WO2023112319A1 - Electrostatic coating gun - Google Patents
Electrostatic coating gun Download PDFInfo
- Publication number
- WO2023112319A1 WO2023112319A1 PCT/JP2021/046796 JP2021046796W WO2023112319A1 WO 2023112319 A1 WO2023112319 A1 WO 2023112319A1 JP 2021046796 W JP2021046796 W JP 2021046796W WO 2023112319 A1 WO2023112319 A1 WO 2023112319A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- holding
- electrode
- gun body
- holding member
- electrostatic coating
- Prior art date
Links
- 238000009503 electrostatic coating Methods 0.000 title claims abstract description 34
- 230000005684 electric field Effects 0.000 claims abstract description 57
- 239000003973 paint Substances 0.000 claims abstract description 15
- 238000002347 injection Methods 0.000 claims description 32
- 239000007924 injection Substances 0.000 claims description 32
- 230000002093 peripheral effect Effects 0.000 claims description 23
- 229920003002 synthetic resin Polymers 0.000 claims description 10
- 239000000057 synthetic resin Substances 0.000 claims description 10
- 238000007789 sealing Methods 0.000 claims description 5
- 239000007921 spray Substances 0.000 claims description 4
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 29
- 229920005989 resin Polymers 0.000 description 14
- 239000011347 resin Substances 0.000 description 14
- 239000011248 coating agent Substances 0.000 description 13
- 238000000576 coating method Methods 0.000 description 13
- 239000000843 powder Substances 0.000 description 11
- 238000001746 injection moulding Methods 0.000 description 9
- 239000004831 Hot glue Substances 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 230000004308 accommodation Effects 0.000 description 6
- 150000002500 ions Chemical class 0.000 description 6
- 239000007788 liquid Substances 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 238000005192 partition Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/08—Plant for applying liquids or other fluent materials to objects
Definitions
- the present invention relates to an electrostatic coating gun.
- the electrostatic coating apparatus disclosed in Patent Document 1 includes a nozzle connected to the ground for spraying paint onto an object to be coated, a corona electrode for charging the paint sprayed from the nozzle, and a corona electrode. and a conductive ring for generating an electric field therebetween.
- the conductive ring increases the electric field strength of the corona electrode compared to the absence of the conductive ring. When the electric field strength near the corona electrode is increased, a large amount of atmospheric ions are generated and a large amount of charged paint is produced.
- the corona electrode has a pin shape, whereas the conductive ring has an annular shape. Therefore, it is difficult to stabilize the electric field generated between the corona electrode and the conductive ring, and as a result, it is difficult to obtain a stable electrostatic effect.
- the present invention was completed based on the above circumstances, and aims to stabilize the electrostatic effect.
- the electrostatic coating gun of the present invention is gun body, a nozzle provided at the front end of the gun body; a pin-shaped discharge electrode for charging the paint sprayed from the nozzle; and at least one electrode pin for generating an electric field with the discharge electrode.
- the electrostatic coating gun of the present invention Since the electrostatic coating gun of the present invention generates an electric field between the pin-shaped discharge electrode and the electrode pin, the electric field can be stabilized, and as a result, the electrostatic effect can be stabilized. Thereby, unevenness of coating can be reduced.
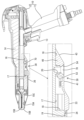
- FIG. 2 is a perspective view of the electrostatic coating gun of the first embodiment as viewed obliquely downward and forward.
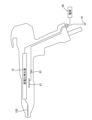
- Top view of electrostatic spray gun Partially enlarged front view of the electrostatic coating gun Partial cutaway side view of electrostatic spray gun
- Front view of electric field control member Plan view of holding member
- Plan view showing the state of the electrode unit at the time of manufacture Perspective view of the electrode unit when attached to the holding member, viewed obliquely from above and behind
- FIG. 4 is a perspective view of the state in which the electrode unit is attached to the holding member, viewed obliquely from above and behind; Partially enlarged cross-sectional side view showing the connection structure between the elastic connection member of the gun body and the grounding member of the electric field control member.
- Explanatory diagram showing the electrical configuration of the electrostatic coating gun The perspective view which looked at the electrostatic coating gun of the present Example 2 from diagonally upper front.
- Plan view of the holding member of the second embodiment FIG. 11 is an exploded perspective view of the holding member of the second embodiment; Explanatory diagram showing the electrical configuration of the electrostatic coating gun of the third embodiment.
- the electrostatic coating gun preferably has an electric field control member attached to the gun body. It is preferable that the electric field control member has the electrode pin and a holding member that holds the electrode pin. According to this configuration, there is no need to provide the gun body with a structure for holding the electrode pin, and the structure of the gun body can be simplified.
- the electric field control member has a resistive element provided on a path between the electrode pin and the ground, and the resistive element is held by the holding member.
- the output current of the discharge electrode is lower than the configuration without the resistance element, and the electric field strength to the coating object is increased, so that the efficiency of coating the charged paint to the coating object can be improved. can.
- the resistive element is held by the holding member and integrated as the electric field control member, the output current of the discharge electrode can be adjusted by attaching the electric field control member with the number and type of resistive elements adjusted to the gun body. be able to.
- the electric field control member has a synthetic resin injection-molded portion integrally formed with the holding member, and the resistance element is embedded in the injection-molded portion. According to this configuration, it is possible to ensure the insulation of the resistance element.
- the output current of the discharge electrode can be adjusted not only by the resistive element but also by the variable resistor.
- the electric field control member has an injection-molded portion made of synthetic resin formed integrally with the holding member, and the injection-molded portion includes the electrode pins of the electrode unit including the electrode pins. At least a portion of the portion other than the front end portion is preferably embedded.
- the "embedded" form includes a form that is embedded inside the injection-molded part and is not exposed from the outer surface of the injection-molded part, and a form that is exposed to the outer surface of the injection-molded part but does not protrude from the outer surface of the injection-molded part. including. According to this configuration, at least a portion of the portion of the electrode unit excluding the front end portion of the electrode pin is embedded in the injection molded portion.
- the injection pressure causes the synthetic resin material to adhere to the electrode unit, so there is no gap between the injection molded part and the electrode unit. As a result, it is possible to prevent a ground fault from occurring at a portion of the electrode unit other than the electrode pin during electrostatic coating.
- the holding member covers only a part of the outer peripheral surface of the gun body in the circumferential direction. According to this configuration, compared to a configuration in which the holding member covers the entire outer peripheral surface of the gun body, operability is improved due to the reduction in size and weight, and material costs can be reduced.
- the holding member is formed with an electrode holding portion for holding the electrode pin. According to this configuration, it is possible to prevent the electrode pin from being displaced due to the injection pressure in the injection molding process.
- the electrode unit includes a resistive element
- the holding member is formed with a resistive holding portion that holds the resistive element in a positioned state. According to this configuration, it is possible to prevent the resistance element from being displaced due to the injection pressure in the injection molding process.
- the electrode unit includes a grounding member connectable to an elastic connection member for grounding provided on the gun body, and an exposed portion of the grounding member on the outer surface of the injection-molded portion is provided on the outer surface of the injection-molded portion. It is preferable that a surrounding seal portion is integrally formed, and the seal portion is in liquid-tight contact with the gun body. According to this configuration, it is possible to prevent the connection portion between the elastic connection member and the ground member from being exposed to water without providing a seal member separate from the injection molded portion.
- the holding member has an engaging portion that is pivotably fitted to the gun body, and a fixing portion that is fixed to the gun body by a fastening member. According to this configuration, compared to the case where the holding member is attached to the gun body using a plurality of fastening members, only one fixing portion can be fixed by the fastening member. As a result, workability is improved when attaching the holding member to the gun body.
- the gun body is provided with an elastic connecting member for grounding
- the holding member is provided with a grounding member connected to the elastic connecting member when the holding member is attached to the gun body
- the grounding member is preferably formed with a contact surface with which the elastic connection member is brought into contact with the elastic connection member in an elastically deformed state.
- a continuous surface forming an obtuse angle with respect to the outer peripheral surface of the gun body is preferably formed on the outer surface of the holding member.
- FIG. 1, 2, 4, 7, and 12 is defined as front in the following description.
- 1, 3 to 6, 8, 9, 11, 13 to 15 are defined as upward and downward.
- the electrostatic coating gun of Example 1 is used when performing electrostatic coating using powder coating, and is applied to a hand gun that is held by an operator to perform coating.
- the electrostatic coating gun is configured by assembling a gun body 10 and an electric field control member 30.
- the gun body 10 has a vertically long grip 11 to be gripped by an operator, and a body 12 that extends in the front-rear direction and continues from the upper end of the grip 11 .
- a trigger 13 is provided on the grip 11 .
- the body 12 accommodates a high voltage generator 14 that generates a high voltage.
- the high voltage generator 14 converts an AC voltage input from the power supply 90 (see FIG. 16) side into a high voltage DC voltage and outputs the high voltage DC voltage.
- the high voltage generator 14 has a transformer, a booster circuit, and an output resistor.
- the booster circuit is composed of, for example, a Cockcroft-Walton type booster rectifier circuit.
- the booster circuit boosts and rectifies the AC voltage input from the transformer to convert it into a high DC voltage.
- the output side of the booster circuit is connected to the output resistor, for example by a metal wire.
- the front end of the body 12 is provided with a nozzle 15A, a nozzle cap 15B, a cap nut 15C, and a discharge electrode 15D.
- the nozzle 15A sprays the paint supplied to the gun body 10 to the outside.
- the nozzle cap 15B is connected to the body 12 via a cap nut 15C and covers the front end side of the nozzle 15A.
