157480A1/fr unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020522998A (ja) * | 2017-06-15 | 2020-08-06 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 誘導加熱可能なエアロゾル形成ロッドを製造するための方法および装置 |
| JP2022033996A (ja) * | 2017-06-22 | 2022-03-02 | 日本たばこ産業株式会社 | 香味発生セグメント、ならびにこれを備える香味発生物品および香味吸引システム |
| JP2021524252A (ja) * | 2018-05-21 | 2021-09-13 | ジェイティー インターナショナル エス.エイ.JT International S.A. | エアロゾル発生物品及びそれを製造する方法 |
| CN208957003U (zh) * | 2018-05-31 | 2019-06-11 | 赵雪 | 一种加热不燃烧卷烟 |
| US20220151294A1 (en) * | 2019-03-28 | 2022-05-19 | Shenzhen Jiapin Jianyi Technology Co., Ltd | Preformed herbal cartridge |
| JP2022541442A (ja) * | 2019-07-19 | 2022-09-26 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 誘電加熱を使用するエアロゾル発生システムおよび方法 |
| WO2022025217A1 (fr) * | 2020-07-30 | 2022-02-03 | 日本たばこ産業株式会社 | Cartouche pour inhalateur d'arôme |
| WO2022175287A1 (fr) * | 2021-02-16 | 2022-08-25 | Philip Morris Products S.A. | Système de génération d'aérosol à élément chauffant diélectrique |
| CN114886160A (zh) * | 2022-05-18 | 2022-08-12 | 深圳麦时科技有限公司 | 气溶胶产生装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2765354C1 (ru) | Курительное изделие с нагревом без горения и курительная система с нагревом без горения | |
| JP7372470B2 (ja) | 香味吸引器用のカートリッジ及び香味吸引器 | |
| EP3881687A1 (fr) | Segment de filtre, article à fumer du type à chauffage sans combustion et système à fumer du type à chauffage sans combustion | |
| WO2024157480A1 (fr) | Bâton d'arôme, produit d'inhalation d'arôme de type à chauffage sans combustion et procédé de production de tige d'arôme | |
| WO2024157477A1 (fr) | Bâton d'arôme, produit d'aspiration d'arôme de type à chauffage sans combustion et procédé de fabrication de tige d'arôme | |
| WO2024157478A1 (fr) | Bâton d'arôme, produit d'inhalation d'arôme de type à chauffage sans combustion, et procédé de production de tige d'arôme | |
| WO2020100877A1 (fr) | Article à fumer chauffé sans combustion et système à fumer chauffé sans combustion | |
| WO2020100876A1 (fr) | Produit à fumer chauffé sans combustion et système à fumer chauffé sans combustion | |
| WO2024157479A1 (fr) | Bâton d'arôme, produit d'inhalation d'arôme de type à chauffage sans combustion, et procédé de production de bâton d'arôme | |
| WO2023067729A1 (fr) | Bâton d'arôme, produit d'inhalateur d'arôme de type à chauffage sans combustion, et procédé de production de bâton d'arôme | |
| TW202430052A (zh) | 香味棒、非燃燒加熱式香味吸嚐製品及香味桿的製造方法 | |
| US20240260646A1 (en) | Flavor stick, heat-not-burn-type flavor inhalation product, and method for producing flavor stick | |
| WO2023067731A1 (fr) | Bâton d'arôme, produit d'inhalation d'arôme de type à chauffage sans combustion, et procédé de production de bâton d'arôme | |
| TW202430067A (zh) | 香味棒、非燃燒加熱式香味吸嚐製品及香味桿的製造方法 | |
| TW202430055A (zh) | 香味棒、非燃燒加熱式香味吸嚐製品及香味桿的製造方法 | |
| RU2805908C1 (ru) | Картридж для ароматического ингалятора и ароматический ингалятор | |
| WO2024057517A1 (fr) | Article de génération d'arôme | |
| TW202430068A (zh) | 香味棒、非燃燒加熱式香味吸嚐製品及香味桿的製造方法 | |
| WO2024057518A1 (fr) | Article de génération d'arôme | |
| WO2024127576A1 (fr) | Article de génération d'arôme et système d'inhalation d'arôme | |
| JP7369300B2 (ja) | 香味吸引器用のカートリッジ及び香味吸引器 | |
| WO2024057516A1 (fr) | Article de génération d'arôme | |
| WO2024057515A1 (fr) | Article de génération d'arôme | |
| WO2024111019A1 (fr) | Article générateur d'arôme et système d'inhalation d'arôme | |
| WO2024100873A1 (fr) | Article générateur d'arôme, et système d'inhalation d'arôme |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23918440 Country of ref document: EP Kind code of ref document: A1 |