WO2024009531A1 - 粘着シート - Google Patents
粘着シート Download PDFInfo
- Publication number
- WO2024009531A1 WO2024009531A1 PCT/JP2022/045739 JP2022045739W WO2024009531A1 WO 2024009531 A1 WO2024009531 A1 WO 2024009531A1 JP 2022045739 W JP2022045739 W JP 2022045739W WO 2024009531 A1 WO2024009531 A1 WO 2024009531A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- weight
- less
- adhesive sheet
- adhesive
- adhesive layer
- Prior art date
Links
- 230000001070 adhesive effect Effects 0.000 title claims abstract description 302
- 239000000853 adhesive Substances 0.000 title claims abstract description 295
- 239000012790 adhesive layer Substances 0.000 claims abstract description 158
- 238000012360 testing method Methods 0.000 claims abstract description 68
- 238000011156 evaluation Methods 0.000 claims abstract description 26
- 238000007667 floating Methods 0.000 claims abstract description 18
- 229920005989 resin Polymers 0.000 claims description 259
- 239000011347 resin Substances 0.000 claims description 259
- 239000000178 monomer Substances 0.000 claims description 204
- 239000003431 cross linking reagent Substances 0.000 claims description 107
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 92
- 229920000058 polyacrylate Polymers 0.000 claims description 86
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 74
- 239000000203 mixture Substances 0.000 claims description 54
- 238000000034 method Methods 0.000 claims description 50
- 239000012948 isocyanate Substances 0.000 claims description 49
- 150000002513 isocyanates Chemical class 0.000 claims description 49
- 239000010410 layer Substances 0.000 claims description 43
- SCFQUKBBGYTJNC-UHFFFAOYSA-N heptyl prop-2-enoate Chemical compound CCCCCCCOC(=O)C=C SCFQUKBBGYTJNC-UHFFFAOYSA-N 0.000 claims description 41
- -1 polyethylene terephthalate Polymers 0.000 claims description 39
- 229920002799 BoPET Polymers 0.000 claims description 33
- 229920000642 polymer Polymers 0.000 claims description 30
- 239000004417 polycarbonate Substances 0.000 claims description 29
- 229920000515 polycarbonate Polymers 0.000 claims description 29
- 239000004593 Epoxy Substances 0.000 claims description 28
- 238000005259 measurement Methods 0.000 claims description 25
- 230000009477 glass transition Effects 0.000 claims description 21
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 13
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 13
- 229910001220 stainless steel Inorganic materials 0.000 claims description 11
- 239000010935 stainless steel Substances 0.000 claims description 11
- 238000009863 impact test Methods 0.000 claims description 4
- 239000000463 material Substances 0.000 description 177
- 239000002585 base Substances 0.000 description 132
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 125
- 239000006260 foam Substances 0.000 description 96
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 81
- 239000002028 Biomass Substances 0.000 description 76
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 57
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 57
- 239000010408 film Substances 0.000 description 57
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 57
- 150000003505 terpenes Chemical class 0.000 description 52
- 235000007586 terpenes Nutrition 0.000 description 52
- 229920005601 base polymer Polymers 0.000 description 46
- 125000000217 alkyl group Chemical group 0.000 description 45
- 238000005516 engineering process Methods 0.000 description 43
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 39
- 229910052799 carbon Inorganic materials 0.000 description 31
- 239000005011 phenolic resin Substances 0.000 description 31
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 30
- 125000000524 functional group Chemical group 0.000 description 24
- 230000000694 effects Effects 0.000 description 21
- 239000000047 product Substances 0.000 description 21
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 20
- 229920001577 copolymer Polymers 0.000 description 20
- 150000002148 esters Chemical class 0.000 description 20
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 18
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 18
- 238000004132 cross linking Methods 0.000 description 18
- 238000006116 polymerization reaction Methods 0.000 description 18
- 239000002904 solvent Substances 0.000 description 14
- 206010040844 Skin exfoliation Diseases 0.000 description 13
- 239000000243 solution Substances 0.000 description 13
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 12
- 229920001971 elastomer Polymers 0.000 description 12
- 238000003860 storage Methods 0.000 description 12
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 11
- 238000011282 treatment Methods 0.000 description 11
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 10
- JUJWROOIHBZHMG-UHFFFAOYSA-N Pyridine Chemical compound C1=CC=NC=C1 JUJWROOIHBZHMG-UHFFFAOYSA-N 0.000 description 10
- 125000002723 alicyclic group Chemical group 0.000 description 10
- 125000003118 aryl group Chemical group 0.000 description 10
- 238000006243 chemical reaction Methods 0.000 description 10
- 229920001519 homopolymer Polymers 0.000 description 10
- 239000003505 polymerization initiator Substances 0.000 description 10
- 239000000126 substance Substances 0.000 description 10
- WFDIJRYMOXRFFG-UHFFFAOYSA-N Acetic anhydride Chemical compound CC(=O)OC(C)=O WFDIJRYMOXRFFG-UHFFFAOYSA-N 0.000 description 9
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerol Natural products OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 9
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 9
- OIWOHHBRDFKZNC-UHFFFAOYSA-N cyclohexyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC1CCCCC1 OIWOHHBRDFKZNC-UHFFFAOYSA-N 0.000 description 9
- 239000005060 rubber Substances 0.000 description 9
- 239000000758 substrate Substances 0.000 description 9
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 8
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 8
- 239000004698 Polyethylene Substances 0.000 description 8
- 239000003795 chemical substances by application Substances 0.000 description 8
- ZWEDFBKLJILTMC-UHFFFAOYSA-N ethyl 4,4,4-trifluoro-3-hydroxybutanoate Chemical compound CCOC(=O)CC(O)C(F)(F)F ZWEDFBKLJILTMC-UHFFFAOYSA-N 0.000 description 8
- 230000001747 exhibiting effect Effects 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 239000000123 paper Substances 0.000 description 8
- 239000003208 petroleum Substances 0.000 description 8
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 8
- 229920000573 polyethylene Polymers 0.000 description 8
- 239000005056 polyisocyanate Substances 0.000 description 8
- 229920001228 polyisocyanate Polymers 0.000 description 8
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 7
- 239000004743 Polypropylene Substances 0.000 description 7
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 7
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 7
- 125000004432 carbon atom Chemical group C* 0.000 description 7
- 238000007334 copolymerization reaction Methods 0.000 description 7
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 7
- 239000002984 plastic foam Substances 0.000 description 7
- 229920001155 polypropylene Polymers 0.000 description 7
- 238000003756 stirring Methods 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 239000000654 additive Substances 0.000 description 6
- 150000001298 alcohols Chemical class 0.000 description 6
- 239000002131 composite material Substances 0.000 description 6
- 150000001875 compounds Chemical class 0.000 description 6
- 238000005227 gel permeation chromatography Methods 0.000 description 6
- XMGQYMWWDOXHJM-UHFFFAOYSA-N limonene Chemical compound CC(=C)C1CCC(C)=CC1 XMGQYMWWDOXHJM-UHFFFAOYSA-N 0.000 description 6
- 229920003023 plastic Polymers 0.000 description 6
- 239000004033 plastic Substances 0.000 description 6
- 229920000728 polyester Polymers 0.000 description 6
- 229920000098 polyolefin Polymers 0.000 description 6
- 229920005672 polyolefin resin Polymers 0.000 description 6
- YLLIGHVCTUPGEH-UHFFFAOYSA-M potassium;ethanol;hydroxide Chemical compound [OH-].[K+].CCO YLLIGHVCTUPGEH-UHFFFAOYSA-M 0.000 description 6
- 230000035939 shock Effects 0.000 description 6
- 238000003786 synthesis reaction Methods 0.000 description 6
- 235000013311 vegetables Nutrition 0.000 description 6
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 5
- 125000001931 aliphatic group Chemical group 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 5
- 230000006835 compression Effects 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 238000001035 drying Methods 0.000 description 5
- 239000000835 fiber Substances 0.000 description 5
- 235000011187 glycerol Nutrition 0.000 description 5
- 125000003187 heptyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 5
- 150000002430 hydrocarbons Chemical class 0.000 description 5
- 229910052757 nitrogen Inorganic materials 0.000 description 5
- NWAHZAIDMVNENC-UHFFFAOYSA-N octahydro-1h-4,7-methanoinden-5-yl methacrylate Chemical compound C12CCCC2C2CC(OC(=O)C(=C)C)C1C2 NWAHZAIDMVNENC-UHFFFAOYSA-N 0.000 description 5
- UMJSCPRVCHMLSP-UHFFFAOYSA-N pyridine Natural products COC1=CC=CN=C1 UMJSCPRVCHMLSP-UHFFFAOYSA-N 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 238000004381 surface treatment Methods 0.000 description 5
- GRWFGVWFFZKLTI-IUCAKERBSA-N (-)-α-pinene Chemical compound CC1=CC[C@@H]2C(C)(C)[C@H]1C2 GRWFGVWFFZKLTI-IUCAKERBSA-N 0.000 description 4
- XLPJNCYCZORXHG-UHFFFAOYSA-N 1-morpholin-4-ylprop-2-en-1-one Chemical compound C=CC(=O)N1CCOCC1 XLPJNCYCZORXHG-UHFFFAOYSA-N 0.000 description 4
- OZAIFHULBGXAKX-VAWYXSNFSA-N AIBN Substances N#CC(C)(C)\N=N\C(C)(C)C#N OZAIFHULBGXAKX-VAWYXSNFSA-N 0.000 description 4
- 241000196324 Embryophyta Species 0.000 description 4
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 4
- 239000003153 chemical reaction reagent Substances 0.000 description 4
- 238000013461 design Methods 0.000 description 4
- 229910001873 dinitrogen Inorganic materials 0.000 description 4
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 4
- 229910052731 fluorine Inorganic materials 0.000 description 4
- 239000011737 fluorine Substances 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 4
- 229930195733 hydrocarbon Natural products 0.000 description 4
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 4
- 230000005865 ionizing radiation Effects 0.000 description 4
- 229920000092 linear low density polyethylene Polymers 0.000 description 4
- 239000004707 linear low-density polyethylene Substances 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000004973 liquid crystal related substance Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 239000003960 organic solvent Substances 0.000 description 4
- 230000002459 sustained effect Effects 0.000 description 4
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical class CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 4
- DTGKSKDOIYIVQL-WEDXCCLWSA-N (+)-borneol Chemical group C1C[C@@]2(C)[C@@H](O)C[C@@H]1C2(C)C DTGKSKDOIYIVQL-WEDXCCLWSA-N 0.000 description 3
- PHPRWKJDGHSJMI-UHFFFAOYSA-N 1-adamantyl prop-2-enoate Chemical compound C1C(C2)CC3CC2CC1(OC(=O)C=C)C3 PHPRWKJDGHSJMI-UHFFFAOYSA-N 0.000 description 3
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 3
- 239000004215 Carbon black (E152) Substances 0.000 description 3
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 3
- 244000043261 Hevea brasiliensis Species 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 3
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 3
- IAXXETNIOYFMLW-GYSYKLTISA-N [(1r,3r,4r)-4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl] 2-methylprop-2-enoate Chemical compound C1C[C@@]2(C)[C@H](OC(=O)C(=C)C)C[C@@H]1C2(C)C IAXXETNIOYFMLW-GYSYKLTISA-N 0.000 description 3
- 239000003522 acrylic cement Substances 0.000 description 3
- 125000005250 alkyl acrylate group Chemical group 0.000 description 3
- 230000003712 anti-aging effect Effects 0.000 description 3
- 239000003963 antioxidant agent Substances 0.000 description 3
- 239000002216 antistatic agent Substances 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 3
- 239000007795 chemical reaction product Substances 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 3
- 125000003700 epoxy group Chemical group 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 239000011888 foil Substances 0.000 description 3
- 239000004700 high-density polyethylene Substances 0.000 description 3
- 239000003999 initiator Substances 0.000 description 3
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 3
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 3
- 229920001684 low density polyethylene Polymers 0.000 description 3
- 239000004702 low-density polyethylene Substances 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 229920003052 natural elastomer Polymers 0.000 description 3
- 229920001194 natural rubber Polymers 0.000 description 3
- 125000004433 nitrogen atom Chemical group N* 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 150000002978 peroxides Chemical class 0.000 description 3
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 3
- 239000004014 plasticizer Substances 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920001707 polybutylene terephthalate Polymers 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 239000004645 polyester resin Substances 0.000 description 3
- 229920001721 polyimide Polymers 0.000 description 3
- 230000000379 polymerizing effect Effects 0.000 description 3
- 229920002223 polystyrene Polymers 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 238000010992 reflux Methods 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 3
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 3
- 239000013638 trimer Substances 0.000 description 3
- 239000002759 woven fabric Substances 0.000 description 3
- WTARULDDTDQWMU-RKDXNWHRSA-N (+)-β-pinene Chemical compound C1[C@H]2C(C)(C)[C@@H]1CCC2=C WTARULDDTDQWMU-RKDXNWHRSA-N 0.000 description 2
- WTARULDDTDQWMU-IUCAKERBSA-N (-)-Nopinene Natural products C1[C@@H]2C(C)(C)[C@H]1CCC2=C WTARULDDTDQWMU-IUCAKERBSA-N 0.000 description 2
- HASUCEDGKYJBDC-UHFFFAOYSA-N 1-[3-[[bis(oxiran-2-ylmethyl)amino]methyl]cyclohexyl]-n,n-bis(oxiran-2-ylmethyl)methanamine Chemical compound C1OC1CN(CC1CC(CN(CC2OC2)CC2OC2)CCC1)CC1CO1 HASUCEDGKYJBDC-UHFFFAOYSA-N 0.000 description 2
- BBMCTIGTTCKYKF-UHFFFAOYSA-N 1-heptanol Chemical compound CCCCCCCO BBMCTIGTTCKYKF-UHFFFAOYSA-N 0.000 description 2
- IMSODMZESSGVBE-UHFFFAOYSA-N 2-Oxazoline Chemical compound C1CN=CO1 IMSODMZESSGVBE-UHFFFAOYSA-N 0.000 description 2
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 2
- RUMACXVDVNRZJZ-UHFFFAOYSA-N 2-methylpropyl 2-methylprop-2-enoate Chemical compound CC(C)COC(=O)C(C)=C RUMACXVDVNRZJZ-UHFFFAOYSA-N 0.000 description 2
- UVRCNEIYXSRHNT-UHFFFAOYSA-N 3-ethylpent-2-enamide Chemical compound CCC(CC)=CC(N)=O UVRCNEIYXSRHNT-UHFFFAOYSA-N 0.000 description 2
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 2
- NOWKCMXCCJGMRR-UHFFFAOYSA-N Aziridine Chemical compound C1CN1 NOWKCMXCCJGMRR-UHFFFAOYSA-N 0.000 description 2
- 239000004342 Benzoyl peroxide Substances 0.000 description 2
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 239000004971 Cross linker Substances 0.000 description 2
- SNRUBQQJIBEYMU-UHFFFAOYSA-N Dodecane Natural products CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 2
- OAKJQQAXSVQMHS-UHFFFAOYSA-N Hydrazine Chemical compound NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 2
- DCTLJGWMHPGCOS-UHFFFAOYSA-N Osajin Chemical compound C1=2C=CC(C)(C)OC=2C(CC=C(C)C)=C(O)C(C2=O)=C1OC=C2C1=CC=C(O)C=C1 DCTLJGWMHPGCOS-UHFFFAOYSA-N 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- WTARULDDTDQWMU-UHFFFAOYSA-N Pseudopinene Natural products C1C2C(C)(C)C1CCC2=C WTARULDDTDQWMU-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 230000021736 acetylation Effects 0.000 description 2
- 238000006640 acetylation reaction Methods 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 238000010306 acid treatment Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 2
- XCPQUQHBVVXMRQ-UHFFFAOYSA-N alpha-Fenchene Natural products C1CC2C(=C)CC1C2(C)C XCPQUQHBVVXMRQ-UHFFFAOYSA-N 0.000 description 2
- MVNCAPSFBDBCGF-UHFFFAOYSA-N alpha-pinene Natural products CC1=CCC23C1CC2C3(C)C MVNCAPSFBDBCGF-UHFFFAOYSA-N 0.000 description 2
- 125000003368 amide group Chemical group 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- 239000007869 azo polymerization initiator Substances 0.000 description 2
- 235000019400 benzoyl peroxide Nutrition 0.000 description 2
- 229930006722 beta-pinene Natural products 0.000 description 2
- 238000012662 bulk polymerization Methods 0.000 description 2
- 229920005549 butyl rubber Polymers 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 125000002704 decyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 239000000539 dimer Substances 0.000 description 2
- 239000012153 distilled water Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 238000007720 emulsion polymerization reaction Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- FJKIXWOMBXYWOQ-UHFFFAOYSA-N ethenoxyethane Chemical compound CCOC=C FJKIXWOMBXYWOQ-UHFFFAOYSA-N 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- LCWMKIHBLJLORW-UHFFFAOYSA-N gamma-carene Natural products C1CC(=C)CC2C(C)(C)C21 LCWMKIHBLJLORW-UHFFFAOYSA-N 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000011256 inorganic filler Substances 0.000 description 2
- 229910003475 inorganic filler Inorganic materials 0.000 description 2
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical group OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 2
- 125000001972 isopentyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])C([H])([H])* 0.000 description 2
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 2
- 150000002576 ketones Chemical class 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 2
- 150000004702 methyl esters Chemical class 0.000 description 2
- 125000001400 nonyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 2
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 2
- 239000012766 organic filler Substances 0.000 description 2
- 125000001147 pentyl group Chemical group C(CCCC)* 0.000 description 2
- 229920001568 phenolic resin Polymers 0.000 description 2
- 238000009832 plasma treatment Methods 0.000 description 2
- 229920001084 poly(chloroprene) Polymers 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920006267 polyester film Polymers 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 239000009719 polyimide resin Substances 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 238000003918 potentiometric titration Methods 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 2
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 2
- GRWFGVWFFZKLTI-UHFFFAOYSA-N rac-alpha-Pinene Natural products CC1=CCC2C(C)(C)C1C2 GRWFGVWFFZKLTI-UHFFFAOYSA-N 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 230000002194 synthesizing effect Effects 0.000 description 2
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 125000002948 undecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 2
- 235000021122 unsaturated fatty acids Nutrition 0.000 description 2
- 150000004670 unsaturated fatty acids Chemical group 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- PSGCQDPCAWOCSH-UHFFFAOYSA-N (4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl) prop-2-enoate Chemical compound C1CC2(C)C(OC(=O)C=C)CC1C2(C)C PSGCQDPCAWOCSH-UHFFFAOYSA-N 0.000 description 1
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical class O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 1
- ZTNJGMFHJYGMDR-UHFFFAOYSA-N 1,2-diisocyanatoethane Chemical compound O=C=NCCN=C=O ZTNJGMFHJYGMDR-UHFFFAOYSA-N 0.000 description 1
- VGHSXKTVMPXHNG-UHFFFAOYSA-N 1,3-diisocyanatobenzene Chemical compound O=C=NC1=CC=CC(N=C=O)=C1 VGHSXKTVMPXHNG-UHFFFAOYSA-N 0.000 description 1
- 239000005059 1,4-Cyclohexyldiisocyanate Substances 0.000 description 1
- ALQLPWJFHRMHIU-UHFFFAOYSA-N 1,4-diisocyanatobenzene Chemical compound O=C=NC1=CC=C(N=C=O)C=C1 ALQLPWJFHRMHIU-UHFFFAOYSA-N 0.000 description 1
- OVBFMUAFNIIQAL-UHFFFAOYSA-N 1,4-diisocyanatobutane Chemical class O=C=NCCCCN=C=O OVBFMUAFNIIQAL-UHFFFAOYSA-N 0.000 description 1
- 229940008841 1,6-hexamethylene diisocyanate Drugs 0.000 description 1
- IANQTJSKSUMEQM-UHFFFAOYSA-N 1-benzofuran Chemical compound C1=CC=C2OC=CC2=C1 IANQTJSKSUMEQM-UHFFFAOYSA-N 0.000 description 1
- LFSYUSUFCBOHGU-UHFFFAOYSA-N 1-isocyanato-2-[(4-isocyanatophenyl)methyl]benzene Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=CC=C1N=C=O LFSYUSUFCBOHGU-UHFFFAOYSA-N 0.000 description 1
- DTZHXCBUWSTOPO-UHFFFAOYSA-N 1-isocyanato-4-[(4-isocyanato-3-methylphenyl)methyl]-2-methylbenzene Chemical compound C1=C(N=C=O)C(C)=CC(CC=2C=C(C)C(N=C=O)=CC=2)=C1 DTZHXCBUWSTOPO-UHFFFAOYSA-N 0.000 description 1
- KQSMCAVKSJWMSI-UHFFFAOYSA-N 2,4-dimethyl-1-n,1-n,3-n,3-n-tetrakis(oxiran-2-ylmethyl)benzene-1,3-diamine Chemical compound CC1=C(N(CC2OC2)CC2OC2)C(C)=CC=C1N(CC1OC1)CC1CO1 KQSMCAVKSJWMSI-UHFFFAOYSA-N 0.000 description 1
- HIXDQWDOVZUNNA-UHFFFAOYSA-N 2-(3,4-dimethoxyphenyl)-5-hydroxy-7-methoxychromen-4-one Chemical compound C=1C(OC)=CC(O)=C(C(C=2)=O)C=1OC=2C1=CC=C(OC)C(OC)=C1 HIXDQWDOVZUNNA-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- AOBIOSPNXBMOAT-UHFFFAOYSA-N 2-[2-(oxiran-2-ylmethoxy)ethoxymethyl]oxirane Chemical compound C1OC1COCCOCC1CO1 AOBIOSPNXBMOAT-UHFFFAOYSA-N 0.000 description 1
- WTYYGFLRBWMFRY-UHFFFAOYSA-N 2-[6-(oxiran-2-ylmethoxy)hexoxymethyl]oxirane Chemical compound C1OC1COCCCCCCOCC1CO1 WTYYGFLRBWMFRY-UHFFFAOYSA-N 0.000 description 1
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 1
- 125000000022 2-aminoethyl group Chemical group [H]C([*])([H])C([H])([H])N([H])[H] 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical group OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- DPNXHTDWGGVXID-UHFFFAOYSA-N 2-isocyanatoethyl prop-2-enoate Chemical compound C=CC(=O)OCCN=C=O DPNXHTDWGGVXID-UHFFFAOYSA-N 0.000 description 1
- QOXOZONBQWIKDA-UHFFFAOYSA-N 3-hydroxypropyl Chemical group [CH2]CCO QOXOZONBQWIKDA-UHFFFAOYSA-N 0.000 description 1
- SXIFAEWFOJETOA-UHFFFAOYSA-N 4-hydroxy-butyl Chemical group [CH2]CCCO SXIFAEWFOJETOA-UHFFFAOYSA-N 0.000 description 1
- NDWUBGAGUCISDV-UHFFFAOYSA-N 4-hydroxybutyl prop-2-enoate Chemical group OCCCCOC(=O)C=C NDWUBGAGUCISDV-UHFFFAOYSA-N 0.000 description 1
- ZYUVGYBAPZYKSA-UHFFFAOYSA-N 5-(3-hydroxybutan-2-yl)-4-methylbenzene-1,3-diol Chemical compound CC(O)C(C)C1=CC(O)=CC(O)=C1C ZYUVGYBAPZYKSA-UHFFFAOYSA-N 0.000 description 1
- 239000004953 Aliphatic polyamide Substances 0.000 description 1
- 229920000298 Cellophane Polymers 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- OTMSDBZUPAUEDD-UHFFFAOYSA-N Ethane Chemical class CC OTMSDBZUPAUEDD-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 239000013032 Hydrocarbon resin Substances 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- BZLVMXJERCGZMT-UHFFFAOYSA-N Methyl tert-butyl ether Chemical compound COC(C)(C)C BZLVMXJERCGZMT-UHFFFAOYSA-N 0.000 description 1
- 240000000907 Musa textilis Species 0.000 description 1
- IIGAAOXXRKTFAM-UHFFFAOYSA-N N=C=O.N=C=O.CC1=C(C)C(C)=C(C)C(C)=C1C Chemical class N=C=O.N=C=O.CC1=C(C)C(C)=C(C)C(C)=C1C IIGAAOXXRKTFAM-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 235000019482 Palm oil Nutrition 0.000 description 1
- 229920000538 Poly[(phenyl isocyanate)-co-formaldehyde] Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 1
- 239000011954 Ziegler–Natta catalyst Substances 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 229920006221 acetate fiber Polymers 0.000 description 1
- 150000001242 acetic acid derivatives Chemical class 0.000 description 1
- 125000004018 acid anhydride group Chemical group 0.000 description 1
- 239000003377 acid catalyst Substances 0.000 description 1
- 238000007259 addition reaction Methods 0.000 description 1
- 239000002313 adhesive film Substances 0.000 description 1
- 239000002998 adhesive polymer Substances 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 150000001335 aliphatic alkanes Chemical class 0.000 description 1
- 229920003231 aliphatic polyamide Polymers 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000004703 alkoxides Chemical class 0.000 description 1
- 125000003545 alkoxy group Chemical group 0.000 description 1
- 125000005370 alkoxysilyl group Chemical group 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 239000003125 aqueous solvent Substances 0.000 description 1
- 125000001204 arachidyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000001491 aromatic compounds Chemical class 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- 125000003710 aryl alkyl group Chemical group 0.000 description 1
- 125000005160 aryl oxy alkyl group Chemical group 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- HIFVAOIJYDXIJG-UHFFFAOYSA-N benzylbenzene;isocyanic acid Chemical class N=C=O.N=C=O.C=1C=CC=CC=1CC1=CC=CC=C1 HIFVAOIJYDXIJG-UHFFFAOYSA-N 0.000 description 1
- 230000001588 bifunctional effect Effects 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 150000001718 carbodiimides Chemical class 0.000 description 1
- 150000001721 carbon Chemical group 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000004359 castor oil Substances 0.000 description 1
- 235000019438 castor oil Nutrition 0.000 description 1
- 239000012986 chain transfer agent Substances 0.000 description 1
- 239000013522 chelant Substances 0.000 description 1
- 238000010382 chemical cross-linking Methods 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 1
- HNEGQIOMVPPMNR-IHWYPQMZSA-N citraconic acid Chemical compound OC(=O)C(/C)=C\C(O)=O HNEGQIOMVPPMNR-IHWYPQMZSA-N 0.000 description 1
- 229940018557 citraconic acid Drugs 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000003240 coconut oil Substances 0.000 description 1
- 235000019864 coconut oil Nutrition 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 230000008094 contradictory effect Effects 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 239000006059 cover glass Substances 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 238000007766 curtain coating Methods 0.000 description 1
- 125000004093 cyano group Chemical group *C#N 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 125000000753 cycloalkyl group Chemical group 0.000 description 1
- BRYSLIOQYFVAJD-UHFFFAOYSA-N cyclohexane;1,2-dichloroethane Chemical compound ClCCCl.C1CCCCC1 BRYSLIOQYFVAJD-UHFFFAOYSA-N 0.000 description 1
- 125000001511 cyclopentyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C1([H])[H] 0.000 description 1
- NHADDZMCASKINP-HTRCEHHLSA-N decarboxydihydrocitrinin Natural products C1=C(O)C(C)=C2[C@H](C)[C@@H](C)OCC2=C1O NHADDZMCASKINP-HTRCEHHLSA-N 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 150000001991 dicarboxylic acids Chemical class 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 125000005442 diisocyanate group Chemical group 0.000 description 1
- KIQKWYUGPPFMBV-UHFFFAOYSA-N diisocyanatomethane Chemical compound O=C=NCN=C=O KIQKWYUGPPFMBV-UHFFFAOYSA-N 0.000 description 1
- USIUVYZYUHIAEV-UHFFFAOYSA-N diphenyl ether Natural products C=1C=CC=CC=1OC1=CC=CC=C1 USIUVYZYUHIAEV-UHFFFAOYSA-N 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- WNAHIZMDSQCWRP-UHFFFAOYSA-N dodecane-1-thiol Chemical compound CCCCCCCCCCCCS WNAHIZMDSQCWRP-UHFFFAOYSA-N 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000003480 eluent Substances 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- 125000005448 ethoxyethyl group Chemical group [H]C([H])([H])C([H])([H])OC([H])([H])C([H])([H])* 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000001815 facial effect Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229920001821 foam rubber Polymers 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 description 1
- 239000011086 glassine Substances 0.000 description 1
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 1
- 125000000623 heterocyclic group Chemical group 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 229920006270 hydrocarbon resin Polymers 0.000 description 1
- 125000005462 imide group Chemical group 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 229940119545 isobornyl methacrylate Drugs 0.000 description 1
- LDHQCZJRKDOVOX-IHWYPQMZSA-N isocrotonic acid Chemical compound C\C=C/C(O)=O LDHQCZJRKDOVOX-IHWYPQMZSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 125000000468 ketone group Chemical group 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 235000001510 limonene Nutrition 0.000 description 1
- 229940087305 limonene Drugs 0.000 description 1
- 229920004889 linear high-density polyethylene Polymers 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 125000002960 margaryl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 125000005395 methacrylic acid group Chemical group 0.000 description 1
- AYLRODJJLADBOB-QMMMGPOBSA-N methyl (2s)-2,6-diisocyanatohexanoate Chemical compound COC(=O)[C@@H](N=C=O)CCCCN=C=O AYLRODJJLADBOB-QMMMGPOBSA-N 0.000 description 1
- XJRBAMWJDBPFIM-UHFFFAOYSA-N methyl vinyl ether Chemical compound COC=C XJRBAMWJDBPFIM-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 238000005065 mining Methods 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 150000002763 monocarboxylic acids Chemical class 0.000 description 1
- 229930003658 monoterpene Natural products 0.000 description 1
- 150000002773 monoterpene derivatives Chemical class 0.000 description 1
- 235000002577 monoterpenes Nutrition 0.000 description 1
- 125000001421 myristyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 125000001196 nonadecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 150000001451 organic peroxides Chemical class 0.000 description 1
- 239000003346 palm kernel oil Substances 0.000 description 1
- 235000019865 palm kernel oil Nutrition 0.000 description 1
- 239000002540 palm oil Substances 0.000 description 1
- 125000000913 palmityl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000002958 pentadecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- JRKICGRDRMAZLK-UHFFFAOYSA-L persulfate group Chemical group S(=O)(=O)([O-])OOS(=O)(=O)[O-] JRKICGRDRMAZLK-UHFFFAOYSA-L 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- 230000029553 photosynthesis Effects 0.000 description 1
- 238000010672 photosynthesis Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920000223 polyglycerol Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920006327 polystyrene foam Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- USHAGKDGDHPEEY-UHFFFAOYSA-L potassium persulfate Chemical compound [K+].[K+].[O-]S(=O)(=O)OOS([O-])(=O)=O USHAGKDGDHPEEY-UHFFFAOYSA-L 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 239000012966 redox initiator Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229920005573 silicon-containing polymer Polymers 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 238000006557 surface reaction Methods 0.000 description 1
- 238000010557 suspension polymerization reaction Methods 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 239000003784 tall oil Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000000954 titration curve Methods 0.000 description 1
- RUELTTOHQODFPA-UHFFFAOYSA-N toluene 2,6-diisocyanate Chemical compound CC1=C(N=C=O)C=CC=C1N=C=O RUELTTOHQODFPA-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 125000002889 tridecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000003981 vehicle Substances 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 210000000707 wrist Anatomy 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J161/00—Adhesives based on condensation polymers of aldehydes or ketones; Adhesives based on derivatives of such polymers
- C09J161/04—Condensation polymers of aldehydes or ketones with phenols only
- C09J161/06—Condensation polymers of aldehydes or ketones with phenols only of aldehydes with phenols
- C09J161/14—Modified phenol-aldehyde condensates
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
Definitions
- the present invention relates to an adhesive sheet.
- This application claims priority based on Japanese Patent Application No. 2022-108024 filed on July 4, 2022, and the entire contents of that application are incorporated herein by reference.
- adhesives also referred to as pressure-sensitive adhesives, hereinafter the same
- adhesives exhibit a soft solid (viscoelastic) state in a temperature range around room temperature, and have the property of adhering to adherends under pressure.
- adhesives are used in various industrial fields, from mobile electronic devices such as smartphones and home appliances to automobiles and OA equipment, and are typically used in the form of adhesive sheets containing an adhesive layer to bond parts together. It is widely used for purposes such as surface protection.
- Technical documents regarding pressure-sensitive adhesive sheets include Patent Documents 1 and 2.
- Patent Documents 1 and 2 describe adhesives containing acrylic polymers polymerized using heptyl acrylate as a monomer component.
- Adhesive sheets are required to have various performances depending on the location of application and how they are used. For example, as mobile electronic devices become more sophisticated and functional, adhesive sheets used to secure components of portable electronic devices such as mobile phones, smartphones, and tablet computers are required to have higher adhesive reliability. It is being In addition, in recent years, in addition to higher performance and functionality, the development of mobile electronic devices with high design features such as incorporating curved shapes such as three-dimensional shapes has progressed, and the surface shapes tend to become more complex. It is in. Adhesive sheets that are attached to complex shapes such as curved surfaces are required to follow the shape well, adhere closely, and exhibit high adhesion reliability.
- the temperature and humidity inside the above-mentioned portable electronic device may reach a high temperature of over 50 degrees Celsius due to the influence of not only the heat inside the electronic device but also the external environment, and the humidity may become high. It is also possible. Furthermore, portable electronic devices are at risk of falling due to the way they are used. Adhesive with high adhesion reliability that maintains adhesion to the curved shape of the adherend and does not cause problems such as peeling, even in harsh usage environments such as those mentioned above, and in usage conditions where it may be exposed to shocks such as drops. It would be meaningful if a sheet was provided.
- the present invention was created in view of the above circumstances, and is an adhesive with excellent adhesion reliability that adheres well to curved surfaces and does not peel off even when subjected to impact such as dropping.
- the purpose is to provide sheets.
- a pressure-sensitive adhesive sheet having a pressure-sensitive adhesive layer is provided.
- This pressure-sensitive adhesive sheet showed that the floating height at the end of the test was 2.0 mm or less in the repulsion resistance evaluation test conducted using the method described below, and that the impact adhesive strength was determined by the impact resistance test conducted in accordance with JIS K6855. The diameter is 0.3 J/cm 2 or more.
- a polyethylene terephthalate (PET) film having a length of 70 mm, a width of 10 mm, and a thickness of 75 ⁇ m is fixed at one longitudinal end of the PET film to the lower surface of a polycarbonate plate having a length of 30 mm, a width of 10 mm, and a thickness of 2 mm.
- the PET film is bent along the longitudinal direction, and the other end of the bent PET film in the longitudinal direction is fixed to the upper surface of the polycarbonate plate using an adhesive sheet with an adhesion area of 3 mm x 10 mm.
- This state is maintained at 65° C., 90% RH, and 72 hours (repulsion resistance evaluation test).
- 72 hours at the end of the test
- the floating height [mm] of the adhesive sheet from the polycarbonate plate is measured.
- Adhesive sheets that satisfy the above repulsion and impact resistance properties adhere well to curved surfaces and have excellent adhesion reliability that does not cause peeling even when subjected to impact such as being dropped. It can become a thing.
- the adhesive layer contains an acrylic polymer.
- the acrylic polymer is a polymer of monomer components containing heptyl acrylate.
- the repulsion resistance and impact resistance described above can be suitably achieved by using an acrylic polymer containing heptyl acrylate as a monomer component.
- a composition containing an acrylic polymer containing heptyl acrylate as a monomer component can preferably achieve both repulsion resistance and impact resistance, which are usually in a trade-off relationship.
- the glass transition temperature (Tg) of the adhesive layer is within the range of -15°C to 15°C.
- the glass transition temperature of the adhesive layer refers to the glass transition temperature determined from the peak temperature of tan ⁇ in dynamic viscoelasticity measurement.
- Tg glass transition temperature
- the adhesive layer further includes a tackifying resin.
- the technology disclosed herein is preferably implemented with a configuration in which the adhesive layer contains a tackifier resin.
- the tackifying resin at least one selected from rosin-based tackifying resins and terpene-based tackifying resins is preferably used.
- the content of the tackifier resin in the adhesive layer is 70 parts by weight or less based on 100 parts by weight of the base polymer (eg, acrylic polymer).
- the base polymer eg, acrylic polymer
- the adhesive layer further includes an acrylic oligomer.
- the technique disclosed herein is preferably implemented in an embodiment in which the adhesive layer contains an acrylic oligomer. Among these, it is more preferable to use a tackifying resin and an acrylic oligomer together.
- the adhesive composition for forming the adhesive layer includes at least one selected from an isocyanate crosslinking agent and an epoxy crosslinking agent.
- a crosslinking agent selected from isocyanate-based crosslinking agents and epoxy-based crosslinking agents By using a crosslinking agent selected from isocyanate-based crosslinking agents and epoxy-based crosslinking agents, the cohesive force of the adhesive can be appropriately increased, and while having impact resistance properties, it is possible to preferably improve repulsion resistance properties. can.
- the adhesive sheet according to some preferred embodiments has a 180 degree peel strength against a stainless steel plate (adhesive strength against SUS) of 20 N/25 mm or more.
- the pressure-sensitive adhesive sheet having the above adhesive strength against SUS can exhibit excellent adhesive strength.
- the adhesive sheet disclosed herein has excellent adhesion reliability that adheres well to curved surfaces and does not peel off even when subjected to impact such as dropping, so it can be used for high performance and It may have a curved shape for high functionality, design, etc., and is preferably used for joining parts of portable electronic devices that may be exposed to shocks such as dropping.
- this specification provides a portable electronic device using any of the adhesive sheets disclosed herein, in other words, a portable electronic device including the adhesive sheet.
- FIG. 1 is a cross-sectional view schematically showing the configuration of a pressure-sensitive adhesive sheet according to an embodiment.
- FIG. 3 is a cross-sectional view schematically showing the configuration of a pressure-sensitive adhesive sheet according to another embodiment.
- FIG. 3 is a cross-sectional view schematically showing the configuration of a pressure-sensitive adhesive sheet according to another embodiment.
- FIG. 1 is a front view schematically showing an example of a portable electronic device including an adhesive sheet. It is a schematic diagram explaining the method of a Z-axis direction repulsion resistance test.
- the term "adhesive” as used herein refers to a material that exhibits a soft solid (viscoelastic) state in the temperature range around room temperature and has the property of easily adhering to an adherend under pressure. .
- the adhesive referred to here generally has a complex tensile modulus E * (1Hz) as defined in "C. A. Dahlquist, “Adhesion: Fundamentals and Practice", McLaren & Sons, (1966) P. 143". ⁇ 10 7 dyne/cm 2 (typically, a material having the above properties at 25° C.).
- biomass-derived carbon means carbon derived from biomass materials, that is, materials derived from renewable organic resources (renewable carbon).
- biomass materials are typically materials derived from biological resources (typically plants that perform photosynthesis) that can be reproduced sustainably in the presence of sunlight, water, and carbon dioxide. means. Therefore, materials derived from fossil resources that are depleted through use after mining (fossil resource-based materials) are excluded from the concept of biomass materials here.
- the biomass carbon ratio of the adhesive layer and the adhesive sheet that is, the proportion of biomass-derived carbon in the total carbon contained in the adhesive layer and the adhesive sheet, is the carbon isotope content with a mass number of 14 measured in accordance with ASTM D6866. It can be estimated from the amount.
- the adhesive sheet disclosed herein includes an adhesive layer.
- the above-mentioned pressure-sensitive adhesive sheet is, for example, a base material-less double-sided pressure-sensitive adhesive sheet comprising a first pressure-sensitive adhesive surface formed by one surface of the pressure-sensitive adhesive layer, and a second pressure-sensitive adhesive surface formed by the other surface of the pressure-sensitive adhesive layer.
- the pressure-sensitive adhesive sheet disclosed herein may be in the form of a pressure-sensitive adhesive sheet with a base material, in which the pressure-sensitive adhesive layer is laminated on one or both sides of a support base material.
- the supporting base material may be simply referred to as "base material”.
- adhesive sheet here may include what is called an adhesive tape, an adhesive label, an adhesive film, and the like.
- the pressure-sensitive adhesive sheet disclosed herein may be in the form of a roll or a sheet. Alternatively, the adhesive sheet may be further processed into various shapes.
- FIG. 1 The structure of a pressure-sensitive adhesive sheet according to one embodiment is schematically shown in FIG.
- This adhesive sheet 1 is configured as a double-sided adhesive sheet without a base material, which includes an adhesive layer 21.
- the adhesive sheet 1 has a first adhesive surface 21A constituted by one surface (first surface) of the adhesive layer 21, and a second adhesive surface constituted by the other surface (second surface) of the adhesive layer 21. 21B are attached to different parts of the adherend.
- the locations on which the adhesive surfaces 21A and 21B are attached may be on different members, or may be on different locations within a single member. As shown in FIG.
- the adhesive sheet 1 before use (that is, before being attached to an adherend) has a first adhesive surface 21A and a second adhesive surface 21B that are peeled off at least on the side facing the adhesive layer 21. It may be a component of the adhesive sheet 100 with a release liner that is protected by the release liners 31 and 32 serving as surfaces.
- the release liners 31 and 32 it is preferable to use, for example, a sheet-like base material (liner base material) that has a release layer formed of a release treatment agent on one side so that one side becomes a release surface. obtain.
- the release liner 32 may be omitted and a release liner 31 having release surfaces on both sides may be used, and this and the adhesive sheet 1 may be overlapped and spirally wound so that the second adhesive surface 21B is on the release liner 31.
- the pressure-sensitive adhesive sheet with a release liner may be configured in a form (roll form) in which the pressure-sensitive adhesive sheet is in a protected form (in the form of a roll) in contact with the back surface of the adhesive sheet.
- FIG. 2 The structure of a pressure-sensitive adhesive sheet according to another embodiment is schematically shown in FIG. 2.
- This adhesive sheet 2 is a base material comprising a sheet-shaped support base material (for example, a resin film) 10 having a first surface 10A and a second surface 10B, and an adhesive layer 21 provided on the first surface 10A side. It is constructed as a single-sided adhesive sheet.
- the adhesive layer 21 is fixedly provided on the first surface 10A side of the support base material 10, that is, without the intention of separating the adhesive layer 21 from the support base material 10. As shown in FIG.
- the pressure-sensitive adhesive sheet 2 before use has a surface (adhesive surface) 21A of the pressure-sensitive adhesive layer 21 protected by a release liner 31 having at least the side facing the pressure-sensitive adhesive layer 21 as a release surface. It may be a component of the pressure-sensitive adhesive sheet 200 with a release liner. Alternatively, the release liner 31 may be omitted, the second surface 10B may be the release surface of the support base material 10, and the adhesive sheet 2 may be wound so that the adhesive surface 21A is the second surface (back surface) of the support base material 10. ) 10B may be in a protected form (roll form).
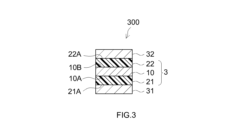
- FIG. 3 schematically shows the structure of a pressure-sensitive adhesive sheet according to yet another embodiment.
- This adhesive sheet 3 includes a sheet-shaped support base material (for example, a resin film) 10 having a first surface 10A and a second surface 10B, and a first adhesive layer 21 fixedly provided on the first surface 10A side. and a second adhesive layer 22 fixedly provided on the second surface 10B side.
- 32 may be a component of the adhesive sheet 300 with a release liner.
- the release liner 32 may be omitted and a release liner 31 having release surfaces on both sides may be used, and this and the adhesive sheet 3 may be overlapped and spirally wound so that the second adhesive surface 22A is on the release liner 31.
- the pressure-sensitive adhesive sheet with a release liner may be in a protected form (roll form) in contact with the back surface of the adhesive sheet.
- the first adhesive layer and the second adhesive layer may be the adhesive layer described below.
- the other adhesive layer (for example, the second adhesive layer) may be the adhesive layer disclosed herein, and the adhesive layer disclosed herein (specifically, the one adhesive layer described above) may be the adhesive layer disclosed herein.
- the adhesive layer may have a composition different from that of the adhesive layer (for example, the first adhesive layer).
- the other pressure-sensitive adhesive layer may be formed from a known or commonly used pressure-sensitive adhesive, for example.
- the technology disclosed herein has a structure that does not have a foam base material that is advantageous for improving impact resistance, and has a structure that does not have a foam base material that is advantageous for improving impact resistance, and has good adhesion to curved surfaces and resistance to impacts such as drops. It is possible to achieve adhesion reliability that does not cause peeling even when Therefore, the present invention is disclosed herein in the form of a double-sided pressure-sensitive adhesive sheet without a base material consisting of an adhesive layer, or in the form of a pressure-sensitive adhesive sheet with a base material comprising a base material other than a foam base material (non-foam base material). The technique can be implemented.
- the form of a base material-less double-sided pressure-sensitive adhesive sheet is preferred. Since the base material-less double-sided adhesive sheet does not have a base material, it can be made thinner and can contribute to downsizing and space saving of products to which the double-sided adhesive sheet is applied. Moreover, according to the base material-less adhesive sheet, the effects of the adhesive layer such as repulsion resistance and impact resistance against continuous loads in the Z-axis direction can be maximized.
- the pressure-sensitive adhesive sheet has a floating height of 2.0 mm or less at the end of the test (repulsion resistance property) in a repulsion resistance evaluation test conducted by the method below, and is compliant with JIS K6855. It is characterized by satisfying two properties: an impact adhesive strength of 0.3 J/cm 2 or more (impact resistance properties) according to an impact resistance test conducted. Adhesive sheets that satisfy the above repulsion and impact resistance properties adhere well to curved surfaces and have excellent adhesion reliability that does not cause peeling even when subjected to impact such as being dropped. It can become a thing.
- impact resistance can be improved by lowering the elastic modulus of the adhesive, but if the elastic modulus of the adhesive is designed to be low, for example by lowering the degree of crosslinking, it may be possible to improve the impact resistance required for repulsion resistance.
- the cohesive force also decreases, making it difficult to obtain good repulsion resistance.
- repulsion resistance and impact resistance are contradictory properties, and it is difficult to achieve both, but the technology disclosed herein makes it possible to achieve both repulsion resistance and impact resistance, which have a trade-off relationship. It is.
- a polyethylene terephthalate (PET) film having a length of 70 mm, a width of 10 mm, and a thickness of 75 ⁇ m is fixed at one longitudinal end of the PET film to the lower surface of a polycarbonate plate having a length of 30 mm, a width of 10 mm, and a thickness of 2 mm.
- the PET film is bent along the longitudinal direction, and the other end of the bent PET film in the longitudinal direction is fixed to the upper surface of the polycarbonate plate using an adhesive sheet with an adhesion area of 3 mm x 10 mm. This state is maintained at 65° C., 90% RH, and 72 hours (repulsion resistance evaluation test). Then, after 72 hours (at the end of the test), the floating height [mm] of the adhesive sheet from the polycarbonate plate is measured.