- the discharge electrode 15D is made of metal, for example, and has a pin shape. The pin shape also includes a needle shape.
- the output resistor of the high voltage generator 14 is connected to the discharge electrode 15D, and the high voltage output from the high voltage generator 14 is applied to cause corona discharge at the tip of the discharge electrode 15D. Ions of the same polarity as the high voltage are produced.
- the ions generated near the discharge electrode 15D charge the paint sprayed from the nozzle 15A.
- a mounting portion 16 for mounting the electric field control member 30 is provided on the outer peripheral surface of the body 12 .
- the mounting portion 16 is arranged in the front-rear direction central portion of the lower surface side region of the body 12 .
- a front end portion of the mounting portion 16 forms a symmetrical mounting recess 17 formed by recessing a semi-circumferential area of the lower surface of the body 12 .
- the front end of the inner surface of the mounting portion 16 (mounting recess 17 ) in the outer peripheral surface of the body 12 functions as a stopper 18 forming a right angle with the lower surface (outer peripheral surface) of the body 12 .
- a laterally elongated slit-like locking hole 19 is formed in the circumferential central portion of the stopper 18 (lowermost end portion of the stopper 18).
- a female threaded hole 20 is formed at the rear end of the mounting portion 16 with its axis directed vertically. The axial direction of the female screw hole 20 is perpendicular to the opening direction of the locking hole 19 in the stopper 18 .
- a rectangular opening 21 that communicates the inside and outside of the body 12 is formed in the front-rear direction central portion of the mounting portion 16 (between the locking hole 19 and the female screw hole 20) (see FIG. 15).
- the opening 21 opens in a region biased to the right side of the central portion of the body 12 and the mounting portion 16 in the left-right direction.
- an elastic connection member 22 provided inside the body 12 is exposed through the opening 21 .
- the elastic connection member 22 is composed of a compression coil spring with its axis directed vertically.
- the elastic connection member 22 is connected to a ground portion (not shown) at the rear end of the gun main body 10 (body 12) via a crimp terminal 23 and an electric wire 24.
- the grounding portion is made of a conductive resin material and is grounded via a grounding conductive path (not shown) in the grip 11 .
- a rectangular area surrounding the opening 21 of the lower surface of the mounting portion 16 functions as a sealing surface 25 .
- the electric field control member 30 is obtained by integrating the case 31 and the electrode unit 60 .
- the case 31 is composed of a holding member 32 made of synthetic resin and an injection-molded portion 55 integrated with the holding member 32 as a molded part by injection molding.
- the holding member 32 is a member molded as a single piece having a curved portion 33 and a dish-shaped portion 40 projecting rearwardly from the curved portion 33 .
- the holding member 32 is made of a synthetic resin material with high heat resistance.
- the curved portion 33 When viewed from the front of the holding member 32, the curved portion 33 has an arcuate shape that bulges downward.
- the outer peripheral surface of the curved portion 33 in a front view has a semicircular arc shape.
- the radius of curvature of the outer peripheral surface of the curved portion 33 is slightly larger than the radius of curvature of the front adjacent region 26 (see FIGS. 1 and 4) of the outer peripheral surface of the body 12 adjacent to the front end of the mounting portion 16 .
- a locking portion 34 projecting forward in a plate-like shape is formed at the lower end portion (central portion of the curved portion 33 in the circumferential direction) of the front surface of the curved portion 33 .
- the curved portion 33 is formed with a box portion 35 .
- the box portion 35 is composed of a pair of laterally symmetrical side plate portions 36 rising upward from the inner peripheral surface of the curved portion 33, and a horizontal upper plate portion 37 formed by connecting the upper edges of the both side plate portions 36 to each other. .
- the inside of the box portion 35 is open at both front and rear end faces.
- a pair of left-right symmetrical electrode holding portions 38 are formed at both ends of the curved portion 33 in the circumferential direction.
- the electrode holding portion 38 projects radially outward (lateral direction) and has a rib-like shape extending in the front-rear direction.
- Electrode holding holes 39 are formed in the left and right electrode holding portions 38 so as to pass through the electrode holding portions 38 in the front-rear direction.
- the horizontal distance between the pair of symmetrical electrode holding holes 39 is larger than the diameter of the front adjacent region 26 of the body 12 .
- the dish-shaped portion 40 has a symmetrical shape and a shovel shape with a pointed rear end.
- the maximum width dimension (horizontal dimension) of the dish-shaped portion 40 is smaller than the width dimension of the curved portion 33 .
- the outer surface of the dish-shaped portion 40 is composed of a flat horizontal lower surface portion 41 , a pair of symmetrical side continuous surfaces 42 , and a rear continuous surface 43 .
- the side continuous surfaces 42 extend obliquely upward and outward from the left and right side edges of the lower surface portion 41 .
- the rear continuous surface 43 is a curved surface with a small curvature and extends obliquely upward and rearward from the rear end of the lower surface portion 41 .
- the rear continuous surface 43 continues to the rear edge of the lower surface portion 41 and the rear edges of the left and right side continuous surfaces 42 .
- the rear continuous surface 43 (the rear end region of the dish-shaped portion 40) has a shape that gradually narrows toward the rear end.
- a housing recess 44 is formed in the front end of the dish-shaped part 40 by recessing the upper surface of the dish-shaped part 40 . In the front-rear direction, the accommodation recess 44 is formed only in a region behind the rear end of the electrode holding hole 39 .
- a front wall of the housing recess 44 is formed by the curved portion 33 .
- a rear wall of the housing recess 44 is formed by a partition wall portion 45 .
- Left and right side walls of the housing recess 44 are formed by left and right side wall portions 46 having side continuous surfaces 42 .
- a pair of left and right lead wire holding portions 47 are formed in the housing recess 44 .
- the pair of lead wire holding portions 47 are arranged with an interval in the left-right direction, and rise upward from a position near the rear surface of the curved portion 33 (the front surface of the accommodation recess 44 ) in the bottom surface of the accommodation recess 44 .
- a holding portion 48 for resistance is formed in the housing recess 44 so as to protrude upward from the bottom surface of the housing recess 44 .
- a plurality (four in the first embodiment) of resistance holding grooves 49 are formed in the resistance holding portion 48 so as to be aligned in the left-right direction.
- the resistance holding groove 49 is open to the upper surface and both front and rear surfaces of the resistance holding portion 48 .
- the resistance holding groove 49 has an inner peripheral surface whose front view shape is a major arc.
- a grounding holding portion 50 is formed in the housing recess 44 so as to protrude upward from the bottom surface of the housing recess 44 .
- the ground holding portion 50 is composed of a pair of left-right symmetrical ground holding projections 51 arranged concentrically in an arc shape in a plan view.
- a pair of front and rear notch portions 52 are formed between the pair of earth holding projections 51 by cutting downward from the upper end of the earth holding portion 50 .
- a cylindrical fixing portion 53 is formed at the rear end portion of the dish-shaped portion 40 with its axis directed vertically.
- a through-hole 54 is formed in the hollow interior of the fixed portion 53 so as to pass vertically through the dish-shaped portion 40 (holding member 32 ).
- the fixing portion 53 is arranged at the rear end portion of the lower surface portion 41 .
- the fixing portion 53 and the locking portion 34 are arranged in the center of the holding member 32 in the left-right direction.
- the fixing portion 53 and the locking portion 34 are arranged in a positional relationship separated from each other in the front-rear direction.
- the injection molded part 55 is provided for the purpose of ensuring insulation of the electrode unit 60, and is made of an insulating hot-melt adhesive or a two-liquid resin.
- the injection molded portion 55 has a first molded portion 56 and a pair of symmetrical second molded portions 57 .
- the first molded portion 56 is a portion of the injection molded portion 55 that is housed within the housing recess 44 .
- the first molded portion 56 has a form in which the entire accommodation recess 44 is filled.
- the upper surface of the first molding portion 56 is continuous with the upper surface of the upper plate portion 37 of the box portion 35 and the upper surface of the partition wall portion 45 at the same height.
- the entire lead wire holding portion 47 , the entire resistance holding portion 48 , and the entire ground holding portion 50 are embedded inside the first molded portion 56 .
- a pair of symmetrical seal portions 58 are formed on the upper surface of the first molded portion 56 .
- the seal portion 58 has a shape protruding from the upper surface of the first molded portion 56 .
- the shape of the seal portion 58 in a plan view is a rectangular frame shape with long sides oriented in the front-rear direction.
- the right seal portion 58 is arranged to surround the ground holding portion 50 in plan view.
- the pair of left and right second molded portions 57 are configured to rise upward from the rear end portion of the first molded portion 56 along the rear of the curved portion 33 .
- the electrode unit 60 includes a pair of symmetrical electrode pins 61, a plurality of (four in the first embodiment) resistive elements 63, one grounding member 64, and one and a long lead wire 68 made of metal.
- the electrode pin 61 is a metal component elongated in the front-rear direction.
- the electrode pin 61 is pin-shaped.
- the pin shape also includes a needle shape.
- the front end of the electrode pin 61 is arranged behind the front end of the discharge electrode 15D.
- a circular large-diameter portion 62 having an increased diameter is formed at the rear end portion of the electrode pin 61 .
- the resistance element 63 has a cylindrical shape with its axis extending in the front-rear direction.
- the grounding member 64 is a cylindrical metal component with its axis directed vertically.
- a circular enlarged diameter portion 65 having a larger diameter is formed at the upper end portion of the ground member 64 .
- the upper surface of the enlarged diameter portion 65 functions as a contact surface 66 .
- Each resistance element 63 has a pair of short lead wires 67 extending in the front-rear direction from its front and rear ends.
- the ground member 64 has one short lead wire 67 extending radially outward. Both the long lead wire 68 and the short lead wire 67 are plastically deformable, and have a shape retainability of holding a constant shape due to the rigidity of the lead wires 67 and 68 themselves.
- the pair of electrode units 60 are arranged with a space left and right facing in the front-rear direction.
- the rear ends (large-diameter portions 62 ) of both electrode pins 61 are connected to each other via a conductive path composed of a long linear lead wire 68 .
- the plurality of resistive elements 63 are arranged in series in the front-rear direction behind the electrode pin 61 .
- the grounding member 64 is arranged in line with the row of the resistance elements 63 behind the rearmost resistance element 63 .
- the pair of electrode pins 61 and the foremost resistance element 63 are connected via a conductive path formed by fixing a long lead wire 68 and a short lead wire 67 of the foremost resistance element 63 by welding 69 in a T-shape.
- Adjacent resistive elements 63 are connected to each other via conductive paths in which the short lead wires 67 of the adjoining resistive elements 63 are fixed in a straight line by welding 69 .
- the resistance element 63 at the rearmost end and the grounding member 64 are connected via a conductive path in which the short lead wire 67 of the resistance element 63 and the short lead wire 67 of the grounding member 64 are fixed by welding 69 in a straight line.
- the electrode pin 61, the resistance element 63, and the grounding member 64 are arranged so as to match the positions of the electrode holding portion 38, the resistance holding portion 48, and the grounding holding portion 50, respectively.
- the pair of electrode pins 61 are arranged parallel to each other with a space left and right.
- the plurality of resistive elements 63 are arranged in parallel in the left-right direction with the short lead wires 67 extending in the front-rear direction.
- a plurality of parallel resistor elements 63 are arranged diagonally below and behind the pair of electrode pins 61 and arranged between the pair of electrode pins 61 in the left-right direction.
- the ground member 64 is arranged near the right side of the row of the resistance elements 63 .
- a pair of arcuate portions 68 ⁇ /b>A connected to the electrode pin 61 are formed by plastically deforming them in an arcuate shape along the curved portion 33 .
- a region of the long lead wire 68 between the pair of arcuate portions 68A is a linear portion 68L.
- the conductive paths (short lead wires 67) connecting the resistive elements 63 are plastically deformed so as to form a "U" shape in plan view.
- the conductive path (short lead wire 67) connecting the resistance element 63 located at the rearmost end in FIG. 10 and the grounding member 64 is plastically deformed to form an "L shape".
- the electrode unit 60 deformed into the above configuration is temporarily assembled to the holding member 32 as shown in FIGS.
- the electrode pin 61 is inserted into the electrode holding hole 39 from the rear side of the electrode holding portion 38 and penetrated, and the large diameter portion 62 is brought into contact with the front surface of the curved portion 33 .
- the electrode pin 61 is positioned vertically and horizontally with respect to the holding member 32 and is positioned so as not to move relative to the front. Only the front end portion of the electrode pin 61 protrudes in front of the electrode holding portion 38 .
- the arcuate portion 68A of the long lead wire 68 is arranged along the rear surface of the curved portion 33.
- a base end portion of the arcuate portion 68A of the elongated lead wire 68 that continues to the linear portion 68L is accommodated in the accommodation recess 44 .
- the entire linear portion 68L is also accommodated within the accommodation recess 44 .
- Both left and right ends of the linear portion 68L are positioned so as to be sandwiched between the rear surface of the curved portion 33 and the lead wire holding portion 47 in the front-rear direction.
- the plurality of resistance elements 63 are individually press-fitted into the plurality of resistance holding grooves 49 from above the resistance holding portion 48 .
- the resistance element 63 is positioned with respect to the holding member 32 in the up-down direction, the left-right direction, and the front-rear direction.
- the grounding member 64 is press-fitted between the pair of grounding holding projections 51 from above the grounding holding portion 50 , and the enlarged diameter portion 65 is brought into contact with the upper ends of the grounding holding projections 51 .
- the plurality of short lead wires 67 are arranged forward or rearward of the holding portion 48 for resistance.
- the resistance element 63 , the grounding member 64 and the plurality of short lead wires 67 are housed in the housing recess 44 .
- the holding member 32 temporarily assembled with the electrode unit 60 is set in a mold for injection molding (not shown). Inside the mold, there are a cavity (not shown) formed by the housing recess 44, a cavity (not shown) formed between the curved portion 33 and the mold, and an internal space of the box portion 35. A cavity (not shown) is secured. A molten insulating hot-melt adhesive or two-component resin is injected under pressure into these cavities.
- the hot-melt adhesive or two-liquid resin injected under pressure is filled between the holding member 32 and the parts 61, 62, 63, 64, 67 constituting the electrode unit 60 by the injection pressure, and the electrodes are formed.
- the entire parts constituting the unit 60 are in close contact with each other without gaps.
- Hot melt adhesives or two-part resins cure in a short time.
- the injection-molded portion 55 is integrated with the holding member 32, and the case 31 (the holding member 32 and the injection-molded portion 55) and the electrode unit 60 are formed. are integrated. Thus, the manufacture of the electric field control member 30 is completed.
- the electrode unit 60 is embedded in the injection-molded portion 55 .
- the electrode pin 61 only the large diameter portion 62 is embedded in the injection molded portion 55 , but most of the electrode pin 61 ahead of the large diameter portion 62 is located outside the injection molded portion 55 .
- the grounding member 64 the upper surface (contact surface 66 ) of the enlarged diameter portion 65 is exposed on the upper surface of the injection molded portion 55 , but the entire grounding member 64 including the enlarged diameter portion 65 is located on the injection molded portion 55 . embedded inside.
- the front ends of the left and right electrode pins 61 project forward from the electrode holding holes 39 (the electrode holding portions 38).
- the electrode unit 60 Since the hot-melt adhesive or two-liquid resin is injected under pressure, there is concern that the electrode unit 60 may be misaligned due to the injection pressure. However, since the electrode pin 61 is inserted into the electrode holding hole 39 and the large diameter portion 62 is in contact with the rear surface of the curved portion 33 , the electrode pin 61 is not displaced from the holding member 32 . Since the long lead wire 68 is sandwiched between the rear surface of the curved portion 33 and the lead wire holding portion 47 , the long lead wire 68 is not displaced in the front-rear direction with respect to the holding member 32 . Since the resistance element 63 is press-fitted into the resistance holding groove 49 , the position of the resistance element 63 does not shift with respect to the holding member 32 . Since the grounding member 64 is elastically sandwiched between the grounding holding projections 51 , the position of the grounding member 64 does not shift with respect to the holding member 32 .
- the electric field control member 30 manufactured as described above is attached to the gun body 10 .
- the attitude of the electric field control member 30 is tilted so that the upper surface of the injection molded portion 55 is lowered toward the rear, and the locking portion 34 at the front end of the holding member 32 is aligned with the locking hole 19 of the gun body 10 . and insert it obliquely from the bottom rear.
- the electric field control member 30 can swing vertically with respect to the gun body 10 with the locking portion between the locking portion 34 and the locking hole 19 as a fulcrum.
- the electric field is controlled with the fitting portion of the locking portion 34 and the locking hole 19 (the upper edge of the opening edge of the locking hole 19) as a fulcrum.
- Lift member 30 the enlarged diameter portion 65 of the ground member 64 is brought into contact with the lower end of the elastic connection member 22, and the elastic connection member 22 is pushed up by the contact surface 66 (upper surface) of the enlarged diameter portion 65 to elastically contract in the vertical direction. Since the outer diameter dimension of the enlarged diameter portion 65 is larger than the outer diameter dimension of the elastic connecting member 22, the enlarged diameter portion 65 and the elastic connecting member 22 can be reliably brought into contact with each other.
- the grounding member 64 is connected to the grounding 91 (see FIG. 16) via the elastic connecting member 22 . That is, the resistance element 63 described above is provided between the electrode pin 61 and the ground 91 as shown in FIG. Since the resistance element 63 is provided between the electrode pin 61 and the ground 91, the output current of the discharge electrode 15D is lowered and the electric field intensity to the object to be coated is increased compared to the configuration without the resistance element 63. Therefore, the efficiency of applying the charged paint to the object to be painted can be improved. Moreover, since the resistance element 63 is held by the holding member 32 and integrated as the electric field control member 30, by attaching the electric field control member 30 with the number and type of the resistance elements 63 adjusted to the gun body 10, the discharge electrode 15D output current can be adjusted.
- the through hole 54 of the fixing portion 53 faces the female threaded hole 20 of the gun body 10 vertically.
- the screw 70 is inserted into the through hole 54 from below the holding member 32 and screwed into the female screw hole 20 of the gun body 10 .
- the seal portion 58 is brought into liquid-tight contact with the seal surface 25 while being elastically deformed. Since the opening 21 of the gun body 10 is sealed by the right sealing portion 58, entry of foreign matter (powder paint) into the gun body 10 through the opening 21 is prevented.
- the left seal portion 58 is brought into close contact with the lower surface of the mounting portion 16 of the gun body 10, so that the holding member 32 (electric field control member 30) with respect to the gun body 10 is laterally moved. Prevents tilting.
- the dish-shaped portion 40 covers the rear end region of the mounting portion 16 of the gun body 10 and the curved portion 33 is fitted into the mounting recess 17 .
- the screw 70 is completely tightened, the process of attaching the electric field control member 30 to the gun body 10 is completed.
- the electric field control member 30 is attached to the body 12 at a position behind the nozzle 15A (in the direction opposite to the direction in which the powder coating material is discharged from the nozzle 15A).