- An adhesive sheet that satisfies the above-mentioned repulsion resistance characteristics has particularly excellent repulsion resistance against a peeling load consisting essentially only in the thickness direction (Z-axis direction) of the adhesive sheet, and has excellent repulsion resistance in that direction. It is particularly resistant to peeling under heavy peeling loads, and can adhere well to curved surfaces. It also exhibits stable adhesion reliability even when adhesive sheets attached to adherends (e.g., mobile electronic devices and their component modules) are exposed to high temperature and high humidity conditions during storage. It is possible. In some preferred embodiments, it is appropriate for the adhesive sheet to have a floating height of 1.5 mm or less after the repulsion resistance evaluation test, preferably 1.0 mm or less, more preferably 0.7 mm or less.
- the above-mentioned floating height is a height that includes the thickness of the adhesive sheet (30 ⁇ m in the examples described later). More specifically, the above-mentioned repulsion resistance evaluation test is carried out by the method described in the Z-axis direction repulsion resistance test in Examples described below.
- a pressure-sensitive adhesive sheet that satisfies the above-mentioned impact resistance properties can serve as a bonding means with excellent durability against impact in the shear direction. Therefore, for example, it can be preferably used as a member fixing means in a portable electronic device that is expected to be exposed to shocks due to drops or collisions.
- 0.35 J/cm 2 or more (more preferably 0.40 J/cm 2 or more, still more preferably 0.45 J/cm 2 or more, particularly preferably 0.50 J/cm 2 or more)
- a pressure-sensitive adhesive sheet can be provided that exhibits an impact adhesive strength of .
- the upper limit of the impact adhesive strength is not particularly limited, and may be, for example, 3.00 J/cm 2 or less.
- the impact adhesive strength may be, for example, 1.00 J/cm 2 or less, 0.80 J/cm 2 or less, or 0.60 J. / cm2 or less. More specifically, the above-mentioned impact resistance test is carried out by the method described in the impact resistance test of Examples below.
- the adhesive composition specifically, the monomer composition and molecular weight of the base polymer such as the use of heptyl acrylate, the type and amount of the tackifier resin and oligomer used, and the crosslinking agent. This can be achieved by appropriately selecting and adjusting the type and amount used, and by appropriately setting the thickness of the adhesive layer and the type and thickness of the base material.
- the adhesive sheet disclosed in this specification includes embodiments in which the above-mentioned repulsion resistance properties and/or impact resistance properties are not limited, and in such embodiments, the adhesive sheet is not limited to those having the above-mentioned properties.
- the adhesive sheet preferably has a 180 degree peel strength against a stainless steel plate (adhesive strength against SUS) of approximately 15 N/25 mm or more (for example, 17 N/25 mm or more).
- a pressure-sensitive adhesive sheet exhibiting such adhesive strength to SUS can exhibit excellent adhesive strength.
- the adhesive strength to SUS is more preferably about 20 N/25 mm or more, still more preferably about 23 N/25 mm or more, particularly preferably 25 N/25 mm or more (for example, 26 N/25 mm or more).
- the upper limit of the adhesive strength to SUS is not particularly limited, but from the viewpoint of coexistence with other adhesive properties such as repulsion resistance, it may normally be, for example, about 50 N/25 mm or less.
- the adhesive strength to SUS is measured using a SUS plate as an adherend under the conditions of a tensile speed of 300 mm/min and a peel angle of 180 degrees in a measurement environment of 23° C. and 50% RH. More specifically, it is measured by the method described in Examples below.
- the adhesive sheet may include a biomass-derived material, and the biomass carbon ratio may be greater than or equal to a predetermined value.
- the biomass carbon ratio of the adhesive sheet is, for example, 1% or more, and may be 10% or more, preferably 30% or more, and more preferably 50% or more.
- a high biomass carbon ratio in the adhesive sheet means that less fossil resource-based materials, such as petroleum, are used. From this point of view, the higher the biomass carbon ratio of the pressure-sensitive adhesive sheet, the more preferable it is.
- the biomass carbon ratio of the adhesive sheet may be 55% or more, 60% or more, 70% or more, 75% or more, 80% or more, or more than 80%. .
- the upper limit of the biomass carbon ratio is 100% by definition, and may be 99% or less, and from the viewpoint of material availability, it may be 95% or less, or 90% or less. In some embodiments, from the viewpoint of facilitating good adhesive performance, the biomass carbon ratio of the adhesive sheet may be, for example, 90% or less, 85% or less, or 80% or less.
- an adhesive layer in an embodiment comprising a first adhesive layer and a second adhesive layer, at least one of the first adhesive layer and the second adhesive layer.
- the type of adhesive constituting the same is not particularly limited.
- the above adhesive includes acrylic polymers, rubber polymers (natural rubber, synthetic rubber, mixtures thereof, etc.), polyester polymers, urethane polymers, polyether polymers, silicone polymers, which can be used in the adhesive field.
- base polymer in the sense of a structural polymer that forms an adhesive.
- a pressure-sensitive adhesive containing an acrylic polymer or a rubber-based polymer as a base polymer can be preferably employed.
- adhesives having an acrylic polymer as a base polymer (acrylic adhesives) are preferred.
- the technique disclosed herein is preferably implemented in an embodiment using an acrylic pressure-sensitive adhesive.
- the base polymer refers to the main component of a rubbery polymer (a polymer that exhibits rubber elasticity in a temperature range around room temperature) contained in the adhesive layer.
- the term "main component” refers to a component contained in an amount exceeding 50% by weight, unless otherwise specified.
- the following description regarding the adhesive and the components that can be included in the adhesive layer is also applicable to the adhesive composition used to form the adhesive (layer) unless otherwise specified.
- the term "acrylic polymer” refers to a polymer containing monomer units derived from a monomer having at least one (meth)acryloyl group in one molecule, as monomer units constituting the polymer. .
- a monomer having at least one (meth)acryloyl group in one molecule will also be referred to as an "acrylic monomer.”
- an acrylic polymer in this specification is defined as a polymer containing monomer units derived from acrylic monomers.
- (meth)acryloyl” refers comprehensively to acryloyl and methacryloyl.
- (meth)acrylate” comprehensively refers to acrylate and methacrylate
- (meth)acrylic” comprehensively refers to acrylic and methacrylic.
- an adhesive layer made of an acrylic adhesive that is, an adhesive sheet having an acrylic adhesive layer. It is not intended to be limited to
- acrylic polymer As the acrylic polymer in the technology disclosed herein, for example, a polymer of a monomer raw material that contains an alkyl (meth)acrylate as a main monomer and may further contain a submonomer copolymerizable with the main monomer is preferable.
- the main monomer refers to a component that accounts for more than 50% by weight of the monomer composition in the monomer raw material.
- alkyl (meth)acrylate for example, a compound represented by the following formula (1) can be suitably used.
- CH 2 C(R 1 )COOR 2 (1)
- R 1 in the above formula (1) is a hydrogen atom or a methyl group.
- R 2 is a chain alkyl group having 1 to 20 carbon atoms.
- such a range of the number of carbon atoms may be expressed as "C 1-20 ".
- an alkyl (meth)acrylate in which R 2 is a C 1-14 (for example, C 1-10 , typically C 4-8 ) chain alkyl group is used as the main monomer. It is appropriate to do so.
- the main monomer is an alkyl acrylate in which R 1 is a hydrogen atom and R 2 is a C 4-8 chain alkyl group (hereinafter also simply referred to as C 4-8 alkyl acrylate). is preferred.
- alkyl (meth)acrylates in which R 2 is a C 1-20 chain alkyl group include, but are not limited to, methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate, and isopropyl.
- alkyl (meth)acrylates can be used alone or in combination of two or more. Suitable examples of alkyl (meth)acrylates include n-butyl acrylate (BA) and 2-ethylhexyl acrylate (2EHA).
- BA n-butyl acrylate
- EHA 2-ethylhexyl acrylate
- the proportion of alkyl (meth)acrylate in the monomer components constituting the acrylic polymer is typically more than 50% by weight, for example, it can be 70% by weight or more, it may be 85% by weight or more, and it can be 90% by weight or more. It may be more than % by weight.
- the upper limit of the proportion of alkyl (meth)acrylate is not particularly limited, but it is preferably 99.5% by weight or less (for example, 99% by weight or less), or characteristics based on submonomers such as carboxy group-containing monomers (for example, aggregation). From the viewpoint of preferably exerting the force), the content may be 98% by weight or less (for example, less than 97% by weight).
- the acrylic polymer may be obtained by polymerizing substantially only alkyl (meth)acrylate.
- a polymer of a monomer component containing heptyl acrylate is used as the acrylic polymer.
- Acrylic polymers polymerized using monomer components containing heptyl acrylate are more flexible than polymers of other alkyl acrylates such as n-butyl acrylate (BA) and 2-ethylhexyl acrylate (2EHA).
- Adhesives containing polymers have good adhesion to curved surfaces and tend to provide excellent impact resistance. The reason for this is not to be construed as particularly limiting, but polymers containing heptyl acrylate as a monomer unit have a low glass transition temperature and a relatively large space between the main chains within the adhesive. it is conceivable that.
- n-heptyl acrylate is preferred from the viewpoint of flexibility.
- Acrylic polymers synthesized containing n-heptyl acrylate as a monomer component are considered to have relatively long linear side chains, and therefore tend to have larger spaces between main chains.
- the proportion of heptyl acrylate in the monomer components of the acrylic polymer is 50% by weight or more (for example, more than 50% by weight), preferably 70% by weight or more, more preferably 80% by weight or more.
- the content is more preferably 85% by weight or more, particularly preferably 90% by weight or more, may be 92% by weight or more, may be 94% by weight or more, may be 95% by weight or more, and may be 96% by weight or more.
- the upper limit of the proportion of heptyl acrylate in the monomer component is 100% by weight, and may be 99% by weight or less, or may be 98% by weight or less. From the viewpoint of copolymerizing the carboxyl group-containing monomer and other monomers, in some embodiments, the proportion of heptyl acrylate in the monomer components is less than 97% by weight. In some preferred embodiments, the proportion of heptyl acrylate in the monomer component is 96% by weight or less, may be 95% by weight or less, and may be 94% by weight or less. By limiting the proportion of heptyl acrylate within the above range, repulsion resistance properties tend to be easily obtained.
- the acrylic polymer may be copolymerized with an alkyl (meth)acrylate (hereinafter also referred to as "optional alkyl (meth)acrylate”) other than heptyl acrylate.
- an alkyl (meth)acrylate hereinafter also referred to as "optional alkyl (meth)acrylate”
- R 1 in the above formula (1) is a hydrogen atom or a methyl group
- R 2 has a carbon atom number of 1 ⁇ 20 chain alkyl groups (however, when R 1 is a hydrogen atom, a heptyl group is excluded) can be suitably used.
- the proportion of heptyl acrylate in the total amount of alkyl (meth)acrylates contained in the monomer component is, for example, 50% by weight or more (specifically 50 to 100% by weight, for example, more than 50% by weight).
- 70% by weight or more, more preferably 80% by weight or more, still more preferably 90% by weight or more, particularly preferably 95% by weight or more may be 99% by weight or more, and may be 100% by weight. .
- the technology disclosed herein it is possible to achieve both repulsion resistance and impact resistance based on the action of heptyl acrylate without relying on arbitrary alkyl (meth)acrylates such as 2EHA and BA. Therefore, the technology disclosed herein can be preferably practiced in an embodiment in which the monomer component does not substantially contain any alkyl (meth)acrylate.
- the monomer component does not substantially contain monomer A (for example, the above-mentioned arbitrary alkyl (meth)acrylate), it means that the monomer A is not used, at least intentionally, and the monomer component is For example, unintentional inclusion of about 0.01% by weight or less is acceptable.
- monomer A for example, the above-mentioned arbitrary alkyl (meth)acrylate
- the monomer component may include an alkyl (meth)acrylate having a biomass-derived alkyl group at the ester end (hereinafter also referred to as "biomass alkyl (meth)acrylate”).
- biomass alkyl (meth)acrylate having a biomass-derived alkyl group at the ester end
- biomass alkyl (meth)acrylate it is possible to suitably realize an acrylic pressure-sensitive adhesive that is designed to reduce dependence on fossil resource-based materials.
- the biomass alkyl (meth)acrylate is not particularly limited, and is, for example, an ester of a biomass-derived alkanol and a biomass-derived or non-biomass-derived (meth)acrylic acid.
- alkanols derived from biomass include biomass ethanol, alkanols derived from plant materials such as palm oil, palm kernel oil, coconut oil, and castor oil.
- the biomass-derived alkanol has three or more carbon atoms, the alkanol may be linear or branched.
- an ester of a biomass-derived alkanol and a non-biomass-derived (meth)acrylic acid is used as the biomass alkyl (meth)acrylate used in the synthesis of the acrylic polymer.
- biomass alkyl (meth)acrylate In such a biomass alkyl (meth)acrylate, the greater the number of carbon atoms in the alkanol, the greater the number ratio of biomass-derived carbon to the total number of carbons contained in the biomass alkyl (meth)acrylate, that is, the biomass carbon ratio of the alkyl (meth)acrylate. becomes higher. Therefore, in the above-mentioned biomass alkyl (meth)acrylate, it is desirable that the alkyl group derived from biomass has a large number of carbon atoms in order to reduce dependence on fossil resource materials.
- biomass-derived heptyl acrylate (biomass heptyl acrylate) is used as the heptyl acrylate.
- biomass heptyl acrylate is an ester of a biomass-derived alkanol and a biomass-derived or non-biomass-derived acrylic acid.
- an ester of a biomass-derived alkanol and a non-biomass-derived acrylic acid can be used. In such compounds, only the heptyl groups are derived from biomass.
- biomass-derived heptyl acrylate it is preferable to use biomass-derived n-heptyl acrylate (biomass n-heptyl acrylate).
- the proportion of biomass alkyl (meth)acrylate (preferably biomass heptyl acrylate) in the monomer components of the acrylic polymer is, for example, 50% by weight or more (for example, more than 50% by weight), preferably 70% by weight or more, more preferably 80% by weight or more, further preferably 85% by weight or more, particularly preferably 90% by weight or more, may be 92% by weight or more, may be 94% by weight or more, and may be 96% by weight or more. good.
- the proportion of biomass alkyl (meth)acrylate (preferably biomass heptyl acrylate) among the monomer components is less than 97% by weight, and in some embodiments may be 95% by weight or less, and may be 93% by weight or less. It may be 91% by weight or less.
- the monomer component of the acrylic polymer contains a carboxyl group-containing monomer.
- Carboxy group-containing monomers can improve cohesive force based on their polarity.
- the carboxy group can serve as a crosslinking point of the acrylic polymer.
- repulsion resistance can be improved.
- carboxyl group-containing monomer better adhesion can be exhibited, for example, to adherends such as highly polar materials.
- Carboxy group-containing monomers include, for example, acrylic acid (AA), methacrylic acid (MAA), carboxyethyl (meth)acrylate, carboxypentyl (meth)acrylate, crotonic acid, isocrotonic acid, and other ethylenically unsaturated monocarboxylic acids; maleic acid; acid, ethylenically unsaturated dicarboxylic acids such as itaconic acid and citraconic acid.
- the carboxy group-containing monomer may be a monomer having a metal salt (for example, an alkali metal salt) of a carboxy group. Carboxy group-containing monomers can be used singly or in combination of two or more.
- carboxy group-containing monomers include AA and MAA.
- AA is particularly preferred.
- the proportion of AA in the carboxy group-containing monomers is preferably 50% by weight or more, more preferably 70% by weight or more, and even more preferably 90% by weight or more. It is.
- the carboxy group-containing monomer consists essentially of AA.
- AA provides a balance between repulsion resistance and impact resistance in the carboxyl group-containing monomer disclosed herein due to its polarity based on its carboxyl group, role as a crosslinking point, Tg (106°C), etc. It is considered to be the optimal monomer material as it is compatible with both.
- the proportion of the carboxyl group-containing monomer in the monomer component of the acrylic polymer is not particularly limited, and may be 0.1% by weight or more, 0.5% by weight or more, 1% by weight or more, 2% by weight or more. It may be more than % by weight. In some preferred embodiments, the proportion of the carboxy group-containing monomer in the monomer component is more than 3% by weight (specifically more than 3.0% by weight), preferably 4.0% by weight or more, More preferably 4.5% by weight or more, still more preferably 5.0% by weight or more (for example, more than 5.0% by weight), particularly preferably 5.5% by weight or more, and 6.0% by weight or more. Good too.
- the amount of the carboxy group-containing monomer is, for example, suitably 20% by weight or less of the total monomer components, preferably 15% by weight or less, and more preferably 12% by weight or less. In some preferred embodiments, the amount of the carboxy group-containing monomer may be 10% by weight or less, 8% by weight or less, 6% by weight or less, or 5% by weight or less.
- the amount of carboxyl group-containing monomer eg AA
- impact resistance properties tend to increase.
- the acrylic polymer may be copolymerized with a functional group-containing monomer (any functional group-containing monomer) other than the carboxy group-containing monomer.
- a functional group-containing monomer any functional group-containing monomer
- optional functional group-containing monomers that can introduce functional groups that can serve as crosslinking base points into acrylic polymers or contribute to improving adhesive strength include hydroxyl group (OH group)-containing monomers (2-hydroxyethyl (meth)acrylate, 2-hydroxyethyl (meth)acrylate, 2- Hydroxyalkyl (meth)acrylates such as hydroxypropyl (meth)acrylate, 3-hydroxypropyl (meth)acrylate, 2-hydroxybutyl (meth)acrylate, 4-hydroxybutyl (meth)acrylate; polypropylene glycol mono(meth)acrylate, etc.
- OH group hydroxyl group
- 2-hydroxyethyl (meth)acrylate 2-hydroxyethyl (meth)acrylate
- acid anhydride group-containing monomers acid anhydride group-containing monomers, amide group-containing monomers ((meth)acrylamide, N,N-dimethyl(meth)acrylamide, etc.), amino group-containing monomers (aminoethyl (meth)acrylate, N,N-dimethylaminoethyl (meth)acrylate, etc.), epoxy group-containing monomers, cyano group-containing monomers, keto group-containing monomers, monomers with nitrogen atom-containing rings (N-vinyl-2-pyrrolidone, N-(meth)acryloylmorpholine, etc.), alkoxysilyl Examples include group-containing monomers, imide group-containing monomers, and the like. The above arbitrary functional group-containing monomers can be used alone or in combination of two or more.
- the content of the optional functional group-containing monomer in the monomer component is not particularly limited. From the viewpoint of appropriately exhibiting the effect of using the optional functional group-containing monomer, the content of the optional functional group-containing monomer in the monomer component can be, for example, 0.1% by weight or more, and 0.5% by weight or more. It is appropriate that the amount is 1% by weight or more.
- the optional functional group-containing monomer in the monomer component includes heptyl acrylate and a monomer containing a carboxy group
- the optional functional group-containing monomer in the monomer component The content of is suitably 40% by weight or less, preferably 20% by weight or less, and may be 10% by weight or less (for example, 5% by weight or less).
- the content of optional functional group-containing monomers in the monomer component is, for example, less than 3% by weight, may be less than 1% by weight, may be less than 0.5% by weight, and may be less than 0.3% by weight. % or less than 0.1% by weight.
- the technique disclosed herein can be preferably carried out in an embodiment in which the monomer component of the acrylic polymer does not substantially contain any functional group-containing monomer.
- a hydroxyl group-containing monomer may be used as the optional functional group-containing monomer.
- the content of the hydroxyl group-containing monomer is suitably about 10% by weight or less (for example, 0.001 to 10% by weight), preferably about 5% by weight or less, more preferably about 5% by weight or less, based on the total monomer components. It is approximately 2% by weight or less.
- the content of hydroxyl-containing monomer in the monomer component may be less than 1% by weight, less than 0.5% by weight, less than 0.3% by weight, 0.1% by weight, etc. % or less than 0.01% by weight.
- the monomer component of the acrylic polymer may be substantially free of hydroxyl group-containing monomers. In the technology disclosed herein, by limiting the amount of the hydroxyl group-containing monomer used or not using it, it is possible to preferably achieve both repulsion resistance and impact resistance.
- the ratio of the carboxy group-containing monomer to the total functional group-containing monomers (total functional group-containing monomers including the carboxy group-containing monomer) used as a copolymerization component of the acrylic polymer is determined by the effect of copolymerizing the carboxy group-containing monomer.
- the content is suitably 30% by weight or more, preferably 50% by weight or more, more preferably 70% by weight or more, further preferably 80% by weight or more, particularly preferably 90% by weight or more, such as It may be 95% by weight or more, 97% by weight or more, 98% by weight or more, or 99% by weight or more (for example, 99.9% by weight or more).
- the upper limit of the proportion of the carboxy group-containing monomer to the total of the functional group-containing monomers is 100% by weight, and may be, for example, 95% by weight or less.
- the monomer components constituting the acrylic polymer may contain copolymerization components other than the above-mentioned functional group-containing monomers for the purpose of improving cohesive force and the like.
- copolymerization components include vinyl ester monomers such as vinyl acetate; aromatic vinyl compounds such as styrene; cycloalkyl (meth)acrylates such as cyclohexyl (meth)acrylate, cyclopentyl (meth)acrylate, and isobornyl ) acrylates; aryl (meth)acrylates (e.g. phenyl (meth)acrylate), aryloxyalkyl (meth)acrylates (e.g.
- Aromatic ring-containing (meth)acrylate Olefinic monomer; Chlorine-containing monomer; Isocyanate group-containing monomer such as 2-(meth)acryloyloxyethyl isocyanate; Alkoxy such as methoxyethyl (meth)acrylate and ethoxyethyl (meth)acrylate Group-containing monomers; vinyl ether monomers such as methyl vinyl ether and ethyl vinyl ether; and the like.
- the other copolymerization components mentioned above can be used alone or in combination of two or more.
- the amount of such other copolymerized components is not particularly limited as long as it can be selected as appropriate depending on the purpose and use, but from the viewpoint of appropriately exhibiting the effects of use, it is appropriate to set it to 0.05% by weight or more. , 0.5% by weight or more.
- the content of other copolymer components in the monomer components is 20% by weight or less, so that the adhesive properties based on the essential monomer components can be suitably exhibited. From this point of view, it is preferably 10% by weight or less, more preferably 8% by weight or less, still more preferably less than 5% by weight, for example, it may be less than 3% by weight, and may be less than 1% by weight.
- the technology disclosed herein can also be preferably practiced in an embodiment in which the monomer component does not substantially contain other copolymer components.
- Acrylic polymers are polyfunctional polymers that have at least two polymerizable functional groups (typically radically polymerizable functional groups) having unsaturated double bonds such as (meth)acryloyl groups and vinyl groups as other monomer components. It may also contain monomers. By using a polyfunctional monomer as a monomer component, the cohesive force of the adhesive layer can be increased. Polyfunctional monomers can be used as crosslinking agents.
- the polyfunctional monomer is not particularly limited, and includes, for example, 1,6-hexanediol di(meth)acrylate, trimethylolpropane tri(meth)acrylate, dipentaerythritol hexa(meth)acrylate, and neopentyl glycol di(meth)acrylate. etc.
- One type of polyfunctional monomer can be used alone or two or more types can be used in combination.
- the amount of the polyfunctional monomer used is not particularly limited, and can be appropriately set so that the intended use of the polyfunctional monomer is achieved.
- the amount of the polyfunctional monomer used can be about 3% by weight or less of the monomer components, preferably about 2% by weight or less, and more preferably about 1% by weight or less (for example, about 0.5% by weight or less).
- the lower limit of the amount used when using a polyfunctional monomer is not particularly limited, as long as it is greater than 0% by weight.
- the effect of using the polyfunctional monomer can be appropriately exhibited by setting the amount of the polyfunctional monomer to be approximately 0.001% by weight or more (for example, approximately 0.01% by weight or more) of the monomer components.
- the acrylic polymer is an acrylic polymer synthesized using a monomer component consisting essentially of heptyl acrylate (preferably n-heptyl acrylate) and a carboxy group-containing monomer (preferably acrylic acid). It will be done. According to the above monomer composition, the effects of heptyl acrylate and the carboxy group-containing monomer are effectively exhibited, and it is possible to better achieve both repulsion resistance and impact resistance. From this point of view, the total proportion of heptyl acrylate and the carboxyl group-containing monomer in the monomer components is suitably 90% by weight or more (90 to 100% by weight), preferably 95% by weight or more, more preferably 99% by weight or more.
- % by weight or more more preferably more than 99.5% by weight, particularly preferably more than 99.9% by weight (for example, more than 99.99% by weight), and the total proportion of heptyl acrylate and the carboxy group-containing monomer in the monomer components may be 100% by weight.
- biomass carbon ratio of the monomer component constituting the acrylic polymer may be, for example, 1% or more, suitably 10% or more, preferably 30% or more, and more preferably is 50% or more (for example, more than 50%), may be 70% or more, may be 80% or more, or may be 90% to 100%.
- the method for obtaining the acrylic polymer is not particularly limited, and various polymerization methods known as methods for synthesizing acrylic polymers, such as solution polymerization, emulsion polymerization, bulk polymerization, suspension polymerization, and photopolymerization, can be used. may be adopted as appropriate.
- a solution polymerization method can be preferably employed.
- a monomer supply method when performing solution polymerization a batch charging method in which all monomer raw materials are supplied at once, a continuous supply (dropping) method, a divided supply (dropping) method, etc. can be appropriately adopted.
- the polymerization temperature can be selected as appropriate depending on the type of monomer and solvent used, the type of polymerization initiator, etc., and is, for example, about 20°C to 170°C (typically about 40°C to 140°C). Can be done.
- the solvent (polymerization solvent) used for solution polymerization can be appropriately selected from conventionally known organic solvents.
- aromatic compounds typically aromatic hydrocarbons
- acetate esters such as ethyl acetate
- aliphatic or alicyclic hydrocarbons such as hexane and cyclohexane
- 1,2-dichloroethane, etc. halogenated alkanes lower alcohols such as isopropyl alcohol (for example, monohydric alcohols having 1 to 4 carbon atoms); ethers such as tert-butyl methyl ether; ketones such as methyl ethyl ketone; etc.
- Any one type of solvent or a mixed solvent of two or more types can be used.
- the initiator used for polymerization can be appropriately selected from conventionally known polymerization initiators depending on the type of polymerization method.
- one or more azo polymerization initiators such as 2,2'-azobisisobutyronitrile (AIBN) can be preferably used.
- Other examples of polymerization initiators include persulfates such as potassium persulfate; peroxide initiators such as benzoyl peroxide (BPO) and hydrogen peroxide; substituted ethane initiators such as phenyl-substituted ethane; aromatic carbonyl compounds; and the like.
- Still another example of the polymerization initiator is a redox initiator using a combination of a peroxide and a reducing agent.
- Such polymerization initiators can be used alone or in combination of two or more.
- the amount of the polymerization initiator used may be any normal amount, for example, approximately 0.005 to 1 part by weight (typically approximately 0.01 to 1 part by weight) per 100 parts by weight of all monomer components. degree).
- the weight average molecular weight (Mw) of the base polymer is not particularly limited, and a base polymer having an appropriate Mw that can achieve both repulsion resistance and impact resistance is used.
- the Mw of the base polymer may be greater than 600,000, greater than 650,000, suitably greater than 700,000, and may be greater than 750,000.
- the larger the Mw of the base polymer the easier it is to obtain a pressure-sensitive adhesive that exhibits good cohesive force, and the repulsion resistance tends to be improved.
- the Mw of the base polymer is 800,000 or more, may be 850,000 or more, may be 900,000 or more, more preferably 1,000,000 or more (for example, more than 1,000,000), and even more preferably 120,000 or more. 1,000,000 or more, particularly preferably 1,400,000 or more, may be 1,500,000 or more, or may be 1,600,000 or more.
- the base polymer is an acrylic polymer
- a monomer composition containing heptyl acrylate makes it easy to maintain a low viscosity, resulting in good synthesis of a high molecular weight material and making it easy to obtain an acrylic polymer having the above Mw. .
- the Mw of the base polymer is usually approximately 3 million or less, preferably 2.5 million or less, more preferably 2 million or less, More preferably, it is 1.8 million or less, may be 1.5 million or less, or may be 1.3 million or less. In some preferred embodiments, the Mw of the base polymer may be 1.1 million or less, 1 million or less, 950,000 or less, or 900,000 or less.
- the Mw of the base polymer can be measured by gel permeation chromatography (GPC) and determined as a value in terms of standard polystyrene. Specifically, it can be determined by measuring under the following conditions using a GPC measurement device with the trade name "HLC-8220GPC" (manufactured by Tosoh Corporation). The same applies to the embodiments described below.
- GPC gel permeation chromatography
- the adhesive layer includes a tackifying resin.
- a tackifying resin By using a tackifying resin, high adhesive strength can be obtained.
- the adhesive layer can exhibit excellent repulsion resistance when the composition includes a tackifying resin.
- the effect of using a tackifying resin can be effectively exhibited in a composition containing a high molecular weight acrylic polymer.
- the tackifier resin is not particularly limited and includes, for example, rosin-based tackifier resin, terpene-based tackifier resin, hydrocarbon-based tackifier resin, epoxy-based tackifier resin, polyamide-based tackifier resin, elastomer-based tackifier resin, Various tackifying resins such as phenolic tackifying resins and ketone tackifying resins can be used. Such tackifying resins can be used alone or in combination of two or more.
- rosin-based tackifying resins include unmodified rosin (raw rosin) such as gum rosin, wood rosin, and tall oil rosin; Hydrogenated rosin, disproportionated rosin, polymerized rosin, other chemically modified rosin, etc. (the same applies hereinafter); and other various rosin derivatives.
- unmodified rosin raw rosin
- Hydrogenated rosin disproportionated rosin
- polymerized rosin other chemically modified rosin, etc.
- other various rosin derivatives include rosins such as those obtained by esterifying unmodified rosin with alcohols (i.e., esterified products of rosin), and those obtained by esterifying modified rosin with alcohols (i.e., esterified products of modified rosin).
- Esters Unsaturated fatty acid-modified rosins, which are unmodified rosin or modified rosin modified with unsaturated fatty acids; Unsaturated fatty acid-modified rosin esters, which are rosin esters modified with unsaturated fatty acids; Unmodified rosin, modified rosin, unsaturated Rosin alcohols obtained by reducing the carboxyl group in fatty acid-modified rosins or unsaturated fatty acid-modified rosin esters; metal salts of rosins (especially rosin esters) such as unmodified rosin, modified rosin, and various rosin derivatives; rosins; Examples include rosin phenol resins obtained by adding phenol to (unmodified rosin, modified rosin, various rosin derivatives, etc.) with an acid catalyst and thermally polymerizing them. Among these, rosin ester is preferred.
- rosin esters include esters of unmodified rosin or modified rosin (hydrogenated rosin, disproportionated rosin, polymerized rosin, etc.), such as methyl ester, triethylene glycol ester, glycerin ester. , pentaerythritol ester and the like.
- terpene-based tackifying resins examples include terpene resins such as ⁇ -pinene polymer, ⁇ -pinene polymer, and dipentene polymer; modified terpene resins; and the like.
- modified terpene resin is terpene phenol resin.
- Terpene phenol resin refers to a polymer containing terpene residues and phenol residues, and includes copolymers of terpenes and phenol compounds (terpene-phenol copolymer resins), and homopolymers or copolymers of terpenes. This concept includes both phenol-modified products (phenol-modified terpene resins). Specific examples of terpenes constituting such terpene phenol resin include monoterpenes such as ⁇ -pinene, ⁇ -pinene, and limonene (including d-form, l-form, and d/l-form (dipentene)); can be mentioned.
- the hydrogenated terpene phenol resin refers to a hydrogenated terpene phenol resin having a structure obtained by hydrogenating such a terpene phenol resin. Sometimes called hydrogenated terpene phenolic resin.
- hydrocarbon-based tackifier resins examples include aliphatic (C5-based) petroleum resins, aromatic (C9-based) petroleum resins, aliphatic/aromatic copolymerized (C5/C9-based) petroleum resins, and Hydrogenated substances (e.g., alicyclic petroleum resins obtained by hydrogenating aromatic petroleum resins), various modified products thereof (e.g., maleic anhydride modified products), coumaron-based resins, coumaron-indene-based resins Examples include various hydrocarbon resins such as.
- the total proportion of the rosin-based tackifying resin and the terpene-based tackifying resin in the entire tackifying resin contained in the adhesive layer is, for example, approximately more than 50% by weight (more than 50% by weight and less than 100% by weight). ), and may be about 70% by weight or more, about 80% by weight or more, about 90% by weight or more, about 95% by weight or more, or about 99% by weight or more.
- Some preferred embodiments include embodiments in which the tackifying resin contains one or more terpene phenol resins.
- the technology disclosed herein can be preferably implemented, for example, in an embodiment in which about 25% by weight or more (more preferably about 30% by weight or more) of the total amount of tackifying resin is a terpene phenol resin.
- the proportion of the terpene phenol resin in the total amount of tackifying resin may be approximately 50% by weight or more, approximately 70% by weight or more, approximately 80% by weight or more, or approximately 90% by weight or more.
- Substantially all of the tackifying resin (for example, about 95% to 100% by weight, and even about 99% to 100% by weight) may be a terpene phenol resin.
- the content of the terpene phenol resin in the adhesive layer is not particularly limited as long as it satisfies the desired properties.
- the content of the terpene phenol resin is usually about 1 part by weight or more, and about 5 parts by weight or more based on 100 parts by weight of the base polymer (e.g., acrylic polymer), from the viewpoint of improving adhesive strength.
- the amount is preferably about 8 parts by weight or more, more preferably about 10 parts by weight or more, and still more preferably about 12 parts by weight or more (for example, 15 parts by weight or more).
- the content of the terpene phenol resin in the adhesive layer is, for example, 70 parts by weight or less, and 60 parts by weight or less, based on 100 parts by weight of the base polymer (for example, acrylic polymer). The amount may be 50 parts by weight or less. In some preferred embodiments, from the viewpoint of repulsion resistance, the content of the terpene phenol resin is 40 parts by weight or less, more preferably 30 parts by weight or less, still more preferably 25 parts by weight or less, particularly preferably 20 parts by weight or less. It is not more than 18 parts by weight, and may be not more than 18 parts by weight.
- the tackifier resin may include a tackifier resin (eg, terpene phenol resin) having a hydroxyl value higher than 20 mgKOH/g.
- the hydroxyl value of such a tackifying resin may be 30 mgKOH/g or more.
- tackifying resins having a hydroxyl value of 50 mgKOH/g or more are preferred.
- a tackifier resin having a hydroxyl value of 50 mgKOH/g or more may be referred to as a "high hydroxyl value resin".
- the tackifier resin containing such a high hydroxyl value resin in addition to the adhesive force, an adhesive layer with high cohesive force can be realized by interacting with a crosslinking agent such as an isocyanate-based crosslinking agent.
- the tackifying resin may include a high hydroxyl value resin having a hydroxyl value of 60 mgKOH/g or more (more preferably 70 mgKOH/g or more).
- the above-mentioned high hydroxyl value resin (for example, terpene phenol resin) is preferably used in combination with, for example, an acrylic polymer containing heptyl acrylate as a monomer component, and has good adhesive strength and resistance to the adherend. Repulsion properties can be achieved.
- the upper limit of the hydroxyl value of the high hydroxyl value resin is not particularly limited. From the viewpoint of compatibility with the base polymer (typically an acrylic polymer), the hydroxyl value of the high hydroxyl value resin is usually about 300 mgKOH/g or less, preferably about 200 mgKOH/g or less. is about 180 mgKOH/g or less, more preferably about 160 mgKOH/g or less, still more preferably about 140 mgKOH/g, and may be less than 120 mgKOH/g (for example, 110 mgKOH/g or less).
- the tackifier resin includes a high hydroxyl value resin (for example, a terpene-based tackifier resin, preferably a terpene phenol resin) with a hydroxyl value of 50 to 200 mgKOH/g.
- a high hydroxyl value resin having a hydroxyl value of 60 to 140 mgKOH/g can be preferably employed.
- a value measured by the potentiometric titration method specified in JIS K0070:1992 can be adopted.
- the specific measurement method is as shown below.
- [Method for measuring hydroxyl value] 1.
- Reagent (1) As the acetylation reagent, take about 12.5 g (about 11.8 mL) of acetic anhydride, add pyridine to make a total volume of 50 mL, and stir thoroughly. Alternatively, take about 25 g (about 23.5 mL) of acetic anhydride, add pyridine to make a total volume of 100 mL, stir thoroughly, and use.
- (2) A 0.5 mol/L potassium hydroxide ethanol solution is used as the measurement reagent.
- the high hydroxyl value resin one having a hydroxyl value of a predetermined value or more among the various tackifying resins mentioned above can be used.
- the high hydroxyl value resins can be used alone or in combination of two or more.
- a terpene phenol resin having a hydroxyl value of 50 mgKOH/g or more can be preferably employed as the high hydroxyl value resin.
- Terpene phenol resin is advantageous because the hydroxyl value can be arbitrarily controlled by adjusting the copolymerization ratio of phenol.
- the proportion of the high hydroxyl value resin for example, terpene phenol resin
- the proportion of the high hydroxyl value resin in the entire tackifying resin is preferably about 30% by weight or more, for example.
- the proportion of the high hydroxyl value resin in the entire tackifying resin is about 40% by weight or more, and may be about 50% by weight or more (for example, more than 50% by weight), and about 60% by weight. % or more, approximately 70% by weight or more, approximately 80% by weight or more, or approximately 90% by weight or more. Substantially all of the tackifying resin (for example, about 95 to 100% by weight, or even about 99 to 100% by weight) may be a high hydroxyl value resin.
- the softening point of the above-mentioned high hydroxyl value resin is not particularly limited.
- the softening point of the high hydroxyl value resin may be, for example, approximately 50°C or higher, and from the viewpoint of improving cohesive force, a high hydroxyl value resin having a softening point (softening temperature) of approximately 80°C or higher may be preferably employed.
- a terpene phenol resin having such a softening point can be preferably used.
- the softening point of the high hydroxyl value resin may be approximately 100°C or higher, or approximately 110°C or higher.
- the softening point of the high hydroxyl value resin is approximately 120°C or higher, may be approximately 130°C or higher, or may be approximately 135°C or higher (or even approximately 140°C or higher).
- the upper limit of the softening point of the high hydroxyl value resin is not particularly limited. From the viewpoint of adhesion to the adherend, a high hydroxyl value resin having a softening point of approximately 200° C. or lower (more preferably approximately 180° C. or lower) may be preferably used. In some embodiments, the high hydroxyl value resin may have a softening point of less than 160°C.
- a high hydroxyl value resin having a softening point of less than 150°C is used as the high hydroxyl value resin.
- a high hydroxyl value resin with a softening point of less than 150° C. it is possible to preferably obtain an adhesive that has both repulsion resistance and impact resistance, and also has excellent adhesive strength.
- the softening point of the high hydroxyl value resin may be 145°C or lower.
- the softening point of the tackifier resin in this specification is defined as a value measured based on the softening point test method (ring and ball method) specified in JIS K5902 and JIS K2207. Specifically, the sample is melted as quickly as possible at the lowest possible temperature, and the sample is carefully filled into a ring placed on a flat metal plate, taking care not to form bubbles. After it has cooled down, use a slightly heated knife to cut off the raised part from the plane including the top of the ring.
- a supporter (ring stand) is placed in a glass container (heating bath) with a diameter of 85 mm or more and a height of 127 mm or more, and glycerin is poured into the container to a depth of 90 mm or more.
- the steel ball (diameter 9.5 mm, weight 3.5 g) and the ring filled with the sample were immersed in glycerin without coming into contact with each other, and the temperature of the glycerin was maintained at 20°C plus or minus 5°C for 15 minutes. .
- a steel ball is then placed in the center of the surface of the sample in the ring and placed in position on the support.
- thermometer place a thermometer, set the center of the mercury bulb of the thermometer at the same height as the center of the ring, and heat the container.
- the flame of the Bunsen burner used for heating should be halfway between the center of the bottom of the container and the edge to ensure even heating. Note that the rate at which the bath temperature increases after heating starts and reaches 40°C must be 5.0 plus or minus 0.5°C per minute.
- the sample gradually softens and flows down from the ring, and the temperature at which it finally touches the bottom plate is read, and this is taken as the softening point.
- the softening point is measured at two or more points at the same time, and the average value is used.
- the content of the high hydroxyl value resin in the adhesive layer is not particularly limited as long as it satisfies the desired properties.
- the content of the high hydroxyl value resin is usually about 1 part by weight or more, and about 5 parts by weight, based on 100 parts by weight of the base polymer (for example, acrylic polymer) from the viewpoint of improving adhesive strength.
- the amount is preferably about 8 parts by weight or more, more preferably about 10 parts by weight or more, and even more preferably about 12 parts by weight or more (for example, 15 parts by weight or more).
- the content of the high hydroxyl value resin in the adhesive layer is, for example, 70 parts by weight or less, and 60 parts by weight or less, based on 100 parts by weight of the base polymer (for example, acrylic polymer).
- the amount may be 50 parts by weight or less.
- the content of the high hydroxyl value resin is 40 parts by weight or less, more preferably 30 parts by weight or less, still more preferably 25 parts by weight or less, particularly preferably The amount may be 20 parts by weight or less, and may be 18 parts by weight or less.
- the tackifying resin may include a tackifying resin having a hydroxyl value of less than 50 mgKOH/g.
- a tackifier resin having a hydroxyl value of less than 50 mgKOH/g may be referred to as a "low hydroxyl value resin”.
- low hydroxyl value resins are preferably used in combination with high hydroxyl value resins.
- the hydroxyl value of the low hydroxyl value resin may be less than 40 mgKOH/g.
- the lower limit of the hydroxyl value of the low hydroxyl value resin is 0 mgKOH/g or more, may be about 10 mgKOH/g or more, or may be about 15 mgKOH/g or more.
- the low hydroxyl value resin one type suitably selected from among the tackifier resins exemplified above having a hydroxyl value of less than 50 mgKOH/g can be used alone or in combination of two or more types.
- the low hydroxyl value resin preferably includes a rosin-based tackifying resin.
- the low hydroxyl value resin may contain one type of rosin-based tackifier resin alone, or may contain a combination of two or more types of rosin-based tackifier resin.
- the proportion of the rosin-based tackifier resin in the entire low hydroxyl value resin can be, for example, about 50% by weight or more, about 65% by weight or more, or about 75% by weight or more.
- the content may be 85% by weight or more, or may be 95% by weight or more.
- the technology disclosed herein is an embodiment in which substantially all of the low hydroxyl value resin (for example, approximately 97% by weight or more, or 99% by weight or more, and may be 100% by weight) is a rosin-based tackifier resin. It can be preferably implemented.
- the softening point of the above-mentioned low hydroxyl value resin is not particularly limited. From the viewpoint of improving cohesive force, a low hydroxyl value resin having a softening point (softening temperature) of about 80° C. or higher can be preferably employed. For example, a rosin-based tackifying resin having such a softening point can be preferably used.
- the softening point of the low hydroxyl value resin may be approximately 100°C or higher, approximately 110°C or higher, or approximately 120°C or higher.
- the upper limit of the softening point of the low hydroxyl value resin is not particularly limited. From the viewpoint of adhesion to the adherend, a low hydroxyl value resin having a softening point of about 200° C.
- the softening point of the low hydroxyl value resin may be about 160°C or less, about 150°C or less (eg, less than 150°C), about 140°C or less, or about 130°C or less.
- the tackifying resin is a tackifying resin T L having a softening point of less than 150°C.
- the softening point of the tackifier resin T L may be 145° C. or lower.
- the lower limit of the softening point of the tackifier resin T L is not particularly limited.
- the softening point of the tackifier resin T L may be, for example, approximately 50°C or higher, preferably approximately 80°C or higher, and more preferably approximately 100°C or higher, from the viewpoint of exhibiting appropriate cohesive force. , more preferably about 110°C or higher.
- the softening point of the tackifier resin is approximately 120°C or higher, may be 130°C or higher, or may be 135°C or higher (or even approximately 140°C or higher).
- the tackifier resin T L one type suitably selected from among the tackifier resins exemplified above having a softening point of less than 150°C can be used alone or in combination of two or more types.
- the tackifying resin T L preferably comprises a terpene phenolic resin.
- the tackifier resin T L may contain one type of terpene phenol resin alone, or may contain a combination of two or more types of terpene phenol resin.
- the proportion of the terpene phenol resin in the entire tackifier resin T L can be, for example, more than about 50% by weight, may be about 65% by weight or more, and may be about 75% by weight or more. , 85% by weight or more, or 95% by weight or more.
- the technology disclosed herein is preferably in an embodiment in which substantially all of the tackifier resin T L (for example, approximately 97% by weight or more, or 99% by weight or more, and may be 100% by weight) is a terpene phenol resin. can be implemented.
- tackifying resin T L for example, a tackifying resin having a softening point of less than 50°C, more preferably approximately 40°C or less (typically a rosin-based, terpene-based, hydrocarbon-based, etc. tackifying resin, e.g. Hydrogenated rosin methyl ester, etc.) may or may not be included.
- a low softening point tackifier resin may be a liquid tackifier resin that exhibits a liquid state at 30°C.
- the liquid tackifying resin can be used alone or in combination of two or more.
- the content of the liquid tackifying resin can be approximately 30% by weight or less of the entire tackifier resin T L from the viewpoint of cohesive force etc., and should be approximately 10% by weight or less (for example, 0 to 10% by weight). is suitable, and may be approximately 2% by weight or less (0.5 to 2% by weight), and may be less than 1% by weight.
- the content of the tackifier resin T L is not particularly limited, but in some embodiments, it is appropriate to set it to about 70 parts by weight or less based on 100 parts by weight of the base polymer (eg, acrylic polymer).
- the amount of tackifying resin T L used is suitably 60 parts by weight or less, preferably 50 parts by weight, based on 100 parts by weight of the base polymer, from the viewpoint of impact resistance etc.
- the amount of the tackifying resin T L used is, for example, 1 part by weight or more, and 5 parts by weight based on 100 parts by weight of the base polymer (for example, acrylic polymer).
- the amount is suitably at least 8 parts by weight, preferably at least 8 parts by weight, more preferably at least 10 parts by weight, even more preferably at least 12 parts by weight, and may be at least 15 parts by weight.
- an acrylic polymer containing heptyl acrylate as a monomer unit which can be used in some embodiments, has good compatibility with a tackifying resin, so it is possible to include an appropriate amount of a tackifying resin to achieve desired properties. Can be done.