- the front end portions of the pair of left and right electrode pins 61 protrude (expose) forward of the holding member 32 (electrode holding portion 38) behind the nozzle 15A. It has become.
- the pair of electrode pins 61 are positioned near the outer peripheral surface of the gun body 10 and arranged to sandwich the gun body 10 from both left and right sides.
- the powder coating supplied to the gun body 10 is discharged forward from the nozzle 15A while being charged by the high voltage generator 14.
- the powder paint discharged from the nozzle 15A is applied to the surface to be coated by an electric field generated between the nozzle 15A and the surface to be coated (not shown).
- the electric field control member 30 generates an electric field for absorbing free ions between the nozzle 15A and the electrode pin 61 while electrostatic coating is being performed.
- the electric field generated by the electric field control member 30 reduces the amount of free ions in the powder layer of the powder coating applied to the surface to be coated. As a result, the reverse ionization phenomenon (electrostatic repulsion) caused by free ions remaining in the powder layer is suppressed, and the smoothness of the coating film is maintained.
- the electrostatic coating gun of the first embodiment includes a gun body 10 and an electric field control member 30.
- a nozzle 15A is provided at the front end of the gun body 10 for discharging the powder coating material forward.
- the electric field control member 30 is attached to the outer peripheral surface of the gun body 10 at a position behind the nozzle 15A.
- the electric field control member 30 has a plurality of electrode pins 61 that generate an electric field between themselves and the nozzle 15A, and a holding member 32 that holds the plurality of electrode pins 61 spaced apart in the circumferential direction.
- the holding member 32 that holds the plurality of electrode pins 61 has a form that covers only a part of the outer peripheral surface of the gun body 10 in the circumferential direction. Compared to a ring-shaped holding member (not shown) that covers the entire outer peripheral surface of the gun body, the holding member 32 (electric field control member 30) of the first embodiment can be made smaller. Since the holding member 32 is the only part that holds the electrode pin 61, the number of parts can be reduced compared to the case where the electrode pin 61 is held by two parts.
- the electric field control member 30 has an injection-molded portion 55 made of synthetic resin formed integrally with the holding member 32 .
- the electrode unit 60 includes electrode pins 61 . At least a portion of the electrode unit 60 excluding the front end portion of the electrode pin 61 is embedded in the injection molded portion 55 .
- the "embedded" mode includes a mode in which the injection-molded portion 55 is embedded and is not exposed from the outer surface of the injection-molded portion 55, and a mode in which the injection-molded portion 55 is exposed to the outer surface but the injection-molded portion 55 is exposed. and forms that do not protrude from the outer surface.
- the injection pressure causes the synthetic resin material (hot melt adhesive or two-liquid resin) to adhere to the electrode unit 60, so that the gap between the injection molded portion 55 and the electrode unit 60 is reduced. does not occur. As a result, it is possible to prevent a ground fault from occurring at a portion of the electrode unit 60 other than the electrode pin 61 during electrostatic coating.
- the electrode unit 60 includes an electrode pin 61, a resistive element 63 and a ground member 64. Since the holding member 32 is formed with the electrode holding portion 38 for holding the electrode pin 61, it is possible to prevent the electrode pin 61 from being displaced due to the injection pressure in the injection molding process. Since the holding member 32 is formed with the resistance holding portion 48 that holds the resistance element 63 in a positioned state, it is possible to prevent the resistance element 63 from being displaced due to the injection pressure in the injection molding process. Since the holding member 32 is formed with the grounding holding portion 50 that holds the grounding member 64 in a positioned state, it is possible to prevent the grounding member 64 from being displaced due to the injection pressure in the injection molding process.
- the electrode unit 60 includes a grounding member 64 that can be connected to the grounding elastic connection member 22 provided on the gun body 10 .
- a contact surface 66 of the ground member 64 is exposed on the outer surface of the injection molded portion 55 .
- a sealing portion 58 is integrally formed on the outer surface of the injection-molded portion 55 to surround the exposed portion (contact surface 66 ) of the ground member 64 on the outer surface of the injection-molded portion 55 .
- the seal portion 58 is in liquid-tight contact with the gun body 10 . According to this configuration, even if the sealing portion 58 which is separate from the injection molded portion 55 is not provided, the connecting portion between the elastic connecting member 22 and the grounding member 64 is not exposed to water, and foreign matter is prevented from entering the gun body 10 . Intrusion can be prevented.
- the holding member 32 has a locking portion 34 that is pivotably fitted to the gun body 10, and a fixing portion 53 that is fixed to the gun body 10 by a fastening member (a screw 70). According to this configuration, compared to the case where the holding member 32 is attached to the gun body 10 using a plurality of fastening members, only one fixing portion 53 is fixed by the fastening member (the screw 70). . Thereby, workability when attaching the holding member 32 to the gun body 10 is good.
- the gun body 10 is provided with an elastic connecting member 22 for grounding.
- the holding member 32 is provided with a grounding member 64 that is connected to the elastic connecting member 22 when the holding member 32 is attached to the gun body 10 .
- the ground member 64 is formed with a contact surface 66 with which the elastic connecting member 22 is brought into contact with the elastic connecting member 22 in an elastically deformed state.
- the outer diameter dimension of the contact surface 66 is larger than the outer diameter dimension of the elastic connecting member 22 . According to this configuration, the elastic connection member 22 can be connected to the ground member 64 simply by bringing it into contact with the contact surface 66 while being elastically deformed, so workability is good.
- a side continuous surface 42 and a rear continuous surface 43 are formed on the outer surface of the holding member 32 so as to form an obtuse angle with the outer peripheral surface of the gun body 10 .
- the side continuous surface 42 is continuous with the side area of the outer peripheral surface of the body 12 without a groove, gap, recess, or the like.
- the rear continuous surface 43 is continuous with the bottom surface area of the outer peripheral surface of the body 12 without a groove, gap, dent, or the like.
- Example 2 The shape of the electric field control member is not limited to that of the first embodiment.
- the electric field control member is ring-shaped.
- the second embodiment will be described below with reference to FIGS. 17 to 19.
- FIG. the same reference numerals are assigned to the same configurations as those of the first embodiment, and detailed description thereof will be omitted.
- the electrostatic coating gun of Example 2 includes a gun body 210, as shown in FIG.
- the gun body 210 has a grip 11 and a body 212 .
- Inside the body 212 like the body 12 of the first embodiment, the high voltage generator 14, the discharge electrode 15D and the like are provided.
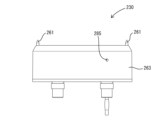
- An electric field control member 230 is attached to the outer circumference of the body 212 .
- the electric field control member 230 has a holding member 232, a pair of left and right electrode pins 261, a resistive element 263, a ground member 264, and lead wires 268.
- a pair of electrode pins 261 are provided on one end side of the lead wire 268 with a space therebetween, and a grounding member 264 is provided on the other end side of the lead wire 268 .
- a resistance element 263 is provided between the member 264 and the member 264 .
- the ground member 264 is connected to the ground 91 (see FIG. 16). That is, the resistive element 263 is provided between the electrode pin 261 and the ground 91 .
- the holding member 232 is made of synthetic resin and has an annular shape, specifically an annular shape.
- the holding member 232 has an annular inner member 281 and an annular outer member 282 arranged outside the inner member 281 .
- the inner member 281 has an annular portion 283 and a flange portion 284 extending radially outward from one axial end of the annular portion 283 .
- the outer member 282 is fitted from the other axial end side of the inner member 281 and screwed to the flange portion 284 .
- a portion of the pair of left and right electrode pins 261 excluding the front end portions and a resistance element 263 are arranged.
- the resistance element 263 is held by the holding member 232 .
- the front ends of the pair of left and right electrode pins 261 are exposed outside the holding member 232 as shown in FIGS. 17 and 18 .
- a resin injection port 285 is formed in the outer member 282 of the holding member 232, as shown in FIGS.
- a resin molded portion (not shown) is formed in the holding member 232 by injecting resin from the resin injection port 285 .
- Parts of the resistor element 263 and the electrode pin 261 excluding the front end part are embedded in the resin molded part.
- the holding member 232 is attached to the gun body 210 as shown in FIG.
- Example 3 a configuration provided with a variable resistor 71 will be described with reference to FIG. In the following description, the same reference numerals are assigned to the same configurations as those of the first embodiment, and detailed description thereof will be omitted.
- a variable resistor 71 is provided between the resistive element 63 and the ground 91. According to this configuration, the output current of the discharge electrode 15 ⁇ /b>D can be adjusted not only by the resistance element 63 but also by the variable resistor 71 .
- the seal portion is formed integrally with the injection-molded portion as means for preventing the connection portion between the elastic connection member and the ground member from being exposed to water. may be used to prevent the connecting portion between the elastic connecting member and the grounding member from being exposed to water.
- the holding member is attached to the gun body by one engaging portion and one fixing portion. A fixed part may be provided.
- attachment of the holding member to the gun body and connection of the grounding member to the elastic connecting member can be performed in one action. The connection may be made in a separate operation.
- the number of electrode pins is two, but the number of electrode pins may be one or three or more.
- the electrostatic coating gun applied to a hand gun that is held by an operator for coating has been described, but the present invention can also be applied to an automatic gun attached to a reciprocator or a robot. can be done.
Abstract
In the present invention, an electrostatic coating gun comprises a gun body (10), a nozzle (15A) provided on the front end of the gun body (10), a pin-form discharge electrode (15D) for charging a paint sprayed from the nozzle (15A), and at least one electrode pin (61) for generating an electric field between the electrode pin and the discharge electrode (15D).
Description
本発明は、静電塗装ガンに関するものである。
The present invention relates to an electrostatic coating gun.
特許文献1に開示される静電塗装装置は、グランドに接続された塗装対象物に向けて塗料を噴霧するノズルと、ノズルから噴霧された塗料を帯電させるためのコロナ電極と、コロナ電極との間に電界を生成する導電リングと、を備えている。導電リングは、コロナ電極の電界強度を導電リングが無い場合に比べて高めるものである。コロナ電極の近傍の電界強度が高められた場合には多量の大気イオンが発生し、多量の帯電塗料が生成される。
The electrostatic coating apparatus disclosed in Patent Document 1 includes a nozzle connected to the ground for spraying paint onto an object to be coated, a corona electrode for charging the paint sprayed from the nozzle, and a corona electrode. and a conductive ring for generating an electric field therebetween. The conductive ring increases the electric field strength of the corona electrode compared to the absence of the conductive ring. When the electric field strength near the corona electrode is increased, a large amount of atmospheric ions are generated and a large amount of charged paint is produced.
しかし、上記静電塗装装置は、コロナ電極がピン状をなしているのに対し、導電リングが環状をなしている。このため、コロナ電極と導電リングとの間に生成される電界が安定しにくく、その結果、安定した静電効果を得られにくいという問題がある。
However, in the above electrostatic coating device, the corona electrode has a pin shape, whereas the conductive ring has an annular shape. Therefore, it is difficult to stabilize the electric field generated between the corona electrode and the conductive ring, and as a result, it is difficult to obtain a stable electrostatic effect.
本発明は上記のような事情に基づいて完成されたものであって、静電効果の安定化を図ることを目的とする。
The present invention was completed based on the above circumstances, and aims to stabilize the electrostatic effect.
本発明の静電塗装ガンは、
ガン本体と、
前記ガン本体の前端部に設けたノズルと、
前記ノズルから噴霧される塗料を帯電させるためのピン状の放電電極と、
前記放電電極との間に電界を発生させる少なくとも1つの電極ピンとを備える。 The electrostatic coating gun of the present invention is
gun body,
a nozzle provided at the front end of the gun body;
a pin-shaped discharge electrode for charging the paint sprayed from the nozzle;
and at least one electrode pin for generating an electric field with the discharge electrode.
ガン本体と、
前記ガン本体の前端部に設けたノズルと、
前記ノズルから噴霧される塗料を帯電させるためのピン状の放電電極と、
前記放電電極との間に電界を発生させる少なくとも1つの電極ピンとを備える。 The electrostatic coating gun of the present invention is
gun body,
a nozzle provided at the front end of the gun body;
a pin-shaped discharge electrode for charging the paint sprayed from the nozzle;
and at least one electrode pin for generating an electric field with the discharge electrode.
本発明の静電塗装ガンは、ピン状の放電電極と電極ピンとの間に電界を発生させるため、電界を安定させることができ、その結果、静電効果を安定化させることができる。これにより、塗装のムラを低減させることができる。
Since the electrostatic coating gun of the present invention generates an electric field between the pin-shaped discharge electrode and the electrode pin, the electric field can be stabilized, and as a result, the electrostatic effect can be stabilized. Thereby, unevenness of coating can be reduced.
前記静電塗装ガンは、前記ガン本体に取り付けられる電界制御部材を備えていることが好ましい。前記電界制御部材は、前記電極ピンと、前記電極ピンを保持する保持部材と、を有していることが好ましい。この構成によれば、電極ピンを保持する構造をガン本体に設ける必要が無く、ガン本体の構造を簡素化することができる。
The electrostatic coating gun preferably has an electric field control member attached to the gun body. It is preferable that the electric field control member has the electrode pin and a holding member that holds the electrode pin. According to this configuration, there is no need to provide the gun body with a structure for holding the electrode pin, and the structure of the gun body can be simplified.
前記電界制御部材は、前記電極ピンとアースとの間の経路に設けられる抵抗素子を有しており、前記抵抗素子は、前記保持部材に保持されていることが好ましい。この構成によれば、抵抗素子がない構成と比較して放電電極の出力電流が低くなり、塗装対象物への電界強度が高まるため、塗装対象物に対する帯電塗料の塗着効率を向上させることができる。しかも、抵抗素子が保持部材に保持されて電界制御部材として一体化されているため、抵抗素子の数や種類を調整した電界制御部材をガン本体に取り付けることで、放電電極の出力電流を調整することができる。
It is preferable that the electric field control member has a resistive element provided on a path between the electrode pin and the ground, and the resistive element is held by the holding member. According to this configuration, the output current of the discharge electrode is lower than the configuration without the resistance element, and the electric field strength to the coating object is increased, so that the efficiency of coating the charged paint to the coating object can be improved. can. Moreover, since the resistive element is held by the holding member and integrated as the electric field control member, the output current of the discharge electrode can be adjusted by attaching the electric field control member with the number and type of resistive elements adjusted to the gun body. be able to.
前記電界制御部材は、前記保持部材と一体をなすように形成された合成樹脂製の射出成形部を有しており、前記射出成形部には、前記抵抗素子が埋設されていることが好ましい。この構成によれば、抵抗素子の絶縁性を確保することができる。
It is preferable that the electric field control member has a synthetic resin injection-molded portion integrally formed with the holding member, and the resistance element is embedded in the injection-molded portion. According to this configuration, it is possible to ensure the insulation of the resistance element.
前記ガン本体の外部において前記抵抗素子とアースとの間の経路に設けられる可変抵抗器を備えることが好ましい。この構成によれば、抵抗素子だけでなく、可変抵抗器によっても放電電極の出力電流を調整することができる。
It is preferable to provide a variable resistor provided on a path between the resistive element and ground outside the gun body. According to this configuration, the output current of the discharge electrode can be adjusted not only by the resistive element but also by the variable resistor.
前記電界制御部材は、前記保持部材と一体をなすように形成された合成樹脂製の射出成形部を有しており、前記射出成形部には、前記電極ピンを含む電極ユニットにおける前記電極ピンの前端部を除いた部位のうち、少なくとも一部が埋設されていることが好ましい。「埋設」の形態は、射出成形部の内部に埋め込まれていて射出成形部の外面から露出しない形態と、射出成形部の外面に露出しているが射出成形部の外面からは突出していない形態とを含む。この構成によれば、電極ユニットにおける電極ピンの前端部を除いた部位のうち、少なくとも一部が、射出成形部内に埋設される。射出成形工程では、射出圧によって合成樹脂材料が電極ユニットに密着するので、射出成形部と電極ユニットとの間に隙間が生じることはない。これにより、静電塗装の際に、電極ユニットのうち電極ピン以外の部位に地絡することを防止できる。
The electric field control member has an injection-molded portion made of synthetic resin formed integrally with the holding member, and the injection-molded portion includes the electrode pins of the electrode unit including the electrode pins. At least a portion of the portion other than the front end portion is preferably embedded. The "embedded" form includes a form that is embedded inside the injection-molded part and is not exposed from the outer surface of the injection-molded part, and a form that is exposed to the outer surface of the injection-molded part but does not protrude from the outer surface of the injection-molded part. including. According to this configuration, at least a portion of the portion of the electrode unit excluding the front end portion of the electrode pin is embedded in the injection molded portion. In the injection molding process, the injection pressure causes the synthetic resin material to adhere to the electrode unit, so there is no gap between the injection molded part and the electrode unit. As a result, it is possible to prevent a ground fault from occurring at a portion of the electrode unit other than the electrode pin during electrostatic coating.
前記保持部材は、前記ガン本体の外周面のうち周方向における一部のみを覆う形態であることが好ましい。この構成によれば、保持部材がガン本体の外周面を全周に亘って覆う形態のものに比べると、小型・軽量化により操作性が向上し、材料コストを低減することができる。
It is preferable that the holding member covers only a part of the outer peripheral surface of the gun body in the circumferential direction. According to this configuration, compared to a configuration in which the holding member covers the entire outer peripheral surface of the gun body, operability is improved due to the reduction in size and weight, and material costs can be reduced.
前記保持部材には、前記電極ピンを保持する電極用保持部が形成されていることが好ましい。この構成によれば、射出成形工程において、電極ピンが射出圧によって位置ずれすることを防止できる。
It is preferable that the holding member is formed with an electrode holding portion for holding the electrode pin. According to this configuration, it is possible to prevent the electrode pin from being displaced due to the injection pressure in the injection molding process.
電極ユニットが抵抗素子を含んでおり、前記保持部材には、前記抵抗素子を位置決め状態に保持する抵抗用保持部が形成されていることが好ましい。この構成によれば、射出成形工程において、抵抗素子が射出圧によって位置ずれすることを防止できる。
It is preferable that the electrode unit includes a resistive element, and the holding member is formed with a resistive holding portion that holds the resistive element in a positioned state. According to this configuration, it is possible to prevent the resistance element from being displaced due to the injection pressure in the injection molding process.
電極ユニットが、前記ガン本体に設けたアース用の弾性接続部材と接続可能なアース部材を含んでおり、前記射出成形部の外面には、前記射出成形部の外面における前記アース部材の露出部分を包囲するシール部が一体形成され、前記シール部が前記ガン本体に対して液密状に密着していることが好ましい。この構成によれば、射出成形部とは別体のシール部材を設けなくても、弾性接続部材とアース部材との接続部分への被水を防止することができる。
The electrode unit includes a grounding member connectable to an elastic connection member for grounding provided on the gun body, and an exposed portion of the grounding member on the outer surface of the injection-molded portion is provided on the outer surface of the injection-molded portion. It is preferable that a surrounding seal portion is integrally formed, and the seal portion is in liquid-tight contact with the gun body. According to this configuration, it is possible to prevent the connection portion between the elastic connection member and the ground member from being exposed to water without providing a seal member separate from the injection molded portion.