- the adhesive layer may include a combination of a tackifying resin T L and a tackifying resin T H having a softening point of 150° C. or higher (eg, 150° C. to 200° C.).
- a tackifying resin T H having a softening point of 150° C. or higher (eg, 150° C. to 200° C.).
- the tackifier resin T H one kind or a combination of two or more kinds of tackifier resins having a softening point of 150° C. or more among the tackifier resins exemplified above can be used.
- the tackifier resin T L accounts for more than 50% by weight of the total amount of tackifier resins included in the adhesive layer. Thereby, the effect of containing the tackifying resin TL tends to be effectively expressed.
- the proportion of the tackifying resin T L in the total amount of the tackifying resin contained in the adhesive layer is preferably 60% by weight or more, more preferably The content is 70% by weight or more, more preferably 80% by weight or more, particularly preferably 90% by weight or more, may be 95% by weight or more, or may be 98% by weight or more.
- the tackifier resin contained in the adhesive layer consists essentially only of tackifier resin TL . In this embodiment, the proportion of the tackifying resin T L in the total amount of tackifying resin contained in the adhesive layer is in the range of 99 to 100% by weight.
- the softening point of the tackifying resin is not particularly limited. From the viewpoint of improving cohesive force, a tackifier resin having a softening point (softening temperature) of about 80° C. or higher can be preferably employed. For example, a terpene-based tackifying resin (such as a terpene phenol resin) having such a softening point can be preferably used.
- the softening point of the tackifying resin may be approximately 100°C or higher, or approximately 110°C or higher. In some preferred embodiments, the softening point of the tackifier resin is approximately 120°C or higher, may be approximately 130°C or higher, or may be approximately 135°C or higher (or even approximately 140°C or higher).
- a terpene phenol resin having the above-mentioned softening point it is preferable to use a terpene phenol resin having the above-mentioned softening point.
- the upper limit of the softening point of the tackifying resin is not particularly limited. From the viewpoint of adhesion to the adherend, a tackifying resin having a softening point of approximately 200° C. or lower (more preferably approximately 180° C. or lower) may be preferably used. In some embodiments, the softening point of the tackifying resin may be less than 160°C, and may be less than 150°C.
- the adhesive layer disclosed herein includes a tackifier resin
- a tackifier resin derived from plants is preferably used as the tackifier resin. It can work.
- the vegetable tackifier resin include the above-mentioned rosin-based tackifier resin and terpene-based tackifier resin.
- the vegetable tackifying resins can be used alone or in combination of two or more.
- the proportion of the vegetable tackifying resin in the total amount of the tackifying resin is 30% by weight or more (for example, 50% by weight or more, typically 80% by weight). above) is preferable.
- the proportion of vegetable tackifying resin in the total amount of tackifying resin is 90% by weight or more (eg, 95% by weight or more, typically 99-100% by weight).
- the technology disclosed herein can be preferably implemented in an embodiment that does not substantially contain tackifying resins other than vegetable tackifying resins.
- the content of the tackifier resin in the adhesive layer is not particularly limited as long as it satisfies the desired properties.
- the content of the tackifying resin is usually about 1 part by weight or more, and about 5 parts by weight or more based on 100 parts by weight of the base polymer (for example, acrylic polymer), from the viewpoint of improving adhesive strength.
- the amount is preferably about 8 parts by weight or more, more preferably about 10 parts by weight or more, and still more preferably about 12 parts by weight or more (for example, 15 parts by weight or more).
- the content of the tackifying resin in the adhesive layer is, for example, 70 parts by weight or less, and 60 parts by weight or less, based on 100 parts by weight of the base polymer (for example, acrylic polymer). The amount may be 50 parts by weight or less. In some preferred embodiments, from the viewpoint of repulsion resistance, the content of the tackifying resin is 40 parts by weight or less, more preferably 30 parts by weight or less, still more preferably 25 parts by weight or less, particularly preferably 20 parts by weight or less. It is not more than 18 parts by weight, and may be not more than 18 parts by weight.
- an acrylic polymer containing heptyl acrylate as a monomer unit which can be used in some embodiments, has good compatibility with a tackifying resin, so it is possible to incorporate an appropriate amount of a tackifying resin to achieve desired properties. Can be done.
- the adhesive layer contains an acrylic oligomer.
- the adhesive force of the pressure-sensitive adhesive can be improved.
- the pressure-sensitive adhesive layer can exhibit excellent repulsion resistance with a composition containing an acrylic oligomer.
- the effect of using an acrylic oligomer can be effectively exhibited in a composition containing a high molecular weight acrylic polymer.
- the acrylic oligomer has a Tg of about 0°C or more and about 300°C or less, preferably about 20°C or more and about 300°C or less, and more preferably about 40°C or more and about 300°C or less.
- Tg is within the above range, adhesive strength can be suitably improved.
- the Tg of the acrylic oligomer is about 30°C or higher, more preferably about 50°C or higher (for example, about 60°C or higher), from the viewpoint of adhesive cohesiveness, and From this point of view, the temperature is preferably about 200°C or less, more preferably about 150°C or less, and even more preferably about 100°C or less (for example, about 80°C or less).
- the Tg of the acrylic oligomer refers to the Tg determined by the Fox equation based on the composition of the monomer components.
- Tg is the glass transition temperature of the copolymer (unit: K)
- Wi is the weight fraction of monomer i in the copolymer (copolymerization ratio on a weight basis)
- Tgi is the weight fraction of monomer i in the copolymer. Represents the glass transition temperature (unit: K) of a homopolymer.
- the glass transition temperature of the homopolymer used to calculate Tg the value described in publicly known materials shall be used.
- the values described in "Polymer Handbook” (3rd edition, John Wiley & Sons, Inc., 1989) are used.
- the highest value is adopted.
- the value obtained by the following measurement method shall be used. Specifically, 100 parts by weight of monomer, 0.2 parts by weight of 2,2'-azobisisobutyronitrile, and acetic acid as a polymerization solvent were placed in a reactor equipped with a thermometer, a stirrer, a nitrogen inlet tube, and a reflux condenser. Add 200 parts by weight of ethyl and stir for 1 hour while passing nitrogen gas. After removing oxygen in the polymerization system in this manner, the temperature was raised to 63° C. and the reaction was allowed to proceed for 10 hours.
- a homopolymer solution with a solid content concentration of 33% by weight.
- this homopolymer solution is cast onto a release liner and dried to produce a test sample (sheet-like homopolymer) with a thickness of about 2 mm.
- This test sample was punched into a disk shape with a diameter of 7.9 mm, sandwiched between parallel plates, and subjected to shear strain at a frequency of 1 Hz using a viscoelasticity testing machine (manufactured by TA Instruments Japan, model name "ARES").
- the viscoelasticity is measured in the shear mode at a temperature range of -70° C. to 150° C. and a heating rate of 5° C./min while giving the same temperature, and the temperature corresponding to the peak top temperature of tan ⁇ is taken as the Tg of the homopolymer.
- the weight average molecular weight (Mw) of the acrylic oligomer is typically about 1,000 or more and less than about 30,000, preferably about 1,500 or more and less than about 20,000, and more preferably about 2,000 or more and less than about 10,000. It is preferable for Mw to be within the above range because good adhesive strength and repulsion resistance properties can be obtained. In some preferred embodiments, from the viewpoint of repulsion resistance, the Mw of the acrylic oligomer is about 2,500 or more (for example, about 3,000 or more), and from the viewpoint of adhesiveness, it is preferably about 7,000 or less, more preferably about 5,000 or less (eg, about 4,500 or less, typically about 4,000 or less).
- the Mw of the acrylic oligomer can be measured by gel permeation chromatography (GPC) and determined as a value in terms of standard polystyrene. Specifically, the measurement is performed using HPLC8020 manufactured by Tosoh Corporation with two columns of TSKgelGMH-H (20) at a flow rate of about 0.5 mL/min using tetrahydrofuran solvent.
- GPC gel permeation chromatography
- Examples of monomers constituting the acrylic oligomer include methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate, isopropyl (meth)acrylate, butyl (meth)acrylate, isobutyl (meth)acrylate, and s-butyl.
- (meth)acrylate t-butyl (meth)acrylate, pentyl (meth)acrylate, isopentyl (meth)acrylate, hexyl (meth)acrylate, 2-ethylhexyl (meth)acrylate, heptyl (meth)acrylate, octyl (meth)acrylate , isooctyl (meth)acrylate, nonyl (meth)acrylate, isononyl (meth)acrylate, decyl (meth)acrylate, isodecyl (meth)acrylate, undecyl (meth)acrylate, dodecyl (meth)acrylate.
- esters of (meth)acrylic acid and alicyclic alcohol such as cyclohexyl (meth)acrylate, isobornyl (meth)acrylate, and dicyclopentanyl (meth)acrylate (alicyclic hydrocarbon group-containing (meth)acrylate)
- Aryl (meth)acrylates such as phenyl (meth)acrylate and benzyl (meth)acrylate
- (meth)acrylates obtained from terpene compound derivative alcohols and the like.
- Such (meth)acrylates can be used alone or in combination of two or more.
- acrylic oligomers include alkyl (meth)acrylates in which the alkyl group has a branched structure, such as isobutyl (meth)acrylate and t-butyl (meth)acrylate; cyclohexyl (meth)acrylate, isobornyl (meth)acrylate, and dicyclopentaacrylate; Esters of (meth)acrylic acid and alicyclic alcohol such as nyl (meth)acrylate (alicyclic hydrocarbon group-containing (meth)acrylate); aryl such as phenyl (meth)acrylate and benzyl (meth)acrylate Containing as a monomer unit an acrylic monomer having a relatively bulky structure, such as (meth)acrylate having a cyclic structure, further improves the adhesiveness of the adhesive layer.
- alkyl (meth)acrylates in which the alkyl group has a branched structure, such as isobutyl (meth)acrylate and t-
- ultraviolet rays when synthesizing acrylic oligomers or preparing adhesive layers, it is preferable to use ultraviolet rays that have saturated bonds because they are less likely to inhibit polymerization, and those that have alkyl groups with a branched structure are preferable.
- Alkyl (meth)acrylates or esters with alicyclic alcohols (alicyclic hydrocarbon group-containing (meth)acrylates) can be suitably used as monomers constituting the acrylic oligomer.
- branched alkyl (meth)acrylates alicyclic hydrocarbon group (meth)acrylates, and aryl (meth)acrylates correspond to (meth)acrylate monomers in the technology disclosed herein.
- the cycloaliphatic hydrocarbon group can be a saturated or unsaturated cycloaliphatic hydrocarbon group.
- the proportion of (meth)acrylate monomers (for example, alicyclic hydrocarbon group-containing (meth)acrylate) in all monomer components constituting the acrylic oligomer is typically more than 50% by weight, preferably 60% by weight. % or more, more preferably 70% by weight or more (for example, 80% by weight or more, furthermore 90% by weight or more).
- the acrylic oligomer has a monomer composition consisting essentially of (meth)acrylate monomers.
- functional group-containing monomers can be used as constituent monomer components of the acrylic oligomer.
- suitable examples of the functional group-containing monomer include monomers having a nitrogen atom-containing ring (typically a nitrogen atom-containing heterocycle) such as N-vinyl-2-pyrrolidone and N-acryloylmorpholine; N,N-dimethylamino Amino group-containing monomers such as ethyl (meth)acrylate; amide group-containing monomers such as N,N-diethyl (meth)acrylamide; carboxy group-containing monomers such as AA and MAA; hydroxyl group-containing monomers such as 2-hydroxyethyl (meth)acrylate Monomers; These functional group-containing monomers can be used alone or in combination of two or more. Among these, carboxy group-containing monomers are preferred, and AA is particularly preferred.
- the proportion of the functional group-containing monomer (for example, a carboxy group-containing monomer such as AA) in the total monomer components is approximately 1% by weight or more.
- the content is preferably 2% by weight or more, more preferably 3% by weight or more, and approximately 15% by weight or less, preferably 10% by weight or less, more preferably 7% by weight. It is as follows.
- the acrylic oligomer can be formed by polymerizing its constituent monomer components.
- the polymerization method and polymerization mode are not particularly limited, and various conventionally known polymerization methods (e.g., solution polymerization, emulsion polymerization, bulk polymerization, photopolymerization, radiation polymerization, etc.) can be employed in an appropriate mode.
- the types of polymerization initiators for example, azo polymerization initiators such as AIBN
- AIBN azo polymerization initiators
- the amount of the chain transfer agent such as n-dodecyl mercaptan is appropriately determined based on common technical knowledge so as to obtain a desired molecular weight, and therefore detailed explanation will be omitted here.
- suitable acrylic oligomers include, for example, dicyclopentanyl methacrylate (DCPMA), cyclohexyl methacrylate (CHMA), isobornyl methacrylate (IBXMA), isobornyl acrylate (IBXA), dicyclopentanyl
- DCPA dicyclopentanyl methacrylate
- ADMA 1-adamantyl methacrylate
- ADA 1-adamantyl acrylate
- a copolymer of CHMA and isobutyl methacrylate (IBMA) a copolymer of CHMA and IBXMA
- CAA copolymer of CHMA and diethylacrylamide
- MMA copolymer of CHMA and AA
- the content thereof is, for example, 0.1 part by weight or more (for example, 1 part by weight) based on 100 parts by weight of the base polymer (preferably acrylic polymer). above) is appropriate.
- the content of the acrylic oligomer is preferably about 5 parts by weight or more, more preferably about 8 parts by weight or more, still more preferably about 10 parts by weight or more, especially Preferably it is about 12 parts by weight or more.
- the content of the acrylic oligomer is less than 50 parts by weight (for example, less than 40 parts by weight) based on 100 parts by weight of the base polymer (preferably acrylic polymer).
- the amount is preferably less than 30 parts by weight, more preferably about 25 parts by weight or less, even more preferably about 20 parts by weight or less.
- the adhesive layer contains one or more of the above-mentioned tackifier resins and one or more acrylic oligomers.
- a tackifier resin and an acrylic oligomer are used in combination to obtain excellent adhesive properties and to provide particularly excellent repulsion resistance. It can demonstrate its characteristics.
- the effect of using a tackifying resin and an acrylic oligomer in combination can be effectively exhibited.
- the ratio (C T /C O ) of the tackifying resin content C T [wt%] to the acrylic oligomer content C O [wt %] in the adhesive layer is not particularly limited.
- the above (C T /C O ) is suitably set to, for example, 0.1 or more and 9 or less, preferably 0.25 or more and 4 or less, more preferably 0.4 or more and 2 or less, and even more preferably 0.7. It is not less than 1.5, and may be not less than 0.8 and not more than 1.2.
- the total amount (total amount) of the tackifying resin and acrylic oligomer contained in the adhesive layer is determined by the base polymer (preferably acrylic It is appropriate that the amount is about 1 part by weight or more, preferably about 10 parts by weight or more, more preferably about 16 parts by weight or more, even more preferably 20 parts by weight or more, and particularly preferably about 16 parts by weight or more. It is appropriate that the amount is 25 parts by weight or more and less than 120 parts by weight (for example, about 80 parts by weight or less), preferably less than 60 parts by weight, more preferably about 50 parts by weight or less, and still more preferably about 40 parts by weight. below.
- the base polymer preferably acrylic It is appropriate that the amount is about 1 part by weight or more, preferably about 10 parts by weight or more, more preferably about 16 parts by weight or more, even more preferably 20 parts by weight or more, and particularly preferably about 16 parts by weight or more. It is appropriate that the amount is 25 parts by weight or more and less than 120 parts by weight (for example, about 80
- the total amount (total amount) of the base polymer (for example, acrylic polymer), tackifier resin, and acrylic oligomer in the adhesive layer is set such that the effect of the technology disclosed herein is exhibited. It is set appropriately and is not limited to a specific range. In some preferred embodiments, the total amount (total amount) of the base polymer, tackifier resin, and acrylic oligomer contained in the adhesive layer is more than 50% by weight from the viewpoint of preferably exhibiting the effects of the technology disclosed herein.
- the content is approximately 70% by weight or more, more preferably approximately 90% by weight or more, and still more preferably 95% by weight or more (for example, 95% by weight or more and 100% by weight or less, or less than 100% by weight). , 98% by weight or more.
- the adhesive composition used to form the adhesive layer may contain a crosslinking agent as necessary.
- the type of crosslinking agent is not particularly limited, and examples include isocyanate crosslinking agents, epoxy crosslinking agents, oxazoline crosslinking agents, aziridine crosslinking agents, melamine crosslinking agents, peroxide crosslinking agents, urea crosslinking agents, and metals. Examples include alkoxide crosslinking agents, metal chelate crosslinking agents, metal salt crosslinking agents, carbodiimide crosslinking agents, hydrazine crosslinking agents, amine crosslinking agents, and silane coupling agents.
- crosslinking agent can be used alone or two or more types can be used in combination. Among these, isocyanate crosslinking agents, epoxy crosslinking agents, oxazoline crosslinking agents, aziridine crosslinking agents, and melamine crosslinking agents are preferred, and isocyanate crosslinking agents and epoxy crosslinking agents are more preferred.
- the adhesive layer can obtain cohesive force, improve repulsion resistance, and preferably achieve both repulsion resistance and impact resistance.
- the adhesive layer in the technology disclosed herein may contain the crosslinking agent in a form after a crosslinking reaction, a form before a crosslinking reaction, a partially crosslinked form, an intermediate or composite form thereof, etc. May contain.
- the crosslinking agent is typically contained in the adhesive layer exclusively in the form after crosslinking reaction.
- polyfunctional isocyanates referring to compounds having an average of two or more isocyanate groups per molecule, including those having an isocyanurate structure
- the isocyanate crosslinking agents can be used alone or in combination of two or more.
- polyfunctional isocyanates include aliphatic polyisocyanates, alicyclic polyisocyanates, aromatic polyisocyanates, and the like.
- aliphatic polyisocyanates include 1,2-ethylene diisocyanate; tetramethylene diisocyanates such as 1,2-tetramethylene diisocyanate, 1,3-tetramethylene diisocyanate, and 1,4-tetramethylene diisocyanate; 1,2-tetramethylene diisocyanate; - hexamethylene diisocyanate such as hexamethylene diisocyanate, 1,3-hexamethylene diisocyanate, 1,4-hexamethylene diisocyanate, 1,5-hexamethylene diisocyanate, 1,6-hexamethylene diisocyanate, 2,5-hexamethylene diisocyanate; Examples include 2-methyl-1,5-pentane diisocyanate, 3-methyl-1,5-pentane diisocyanate, ly
- alicyclic polyisocyanates include isophorone diisocyanate; cyclohexyl diisocyanates such as 1,2-cyclohexyl diisocyanate, 1,3-cyclohexyl diisocyanate, and 1,4-cyclohexyl diisocyanate; 1,2-cyclopentyl diisocyanate, and 1,3-cyclohexyl diisocyanate; -Cyclopentyl diisocyanates such as cyclopentyl diisocyanate; hydrogenated xylylene diisocyanate, hydrogenated tolylene diisocyanate, hydrogenated diphenylmethane diisocyanate, hydrogenated tetramethylxylene diisocyanate, 4,4'-dicyclohexylmethane diisocyanate, and the like.
- aromatic polyisocyanates include 2,4-tolylene diisocyanate, 2,6-tolylene diisocyanate, 4,4'-diphenylmethane diisocyanate, 2,4'-diphenylmethane diisocyanate, and 2,2'-diphenylmethane diisocyanate.
- polyfunctional isocyanates examples include polyfunctional isocyanates having an average of three or more isocyanate groups per molecule.
- Such trifunctional or higher functional isocyanates are polymers (typically dimers or trimers) of bifunctional or trifunctional or higher functional isocyanates, derivatives (for example, combinations of polyhydric alcohols and two or more molecules of polyfunctional isocyanates). addition reaction products), polymers, etc.
- dimers and trimers of diphenylmethane diisocyanate dimers and trimers of diphenylmethane diisocyanate, isocyanurates of hexamethylene diisocyanate (trimeric adducts of isocyanurate structures), reaction products of trimethylolpropane and tolylene diisocyanate, and products of the reaction between trimethylolpropane and hexamethylene diisocyanate.
- polyfunctional isocyanates such as reaction products with methylene diisocyanate, polymethylene polyphenylisocyanate, polyether polyisocyanate, and polyester polyisocyanate.
- the technology disclosed herein can be preferably implemented in an embodiment in which at least an isocyanate-based crosslinking agent is used as the crosslinking agent.
- an isocyanate-based crosslinking agent By using an isocyanate-based crosslinking agent, the desired repulsion resistance can be preferably achieved.
- the amount of the isocyanate crosslinking agent used is not particularly limited.
- the amount can be approximately 0.1 part by weight or more per 100 parts by weight of the base polymer (preferably an acrylic polymer).
- the amount of the isocyanate crosslinking agent used per 100 parts by weight of the base polymer is usually approximately 0.3 parts by weight or more (for example, 0.5 parts by weight or more). preferable.
- the amount of the isocyanate crosslinking agent used per 100 parts by weight of the base polymer is about 0.8 parts by weight or more, more preferably about 1.0 parts by weight or more, and still more preferably about 1.2 parts by weight. part or more, and may be about 1.5 parts by weight or more.
- the amount of the isocyanate crosslinking agent used is suitably 10 parts by weight or less, preferably less than 5 parts by weight, and more preferably less than 5 parts by weight based on 100 parts by weight of the base polymer (preferably acrylic polymer).
- the amount is less than 4.0 parts by weight, more preferably less than 3.0 parts by weight, particularly preferably less than 2.5 parts by weight, and may be less than 2.0 parts by weight (for example, less than 1.7 parts by weight).
- epoxy crosslinking agent any compound having two or more epoxy groups in one molecule can be used without particular limitation. Epoxy crosslinking agents having 3 to 5 epoxy groups in one molecule are preferred. The epoxy crosslinking agents can be used alone or in combination of two or more.
- epoxy crosslinking agents include N,N,N',N'-tetraglycidyl-m-xylene diamine, 1,3-bis(N,N-diglycidylaminomethyl ) cyclohexane, 1,6-hexanediol diglycidyl ether, polyethylene glycol diglycidyl ether, polyglycerol polyglycidyl ether, and the like.
- epoxy crosslinking agents include Mitsubishi Gas Chemical's product names “TETRAD-C” and “TETRAD-X”, DIC's product name “Epicron CR-5L”, and Nagase ChemteX's product name Examples include the product name “Denacol EX-512” manufactured by Nissan Chemical Industries, Ltd. and the product name "TEPIC-G” manufactured by Nissan Chemical Industries, Ltd.
- the amount of the epoxy crosslinking agent used is not particularly limited.
- the amount of the epoxy crosslinking agent used is, for example, more than 0 parts by weight and no more than about 1 part by weight (typically about 0.001 to 1 part by weight) based on 100 parts by weight of the base polymer (preferably acrylic polymer). parts by weight). From the viewpoint of suitably exhibiting the effect of improving cohesive force, it is usually appropriate to use the epoxy crosslinking agent in an amount of about 0.002 parts by weight or more per 100 parts by weight of the base polymer, preferably about 0.002 parts by weight or more. It is 0.005 parts by weight or more, and may be about 0.01 parts by weight or more, for example.
- the amount of the epoxy crosslinking agent used is approximately 0.5 parts by weight or less per 100 parts by weight of the base polymer, and approximately 0.2 parts by weight. It is preferably about 0.1 parts by weight or less (for example, less than 0.1 parts by weight), more preferably about 0.07 parts by weight or less, and may be about 0.04 parts by weight or less. In addition, from the viewpoint of avoiding reduction in impact resistance due to excessive crosslinking, it is usually appropriate to use an amount of the epoxy crosslinking agent of approximately 0.03 parts by weight or less per 100 parts by weight of the base polymer. The amount is preferably 0.02 parts by weight or less. By limiting the amount of the epoxy crosslinking agent used within a predetermined range, sufficient adhesive strength can be easily maintained and repulsion resistance can also be easily obtained.
- an isocyanate crosslinking agent and at least one crosslinking agent having a different type of crosslinkable functional group from the isocyanate crosslinking agent are used in combination.
- a crosslinking agent other than an isocyanate crosslinking agent that is, a crosslinking agent having a different type of crosslinkable reactive group from the isocyanate crosslinking agent; hereinafter also referred to as a "non-isocyanate crosslinking agent"
- non-isocyanate crosslinking agent that can be used in combination with the isocyanate crosslinking agent is not particularly limited, and can be appropriately selected from the above-mentioned crosslinking agents.
- the non-isocyanate crosslinking agents can be used alone or in combination of two or more.
- an epoxy crosslinker can be employed as the non-isocyanate crosslinker.
- an isocyanate-based crosslinking agent and an epoxy-based crosslinking agent in combination it is possible to better achieve both repulsion resistance and impact resistance.
- the relationship between the content of the isocyanate crosslinking agent and the content of the non-isocyanate crosslinking agent is not particularly limited, and should be appropriately set to satisfy repulsion resistance and impact resistance. Ru.
- the content of the isocyanate crosslinking agent is, for example, more than 1 time, preferably about 10 times or more, relative to the content of the non-isocyanate crosslinking agent (preferably an epoxy crosslinking agent). is about 50 times or more, more preferably about 80 times or more, still more preferably about 100 times or more (for example, more than 100 times), particularly preferably about 120 times or more (for example, about 140 times or more).
- a non-isocyanate crosslinking agent preferably an epoxy crosslinking agent
- the content of the isocyanate crosslinking agent relative to the content of the crosslinking agent (crosslinking agent) is, for example, approximately 1000 times or less, suitably approximately 500 times or less, preferably approximately 300 times or less, and more preferably approximately 200 times or less. , more preferably about 180 times or less (for example, about 160 times or less).
- the content of crosslinking agent (total amount of crosslinking agent) in the adhesive composition disclosed herein is not particularly limited. From the viewpoint of cohesion, the content of the crosslinking agent is usually about 0.001 parts by weight or more, and about 0.002 parts by weight or more based on 100 parts by weight of the base polymer (for example, acrylic polymer). is suitable, preferably about 0.005 parts by weight or more, more preferably about 0.01 parts by weight or more, still more preferably about 0.02 parts by weight or more, particularly preferably about 0.03 parts by weight or more.
- the base polymer for example, acrylic polymer
- the content of the crosslinking agent based on 100 parts by weight of the base polymer is about 0.1 parts by weight or more, more preferably about 0.5 parts by weight or more, and still more preferably about 1.0 parts by weight or more. It may be about 1.2 parts by weight or more, or about 1.5 parts by weight or more.
- the content of the crosslinking agent in the adhesive composition is usually about 20 parts by weight or less, and preferably about 15 parts by weight or less, based on 100 parts by weight of the base polymer (for example, an acrylic polymer). , preferably about 10 parts by weight or less (for example, about 5 parts by weight or less).
- the content of the crosslinking agent based on 100 parts by weight of the base polymer is 4.0 parts by weight or less, more preferably 3.0 parts by weight or less, even more preferably 2.5 parts by weight or less, and 2. It may be .0 parts by weight or less (for example, less than 2.0 parts by weight), or it may be 1.8 parts by weight or less.
- the adhesive composition may contain a leveling agent, a crosslinking aid, a plasticizer, a softener, a filler, a coloring agent (pigment, dye, etc.), an antistatic agent, and an antiaging agent, as necessary.
- a leveling agent e.g., a plasticizer, a softener, a filler, a coloring agent (pigment, dye, etc.), an antistatic agent, and an antiaging agent, as necessary.
- ultraviolet absorbers, antioxidants, rust preventives, light stabilizers, and other additives commonly used in the adhesive field e.g., ultraviolet absorbers, antioxidants, rust preventives, light stabilizers, and other additives commonly used in the adhesive field.
- conventionally known ones can be used in a conventional manner, and since they do not particularly characterize the present invention, detailed explanations will be omitted.
- the adhesive layer (layer consisting of an adhesive) disclosed herein is formed from a water-based adhesive composition, a solvent-based adhesive composition, a hot-melt adhesive composition, or an active energy ray-curable adhesive composition. It may be an adhesive layer.
- the aqueous adhesive composition refers to an adhesive composition containing an adhesive (adhesive layer forming component) in a water-based solvent (aqueous solvent), and is typically a water-based adhesive composition. This includes what is called a type adhesive composition (a composition in which at least a portion of an adhesive is dispersed in water).
- a solvent-based adhesive composition refers to an adhesive composition containing an adhesive in an organic solvent.
- organic solvent contained in the solvent-based adhesive composition one or more of the organic solvents (toluene, ethyl acetate, etc.) that can be used in the above-mentioned solution polymerization can be used without particular limitation.
- the technology disclosed herein can be preferably implemented in an embodiment including an adhesive layer formed from a solvent-based adhesive composition from the viewpoint of adhesive properties and the like.
- the adhesive layer disclosed herein can be formed by a conventionally known method.
- a method can be adopted in which a pressure-sensitive adhesive layer is formed by applying a pressure-sensitive adhesive composition to a surface having peelability (peelability surface) or a non-peelability surface and drying it.
- a method directly method of forming an adhesive layer by directly applying (typically coating) an adhesive composition to the base material and drying is adopted.
- a method transfer method in which an adhesive composition is applied to a surface that has releasability (release surface) and dried to form an adhesive layer on the surface, and the adhesive layer is transferred to a base material. may be adopted.
- the transfer method is preferred.
- the release surface the surface of a release liner, the back surface of a release-treated base material, etc. can be used.
- the adhesive layer disclosed herein is typically formed continuously, it is not limited to this form, and may be formed, for example, in a regular or random pattern such as dots or stripes. It may also be a formed adhesive layer.
- the adhesive composition can be applied using a conventionally known coater such as a gravure roll coater, die coater, or bar coater. Alternatively, the adhesive composition may be applied by impregnation, curtain coating, or the like. From the viewpoint of promoting crosslinking reaction, improving production efficiency, etc., it is preferable to dry the adhesive composition under heating.
- the drying temperature can be, for example, about 40 to 150°C, and usually preferably about 60 to 130°C.
- aging may be performed for the purpose of adjusting component migration within the pressure-sensitive adhesive layer, progressing the crosslinking reaction, alleviating distortion that may exist within the pressure-sensitive adhesive layer, and the like.
- the thickness of the adhesive layer is not particularly limited, and a configuration having an adhesive layer having an appropriate thickness in the range of, for example, 0.1 to 500 ⁇ m may be adopted depending on the use and purpose of use.
- the thickness of the adhesive layer is usually approximately 100 ⁇ m or less, preferably approximately 70 ⁇ m or less, more preferably approximately 60 ⁇ m or less, More preferably, it is approximately 50 ⁇ m or less.
- the thickness of the adhesive layer can be approximately 35 ⁇ m or less, and may be approximately 30 ⁇ m or less, for example.
- An adhesive layer with a limited thickness can meet the demands for thinning and weight reduction.
- the adhesive layer can be With this configuration, sufficient impact resistance and adhesive strength can be achieved.
- the lower limit of the thickness of the adhesive layer is suitably about 0.5 ⁇ m or more, from the viewpoint of adhesion to the adherend, it may be about 1 ⁇ m or more, and it may be about 3 ⁇ m or more.
- it is approximately 10 ⁇ m or more, more preferably approximately 12 ⁇ m or more (eg greater than 12 ⁇ m), still more preferably approximately 15 ⁇ m or more, and may for example be approximately 18 ⁇ m or more.
- the thickness of the adhesive layer is greater than 20 ⁇ m, may be greater than or equal to 24 ⁇ m, and may be greater than or equal to 27 ⁇ m.
- the pressure-sensitive adhesive sheet disclosed herein may be a pressure-sensitive adhesive sheet having pressure-sensitive adhesive layers having the above-mentioned thickness on both sides of a base material.
- the first adhesive layer and the second adhesive layer have the same thickness. They may have different thicknesses.
- the adhesive layer has a storage modulus G' at 65° C. of 20,000 Pa or more. According to the pressure-sensitive adhesive having a storage modulus of 65° C., good repulsion resistance (especially repulsion resistance against a sustained load in the Z-axis direction in a harsh environment such as a high temperature condition) is easily obtained.
- the 65°C storage modulus is 21,000 Pa or more, may be 22,000 Pa or more, suitably 23,000 Pa or more, and more Preferably it is 24,000 Pa or more, more preferably 25,000 Pa or more, particularly preferably 26,000 Pa or more, it may be 27,000 Pa or more, it may be 28,000 Pa or more, it may be 29,000 Pa or more, and it may be 30,000 Pa or more. ,000 Pa or more, 31,000 Pa or more, 32,000 Pa or more, or 33,000 Pa or more.
- the upper limit of the 65° C. storage modulus can be set within an appropriate range that can achieve both repulsion resistance and impact resistance.
- the 65°C storage modulus is suitably about 60,000 Pa or less, preferably 50,000 Pa or less, more preferably 40,000 Pa or less, and even more preferably 35,000 Pa or less.
- the pressure may be 32,000 Pa or less, 30,000 Pa or less, 28,000 Pa or less, or 26,000 Pa or less.
- the adhesive layer has a tan ⁇ of 0.3 or more at -20°C.
- the above tan ⁇ (loss tangent) refers to the ratio (G''/G') of the loss elastic modulus G'' to the storage elastic modulus G' of the adhesive layer.
- -20°C corresponds to the impact velocity range during a fall according to the temperature-velocity conversion rule.
- An adhesive having a tan ⁇ of 0.3 or more at ⁇ 20° C. can easily provide excellent impact resistance. Further, it is preferable that the above-mentioned tan ⁇ at -20°C of 0.3 or more is satisfied as well as the above-mentioned storage modulus at 65°C of 20,000 Pa or more.
- the -20°C tan ⁇ is 0.35 or more, may be 0.40 or more, or may be 0.45 or more. In some preferred embodiments, the -20°C tan ⁇ is 0.50 or more, more preferably 0.55 or more, and still more preferably 0.60 or more from the viewpoint of impact resistance.
- the upper limit of the above-mentioned -20°C tan ⁇ can be set within an appropriate range that can achieve both repulsion resistance and impact resistance.
- the above-mentioned -20°C tan ⁇ may be, for example, approximately 2 or less, 1.8 or less, 1.6 or less, or 1.4 or less.
- the -20°C tan ⁇ is, for example, approximately 1.2 or less, and from the viewpoint of repulsion resistance, preferably 1.0 or less, more preferably 0.80 or less, and even more preferably 0. It is .70 or less, may be 0.60 or less, or may be 0.55 or less.
- the glass transition temperature (Tg) of the adhesive layer is within the range of -15°C to 15°C.
- the glass transition temperature of the adhesive layer refers to the glass transition temperature determined from the peak temperature of tan ⁇ in dynamic viscoelasticity measurement.
- the Tg of the adhesive layer is more preferably -12°C or higher, even more preferably -10°C or higher, particularly preferably -7°C or higher, may be -5°C or higher, and -3°C or higher.
- the temperature may be higher than or equal to -1°C, higher than 0°C (for example, higher than 0°C), or higher than 1°C.
- the Tg of the adhesive layer is preferably 12°C or less, more preferably 10°C or less, even more preferably 7°C or less, particularly preferably 5°C or less, and particularly preferably 3°C or less.
- the temperature may be 1°C or lower, 0°C or lower (for example, lower than 0°C), -1°C or lower, or -3°C or lower.
- the 65°C storage modulus, -20°C tan ⁇ , and Tg of the adhesive layer can be determined by dynamic viscoelasticity measurement.
- an adhesive layer with a thickness of about 2 mm is produced by stacking a plurality of adhesive layers (adhesive sheets in the case of a base material-less adhesive sheet) to be measured. A sample of this adhesive layer was punched into a disk shape with a diameter of 7.9 mm, which was sandwiched and fixed between parallel plates. Dynamic viscoelasticity was measured under the following conditions to determine the storage modulus at 65°C, tan ⁇ at -20°C, and Tg.
- ⁇ Measurement mode Shear mode ⁇ Temperature range: -70°C ⁇ 150°C ⁇ Heating rate: 5°C/min ⁇ Measurement frequency: 1Hz
- the above-mentioned method is also used in the Examples described below.
- the adhesive layer to be measured may be formed by applying a corresponding adhesive composition in a layered manner and drying or curing it.
- the adhesive layer may include a biomass-derived material, and the biomass carbon ratio may be greater than or equal to a predetermined value.
- the biomass carbon ratio of the adhesive layer is, for example, 1% or more, and may be 10% or more, preferably 30% or more, and more preferably 50% or more.
- a high biomass carbon ratio in the adhesive means that less fossil resource-based materials, such as petroleum, are used. From this point of view, the higher the biomass carbon ratio of the adhesive, the more preferable.
- the biomass carbon ratio of the adhesive layer may be 55% or more, 60% or more, 70% or more, 75% or more, 80% or more, or more than 80%. good.
- the upper limit of the biomass carbon ratio is 100% by definition, and may be 99% or less, and from the viewpoint of material availability, it may be 95% or less, or 90% or less. In some embodiments, from the viewpoint of facilitating good adhesive performance, the biomass carbon ratio of the adhesive layer may be, for example, 90% or less, 85% or less, or 80% or less.
- the adhesive sheet disclosed herein is in the form of a single-sided adhesive type or double-sided adhesive type adhesive sheet with a base material
- the base material that supports (backs) the adhesive layer may be a resin film, paper, cloth, or rubber. Sheets, foam sheets, metal foils, composites thereof, etc. can be used. Examples of paper include Japanese paper, kraft paper, glassine paper, high quality paper, synthetic paper, top coated paper, and the like. Examples of the fabric include woven fabrics and nonwoven fabrics made of various fibrous substances alone or in combination.
- Examples of the above-mentioned fibrous materials include cotton, staple fiber, Manila hemp, pulp, rayon, acetate fiber, polyester fiber, polyvinyl alcohol fiber, polyamide fiber, and polyolefin fiber.
- Examples of rubber sheets include natural rubber sheets, butyl rubber sheets, and the like.
- Examples of foam sheets include foamed polyolefin sheets, foamed polyurethane sheets, foamed polychloroprene rubber sheets, and the like.
- Examples of metal foil include aluminum foil, copper foil, and the like. Note that the base material that supports the adhesive layer is also referred to as a base material layer in the adhesive sheet.
- the base material may be formed from a biomass-derived material or a non-biomass-derived material. From the viewpoint of producing a pressure-sensitive adhesive sheet in consideration of reducing dependence on fossil resource-based materials, biomass-derived base materials (typically resin films) are preferably used.
- the base material may be formed using a recyclable material or a recycled material (also referred to as recycled material).
- a resin film is preferably used. Resin films (for example, polyester films such as PET films) can be recycled, so whether or not they are made from plant-based materials, reusing the used resin film allows for sustainable reproduction. It is possible to reduce the environmental burden.
- a recyclable resin film or a recycled resin film is also referred to as a recycled film.
- the recycled material (for example, recycled film) may be formed from a biomass-derived material or a non-biomass-derived material.
- the base material constituting the base material-attached pressure-sensitive adhesive sheet one containing a resin film as a base film can be preferably used.
- the base film is typically an independently shape-maintainable (independent) member.
- the base material in the technology disclosed herein may be substantially composed of such a base film.
- the base material may include an auxiliary layer in addition to the base film. Examples of the auxiliary layer include a colored layer, a reflective layer, an undercoat layer, an antistatic layer, etc. provided on the surface of the base film.
- the resin film is a film whose main component is a resin material (for example, a component contained in the resin film in an amount exceeding 50% by weight).
- resin films include polyolefin resin films such as polyethylene (PE), polypropylene (PP), and ethylene-propylene copolymers; polyethylene terephthalate (PET), polybutylene terephthalate (PBT), polyethylene naphthalate (PEN), etc.
- PET polyethylene terephthalate
- PBT polybutylene terephthalate
- PEN polyethylene naphthalate
- polyester resin film vinyl chloride resin film; vinyl acetate resin film; polyimide resin film; polyamide resin film; fluororesin film; cellophane; and the like.
- the resin film may be a rubber film such as a natural rubber film or a butyl rubber film. Among these, polyester films are preferred from the viewpoint of handling and processability, and among these, PET films are particularly preferred.
- resin film is typically a non-porous sheet, and is a concept that is distinguished from so-called non-woven fabrics and woven fabrics (in other words, a concept excluding non-woven fabrics and woven fabrics).
- the resin film may be an unstretched film, a uniaxially stretched film, or a biaxially stretched film.
- such resin films may be non-foamed.
- the non-foamed resin film refers to a resin film that has not been intentionally processed to form a foam.
- the non-foamed resin film may be a resin film with an expansion ratio of less than 1.1 times (for example, less than 1.05 times, typically less than 1.01 times).
- the above base material may contain fillers (inorganic fillers, organic fillers, etc.), colorants, dispersants (surfactants, etc.), anti-aging agents, antioxidants, ultraviolet rays, etc., as necessary.
- Various additives such as an absorbent, an antistatic agent, a lubricant, and a plasticizer may be blended.
- the blending ratio of various additives is about less than 30% by weight (for example, less than 20% by weight, typically less than 10% by weight).
- the base material may have a single layer structure, or may have a multilayer structure of two layers, three layers, or more. From the viewpoint of shape stability, the base material preferably has a single-layer structure. In the case of a multilayer structure, at least one layer (preferably all layers) is preferably a layer having a continuous structure of the above resin (for example, polyester resin).
- the method for manufacturing the base material is not particularly limited, and any conventionally known method may be appropriately adopted. For example, conventionally known general film forming methods such as extrusion molding, inflation molding, T-die casting molding, and calender roll molding can be appropriately employed.
- the surface of the base material may be subjected to conventionally known surface treatments such as corona discharge treatment, plasma treatment, ultraviolet irradiation treatment, acid treatment, alkali treatment, and application of an undercoat.
- Such surface treatment may be a treatment for improving the adhesion between the base material and the adhesive layer, in other words, the ability of the adhesive layer to anchor to the base material.
- the back surface of the base material may be subjected to a peeling treatment as necessary.
- the peeling treatment is performed by applying a general silicone-based, long-chain alkyl-based, or fluorine-based peeling agent to a thin film, typically about 0.01 ⁇ m to 1 ⁇ m (for example, 0.01 ⁇ m to 0.1 ⁇ m). It can be a process to add. By performing such a peeling treatment, effects such as facilitating the unwinding of a roll of the adhesive sheet can be obtained.
- the thickness of the base material is not particularly limited. From the viewpoint of preventing the pressure-sensitive adhesive sheet from becoming too thick, the thickness of the base material can be, for example, approximately 200 ⁇ m or less, preferably approximately 150 ⁇ m or less, and more preferably approximately 100 ⁇ m or less.
- the thickness of the base material may be approximately 70 ⁇ m or less, approximately 50 ⁇ m or less, or approximately 30 ⁇ m or less (for example, approximately 25 ⁇ m or less) depending on the purpose and manner of use of the adhesive sheet. In some embodiments, the thickness of the substrate can be about 20 ⁇ m or less, about 15 ⁇ m or less, about 10 ⁇ m or less (eg, about 5 ⁇ m or less).
- the thickness of the adhesive layer can be increased even if the total thickness of the adhesive sheet is the same. This can be advantageous from the viewpoint of improving adhesion to adherends and base materials.
- the lower limit of the base material is not particularly limited. From the viewpoint of handleability and processability of the pressure-sensitive adhesive sheet, the thickness of the base material is usually about 0.5 ⁇ m or more (for example, 1 ⁇ m or more), preferably about 2 ⁇ m or more, for example about 6 ⁇ m or more. In some embodiments, the thickness of the substrate can be about 15 ⁇ m or more, and can be about 25 ⁇ m or more.
- a foam substrate is used as the substrate.
- the foam base material disclosed herein is a base material that includes a portion having cells (cell structure), and typically includes at least one layer of layered foam (foam layer). be.
- the foam base material may be a base material composed of one or more foam layers.
- the foam base material may be, for example, a base material substantially composed only of one or more foam layers.
- one suitable example of the foam base material in the technology disclosed herein is a foam base material consisting of a single foam layer.
- the thickness of the foam base material is not particularly limited, and can be appropriately set depending on the strength and flexibility of the adhesive sheet, the purpose of use, etc. From the viewpoint of thinning, the thickness of the foam base material is usually 1 mm or less, suitably 0.70 mm or less, preferably 0.40 mm or less, and more preferably 0.30 mm or less. The technology disclosed herein is preferably implemented in an embodiment in which the thickness of the foam base material is 0.25 mm or less (typically 0.18 mm or less, for example 0.16 mm or less) from the viewpoint of processability etc. obtain.
- the thickness of the foam base material is usually 0.04 mm or more, suitably 0.05 mm or more, preferably 0.06 mm or more, and 0.07 mm or more. More preferably (for example, 0.08 mm or more).
- the technology disclosed herein is preferably implemented in an embodiment in which the thickness of the foam base material is 0.10 mm or more (typically more than 0.10 mm, preferably 0.12 mm or more, for example 0.13 mm or more). obtain. Increasing the thickness of the foam substrate tends to improve impact resistance.
- the density (referring to apparent density; hereinafter the same applies unless otherwise specified) of the foam base material is not particularly limited, and may be, for example, 0.1 to 0.9 g/cm 3 .
- the density of the foam base material is suitably 0.8 g/cm 3 or less, preferably 0.7 g/cm 3 or less (for example, 0.6 g/cm 3 or less).
- the density of the foam substrate may be less than 0.5 g/cm 3 , and may be less than 0.4 g/cm 3 (eg, 0.5 g/cm 3 or less).
- the density of the foam base material is preferably 0.12 g/cm 3 or more, more preferably 0.15 g/cm 3 or more, and 0.2 g/cm 3 or more (for example, 0.3 g/cm 3 or more). /cm 3 or more) is more preferable.
- the density of the foam substrate can be 0.4 g/cm or more, 0.5 g/cm 3 or more (e.g., greater than 0.5 g/cm 3 ), or even 0.5 g/cm 3 or more (e.g., greater than 0.5 g/cm 3 ), It may be .55 g/cm 3 or more.
- the density (apparent density) of the foam base material can be measured in accordance with JIS K 6767.
- the average cell diameter of the foam base material is not particularly limited, but from the viewpoint of stress distribution, it is preferably 300 ⁇ m or less, more preferably 200 ⁇ m or less, and even more preferably 150 ⁇ m or less.
- the lower limit of the average cell diameter is not particularly limited, but from the viewpoint of step followability, it is usually suitable to be 10 ⁇ m or more, preferably 20 ⁇ m or more, more preferably 30 ⁇ m or more, and even more preferably 40 ⁇ m or more (for example, 50 ⁇ m or more).
- the average cell diameter may be 55 ⁇ m or more, or 60 ⁇ m or more.
- the average cell diameter here refers to the average cell diameter in terms of a perfect sphere, which is obtained by observing the cross section of the foam base material with an electron microscope.