前記保持部材は、前記ガン本体に対して揺動可能に嵌合する係止部と、前記ガン本体に対し締結部材によって固定される固定部とを有していることが好ましい。この構成によれば、ガン本体に対する保持部材の取り付けを、複数の締結部材によって行う場合に比べると、締結部材によって固定される固定部を1箇所だけにすることができる。これにより、ガン本体に保持部材を取り付ける際の作業性が良好である。
It is preferable that the holding member has an engaging portion that is pivotably fitted to the gun body, and a fixing portion that is fixed to the gun body by a fastening member. According to this configuration, compared to the case where the holding member is attached to the gun body using a plurality of fastening members, only one fixing portion can be fixed by the fastening member. As a result, workability is improved when attaching the holding member to the gun body.
前記ガン本体にはアース用の弾性接続部材が設けられ、前記保持部材には、前記保持部材を前記ガン本体に取り付けた状態で前記弾性接続部材に接続されるアース部材が設けられ、前記アース部材には、前記弾性接続部材を弾性変形させた状態で接触させる接触面が形成されていることが好ましい。この構成によれば、弾性接続部材を、弾性変形させながら接触面に接触させるだけでアース部材に接続させることができるので、作業性が良い。
The gun body is provided with an elastic connecting member for grounding, the holding member is provided with a grounding member connected to the elastic connecting member when the holding member is attached to the gun body, and the grounding member is preferably formed with a contact surface with which the elastic connection member is brought into contact with the elastic connection member in an elastically deformed state. According to this configuration, the elastic connection member can be connected to the ground member simply by bringing it into contact with the contact surface while being elastically deformed, so workability is good.
前記保持部材の外面には、前記ガン本体の外周面に対して鈍角をなして連なる連続面が形成されていることが好ましい。この構成によれば、ガン本体の外周面と保持部材の外面との境界部分に塗料が残留し難く、ガン本体の外周面と保持部材の外面との境界部分に塗料が残留しても、塗料を除去し易い。
A continuous surface forming an obtuse angle with respect to the outer peripheral surface of the gun body is preferably formed on the outer surface of the holding member. With this configuration, the paint is less likely to remain on the boundary between the outer peripheral surface of the gun body and the outer surface of the holding member. is easy to remove.
<実施例1>
以下、本発明を具体化した実施例1を図1~図16を参照して説明する。尚、以下の説明において、前後の方向については、図1,2,4,7,12における左方を前方と定義する。上下の方向については、図1,3~6,8,9,11,13~15にあらわれる向きを、そのまま上方、下方と定義する。 <Example 1>
A first embodiment embodying the present invention will be described below with reference to FIGS. 1 to 16. FIG. 1, 2, 4, 7, and 12 is defined as front in the following description. 1, 3 to 6, 8, 9, 11, 13 to 15 are defined as upward and downward.
以下、本発明を具体化した実施例1を図1~図16を参照して説明する。尚、以下の説明において、前後の方向については、図1,2,4,7,12における左方を前方と定義する。上下の方向については、図1,3~6,8,9,11,13~15にあらわれる向きを、そのまま上方、下方と定義する。 <Example 1>
A first embodiment embodying the present invention will be described below with reference to FIGS. 1 to 16. FIG. 1, 2, 4, 7, and 12 is defined as front in the following description. 1, 3 to 6, 8, 9, 11, 13 to 15 are defined as upward and downward.
本実施例1の静電塗装ガンは、粉体塗料を使用して静電塗装を行う場合に用いられ、作業者が把持して塗装を行うためのハンドガンに適用したものである。図1~4に示すように、静電塗装ガンは、ガン本体10と電界制御部材30とを組み付けて構成されている。ガン本体10は、作業者が把持するための縦長のグリップ11と、グリップ11の上端部に連なって前後方向に延びたボディ12とを有する。グリップ11には、トリガ13が設けられている。
The electrostatic coating gun of Example 1 is used when performing electrostatic coating using powder coating, and is applied to a hand gun that is held by an operator to perform coating. As shown in FIGS. 1 to 4, the electrostatic coating gun is configured by assembling a gun body 10 and an electric field control member 30. As shown in FIGS. The gun body 10 has a vertically long grip 11 to be gripped by an operator, and a body 12 that extends in the front-rear direction and continues from the upper end of the grip 11 . A trigger 13 is provided on the grip 11 .
図4に示すように、ボディ12の内部には、高電圧を発生させる高電圧発生器14が収容されている。高電圧発生器14は、電源90(図16参照)側から入力される交流電圧を高電圧の直流電圧に変換して出力する。高電圧発生器14は、トランスと、昇圧回路と、出力抵抗とを有している。昇圧回路は、例えばコッククロフト・ウォルトン型の昇圧整流回路で構成されている。昇圧回路は、トランスから入力された交流電圧を昇圧及び整流して直流の高電圧に変換する。昇圧回路の出力側は、例えば金属線によって出力抵抗に接続されている。
As shown in FIG. 4, the body 12 accommodates a high voltage generator 14 that generates a high voltage. The high voltage generator 14 converts an AC voltage input from the power supply 90 (see FIG. 16) side into a high voltage DC voltage and outputs the high voltage DC voltage. The high voltage generator 14 has a transformer, a booster circuit, and an output resistor. The booster circuit is composed of, for example, a Cockcroft-Walton type booster rectifier circuit. The booster circuit boosts and rectifies the AC voltage input from the transformer to convert it into a high DC voltage. The output side of the booster circuit is connected to the output resistor, for example by a metal wire.
図4に示すように、ボディ12の前端部には、ノズル15Aと、ノズルキャップ15Bと、キャップナット15Cと、放電電極15Dと、が設けられている。ノズル15Aは、ガン本体10に供給された塗料を外部に噴霧させる。ノズルキャップ15Bは、キャップナット15Cを介してボディ12に連結されており、ノズル15Aの前端側の周囲を覆っている。放電電極15Dは、例えば金属製であり、ピン状をなしている。ピン状には、針状も含まれる。放電電極15Dには、高電圧発生器14の出力抵抗が接続されており、高電圧発生器14から出力された高電圧が印加され、放電電極15Dの先端部でコロナ放電が生じ、印加された高電圧と同極性のイオンが生成される。放電電極15D近傍で生成されたイオンは、ノズル15Aから噴霧される塗料を帯電させる。
As shown in FIG. 4, the front end of the body 12 is provided with a nozzle 15A, a nozzle cap 15B, a cap nut 15C, and a discharge electrode 15D. The nozzle 15A sprays the paint supplied to the gun body 10 to the outside. The nozzle cap 15B is connected to the body 12 via a cap nut 15C and covers the front end side of the nozzle 15A. The discharge electrode 15D is made of metal, for example, and has a pin shape. The pin shape also includes a needle shape. The output resistor of the high voltage generator 14 is connected to the discharge electrode 15D, and the high voltage output from the high voltage generator 14 is applied to cause corona discharge at the tip of the discharge electrode 15D. Ions of the same polarity as the high voltage are produced. The ions generated near the discharge electrode 15D charge the paint sprayed from the nozzle 15A.
図4に示すように、ボディ12の外周面には、電界制御部材30を取り付けるための取付部16が設けられている。取付部16は、ボディ12の下面側領域における前後方向中央部に配されている。取付部16の前端側部分は、ボディ12の下面の半周領域を凹ませた形態の左右対称な取付凹部17となっている。取付凹部17は、ボディ12の外周面のうち取付部16(取付凹部17)の内面前端部は、ボディ12の下面(外周面)に対して直角をなすストッパ18として機能する。ストッパ18における周方向中央部(ストッパ18の最下端部)には、横長のスリット状をなす係止孔19が形成されている。取付部16の後端部には、軸線を上下方向に向けた雌ネジ孔20が形成されている。雌ネジ孔20の軸線方向は、ストッパ18における係止孔19の開口方向と直交する方向である。
As shown in FIG. 4, a mounting portion 16 for mounting the electric field control member 30 is provided on the outer peripheral surface of the body 12 . The mounting portion 16 is arranged in the front-rear direction central portion of the lower surface side region of the body 12 . A front end portion of the mounting portion 16 forms a symmetrical mounting recess 17 formed by recessing a semi-circumferential area of the lower surface of the body 12 . The front end of the inner surface of the mounting portion 16 (mounting recess 17 ) in the outer peripheral surface of the body 12 functions as a stopper 18 forming a right angle with the lower surface (outer peripheral surface) of the body 12 . A laterally elongated slit-like locking hole 19 is formed in the circumferential central portion of the stopper 18 (lowermost end portion of the stopper 18). A female threaded hole 20 is formed at the rear end of the mounting portion 16 with its axis directed vertically. The axial direction of the female screw hole 20 is perpendicular to the opening direction of the locking hole 19 in the stopper 18 .
取付部16の前後方向中央部(係止孔19と雌ネジ孔20との間)には、ボディ12の内部と外部を連通させる方形の開口部21が形成されている(図15参照)。開口部21は、ボディ12及び取付部16の左右方向中央部よりも右側に偏った領域に開口している。図15に示すように、開口部21には、ボディ12内に設けた弾性接続部材22が露出している。弾性接続部材22は、軸線を上下方向に向けた圧縮コイルバネからなる。弾性接続部材22は、圧着端子23と電線24を介すことより、ガン本体10(ボディ12)の後端部の接地部(図示省略)に接続されている。接地部は導電性樹脂材料からなり、グリップ11内のアース用導電路(図示省略)を介してアースされる。取付部16の下面のうち開口部21を包囲する方形領域は、シール面25として機能する。
A rectangular opening 21 that communicates the inside and outside of the body 12 is formed in the front-rear direction central portion of the mounting portion 16 (between the locking hole 19 and the female screw hole 20) (see FIG. 15). The opening 21 opens in a region biased to the right side of the central portion of the body 12 and the mounting portion 16 in the left-right direction. As shown in FIG. 15 , an elastic connection member 22 provided inside the body 12 is exposed through the opening 21 . The elastic connection member 22 is composed of a compression coil spring with its axis directed vertically. The elastic connection member 22 is connected to a ground portion (not shown) at the rear end of the gun main body 10 (body 12) via a crimp terminal 23 and an electric wire 24. As shown in FIG. The grounding portion is made of a conductive resin material and is grounded via a grounding conductive path (not shown) in the grip 11 . A rectangular area surrounding the opening 21 of the lower surface of the mounting portion 16 functions as a sealing surface 25 .
電界制御部材30は、ケース31と電極ユニット60とを一体化させたものである。ケース31は、合成樹脂製の保持部材32と、成形済み部品としての保持部材32に対し射出成形によって一体化された射出成形部55とから構成されている。図7~9に示すように、保持部材32は、湾曲部33と、湾曲部33から後方へ突出した皿状部40とを有し、単一部品として成形された部材である。保持部材32は、耐熱性の高い合成樹脂材料からなる。
The electric field control member 30 is obtained by integrating the case 31 and the electrode unit 60 . The case 31 is composed of a holding member 32 made of synthetic resin and an injection-molded portion 55 integrated with the holding member 32 as a molded part by injection molding. As shown in FIGS. 7-9, the holding member 32 is a member molded as a single piece having a curved portion 33 and a dish-shaped portion 40 projecting rearwardly from the curved portion 33 . The holding member 32 is made of a synthetic resin material with high heat resistance.
保持部材32を前方から見た正面視において、湾曲部33は下方へ膨らんだ弧状をなしている。正面視における湾曲部33の外周面は、半円弧形をなす。湾曲部33の外周面の曲率半径は、ボディ12の外周面のうち取付部16の前端に隣接する前方隣接領域26(図1,4参照)の曲率半径よりも僅かに大きい。湾曲部33の前面における下端部(湾曲部33の周方向における中央部)には、前方へ板状に突出する係止部34が形成されている。
When viewed from the front of the holding member 32, the curved portion 33 has an arcuate shape that bulges downward. The outer peripheral surface of the curved portion 33 in a front view has a semicircular arc shape. The radius of curvature of the outer peripheral surface of the curved portion 33 is slightly larger than the radius of curvature of the front adjacent region 26 (see FIGS. 1 and 4) of the outer peripheral surface of the body 12 adjacent to the front end of the mounting portion 16 . A locking portion 34 projecting forward in a plate-like shape is formed at the lower end portion (central portion of the curved portion 33 in the circumferential direction) of the front surface of the curved portion 33 .
図8に示すように、湾曲部33には、箱部35が形成されている。箱部35は、湾曲部33の内周面から上方へ立ち上がる左右対称な一対の側板部36と、両側板部36の上端縁同士を連結した形態の水平な上板部37とから構成される。箱部35の内部は前後両端面において開放されている。
As shown in FIG. 8, the curved portion 33 is formed with a box portion 35 . The box portion 35 is composed of a pair of laterally symmetrical side plate portions 36 rising upward from the inner peripheral surface of the curved portion 33, and a horizontal upper plate portion 37 formed by connecting the upper edges of the both side plate portions 36 to each other. . The inside of the box portion 35 is open at both front and rear end faces.
湾曲部33の周方向における両端部には、左右対称な一対の電極用保持部38が形成されている。電極用保持部38は、径方向外方(左右方向)へ張り出し、前後方向にリブ状に延びた形状である。左右両電極用保持部38には、電極用保持部38を前後方向に貫通した形態の電極用保持孔39が形成されている。左右対称な一対の電極用保持孔39間の左右方向の間隔は、ボディ12の前方隣接領域26の直径寸法よりも大きい寸法である。
A pair of left-right symmetrical electrode holding portions 38 are formed at both ends of the curved portion 33 in the circumferential direction. The electrode holding portion 38 projects radially outward (lateral direction) and has a rib-like shape extending in the front-rear direction. Electrode holding holes 39 are formed in the left and right electrode holding portions 38 so as to pass through the electrode holding portions 38 in the front-rear direction. The horizontal distance between the pair of symmetrical electrode holding holes 39 is larger than the diameter of the front adjacent region 26 of the body 12 .
保持部材32を上から見た平面視において、皿状部40は、左右対称な形状であり、後端部が尖ったショベル形をなしている。皿状部40の最大幅寸法(左右方向の寸法)は、湾曲部33の幅寸法よりも小さい。図1に示すように、皿状部40の外面は、平面からなる水平な下面部41と、左右対称な一対の側部連続面42と、後部連続面43とから構成されている。保持部材32を後方から見た背面視において、側部連続面42は、下面部41の左右両側縁から斜め上外側方へ延びている。
In a plan view of the holding member 32 from above, the dish-shaped portion 40 has a symmetrical shape and a shovel shape with a pointed rear end. The maximum width dimension (horizontal dimension) of the dish-shaped portion 40 is smaller than the width dimension of the curved portion 33 . As shown in FIG. 1 , the outer surface of the dish-shaped portion 40 is composed of a flat horizontal lower surface portion 41 , a pair of symmetrical side continuous surfaces 42 , and a rear continuous surface 43 . In a rear view of the holding member 32 from the rear, the side continuous surfaces 42 extend obliquely upward and outward from the left and right side edges of the lower surface portion 41 .
保持部材32を側方から見た側面視において、後部連続面43は、曲率の小さい曲面からなり、下面部41の後端から斜め上後方へ延びている。後部連続面43は、下面部41の後縁及び左右両側部連続面42の後縁に連なっている。保持部材32を下から見た底面視において、後部連続面43(皿状部40の後端側領域)は、後端に向かって次第に幅狭となる形状である。
In a side view of the holding member 32 from the side, the rear continuous surface 43 is a curved surface with a small curvature and extends obliquely upward and rearward from the rear end of the lower surface portion 41 . The rear continuous surface 43 continues to the rear edge of the lower surface portion 41 and the rear edges of the left and right side continuous surfaces 42 . In a bottom view of the holding member 32 from below, the rear continuous surface 43 (the rear end region of the dish-shaped portion 40) has a shape that gradually narrows toward the rear end.
皿状部40の前端部には、皿状部40の上面を凹ませた形態の収容凹部44が形成されている。前後方向において、収容凹部44は、電極用保持孔39の後端よりも後方の領域のみに形成されている。収容凹部44の前面壁は湾曲部33によって構成されている。収容凹部44の後面壁は、隔壁部45によって構成されている。収容凹部44の左右両面壁は、側部連続面42を有する左右両側壁部46によって構成されている。
A housing recess 44 is formed in the front end of the dish-shaped part 40 by recessing the upper surface of the dish-shaped part 40 . In the front-rear direction, the accommodation recess 44 is formed only in a region behind the rear end of the electrode holding hole 39 . A front wall of the housing recess 44 is formed by the curved portion 33 . A rear wall of the housing recess 44 is formed by a partition wall portion 45 . Left and right side walls of the housing recess 44 are formed by left and right side wall portions 46 having side continuous surfaces 42 .
収容凹部44内には、左右一対のリード線用保持部47が形成されている。一対のリード線用保持部47は、左右方向に間隔を空けて配置され、収容凹部44の底面のうち湾曲部33の後面(収容凹部44の前面)に近い位置から上方へ壁状に立ち上がっている。
A pair of left and right lead wire holding portions 47 are formed in the housing recess 44 . The pair of lead wire holding portions 47 are arranged with an interval in the left-right direction, and rise upward from a position near the rear surface of the curved portion 33 (the front surface of the accommodation recess 44 ) in the bottom surface of the accommodation recess 44 . there is
収容凹部44内には、収容凹部44の底面から上方へ突出した形態の抵抗用保持部48が形成されている。抵抗用保持部48には、複数(本実施例1では4つ)の抵抗用保持溝49が左右方向に並んで形成されている。抵抗用保持溝49は、抵抗用保持部48の上面と前後両面とに開口している。抵抗用保持溝49は、正面視形状が優弧である内周面を有する。
A holding portion 48 for resistance is formed in the housing recess 44 so as to protrude upward from the bottom surface of the housing recess 44 . A plurality (four in the first embodiment) of resistance holding grooves 49 are formed in the resistance holding portion 48 so as to be aligned in the left-right direction. The resistance holding groove 49 is open to the upper surface and both front and rear surfaces of the resistance holding portion 48 . The resistance holding groove 49 has an inner peripheral surface whose front view shape is a major arc.
収容凹部44内には、収容凹部44の底面から上方へ突出した形態のアース用保持部50が形成されている。アース用保持部50は、平面視形状が円弧形をなして同心状に配置された左右対称な一対のアース用保持突起51から構成されている。一対のアース用保持突起51の間には、アース用保持部50の上端から下方へ切り込んだ形態の前後一対の切欠部52が形成されている。
A grounding holding portion 50 is formed in the housing recess 44 so as to protrude upward from the bottom surface of the housing recess 44 . The ground holding portion 50 is composed of a pair of left-right symmetrical ground holding projections 51 arranged concentrically in an arc shape in a plan view. A pair of front and rear notch portions 52 are formed between the pair of earth holding projections 51 by cutting downward from the upper end of the earth holding portion 50 .