- the cell structure of the foam constituting the foam base material disclosed herein is not particularly limited.
- the cell structure may be any of an open cell structure, a closed cell structure, and a semi-open and semi-closed cell structure. From the viewpoint of shock absorption, closed cell structures and semi-open and semi-closed cell structures are preferred.
- the 25% compressive strength C25 of the foam base material is not particularly limited, and may be, for example, 20 kPa or more (typically 30 kPa or more, and even 40 kPa or more).
- C25 is usually suitably 250 kPa or more, preferably 300 kPa or more (for example, 400 kPa or more).
- a pressure-sensitive adhesive sheet including such a foam base material can exhibit good durability against impacts such as dropping. For example, tearing of the adhesive sheet due to impact can be better prevented.
- the upper limit of C25 is not particularly limited, it is usually suitable to be 1300 kPa or less (for example, 1200 kPa or less).
- C 25 may be 1000 kPa or less, 800 kPa or less, even 600 kPa or less (eg, 500 kPa or less), or 360 kPa or less.
- the C 25 of the foam substrate may be between 20 kPa and 200 kPa (typically between 30 kPa and 150 kPa, such as between 40 kPa and 120 kPa).
- a pressure-sensitive adhesive sheet including such a foam base material can have excellent cushioning properties. For example, if the foam base material absorbs the impact of a fall, peeling of the adhesive sheet can be better prevented.
- the 25% compressive strength C25 of the foam base material is determined by cutting the foam base material into 30 mm squares, stacking them to a thickness of about 2 mm, and sandwiching the measurement sample between a pair of flat plates. It refers to the load when compressed by a thickness corresponding to 25% of the thickness (load at a compression ratio of 25%). That is, it refers to the load when the measurement sample is compressed to a thickness corresponding to 75% of its original thickness.
- the compressive strength is measured in accordance with JIS K 6767. The specific measurement procedure is to set the measurement sample at the center of the pair of flat plates, compress the plate continuously to a predetermined compression rate by narrowing the gap between the plates, and then stop the flat plates for 10 seconds. Measure the load after the elapsed time.
- the compressive strength of the foam base material can be controlled by, for example, the degree of crosslinking and density of the material constituting the foam base material, the size and shape of the cells, and the like.
- the tensile elongation of the foam base material is not particularly limited.
- a foam base material having a tensile elongation in the machine direction (MD) of 200% to 800% (more preferably 400% to 600%) can be suitably employed.
- a foam base material having a tensile elongation in the width direction (TD) of 50% to 800% (more preferably 200% to 500%) is preferable.
- the elongation of the foam base material is measured in accordance with JIS K 6767.
- the elongation of the foam base material can be controlled, for example, by the degree of crosslinking, apparent density (expansion ratio), and the like.
- the tensile strength (tensile strength) of the foam base material is not particularly limited.
- a foam base material having a tensile strength in the machine direction (MD) of 5 MPa to 35 MPa (preferably 10 MPa to 30 MPa) can be suitably employed.
- a foam base material having a tensile strength in the width direction (TD) of 1 MPa to 25 MPa (more preferably 5 MPa to 20 MPa) is preferable.
- the tensile strength of the foam base material is measured in accordance with JIS K 6767.
- the tensile strength of the foam base material can be controlled, for example, by the degree of crosslinking, apparent density (expansion ratio), and the like.
- the material of the foam base material is not particularly limited.
- Foam substrates comprising a foam layer formed of a foam of plastic material (plastic foam) are usually preferred.
- the plastic material (which includes rubber materials) for forming the plastic foam is not particularly limited, and can be appropriately selected from known plastic materials. The plastic materials can be used alone or in an appropriate combination of two or more.
- plastic foams include polyolefin resin foams such as PE foams and PP foams; polyester resin foams such as PET foams, PEN foams, and PBT foams; Polyvinyl chloride resin foam such as polyvinyl chloride foam; vinyl acetate resin foam; polyphenylene sulfide resin foam; aliphatic polyamide (nylon) resin foam, wholly aromatic polyamide (aramid) Amide resin foams such as resin foams; polyimide resin foams; polyetheretherketone (PEEK) foams; styrene resin foams such as polystyrene foams; polyurethane resin foams, etc. Urethane resin foam; and the like.
- a rubber resin foam such as a polychloroprene rubber foam may be used as a polychloroprene rubber foam may be used.
- a preferred foam is exemplified by a polyolefin resin foam (hereinafter also referred to as "polyolefin foam").
- polyolefin foam As the plastic material (ie, polyolefin resin) constituting the polyolefin foam, various known or commonly used polyolefin resins can be used without particular limitation. Examples include PE such as low-density polyethylene (LDPE), linear low-density polyethylene (LLDPE), and high-density polyethylene (HDPE), PP, ethylene-propylene copolymer, ethylene-vinyl acetate copolymer, and the like.
- PE low-density polyethylene
- LLDPE linear low-density polyethylene
- HDPE high-density polyethylene
- PP ethylene-propylene copolymer
- ethylene-vinyl acetate copolymer ethylene-vinyl acetate copolymer
- LLDPE examples include Ziegler-Natta catalyst-based linear low-density polyethylene, metallocene-catalyzed linear low-density polyethylene, and the like. Such polyolefin resins can be used alone or in an appropriate combination of two or more.
- a preferred example of the foam base material in the technology disclosed herein is a PE foam base material substantially composed of a PE resin foam from the viewpoint of impact resistance, waterproofness, dustproofness, etc. , a polyolefin foam base material such as a PP foam base material substantially composed of a foam of a PP resin.
- the PE-based resin refers to a resin whose main monomer (that is, the main component among monomers) is ethylene, and includes HDPE, LDPE, LLDPE, etc., as well as ethylene-based resin with an ethylene copolymerization ratio of more than 50% by weight. It may include propylene copolymers, ethylene-vinyl acetate copolymers, and the like.
- PP-based resin refers to a resin whose main monomer is propylene.
- a PE foam base material can be preferably employed.
- the method for producing the plastic foam is not particularly limited, and various known methods may be employed as appropriate. For example, it can be manufactured by a method including a molding step, a crosslinking step, and a foaming step of the above plastic material or the above plastic foam. Moreover, a stretching step may be included as necessary.
- methods for crosslinking the plastic foam include a chemical crosslinking method using an organic peroxide or the like, an ionizing radiation crosslinking method involving irradiation with ionizing radiation, and these methods may be used in combination. Examples of the ionizing radiation include electron beams, ⁇ rays, ⁇ rays, ⁇ rays, and the like.
- the dose of ionizing radiation is not particularly limited, and can be set to an appropriate dose in consideration of the target physical properties (for example, degree of crosslinking) of the foam base material.
- the foam base material may contain fillers (inorganic fillers, organic fillers, etc.), anti-aging agents, antioxidants, ultraviolet absorbers, antistatic agents, lubricants, plasticizers, flame retardants, Various additives such as surfactants may be blended.
- the foam base material in the technology disclosed herein may be black or white in order to exhibit desired design properties and optical properties (e.g., light shielding properties, light reflection properties, etc.) in a pressure-sensitive adhesive sheet including the foam base material. It may be colored as such.
- desired design properties and optical properties e.g., light shielding properties, light reflection properties, etc.
- It may be colored as such.
- one kind of known organic or inorganic coloring agent can be used alone or two or more kinds can be used in an appropriate combination.
- the surface of the foam base material may be subjected to an appropriate surface treatment, if necessary.
- This surface treatment can be, for example, a chemical or physical treatment to increase adhesion to adjacent materials (eg, adhesive layer).
- Examples of such surface treatments include corona discharge treatment, chromic acid treatment, ozone exposure, flame exposure, ultraviolet irradiation treatment, plasma treatment, application of a primer, and the like.
- a release liner can be used during formation of the adhesive layer, production of the adhesive sheet, storage of the adhesive sheet before use, distribution, shape processing, etc.
- the release liner is not particularly limited, and for example, a release liner having a release treatment layer on the surface of a liner base material such as a resin film or paper, a release liner made of a fluorine-based polymer (polytetrafluoroethylene, etc.), etc. may be used. be able to.
- the release treatment layer may be formed by surface-treating the liner base material with a release agent such as a silicone-based, long-chain alkyl-based, fluorine-based, or molybdenum sulfide release agent.
- a release agent such as a silicone-based, long-chain alkyl-based, fluorine-based, or molybdenum sulfide release agent.
- the liner base material like the base material of the above-mentioned adhesive sheet, one formed using a biomass-derived material or a recycled material (recycled film, etc.) can be preferably used.
- the total thickness of the adhesive sheet disclosed herein (which includes an adhesive layer and may further include a base layer, but does not include a release liner) is not particularly limited.
- the total thickness of the adhesive sheet is, for example, approximately 1 mm or less, may be approximately 500 ⁇ m or less, and may be approximately 300 ⁇ m or less, and from the viewpoint of thinning, approximately 200 ⁇ m or less is appropriate, and approximately 150 ⁇ m or less. (For example, approximately 100 ⁇ m or less).
- the thickness of the pressure-sensitive adhesive sheet can be approximately 50 ⁇ m or less, for example, approximately 35 ⁇ m or less.
- the lower limit of the thickness of the adhesive sheet is, for example, 0.1 ⁇ m or more (for example, 0.5 ⁇ m or more), suitably about 3 ⁇ m or more, preferably about 10 ⁇ m or more, more preferably about 15 ⁇ m or more, It may be about 50 ⁇ m or more, or about 100 ⁇ m or more.
- a pressure-sensitive adhesive sheet having a thickness of a predetermined value or more tends to have good adhesion to an adherend and also tends to have excellent handling properties.
- the thickness of the adhesive layer becomes the total thickness of the adhesive sheet.
- the use of the pressure-sensitive adhesive sheet disclosed herein is not particularly limited, and can be used for various purposes.
- the adhesive sheet disclosed herein can have both repulsion resistance and impact resistance, and is therefore suitable for adhesively fixing members in applications where high repulsion resistance and impact resistance may be required.
- it can be preferably used for fixing members in various portable electronic devices.
- the adhesive sheet disclosed herein has excellent adhesion reliability that adheres well to curved surfaces and does not peel off even when subjected to impact such as dropping, so it can be used for high performance and It may have a curved shape for high functionality, design, etc., and is preferably used for joining parts of portable electronic devices that may be exposed to shocks such as dropping.
- Adhesive sheets used for this purpose need to have adhesive strength that can achieve good fixation even on a small area, and the required performance is required to be at a higher level due to the demands for high functionality, weight reduction, and miniaturization. It has become a thing.
- mobile electronic devices equipped with touch-panel displays, such as smartphones are becoming smaller and thinner, while their screens are becoming larger from the viewpoint of display visibility and operability.
- adhesives used are required to have adhesive fixing performance under harsher conditions.
- the pressure-sensitive adhesive sheet disclosed herein can be used for portable electronic devices such as those described above, and can achieve excellent adhesion reliability.
- Non-limiting examples of the above-mentioned portable electronic devices include mobile phones, smartphones, tablet computers, notebook computers, and various wearable devices (e.g., wrist-wear type that is worn on the wrist like a wristwatch, and Modular type that is attached to a part of the body, eyewear type that includes glasses type (monocular type and binocular type, including head-mounted type), clothing type that is attached to shirts, socks, hats, etc. in the form of accessories, and earphones. digital cameras, digital video cameras, audio equipment (portable music players, IC recorders, etc.), calculators (calculators, etc.), portable game devices, electronic dictionaries, electronic notebooks, electronic books, and in-vehicle devices.
- wearable devices e.g., wrist-wear type that is worn on the wrist like a wristwatch, and Modular type that is attached to a part of the body
- eyewear type that includes glasses type (monocular type and binocular type, including head-mounted type)
- clothing type that is attached
- portable does not mean that it is sufficient to simply be able to carry it; it also means that it has a level of portability that allows an individual (standard adult) to carry it relatively easily. shall mean.
- the adhesive sheet (typically a double-sided adhesive sheet) disclosed herein is in the form of a bonding material processed into various external shapes and can be used for fixing members constituting the portable electronic device as described above.
- the adhesive sheet disclosed herein is preferably used in a portable electronic device for fixing a member such as a cover glass having a three-dimensional shape (typically a curved shape) that constitutes the portable electronic device.
- Adhesive sheets used for fixing members having such three-dimensional surface shapes tend to be subjected to a relatively large sustained load in the Z-axis direction. By using the adhesive sheet disclosed herein, even a member having a three-dimensional shape as described above can be stably fixed.
- the adhesive sheet disclosed herein can be preferably used for portable electronic devices having a liquid crystal display device.
- it is an electronic device (typically a portable electronic device such as a smartphone) that has a display section such as a touch panel display (which can be a display section of a liquid crystal display device), and is used to increase the screen size.
- the adhesive sheet disclosed herein is preferably used for fixing an elastic adherend in a device in which an elastic member such as FPC is folded and accommodated in an internal space.
- an elastic member such as FPC
- the elastic member accommodated in a bent state in the limited internal space of the portable electronic device can be accurately positioned and held in a stable fixed state by the adhesive sheet disclosed herein.
- materials disposed inside the above-mentioned portable electronic devices include polar and rigid materials such as polycarbonate and polyimide.
- the adhesive sheet disclosed herein can preferably exhibit repulsion resistance against a sustained load in the Z-axis direction.
- Examples of means for increasing circuit integration include double-sided FPC and multilayer FPC, but both increase the rigidity of the FPC, and the Z-axis as evaluated by the Z-axis repulsion test described below. It is expected that improved repulsion resistance against sustained loads in the axial direction will become a required characteristic.
- the pressure-sensitive adhesive sheet according to a preferred embodiment of the technology disclosed herein may exhibit excellent repulsion resistance under harsh high temperature and high humidity conditions (strong repulsion conditions) as in the Z-axis repulsion resistance test described below. Therefore, it is more suitable for the above-mentioned next-generation touch-panel display-equipped electronic devices (typically, touch-panel display-equipped portable electronic devices such as smartphones), and can be preferably used.
- the adhesive sheet is preferably used, for example, in electronic devices that include various light sources such as LEDs (light emitting diodes) and light emitting elements such as self-luminous organic EL.
- electronic equipment typically portable electronic equipment
- organic EL display device or a liquid crystal display device.
- FIG. 4 is an example schematically showing a portable electronic device (smartphone) using the adhesive sheet disclosed herein.
- a battery (heat generating element) 540 is built inside the casing 520 of the portable electronic device 500.
- the portable electronic device 500 is configured to include an adhesive sheet 550.
- the adhesive sheet 550 has the form of a double-sided adhesive sheet (double-sided adhesive sheet) that fixes members constituting the portable electronic device 500.
- the portable electronic device 500 includes a touch panel 570 whose display section also functions as an input section.
- the adhesive sheet disclosed herein is preferably used as a component (member joining means) of the above-mentioned portable electronic devices.
- the adhesive sheet disclosed herein may have an adhesive layer containing an acrylic polymer with a high biomass carbon ratio in some embodiments, conventional general acrylic adhesives (i.e. By being used as a substitute for acrylic adhesives in various applications where acrylic adhesives (acrylic adhesives with a low biomass carbon ratio) are used, it can contribute to reducing dependence on fossil resource-based materials.
- the adhesive sheet disclosed herein can be preferably used as an adhesive sheet with reduced dependence on fossil resource materials.
- a portable electronic device An adhesive sheet is bonded to the member constituting the portable electronic device, The adhesive sheet has an adhesive layer, In the repulsion resistance evaluation test conducted by the method below, the floating height at the end of the test is 2.0 mm or less, A portable electronic device having an impact adhesion strength of 0.3 J/cm 2 or more in an impact test conducted in accordance with JIS K6855.
- a polyethylene terephthalate (PET) film having a length of 70 mm, a width of 10 mm, and a thickness of 75 ⁇ m is fixed at one longitudinal end of the PET film to the lower surface of a polycarbonate plate having a length of 30 mm, a width of 10 mm, and a thickness of 2 mm.
- the PET film is bent along the longitudinal direction, and the other end of the bent PET film in the longitudinal direction is fixed to the upper surface of the polycarbonate plate using an adhesive sheet with an adhesion area of 3 mm x 10 mm. This state is maintained at 65° C., 90% RH, and 72 hours (repulsion resistance evaluation test).
- the floating height [mm] of the adhesive sheet from the polycarbonate plate is measured.
- the adhesive layer contains an acrylic polymer, and the acrylic polymer is a polymer of monomer components containing heptyl acrylate.
- the glass transition temperature of the adhesive layer is within the range of -15°C to 15°C, where the glass transition temperature of the adhesive layer is determined from the peak temperature of tan ⁇ in dynamic viscoelasticity measurement.
- the adhesive layer further includes a tackifying resin.
- the adhesive layer contains at least one selected from a rosin-based tackifying resin and a terpene-based tackifying resin.
- the content of the tackifying resin in the adhesive layer is 70 parts by weight or less based on 100 parts by weight of the base polymer (preferably acrylic polymer).
- the adhesive layer further contains an acrylic oligomer.
- the adhesive composition for forming the adhesive layer includes at least one selected from an isocyanate crosslinking agent and an epoxy crosslinking agent, according to any one of [1] to [7] above.
- portable electronic devices [9] The portable electronic device according to any one of [1] to [8] above, wherein the adhesive sheet has a 180 degree peel strength of 20 N/25 mm or more against a stainless steel plate.
- An adhesive sheet having an adhesive layer In the repulsion resistance evaluation test conducted by the method below, the floating height at the end of the test is 2.0 mm or less, An adhesive sheet having an impact adhesion strength of 0.3 J/cm 2 or more in an impact test conducted in accordance with JIS K6855.
- a polyethylene terephthalate (PET) film having a length of 70 mm, a width of 10 mm, and a thickness of 75 ⁇ m is fixed at one longitudinal end of the PET film to the lower surface of a polycarbonate plate having a length of 30 mm, a width of 10 mm, and a thickness of 2 mm.
- the PET film is bent along the longitudinal direction, and the other end of the bent PET film in the longitudinal direction is fixed to the upper surface of the polycarbonate plate using an adhesive sheet with an adhesion area of 3 mm x 10 mm.
- This state is maintained at 65° C., 90% RH, and 72 hours (repulsion resistance evaluation test).
- 72 hours at the end of the test
- the floating height [mm] of the adhesive sheet from the polycarbonate plate is measured.
- the glass transition temperature of the adhesive layer is within the range of -15°C to 15°C, where the glass transition temperature of the adhesive layer is determined from the peak temperature of tan ⁇ in dynamic viscoelasticity measurement.
- the pressure-sensitive adhesive layer contains at least one selected from rosin-based tackifying resins and terpene-based tackifying resins.
- Adhesive sheet described in. The pressure-sensitive adhesive sheet according to any one of [11] to [16] above, wherein the pressure-sensitive adhesive layer further contains an acrylic oligomer.
- the adhesive composition for forming the adhesive layer includes at least one selected from an isocyanate crosslinking agent and an epoxy crosslinking agent, according to any one of [11] to [17] above. adhesive sheet.
- n-HpA is a compound having a biomass-derived heptyl group at the ester end, which was synthesized using biomass-derived heptyl alcohol.
- terpene phenol A (trade name "YS Polystar T-115", manufactured by Yasuhara Chemical Co., Ltd.) was added as a tackifying resin to 100 parts of the acrylic polymer contained in the solution.
- the obtained adhesive composition was applied to the release surface of a polyester release film (trade name “Diafoil MRF”, manufactured by Mitsubishi Chemical Corporation) with a thickness of 38 ⁇ m, and dried at 100° C. for 2 minutes to form a film with a thickness of 30 ⁇ m.
- An adhesive layer was formed.
- a release surface of a 25 ⁇ m thick polyester release film (trade name “Diafoil MRF”, 25 ⁇ m thick, manufactured by Mitsubishi Chemical Corporation) was attached to this adhesive layer. In this way, a substrate-less double-sided pressure-sensitive adhesive sheet having a thickness of 30 ⁇ m and having both sides protected by the two polyester release films was obtained.
- Examples 2 to 6 and Comparative Examples 1 to 4> Basically the same method as in Example 1 except that the monomer composition of the acrylic polymer, Mw, the type and amount of the tackifying resin, the amount of the acrylic oligomer, and the type and amount of the crosslinking agent were changed as shown in Table 1.
- a pressure-sensitive adhesive composition according to each example was prepared, and using the obtained pressure-sensitive adhesive composition, a substrate-less double-sided adhesive sheet (thickness: 30 ⁇ m) according to each example was prepared in the same manner as in Example 1. ) was created.
- the Mw of the acrylic polymer was adjusted by adjusting the concentration of monomer components during polymerization.
- Terpene phenol B is a product name "YS Polyster S-145" manufactured by Yasuhara Chemical Co., Ltd. (a terpene phenol resin with a softening point of approximately 145°C and a hydroxyl value of 70 to 110 mgKOH/g), and the rosin ester is manufactured by Arakawa Chemical Co., Ltd.
- the product name is "Pensel D125” (polymerized rosin ester with a softening point of 125° C.
- the acrylic oligomer one prepared by the following method was used. Specifically, in a reaction vessel equipped with a stirrer, a thermometer, a nitrogen gas introduction tube, a reflux condenser, and a dropping funnel, 95 parts of cyclohexyl methacrylate (CHMA) and 5 parts of AA, and 10 parts of AIBN as a polymerization initiator, After charging ethyl acetate as a polymerization solvent and stirring in a nitrogen stream for 1 hour to remove oxygen from the polymerization system, the temperature was raised to 85°C and reacted for 5 hours to form an acrylic oligomer with a solid content concentration of 50%. Obtained. The Mw of the obtained acrylic oligomer was 3,600.
- ⁇ Evaluation method> [Adhesive strength to SUS] Under a measurement environment of 23°C and 50% RH, one adhesive side of an adhesive sheet (double-sided adhesive sheet) was lined with a PET film with a thickness of 50 ⁇ m, and cut into a size of 25 mm in width and 100 mm in length. A measurement sample was prepared. In an environment of 23° C. and 50% RH, the other adhesive surface of the measurement sample was pressed onto the surface of a stainless steel plate (SUS304BA plate) that had been cleaned with ethyl acetate by making one reciprocation with a 2 kg roller.
- SUS304BA plate stainless steel plate
- the peel strength (relative to SUS Adhesive force) [N/25 mm] was measured.
- the universal tensile compression tester used is Minebea's "Tensile Compression Tester, TG-1kN" or its equivalent. Note that when performing the above peel strength measurement on a single-sided adhesive sheet, backing with a PET film is not necessary.
- the base material thickness is thin (for example, when the base material thickness is 25 ⁇ m or less), it may be lined with a PET film.
- a polycarbonate (PC) plate 50 with a length of 30 mm, a width of 10 mm, and a thickness of 2 mm, and a PET film 60 with a length of 70 mm, a width of 10 mm, and a thickness of 75 ⁇ m are prepared, The PC board 50 and the PET film 60 were stacked so that one end in the longitudinal direction was aligned, and the PC board 50 and the PET film 60 were fixed with the remaining part of the PET film 60 protruding from the other end of the PC board 50.
- a commercially available double-sided adhesive tape manufactured by Nitto Denko Corporation, "No.
- a pressure-sensitive adhesive sheet sample piece 70 was prepared by cutting the pressure-sensitive adhesive sheet according to each example in which both adhesive surfaces were protected with two release liners into a size of 3 mm in width and 10 mm in length. Place the surface of the PC board 50 opposite to the fixed surface of the PET film on the upper side, peel off one release liner from the adhesive sheet sample piece 70, and separate the width direction of the PC board 50 and the longitudinal direction of the adhesive sheet sample piece 70. Attach the adhesive sheet sample piece 70 to the top surface of the PC board 50 so that both ends of the adhesive sheet sample piece 70 in the width direction are on a line 7 mm and 10 mm from the other end on the top surface of the PC board 50. Fixed.
- the above fixing was performed by moving a 2 kg roller back and forth once on the upper surface of the adhesive sheet sample piece 70 protected by the other release liner.
- the other release liner of the adhesive sheet sample piece 70 pasted on the PC board 50 is peeled off, and the PC board 50 is removed as shown in FIG. 5(b).
- the protruding portion (length 40 mm) of the PET film 60 fixed on the PC board 50 is folded back toward the PC board 50 side, and the adhesive sheet sample piece 70 and the other end (free end) of the PET film 60 are aligned.
- the other end of the bent PET film 60 is fixed to the upper surface of the PC board 50 via the adhesive sheet sample piece 70 by moving a 0.1 kg roller back and forth once from above the PET film 60, and then heated at 65°C and 90%. Exposure to RH environment. After being exposed to the same environment for 72 hours, it was confirmed whether the adhesion between the adhesive sheet sample piece 70 and the PET film 60 was maintained, and if the PET film 60 was peeled off as shown in FIG. It was determined that the film had peeled off. When the PET film 60 was held, the floating height [mm] of the PET film 60 from the adhesive sheet sample piece 70 was measured using a microscope. Measurements were performed three times and the lowest value was recorded.
- the floating height is a height that includes the thickness of the adhesive sheet sample piece 70.
- the repulsion resistance against peeling load consisting essentially only in the thickness direction (Z-axis direction) of the adhesive sheet can be evaluated at a high temperature and high humidity of 65°C and 90% RH. It is possible to evaluate under the harsh conditions of , and furthermore, continuous repulsion resistance can be evaluated by performing observation over time.
- the adherend (stainless steel plate) to which the test piece was attached was curved in the longitudinal direction to have a chord length of 70 mm and held at room temperature (23° C.) for 30 minutes. After holding for 30 minutes, test pieces that were found to be lifted from the surface of the adherend were judged to have failed, and the test was terminated at this point. For test pieces for which no lifting was observed, the adherend to which the test piece was attached was released from the curved state and placed on a flat surface with the convex surface (one side to be tested) facing upward. Then, a 2 kg weight (spherical body) was dropped from a height of 5 cm from the test piece.
- test piece in which no lifting was observed from the surface of the adherend was determined to be "pass”, and a test piece in which lifting was observed from the surface of the adherend was determined to be "fail”.
- Table 1 shows the outline and evaluation results of the pressure-sensitive adhesive sheets of each example.
- the pressure-sensitive adhesive sheets according to Examples 1 to 6 had an impact resistance test result of 0.3 J/cm 2 or more, and a floating height of 2.0 mm in the Z-axis direction repulsion resistance test.
- the curved surface adhesion/impact resistance composite evaluation test no lifting occurred from the adherend.
- Comparative Examples 1, 3 and 4 either peeled off in the Z-axis repulsion test (Comparative Examples 1 and 3), or the floating height in the Z-axis repulsion test exceeded 2.0 mm (Comparative Examples 4)
- the result of the curved surface adhesion/impact resistance composite evaluation test was a failure.
- Adhesive sheet Supporting base material 10A First side 10B Second side (back side) 21 Adhesive layer (first adhesive layer) 21A Adhesive surface (first adhesive surface) 21B Second adhesive surface 22 Adhesive layer (second adhesive layer) 22A Adhesive surface (second adhesive surface) 31, 32 Release liner 100, 200, 300 Adhesive sheet with release liner
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Laminated Bodies (AREA)
Abstract
曲面形状に対して良好に密着し、落下等の衝撃が加えられた場合であっても剥がれが生じない接着信頼性に優れる粘着シートを提供する。粘着シートは、粘着剤層を有し、所定の耐反撥性評価試験において、試験終了時の浮き高さが2.0mm以下であり、JIS K6855に準拠して実施される耐衝撃試験による衝撃接着強さが0.3J/cm2以上である。
Description
本発明は、粘着シートに関する。
本出願は、2022年7月4日に出願された日本国特許出願2022-108024号に基づく優先権を主張しており、その出願の全内容は本明細書中に参照として組み入れられている。
本出願は、2022年7月4日に出願された日本国特許出願2022-108024号に基づく優先権を主張しており、その出願の全内容は本明細書中に参照として組み入れられている。
一般に粘着剤(感圧接着剤ともいう。以下同じ。)は、室温付近の温度域において柔らかい固体(粘弾性体)の状態を呈し、圧力により被着体に接着する性質を有する。かかる性質を活かして、粘着剤は、スマートフォン等の携帯電子機器や家電製品から自動車、OA機器等の各種産業分野において、典型的には粘着剤層を含む粘着シートの形態で、部品の接合や表面保護等の目的で広く利用されている。粘着シートに関する技術文献としては、特許文献1,2が挙げられる。特許文献1,2には、ヘプチルアクリレートをモノマー成分として用いて重合されたアクリル系ポリマーを含む粘着剤が記載されている。
粘着シートには、適用箇所や使用態様等に応じて様々な性能が求められる。例えば、携帯電話、スマートフォン、タブレット型パソコン等の携帯電子機器の部材固定に用いられる粘着シートには、携帯電子機器の高性能化や高機能化に伴い、より高い接着信頼性を有することが求められている。また近年では、高性能化や高機能化に加えて、3次元形状等の曲面形状を取り入れるなど高いデザイン性を有する携帯電子機器製品の開発が進んでおり、その表面形状はより複雑化する傾向にある。曲面形状など複雑な形状に貼り付けられる粘着シートには、その形状によく追従、密着し、高い接着信頼性を発揮することが求められる。例えば、上記携帯電子機器内における温度や湿度は、電子機器内の熱だけでなく、外部環境の影響を受けて、50℃を超えるような高温状態となることがあり、また高湿度となる場合もあり得る。また、携帯電子機器は、その使用形態から落下の危険性がある。上記のような過酷な使用環境や、落下等の衝撃に曝され得る使用形態においても、被着体の曲面形状に対する密着状態を保持し、剥がれなどの不具合が生じない高い接着信頼性を有する粘着シートが提供されれば、有意義である。
本発明は、上記の事情に鑑みて創出されたものであり、曲面形状に対して良好に密着し、落下等の衝撃が加えられた場合であっても剥がれが生じない接着信頼性に優れる粘着シートを提供することを目的とする。
この明細書によると、粘着剤層を有する粘着シートが提供される。この粘着シートは、下記の方法で実施される耐反撥性評価試験において、試験終了時の浮き高さが2.0mm以下であり、JIS K6855に準拠して実施される耐衝撃試験による衝撃接着強さが0.3J/cm2以上である。
[耐反撥性評価試験]
長さ70mm、幅10mm、厚さ75μmのポリエチレンテレフタレート(PET)フィルムを、該PETフィルムの長手方向の一端にて、長さ30mm、幅10mm、厚さ2mmのポリカーボネート板の下面に固定する。次いで、該PETフィルムを長手方向に沿って折り曲げて、該折り曲げられたPETフィルムの長手方向の他端を、粘着シートにより3mm×10mmの接着面積で該ポリカーボネート板の上面に固定する。この状態を65℃90%RH72時間の条件で保持する(耐反撥性評価試験)。そして、72時間経過後(試験終了時)の該粘着シートの該ポリカーボネート板からの浮き高さ[mm]を測定する。上記の耐反撥特性および耐衝撃特性を満足する粘着シートは、曲面形状に対して良好に密着し、落下等の衝撃が加えられた場合であっても剥がれが生じない優れた接着信頼性を有するものとなり得る。
[耐反撥性評価試験]
長さ70mm、幅10mm、厚さ75μmのポリエチレンテレフタレート(PET)フィルムを、該PETフィルムの長手方向の一端にて、長さ30mm、幅10mm、厚さ2mmのポリカーボネート板の下面に固定する。次いで、該PETフィルムを長手方向に沿って折り曲げて、該折り曲げられたPETフィルムの長手方向の他端を、粘着シートにより3mm×10mmの接着面積で該ポリカーボネート板の上面に固定する。この状態を65℃90%RH72時間の条件で保持する(耐反撥性評価試験)。そして、72時間経過後(試験終了時)の該粘着シートの該ポリカーボネート板からの浮き高さ[mm]を測定する。上記の耐反撥特性および耐衝撃特性を満足する粘着シートは、曲面形状に対して良好に密着し、落下等の衝撃が加えられた場合であっても剥がれが生じない優れた接着信頼性を有するものとなり得る。
いくつかの好ましい態様において、上記粘着剤層はアクリル系ポリマーを含む。また、該アクリル系ポリマーは、ヘプチルアクリレートを含むモノマー成分の重合物である。上記耐反撥特性および耐衝撃特性は、ヘプチルアクリレートをモノマー成分として含むアクリル系ポリマーを使用することにより、好適に実現され得る。ここに開示される技術によると、ヘプチルアクリレートをモノマー成分として含むアクリル系ポリマーを含有する組成で、通常、トレードオフの関係にある耐反撥特性と耐衝撃特性との両立が好ましく実現される。
いくつかの好ましい態様において、上記粘着剤層のガラス転移温度(Tg)は-15℃~15℃の範囲内である。ここで、粘着剤層のガラス転移温度とは、動的粘弾性測定におけるtanδのピーク温度から求められるガラス転移温度をいう。Tgが-15℃~15℃の範囲内にある粘着剤層において、上記耐反撥特性および耐衝撃特性との両立が好ましく実現され得る。
いくつかの好ましい態様において、上記粘着剤層は粘着付与樹脂をさらに含む。ここに開示される技術は、粘着剤層が粘着付与樹脂を含む構成で好ましく実施される。粘着付与樹脂としては、ロジン系粘着付与樹脂およびテルペン系粘着付与樹脂から選択される少なくとも1種が好ましく用いられる。いくつかの態様において、上記粘着剤層中の上記粘着付与樹脂の含有量は、ベースポリマー(例えばアクリル系ポリマー)100重量部に対して70重量部以下である。ここに開示される技術による効果は、粘着剤層中の粘着付与樹脂の含有量を上記の範囲で適切に調節する態様で好ましく実現され得る。
いくつかの好ましい態様において、上記粘着剤層はアクリル系オリゴマーをさらに含む。粘着剤層がアクリル系オリゴマーを含む態様で、ここに開示される技術は好ましく実施される。なかでも、粘着付与樹脂とアクリル系オリゴマーとを併用することがより好ましい。
いくつかの好ましい態様において、上記粘着剤層を形成するための粘着剤組成物は、イソシアネート系架橋剤およびエポキシ系架橋剤から選択される少なくとも1種を含む。イソシアネート系架橋剤およびエポキシ系架橋剤から選択される架橋剤を用いることで、粘着剤の凝集力を適度に高めることができ、耐衝撃特性を有しつつ、耐反撥特性を好ましく向上することができる。
いくつかの好ましい態様に係る粘着シートは、ステンレス鋼板に対する180度剥離強度(対SUS粘着力)が20N/25mm以上である。上記対SUS粘着力を有する粘着シートは、優れた接着力を発揮し得る。
ここに開示される粘着シートは、曲面形状に対して良好に密着し、落下等の衝撃が加えられた場合であっても剥がれが生じない接着信頼性に優れるものであるので、高性能化や高機能化、デザイン性等のために曲面形状を有することがあり、落下等の衝撃に曝され得る携帯電子機器の部材を接合する用途に好ましく用いられる。上記より、この明細書によると、ここに開示されるいずれかの粘着シートが用いられた携帯電子機器、換言すると、当該粘着シートを含む携帯電子機器が提供される。
以下、本発明の好適な実施形態を説明する。なお、本明細書において特に言及している事項以外の事柄であって本発明の実施に必要な事柄は、本明細書に記載された発明の実施についての教示と出願時の技術常識とに基づいて当業者に理解され得る。本発明は、本明細書に開示されている内容と当該分野における技術常識とに基づいて実施することができる。また、以下の図面において、同じ作用を奏する部材・部位には同じ符号を付して説明することがあり、重複する説明は省略または簡略化することがある。また、図面に記載の実施形態は、本発明を明瞭に説明するために模式化されており、製品として実際に提供される本発明の粘着シートのサイズや縮尺を必ずしも正確に表したものではない。
本明細書において「粘着剤」とは、前述のように、室温付近の温度域において柔らかい固体(粘弾性体)の状態を呈し、圧力により簡単に被着体に接着する性質を有する材料をいう。ここでいう粘着剤は、「C. A. Dahlquist, “Adhesion : Fundamentals and Practice”, McLaren & Sons, (1966) P. 143」に定義されているとおり、一般的に、複素引張弾性率E*(1Hz)<107dyne/cm2を満たす性質を有する材料(典型的には、25℃において上記性質を有する材料)であり得る。
この明細書において、バイオマス由来の炭素とは、バイオマス材料、すなわち再生可能な有機資源に由来する材料に由来する炭素(再生可能炭素)を意味する。上記バイオマス材料とは、典型的には、太陽光と水と二酸化炭素とが存在すれば持続的な再生産が可能な生物資源(典型的には、光合成を行う植物)に由来する材料のことをいう。したがって、採掘後の使用によって枯渇する化石資源に由来する材料(化石資源系材料)は、ここでいうバイオマス材料の概念から除かれる。粘着剤層および粘着シートのバイオマス炭素比、すなわち該粘着剤層および粘着シートに含まれる全炭素に占めるバイオマス由来炭素の割合は、ASTM D6866に準拠して測定される質量数14の炭素同位体含有量から見積もることができる。
<粘着シートの構成>
ここに開示される粘着シートは、粘着剤層を含んで構成されている。上記粘着シートは、例えば、粘着剤層の一方の表面により構成された第一粘着面と、該粘着剤層の他方の表面により構成された第二粘着面と、を備える基材レス両面粘着シートの形態であり得る。あるいは、ここに開示される粘着シートは、上記粘着剤層が支持基材の片面または両面に積層された基材付き粘着シートの形態であってもよい。以下、支持基材のことを単に「基材」ということもある。なお、ここでいう粘着シートの概念には、粘着テープ、粘着ラベル、粘着フィルム等と称されるものが包含され得る。なお、ここに開示される粘着シートは、ロール状であってもよく、枚葉状であってもよい。あるいは、さらに種々の形状に加工された形態の粘着シートであってもよい。
ここに開示される粘着シートは、粘着剤層を含んで構成されている。上記粘着シートは、例えば、粘着剤層の一方の表面により構成された第一粘着面と、該粘着剤層の他方の表面により構成された第二粘着面と、を備える基材レス両面粘着シートの形態であり得る。あるいは、ここに開示される粘着シートは、上記粘着剤層が支持基材の片面または両面に積層された基材付き粘着シートの形態であってもよい。以下、支持基材のことを単に「基材」ということもある。なお、ここでいう粘着シートの概念には、粘着テープ、粘着ラベル、粘着フィルム等と称されるものが包含され得る。なお、ここに開示される粘着シートは、ロール状であってもよく、枚葉状であってもよい。あるいは、さらに種々の形状に加工された形態の粘着シートであってもよい。
一実施形態に係る粘着シートの構造を図1に模式的に示す。この粘着シート1は、粘着剤層21からなる基材レスの両面粘着シートとして構成されている。粘着シート1は、粘着剤層21の一方の表面(第一面)により構成された第一粘着面21Aと、粘着剤層21の他方の表面(第二面)により構成された第二粘着面21Bとを、被着体の異なる箇所に貼り付けて用いられる。粘着面21A,21Bが貼り付けられる箇所は、異なる部材のそれぞれの箇所であってもよく、単一の部材内の異なる箇所であってもよい。使用前(すなわち、被着体への貼付け前)の粘着シート1は、図1に示すように、第一粘着面21Aおよび第二粘着面21Bが、少なくとも粘着剤層21に対向する側がそれぞれ剥離面となっている剥離ライナー31,32によって保護された形態の剥離ライナー付き粘着シート100の構成要素であり得る。剥離ライナー31,32としては、例えば、シート状の基材(ライナー基材)の片面に剥離処理剤による剥離層を設けることで該片面が剥離面となるように構成されたものを好ましく使用し得る。あるいは、剥離ライナー32を省略し、両面が剥離面となっている剥離ライナー31を用い、これと粘着シート1とを重ね合わせて渦巻き状に巻回することにより第二粘着面21Bが剥離ライナー31の背面に当接して保護された形態(ロール形態)の剥離ライナー付き粘着シートを構成していてもよい。
他の一実施形態に係る粘着シートの構造を図2に模式的に示す。この粘着シート2は、第一面10Aおよび第二面10Bを有するシート状の支持基材(例えば樹脂フィルム)10と、その第一面10A側に設けられた粘着剤層21とを備える基材付き片面粘着シートとして構成されている。粘着剤層21は、支持基材10の第一面10A側に固定的に、すなわち当該支持基材10から粘着剤層21を分離する意図なく、設けられている。使用前の粘着シート2は、図2に示すように、粘着剤層21の表面(粘着面)21Aが、少なくとも粘着剤層21に対向する側が剥離面となっている剥離ライナー31によって保護された形態の剥離ライナー付き粘着シート200の構成要素であり得る。あるいは、剥離ライナー31を省略し、第二面10Bが剥離面となっている支持基材10を用い、粘着シート2を巻回することにより粘着面21Aが支持基材10の第二面(背面)10Bに当接して保護された形態(ロール形態)であってもよい。
さらに他の一実施形態に係る粘着シートの構造を図3に模式的に示す。この粘着シート3は、第一面10Aおよび第二面10Bを有するシート状の支持基材(例えば樹脂フィルム)10と、その第一面10A側に固定的に設けられた第一粘着剤層21と、第二面10B側に固定的に設けられた第二粘着剤層22と、を備える基材付き両面粘着シートとして構成されている。使用前の粘着シート3は、図3に示すように、第一粘着剤層21の表面(第一粘着面)21Aおよび第二粘着剤層22の表面(第二粘着面)22Aが剥離ライナー31,32によって保護された形態の剥離ライナー付き粘着シート300の構成要素であり得る。あるいは、剥離ライナー32を省略し、両面が剥離面となっている剥離ライナー31を用い、これと粘着シート3とを重ね合わせて渦巻き状に巻回することにより第二粘着面22Aが剥離ライナー31の背面に当接して保護された形態(ロール形態)の剥離ライナー付き粘着シートを構成していてもよい。
なお、上記基材付き両面粘着シートにおいては、第一粘着剤層および第二粘着剤層の少なくとも一方の粘着剤層(例えば第一粘着剤層)が、以下で説明される粘着剤層であればよく、他方の粘着剤層(例えば第二粘着剤層)は、ここに開示される粘着剤層であってもよく、ここに開示される粘着剤層(具体的には、上記一方の粘着剤層。例えば第一粘着剤層)とは異なる組成を有する粘着剤層であってもよい。そのような他方の粘着剤層は、例えば、公知ないし慣用の粘着剤から形成されたものであり得る。
また、特に限定するものではないが、ここに開示される技術によると、耐衝撃性向上に有利な発泡体基材を有しない構成で、曲面形状に対する密着性や、落下等の衝撃が加えられた場合であっても剥がれが生じない接着信頼性を実現することが可能である。したがって、粘着剤層からなる基材レスの両面粘着シートの形態や、発泡体基材以外の基材(非発泡体基材)を備える基材付きの粘着シートの形態で、ここに開示される技術は実施され得る。なかでも、基材レス両面粘着シートの形態が好ましい。基材レス両面粘着シートは、基材を有しない分、薄厚化することが可能であり、両面粘着シートが適用される製品の小型化、省スペース化に貢献し得る。また、基材レス粘着シートによると、Z軸方向の持続的荷重に対する耐反撥性や耐衝撃性等の粘着剤層の作用を最大限発現させることができる。
<粘着シートの特性>
いくつかの態様において、粘着シートは、下記の方法で実施される耐反撥性評価試験において、試験終了時の浮き高さが2.0mm以下であり(耐反撥特性)、JIS K6855に準拠して実施される耐衝撃試験による衝撃接着強さが0.3J/cm2以上である(耐衝撃特性)、という2つの特性を満足することによって特徴付けられる。上記の耐反撥特性および耐衝撃特性を満足する粘着シートは、曲面形状に対して良好に密着し、落下等の衝撃が加えられた場合であっても剥がれが生じない優れた接着信頼性を有するものとなり得る。通常、耐衝撃性は、粘着剤の弾性率を低下させることにより改善可能であるが、例えば、架橋度を低下させるなどして粘着剤の弾性率が低くなるよう設計すると、耐反撥性に必要な凝集力も低下してしまい、良好な耐反撥性が得られにくい。このように耐反撥性と耐衝撃性とは相反する特性であり、両立が難しいところ、ここに開示される技術によると、トレードオフの関係にある耐反撥特性と耐衝撃特性との両立が可能である。
いくつかの態様において、粘着シートは、下記の方法で実施される耐反撥性評価試験において、試験終了時の浮き高さが2.0mm以下であり(耐反撥特性)、JIS K6855に準拠して実施される耐衝撃試験による衝撃接着強さが0.3J/cm2以上である(耐衝撃特性)、という2つの特性を満足することによって特徴付けられる。上記の耐反撥特性および耐衝撃特性を満足する粘着シートは、曲面形状に対して良好に密着し、落下等の衝撃が加えられた場合であっても剥がれが生じない優れた接着信頼性を有するものとなり得る。通常、耐衝撃性は、粘着剤の弾性率を低下させることにより改善可能であるが、例えば、架橋度を低下させるなどして粘着剤の弾性率が低くなるよう設計すると、耐反撥性に必要な凝集力も低下してしまい、良好な耐反撥性が得られにくい。このように耐反撥性と耐衝撃性とは相反する特性であり、両立が難しいところ、ここに開示される技術によると、トレードオフの関係にある耐反撥特性と耐衝撃特性との両立が可能である。
[耐反撥性評価試験]
長さ70mm、幅10mm、厚さ75μmのポリエチレンテレフタレート(PET)フィルムを、該PETフィルムの長手方向の一端にて、長さ30mm、幅10mm、厚さ2mmのポリカーボネート板の下面に固定する。次いで、該PETフィルムを長手方向に沿って折り曲げて、該折り曲げられたPETフィルムの長手方向の他端を、粘着シートにより3mm×10mmの接着面積で該ポリカーボネート板の上面に固定する。この状態を65℃90%RH72時間の条件で保持する(耐反撥性評価試験)。そして、72時間経過後(試験終了時)の該粘着シートの該ポリカーボネート板からの浮き高さ[mm]を測定する。
長さ70mm、幅10mm、厚さ75μmのポリエチレンテレフタレート(PET)フィルムを、該PETフィルムの長手方向の一端にて、長さ30mm、幅10mm、厚さ2mmのポリカーボネート板の下面に固定する。次いで、該PETフィルムを長手方向に沿って折り曲げて、該折り曲げられたPETフィルムの長手方向の他端を、粘着シートにより3mm×10mmの接着面積で該ポリカーボネート板の上面に固定する。この状態を65℃90%RH72時間の条件で保持する(耐反撥性評価試験)。そして、72時間経過後(試験終了時)の該粘着シートの該ポリカーボネート板からの浮き高さ[mm]を測定する。
上記耐反撥特性を満足する粘着シートは、実質的に粘着シートの厚さ方向(Z軸方向)のみからなる引き剥がし荷重に対して特に優れた耐反撥性を有し、かつ当該方向への持続的な引き剥がし荷重に対して特に剥がれが生じにくく、曲面形状に対して良好に密着し得る。また、被着体(例えば携帯電子機器や、その構成部品であるモジュール)に貼り付けられた粘着シートが保管時等において高温高湿条件に曝される場合にも、安定した接着信頼性を発揮し得る。いくつかの好ましい態様において、粘着シートは、上記耐反撥性評価試験後の上記浮き高さが1.5mm以下であることが適当であり、好ましくは1.0mm以下、より好ましくは0.7mm以下、さらに好ましくは0.5mm以下、特に好ましくは0.4mm以下である。なお、上記浮き高さは、粘着シートの厚さ(後述の実施例では30μm)を含む高さである。上記耐反撥性評価試験は、より具体的には、後述の実施例のZ軸方向耐反撥性試験に記載の方法で実施される。
また、上記耐衝撃特性を満足する粘着シートは、せん断方向への衝撃に対する耐久性に優れた接合手段となり得る。したがって、例えば、落下や衝突による衝撃に曝されることが想定される携帯電子機器における部材固定手段として好ましく用いられ得る。ここに開示される技術によると、0.35J/cm2以上(より好ましくは0.40J/cm2以上、さらに好ましくは0.45J/cm2以上、特に好ましくは0.50J/cm2以上)の衝撃接着強さを示す粘着シートが提供され得る。衝撃接着強さの上限は特に制限されず、例えば3.00J/cm2以下であり得る。耐反撥特性との両立をより高レベルで実現しやすくする観点から、衝撃接着強さは、例えば1.00J/cm2以下であってよく、0.80J/cm2以下でもよく、0.60J/cm2以下でもよい。上記耐衝撃試験は、より具体的には、後述の実施例の耐衝撃試験に記載の方法で実施される。
なお、上記耐反撥特性および耐衝撃特性の両立は、粘着剤組成(具体的には、例えばヘプチルアクリレートの使用などベースポリマーのモノマー組成や分子量、粘着付与樹脂やオリゴマーの種類や使用量、架橋剤の種類の選定や使用量等)を適切に選定、調節したり、粘着剤層厚さや基材種や厚さを適切に設定することなどの方法により実現することができる。
また、本明細書に開示される粘着シートは、上記耐反撥特性および/または耐衝撃特性の制限のない態様を包含し、そのような態様において、粘着シートは上記特性を有するものに限定されない。
いくつかの態様において、粘着シートは、ステンレス鋼板に対する180度剥離強度(対SUS粘着力)が凡そ15N/25mm以上(例えば17N/25mm以上)であることが好ましい。このような対SUS粘着力を示す粘着シートは、優れた接着力を発揮し得る。上記対SUS粘着力は、より好ましくは凡そ20N/25mm以上、さらに好ましくは凡そ23N/25mm以上、特に好ましくは25N/25mm以上(例えば26N/25mm以上)である。上記対SUS粘着力の上限は特に制限されないが、耐反撥特性等の他の粘着特性との両立の観点から、通常は例えば凡そ50N/25mm以下であってもよい。上記対SUS粘着力は、被着体としてSUS板を用いて、23℃、50%RHの測定環境下において、引張速度300mm/分、剥離角度180度の条件で測定される。より具体的には、後述の実施例に記載の方法で測定される。
いくつかの態様において、粘着シートはバイオマス由来材料を含み、そのバイオマス炭素比が所定値以上であり得る。粘着シートのバイオマス炭素比は、例えば1%以上であり、10%以上であってもよく、好ましくは30%以上、より好ましくは50%以上である。粘着シートのバイオマス炭素比が高いことは、石油等に代表される化石資源系材料の使用量が少ないことを意味する。かかる観点において、粘着シートのバイオマス炭素比は高いほど好ましい。例えば、粘着シートのバイオマス炭素比は、55%以上であってよく、60%以上であってもよく、70%以上でもよく、75%以上でもよく、80%以上でもよく、80%超でもよい。バイオマス炭素比の上限は、定義上100%であり、99%以下であってもよく、材料の入手容易性の観点から、95%以下でもよく、90%以下でもよい。良好な粘着性能を発揮しやすくする観点から、いくつかの態様において、粘着シートのバイオマス炭素比は、例えば90%以下であってよく、85%以下でもよく、80%以下でもよい。
<粘着剤層>
(ベースポリマー)
ここに開示される技術において、粘着剤層(第一粘着剤層および第二粘着剤層を備える態様においては、第一粘着剤層および第二粘着剤層の少なくとも一方。特に断りがないかぎり以下同じ。)を構成する粘着剤の種類は特に限定されない。上記粘着剤は、粘着剤の分野において用いられ得るアクリル系ポリマー、ゴム系ポリマー(天然ゴム、合成ゴム、これらの混合物等)、ポリエステル系ポリマー、ウレタン系ポリマー、ポリエーテル系ポリマー、シリコーン系ポリマー、ポリアミド系ポリマー、フッ素系ポリマー等の各種ゴム状ポリマーの1種または2種以上を粘着性ポリマー(粘着剤を形づくる構造ポリマーという意味で、以下「ベースポリマー」ともいう。)として含むものであり得る。粘着性能やコスト等の観点から、アクリル系ポリマーまたはゴム系ポリマーをベースポリマーとして含む粘着剤を好ましく採用し得る。なかでもアクリル系ポリマーをベースポリマーとする粘着剤(アクリル系粘着剤)が好ましい。ここに開示される技術は、アクリル系粘着剤を用いる態様で好ましく実施される。
(ベースポリマー)
ここに開示される技術において、粘着剤層(第一粘着剤層および第二粘着剤層を備える態様においては、第一粘着剤層および第二粘着剤層の少なくとも一方。特に断りがないかぎり以下同じ。)を構成する粘着剤の種類は特に限定されない。上記粘着剤は、粘着剤の分野において用いられ得るアクリル系ポリマー、ゴム系ポリマー(天然ゴム、合成ゴム、これらの混合物等)、ポリエステル系ポリマー、ウレタン系ポリマー、ポリエーテル系ポリマー、シリコーン系ポリマー、ポリアミド系ポリマー、フッ素系ポリマー等の各種ゴム状ポリマーの1種または2種以上を粘着性ポリマー(粘着剤を形づくる構造ポリマーという意味で、以下「ベースポリマー」ともいう。)として含むものであり得る。粘着性能やコスト等の観点から、アクリル系ポリマーまたはゴム系ポリマーをベースポリマーとして含む粘着剤を好ましく採用し得る。なかでもアクリル系ポリマーをベースポリマーとする粘着剤(アクリル系粘着剤)が好ましい。ここに開示される技術は、アクリル系粘着剤を用いる態様で好ましく実施される。
なお、ベースポリマーとは、粘着剤層に含まれるゴム状ポリマー(室温付近の温度域においてゴム弾性を示すポリマー)の主成分をいう。また、この明細書において「主成分」とは、特記しない場合、50重量%を超えて含まれる成分を指す。また、粘着剤および粘着剤層に含まれ得る成分に関する下記の説明は、特に断りがないかぎり粘着剤(層)を形成するために用いられる粘着剤組成物にも適用可能である。
また、本明細書において、「アクリル系ポリマー」とは、該ポリマーを構成するモノマー単位として、1分子中に少なくとも1つの(メタ)アクリロイル基を有するモノマーに由来するモノマー単位を含む重合物をいう。以下、1分子中に少なくとも1つの(メタ)アクリロイル基を有するモノマーを「アクリル系モノマー」ともいう。したがって、この明細書におけるアクリル系ポリマーは、アクリル系モノマーに由来するモノマー単位を含むポリマーとして定義される。なお、この明細書において「(メタ)アクリロイル」とは、アクリロイルおよびメタクリロイルを包括的に指す意味である。同様に、「(メタ)アクリレート」とはアクリレートおよびメタクリレートを、「(メタ)アクリル」とはアクリルおよびメタクリルを、それぞれ包括的に指す意味である。
以下、アクリル系粘着剤により構成された粘着剤層、すなわちアクリル系粘着剤層を有する粘着シートについて主に説明するが、ここに開示される粘着シートの粘着剤層をアクリル系粘着剤により構成されたものに限定する意図ではない。
(アクリル系ポリマー)
ここに開示される技術におけるアクリル系ポリマーとしては、例えば、アルキル(メタ)アクリレートを主モノマーとして含み、該主モノマーと共重合性を有する副モノマーをさらに含み得るモノマー原料の重合物が好ましい。ここで主モノマーとは、上記モノマー原料におけるモノマー組成の50重量%超を占める成分をいう。
ここに開示される技術におけるアクリル系ポリマーとしては、例えば、アルキル(メタ)アクリレートを主モノマーとして含み、該主モノマーと共重合性を有する副モノマーをさらに含み得るモノマー原料の重合物が好ましい。ここで主モノマーとは、上記モノマー原料におけるモノマー組成の50重量%超を占める成分をいう。
アルキル(メタ)アクリレートとしては、例えば下記式(1)で表される化合物を好適に用いることができる。
CH2=C(R1)COOR2 (1)
ここで、上記式(1)中のR1は水素原子またはメチル基である。また、R2は炭素原子数1~20の鎖状アルキル基である。以下、このような炭素原子数の範囲を「C1-20」と表すことがある。粘着剤の貯蔵弾性率等の観点から、R2がC1-14(例えばC1-10、典型的にはC4-8)の鎖状アルキル基であるアルキル(メタ)アクリレートを主モノマーとすることが適当である。粘着特性の観点から、R1が水素原子であってR2がC4-8の鎖状アルキル基であるアルキルアクリレート(以下、単にC4-8アルキルアクリレートともいう。)を主モノマーとすることが好ましい。
CH2=C(R1)COOR2 (1)
ここで、上記式(1)中のR1は水素原子またはメチル基である。また、R2は炭素原子数1~20の鎖状アルキル基である。以下、このような炭素原子数の範囲を「C1-20」と表すことがある。粘着剤の貯蔵弾性率等の観点から、R2がC1-14(例えばC1-10、典型的にはC4-8)の鎖状アルキル基であるアルキル(メタ)アクリレートを主モノマーとすることが適当である。粘着特性の観点から、R1が水素原子であってR2がC4-8の鎖状アルキル基であるアルキルアクリレート(以下、単にC4-8アルキルアクリレートともいう。)を主モノマーとすることが好ましい。
R2がC1-20の鎖状アルキル基であるアルキル(メタ)アクリレートの具体例としては、特に限定されないが、例えばメチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n-ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、s-ブチル(メタ)アクリレート、t-ブチル(メタ)アクリレート、ペンチル(メタ)アクリレート、イソペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、ヘプチル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、ノニル(メタ)アクリレート、イソノニル(メタ)アクリレート、デシル(メタ)アクリレート、イソデシル(メタ)アクリレート、ウンデシル(メタ)アクリレート、ドデシル(メタ)アクリレート、トリデシル(メタ)アクリレート、テトラデシル(メタ)アクリレート、ペンタデシル(メタ)アクリレート、ヘキサデシル(メタ)アクリレート、ヘプタデシル(メタ)アクリレート、オクタデシル(メタ)アクリレート、ノナデシル(メタ)アクリレート、エイコシル(メタ)アクリレート等が挙げられる。これらアルキル(メタ)アクリレートは、1種を単独でまたは2種以上を組み合わせて用いることができる。アルキル(メタ)アクリレートの好適例として、n-ブチルアクリレート(BA)および2-エチルヘキシルアクリレート(2EHA)が挙げられる。
アクリル系ポリマーを構成するモノマー成分に占めるアルキル(メタ)アクリレートの割合は、典型的には50重量%超であり、例えば70重量%以上とすることができ、85重量%以上としてもよく、90重量%以上としてもよい。アルキル(メタ)アクリレートの割合の上限は特に限定されないが、99.5重量%以下(例えば99重量%以下)とすることが好ましく、あるいは、カルボキシ基含有モノマー等の副モノマーに基づく特性(例えば凝集力)を好ましく発揮させる観点から、98重量%以下(例えば97重量%未満)としてもよい。あるいは、アクリル系ポリマーは実質的にアルキル(メタ)アクリレートのみを重合したものであってもよい。
いくつかの好ましい態様において、アクリル系ポリマーとしては、ヘプチルアクリレートを含むモノマー成分の重合物が用いられる。ヘプチルアクリレートを含むモノマー成分を用いて重合されたアクリル系ポリマーは、n-ブチルアクリレート(BA)や2-エチルヘキシルアクリレート(2EHA)等の他のアルキルアクリレートの重合物よりも柔軟性に優れるので、かかる重合物を含む粘着剤によると、曲面に対する密着性がよく、優れた耐衝撃性が得られやすい。その理由は、特に限定的に解釈されるものではないが、ヘプチルアクリレートをモノマー単位として含むポリマーは、ガラス転移温度が低いことに加え、粘着剤内において主鎖間の空間が相対的に大きいためと考えられる。ヘプチルアクリレートのなかでも、柔軟性の観点から、n-ヘプチルアクリレートが好ましい。n-ヘプチルアクリレートをモノマー成分として含んで合成されたアクリル系ポリマーは、比較的長い直鎖状の側鎖を有するため、主鎖間の空間がより大きくなりやすいと考えられる。
アクリル系ポリマーのモノマー成分に占めるヘプチルアクリレートの割合は、例えば、いくつかの態様において、50重量%以上(例えば50重量%超)であり、好ましくは70重量%以上、より好ましくは80重量%以上、さらに好ましくは85重量%以上、特に好ましくは90重量%以上であり、92重量%以上でもよく、94重量%以上でもよく、95重量%以上でもよく、96重量%以上でもよい。ヘプチルアクリレートの使用量を増大することにより、その使用効果(例えば、耐衝撃特性向上)を効果的に発現させることができる。一方、モノマー成分中のヘプチルアクリレートの割合の上限は100重量%であり、99重量%以下であってもよく、98重量%以下でもよい。カルボキシ基含有モノマーや、その他のモノマーを共重合する観点から、いくつかの態様において、モノマー成分中のヘプチルアクリレートの割合は、97重量%未満である。いくつかの好ましい態様において、モノマー成分中のヘプチルアクリレートの割合は、96重量%以下であり、95重量%以下であってもよく、94重量%以下でもよい。上記の範囲でヘプチルアクリレートの割合を制限することにより、耐反撥特性が得られやすい傾向がある。
アクリル系ポリマーには、ヘプチルアクリレート以外のアルキル(メタ)アクリレート(以下、「任意アルキル(メタ)アクリレート」ともいう。)が共重合されていてもよい。任意アルキル(メタ)アクリレートとしては、例えば上記式(1)で表される化合物のうち、上記式(1)中のR1は水素原子またはメチル基であり、また、R2は炭素原子数1~20の鎖状アルキル基(ただし、R1が水素原子の場合、ヘプチル基を除く。)である化合物を好適に用いることができる。
いくつかの態様において、上記モノマー成分に含まれるアルキル(メタ)アクリレートの総量に占めるヘプチルアクリレートの割合は、例えば50重量%以上(具体的には50~100重量%、例えば50重量%超)であり、好ましくは70重量%以上、より好ましくは80重量%以上、さらに好ましくは90重量%以上、特に好ましくは95重量%以上であり、99重量%以上であってもよく、100重量%でもよい。このようなモノマー組成を採用することにより、ヘプチルアクリレートの使用効果が効果的に発揮され得る。ここに開示される技術によると、2EHAやBAなどの任意アルキル(メタ)アクリレートに頼ることなく、ヘプチルアクリレートの作用に基づき、耐反撥特性と耐衝撃特性とを両立することができる。したがって、ここに開示される技術は、モノマー成分が任意アルキル(メタ)アクリレートを実質的に含まない態様で好ましく実施され得る。
なお、本明細書において、モノマー成分がモノマーA(例えば上記任意アルキル(メタ)アクリレート)を実質的に含まないとは、少なくとも意図的には当該モノマーAを用いないことをいい、当該モノマーAが例えば0.01重量%以下程度、非意図的に含まれることは許容され得る。
いくつかの態様において、上記モノマー成分は、バイオマス由来のアルキル基をエステル末端に有するアルキル(メタ)アクリレート(以下「バイオマスアルキル(メタ)アクリレート」ともいう。)を含み得る。近年、地球温暖化等の環境問題が重視されるようになり、石油等の化石資源系材料の使用量を低減することが望まれている。このような状況下、粘着剤の分野においても化石資源系材料の使用量を低減することが求められている。バイオマスアルキル(メタ)アクリレートを用いることにより、化石資源系材料への依存抑制に配慮されたアクリル系粘着剤を好適に実現することができる。
バイオマスアルキル(メタ)アクリレートは、特に限定されず、例えば、バイオマス由来のアルカノールと、バイオマス由来または非バイオマス由来の(メタ)アクリル酸とのエステルである。バイオマス由来のアルカノールの例には、バイオマスエタノール、パーム油やパーム核油、ヤシ油、ヒマシ油等の植物原料に由来するアルカノール、等が含まれる。バイオマス由来のアルカノールの炭素原子数が3以上である場合、該アルカノールは、直鎖状であってもよく、分岐を有していてもよい。いくつかの態様において、アクリル系ポリマーの合成に用いられるバイオマスアルキル(メタ)アクリレートとして、バイオマス由来のアルカノールと、非バイオマス由来の(メタ)アクリル酸とのエステルが用いられる。かかるバイオマスアルキル(メタ)アクリレートでは、アルカノールの炭素原子数が多いほど、該バイオマスアルキル(メタ)アクリレートに含まれる総炭素数に占めるバイオマス由来炭素の個数割合、すなわちアルキル(メタ)アクリレートのバイオマス炭素比が高くなる。したがって、上記のバイオマスアルキル(メタ)アクリレートでは、バイオマス由来となるアルキル基の炭素数が多いことが、化石資源系材料への依存度低減の点で望ましい。その一方で、アルキル(メタ)アクリレートを構成するアルキル基の炭素数が多すぎると、接着力等の粘着特性が得られにくくなる傾向があり、また合成や取扱い性、コストなど生産性の点でも不利になり得る。バイオマスアルキル(メタ)アクリレートとして、バイオマス由来のアルカノールと、非バイオマス由来の(メタ)アクリル酸とのエステルを用いる態様では、粘着特性と、化石資源系材料への依存度低減(より具体的には上記アルキル(メタ)アクリレートのバイオマス炭素比)とをバランスよく両立する材料を用いることが望ましい。
いくつかの好ましい態様において、ヘプチルアクリレートとして、バイオマス由来のヘプチルアクリレート(バイオマスヘプチルアクリレート)が用いられる。バイオマスヘプチルアクリレートを用いることにより、化石資源系材料への依存度を低減しつつ、ここに開示される技術による効果を実現することができる。上記バイオマスヘプチルアクリレートは、バイオマス由来のアルカノールと、バイオマス由来または非バイオマス由来のアクリル酸とのエステルであり、例えば、バイオマス由来のアルカノールと非バイオマス由来のアクリル酸とのエステルが用いられ得る。かかる化合物では、ヘプチル基のみがバイオマス由来となる。バイオマス由来のヘプチルアクリレートとしては、バイオマス由来のn-ヘプチルアクリレート(バイオマスn-ヘプチルアクリレート)の使用が好ましい。
上記アクリル系ポリマーのモノマー成分に占めるバイオマスアルキル(メタ)アクリレート(好ましくはバイオマスヘプチルアクリレート)の割合は、例えば、いくつかの態様において、50重量%以上(例えば50重量%超)であり、好ましくは70重量%以上、より好ましくは80重量%以上、さらに好ましくは85重量%以上、特に好ましくは90重量%以上であり、92重量%以上でもよく、94重量%以上でもよく、96重量%以上でもよい。また、モノマー成分のうちバイオマスアルキル(メタ)アクリレート(好ましくはバイオマスヘプチルアクリレート)の割合は、97重量%未満であり、いくつかの態様において、95重量%以下であってもよく、93重量%以下でもよく、91重量%以下でもよい。
また、アクリル系ポリマーのモノマー成分は、カルボキシ基含有モノマーを含むことが好ましい。カルボキシ基含有モノマーは、その極性に基づき凝集力を向上することができる。また、イソシアネート系、エポキシ系架橋剤等の架橋剤を使用する場合には、当該カルボキシ基がアクリル系ポリマーの架橋点となり得る。カルボキシ基含有モノマーを使用することで、耐反撥特性を向上することができる。また、カルボキシ基含有モノマーの使用により、例えば高極性材料等の被着体に対して、より優れた接着性が発揮され得る。
カルボキシ基含有モノマーとしては、例えばアクリル酸(AA)、メタクリル酸(MAA)、カルボキシエチル(メタ)アクリレート、カルボキシペンチル(メタ)アクリレート、クロトン酸、イソクロトン酸等のエチレン性不飽和モノカルボン酸;マレイン酸、イタコン酸、シトラコン酸等のエチレン性不飽和ジカルボン酸が挙げられる。また、カルボキシ基含有モノマーは、カルボキシ基の金属塩(例えばアルカリ金属塩)を有するモノマーであってもよい。カルボキシ基含有モノマーは、1種を単独でまたは2種以上を組み合わせて用いることができる。なかでも好ましいカルボキシ基含有モノマーとして、AAおよびMAAが挙げられる。AAが特に好ましい。1種または2種以上のカルボキシ基含有モノマーを使用する場合、上記カルボキシ基含有モノマーに占めるAAの割合は、好ましくは50重量%以上、より好ましくは70重量%以上、さらに好ましくは90重量%以上である。特に好ましい態様において、カルボキシ基含有モノマーは、実質的にAAのみからなる。AAは、そのカルボキシ基に基づく極性、架橋点としての役割、Tg(106℃)等の複合的な作用から、ここに開示されるカルボキシ基含有モノマーにおいて、耐反撥特性と耐衝撃特性とをバランスよく両立するうえで、最適なモノマー材料と考えられる。
アクリル系ポリマーのモノマー成分中のカルボキシ基含有モノマーの割合は、特に限定されず、0.1重量%以上であってもよく、0.5重量%以上でもよく、1重量%以上でもよく、2重量%以上でもよい。いくつかの好ましい態様において、上記モノマー成分中のカルボキシ基含有モノマーの割合は、3重量%よりも多く(具体的には3.0重量%超)、好ましくは4.0重量%以上であり、より好ましくは4.5重量%以上、さらに好ましくは5.0重量%以上(例えば5.0重量%超)、特に好ましくは5.5重量%以上であり、6.0重量%以上であってもよい。カルボキシ基含有モノマーの使用量を多くすることで、カルボキシ基含有モノマーの作用に基づき粘着剤層の凝集力が向上するので、耐反撥特性に優れた粘着剤が得られやすい。また、カルボキシ基含有モノマーの量は、例えば、全モノマー成分の20重量%以下とすることが適当であり、好ましくは15重量%以下、より好ましくは12重量%以下である。いくつかの好ましい態様において、上記カルボキシ基含有モノマーの量は、10重量%以下であってもよく、8重量%以下でもよく、6重量%以下でもよく、5重量%以下でもよい。カルボキシ基含有モノマー(例えばAA)の使用量を低減することで、耐衝撃特性は高くなる傾向がある。カルボキシ基含有モノマーの使用量を上記範囲内で適切に調節することにより、耐反撥特性と耐衝撃特性とを両立した粘着剤が得られやすい。
アクリル系ポリマーには、カルボキシ基含有モノマー以外の官能基含有モノマー(任意官能基含有モノマー)が共重合されていてもよい。アクリル系ポリマーに架橋基点となり得る官能基を導入し、あるいは接着力の向上に寄与し得る任意官能基含有モノマーとしては、水酸基(OH基)含有モノマー(2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、3-ヒドロキシプロピル(メタ)アクリレート、2-ヒドロキシブチル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート等のヒドロキシアルキル(メタ)アクリレート;ポリプロピレングリコールモノ(メタ)アクリレート等)、酸無水物基含有モノマー、アミド基含有モノマー((メタ)アクリルアミド、N,N-ジメチル(メタ)アクリルアミド等)、アミノ基含有モノマー(アミノエチル(メタ)アクリレート、N,N-ジメチルアミノエチル(メタ)アクリレート等)、エポキシ基含有モノマー、シアノ基含有モノマー、ケト基含有モノマー、窒素原子含有環を有するモノマー(N-ビニル-2-ピロリドン、N-(メタ)アクリロイルモルホリン等)、アルコキシシリル基含有モノマー、イミド基含有モノマー類等が挙げられる。上記任意官能基含有モノマーは、1種を単独でまたは2種以上を組み合わせて用いることができる。
アクリル系ポリマーを構成するモノマー成分が上述の任意官能基含有モノマーを含む場合、該モノマー成分における任意官能基含有モノマーの含有量は特に限定されない。任意官能基含有モノマーの使用による効果を適切に発揮する観点から、モノマー成分における任意官能基含有モノマーの含有量は、例えば0.1重量%以上とすることができ、0.5重量%以上とすることが適当であり、1重量%以上としてもよい。また、例えば、アクリル系ポリマーのモノマー成分がヘプチルアクリレートおよびカルボキシ基含有モノマーを含む態様において、これらのモノマー成分との関係で粘着性能のバランスをとりやすくする観点から、モノマー成分における任意官能基含有モノマーの含有量は、40重量%以下とすることが適当であり、20重量%以下とすることが好ましく、10重量%以下(例えば5重量%以下)としてもよい。いくつかの態様において、モノマー成分における任意官能基含有モノマーの含有量は、例えば3重量%未満であり、1重量%未満であってもよく、0.5重量%未満でもよく、0.3重量%未満でもよく、0.1重量%未満でもよい。ここに開示される技術は、アクリル系ポリマーのモノマー成分が任意官能基含有モノマーを実質的に含まない態様で好ましく実施され得る。
また、上記任意官能基含有モノマーとして水酸基含有モノマーを用いてもよい。その場合、水酸基含有モノマーの含有量は、全モノマー成分中、凡そ10重量%以下(例えば0.001~10重量%)とすることが適当であり、好ましくは凡そ5重量%以下、より好ましくは凡そ2重量%以下である。いくつかの態様において、モノマー成分における水酸基含有モノマーの含有量は、例えば1重量%未満であってもよく、0.5重量%未満でもよく、0.3重量%未満でもよく、0.1重量%未満でもよく、0.01重量%未満でもよい。アクリル系ポリマーのモノマー成分は水酸基含有モノマーを実質的に含まなくてもよい。ここに開示される技術においては、水酸基含有モノマーの使用量を制限したり、不使用とすることで、耐反撥特性と耐衝撃特性との両立を好ましく実現することができる。
アクリル系ポリマーの共重合成分として使用される官能基含有モノマー全体(カルボキシ基含有モノマーを含む官能基含有モノマー全体)に占めるカルボキシ基含有モノマーの割合は、カルボキシ基含有モノマーを共重合する効果を効果的に発揮させる観点から、30重量%以上が適当であり、好ましくは50重量%以上、より好ましくは70重量%以上、さらに好ましくは80重量%以上、特に好ましくは90重量%以上であり、例えば95重量%以上であってもよく、97重量%以上であってもよく、98重量%以上でもよく、99重量%以上(例えば99.9重量%以上)でもよい。上記官能基含有モノマー全体に占めるカルボキシ基含有モノマーの割合の上限は100重量%であり、例えば95重量%以下であってもよい。
アクリル系ポリマーを構成するモノマー成分は、凝集力向上等の目的で、上述した官能基含有モノマー以外の他の共重合成分を含んでいてもよい。他の共重合成分の例としては、酢酸ビニル等のビニルエステル系モノマー;スチレン等の芳香族ビニル化合物;シクロヘキシル(メタ)アクリレート、シクロペンチル(メタ)アクリレート、イソボルニル(メタ)アクリレート等のシクロアルキル(メタ)アクリレート;アリール(メタ)アクリレート(例えばフェニル(メタ)アクリレート)、アリールオキシアルキル(メタ)アクリレート(例えばフェノキシエチル(メタ)アクリレート)、アリールアルキル(メタ)アクリレート(例えばベンジル(メタ)アクリレート)等の芳香族性環含有(メタ)アクリレート;オレフィン系モノマー;塩素含有モノマー;2-(メタ)アクリロイルオキシエチルイソシアネート等のイソシアネート基含有モノマー;メトキシエチル(メタ)アクリレート、エトキシエチル(メタ)アクリレート等のアルコキシ基含有モノマー;メチルビニルエーテル、エチルビニルエーテル等のビニルエーテル系モノマー;等が挙げられる。上記他の共重合成分は、1種を単独でまたは2種以上を組み合わせて用いることができる。
かかる他の共重合成分の量は、目的および用途に応じて適宜選択すればよく特に限定されないが、使用による効果を適切に発揮する観点から、0.05重量%以上とすることが適当であり、0.5重量%以上としてもよい。また、粘着性能のバランスをとりやすくする観点から、モノマー成分における他の共重合成分の含有量は、20重量%以下とすることが適当であり、必須モノマー成分に基づく粘着特性を好適に発揮させる観点から、好ましくは10重量%以下、より好ましくは8重量%以下、さらに好ましくは5重量%未満であり、例えば3重量%未満であってもよく、1重量%未満でもよい。ここに開示される技術は、モノマー成分が他の共重合成分を実質的に含まない態様でも好ましく実施され得る。
アクリル系ポリマーは、他のモノマー成分として、(メタ)アクリロイル基やビニル基等の不飽和二重結合を有する重合性官能基(典型的にはラジカル重合性官能基)を少なくとも2つ有する多官能モノマーを含んでもよい。モノマー成分として、多官能モノマーを用いることにより、粘着剤層の凝集力を高めることができる。多官能モノマーは、架橋剤として用いることができる。多官能モノマーとしては、特に限定されず、例えば1,6-ヘキサンジオールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート等が挙げられる。多官能モノマーは、1種を単独でまたは2種以上を組み合わせて使用することができる。
多官能モノマーの使用量は特に限定されず、該多官能モノマーの使用目的が達成されるように適切に設定することができる。多官能モノマーの使用量は、上記モノマー成分の凡そ3重量%以下とすることができ、凡そ2重量%以下が好ましく、凡そ1重量%以下(例えば凡そ0.5重量%以下)がより好ましい。多官能モノマーを使用する場合における使用量の下限は、0重量%より大きければよく、特に限定されない。通常は、多官能モノマーの使用量をモノマー成分の凡そ0.001重量%以上(例えば凡そ0.01重量%以上)とすることにより、該多官能モノマーの使用効果が適切に発揮され得る。
特に好ましい態様において、アクリル系ポリマーとして、実質的にヘプチルアクリレート(好ましくはn-ヘプチルアクリレート)とカルボキシ基含有モノマー(好ましくはアクリル酸)とからなるモノマー成分を用いて合成されたアクリル系ポリマーが用いられる。上記のモノマー組成によると、ヘプチルアクリレートおよびカルボキシ基含有モノマーの作用が効果的に発揮され、耐反撥特性と耐衝撃特性との両立をよりよく実現することができる。このような観点から、上記モノマー成分に占めるヘプチルアクリレートおよびカルボキシ基含有モノマーの合計割合は、90重量%以上(90~100重量%)が適当であり、好ましくは95重量%以上、より好ましくは99重量%以上、さらに好ましくは99.5重量%超、特に好ましくは99.9重量%超(例えば99.99重量%超)であり、上記モノマー成分に占めるヘプチルアクリレートおよびカルボキシ基含有モノマーの合計割合は、100重量%であってもよい。
上記アクリル系ポリマーを構成するモノマー成分のバイオマス炭素比(アクリル系ポリマーのバイオマス炭素比)は、例えば1%以上であってもよく、10%以上が適当であり、好ましくは30%以上、より好ましくは50%以上(例えば50%超)であり、70%以上でもよく、80%以上でもよく、90%~100%でもよい。このように設計することにより、化石資源系材料への依存抑制に配慮したアクリル系粘着剤が得られる。
アクリル系ポリマーを得る方法は特に限定されず、溶液重合法、エマルション重合法、バルク重合法、懸濁重合法、光重合法等の、アクリル系ポリマーの合成手法として知られている各種の重合方法を適宜採用することができる。例えば、溶液重合法を好ましく採用し得る。溶液重合を行う際のモノマー供給方法としては、全モノマー原料を一度に供給する一括仕込み方式、連続供給(滴下)方式、分割供給(滴下)方式等を適宜採用することができる。重合温度は、使用するモノマーおよび溶媒の種類、重合開始剤の種類等に応じて適宜選択することができ、例えば20℃~170℃程度(典型的には40℃~140℃程度)とすることができる。
溶液重合に用いる溶媒(重合溶媒)は、従来公知の有機溶媒から適宜選択することができる。例えば、トルエン等の芳香族化合物類(典型的には芳香族炭化水素類);酢酸エチル等の酢酸エステル類;ヘキサンやシクロヘキサン等の脂肪族または脂環式炭化水素類;1,2-ジクロロエタン等のハロゲン化アルカン類;イソプロピルアルコール等の低級アルコール類(例えば、炭素原子数1~4の一価アルコール類);tert-ブチルメチルエーテル等のエーテル類;メチルエチルケトン等のケトン類;等から選択されるいずれか1種の溶媒、または2種以上の混合溶媒を用いることができる。
重合に用いる開始剤は、重合方法の種類に応じて、従来公知の重合開始剤から適宜選択することができる。例えば、2,2’-アゾビスイソブチロニトリル(AIBN)等のアゾ系重合開始剤の1種または2種以上を好ましく使用し得る。重合開始剤の他の例としては、過硫酸カリウム等の過硫酸塩;ベンゾイルパーオキサイド(BPO)、過酸化水素等の過酸化物系開始剤;フェニル置換エタン等の置換エタン系開始剤;芳香族カルボニル化合物;等が挙げられる。重合開始剤のさらに他の例として、過酸化物と還元剤との組み合わせによるレドックス系開始剤が挙げられる。このような重合開始剤は、1種を単独でまたは2種以上を組み合わせて使用することができる。重合開始剤の使用量は、通常の使用量であればよく、例えば、全モノマー成分100重量部に対して凡そ0.005~1重量部程度(典型的には凡そ0.01~1重量部程度)の範囲から選択することができる。
ベースポリマー(典型的にはアクリル系ポリマー)の重量平均分子量(Mw)は、特に限定されず、耐反撥特性および耐衝撃特性を両立し得る適当なMwを有するベースポリマーが用いられる。いくつかの態様において、ベースポリマーのMwは60万よりも大きく、65万よりも大きくてもよく、70万以上が適当であり、75万以上でもよい。ベースポリマーのMwが大きいほど、良好な凝集力を示す粘着剤が得られやすく、耐反撥特性が向上する傾向がある。いくつかの好ましい態様において、ベースポリマーのMwは80万以上であり、85万以上であってもよく、90万以上でもよく、より好ましくは100万以上(例えば100万超)、さらに好ましくは120万以上、特に好ましくは140万以上であり、150万以上であってもよく、160万以上でもよい。例えば、ベースポリマーがアクリル系ポリマーである態様において、ヘプチルアクリレートを含むモノマー組成によると、粘度を低く維持しやすいため、高分子量体の合成性がよく、上記Mwを有するアクリル系ポリマーが得られやすい。また、モノマー単位としてヘプチルアクリレートを含み、かつMwが所定値以上のアクリル系ポリマーを使用することにより、ポリマーの化学構造に基づく柔軟性と、分子量に基づく凝集力に基づき、耐反撥特性と耐衝撃特性との両立をよりよく実現することができる。一方、耐衝撃性や接着力、合成容易性等の観点から、ベースポリマーのMwは、通常、凡そ300万以下であることが適当であり、好ましくは250万以下、より好ましくは200万以下、さらに好ましくは180万以下であり、150万以下であってもよく、130万以下でもよい。いくつかの好ましい態様において、ベースポリマーのMwは、110万以下であってもよく、100万以下でもよく、95万以下でもよく、90万以下でもよい。
ベースポリマー(典型的にはアクリル系ポリマー)のMwは、ゲルパーミエーションクロマトグラフィ(GPC)により測定し、標準ポリスチレン換算の値として求めることができる。具体的には、GPC測定装置として商品名「HLC-8220GPC」(東ソー社製)を用いて、下記の条件で測定して求めることができる。後述の実施例においても同様である。
[GPCの測定条件]
サンプル濃度:0.2重量%(テトラヒドロフラン溶液)
サンプル注入量:10μL
溶離液:テトラヒドロフラン(THF)
流量(流速):0.6mL/分
カラム温度(測定温度):40℃
カラム:
サンプルカラム:商品名「TSKguardcolumn SuperHZ-H」1本+商品名「TSKgel SuperHZM-H」2本」(東ソー社製)
リファレンスカラム:商品名「TSKgel SuperH-RC」1本(東ソー社製)
検出器:示差屈折計(RI)
標準試料:ポリスチレン
[GPCの測定条件]
サンプル濃度:0.2重量%(テトラヒドロフラン溶液)
サンプル注入量:10μL
溶離液:テトラヒドロフラン(THF)
流量(流速):0.6mL/分
カラム温度(測定温度):40℃
カラム:
サンプルカラム:商品名「TSKguardcolumn SuperHZ-H」1本+商品名「TSKgel SuperHZM-H」2本」(東ソー社製)
リファレンスカラム:商品名「TSKgel SuperH-RC」1本(東ソー社製)
検出器:示差屈折計(RI)
標準試料:ポリスチレン
(粘着付与樹脂)
いくつかの好ましい態様において、粘着剤層は粘着付与樹脂を含む。粘着付与樹脂を用いることで、高い接着力を得ることができる。ここに開示される技術によると、粘着付与樹脂を含む組成で、粘着剤層は、優れた耐反撥特性を発揮し得る。特に限定して解釈されるものではないが、いくつかの態様において、粘着付与樹脂を使用する効果は、高分子量のアクリル系ポリマーを含む組成において効果的に発揮され得る。粘着付与樹脂としては、特に制限されず、例えば、ロジン系粘着付与樹脂、テルペン系粘着付与樹脂、炭化水素系粘着付与樹脂、エポキシ系粘着付与樹脂、ポリアミド系粘着付与樹脂、エラストマー系粘着付与樹脂、フェノール系粘着付与樹脂、ケトン系粘着付与樹脂等の各種粘着付与樹脂を用いることができる。このような粘着付与樹脂は、1種を単独でまたは2種以上を組み合わせて使用することができる。
いくつかの好ましい態様において、粘着剤層は粘着付与樹脂を含む。粘着付与樹脂を用いることで、高い接着力を得ることができる。ここに開示される技術によると、粘着付与樹脂を含む組成で、粘着剤層は、優れた耐反撥特性を発揮し得る。特に限定して解釈されるものではないが、いくつかの態様において、粘着付与樹脂を使用する効果は、高分子量のアクリル系ポリマーを含む組成において効果的に発揮され得る。粘着付与樹脂としては、特に制限されず、例えば、ロジン系粘着付与樹脂、テルペン系粘着付与樹脂、炭化水素系粘着付与樹脂、エポキシ系粘着付与樹脂、ポリアミド系粘着付与樹脂、エラストマー系粘着付与樹脂、フェノール系粘着付与樹脂、ケトン系粘着付与樹脂等の各種粘着付与樹脂を用いることができる。このような粘着付与樹脂は、1種を単独でまたは2種以上を組み合わせて使用することができる。
ロジン系粘着付与樹脂の具体例としては、ガムロジン、ウッドロジン、トール油ロジン等の未変性ロジン(生ロジン);これらの未変性ロジンを水添化、不均化、重合等により変性した変性ロジン(水添ロジン、不均化ロジン、重合ロジン、その他の化学的に修飾されたロジン等。以下同じ。);その他の各種ロジン誘導体;等が挙げられる。上記ロジン誘導体の例としては、未変性ロジンをアルコール類によりエステル化したもの(すなわち、ロジンのエステル化物)、変性ロジンをアルコール類によりエステル化したもの(すなわち、変性ロジンのエステル化物)等のロジンエステル類;未変性ロジンや変性ロジンを不飽和脂肪酸で変性した不飽和脂肪酸変性ロジン類;ロジンエステル類を不飽和脂肪酸で変性した不飽和脂肪酸変性ロジンエステル類;未変性ロジン、変性ロジン、不飽和脂肪酸変性ロジン類または不飽和脂肪酸変性ロジンエステル類におけるカルボキシ基を還元処理したロジンアルコール類;未変性ロジン、変性ロジン、各種ロジン誘導体等のロジン類(特に、ロジンエステル類)の金属塩;ロジン類(未変性ロジン、変性ロジン、各種ロジン誘導体等)にフェノールを酸触媒で付加させ熱重合することにより得られるロジンフェノール樹脂;等が挙げられる。なかでも、ロジンエステルが好ましい。
特に限定するものではないが、ロジンエステル類の具体例として、未変性ロジンまたは変性ロジン(水素添加ロジン、不均化ロジン、重合ロジン等)のエステル、例えばメチルエステル、トリエチレングリコールエステル、グリセリンエステル、ペンタエリスリトールエステル等が挙げられる。
テルペン系粘着付与樹脂の例としては、α-ピネン重合体、β-ピネン重合体、ジペンテン重合体等のテルペン樹脂;これらのテルペン樹脂を変性(フェノール変性、芳香族変性、水素添加変性、炭化水素変性等)した変性テルペン樹脂;等が挙げられる。上記変性テルペン樹脂の一例としてテルペンフェノール樹脂が挙げられる。
テルペンフェノール樹脂とは、テルペン残基およびフェノール残基を含むポリマーを指し、テルペン類とフェノール化合物との共重合体(テルペン-フェノール共重合体樹脂)と、テルペン類の単独重合体または共重合体をフェノール変性したもの(フェノール変性テルペン樹脂)との双方を包含する概念である。このようなテルペンフェノール樹脂を構成するテルペン類の具体例としては、α-ピネン、β-ピネン、リモネン(d体、l体およびd/l体(ジペンテン)を包含する。)等のモノテルペン類が挙げられる。水素添加テルペンフェノール樹脂とは、このようなテルペンフェノール樹脂を水素化した構造を有する水素添加テルペンフェノール樹脂をいう。水添テルペンフェノール樹脂と称されることもある。
炭化水素系粘着付与樹脂の例としては、脂肪族系(C5系)石油樹脂、芳香族系(C9系)石油樹脂、脂肪族/芳香族共重合系(C5/C9系)石油樹脂、これらの水素添加物(例えば、芳香族系石油樹脂に水素添加して得られる脂環族系石油樹脂)、これらの各種変性物(例えば、無水マレイン酸変性物)、クマロン系樹脂、クマロンインデン系樹脂等の、各種の炭化水素系の樹脂が挙げられる。
いくつかの態様において、粘着付与樹脂として、ロジン系粘着付与樹脂およびテルペン系粘着付与樹脂から選択される少なくとも1種を用いることが好ましい。ロジン系粘着付与樹脂および/またはテルペン系粘着付与樹脂を、例えばアクリル系粘着剤に含有させることで、優れた耐反撥特性が得られやすく、また、接着力を向上することができる。いくつかの好ましい態様において、粘着剤層に含まれる粘着付与樹脂全体に占めるロジン系粘着付与樹脂およびテルペン系粘着付与樹脂の合計割合は、例えば凡そ50重量%超(50重量%超100重量%以下)とすることができ、凡そ70重量%以上としてもよく、凡そ80重量%以上としてもよく、凡そ90重量%以上としてもよく、95重量%以上としてもよく、99重量%以上としてもよい。
いくつかの好ましい態様として、上記粘着付与樹脂が1種または2種以上のテルペンフェノール樹脂を含む態様が挙げられる。ここに開示される技術は、例えば、粘着付与樹脂の総量の凡そ25重量%以上(より好ましくは凡そ30重量%以上)がテルペンフェノール樹脂である態様で好ましく実施され得る。粘着付与樹脂の総量に占めるテルペンフェノール樹脂の割合は、凡そ50重量%以上であってもよく、凡そ70重量%以上でもよく、凡そ80重量%以上でもよく、凡そ90重量%以上でもよい。粘着付与樹脂の実質的に全部(例えば凡そ95重量%以上100重量%以下、さらには凡そ99重量%以上100重量%以下)がテルペンフェノール樹脂であってもよい。
粘着剤層中のテルペンフェノール樹脂の含有量は、目的とする特性を満足する限りにおいて特に制限はない。いくつかの態様において、テルペンフェノール樹脂の含有量は、接着力向上の観点から、ベースポリマー(例えばアクリル系ポリマー)100重量部に対して通常は凡そ1重量部以上であり、凡そ5重量部以上とすることが適当であり、好ましくは凡そ8重量部以上、より好ましくは10重量部以上、さらに好ましくは凡そ12重量部以上(例えば15重量部以上)である。また、いくつかの態様において、粘着剤層中のテルペンフェノール樹脂の含有量は、ベースポリマー(例えばアクリル系ポリマー)100重量部に対して、例えば70重量部以下であり、60重量部以下であってもよく、50重量部以下でもよい。いくつかの好ましい態様において、耐反撥特性の観点から、上記テルペンフェノール樹脂の含有量は、40重量部以下であり、より好ましくは30重量部以下、さらに好ましくは25重量部以下、特に好ましくは20重量部以下であり、18重量部以下であってもよい。
特に限定するものではないが、いくつかの態様において、上記粘着付与樹脂は、水酸基価が20mgKOH/gより高い粘着付与樹脂(例えばテルペンフェノール樹脂)を含み得る。かかる粘着付与樹脂の水酸基価は30mgKOH/g以上であってもよい。なかでも水酸基価が50mgKOH/g以上の粘着付与樹脂が好ましい。以下、水酸基価が50mgKOH/g以上の粘着付与樹脂を「高水酸基価樹脂」ということがある。このような高水酸基価樹脂を含む粘着付与樹脂によると、粘着力に加えて、イソシアネート系架橋剤等の架橋剤と相互作用することで凝集力の高い粘着剤層が実現され得る。いくつかの態様において、上記粘着付与樹脂は、水酸基価が60mgKOH/g以上(より好ましくは70mgKOH/g以上)の高水酸基価樹脂を含んでいてもよい。また、上記のような高水酸基価樹脂(例えばテルペンフェノール樹脂)は、例えば、ヘプチルアクリレートをモノマー成分として含むアクリル系ポリマーと組み合わせて好ましく用いられて、被着体に対して良好な接着力、耐反撥特性を実現し得る。
高水酸基価樹脂の水酸基価の上限は特に限定されない。ベースポリマー(典型的にはアクリル系ポリマー)との相溶性等の観点から、高水酸基価樹脂の水酸基価は、通常、凡そ300mgKOH/g以下であり、凡そ200mgKOH/g以下が適当であり、好ましくは凡そ180mgKOH/g以下、より好ましくは凡そ160mgKOH/g以下、さらに好ましくは凡そ140mgKOH/g以下であり、120mgKOH/g未満(例えば110mgKOH/g以下)であってもよい。ここに開示される技術は、粘着付与樹脂が水酸基価50~200mgKOH/gの高水酸基価樹脂(例えばテルペン系粘着付与樹脂、好ましくはテルペンフェノール樹脂)を含む態様で好ましく実施され得る。いくつかの態様において、水酸基価60~140mgKOH/g(例えば70~110mgKOH/g)の高水酸基価樹脂を好ましく採用し得る。
ここで、上記水酸基価の値としては、JIS K0070:1992に規定する電位差滴定法により測定される値を採用することができる。具体的な測定方法は以下に示すとおりである。
[水酸基価の測定方法]
1.試薬
(1)アセチル化試薬としては、無水酢酸約12.5g(約11.8mL)を取り、これにピリジンを加えて全量を50mLにし、充分に攪拌したものを使用する。または、無水酢酸約25g(約23.5mL)を取り、これにピリジンを加えて全量を100mLにし、充分に攪拌したものを使用する。
(2)測定試薬としては、0.5mol/L水酸化カリウムエタノール溶液を使用する。
(3)その他、トルエン、ピリジン、エタノールおよび蒸留水を準備する。
2.操作
(1)平底フラスコに試料約2gを精秤採取し、アセチル化試薬5mLおよびピリジン10mLを加え、空気冷却管を装着する。
(2)上記フラスコを100℃の浴中で70分間加熱した後、放冷し、冷却管の上部から溶剤としてトルエン35mLを加えて攪拌した後、蒸留水1mLを加えて攪拌することにより無水酢酸を分解する。分解を完全にするため再度浴中で10分間加熱し、放冷する。
(3)エタノール5mLで冷却管を洗い、取り外す。次いで、溶剤としてピリジン50mLを加えて攪拌する。
(4)0.5mol/L水酸化カリウムエタノール溶液を、ホールピペットを用いて25mL加える。
(5)0.5mol/L水酸化カリウムエタノール溶液で電位差滴定を行う。得られた滴定曲線の変曲点を終点とする。
(6)空試験は、試料を入れないで上記(1)~(5)を行う。
3.計算
以下の式により水酸基価を算出する。
水酸基価(mgKOH/g)=[(B-C)×f×28.05]/S+D
ここで、
B: 空試験に用いた0.5mol/L水酸化カリウムエタノール溶液の量(mL)、
C: 試料に用いた0.5mol/L水酸化カリウムエタノール溶液の量(mL)、
f: 0.5mol/L水酸化カリウムエタノール溶液のファクター、
S: 試料の重量(g)、
D: 酸価、
28.05: 水酸化カリウムの分子量56.11の1/2、
である。
[水酸基価の測定方法]
1.試薬
(1)アセチル化試薬としては、無水酢酸約12.5g(約11.8mL)を取り、これにピリジンを加えて全量を50mLにし、充分に攪拌したものを使用する。または、無水酢酸約25g(約23.5mL)を取り、これにピリジンを加えて全量を100mLにし、充分に攪拌したものを使用する。
(2)測定試薬としては、0.5mol/L水酸化カリウムエタノール溶液を使用する。
(3)その他、トルエン、ピリジン、エタノールおよび蒸留水を準備する。
2.操作
(1)平底フラスコに試料約2gを精秤採取し、アセチル化試薬5mLおよびピリジン10mLを加え、空気冷却管を装着する。
(2)上記フラスコを100℃の浴中で70分間加熱した後、放冷し、冷却管の上部から溶剤としてトルエン35mLを加えて攪拌した後、蒸留水1mLを加えて攪拌することにより無水酢酸を分解する。分解を完全にするため再度浴中で10分間加熱し、放冷する。
(3)エタノール5mLで冷却管を洗い、取り外す。次いで、溶剤としてピリジン50mLを加えて攪拌する。
(4)0.5mol/L水酸化カリウムエタノール溶液を、ホールピペットを用いて25mL加える。
(5)0.5mol/L水酸化カリウムエタノール溶液で電位差滴定を行う。得られた滴定曲線の変曲点を終点とする。
(6)空試験は、試料を入れないで上記(1)~(5)を行う。
3.計算
以下の式により水酸基価を算出する。
水酸基価(mgKOH/g)=[(B-C)×f×28.05]/S+D
ここで、
B: 空試験に用いた0.5mol/L水酸化カリウムエタノール溶液の量(mL)、
C: 試料に用いた0.5mol/L水酸化カリウムエタノール溶液の量(mL)、
f: 0.5mol/L水酸化カリウムエタノール溶液のファクター、
S: 試料の重量(g)、
D: 酸価、
28.05: 水酸化カリウムの分子量56.11の1/2、
である。
高水酸基価樹脂としては、上述した各種の粘着付与樹脂のうち所定値以上の水酸基価を有するものを用いることができる。高水酸基価樹脂は、1種を単独でまたは2種以上を組み合わせて用いることができる。例えば、高水酸基価樹脂として、水酸基価が50mgKOH/g以上のテルペンフェノール樹脂を好ましく採用し得る。テルペンフェノール樹脂は、フェノールの共重合割合によって水酸基価を任意にコントロールすることができるので好都合である。
特に限定するものではないが、高水酸基価樹脂を使用する場合、粘着剤層に含まれる粘着付与樹脂全体に占める高水酸基価樹脂(例えばテルペンフェノール樹脂)の割合は、凡そ5重量%以上であってもよく、10重量%以上でもよく、15重量%以上でもよく、20重量%以上でもよい。いくつかの態様において、粘着付与樹脂全体に占める高水酸基価樹脂の割合は、例えば凡そ30重量%以上とすることが好ましい。これにより、高水酸基価樹脂使用の効果が好ましく発揮されて、耐衝撃特性を有しつつ、接着力や耐反撥特性を向上することができる。いくつかの好ましい態様において、粘着付与樹脂全体に占める高水酸基価樹脂の割合は、凡そ40重量%以上であり、凡そ50重量%以上(例えば50重量%超)であってもよく、凡そ60重量%以上でもよく、凡そ70重量%以上でもよく、凡そ80重量%以上でもよく、凡そ90重量%以上でもよい。粘着付与樹脂の実質的に全部(例えば凡そ95~100重量%、さらには凡そ99~100重量%)が高水酸基価樹脂であってもよい。
上記高水酸基価樹脂の軟化点は特に限定されない。高水酸基価樹脂の軟化点は、例えば凡そ50℃以上であってよく、凝集力向上の観点から、軟化点(軟化温度)が凡そ80℃以上である高水酸基価樹脂を好ましく採用し得る。例えば、このような軟化点を有するテルペンフェノール樹脂を好ましく用いることができる。高水酸基価樹脂の軟化点は、凡そ100℃以上であってもよく、凡そ110℃以上でもよい。いくつかの好ましい態様において、高水酸基価樹脂の軟化点は凡そ120℃以上であり、凡そ130℃以上であってもよく、凡そ135℃以上(さらには凡そ140℃以上)でもよい。高水酸基価樹脂の軟化点の上限は特に制限されない。被着体への接着性の観点から、軟化点が凡そ200℃以下(より好ましくは凡そ180℃以下)の高水酸基価樹脂を好ましく使用し得る。いくつかの態様において、高水酸基価樹脂の軟化点は160℃未満であってもよい。いくつかの好ましい態様において、高水酸基価樹脂として、軟化点が150℃未満の高水酸基価樹脂が用いられる。軟化点150℃未満の高水酸基価樹脂を用いることにより、耐反撥特性と耐衝撃特性とを両立し、さらに接着力にも優れる粘着剤が好ましく得られる。高水酸基価樹脂の軟化点は、145℃以下であってもよい。
なお、本明細書における粘着付与樹脂の軟化点は、JIS K5902およびJIS K2207に規定する軟化点試験方法(環球法)に基づいて測定された値として定義される。具体的には、試料をできるだけ低温ですみやかに融解し、これを平らな金属板の上に置いた環の中に、泡ができないように注意して満たす。冷えたのち、少し加熱した小刀で環の上端を含む平面から盛り上がった部分を切り去る。つぎに、径85mm以上、高さ127mm以上のガラス容器(加熱浴)の中に支持器(環台)を入れ、グリセリンを深さ90mm以上となるまで注ぐ。つぎに、鋼球(径9.5mm、重量3.5g)と、試料を満たした環とを互いに接触しないようにしてグリセリン中に浸し、グリセリンの温度を20℃プラスマイナス5℃に15分間保つ。つぎに、環中の試料の表面の中央に鋼球をのせ、これを支持器の上の定位置に置く。つぎに、環の上端からグリセリン面までの距離を50mmに保ち、温度計を置き、温度計の水銀球の中心の位置を環の中心と同じ高さとし、容器を加熱する。加熱に用いるブンゼンバーナーの炎は、容器の底の中心と縁との中間にあたるようにし、加熱を均等にする。なお、加熱が始まってから40℃に達したのちの浴温の上昇する割合は、毎分5.0プラスマイナス0.5℃でなければならない。試料がしだいに軟化して環から流れ落ち、ついに底板に接触したときの温度を読み、これを軟化点とする。軟化点の測定は、同時に2個以上行い、その平均値を採用する。
粘着剤層中の高水酸基価樹脂の含有量は、目的とする特性を満足する限りにおいて特に制限はない。いくつかの態様において、高水酸基価樹脂の含有量は、接着力向上の観点から、ベースポリマー(例えばアクリル系ポリマー)100重量部に対して通常は凡そ1重量部以上であり、凡そ5重量部以上とすることが適当であり、好ましくは凡そ8重量部以上、より好ましくは10重量部以上、さらに好ましくは凡そ12重量部以上(例えば15重量部以上)である。また、いくつかの態様において、粘着剤層中の高水酸基価樹脂の含有量は、ベースポリマー(例えばアクリル系ポリマー)100重量部に対して、例えば70重量部以下であり、60重量部以下であってもよく、50重量部以下でもよい。いくつかの好ましい態様において、耐反撥特性の観点から、上記高水酸基価樹脂の含有量は、40重量部以下であり、より好ましくは30重量部以下、さらに好ましくは25重量部以下、特に好ましくは20重量部以下であり、18重量部以下であってもよい。
特に限定するものではないが、いくつかの態様において、粘着付与樹脂は、水酸基価が50mgKOH/g未満の粘着付与樹脂を含み得る。以下、水酸基価が50mgKOH/g未満の粘着付与樹脂を「低水酸基価樹脂」ということがある。特に限定するものではないが、低水酸基価樹脂は、高水酸基価樹脂と組み合わせる態様で好ましく用いられる。低水酸基価樹脂の水酸基価は40mgKOH/g未満であってもよい。低水酸基価樹脂の水酸基価の下限は、0mgKOH/g以上であり、凡そ10mgKOH/g以上であってもよく、凡そ15mgKOH/g以上でもよい。低水酸基価樹脂としては、上記で例示した粘着付与樹脂のうち水酸基価が50mgKOH/g未満のものから適宜選択される1種を単独でまたは2種以上を組み合わせて用いることができる。いくつかの態様において、低水酸基価樹脂は、好ましくはロジン系粘着付与樹脂を含む。低水酸基価樹脂は、1種のロジン系粘着付与樹脂を単独で含んでもよく、2種以上のロジン系粘着付与樹脂を組み合わせて含んでもよい。
いくつかの態様において、低水酸基価樹脂全体に占めるロジン系粘着付与樹脂の割合は、例えば凡そ50重量%超とすることができ、凡そ65重量%以上としてもよく、凡そ75重量%以上としてもよく、85重量%以上としてもよく、95重量%以上としてもよい。ここに開示される技術は、低水酸基価樹脂の実質的に全部(例えば凡そ97重量%以上、または99重量%以上であり、100重量%でもよい。)がロジン系粘着付与樹脂である態様で好ましく実施され得る。
上記低水酸基価樹脂の軟化点は特に限定されない。凝集力向上の観点から、軟化点(軟化温度)が凡そ80℃以上である低水酸基価樹脂を好ましく採用し得る。例えば、このような軟化点を有するロジン系粘着付与樹脂を好ましく用いることができる。低水酸基価樹脂の軟化点は、凡そ100℃以上であってもよく、凡そ110℃以上でもよく、凡そ120℃以上でもよい。低水酸基価樹脂の軟化点の上限は特に制限されない。被着体への接着性の観点から、軟化点が凡そ200℃以下(より好ましくは凡そ180℃以下)の低水酸基価樹脂を好ましく使用し得る。いくつかの態様において、低水酸基価樹脂の軟化点は凡そ160℃以下であってもよく、凡そ150℃以下(例えば150℃未満)でもよく、凡そ140℃以下でもよく、130℃以下でもよい。
いくつかの態様において、粘着付与樹脂として、軟化点が150℃未満の粘着付与樹脂TLが用いられる。粘着付与樹脂TLを用いることにより、様々な被着体に対してより高い接着力を得ることができる。上記粘着付与樹脂TLの軟化点は、145℃以下であってもよい。粘着付与樹脂TLの軟化点の下限は特に制限されない。いくつかの態様において、粘着付与樹脂TLの軟化点は、適度な凝集力を発揮させる観点から、例えば凡そ50℃以上であってよく、好ましくは凡そ80℃以上、より好ましくは凡そ100℃以上、さらに好ましくは凡そ110℃以上である。いくつかの好ましい態様において、粘着付与樹脂の軟化点は凡そ120℃以上であり、130℃以上であってもよく、135℃以上(さらには凡そ140℃以上)でもよい。
粘着付与樹脂TLとしては、上記で例示した粘着付与樹脂のうち軟化点が150℃未満のものから適宜選択される1種を単独でまたは2種以上を組み合わせて用いることができる。いくつかの態様において、粘着付与樹脂TLは、好ましくはテルペンフェノール樹脂を含む。粘着付与樹脂TLは、1種のテルペンフェノール樹脂を単独で含んでもよく、2種以上のテルペンフェノール樹脂を組み合わせて含んでもよい。
いくつかの態様において、粘着付与樹脂TL全体に占めるテルペンフェノール樹脂の割合は、例えば凡そ50重量%超とすることができ、凡そ65重量%以上としてもよく、凡そ75重量%以上としてもよく、85重量%以上としてもよく、95重量%以上としてもよい。ここに開示される技術は、粘着付与樹脂TLの実質的に全部(例えば凡そ97重量%以上、または99重量%以上であり、100重量%でもよい。)がテルペンフェノール樹脂である態様で好ましく実施され得る。
また、粘着付与樹脂TLとして、例えば、軟化点が50℃未満、より好ましくは凡そ40℃以下の粘着付与樹脂(典型的にはロジン系、テルペン系、炭化水素系等の粘着付与樹脂、例えば水添ロジンメチルエステル等)を含んでもよく、含まなくてもよい。このような低軟化点粘着付与樹脂は、30℃において液状を呈する液状粘着付与樹脂であり得る。液状粘着付与樹脂は、1種を単独でまたは2種以上を組み合わせて用いることができる。液状粘着付与樹脂の含有量は、凝集力等の観点から、粘着付与樹脂TL全体の凡そ30重量%以下とすることができ、凡そ10重量%以下(例えば0~10重量%)とすることが適当であり、凡そ2重量%以下(0.5~2重量%)であってもよく、1重量%未満でもよい。
粘着付与樹脂TLの含有量は、特に限定されないが、いくつかの態様において、ベースポリマー(例えばアクリル系ポリマー)100重量部に対して70重量部以下程度とすることが適当である。粘着付与樹脂TLの使用量を所定量以下に制限することにより、十分な耐反撥特性、接着力を有しつつ、耐衝撃特性を向上することができる。いくつかの好ましい態様において、粘着付与樹脂TLの使用量は、耐衝撃性等の観点から、ベースポリマー100重量部に対して、60重量部以下であることが適当であり、好ましくは50重量部以下、より好ましくは40重量部以下であり、30重量部以下であってもよく、25重量部以下でもよく、20重量部以下でもよく、18重量部以下でもよい。また、いくつかの態様において、接着力向上の観点から、粘着付与樹脂TLの使用量は、ベースポリマー(例えばアクリル系ポリマー)100重量部に対して、例えば1重量部以上であり、5重量部以上が適当であり、好ましくは8重量部以上、より好ましくは10重量部以上、さらに好ましくは12重量部以上であり、15重量部以上であってよい。例えば、いくつかの態様において用いられ得るヘプチルアクリレートをモノマー単位として含むアクリル系ポリマーは、粘着付与樹脂との相溶性がよいので、粘着付与樹脂を適当量含ませて、所望の特性を実現することができる。
いくつかの態様において、上記粘着剤層は、粘着付与樹脂TLと、軟化点が150℃以上(例えば150℃~200℃)の粘着付与樹脂THを組み合わせて含んでもよい。粘着付与樹脂THとしては、上記で例示した粘着付与樹脂のうち軟化点が150℃以上のものから1種を単独でまたは2種以上を組み合わせて用いることができる。
いくつかの態様において、粘着付与樹脂TLは、粘着剤層に含まれる粘着付与樹脂の総量の50重量%超を占めることが好ましい。これにより、粘着付与樹脂TL含有の効果が効果的に発現しやすい。粘着剤層に含まれる粘着付与樹脂の総量に占める粘着付与樹脂TLの割合は、粘着付与樹脂TLの使用効果をより効果的に発揮する観点から、好ましくは60重量%以上、より好ましくは70重量%以上、さらに好ましくは80重量%以上、特に好ましくは90重量%以上であり、95重量%以上であってもよく、98重量%以上でもよい。いくつかの好ましい態様において、粘着剤層に含まれる粘着付与樹脂は、実質的に粘着付与樹脂TLのみからなる。かかる態様において、粘着剤層に含まれる粘着付与樹脂の総量に占める粘着付与樹脂TLの割合は99~100重量%の範囲である。
粘着付与樹脂の軟化点は特に限定されない。凝集力向上の観点から、軟化点(軟化温度)が凡そ80℃以上である粘着付与樹脂を好ましく採用し得る。例えば、このような軟化点を有するテルペン系粘着付与樹脂(テルペンフェノール樹脂等)を好ましく用いることができる。粘着付与樹脂の軟化点は、凡そ100℃以上であってもよく、凡そ110℃以上でもよい。いくつかの好ましい態様において、粘着付与樹脂の軟化点は凡そ120℃以上であり、凡そ130℃以上であってもよく、凡そ135℃以上(さらには凡そ140℃以上)でもよい。なかでも、上記軟化点を有するテルペンフェノール樹脂の使用が好ましい。粘着付与樹脂の軟化点の上限は特に制限されない。被着体への接着性の観点から、軟化点が凡そ200℃以下(より好ましくは凡そ180℃以下)の粘着付与樹脂を好ましく使用し得る。いくつかの態様において、粘着付与樹脂の軟化点は160℃未満であってもよく、150℃未満でもよい。
ここに開示される粘着剤層が粘着付与樹脂を含む場合、粘着付与樹脂としては、粘着剤層のバイオマス炭素比向上の観点から、植物に由来する粘着付与樹脂(植物性粘着付与樹脂)を好ましく作用し得る。植物性粘着付与樹脂の例としては、例えば上述のロジン系粘着付与樹脂、テルペン系粘着付与樹脂が挙げられる。植物性粘着付与樹脂は、1種を単独でまたは2種以上を組み合わせて用いることができる。ここに開示される粘着剤層が粘着付与樹脂を含む場合、粘着付与樹脂の総量に占める植物性粘着付与樹脂の割合は、30重量%以上(例えば50重量%以上、典型的には80重量%以上)とすることが好ましい。いくつかの態様において、粘着付与樹脂の総量に占める植物性粘着付与樹脂の割合は、90重量%以上(例えば95重量%以上、典型的には99~100重量%)である。ここに開示される技術は、植物性粘着付与樹脂以外の粘着付与樹脂を実質的に含まない態様で好ましく実施され得る。
粘着剤層中の粘着付与樹脂の含有量は、目的とする特性を満足する限りにおいて特に制限はない。いくつかの態様において、粘着付与樹脂の含有量は、接着力向上の観点から、ベースポリマー(例えばアクリル系ポリマー)100重量部に対して通常は凡そ1重量部以上であり、凡そ5重量部以上とすることが適当であり、好ましくは凡そ8重量部以上、より好ましくは10重量部以上、さらに好ましくは凡そ12重量部以上(例えば15重量部以上)である。また、いくつかの態様において、粘着剤層中の粘着付与樹脂の含有量は、ベースポリマー(例えばアクリル系ポリマー)100重量部に対して、例えば70重量部以下であり、60重量部以下であってもよく、50重量部以下でもよい。いくつかの好ましい態様において、耐反撥特性の観点から、上記粘着付与樹脂の含有量は、40重量部以下であり、より好ましくは30重量部以下、さらに好ましくは25重量部以下、特に好ましくは20重量部以下であり、18重量部以下であってもよい。例えば、いくつかの態様において用いられ得るヘプチルアクリレートをモノマー単位として含むアクリル系ポリマーは、粘着付与樹脂との相溶性がよいので、粘着付与樹脂を適当量含ませて、所望の特性を実現することができる。
(アクリル系オリゴマー)
いくつかの好ましい態様において、粘着剤層は、アクリル系オリゴマーを含有する。アクリル系オリゴマーを含有させることにより、粘着剤の接着力を向上させ得る。ここに開示される技術によると、アクリル系オリゴマーを含む組成で、粘着剤層は、優れた耐反撥特性を発揮し得る。特に限定して解釈されるものではないが、いくつかの態様において、高分子量のアクリル系ポリマーを含む組成において、アクリル系オリゴマーを使用する効果は効果的に発揮され得る。
いくつかの好ましい態様において、粘着剤層は、アクリル系オリゴマーを含有する。アクリル系オリゴマーを含有させることにより、粘着剤の接着力を向上させ得る。ここに開示される技術によると、アクリル系オリゴマーを含む組成で、粘着剤層は、優れた耐反撥特性を発揮し得る。特に限定して解釈されるものではないが、いくつかの態様において、高分子量のアクリル系ポリマーを含む組成において、アクリル系オリゴマーを使用する効果は効果的に発揮され得る。
上記アクリル系オリゴマーは、Tgが約0℃以上約300℃以下、好ましくは約20℃以上約300℃以下、さらに好ましくは約40℃以上約300℃以下であることが望ましい。Tgが上記範囲内であることにより、接着力を好適に向上させることができる。いくつかの好ましい態様において、粘着剤の凝集性の観点から、アクリル系オリゴマーのTgは約30℃以上であり、より好ましくは約50℃以上(例えば約60℃以上)であり、また接着性の観点から、好ましくは約200℃以下、より好ましくは約150℃以下、さらに好ましくは約100℃以下(例えば凡そ80℃以下)である。
本明細書において、アクリル系オリゴマーのTgとは、上記モノマー成分の組成に基づいて、Foxの式により求められるTgをいう。Foxの式とは、以下に示すように、共重合体のTgと、該共重合体を構成するモノマーのそれぞれを単独重合したホモポリマーのガラス転移温度Tgiとの関係式である。
1/Tg=Σ(Wi/Tgi)
なお、上記Foxの式において、Tgは共重合体のガラス転移温度(単位:K)、Wiは該共重合体におけるモノマーiの重量分率(重量基準の共重合割合)、Tgiはモノマーiのホモポリマーのガラス転移温度(単位:K)を表す。
1/Tg=Σ(Wi/Tgi)
なお、上記Foxの式において、Tgは共重合体のガラス転移温度(単位:K)、Wiは該共重合体におけるモノマーiの重量分率(重量基準の共重合割合)、Tgiはモノマーiのホモポリマーのガラス転移温度(単位:K)を表す。
Tgの算出に使用するホモポリマーのガラス転移温度としては、公知資料に記載の値を用いるものとする。例えば、「Polymer Handbook」(第3版、John Wiley & Sons, Inc., 1989)に記載の数値が用いられる。本文献に複数種類の値が記載されているモノマーについては、最も高い値を採用する。
上記文献にもホモポリマーのガラス転移温度が記載されていないモノマーについては、以下の測定方法により得られる値を用いるものとする。
具体的には、温度計、攪拌機、窒素導入管および還流冷却管を備えた反応器に、モノマー100重量部、2,2’-アゾビスイソブチロニトリル0.2重量部および重合溶媒として酢酸エチル200重量部を投入し、窒素ガスを流通させながら1時間攪拌する。このようにして重合系内の酸素を除去した後、63℃に昇温し10時間反応させる。次いで、室温まで冷却し、固形分濃度33重量%のホモポリマー溶液を得る。次いで、このホモポリマー溶液を剥離ライナー上に流延塗布し、乾燥して厚さ約2mmの試験サンプル(シート状のホモポリマー)を作製する。この試験サンプルを直径7.9mmの円盤状に打ち抜き、パラレルプレートで挟み込み、粘弾性試験機(ティー・エイ・インスツルメント・ジャパン社製、機種名「ARES」)を用いて周波数1Hzのせん断歪みを与えながら、温度領域-70℃~150℃、5℃/分の昇温速度でせん断モードにより粘弾性を測定し、tanδのピークトップ温度に相当する温度をホモポリマーのTgとする。
具体的には、温度計、攪拌機、窒素導入管および還流冷却管を備えた反応器に、モノマー100重量部、2,2’-アゾビスイソブチロニトリル0.2重量部および重合溶媒として酢酸エチル200重量部を投入し、窒素ガスを流通させながら1時間攪拌する。このようにして重合系内の酸素を除去した後、63℃に昇温し10時間反応させる。次いで、室温まで冷却し、固形分濃度33重量%のホモポリマー溶液を得る。次いで、このホモポリマー溶液を剥離ライナー上に流延塗布し、乾燥して厚さ約2mmの試験サンプル(シート状のホモポリマー)を作製する。この試験サンプルを直径7.9mmの円盤状に打ち抜き、パラレルプレートで挟み込み、粘弾性試験機(ティー・エイ・インスツルメント・ジャパン社製、機種名「ARES」)を用いて周波数1Hzのせん断歪みを与えながら、温度領域-70℃~150℃、5℃/分の昇温速度でせん断モードにより粘弾性を測定し、tanδのピークトップ温度に相当する温度をホモポリマーのTgとする。
アクリル系オリゴマーの重量平均分子量(Mw)は、典型的には約1000以上約30000未満、好ましくは約1500以上約20000未満、さらに好ましくは約2000以上約10000未満であり得る。Mwが上記範囲内にあることで、良好な接着力や耐反撥特性が得られるため好ましい。いくつかの好ましい態様において、耐反撥特性の観点から、アクリル系オリゴマーのMwは約2500以上(例えば約3000以上)であり、また、接着性の観点から、好ましくは約7000以下、より好ましくは約5000以下(例えば約4500以下、典型的には約4000以下)である。アクリル系オリゴマーのMwは、ゲルパーミエーションクロマトグラフィ(GPC)により測定し、標準ポリスチレン換算の値として求めることができる。具体的には、東ソー社製のHPLC8020に、カラムとしてTSKgelGMH-H(20)×2本を用いて、テトラヒドロフラン溶媒で流速約0.5mL/分の条件にて測定される。
アクリル系オリゴマーを構成するモノマーとしては、例えばメチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、s-ブチル(メタ)アクリレート、t-ブチル(メタ)アクリレート、ペンチル(メタ)アクリレート、イソペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、ヘプチル(メタ)アクリレート、オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、ノニル(メタ)アクリレート、イソノニル(メタ)アクリレート、デシル(メタ)アクリレート、イソデシル(メタ)アクリレート、ウンデシル(メタ)アクリレート、ドデシル(メタ)アクリレートのようなアルキル(メタ)アクリレート;シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレートのような(メタ)アクリル酸と脂環族アルコールとのエステル(脂環式炭化水素基含有(メタ)アクリレート);フェニル(メタ)アクリレート、ベンジル(メタ)アクリレートのようなアリール(メタ)アクリレート;テルペン化合物誘導体アルコールから得られる(メタ)アクリレート;等を挙げることができる。このような(メタ)アクリレートは、1種を単独でまたは2種以上を組み合わせて使用することができる。
アクリル系オリゴマーとしては、イソブチル(メタ)アクリレートやt-ブチル(メタ)アクリレートのようなアルキル基が分岐構造を有するアルキル(メタ)アクリレート;シクロヘキシル(メタ)アクリレートやイソボルニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレートのような(メタ)アクリル酸と脂環式アルコールとのエステル(脂環式炭化水素基含有(メタ)アクリレート);フェニル(メタ)アクリレートやベンジル(メタ)アクリレートのようなアリール(メタ)アクリレート等の環状構造を有する(メタ)アクリレートに代表される、比較的嵩高い構造を有するアクリル系モノマーをモノマー単位として含んでいることが、粘着剤層の接着性をさらに向上させることができる観点から好ましい。また、アクリル系オリゴマーの合成の際や粘着剤層の作製の際に紫外線を採用する場合には、重合阻害を起こしにくいという点で、飽和結合を有するものが好ましく、アルキル基が分岐構造を有するアルキル(メタ)アクリレート、または脂環式アルコールとのエステル(脂環式炭化水素基含有(メタ)アクリレート)を、アクリル系オリゴマーを構成するモノマーとして好適に用いることができる。なお、上記の分岐鎖状アルキル(メタ)アクリレート、脂環式炭化水素基(メタ)アクリレート、アリール(メタ)アクリレートはいずれも、ここに開示される技術における(メタ)アクリレートモノマーに該当する。脂環式炭化水素基は飽和または不飽和の脂環式炭化水素基であり得る。
アクリル系オリゴマーを構成する全モノマー成分に占める(メタ)アクリレートモノマー(例えば、脂環式炭化水素基含有(メタ)アクリレート)の割合は、典型的には50重量%超であり、好ましくは60重量%以上であり、より好ましくは70重量%以上(例えば80重量%以上、さらには90重量%以上)である。いくつかの好ましい態様において、アクリル系オリゴマーは、実質的に(メタ)アクリレートモノマーのみからなるモノマー組成を有する。
アクリル系オリゴマーの構成モノマー成分としては、上記の(メタ)アクリレートモノマーに加えて、官能基含有モノマーを用いることができる。上記官能基含有モノマーの好適例としては、N-ビニル-2-ピロリドン、N-アクリロイルモルホリン等の窒素原子含有環(典型的には窒素原子含有複素環)を有するモノマー;N,N-ジメチルアミノエチル(メタ)アクリレート等のアミノ基含有モノマー;N,N-ジエチル(メタ)アクリルアミド等のアミド基含有モノマー;AA、MAA等のカルボキシ基含有モノマー;2-ヒドロキシエチル(メタ)アクリレート等の水酸基含有モノマー;が挙げられる。これらの官能基含有モノマーは、1種を単独でまたは2種以上を組み合わせて用いることができる。なかでも、カルボキシ基含有モノマーが好ましく、AAが特に好ましい。
アクリル系オリゴマーを構成する全モノマー成分が官能基含有モノマーを含む場合、上記全モノマー成分に占める官能基含有モノマー(例えば、AA等のカルボキシ基含有モノマー)の割合は、凡そ1重量%以上とすることが適当であり、好ましくは2重量%以上、より好ましくは3重量%以上であり、また凡そ15重量%以下とすることが適当であり、好ましくは10重量%以下、より好ましくは7重量%以下である。
アクリル系オリゴマーは、その構成モノマー成分を重合することにより形成され得る。重合方法や重合態様は特に限定されず、従来公知の各種重合方法(例えば、溶液重合、エマルション重合、塊状重合、光重合、放射線重合等)を、適宜の態様で採用することができる。必要に応じて使用し得る重合開始剤(例えば、AIBN等のアゾ系重合開始剤)の種類は、概ねアクリル系ポリマーの合成にて例示したとおりであり、重合開始剤量や、任意に使用されるn-ドデシルメルカプタン等の連鎖移動剤の量は、所望の分子量となるよう技術常識に基づいて適切に設定されるので、ここでは詳細な説明は省略する。
上記の観点から、好適なアクリル系オリゴマーとしては、例えば、ジシクロペンタニルメタクリレート(DCPMA)、シクロヘキシルメタクリレート(CHMA)、イソボルニルメタクリレート(IBXMA)、イソボルニルアクリレート(IBXA)、ジシクロペンタニルアクリレート(DCPA)、1-アダマンチルメタクリレート(ADMA)、1-アダマンチルアクリレート(ADA)の各単独重合体のほか、CHMAとイソブチルメタクリレート(IBMA)との共重合体、CHMAとIBXMAとの共重合体、CHMAとアクリロイルモルホリン(ACMO)との共重合体、CHMAとジエチルアクリルアミド(DEAA)との共重合体、CHMAとAAとの共重合体、ADAとメチルメタクリレート(MMA)の共重合体、DCPMAとIBXMAとの共重合体、DCPMAとMMAの共重合体、等を挙げることができる。
ここに開示される粘着剤層にアクリル系オリゴマーを含有させる場合、その含有量は、ベースポリマー(好適にはアクリル系ポリマー)100重量部に対して例えば0.1重量部以上(例えば1重量部以上)とすることが適当である。アクリル系オリゴマーの効果をよりよく発揮させる観点からは、上記アクリル系オリゴマーの含有量は、好ましくは凡そ5重量部以上、より好ましくは凡そ8重量部以上、さらに好ましくは凡そ10重量部以上、特に好ましくは凡そ12重量部以上である。また、ベースポリマーとの相溶性等の観点から、上記アクリル系オリゴマーの含有量は、ベースポリマー(好適にはアクリル系ポリマー)100重量部に対して50重量部未満(例えば40重量部未満)とすることが適当であり、好ましくは30重量部未満、より好ましくは凡そ25重量部以下、さらに好ましくは凡そ20重量部以下である。
いくつかの好ましい態様において、粘着剤層は、上述の粘着付与樹脂の1種または2種以上と、アクリル系オリゴマーの1種または2種以上と、を含む。例えば、いくつかの態様において、ヘプチルアクリレートをモノマー成分として含むアクリル系ポリマーを含む組成において、粘着付与樹脂とアクリル系オリゴマーとを併用することにより、優れた接着性を得つつ、特に優れた耐反撥特性を発揮し得る。特に、高分子量のアクリル系ポリマーを含む組成において、粘着付与樹脂とアクリル系オリゴマーとを併用する効果は効果的に発揮され得る。粘着剤層におけるアクリル系オリゴマーの含有量CO[重量%]に対する粘着付与樹脂の含有量CT[重量%]の比(CT/CO)は、特に限定されない。上記(CT/CO)は、例えば0.1以上9以下とすることが適当であり、好ましくは0.25以上4以下、より好ましくは0.4以上2以下、さらに好ましくは0.7以上1.5以下であり、0.8以上1.2以下であってもよい。
いくつかの好ましい態様において、粘着剤層に含まれる粘着付与樹脂およびアクリル系オリゴマーの合計量(総量)は、ここに開示される技術による効果を好ましく発揮する観点から、ベースポリマー(好適にはアクリル系ポリマー)100重量部に対して凡そ1重量部以上とすることが適当であり、好ましくは凡そ10重量部以上、より好ましくは凡そ16重量部以上、さらに好ましくは20重量部以上、特に好ましくは25重量部以上であり、また120重量部未満(例えば凡そ80重量部以下)とすることが適当であり、好ましくは60重量部未満、より好ましくは凡そ50重量部以下、さらに好ましくは凡そ40重量部以下である。
ここに開示される技術において、粘着剤層中のベースポリマー(例えばアクリル系ポリマー)、粘着付与樹脂およびアクリル系オリゴマーの合計量(総量)は、ここに開示される技術による効果が発揮されるよう適切に設定され、特定の範囲に限定されるものではない。いくつかの好ましい態様において、粘着剤層に含まれるベースポリマー、粘着付与樹脂およびアクリル系オリゴマーの合計量(総量)は、ここに開示される技術による効果を好ましく発揮する観点から、50重量%超であることが適当であり、好ましくは凡そ70重量%以上、より好ましくは凡そ90重量%以上、さらに好ましくは95重量%以上(例えば95重量%以上100重量%以下あるいは100重量%未満)であり、98重量%以上であってもよい。
(架橋剤)
ここに開示される技術において、粘着剤層の形成に用いられる粘着剤組成物は、必要に応じて架橋剤を含んでもよい。架橋剤の種類は特に制限されず、例えば、イソシアネート系架橋剤、エポキシ系架橋剤、オキサゾリン系架橋剤、アジリジン系架橋剤、メラミン系架橋剤、過酸化物系架橋剤、尿素系架橋剤、金属アルコキシド系架橋剤、金属キレート系架橋剤、金属塩系架橋剤、カルボジイミド系架橋剤、ヒドラジン系架橋剤、アミン系架橋剤、シランカップリング剤等が挙げられる。架橋剤は、1種を単独で、または2種以上を組み合わせて用いることができる。なかでも、イソシアネート系架橋剤、エポキシ系架橋剤、オキサゾリン系架橋剤、アジリジン系架橋剤、メラミン系架橋剤が好ましく、イソシアネート系架橋剤、エポキシ系架橋剤がより好ましい。架橋剤を適切に選定して使用することにより、粘着剤層は凝集力を得て、耐反撥特性を向上させつつ、耐反撥特性と耐衝撃特性との両立を好ましく実現し得る。なお、ここに開示される技術における粘着剤層は、上記架橋剤を、架橋反応後の形態、架橋反応前の形態、部分的に架橋反応した形態、これらの中間的または複合的な形態等で含有し得る。上記架橋剤は、典型的には、専ら架橋反応後の形態で粘着剤層に含まれている。
ここに開示される技術において、粘着剤層の形成に用いられる粘着剤組成物は、必要に応じて架橋剤を含んでもよい。架橋剤の種類は特に制限されず、例えば、イソシアネート系架橋剤、エポキシ系架橋剤、オキサゾリン系架橋剤、アジリジン系架橋剤、メラミン系架橋剤、過酸化物系架橋剤、尿素系架橋剤、金属アルコキシド系架橋剤、金属キレート系架橋剤、金属塩系架橋剤、カルボジイミド系架橋剤、ヒドラジン系架橋剤、アミン系架橋剤、シランカップリング剤等が挙げられる。架橋剤は、1種を単独で、または2種以上を組み合わせて用いることができる。なかでも、イソシアネート系架橋剤、エポキシ系架橋剤、オキサゾリン系架橋剤、アジリジン系架橋剤、メラミン系架橋剤が好ましく、イソシアネート系架橋剤、エポキシ系架橋剤がより好ましい。架橋剤を適切に選定して使用することにより、粘着剤層は凝集力を得て、耐反撥特性を向上させつつ、耐反撥特性と耐衝撃特性との両立を好ましく実現し得る。なお、ここに開示される技術における粘着剤層は、上記架橋剤を、架橋反応後の形態、架橋反応前の形態、部分的に架橋反応した形態、これらの中間的または複合的な形態等で含有し得る。上記架橋剤は、典型的には、専ら架橋反応後の形態で粘着剤層に含まれている。
イソシアネート系架橋剤としては、多官能イソシアネート(1分子当たり平均2個以上のイソシアネート基を有する化合物をいい、イソシアヌレート構造を有するものを包含する。)が好ましく使用され得る。イソシアネート系架橋剤は、1種を単独でまたは2種以上を組み合わせて用いることができる。
多官能イソシアネートの例として、脂肪族ポリイソシアネート類、脂環族ポリイソシアネート類、芳香族ポリイソシアネート類等が挙げられる。
脂肪族ポリイソシアネート類の具体例としては、1,2-エチレンジイソシアネート;1,2-テトラメチレンジイソシアネート、1,3-テトラメチレンジイソシアネート、1,4-テトラメチレンジイソシアネート等のテトラメチレンジイソシアネート;1,2-ヘキサメチレンジイソシアネート、1,3-ヘキサメチレンジイソシアネート、1,4-ヘキサメチレンジイソシアネート、1,5-ヘキサメチレンジイソシアネート、1,6-ヘキサメチレンジイソシアネート、2,5-ヘキサメチレンジイソシアネート等のヘキサメチレンジイソシアネート;2-メチル-1,5-ペンタンジイソシアネート、3-メチル-1,5-ペンタンジイソシアネート、リジンジイソシアネート、等が挙げられる。
脂肪族ポリイソシアネート類の具体例としては、1,2-エチレンジイソシアネート;1,2-テトラメチレンジイソシアネート、1,3-テトラメチレンジイソシアネート、1,4-テトラメチレンジイソシアネート等のテトラメチレンジイソシアネート;1,2-ヘキサメチレンジイソシアネート、1,3-ヘキサメチレンジイソシアネート、1,4-ヘキサメチレンジイソシアネート、1,5-ヘキサメチレンジイソシアネート、1,6-ヘキサメチレンジイソシアネート、2,5-ヘキサメチレンジイソシアネート等のヘキサメチレンジイソシアネート;2-メチル-1,5-ペンタンジイソシアネート、3-メチル-1,5-ペンタンジイソシアネート、リジンジイソシアネート、等が挙げられる。
脂環族ポリイソシアネート類の具体例としては、イソホロンジイソシアネート;1,2-シクロヘキシルジイソシアネート、1,3-シクロヘキシルジイソシアネート、1,4-シクロヘキシルジイソシアネート等のシクロヘキシルジイソシアネート;1,2-シクロペンチルジイソシアネート、1,3-シクロペンチルジイソシアネート等のシクロペンチルジイソシアネート;水素添加キシリレンジイソシアネート、水素添加トリレンジイソシアネート、水素添加ジフェニルメタンジイソシアネート、水素添加テトラメチルキシレンジイソシアネート、4,4’-ジシクロヘキシルメタンジイソシアネート、等が挙げられる。
芳香族ポリイソシアネート類の具体例としては、2,4-トリレンジイソシアネート、2,6-トリレンジイソシアネート、4,4’-ジフェニルメタンジイソシアネート、2,4’-ジフェニルメタンジイソシアネート、2,2’-ジフェニルメタンジイソシアネート、4,4’-ジフェニルエーテルジイソシアネート、2-ニトロジフェニル-4,4’-ジイソシアネート、2,2’-ジフェニルプロパン-4,4’-ジイソシアネート、3,3’-ジメチルジフェニルメタン-4,4’-ジイソシアネート、4,4’-ジフェニルプロパンジイソシアネート、m-フェニレンジイソシアネート、p-フェニレンジイソシアネート、ナフチレン-1,4-ジイソシアネート、ナフチレン-1,5-ジイソシアネート、3,3’-ジメトキシジフェニル-4,4’-ジイソシアネート、キシリレン-1,4-ジイソシアネート、キシリレン-1,3-ジイソシアネート等が挙げられる。
好ましい多官能イソシアネートとして、1分子当たり平均して3個以上のイソシアネート基を有する多官能イソシアネートが例示される。かかる3官能以上のイソシアネートは、2官能または3官能以上のイソシアネートの多量体(典型的には2量体または3量体)、誘導体(例えば、多価アルコールと2分子以上の多官能イソシアネートとの付加反応生成物)、重合物等であり得る。例えば、ジフェニルメタンジイソシアネートの2量体や3量体、ヘキサメチレンジイソシアネートのイソシアヌレート体(イソシアヌレート構造の3量体付加物)、トリメチロールプロパンとトリレンジイソシアネートとの反応生成物、トリメチロールプロパンとヘキサメチレンジイソシアネートとの反応生成物、ポリメチレンポリフェニルイソシアネート、ポリエーテルポリイソシアネート、ポリエステルポリイソシアネート、等の多官能イソシアネートが挙げられる。かかる多官能イソシアネートの市販品としては、旭化成ケミカルズ社製の商品名「デュラネートTPA-100」、東ソー社製の商品名「コロネートL」、同「コロネートHL」、同「コロネートHK」、同「コロネートHX」、同「コロネート2096」等が挙げられる。
ここに開示される技術は、架橋剤として少なくともイソシアネート系架橋剤を使用する態様で好ましく実施され得る。イソシアネート系架橋剤の使用により、目的とする耐反撥特性を好ましく実現することができる。
イソシアネート系架橋剤の使用量は特に限定されない。例えば、ベースポリマー(好適にはアクリル系ポリマー)100重量部に対して、凡そ0.1重量部以上とすることができる。凝集力と密着性との両立等の観点から、ベースポリマー100重量部に対するイソシアネート系架橋剤の使用量は、通常、凡そ0.3重量部以上(例えば0.5重量部以上)とすることが好ましい。いくつかの好ましい態様において、ベースポリマー100重量部に対するイソシアネート系架橋剤の使用量は凡そ0.8重量部以上であり、より好ましくは凡そ1.0重量部以上、さらに好ましくは凡そ1.2重量部以上であり、凡そ1.5重量部以上であってもよい。また、上記イソシアネート系架橋剤の使用量は、ベースポリマー(好適にはアクリル系ポリマー)100重量部に対して10重量部以下とすることが適当であり、好ましくは5重量部未満、より好ましくは4.0重量部未満、さらに好ましくは3.0重量部未満、特に好ましくは2.5重量部以下であり、2.0重量部以下(例えば1.7重量部以下)であってもよい。イソシアネート系架橋剤の使用量を所定の範囲で制限することにより、イソシアネート系架橋剤の使用に基づき耐反撥特性を得つつ、耐反撥特性と耐衝撃特性との両立を好ましく実現し得る。
エポキシ系架橋剤としては、1分子中に2個以上のエポキシ基を有する化合物を特に制限なく用いることができる。1分子中に3~5個のエポキシ基を有するエポキシ系架橋剤が好ましい。エポキシ系架橋剤は、1種を単独でまたは2種以上を組み合わせて用いることができる。
特に限定するものではないが、エポキシ系架橋剤の具体例として、例えばN,N,N’,N’-テトラグリシジル-m-キシレンジアミン、1,3-ビス(N,N-ジグリシジルアミノメチル)シクロヘキサン、1,6-ヘキサンジオールジグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル、ポリグリセロールポリグリシジルエーテル等が挙げられる。エポキシ系架橋剤の市販品としては、三菱ガス化学社製の商品名「TETRAD-C」および商品名「TETRAD-X」、DIC社製の商品名「エピクロンCR-5L」、ナガセケムテックス社製の商品名「デナコールEX-512」、日産化学工業社製の商品名「TEPIC-G」等が挙げられる。
エポキシ系架橋剤の使用量は特に限定されない。エポキシ系架橋剤の使用量は、例えば、ベースポリマー(好適にはアクリル系ポリマー)100重量部に対して、0重量部を超えて凡そ1重量部以下(典型的には凡そ0.001~1重量部)とすることができる。凝集力の向上効果を好適に発揮する観点から、通常、エポキシ系架橋剤の使用量は、ベースポリマー100重量部に対して凡そ0.002重量部以上とすることが適当であり、好ましくは凡そ0.005重量部以上であり、例えば凡そ0.01重量部以上であってもよい。また、被着体に対する密着性向上の観点から、エポキシ系架橋剤の使用量は、ベースポリマー100重量部に対して凡そ0.5重量部以下とすることが適当であり、凡そ0.2重量部以下とすることが好ましく、凡そ0.1重量部以下(例えば0.1重量部未満)がより好ましく、0.07重量部以下であってもよく、0.04重量部以下でもよい。また、過度の架橋による耐衝撃性低下を避ける観点から、通常、エポキシ系架橋剤の使用量は、ベースポリマー100重量部に対して凡そ0.03重量部以下とすることが適当であり、凡そ0.02重量部以下とすることが好ましい。エポキシ系架橋剤の使用量を所定の範囲で制限することにより、十分な接着力を保持しやすく、また、耐反撥特性も得られやすい。
いくつかの好ましい態様において、架橋剤として、イソシアネート系架橋剤と、該イソシアネート系架橋剤とは架橋性官能基の種類が異なる少なくとも一種の架橋剤とが組み合わせて用いられる。ここに開示される技術によると、イソシアネート系架橋剤以外の架橋剤(すなわち、イソシアネート系架橋剤とは架橋性反応基の種類の異なる架橋剤。以下「非イソシアネート系架橋剤」ともいう。)とイソシアネート系架橋剤とを組み合わせて用いることにより、耐反撥特性と耐衝撃特性とが好ましく両立され得る。
イソシアネート系架橋剤と組み合わせて用いられ得る非イソシアネート系架橋剤の種類は特に制限されず、上述の架橋剤から適宜選択して用いることができる。非イソシアネート系架橋剤は、1種を単独でまたは2種以上を組み合わせて用いることができる。いくつかの好ましい態様において、非イソシアネート系架橋剤としてエポキシ系架橋剤を採用することができる。例えば、イソシアネート系架橋剤とエポキシ系架橋剤とを併用することにより、耐反撥特性と耐衝撃特性とをよりよく両立させ得る。
イソシアネート系架橋剤の含有量と非イソシアネート系架橋剤(好適にはエポキシ系架橋剤)の含有量との関係は特に限定されず、耐反撥特性と耐衝撃特性とを満足するよう適切に設定される。イソシアネート系架橋剤の含有量は、例えば、非イソシアネート系架橋剤(好適にはエポキシ系架橋剤)の含有量に対して1倍よりも大きく、凡そ10倍以上であることが適当であり、好ましくは凡そ50倍以上、より好ましくは凡そ80倍以上、さらに好ましくは凡そ100倍以上(例えば100倍超)、特に好ましくは凡そ120倍以上(例えば凡そ140倍以上)である。また、イソシアネート系架橋剤と非イソシアネート系架橋剤(好適にはエポキシ系架橋剤)とを組み合わせて用いることによる効果を好適に発揮する観点から、通常、非イソシアネート系架橋剤(好適にはエポキシ系架橋剤)の含有量に対するイソシアネート系架橋剤の含有量は、例えば凡そ1000倍以下であり、凡そ500倍以下とすることが適当であり、好ましくは凡そ300倍以下、より好ましくは凡そ200倍以下、さらに好ましくは凡そ180倍以下(例えば凡そ160倍以下)である。
ここに開示される粘着剤組成物における架橋剤の含有量(架橋剤の総量)は、特に限定されない。凝集性の観点から、上記架橋剤の含有量は、通常、ベースポリマー(例えばアクリル系ポリマー)100重量部に対して凡そ0.001重量部以上であり、凡そ0.002重量部以上とすることが適当であり、好ましくは凡そ0.005重量部以上、より好ましくは凡そ0.01重量部以上、さらに好ましくは凡そ0.02重量部以上、特に好ましくは凡そ0.03重量部以上である。いくつかの態様において、ベースポリマー100重量部に対する架橋剤の含有量は凡そ0.1重量部以上であり、より好ましくは凡そ0.5重量部以上、さらに好ましくは凡そ1.0重量部以上であり、凡そ1.2重量部以上であってもよく、凡そ1.5重量部以上でもよい。また、粘着剤組成物における架橋剤の含有量は、通常、ベースポリマー(例えばアクリル系ポリマー)100重量部に対して凡そ20重量部以下であり、凡そ15重量部以下とすることが適当であり、凡そ10重量部以下(例えば凡そ5重量部以下)とすることが好ましい。いくつかの態様において、ベースポリマー100重量部に対する架橋剤の含有量は4.0重量部以下であり、より好ましくは3.0重量部以下、さらに好ましくは2.5重量部以下であり、2.0重量部以下(例えば2.0重量部未満)であってもよく、1.8重量部以下でもよい。架橋剤の総使用量を上記の範囲で適切に設定することにより、耐反撥特性と耐衝撃特性とを好ましく両立することができる。
(その他の添加剤)
粘着剤組成物には、上述した各成分以外に、必要に応じてレベリング剤、架橋助剤、可塑剤、軟化剤、充填剤、着色剤(顔料、染料等)、帯電防止剤、老化防止剤、紫外線吸収剤、酸化防止剤、防錆剤、光安定剤等の、粘着剤の分野において一般的な各種の添加剤が含まれていてもよい。このような各種添加剤については、従来公知のものを常法により使用することができ、特に本発明を特徴づけるものではないので、詳細な説明は省略する。
粘着剤組成物には、上述した各成分以外に、必要に応じてレベリング剤、架橋助剤、可塑剤、軟化剤、充填剤、着色剤(顔料、染料等)、帯電防止剤、老化防止剤、紫外線吸収剤、酸化防止剤、防錆剤、光安定剤等の、粘着剤の分野において一般的な各種の添加剤が含まれていてもよい。このような各種添加剤については、従来公知のものを常法により使用することができ、特に本発明を特徴づけるものではないので、詳細な説明は省略する。
ここに開示される粘着剤層(粘着剤からなる層)は、水系粘着剤組成物、溶剤型粘着剤組成物、ホットメルト型粘着剤組成物、活性エネルギー線硬化型粘着剤組成物から形成された粘着剤層であり得る。水系粘着剤組成物とは、水を主成分とする溶媒(水系溶媒)中に粘着剤(粘着剤層形成成分)を含む形態の粘着剤組成物のことをいい、典型的には、水分散型粘着剤組成物(粘着剤の少なくとも一部が水に分散した形態の組成物)等と称されるものが含まれる。また、溶剤型粘着剤組成物とは、有機溶媒中に粘着剤を含む形態の粘着剤組成物のことをいう。溶剤型粘着剤組成物に含まれる有機溶媒としては、上述の溶液重合で用いられ得る有機溶媒(トルエンや酢酸エチル等)として例示した1種または2種以上を特に制限なく用いることができる。ここに開示される技術は、粘着特性等の観点から、溶剤型粘着剤組成物から形成された粘着剤層を備える態様で好ましく実施され得る。
ここに開示される粘着剤層は、従来公知の方法によって形成することができる。例えば、剥離性を有する表面(剥離面)または非剥離性の表面に粘着剤組成物を付与して乾燥させることにより粘着剤層を形成する方法を採用することができる。基材を有する構成の粘着シートでは、例えば、該基材に粘着剤組成物を直接付与(典型的には塗布)して乾燥させることにより粘着剤層を形成する方法(直接法)を採用することができる。また、剥離性を有する表面(剥離面)に粘着剤組成物を付与して乾燥させることにより該表面上に粘着剤層を形成し、その粘着剤層を基材に転写する方法(転写法)を採用してもよい。生産性の観点から、転写法が好ましい。上記剥離面としては、剥離ライナーの表面や、剥離処理された基材背面等を利用し得る。なお、ここに開示される粘着剤層は典型的には連続的に形成されるが、このような形態に限定されるものではなく、例えば点状、ストライプ状等の規則的あるいはランダムなパターンに形成された粘着剤層であってもよい。
粘着剤組成物の塗布は、例えば、グラビアロールコーター、ダイコーター、バーコーター等の、従来公知のコーターを用いて行うことができる。あるいは、含浸やカーテンコート法等により粘着剤組成物を塗布してもよい。
架橋反応の促進、製造効率向上等の観点から、粘着剤組成物の乾燥は加熱下で行うことが好ましい。乾燥温度は、例えば40~150℃程度とすることができ、通常は60~130℃程度とすることが好ましい。粘着剤組成物を乾燥させた後、さらに、粘着剤層内における成分移行の調整、架橋反応の進行、粘着剤層内に存在し得る歪の緩和等を目的としてエージングを行ってもよい。
架橋反応の促進、製造効率向上等の観点から、粘着剤組成物の乾燥は加熱下で行うことが好ましい。乾燥温度は、例えば40~150℃程度とすることができ、通常は60~130℃程度とすることが好ましい。粘着剤組成物を乾燥させた後、さらに、粘着剤層内における成分移行の調整、架橋反応の進行、粘着剤層内に存在し得る歪の緩和等を目的としてエージングを行ってもよい。
(厚さ)
粘着剤層の厚さは特に制限されず、用途や使用目的等に応じて、例えば0.1~500μmの範囲で適当な厚さを有する粘着剤層を有する構成が採用され得る。いくつかの態様において、粘着シートが過度に厚くなることを避ける観点から、粘着剤層の厚さは、通常、凡そ100μm以下が適当であり、好ましくは凡そ70μm以下、より好ましくは凡そ60μm以下、さらに好ましくは凡そ50μm以下である。粘着剤層の厚さは凡そ35μm以下とすることができ、例えば凡そ30μm以下であってもよい。厚さの制限された粘着剤層は、薄厚化、軽量化の要請によく対応したものとなり得る。また一般に、粘着剤層の厚さが小さくなると、耐衝撃性や被着体に対する密着性は低下しやすい傾向にあるが、ここに開示される技術によると、制限された厚さの粘着剤層を有する構成で、十分な耐衝撃性および接着力を実現することができる。粘着剤層の厚さの下限は、被着体に対する密着性の観点からは、いくつかの態様において、凡そ0.5μm以上が適当であり、凡そ1μm以上であってもよく、凡そ3μm以上とすることが有利であり、好ましくは凡そ10μm以上、より好ましくは凡そ12μm以上(例えば12μm超)、さらに好ましくは凡そ15μm以上であり、例えば凡そ18μm以上であってもよい。いくつかの好ましい態様において、粘着剤層の厚さは20μm超であり、24μm以上であってもよく、27μm以上でもよい。ここに開示される粘着シートは、上記厚さの粘着剤層を基材の両面に有する粘着シートであり得る。また、基材の各面に第1粘着剤層と第2粘着剤層とをそれぞれ有する基材付き両面粘着シートにおいては、第1粘着剤層と第2粘着剤層とは同一の厚さであってもよく、相互に異なる厚さであってもよい。
粘着剤層の厚さは特に制限されず、用途や使用目的等に応じて、例えば0.1~500μmの範囲で適当な厚さを有する粘着剤層を有する構成が採用され得る。いくつかの態様において、粘着シートが過度に厚くなることを避ける観点から、粘着剤層の厚さは、通常、凡そ100μm以下が適当であり、好ましくは凡そ70μm以下、より好ましくは凡そ60μm以下、さらに好ましくは凡そ50μm以下である。粘着剤層の厚さは凡そ35μm以下とすることができ、例えば凡そ30μm以下であってもよい。厚さの制限された粘着剤層は、薄厚化、軽量化の要請によく対応したものとなり得る。また一般に、粘着剤層の厚さが小さくなると、耐衝撃性や被着体に対する密着性は低下しやすい傾向にあるが、ここに開示される技術によると、制限された厚さの粘着剤層を有する構成で、十分な耐衝撃性および接着力を実現することができる。粘着剤層の厚さの下限は、被着体に対する密着性の観点からは、いくつかの態様において、凡そ0.5μm以上が適当であり、凡そ1μm以上であってもよく、凡そ3μm以上とすることが有利であり、好ましくは凡そ10μm以上、より好ましくは凡そ12μm以上(例えば12μm超)、さらに好ましくは凡そ15μm以上であり、例えば凡そ18μm以上であってもよい。いくつかの好ましい態様において、粘着剤層の厚さは20μm超であり、24μm以上であってもよく、27μm以上でもよい。ここに開示される粘着シートは、上記厚さの粘着剤層を基材の両面に有する粘着シートであり得る。また、基材の各面に第1粘着剤層と第2粘着剤層とをそれぞれ有する基材付き両面粘着シートにおいては、第1粘着剤層と第2粘着剤層とは同一の厚さであってもよく、相互に異なる厚さであってもよい。
(粘弾性特性)
特に限定するものではないが、いくつかの態様において、粘着剤層は、65℃での貯蔵弾性率G’が20,000Pa以上である。上記65℃貯蔵弾性率を有する粘着剤によると、良好な耐反撥性(特に、高温条件などの過酷な環境におけるZ軸方向の持続的荷重に対する耐反撥性)が得られやすい。いくつかの好ましい態様において、耐反撥性向上の観点から、上記65℃貯蔵弾性率は、21,000Pa以上であり、22,000Pa以上であってもよく、23,000Pa以上が適当であり、より好ましくは24,000Pa以上、さらに好ましくは25,000Pa以上、特に好ましくは26,000Pa以上であり、27,000Pa以上であってもよく、28,000Pa以上でもよく、29,000Pa以上でもよく、30,000Pa以上でもよく、31,000Pa以上でもよく、32,000Pa以上でもよく、33,000Pa以上でもよい。上記65℃貯蔵弾性率の上限は、耐反撥特性と耐衝撃特性とを両立し得る適当な範囲内で設定され得る。いくつかの態様において、上記65℃貯蔵弾性率は、60,000Pa以下程度とすることが適当であり、好ましくは50,000Pa以下、より好ましくは40,000Pa以下、さらに好ましくは35,000Pa以下であり、32,000Pa以下であってもよく、30,000Pa以下でもよく、28,000Pa以下でもよく、26,000Pa以下でもよい。
特に限定するものではないが、いくつかの態様において、粘着剤層は、65℃での貯蔵弾性率G’が20,000Pa以上である。上記65℃貯蔵弾性率を有する粘着剤によると、良好な耐反撥性(特に、高温条件などの過酷な環境におけるZ軸方向の持続的荷重に対する耐反撥性)が得られやすい。いくつかの好ましい態様において、耐反撥性向上の観点から、上記65℃貯蔵弾性率は、21,000Pa以上であり、22,000Pa以上であってもよく、23,000Pa以上が適当であり、より好ましくは24,000Pa以上、さらに好ましくは25,000Pa以上、特に好ましくは26,000Pa以上であり、27,000Pa以上であってもよく、28,000Pa以上でもよく、29,000Pa以上でもよく、30,000Pa以上でもよく、31,000Pa以上でもよく、32,000Pa以上でもよく、33,000Pa以上でもよい。上記65℃貯蔵弾性率の上限は、耐反撥特性と耐衝撃特性とを両立し得る適当な範囲内で設定され得る。いくつかの態様において、上記65℃貯蔵弾性率は、60,000Pa以下程度とすることが適当であり、好ましくは50,000Pa以下、より好ましくは40,000Pa以下、さらに好ましくは35,000Pa以下であり、32,000Pa以下であってもよく、30,000Pa以下でもよく、28,000Pa以下でもよく、26,000Pa以下でもよい。
また、特に限定するものではないが、いくつかの態様において、粘着剤層は、-20℃でのtanδが0.3以上である。上記tanδ(損失正接)とは、粘着剤層の貯蔵弾性率G’に対する損失弾性率G”の比(G”/G’)をいう。-20℃は、温度-速度換算則より落下時の衝撃速度域に対応する。上記-20℃でのtanδが0.3以上である粘着剤によると、優れた耐衝撃性が得られやすい。また、上記-20℃でのtanδ0.3以上は、上記65℃貯蔵弾性率が20,000Pa以上であることとともに満足することが好ましい。いくつかの態様において、上記-20℃tanδは0.35以上であり、0.40以上であってもよく、0.45以上でもよい。いくつかの好ましい態様において、上記-20℃tanδは、耐衝撃性の観点から、0.50以上であり、より好ましくは0.55以上、さらに好ましくは0.60以上である。上記-20℃tanδの上限は、耐反撥特性と耐衝撃特性とを両立し得る適当な範囲内で設定され得る。上記-20℃tanδは、例えば凡そ2以下であってもよく、1.8以下でもよく、1.6以下でもよく、1.4以下でもよい。いくつかの態様において、上記-20℃tanδは、例えば凡そ1.2以下が適当であり、耐反撥性の観点から、好ましくは1.0以下、より好ましくは0.80以下、さらに好ましくは0.70以下であり、0.60以下であってもよく、0.55以下でもよい。
特に限定されるものではないが、いくつかの好ましい態様において、粘着剤層のガラス転移温度(Tg)は-15℃~15℃の範囲内である。ここで、粘着剤層のガラス転移温度とは、動的粘弾性測定におけるtanδのピーク温度から求められるガラス転移温度をいう。Tgが-15℃~15℃の範囲内にある粘着剤を用いることにより、耐反撥特性と耐衝撃特性とは好ましく両立され得る。耐反撥性の観点から、粘着剤層のTgは、-12℃以上がより好ましく、-10℃以上がさらに好ましく、-7℃以上が特に好ましく、-5℃以上であってもよく、-3℃以上でもよく、-1℃以上でもよく、0℃以上(例えば0℃超)でもよく、1℃以上でもよい。また、耐衝撃性の観点から、粘着剤層のTgは、好ましくは12℃以下、より好ましくは10℃以下、さらに好ましくは7℃以下、特に好ましくは5℃以下であり、3℃以下であってもよく、1℃以下でもよく、0℃以下(例えば0℃未満)でもよく、-1℃以下でもよく、-3℃以下でもよい。
ここに開示される技術において、粘着剤層の65℃貯蔵弾性率、-20℃tanδ、Tgは、動的粘弾性測定により求めることができる。具体的には、測定対象である粘着剤層(基材レス粘着シートの場合は、粘着シート)を複数枚重ね合わせることにより、厚さ約2mmの粘着剤層を作製する。この粘着剤層を直径7.9mmの円盤状に打ち抜いた試料をパラレルプレートで挟み込んで固定し、粘弾性試験機(例えば、ティー・エー・インスツルメント社製、ARESまたはその相当品)により以下の条件で動的粘弾性測定を行い、65℃貯蔵弾性率、-20℃tanδ、Tgを求める。
・測定モード:せん断モード
・温度範囲 :-70℃~150℃
・昇温速度 :5℃/min
・測定周波数:1Hz
後述の実施例においても上記の方法で測定される。なお、測定対象である粘着剤層としては、対応する粘着剤組成物を層状に塗布し、乾燥または硬化することにより形成したものを使用してもよい。
・測定モード:せん断モード
・温度範囲 :-70℃~150℃
・昇温速度 :5℃/min
・測定周波数:1Hz
後述の実施例においても上記の方法で測定される。なお、測定対象である粘着剤層としては、対応する粘着剤組成物を層状に塗布し、乾燥または硬化することにより形成したものを使用してもよい。
(バイオマス炭素比)
いくつかの態様において、粘着剤層はバイオマス由来材料を含み、そのバイオマス炭素比が所定値以上であり得る。粘着剤層のバイオマス炭素比は、例えば1%以上であり、10%以上であってもよく、好ましくは30%以上、より好ましくは50%以上である。粘着剤のバイオマス炭素比が高いことは、石油等に代表される化石資源系材料の使用量が少ないことを意味する。かかる観点において、粘着剤のバイオマス炭素比は高いほど好ましい。例えば、粘着剤層のバイオマス炭素比は、55%以上であってよく、60%以上であってもよく、70%以上でもよく、75%以上でもよく、80%以上でもよく、80%超でもよい。バイオマス炭素比の上限は、定義上100%であり、99%以下であってもよく、材料の入手容易性の観点から、95%以下でもよく、90%以下でもよい。良好な粘着性能を発揮しやすくする観点から、いくつかの態様において、粘着剤層のバイオマス炭素比は、例えば90%以下であってよく、85%以下でもよく、80%以下でもよい。
いくつかの態様において、粘着剤層はバイオマス由来材料を含み、そのバイオマス炭素比が所定値以上であり得る。粘着剤層のバイオマス炭素比は、例えば1%以上であり、10%以上であってもよく、好ましくは30%以上、より好ましくは50%以上である。粘着剤のバイオマス炭素比が高いことは、石油等に代表される化石資源系材料の使用量が少ないことを意味する。かかる観点において、粘着剤のバイオマス炭素比は高いほど好ましい。例えば、粘着剤層のバイオマス炭素比は、55%以上であってよく、60%以上であってもよく、70%以上でもよく、75%以上でもよく、80%以上でもよく、80%超でもよい。バイオマス炭素比の上限は、定義上100%であり、99%以下であってもよく、材料の入手容易性の観点から、95%以下でもよく、90%以下でもよい。良好な粘着性能を発揮しやすくする観点から、いくつかの態様において、粘着剤層のバイオマス炭素比は、例えば90%以下であってよく、85%以下でもよく、80%以下でもよい。
<基材>
ここに開示される粘着シートが片面粘着タイプまたは両面粘着タイプの基材付き粘着シートの形態である態様において、粘着剤層を支持(裏打ち)する基材としては、樹脂フィルム、紙、布、ゴムシート、発泡体シート、金属箔、これらの複合体等を用いることができる。紙の例としては、和紙、クラフト紙、グラシン紙、上質紙、合成紙、トップコート紙等が挙げられる。布の例としては、各種繊維状物質の単独または混紡等による織布や不織布等が挙げられる。上記繊維状物質としては、綿、スフ、マニラ麻、パルプ、レーヨン、アセテート繊維、ポリエステル繊維、ポリビニルアルコール繊維、ポリアミド繊維、ポリオレフィン繊維等が例示される。ゴムシートの例としては、天然ゴムシート、ブチルゴムシート等が挙げられる。発泡体シートの例としては、発泡ポリオレフィンシート、発泡ポリウレタンシート、発泡ポリクロロプレンゴムシート等が挙げられる。金属箔の例としては、アルミニウム箔、銅箔等が挙げられる。なお、粘着剤層を支持する基材は、粘着シートにおいて基材層ともいう。
ここに開示される粘着シートが片面粘着タイプまたは両面粘着タイプの基材付き粘着シートの形態である態様において、粘着剤層を支持(裏打ち)する基材としては、樹脂フィルム、紙、布、ゴムシート、発泡体シート、金属箔、これらの複合体等を用いることができる。紙の例としては、和紙、クラフト紙、グラシン紙、上質紙、合成紙、トップコート紙等が挙げられる。布の例としては、各種繊維状物質の単独または混紡等による織布や不織布等が挙げられる。上記繊維状物質としては、綿、スフ、マニラ麻、パルプ、レーヨン、アセテート繊維、ポリエステル繊維、ポリビニルアルコール繊維、ポリアミド繊維、ポリオレフィン繊維等が例示される。ゴムシートの例としては、天然ゴムシート、ブチルゴムシート等が挙げられる。発泡体シートの例としては、発泡ポリオレフィンシート、発泡ポリウレタンシート、発泡ポリクロロプレンゴムシート等が挙げられる。金属箔の例としては、アルミニウム箔、銅箔等が挙げられる。なお、粘着剤層を支持する基材は、粘着シートにおいて基材層ともいう。
基材は、バイオマス由来の材料から形成されたものであってもよく、非バイオマス由来の材料から形成されたものであってもよい。化石資源系材料への依存抑制に配慮した粘着シート作製の観点から、バイオマス由来の基材材料(典型的には樹脂フィルム)が好ましく使用される。
また、基材は、リサイクル可能な材料やリサイクルされた材料(リサイクル材料ともいう。)を用いて形成されたものであってもよい。かかるリサイクル材料としては、樹脂フィルムが好ましく用いられる。樹脂フィルム(例えばPETフィルム等のポリエステルフィルム)はリサイクルが可能であるので、植物由来の材料を用いているか否かにかかわらず、使用後の樹脂フィルムを再利用することで、持続的な再生産が可能であり、環境負荷を低減することができる。このような、リサイクル可能な樹脂フィルムや、リサイクルされた樹脂フィルムは、リサイクルフィルムともいう。上記リサイクル材料(例えばリサイクルフィルム)は、バイオマス由来の材料から形成されたものであってもよく、非バイオマス由来の材料から形成されたものであってもよい。
基材付き粘着シートを構成する基材としては、ベースフィルムとして樹脂フィルムを含むものを好ましく用いることができる。上記ベースフィルムは、典型的には、独立して形状維持可能な(非依存性の)部材である。ここに開示される技術における基材は、このようなベースフィルムから実質的に構成されたものであり得る。あるいは、上記基材は、上記ベースフィルムの他に、補助的な層を含むものであってもよい。上記補助的な層の例としては、上記ベースフィルムの表面に設けられた着色層、反射層、下塗り層、帯電防止層等が挙げられる。
上記樹脂フィルムは、樹脂材料を主成分(例えば、当該樹脂フィルム中に50重量%を超えて含まれる成分)とするフィルムである。樹脂フィルムの例としては、ポリエチレン(PE)、ポリプロピレン(PP)、エチレン・プロピレン共重合体等のポリオレフィン系樹脂フィルム;ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)等のポリエステル系樹脂フィルム;塩化ビニル系樹脂フィルム;酢酸ビニル系樹脂フィルム;ポリイミド系樹脂フィルム;ポリアミド系樹脂フィルム;フッ素樹脂フィルム;セロハン;等が挙げられる。樹脂フィルムは、天然ゴムフィルム、ブチルゴムフィルム等のゴム系フィルムであってもよい。なかでも、ハンドリング性、加工性の観点から、ポリエステルフィルムが好ましく、そのなかでもPETフィルムが特に好ましい。
なお、本明細書において「樹脂フィルム」とは、典型的には非多孔質のシートであって、いわゆる不織布や織布とは区別される概念(換言すると、不織布や織布を除く概念)である。上記樹脂フィルムは、無延伸フィルム、一軸延伸フィルム、二軸延伸フィルムのいずれであってもよい。また、そのような樹脂フィルムは非発泡であり得る。ここで非発泡の樹脂フィルムとは、発泡体とするための意図的な処理を行っていない樹脂フィルムのことを指す。非発泡の樹脂フィルムは、具体的には、発泡倍率が1.1倍未満(例えば1.05倍未満、典型的には1.01倍未満)の樹脂フィルムであり得る。
上記基材(例えば樹脂フィルム)には、必要に応じて、充填剤(無機充填剤、有機充填剤等)、着色剤、分散剤(界面活性剤等)、老化防止剤、酸化防止剤、紫外線吸収剤、帯電防止剤、滑剤、可塑剤等の各種添加剤が配合されていてもよい。各種添加剤の配合割合は、30重量%未満(例えば20重量%未満、典型的には10重量%未満)程度である。
上記基材(例えば樹脂フィルム)は、単層構造であってもよく、2層、3層またはそれ以上の多層構造を有するものであってもよい。形状安定性の観点から、基材は単層構造であることが好ましい。多層構造の場合、少なくとも一つの層(好ましくは全ての層)は上記樹脂(例えばポリエステル系樹脂)の連続構造を有する層であることが好ましい。基材(典型的には樹脂フィルム)の製造方法は、従来公知の方法を適宜採用すればよく、特に限定されない。例えば、押出成形、インフレーション成形、Tダイキャスト成形、カレンダーロール成形等の従来公知の一般的なフィルム成形方法を適宜採用することができる。
基材の表面には、コロナ放電処理、プラズマ処理、紫外線照射処理、酸処理、アルカリ処理、下塗り剤の塗布等の、従来公知の表面処理が施されていてもよい。このような表面処理は、基材と粘着剤層との密着性、言い換えると粘着剤層の基材への投錨性を向上させるための処理であり得る。
また、ここに開示される技術が、基材付き片面粘着シートの形態で実施される場合、基材の背面に、必要に応じて剥離処理が施されていてもよい。剥離処理は、例えば、一般的なシリコーン系、長鎖アルキル系、フッ素系等の剥離処理剤を、典型的には0.01μm~1μm(例えば0.01μm~0.1μm)程度の薄膜状に付与する処理であり得る。かかる剥離処理を施すことにより、粘着シートをロール状に巻回した巻回体の巻き戻しを容易にする等の効果が得られる。
基材を含む態様の粘着シートにおいて、該基材の厚さは特に限定されない。粘着シートが過度に厚くなることを避ける観点から、基材の厚さは、例えば凡そ200μm以下、好ましくは凡そ150μm以下、より好ましくは凡そ100μm以下とすることができる。粘着シートの使用目的や使用態様に応じて、基材の厚さは、凡そ70μm以下であってよく、凡そ50μm以下でもよく、凡そ30μm以下(例えば凡そ25μm以下)でもよい。いくつかの態様において、基材の厚さは、凡そ20μm以下であってよく、凡そ15μm以下でもよく、凡そ10μm以下(例えば凡そ5μm以下)でもよい。基材の厚さを小さくすることにより、粘着シートの総厚さが同じであっても粘着剤層の厚さをより大きくすることができる。被着体や基材との密着性向上の観点から有利となり得る。基材の下限は特に制限されない。粘着シートの取扱い性(ハンドリング性)や加工性等の観点から、基材の厚さは、通常は凡そ0.5μm以上(例えば1μm以上)、好ましくは凡そ2μm以上、例えば凡そ6μm以上である。いくつかの態様において、基材の厚さは、凡そ15μm以上とすることができ、凡そ25μm以上でもよい。
<発泡体基材>
他のいくつかの態様において、基材として発泡体基材が用いられる。ここに開示される発泡体基材は、気泡(気泡構造)を有する部分を備えた基材であって、典型的には、層状の発泡体(発泡体層)を少なくとも1層含む基材である。上記発泡体基材は、1層または2層以上の発泡体層により構成された基材であり得る。上記発泡体基材は、例えば、1層または2層以上の発泡体層のみにより実質的に構成された基材であり得る。特に限定するものではないが、ここに開示される技術における発泡体基材の一好適例として、単層(1層)の発泡体層からなる発泡体基材が挙げられる。
他のいくつかの態様において、基材として発泡体基材が用いられる。ここに開示される発泡体基材は、気泡(気泡構造)を有する部分を備えた基材であって、典型的には、層状の発泡体(発泡体層)を少なくとも1層含む基材である。上記発泡体基材は、1層または2層以上の発泡体層により構成された基材であり得る。上記発泡体基材は、例えば、1層または2層以上の発泡体層のみにより実質的に構成された基材であり得る。特に限定するものではないが、ここに開示される技術における発泡体基材の一好適例として、単層(1層)の発泡体層からなる発泡体基材が挙げられる。
発泡体基材の厚さは、特に限定されず、粘着シートの強度や柔軟性、使用目的等に応じて適宜設定することができる。薄型化の観点から、発泡体基材の厚さとしては、通常、1mm以下であり、0.70mm以下が適当であり、0.40mm以下が好ましく、0.30mm以下がより好ましい。ここに開示される技術は、加工性等の観点から、発泡体基材の厚さが0.25mm以下(典型的には0.18mm以下、例えば0.16mm以下)である態様で好ましく実施され得る。また、粘着シートの耐衝撃性等の観点から、発泡体基材の厚さは、通常は0.04mm以上であり、0.05mm以上が適当であり、0.06mm以上が好ましく、0.07mm以上(例えば0.08mm以上)がより好ましい。ここに開示される技術は、発泡体基材の厚さが0.10mm以上(典型的には0.10mm超、好ましくは0.12mm以上、例えば0.13mm以上)である態様で好ましく実施され得る。発泡体基材の厚さが大きくなると、耐衝撃性が改善される傾向にある。
発泡体基材の密度(見掛け密度をいう。以下、特記しない場合において同じ。)は特に限定されず、例えば0.1~0.9g/cm3であり得る。耐衝撃性の観点から、発泡体基材の密度は、0.8g/cm3以下が適当であり、0.7g/cm3以下(例えば0.6g/cm3以下)が好ましい。一態様において、発泡体基材の密度は、0.5g/cm3未満であってよく、0.4g/cm3未満(例えば0.5g/cm3以下)であってもよい。また、耐衝撃性の観点から、発泡体基材の密度は、0.12g/cm3以上が好ましく、0.15g/cm3以上がより好ましく、0.2g/cm3以上(例えば0.3g/cm3以上)がさらに好ましい。一態様において、発泡体基材の密度は、0.4g/cm3以上であってよく、0.5g/cm3以上(例えば0.5g/cm3超)であってもよく、さらには0.55g/cm3以上であってもよい。なお、発泡体基材の密度(見掛け密度)はJIS K 6767に準拠して測定することができる。
発泡体基材の平均気泡径は特に限定されないが、応力分散の観点からは、300μm以下が好ましく、200μm以下がより好ましく、150μm以下がさらに好ましい。平均気泡径の下限は特に限定されないが、段差追従性の観点から、通常は10μm以上が適当であり、20μm以上が好ましく、30μm以上がより好ましく、40μm以上(例えば50μm以上)がさらに好ましい。一態様において、平均気泡径は、55μm以上であってよく、60μm以上であってもよい。なお、ここでいう平均気泡径は、発泡体基材の断面を電子顕微鏡で観察して得られる、真球換算の平均気泡径をいう。
ここに開示される発泡体基材を構成する発泡体の気泡構造は特に制限されない。気泡構造としては、連続気泡構造、独立気泡構造、半連続半独立気泡構造のいずれであってもよい。衝撃吸収性の観点からは、独立気泡構造、半連続半独立気泡構造が好ましい。
発泡体基材の25%圧縮強度C25は特に限定されず、例えば20kPa以上(典型的には30kPa以上、さらには40kPa以上)であり得る。C25は、通常、250kPa以上が適当であり、300kPa以上(例えば400kPa以上)が好ましい。このような発泡体基材を備える粘着シートは、落下等の衝撃に対して良好な耐久性を発揮するものとなり得る。例えば、衝撃による粘着シートの千切れがよりよく防止されたものとなり得る。C25の上限は特に制限されないが、通常は1300kPa以下(例えば1200kPa以下)が適当である。一態様において、C25は、1000kPa以下であってもよく、800kPa以下であってもよく、さらには600kPa以下(例えば500kPa以下)であってもよく、360kPa以下であってもよい。好ましい他の一態様において、発泡体基材のC25は、20kPa~200kPa(典型的には30kPa~150kPa、例えば40kPa~120kPa)とすることができる。このような発泡体基材を備える粘着シートは、クッション性に優れたものとなり得る。例えば、落下衝撃を発泡体基材が吸収することにより、粘着シートの剥がれがよりよく防止され得る。
発泡体基材の25%圧縮強度C25は、該発泡体基材を30mm角の正方形状にカットしたものを積み重ねて約2mmの厚さとした測定試料を一対の平板で挟み、それを当初の厚さの25%に相当する厚さ分だけ圧縮したときの荷重(圧縮率25%における荷重)をいう。すなわち、上記測定試料を当初の厚さの75%に相当する厚さまで圧縮したときの荷重をいう。上記圧縮強度は、JIS K 6767に準拠して測定される。具体的な測定手順としては、上記一対の平板の中央部に上記測定試料をセットし、上記平板の間隔を狭めることで連続的に所定の圧縮率まで圧縮し、そこで平板を停止させて10秒経過後の荷重を測定する。発泡体基材の圧縮強度は、例えば、発泡体基材を構成する材料の架橋度や密度、気泡のサイズや形状等により制御することができる。
発泡体基材の引張伸度は特に限定されない。例えば、流れ方向(MD)の引張伸度が200%~800%(より好ましくは400%~600%)である発泡体基材を好適に採用し得る。また、幅方向(TD)の引張伸度が50%~800%(より好ましくは200%~500%)である発泡体基材が好ましい。発泡体基材の伸びは、JIS K 6767に準拠して測定される。発泡体基材の伸びは、例えば、架橋度や見掛け密度(発泡倍率)等により制御することができる。
発泡体基材の引張強さ(引張強度)は特に限定されない。例えば、流れ方向(MD)の引張強さが5MPa~35MPa(好ましくは10MPa~30MPa)である発泡体基材を好適に採用し得る。また、幅方向(TD)の引張強さが1MPa~25MPa(より好ましくは5MPa~20MPa)である発泡体基材が好ましい。発泡体基材の引張強さは、JIS K 6767に準拠して測定される。発泡体基材の引張強さは、例えば、架橋度や見掛け密度(発泡倍率)等により制御することができる。
発泡体基材の材質は特に制限されない。通常は、プラスチック材料の発泡体(プラスチック発泡体)により形成された発泡体層を含む発泡体基材が好ましい。プラスチック発泡体を形成するためのプラスチック材料(ゴム材料を包含する意味である。)は、特に制限されず、公知のプラスチック材料のなかから適宜選択することができる。プラスチック材料は、1種を単独でまたは2種以上を適宜組み合わせて用いることができる。
プラスチック発泡体の具体例としては、PE製発泡体、PP製発泡体等のポリオレフィン系樹脂製発泡体;PET製発泡体、PEN製発泡体、PBT製発泡体等のポリエステル系樹脂製発泡体;ポリ塩化ビニル製発泡体等のポリ塩化ビニル系樹脂製発泡体;酢酸ビニル系樹脂製発泡体;ポリフェニレンスルフィド樹脂製発泡体;脂肪族ポリアミド(ナイロン)樹脂製発泡体、全芳香族ポリアミド(アラミド)樹脂製発泡体等のアミド系樹脂製発泡体;ポリイミド系樹脂製発泡体;ポリエーテルエーテルケトン(PEEK)製発泡体;ポリスチレン製発泡体等のスチレン系樹脂製発泡体;ポリウレタン樹脂製発泡体等のウレタン系樹脂製発泡体;等が挙げられる。また、プラスチック発泡体として、ポリクロロプレンゴム製発泡体等のゴム系樹脂製発泡体を用いてもよい。
好ましい発泡体として、ポリオレフィン系樹脂製発泡体(以下「ポリオレフィン系発泡体」ともいう。)が例示される。ポリオレフィン系発泡体を構成するプラスチック材料(すなわちポリオレフィン系樹脂)としては、公知または慣用の各種ポリオレフィン系樹脂を特に限定なく用いることができる。例えば、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、高密度ポリエチレン(HDPE)等のPE、PP、エチレン-プロピレン共重合体、エチレン-酢酸ビニル共重合体等が挙げられる。LLDPEの例としては、チーグラー・ナッタ触媒系直鎖状低密度ポリエチレン、メタロセン触媒系直鎖状低密度ポリエチレン等が挙げられる。このようなポリオレフィン系樹脂は、1種を単独でまたは2種以上を適宜組み合わせて用いることができる。
ここに開示される技術における発泡体基材の好適例としては、耐衝撃性や防水性、防塵性等の観点から、PE系樹脂の発泡体から実質的に構成されるPE系発泡体基材、PP系樹脂の発泡体から実質的に構成されるPP系発泡体基材等のポリオレフィン系発泡体基材が挙げられる。ここでPE系樹脂とは、エチレンを主モノマー(すなわち、モノマーのなかの主成分)とする樹脂を指し、HDPE、LDPE、LLDPE等の他、エチレンの共重合割合が50重量%を超えるエチレン-プロピレン共重合体やエチレン-酢酸ビニル共重合体等を包含し得る。同様に、PP系樹脂とは、プロピレンを主モノマーとする樹脂を指す。ここに開示される技術における発泡体基材としては、PE系発泡体基材を好ましく採用し得る。
上記プラスチック発泡体(典型的にはポリオレフィン系発泡体)の製造方法は特に限定されず、公知の各種方法を適宜採用し得る。例えば、上記プラスチック材料、もしくは上記プラスチック発泡体の成形工程、架橋工程および発泡工程を含む方法により製造し得る。また、必要に応じて延伸工程を含み得る。
上記プラスチック発泡体を架橋させる方法としては、例えば、有機過酸化物などを用いる化学架橋法、または電離性放射線を照射する電離性放射線架橋法等が挙げられ、これらの方法は併用され得る。上記電離性放射線としては、電子線、α線、β線、γ線等が例示される。電離性放射線の線量は特に限定されず、発泡体基材の目標物性(例えば架橋度)等を考慮して適切な照射線量に設定することができる。
上記プラスチック発泡体を架橋させる方法としては、例えば、有機過酸化物などを用いる化学架橋法、または電離性放射線を照射する電離性放射線架橋法等が挙げられ、これらの方法は併用され得る。上記電離性放射線としては、電子線、α線、β線、γ線等が例示される。電離性放射線の線量は特に限定されず、発泡体基材の目標物性(例えば架橋度)等を考慮して適切な照射線量に設定することができる。
上記発泡体基材には、必要に応じて、充填剤(無機充填剤、有機充填剤等)、老化防止剤、酸化防止剤、紫外線吸収剤、帯電防止剤、滑剤、可塑剤、難燃剤、界面活性剤等の各種添加剤が配合されていてもよい。
ここに開示される技術における発泡体基材は、該発泡体基材を備える粘着シートにおいて所望の意匠性や光学特性(例えば、遮光性、光反射性等)を発現させるために、黒色、白色等に着色されていてもよい。この着色には、公知の有機または無機の着色剤を、1種を単独で、または2種以上を適宜組み合わせて用いることができる。
発泡体基材の表面には、必要に応じて、適宜の表面処理が施されていてもよい。この表面処理は、例えば、隣接する材料(例えば粘着剤層)に対する密着性を高めるための化学的または物理的な処理であり得る。かかる表面処理の例としては、コロナ放電処理、クロム酸処理、オゾン曝露、火炎曝露、紫外線照射処理、プラズマ処理、下塗り剤(プライマー)の塗布等が挙げられる。
<剥離ライナー>
ここに開示される技術において、粘着剤層の形成、粘着シートの作製、使用前の粘着シートの保存、流通、形状加工等の際に、剥離ライナーを用いることができる。剥離ライナーとしては、特に限定されず、例えば、樹脂フィルムや紙等のライナー基材の表面に剥離処理層を有する剥離ライナーや、フッ素系ポリマー(ポリテトラフルオロエチレン等)からなる剥離ライナー等を用いることができる。上記剥離処理層は、例えば、シリコーン系、長鎖アルキル系、フッ素系、硫化モリブデン等の剥離処理剤により上記ライナー基材を表面処理して形成されたものであり得る。ライナー基材としては、前述の粘着シートの基材と同様、バイオマス由来の材料を用いて形成されたものや、リサイクル材料(リサイクルフィルム等)が好ましく用いられ得る。
ここに開示される技術において、粘着剤層の形成、粘着シートの作製、使用前の粘着シートの保存、流通、形状加工等の際に、剥離ライナーを用いることができる。剥離ライナーとしては、特に限定されず、例えば、樹脂フィルムや紙等のライナー基材の表面に剥離処理層を有する剥離ライナーや、フッ素系ポリマー(ポリテトラフルオロエチレン等)からなる剥離ライナー等を用いることができる。上記剥離処理層は、例えば、シリコーン系、長鎖アルキル系、フッ素系、硫化モリブデン等の剥離処理剤により上記ライナー基材を表面処理して形成されたものであり得る。ライナー基材としては、前述の粘着シートの基材と同様、バイオマス由来の材料を用いて形成されたものや、リサイクル材料(リサイクルフィルム等)が好ましく用いられ得る。
<粘着シートの総厚>
ここに開示される粘着シート(粘着剤層を含み、基材層をさらに含み得るが、剥離ライナーは含まない。)の総厚さは特に限定されない。粘着シートの総厚さは、例えば凡そ1mm以下であり、凡そ500μm以下であってもよく、凡そ300μm以下とすることができ、薄型化の観点から、凡そ200μm以下が適当であり、凡そ150μm以下(例えば凡そ100μm以下)であってもよい。いくつかの好ましい態様では、粘着シートの厚さは凡そ50μm以下とすることができ、例えば凡そ35μm以下であってもよい。粘着シートの厚さの下限は、例えば0.1μm以上(例えば0.5μm以上)であり、凡そ3μm以上とすることが適当であり、好ましくは凡そ10μm以上、より好ましくは凡そ15μm以上であり、凡そ50μm以上であってもよく、凡そ100μm以上でもよい。所定値以上の厚さを有する粘着シートは、被着体への密着性が得られやすく、また、取扱い性にも優れる傾向がある。なお、基材レスの粘着シートでは、粘着剤層の厚さが粘着シートの総厚さとなる。
ここに開示される粘着シート(粘着剤層を含み、基材層をさらに含み得るが、剥離ライナーは含まない。)の総厚さは特に限定されない。粘着シートの総厚さは、例えば凡そ1mm以下であり、凡そ500μm以下であってもよく、凡そ300μm以下とすることができ、薄型化の観点から、凡そ200μm以下が適当であり、凡そ150μm以下(例えば凡そ100μm以下)であってもよい。いくつかの好ましい態様では、粘着シートの厚さは凡そ50μm以下とすることができ、例えば凡そ35μm以下であってもよい。粘着シートの厚さの下限は、例えば0.1μm以上(例えば0.5μm以上)であり、凡そ3μm以上とすることが適当であり、好ましくは凡そ10μm以上、より好ましくは凡そ15μm以上であり、凡そ50μm以上であってもよく、凡そ100μm以上でもよい。所定値以上の厚さを有する粘着シートは、被着体への密着性が得られやすく、また、取扱い性にも優れる傾向がある。なお、基材レスの粘着シートでは、粘着剤層の厚さが粘着シートの総厚さとなる。
<用途>
ここに開示される粘着シートの用途は特に限定されず、各種用途に用いられ得る。ここに開示される粘着シートは、耐反撥特性と耐衝撃特性とを両立し得るので、高い耐反撥性と耐衝撃性が求められ得る用途における部材の接着固定に好適である。例えば、各種の携帯電子機器において部材を固定する用途に好ましく用いられ得る。ここに開示される粘着シートは、曲面形状に対して良好に密着し、落下等の衝撃が加えられた場合であっても剥がれが生じない接着信頼性に優れるものであるので、高性能化や高機能化、デザイン性等のために曲面形状を有することがあり、落下等の衝撃に曝され得る携帯電子機器の部材を接合する用途に好ましく用いられる。また、粘着シートによる携帯電子機器内の部材固定は、サイズ、重量等の制限のため、通常、その接着面積は小さい。当該用途に用いられる粘着シートは、小面積でも良好な固定を実現し得る接着力を有することが必要であり、その要求性能は、高機能化、軽量化、小型化の要請から、より高レベルなものとなっている。特に、スマートフォンに代表されるタッチパネル式ディスプレイ搭載型の携帯電子機器は、製品自体の小型化、薄厚化の一方で、ディスプレイの視認性、操作性の観点から大画面化が進んでおり、その特有の事情ゆえ、用いられる粘着剤には、より過酷な条件での接着固定性能が要求されている。ここに開示される粘着シートによると、上記のような携帯電子機器用途に用いられて、優れた接着信頼性を実現し得る。
ここに開示される粘着シートの用途は特に限定されず、各種用途に用いられ得る。ここに開示される粘着シートは、耐反撥特性と耐衝撃特性とを両立し得るので、高い耐反撥性と耐衝撃性が求められ得る用途における部材の接着固定に好適である。例えば、各種の携帯電子機器において部材を固定する用途に好ましく用いられ得る。ここに開示される粘着シートは、曲面形状に対して良好に密着し、落下等の衝撃が加えられた場合であっても剥がれが生じない接着信頼性に優れるものであるので、高性能化や高機能化、デザイン性等のために曲面形状を有することがあり、落下等の衝撃に曝され得る携帯電子機器の部材を接合する用途に好ましく用いられる。また、粘着シートによる携帯電子機器内の部材固定は、サイズ、重量等の制限のため、通常、その接着面積は小さい。当該用途に用いられる粘着シートは、小面積でも良好な固定を実現し得る接着力を有することが必要であり、その要求性能は、高機能化、軽量化、小型化の要請から、より高レベルなものとなっている。特に、スマートフォンに代表されるタッチパネル式ディスプレイ搭載型の携帯電子機器は、製品自体の小型化、薄厚化の一方で、ディスプレイの視認性、操作性の観点から大画面化が進んでおり、その特有の事情ゆえ、用いられる粘着剤には、より過酷な条件での接着固定性能が要求されている。ここに開示される粘着シートによると、上記のような携帯電子機器用途に用いられて、優れた接着信頼性を実現し得る。
上記携帯電子機器の非限定的な例には、携帯電話、スマートフォン、タブレット型パソコン、ノート型パソコン、各種ウェアラブル機器(例えば、腕時計のように手首に装着するリストウェア型、クリップやストラップ等で体の一部に装着するモジュラー型、メガネ型(単眼型や両眼型。ヘッドマウント型も含む。)を包含するアイウェア型、シャツや靴下、帽子等に例えばアクセサリの形態で取り付ける衣服型、イヤホンのように耳に取り付けるイヤウェア型等)、デジタルカメラ、デジタルビデオカメラ、音響機器(携帯音楽プレーヤー、ICレコーダー等)、計算機(電卓等)、携帯ゲーム機器、電子辞書、電子手帳、電子書籍、車載用情報機器、携帯ラジオ、携帯テレビ、携帯プリンター、携帯スキャナ、携帯モデム等が含まれる。なお、この明細書において「携帯」とは、単に携帯することが可能であるだけでは充分ではなく、個人(標準的な成人)が相対的に容易に持ち運び可能なレベルの携帯性を有することを意味するものとする。
ここに開示される粘着シート(典型的には両面粘着シート)は、種々の外形に加工された接合材の形態で、上述したような携帯電子機器を構成する部材の固定に利用され得る。例えば、ここに開示される粘着シートは、携帯電子機器において、該携帯電子機器を構成する3次元形状(典型的には、曲面形状)を有するカバーガラス等の部材を固定する用途に好ましく用いられる。このような3次元の表面形状を有する部材の固定の用途に用いられる粘着シートには、Z軸方向に比較的大きな持続的荷重がかかる傾向にある。ここに開示される粘着シートを用いることにより、上記のような3次元形状を有する部材であっても安定的に固定することができる。また、ここに開示される粘着シートは、液晶表示装置を有する携帯電子機器に好ましく使用され得る。例えば、タッチパネル式ディスプレイ等の表示部(液晶表示装置の表示部であり得る。)を有する電子機器(典型的には、スマートフォン等の携帯電子機器)であって、その大画面化等のために、FPC等の弾性部材を内部空間に折り曲げて収容する機器において、当該弾性被着体を固定する用途に、ここに開示される粘着シートは好ましく用いられる。ここに開示される粘着シートを用いることにより、弾性被着体を折り曲げた状態で安定的に固定することができ、かつ該固定状態を持続的に保持することができる。これによって、携帯電子機器内の限られた内部空間に折り曲げられた状態で収容された上記弾性部材は、ここに開示される粘着シートによって精度よく位置決めされ、安定した固定状態に保持され得る。また、上記のような携帯電子機器内部に配置される材料としては、ポリカーボネート、ポリイミドのような極性を有し、かつ剛性の材料が挙げられる。この種の材料(極性かつ剛性樹脂材料)に対して、ここに開示される粘着シートは、Z軸方向の持続的荷重に対する耐反撥性を好ましく発揮し得る。
上記タッチパネル式ディスプレイ等の表示部(液晶表示装置の表示部であり得る。)を有する電子機器(典型的には、スマートフォンやタブレット型パソコン等の携帯電子機器)の開発は、特に近年、大画面化と高機能化との両立に向けられつつある。大画面化については上述のようなFPC等の弾性部材を内部空間に折り曲げて収容するような対策が講じられている。一方、高機能化については、より高精度の圧力感知性能を有する感圧センサーや、顔認証ロック解除機能等の新機能付与が具体化されており、より高性能、より高品質な製品の実現には、それを担うFPC等の回路の高集積化が不可欠である。回路の高集積化手段としては、例えば両面タイプのFPCや多層FPCが挙げられるが、いずれもFPCの剛性増大の方向性であり、後述のZ軸方向耐反撥性試験で評価されるようなZ軸方向の持続的荷重に対する耐反撥性の向上が要求特性になると予想される。ここに開示される技術の好ましい態様に係る粘着シートは、後述のZ軸方向耐反撥性試験のように過酷な高温高湿条件(強反撥条件)において優れた耐反撥性を示すものであり得るので、上述の次世代型タッチパネル式ディスプレイ搭載型の電子機器(典型的には、スマートフォン等のタッチパネル式ディスプレイ搭載型携帯電子機器)によりよく適合し、好ましく用いられ得る。
特に限定するものではないが、いくつかの態様において、粘着シートは、例えば、LED(light emitting diode)等の各種光源や、自己発光する有機EL等の発光要素を含む電子機器に好ましく用いられる。例えば、有機EL表示装置や液晶表示装置を備える電子機器(典型的には携帯電子機器)に好ましく用いることができる。
図4は、ここに開示される粘着シートが用いられた携帯電子機器(スマートフォン)を模式的に示す一例である。図4に示すように、携帯電子機器500の筐体520の内部には、バッテリー(発熱要素)540が内蔵されている。また、携帯電子機器500は、粘着シート550を含んで構成されている。この構成例では、粘着シート550は、携帯電子機器500を構成する部材を固定する両面接着性のシート(両面粘着シート)の形態を有する。なお、携帯電子機器500は、表示部が入力部としても機能するタッチパネル570を備えている。ここに開示される粘着シートは、上記のような携帯電子機器の構成要素(部材接合手段)として好ましく用いられる。
また、ここに開示される粘着シートは、いくつかの態様において、バイオマス炭素比の高いアクリル系ポリマーを含む粘着剤層を有するものであり得ることから、従来の一般的なアクリル系粘着剤(すなわち、バイオマス炭素比の低いアクリル系粘着剤)が使用されている各種の用途において該アクリル系粘着剤の代替として用いられることで、化石資源系材料の依存抑制に貢献することができる。ここに開示される粘着シートは、化石資源系材料への依存度が低減された粘着シートとして好ましく利用され得る。
この明細書により開示される事項には以下のものが含まれる。
〔1〕 携帯電子機器であって、
前記携帯電子機器を構成する部材には、粘着シートが接合されており、
前記粘着シートは、粘着剤層を有しており、
下記の方法で実施される耐反撥性評価試験において、試験終了時の浮き高さが2.0mm以下であり、
JIS K6855に準拠して実施される耐衝撃試験による衝撃接着強さが0.3J/cm2以上である、携帯電子機器。
[耐反撥性評価試験]
長さ70mm、幅10mm、厚さ75μmのポリエチレンテレフタレート(PET)フィルムを、該PETフィルムの長手方向の一端にて、長さ30mm、幅10mm、厚さ2mmのポリカーボネート板の下面に固定する。次いで、該PETフィルムを長手方向に沿って折り曲げて、該折り曲げられたPETフィルムの長手方向の他端を、粘着シートにより3mm×10mmの接着面積で該ポリカーボネート板の上面に固定する。この状態を65℃90%RH72時間の条件で保持する(耐反撥性評価試験)。そして、72時間経過後(試験終了時)の該粘着シートの該ポリカーボネート板からの浮き高さ[mm]を測定する。
〔2〕 前記粘着剤層はアクリル系ポリマーを含み、該アクリル系ポリマーは、ヘプチルアクリレートを含むモノマー成分の重合物である、上記〔1〕に記載の携帯電子機器。
〔3〕 前記粘着剤層のガラス転移温度は-15℃~15℃の範囲内である、ここで該粘着剤層のガラス転移温度とは、動的粘弾性測定におけるtanδのピーク温度から求められるガラス転移温度をいう、上記〔1〕または〔2〕に記載の携帯電子機器。
〔4〕 前記粘着剤層は粘着付与樹脂をさらに含む、上記〔1〕~〔3〕のいずれかに記載の携帯電子機器。
〔5〕 前記粘着剤層は、ロジン系粘着付与樹脂およびテルペン系粘着付与樹脂から選択される少なくとも1種を含む、上記〔1〕~〔4〕のいずれかに記載の携帯電子機器。
〔6〕 前記粘着剤層中の粘着付与樹脂の含有量は、ベースポリマー(好ましくはアクリル系ポリマー)100重量部に対して70重量部以下である、上記〔1〕~〔5〕のいずれかに記載の携帯電子機器。
〔7〕 前記粘着剤層はアクリル系オリゴマーをさらに含む、上記〔1〕~〔6〕のいずれかに記載の携帯電子機器。
〔8〕 前記粘着剤層を形成するための粘着剤組成物は、イソシアネート系架橋剤およびエポキシ系架橋剤から選択される少なくとも1種を含む、上記〔1〕~〔7〕のいずれかに記載の携帯電子機器。
〔9〕 前記粘着シートは、ステンレス鋼板に対する180度剥離強度が20N/25mm以上である、上記〔1〕~〔8〕のいずれかに記載の携帯電子機器。
〔1〕 携帯電子機器であって、
前記携帯電子機器を構成する部材には、粘着シートが接合されており、
前記粘着シートは、粘着剤層を有しており、
下記の方法で実施される耐反撥性評価試験において、試験終了時の浮き高さが2.0mm以下であり、
JIS K6855に準拠して実施される耐衝撃試験による衝撃接着強さが0.3J/cm2以上である、携帯電子機器。
[耐反撥性評価試験]
長さ70mm、幅10mm、厚さ75μmのポリエチレンテレフタレート(PET)フィルムを、該PETフィルムの長手方向の一端にて、長さ30mm、幅10mm、厚さ2mmのポリカーボネート板の下面に固定する。次いで、該PETフィルムを長手方向に沿って折り曲げて、該折り曲げられたPETフィルムの長手方向の他端を、粘着シートにより3mm×10mmの接着面積で該ポリカーボネート板の上面に固定する。この状態を65℃90%RH72時間の条件で保持する(耐反撥性評価試験)。そして、72時間経過後(試験終了時)の該粘着シートの該ポリカーボネート板からの浮き高さ[mm]を測定する。
〔2〕 前記粘着剤層はアクリル系ポリマーを含み、該アクリル系ポリマーは、ヘプチルアクリレートを含むモノマー成分の重合物である、上記〔1〕に記載の携帯電子機器。
〔3〕 前記粘着剤層のガラス転移温度は-15℃~15℃の範囲内である、ここで該粘着剤層のガラス転移温度とは、動的粘弾性測定におけるtanδのピーク温度から求められるガラス転移温度をいう、上記〔1〕または〔2〕に記載の携帯電子機器。
〔4〕 前記粘着剤層は粘着付与樹脂をさらに含む、上記〔1〕~〔3〕のいずれかに記載の携帯電子機器。
〔5〕 前記粘着剤層は、ロジン系粘着付与樹脂およびテルペン系粘着付与樹脂から選択される少なくとも1種を含む、上記〔1〕~〔4〕のいずれかに記載の携帯電子機器。
〔6〕 前記粘着剤層中の粘着付与樹脂の含有量は、ベースポリマー(好ましくはアクリル系ポリマー)100重量部に対して70重量部以下である、上記〔1〕~〔5〕のいずれかに記載の携帯電子機器。
〔7〕 前記粘着剤層はアクリル系オリゴマーをさらに含む、上記〔1〕~〔6〕のいずれかに記載の携帯電子機器。
〔8〕 前記粘着剤層を形成するための粘着剤組成物は、イソシアネート系架橋剤およびエポキシ系架橋剤から選択される少なくとも1種を含む、上記〔1〕~〔7〕のいずれかに記載の携帯電子機器。
〔9〕 前記粘着シートは、ステンレス鋼板に対する180度剥離強度が20N/25mm以上である、上記〔1〕~〔8〕のいずれかに記載の携帯電子機器。
〔11〕 粘着剤層を有する粘着シートであって、
下記の方法で実施される耐反撥性評価試験において、試験終了時の浮き高さが2.0mm以下であり、
JIS K6855に準拠して実施される耐衝撃試験による衝撃接着強さが0.3J/cm2以上である、粘着シート。
[耐反撥性評価試験]
長さ70mm、幅10mm、厚さ75μmのポリエチレンテレフタレート(PET)フィルムを、該PETフィルムの長手方向の一端にて、長さ30mm、幅10mm、厚さ2mmのポリカーボネート板の下面に固定する。次いで、該PETフィルムを長手方向に沿って折り曲げて、該折り曲げられたPETフィルムの長手方向の他端を、粘着シートにより3mm×10mmの接着面積で該ポリカーボネート板の上面に固定する。この状態を65℃90%RH72時間の条件で保持する(耐反撥性評価試験)。そして、72時間経過後(試験終了時)の該粘着シートの該ポリカーボネート板からの浮き高さ[mm]を測定する。
〔12〕 前記粘着剤層はアクリル系ポリマーを含み、該アクリル系ポリマーは、ヘプチルアクリレートを含むモノマー成分の重合物である、上記〔11〕に記載の粘着シート。
〔13〕 前記粘着剤層のガラス転移温度は-15℃~15℃の範囲内である、ここで該粘着剤層のガラス転移温度とは、動的粘弾性測定におけるtanδのピーク温度から求められるガラス転移温度をいう、上記〔11〕または〔12〕に記載の粘着シート。
〔14〕 前記粘着剤層は粘着付与樹脂をさらに含む、上記〔11〕~〔13〕のいずれかに記載の粘着シート。
〔15〕 前記粘着剤層は、ロジン系粘着付与樹脂およびテルペン系粘着付与樹脂から選択される少なくとも1種を含む、上記〔11〕~〔14〕のいずれかに記載の粘着シート。
〔16〕 前記粘着剤層中の粘着付与樹脂の含有量は、ベースポリマー(好ましくはアクリル系ポリマー)100重量部に対して70重量部以下である、上記〔11〕~〔15〕のいずれかに記載の粘着シート。
〔17〕 前記粘着剤層はアクリル系オリゴマーをさらに含む、上記〔11〕~〔16〕のいずれかに記載の粘着シート。
〔18〕 前記粘着剤層を形成するための粘着剤組成物は、イソシアネート系架橋剤およびエポキシ系架橋剤から選択される少なくとも1種を含む、上記〔11〕~〔17〕のいずれかに記載の粘着シート。
〔19〕 ステンレス鋼板に対する180度剥離強度が20N/25mm以上である、上記〔11〕~〔18〕のいずれかに記載の粘着シート。
〔20〕 携帯電子機器において部材の固定に用いられる、上記〔11〕~〔19〕のいずれかに記載の粘着シート。
〔21〕 上記〔11〕~〔20〕のいずれかに記載の粘着シートを含む携帯電子機器。
下記の方法で実施される耐反撥性評価試験において、試験終了時の浮き高さが2.0mm以下であり、
JIS K6855に準拠して実施される耐衝撃試験による衝撃接着強さが0.3J/cm2以上である、粘着シート。
[耐反撥性評価試験]
長さ70mm、幅10mm、厚さ75μmのポリエチレンテレフタレート(PET)フィルムを、該PETフィルムの長手方向の一端にて、長さ30mm、幅10mm、厚さ2mmのポリカーボネート板の下面に固定する。次いで、該PETフィルムを長手方向に沿って折り曲げて、該折り曲げられたPETフィルムの長手方向の他端を、粘着シートにより3mm×10mmの接着面積で該ポリカーボネート板の上面に固定する。この状態を65℃90%RH72時間の条件で保持する(耐反撥性評価試験)。そして、72時間経過後(試験終了時)の該粘着シートの該ポリカーボネート板からの浮き高さ[mm]を測定する。
〔12〕 前記粘着剤層はアクリル系ポリマーを含み、該アクリル系ポリマーは、ヘプチルアクリレートを含むモノマー成分の重合物である、上記〔11〕に記載の粘着シート。
〔13〕 前記粘着剤層のガラス転移温度は-15℃~15℃の範囲内である、ここで該粘着剤層のガラス転移温度とは、動的粘弾性測定におけるtanδのピーク温度から求められるガラス転移温度をいう、上記〔11〕または〔12〕に記載の粘着シート。
〔14〕 前記粘着剤層は粘着付与樹脂をさらに含む、上記〔11〕~〔13〕のいずれかに記載の粘着シート。
〔15〕 前記粘着剤層は、ロジン系粘着付与樹脂およびテルペン系粘着付与樹脂から選択される少なくとも1種を含む、上記〔11〕~〔14〕のいずれかに記載の粘着シート。
〔16〕 前記粘着剤層中の粘着付与樹脂の含有量は、ベースポリマー(好ましくはアクリル系ポリマー)100重量部に対して70重量部以下である、上記〔11〕~〔15〕のいずれかに記載の粘着シート。
〔17〕 前記粘着剤層はアクリル系オリゴマーをさらに含む、上記〔11〕~〔16〕のいずれかに記載の粘着シート。
〔18〕 前記粘着剤層を形成するための粘着剤組成物は、イソシアネート系架橋剤およびエポキシ系架橋剤から選択される少なくとも1種を含む、上記〔11〕~〔17〕のいずれかに記載の粘着シート。
〔19〕 ステンレス鋼板に対する180度剥離強度が20N/25mm以上である、上記〔11〕~〔18〕のいずれかに記載の粘着シート。
〔20〕 携帯電子機器において部材の固定に用いられる、上記〔11〕~〔19〕のいずれかに記載の粘着シート。
〔21〕 上記〔11〕~〔20〕のいずれかに記載の粘着シートを含む携帯電子機器。
以下、本発明に関するいくつかの実施例を説明するが、本発明をかかる実施例に示すものに限定することを意図したものではない。なお、以下の説明において「部」および「%」は、特に断りがない限り重量基準である。
<実施例1>
(アクリル系ポリマーの合成)
攪拌機、温度計、窒素ガス導入管、還流冷却器および滴下ロートを備えた反応容器に、モノマー成分としてのn-ヘプチルアクリレート(n-HpA)94部およびアクリル酸(AA)6部と、重合溶媒としての酢酸エチルとを仕込み、窒素ガスを導入しながら2時間撹拌した。このようにして重合系内の酸素を除去した後、重合開始剤として2,2’-アゾビスイソブチロニトリル(AIBN)0.2部を加え、60℃~70℃で8時間溶液重合してアクリル系ポリマーの溶液を得た。このアクリル系ポリマーの重量平均分子量(Mw)は120万であった。Mwの調整は、重合時のモノマー成分の濃度を調節することにより行った。なお、上記n-HpAは、バイオマス由来のヘプチルアルコールを用いて合成された、バイオマス由来のヘプチル基をエステル末端に有する化合物である。
(アクリル系ポリマーの合成)
攪拌機、温度計、窒素ガス導入管、還流冷却器および滴下ロートを備えた反応容器に、モノマー成分としてのn-ヘプチルアクリレート(n-HpA)94部およびアクリル酸(AA)6部と、重合溶媒としての酢酸エチルとを仕込み、窒素ガスを導入しながら2時間撹拌した。このようにして重合系内の酸素を除去した後、重合開始剤として2,2’-アゾビスイソブチロニトリル(AIBN)0.2部を加え、60℃~70℃で8時間溶液重合してアクリル系ポリマーの溶液を得た。このアクリル系ポリマーの重量平均分子量(Mw)は120万であった。Mwの調整は、重合時のモノマー成分の濃度を調節することにより行った。なお、上記n-HpAは、バイオマス由来のヘプチルアルコールを用いて合成された、バイオマス由来のヘプチル基をエステル末端に有する化合物である。
(粘着剤組成物の調製)
上記で得たアクリル系ポリマーの溶液に、該溶液に含まれるアクリル系ポリマー100部に対して、粘着付与樹脂として、テルペンフェノールA(商品名「YSポリスターT-115」、ヤスハラケミカル社製のテルペンフェノール樹脂、軟化点約115℃、水酸基価30~60mgKOH/g)30部と、イソシアネート系架橋剤(商品名「コロネートL」、トリメチロールプロパン/トリレンジイソシアネート3量体付加物の75%酢酸エチル溶液、東ソー社製)3部(固形分基準)と、エポキシ系架橋剤(商品名「TETRAD-C」、1,3-ビス(N,N-ジグリシジルアミノメチル)シクロへキサン、三菱ガス化学社製)0.03部とを加え、攪拌混合して本例に係る粘着剤組成物を調製した。
上記で得たアクリル系ポリマーの溶液に、該溶液に含まれるアクリル系ポリマー100部に対して、粘着付与樹脂として、テルペンフェノールA(商品名「YSポリスターT-115」、ヤスハラケミカル社製のテルペンフェノール樹脂、軟化点約115℃、水酸基価30~60mgKOH/g)30部と、イソシアネート系架橋剤(商品名「コロネートL」、トリメチロールプロパン/トリレンジイソシアネート3量体付加物の75%酢酸エチル溶液、東ソー社製)3部(固形分基準)と、エポキシ系架橋剤(商品名「TETRAD-C」、1,3-ビス(N,N-ジグリシジルアミノメチル)シクロへキサン、三菱ガス化学社製)0.03部とを加え、攪拌混合して本例に係る粘着剤組成物を調製した。
(粘着シートの作製)
得られた粘着剤組成物を、厚さ38μmのポリエステル製剥離フィルム(商品名「ダイアホイルMRF」、三菱ケミカル社製)の剥離面に塗布し、100℃で2分間乾燥させて、厚さ30μmの粘着剤層を形成した。この粘着剤層に、厚さ25μmのポリエステル製剥離フィルム(商品名「ダイアホイルMRF」、厚さ25μm、三菱ケミカル社製)の剥離面を貼り合わせた。このようにして、両面が上記2枚のポリエステル製剥離フィルムで保護された厚さ30μmの基材レス両面粘着シートを得た。
得られた粘着剤組成物を、厚さ38μmのポリエステル製剥離フィルム(商品名「ダイアホイルMRF」、三菱ケミカル社製)の剥離面に塗布し、100℃で2分間乾燥させて、厚さ30μmの粘着剤層を形成した。この粘着剤層に、厚さ25μmのポリエステル製剥離フィルム(商品名「ダイアホイルMRF」、厚さ25μm、三菱ケミカル社製)の剥離面を貼り合わせた。このようにして、両面が上記2枚のポリエステル製剥離フィルムで保護された厚さ30μmの基材レス両面粘着シートを得た。
<実施例2~6および比較例1~4>
アクリル系ポリマーのモノマー組成、Mw、粘着付与樹脂の種類および量、アクリル系オリゴマーの量、架橋剤の種類および量を表1に示すように変更した他は基本的に実施例1と同様の方法により、各例に係る粘着剤組成物をそれぞれ調製し、得られた粘着剤組成物を用いて、実施例1と同様にして各例に係る基材レス両面接着性の粘着シート(厚さ30μm)を作製した。アクリル系ポリマーのMwの調整は、重合時のモノマー成分の濃度を調節することにより行った。
なお、表1中、2EHAは2-エチルヘキシルアクリレートを、BAはn-ブチルアクリレートを、4HBAは4-ヒドロキシブチルアクリレートを、HEAはヒドロキシエチルアクリレートを表す。また、テルペンフェノールBは、ヤスハラケミカル社製の商品名「YSポリスターS-145」(軟化点約145℃、水酸基価70~110mgKOH/gのテルペンフェノール樹脂)であり、ロジンエステルは、荒川化学工業社製の商品名「ペンセルD125」(軟化点125℃、水酸基価32mgKOH/gの重合ロジンエステル)である。
また、アクリル系オリゴマーとしては、次の方法で調製したものを用いた。具体的には、撹拌機、温度計、窒素ガス導入管、還流冷却器、滴下ロートを備えた反応容器に、シクロヘキシルメタクリレート(CHMA)95部およびAA5部と、重合開始剤としてのAIBN10部と、重合溶媒としての酢酸エチルとを仕込み、窒素気流中で1時間撹拌して重合系内の酸素を除去した後、85℃に昇温し、5時間反応させて固形分濃度50%のアクリルオリゴマーを得た。得られたアクリル系オリゴマーのMwは3600であった。
アクリル系ポリマーのモノマー組成、Mw、粘着付与樹脂の種類および量、アクリル系オリゴマーの量、架橋剤の種類および量を表1に示すように変更した他は基本的に実施例1と同様の方法により、各例に係る粘着剤組成物をそれぞれ調製し、得られた粘着剤組成物を用いて、実施例1と同様にして各例に係る基材レス両面接着性の粘着シート(厚さ30μm)を作製した。アクリル系ポリマーのMwの調整は、重合時のモノマー成分の濃度を調節することにより行った。
なお、表1中、2EHAは2-エチルヘキシルアクリレートを、BAはn-ブチルアクリレートを、4HBAは4-ヒドロキシブチルアクリレートを、HEAはヒドロキシエチルアクリレートを表す。また、テルペンフェノールBは、ヤスハラケミカル社製の商品名「YSポリスターS-145」(軟化点約145℃、水酸基価70~110mgKOH/gのテルペンフェノール樹脂)であり、ロジンエステルは、荒川化学工業社製の商品名「ペンセルD125」(軟化点125℃、水酸基価32mgKOH/gの重合ロジンエステル)である。
また、アクリル系オリゴマーとしては、次の方法で調製したものを用いた。具体的には、撹拌機、温度計、窒素ガス導入管、還流冷却器、滴下ロートを備えた反応容器に、シクロヘキシルメタクリレート(CHMA)95部およびAA5部と、重合開始剤としてのAIBN10部と、重合溶媒としての酢酸エチルとを仕込み、窒素気流中で1時間撹拌して重合系内の酸素を除去した後、85℃に昇温し、5時間反応させて固形分濃度50%のアクリルオリゴマーを得た。得られたアクリル系オリゴマーのMwは3600であった。
<評価方法>
[対SUS粘着力]
23℃、50%RHの測定環境下において、粘着シート(両面粘着シート)の一方の粘着面に厚さ50μmのPETフィルムを貼り付けて裏打ちし、幅25mm、長さ100mmのサイズにカットして測定サンプルを作製した。23℃、50%RHの環境下にて、上記測定サンプルの他方の粘着面を、酢酸エチルで洗浄したステンレス鋼板(SUS304BA板)の表面に、2kgのローラを1往復させて圧着した。これを同環境下に72時間放置した後、万能引張圧縮試験機を使用して、JIS Z 0237:2000に準じて、引張速度300mm/分、剥離角度180度の条件で、剥離強度(対SUS粘着力)[N/25mm]を測定した。上記剥離強度の測定において、万能引張圧縮試験機としては、ミネベア社製の「引張圧縮試験機、TG-1kN」またはその相当品が用いられる。なお、片面粘着シートについて上記剥離強度測定を実施する場合、PETフィルムの裏打ちは不要である。基材厚さが薄い場合(例えば基材厚さ25μm以下の場合)は、PETフィルムの裏打ちをしてもよい。
[対SUS粘着力]
23℃、50%RHの測定環境下において、粘着シート(両面粘着シート)の一方の粘着面に厚さ50μmのPETフィルムを貼り付けて裏打ちし、幅25mm、長さ100mmのサイズにカットして測定サンプルを作製した。23℃、50%RHの環境下にて、上記測定サンプルの他方の粘着面を、酢酸エチルで洗浄したステンレス鋼板(SUS304BA板)の表面に、2kgのローラを1往復させて圧着した。これを同環境下に72時間放置した後、万能引張圧縮試験機を使用して、JIS Z 0237:2000に準じて、引張速度300mm/分、剥離角度180度の条件で、剥離強度(対SUS粘着力)[N/25mm]を測定した。上記剥離強度の測定において、万能引張圧縮試験機としては、ミネベア社製の「引張圧縮試験機、TG-1kN」またはその相当品が用いられる。なお、片面粘着シートについて上記剥離強度測定を実施する場合、PETフィルムの裏打ちは不要である。基材厚さが薄い場合(例えば基材厚さ25μm以下の場合)は、PETフィルムの裏打ちをしてもよい。
[耐衝撃試験(振り子)]
JIS K6855(国際規格ISO 9653に対応する。)に基づく振り子形接着せん断衝撃試験機を使用して、耐衝撃性(衝撃接着強さ)[J/cm2]を測定した。試験片としては、各例に係る基材レス両面粘着シートを10mm角にカットした粘着シート片を用いて、10mm角、5mm厚のステンレス鋼(SUS304)板を別のステンレス鋼板(SUS304板)の上に35Nの荷重で10秒間加圧接着した後、室温において48時間養生したものを使用した。測定は、ハンマーエネルギー2.75J、ハンマー速度(衝撃速度)3.5m/秒の条件で行った。
JIS K6855(国際規格ISO 9653に対応する。)に基づく振り子形接着せん断衝撃試験機を使用して、耐衝撃性(衝撃接着強さ)[J/cm2]を測定した。試験片としては、各例に係る基材レス両面粘着シートを10mm角にカットした粘着シート片を用いて、10mm角、5mm厚のステンレス鋼(SUS304)板を別のステンレス鋼板(SUS304板)の上に35Nの荷重で10秒間加圧接着した後、室温において48時間養生したものを使用した。測定は、ハンマーエネルギー2.75J、ハンマー速度(衝撃速度)3.5m/秒の条件で行った。
[Z軸方向耐反撥性試験(高温高湿条件)]
図5の(a)に示すように、長さ30mm、幅10mm、厚さ2mmのポリカーボネート(PC)板50と、長さ70mm、幅10mm、厚さ75μmのPETフィルム60と、を用意し、PC板50とPETフィルム60の長手方向の一端を揃えるようにして重ね合わせ、PETフィルム60の残りの部分がPC板50の他端から突出した状態でPC板50とPETフィルム60とを固定した。上記固定には市販の両面粘着テープ(日東電工社製、「No.5000NS」)を使用した。
2枚の剥離ライナーで両粘着面が保護された各例に係る粘着シートを幅3mm、長さ10mmのサイズにカットして粘着シート試料片70を用意した。PC板50のPETフィルムの固定面とは反対側の表面を上側に設置し、上記粘着シート試料片70から一方の剥離ライナーを剥がして、PC板50の幅方向と粘着シート試料片70の長手方向とを一致させて、PC板50の上面において他端から7mmおよび10mmの線上に粘着シート試料片70の幅方向両端が来るようにして粘着シート試料片70をPC板50の上面に貼り付け固定した。上記固定は、粘着シート試料片70のもう一方の剥離ライナーで保護された上面を2kgローラを一往復させることによって行った。
次いで、23℃、50%RHの環境下にて、PC板50に貼り付けた粘着シート試料片70のもう一方の剥離ライナーを剥がして、図5の(b)に示すように、PC板50に固定されたPETフィルム60のPC板50からの突出部分(長さ40mm)をPC板50側に折り返して、粘着シート試料片70とPETフィルム60の他端(自由端)とを一致させて、0.1kgのローラをPETフィルム60上から1往復させることにより、折り曲げられたPETフィルム60の他端を粘着シート試料片70を介してPC板50上面に固定し、これを65℃90%RHの環境に曝した。同環境に72時間曝した後、粘着シート試料片70とPETフィルム60との接着状態が保持されたかどうかを確認し、図5の(c)に示すようにPETフィルム60が剥がれた場合を「剥がれ」と判定した。PETフィルム60が保持されていた場合は、粘着シート試料片70からのPETフィルム60の浮き高さ[mm]をマイクロスコープを用いて測定した。測定は3回行い、その最低値を記録した。なお、上記浮き高さは、粘着シート試料片70の厚さを含む高さである。
この評価方法によると、従来の耐反撥性評価と異なり、実質的に粘着シートの厚さ方向(Z軸方向)のみからなる引き剥がし荷重に対する耐反撥性を、65℃90%RHという高温高湿の過酷な条件で評価することが可能であり、さらに経時的な観察を行うことにより持続的な耐反撥性を評価することができる。
図5の(a)に示すように、長さ30mm、幅10mm、厚さ2mmのポリカーボネート(PC)板50と、長さ70mm、幅10mm、厚さ75μmのPETフィルム60と、を用意し、PC板50とPETフィルム60の長手方向の一端を揃えるようにして重ね合わせ、PETフィルム60の残りの部分がPC板50の他端から突出した状態でPC板50とPETフィルム60とを固定した。上記固定には市販の両面粘着テープ(日東電工社製、「No.5000NS」)を使用した。
2枚の剥離ライナーで両粘着面が保護された各例に係る粘着シートを幅3mm、長さ10mmのサイズにカットして粘着シート試料片70を用意した。PC板50のPETフィルムの固定面とは反対側の表面を上側に設置し、上記粘着シート試料片70から一方の剥離ライナーを剥がして、PC板50の幅方向と粘着シート試料片70の長手方向とを一致させて、PC板50の上面において他端から7mmおよび10mmの線上に粘着シート試料片70の幅方向両端が来るようにして粘着シート試料片70をPC板50の上面に貼り付け固定した。上記固定は、粘着シート試料片70のもう一方の剥離ライナーで保護された上面を2kgローラを一往復させることによって行った。
次いで、23℃、50%RHの環境下にて、PC板50に貼り付けた粘着シート試料片70のもう一方の剥離ライナーを剥がして、図5の(b)に示すように、PC板50に固定されたPETフィルム60のPC板50からの突出部分(長さ40mm)をPC板50側に折り返して、粘着シート試料片70とPETフィルム60の他端(自由端)とを一致させて、0.1kgのローラをPETフィルム60上から1往復させることにより、折り曲げられたPETフィルム60の他端を粘着シート試料片70を介してPC板50上面に固定し、これを65℃90%RHの環境に曝した。同環境に72時間曝した後、粘着シート試料片70とPETフィルム60との接着状態が保持されたかどうかを確認し、図5の(c)に示すようにPETフィルム60が剥がれた場合を「剥がれ」と判定した。PETフィルム60が保持されていた場合は、粘着シート試料片70からのPETフィルム60の浮き高さ[mm]をマイクロスコープを用いて測定した。測定は3回行い、その最低値を記録した。なお、上記浮き高さは、粘着シート試料片70の厚さを含む高さである。
この評価方法によると、従来の耐反撥性評価と異なり、実質的に粘着シートの厚さ方向(Z軸方向)のみからなる引き剥がし荷重に対する耐反撥性を、65℃90%RHという高温高湿の過酷な条件で評価することが可能であり、さらに経時的な観察を行うことにより持続的な耐反撥性を評価することができる。
[曲面接着/耐衝撃複合評価試験]
粘着シート(両面粘着シート)を10mm×80mmのサイズにカットし、一方の粘着面を露出させて、同じサイズ(10mm×80mm)にカットした厚さ0.1mmのステンレス鋼板(SUS304板)に貼り付けて裏打ちして試験片を作製した。この試験片を、室温(23℃)環境下、ラミネータを用いて、被着体に圧着した後、同環境下で24時間保持した。被着体としては、20mm×100mmのサイズにカットした厚さ0.4mmのステンレス鋼板(SUS304板)を用いた。次いで、試験片の貼り付けられた被着体(ステンレス鋼板)の長手方向を弦長70mmとなるよう湾曲させて、室温(23℃)環境下にて30分保持した。30分保持後、被着体表面から浮きあがりが認められた試験片については「不合格」と判定し、この時点で試験を終了した。
浮きあがりが認められなかった試験片については、試験片の貼り付けられた被着体を湾曲状態から解放し、凸面(試験片側)を上側にして平面に載置した。そして、試験片から5cmの高さから2kgのおもり(球体)を落下させた。おもりを落下させた後、室温(23℃)環境下にて、試験片の貼り付けられた被着体の長手方向を再度弦長70mmとなるよう湾曲させて、試験片端部における浮きあがりの有無を観察した。被着体表面から浮きあがりが認められなかった試験片については「合格」と判定し、被着体表面から浮きあがりが認められた試験片については「不合格」と判定した。
粘着シート(両面粘着シート)を10mm×80mmのサイズにカットし、一方の粘着面を露出させて、同じサイズ(10mm×80mm)にカットした厚さ0.1mmのステンレス鋼板(SUS304板)に貼り付けて裏打ちして試験片を作製した。この試験片を、室温(23℃)環境下、ラミネータを用いて、被着体に圧着した後、同環境下で24時間保持した。被着体としては、20mm×100mmのサイズにカットした厚さ0.4mmのステンレス鋼板(SUS304板)を用いた。次いで、試験片の貼り付けられた被着体(ステンレス鋼板)の長手方向を弦長70mmとなるよう湾曲させて、室温(23℃)環境下にて30分保持した。30分保持後、被着体表面から浮きあがりが認められた試験片については「不合格」と判定し、この時点で試験を終了した。
浮きあがりが認められなかった試験片については、試験片の貼り付けられた被着体を湾曲状態から解放し、凸面(試験片側)を上側にして平面に載置した。そして、試験片から5cmの高さから2kgのおもり(球体)を落下させた。おもりを落下させた後、室温(23℃)環境下にて、試験片の貼り付けられた被着体の長手方向を再度弦長70mmとなるよう湾曲させて、試験片端部における浮きあがりの有無を観察した。被着体表面から浮きあがりが認められなかった試験片については「合格」と判定し、被着体表面から浮きあがりが認められた試験片については「不合格」と判定した。
各例の粘着シートの概要および評価結果を表1に示す。

表1に示されるように、実施例1~6に係る粘着シートは、耐衝撃試験の結果が0.3J/cm2以上であり、Z軸方向耐反撥性試験の浮き高さが2.0mm以下であり、曲面接着/耐衝撃複合評価試験において、被着体からの浮きが生じなかった。一方、比較例1、3~4は、Z軸方向耐反撥性試験において剥がれたか(比較例1、3)、あるいはZ軸方向耐反撥性試験の浮き高さが2.0mmを超え(比較例4)、曲面接着/耐衝撃複合評価試験の結果が不合格であった。また、比較例2は、耐衝撃試験の結果が0.3J/cm2未満となり、曲面接着/耐衝撃複合評価試験において、衝撃付与後に1mm程度の浮きが発生し、不合格の結果となった。
上記の結果から、Z軸方向耐反撥性試験の浮き高さが2.0mm以下であり、耐衝撃試験による衝撃接着強さが0.3J/cm2以上である粘着シートによると、曲面形状に対して良好に密着し、落下等の衝撃が加えられた場合であっても剥がれが生じない優れた接着信頼性を有するものとなり得ることがわかる。
上記の結果から、Z軸方向耐反撥性試験の浮き高さが2.0mm以下であり、耐衝撃試験による衝撃接着強さが0.3J/cm2以上である粘着シートによると、曲面形状に対して良好に密着し、落下等の衝撃が加えられた場合であっても剥がれが生じない優れた接着信頼性を有するものとなり得ることがわかる。
以上、本発明の具体例を詳細に説明したが、これらは例示にすぎず、請求の範囲を限定するものではない。請求の範囲に記載の技術には、以上に例示した具体例を様々に変形、変更したものが含まれる。
1,2,3 粘着シート
10 支持基材
10A 第一面
10B 第二面(背面)
21 粘着剤層(第一粘着剤層)
21A 粘着面(第一粘着面)
21B 第二粘着面
22 粘着剤層(第二粘着剤層)
22A 粘着面(第二粘着面)
31,32 剥離ライナー
100,200,300 剥離ライナー付き粘着シート
10 支持基材
10A 第一面
10B 第二面(背面)
21 粘着剤層(第一粘着剤層)
21A 粘着面(第一粘着面)
21B 第二粘着面
22 粘着剤層(第二粘着剤層)
22A 粘着面(第二粘着面)
31,32 剥離ライナー
100,200,300 剥離ライナー付き粘着シート
Claims (8)
- 粘着剤層を有する粘着シートであって、
下記の方法で実施される耐反撥性評価試験において、試験終了時の浮き高さが2.0mm以下であり、
JIS K6855に準拠して実施される耐衝撃試験による衝撃接着強さが0.3J/cm2以上である、粘着シート。
[耐反撥性評価試験]
長さ70mm、幅10mm、厚さ75μmのポリエチレンテレフタレート(PET)フィルムを、該PETフィルムの長手方向の一端にて、長さ30mm、幅10mm、厚さ2mmのポリカーボネート板の下面に固定する。次いで、該PETフィルムを長手方向に沿って折り曲げて、該折り曲げられたPETフィルムの長手方向の他端を、粘着シートにより3mm×10mmの接着面積で該ポリカーボネート板の上面に固定する。この状態を65℃90%RH72時間の条件で保持する(耐反撥性評価試験)。そして、72時間経過後(試験終了時)の該粘着シートの該ポリカーボネート板からの浮き高さ[mm]を測定する。 - 前記粘着剤層はアクリル系ポリマーを含み、該アクリル系ポリマーは、ヘプチルアクリレートを含むモノマー成分の重合物である、請求項1に記載の粘着シート。
- 前記粘着剤層のガラス転移温度は-15℃~15℃の範囲内である、ここで該粘着剤層のガラス転移温度とは、動的粘弾性測定におけるtanδのピーク温度から求められるガラス転移温度をいう、請求項1または2に記載の粘着シート。
- 前記粘着剤層は粘着付与樹脂をさらに含む、請求項1~3のいずれか一項に記載の粘着シート。
- 前記粘着剤層はアクリル系オリゴマーをさらに含む、請求項1~4のいずれか一項に記載の粘着シート。
- 前記粘着剤層を形成するための粘着剤組成物は、イソシアネート系架橋剤およびエポキシ系架橋剤から選択される少なくとも1種を含む、請求項1~5のいずれか一項に記載の粘着シート。
- ステンレス鋼板に対する180度剥離強度が20N/25mm以上である、請求項1~6のいずれか一項に記載の粘着シート。
- 携帯電子機器において部材の固定に用いられる、請求項1~7のいずれか一項に記載の粘着シート。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-108024 | 2022-07-04 | ||
| JP2022108024A JP7321328B1 (ja) | 2022-07-04 | 2022-07-04 | 粘着シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024009531A1 true WO2024009531A1 (ja) | 2024-01-11 |
Family
ID=87474524
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/045739 WO2024009531A1 (ja) | 2022-07-04 | 2022-12-12 | 粘着シート |
Country Status (2)
| Country | Link |
|---|---|
| JP (2) | JP7321328B1 (ja) |
| WO (1) | WO2024009531A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015028134A (ja) * | 2013-06-25 | 2015-02-12 | 日東電工株式会社 | 粘着剤組成物、表面保護フィルム、及び、光学部材 |
| WO2015037378A1 (ja) * | 2013-09-10 | 2015-03-19 | 積水化学工業株式会社 | 電子機器用粘着シート |
| JP2016044203A (ja) * | 2014-08-20 | 2016-04-04 | 株式会社クラレ | アクリル系粘着剤組成物及び粘着製品 |
| JP2020164615A (ja) * | 2019-03-29 | 2020-10-08 | 日東電工株式会社 | 粘着シート |
| WO2021125278A1 (ja) * | 2019-12-18 | 2021-06-24 | 積水化学工業株式会社 | 粘着剤組成物、粘着テープ、電子機器部品又は車載部品の固定方法、及び、電子機器部品又は車載部品の製造方法 |
| JP7128389B1 (ja) * | 2021-03-22 | 2022-08-30 | 積水化学工業株式会社 | 粘着テープ、電子機器部品又は車載機器部品の固定方法、及び、電子機器又は車載機器の製造方法 |
-
2022
- 2022-07-04 JP JP2022108024A patent/JP7321328B1/ja active Active
- 2022-12-12 WO PCT/JP2022/045739 patent/WO2024009531A1/ja unknown
-
2023
- 2023-07-25 JP JP2023120674A patent/JP2024007550A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015028134A (ja) * | 2013-06-25 | 2015-02-12 | 日東電工株式会社 | 粘着剤組成物、表面保護フィルム、及び、光学部材 |
| WO2015037378A1 (ja) * | 2013-09-10 | 2015-03-19 | 積水化学工業株式会社 | 電子機器用粘着シート |
| JP2016044203A (ja) * | 2014-08-20 | 2016-04-04 | 株式会社クラレ | アクリル系粘着剤組成物及び粘着製品 |
| JP2020164615A (ja) * | 2019-03-29 | 2020-10-08 | 日東電工株式会社 | 粘着シート |
| WO2021125278A1 (ja) * | 2019-12-18 | 2021-06-24 | 積水化学工業株式会社 | 粘着剤組成物、粘着テープ、電子機器部品又は車載部品の固定方法、及び、電子機器部品又は車載部品の製造方法 |
| JP7128389B1 (ja) * | 2021-03-22 | 2022-08-30 | 積水化学工業株式会社 | 粘着テープ、電子機器部品又は車載機器部品の固定方法、及び、電子機器又は車載機器の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7321328B1 (ja) | 2023-08-04 |
| JP2024006795A (ja) | 2024-01-17 |
| JP2024007550A (ja) | 2024-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7175622B2 (ja) | アクリル系粘着剤組成物および粘着シート | |
| WO2020013168A1 (ja) | 粘着シート | |
| WO2024009531A1 (ja) | 粘着シート | |
| JP7387824B1 (ja) | 粘着シート | |
| KR20230047165A (ko) | 보강용 필름, 광학 부재 및 전자 부재 | |
| KR102607273B1 (ko) | 점착 시트 | |
| WO2023188482A1 (ja) | 粘着シート | |
| WO2024057561A1 (ja) | 粘着シート | |
| JP7176153B2 (ja) | 粘着シート | |
| JP7114685B2 (ja) | 粘着シート | |
| JP7321329B1 (ja) | 粘着シート | |
| WO2022054789A1 (ja) | 粘着シート | |
| JP7321343B1 (ja) | 両面粘着シート | |
| WO2023027091A1 (ja) | 積層体 | |
| WO2022054787A1 (ja) | 粘着シート | |
| KR20230047162A (ko) | 보강용 필름, 광학 부재 및 전자 부재 | |
| KR20230047163A (ko) | 보강용 필름, 광학 부재 및 전자 부재 | |
| KR20230047164A (ko) | 보강용 필름, 광학 부재 및 전자 부재 | |
| JP2023064541A (ja) | 粘着シート | |
| JP2019070101A (ja) | アクリル系粘着剤組成物および粘着シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22950323 Country of ref document: EP Kind code of ref document: A1 |