皿状部40の後端部には、軸線を上下方向に向けた円筒形の固定部53が形成されている。固定部53の中空内は、皿状部40(保持部材32)を上下方向に貫通した形態の貫通孔54が形成されている。固定部53は、下面部41の後端部に配置されている。固定部53と係止部34は、保持部材32の左右方向中央に配置されている。固定部53と係止部34は、互いに前後方向に離隔した位置関係で配置されている。
A cylindrical fixing portion 53 is formed at the rear end portion of the dish-shaped portion 40 with its axis directed vertically. A through-hole 54 is formed in the hollow interior of the fixed portion 53 so as to pass vertically through the dish-shaped portion 40 (holding member 32 ). The fixing portion 53 is arranged at the rear end portion of the lower surface portion 41 . The fixing portion 53 and the locking portion 34 are arranged in the center of the holding member 32 in the left-right direction. The fixing portion 53 and the locking portion 34 are arranged in a positional relationship separated from each other in the front-rear direction.
射出成形部55は、電極ユニット60の絶縁性を確保する目的で設けられ、絶縁性のホットメルト接着剤又は二液性樹脂からなる。射出成形部55は、第1成形部56と、左右対称な一対の第2成形部57とを有する。図5に示すように、第1成形部56は、射出成形部55のうち収容凹部44内に収容された部位である。第1成形部56は収容凹部44の全体に充填された形態である。第1成形部56の上面は、箱部35の上板部37の上面、及び隔壁部45の上面に対して同じ高さで面一状に連続している。第1成形部56の内部には、リード線用保持部47の全体と、抵抗用保持部48の全体と、アース用保持部50の全体とが埋設されている。
The injection molded part 55 is provided for the purpose of ensuring insulation of the electrode unit 60, and is made of an insulating hot-melt adhesive or a two-liquid resin. The injection molded portion 55 has a first molded portion 56 and a pair of symmetrical second molded portions 57 . As shown in FIG. 5 , the first molded portion 56 is a portion of the injection molded portion 55 that is housed within the housing recess 44 . The first molded portion 56 has a form in which the entire accommodation recess 44 is filled. The upper surface of the first molding portion 56 is continuous with the upper surface of the upper plate portion 37 of the box portion 35 and the upper surface of the partition wall portion 45 at the same height. The entire lead wire holding portion 47 , the entire resistance holding portion 48 , and the entire ground holding portion 50 are embedded inside the first molded portion 56 .
第1成形部56の上面には、左右対称な一対のシール部58が形成されている。シール部58は、第1成形部56の上面から突出した形態である。シール部58の平面視形状は、長辺を前後方向に向けた長方形の枠形である。右側のシール部58は、平面視においてアース用保持部50を包囲するように配置されている。左右一対の第2成形部57は、第1成形部56の後端部から湾曲部33の後に沿って上方へ立ち上がった形態である。
A pair of symmetrical seal portions 58 are formed on the upper surface of the first molded portion 56 . The seal portion 58 has a shape protruding from the upper surface of the first molded portion 56 . The shape of the seal portion 58 in a plan view is a rectangular frame shape with long sides oriented in the front-rear direction. The right seal portion 58 is arranged to surround the ground holding portion 50 in plan view. The pair of left and right second molded portions 57 are configured to rise upward from the rear end portion of the first molded portion 56 along the rear of the curved portion 33 .
電極ユニット60は、図10,11に示すように、左右対称な一対の電極ピン61と、複数(本実施例1では4個)の抵抗素子63と、1つのアース部材64と、1本の金属製の長尺リード線68とを備えている。電極ピン61は、前後方向に細長い形状の金属部品である。電極ピン61はピン状をなしている。ピン状には、針状も含まれる。電極ピン61の前端は、放電電極15Dの前端よりも後方に配置される。電極ピン61の後端部には、径寸法を大きくした円形の大径部62が形成されている。抵抗素子63は、軸線を前後方向に向けた円筒形をなす。アース部材64は、軸線を上下方向に向けた円柱形の金属部品である。アース部材64の上端部には、径寸法を大きくした円形の拡径部65が形成されている。拡径部65の上面は接触面66として機能する。
As shown in FIGS. 10 and 11, the electrode unit 60 includes a pair of symmetrical electrode pins 61, a plurality of (four in the first embodiment) resistive elements 63, one grounding member 64, and one and a long lead wire 68 made of metal. The electrode pin 61 is a metal component elongated in the front-rear direction. The electrode pin 61 is pin-shaped. The pin shape also includes a needle shape. The front end of the electrode pin 61 is arranged behind the front end of the discharge electrode 15D. A circular large-diameter portion 62 having an increased diameter is formed at the rear end portion of the electrode pin 61 . The resistance element 63 has a cylindrical shape with its axis extending in the front-rear direction. The grounding member 64 is a cylindrical metal component with its axis directed vertically. A circular enlarged diameter portion 65 having a larger diameter is formed at the upper end portion of the ground member 64 . The upper surface of the enlarged diameter portion 65 functions as a contact surface 66 .
各抵抗素子63は、その前後両端から前後方向に延出する一対の短尺リード線67を有する。アース部材64は径方向外方へ延出する1本の短尺リード線67を有している。長尺リード線68と短尺リード線67は、いずれも、塑性変形が可能であり、各リード線67,68自体の剛性によって一定の形状を保持する形状保持性を有している。
Each resistance element 63 has a pair of short lead wires 67 extending in the front-rear direction from its front and rear ends. The ground member 64 has one short lead wire 67 extending radially outward. Both the long lead wire 68 and the short lead wire 67 are plastically deformable, and have a shape retainability of holding a constant shape due to the rigidity of the lead wires 67 and 68 themselves.
電極ユニット60をケース31と一体化させる前の状態では、図10に示すように、一対の電極ユニット60が、前後方向を向けた状態で、左右に間隔を空けて配置されている。両電極ピン61の後端部(大径部62)同士は、直線状の長尺リード線68からなる導電路を介して接続されている。複数の抵抗素子63は、電極ピン61の後方において前後方向に直列状に並ぶように配置されている。アース部材64は、最後端の抵抗素子63よりも後方において、抵抗素子63の列に並ぶように配置されている。
Before the electrode unit 60 is integrated with the case 31, as shown in FIG. 10, the pair of electrode units 60 are arranged with a space left and right facing in the front-rear direction. The rear ends (large-diameter portions 62 ) of both electrode pins 61 are connected to each other via a conductive path composed of a long linear lead wire 68 . The plurality of resistive elements 63 are arranged in series in the front-rear direction behind the electrode pin 61 . The grounding member 64 is arranged in line with the row of the resistance elements 63 behind the rearmost resistance element 63 .
一対の電極ピン61と最前端の抵抗素子63は、長尺リード線68と最前端の抵抗素子63の短尺リード線67とを溶接69によってT字形に固着した導電路を介して接続されている。隣り合う抵抗素子63同士は、隣り合う抵抗素子63の短尺リード線67同士を溶接69によって一直線状に固着した導電路を介して接続されている。最後端の抵抗素子63とアース部材64は、抵抗素子63の短尺リード線67とアース部材64の短尺リード線67を溶接69によって一直線状に固着した導電路を介して接続されている。
The pair of electrode pins 61 and the foremost resistance element 63 are connected via a conductive path formed by fixing a long lead wire 68 and a short lead wire 67 of the foremost resistance element 63 by welding 69 in a T-shape. . Adjacent resistive elements 63 are connected to each other via conductive paths in which the short lead wires 67 of the adjoining resistive elements 63 are fixed in a straight line by welding 69 . The resistance element 63 at the rearmost end and the grounding member 64 are connected via a conductive path in which the short lead wire 67 of the resistance element 63 and the short lead wire 67 of the grounding member 64 are fixed by welding 69 in a straight line.
次に、電極ユニット60をケース31と一体化させる工程を説明する。電極ユニット60を保持部材32に取り付ける前に、長尺リード線68と短尺リード線67を所定形状に曲げておく。これにより、図11に示すように、電極ピン61と抵抗素子63とアース部材64が、夫々、電極用保持部38と抵抗用保持部48とアース用保持部50の位置に合うように配置される。具体的には、一対の電極ピン61は、左右に間隔を空けて互いに平行をなすように配置される。複数の抵抗素子63は、短尺リード線67が前後方向に延出する向きで左右方向に並列される。並列した複数の抵抗素子63は、一対の電極ピン61の斜め下後方に配置され、左右方向においては一対の電極ピン61の間に配置されている。アース部材64は、抵抗素子63の列の右方近傍に配置されている。
Next, the process of integrating the electrode unit 60 with the case 31 will be described. Before attaching the electrode unit 60 to the holding member 32, the long lead wire 68 and the short lead wire 67 are bent into a predetermined shape. As a result, as shown in FIG. 11, the electrode pin 61, the resistance element 63, and the grounding member 64 are arranged so as to match the positions of the electrode holding portion 38, the resistance holding portion 48, and the grounding holding portion 50, respectively. be. Specifically, the pair of electrode pins 61 are arranged parallel to each other with a space left and right. The plurality of resistive elements 63 are arranged in parallel in the left-right direction with the short lead wires 67 extending in the front-rear direction. A plurality of parallel resistor elements 63 are arranged diagonally below and behind the pair of electrode pins 61 and arranged between the pair of electrode pins 61 in the left-right direction. The ground member 64 is arranged near the right side of the row of the resistance elements 63 .
長尺リード線68の両端部には、湾曲部33に沿うように円弧状に塑性変形させることによって、電極ピン61に連なる一対の弧状部位68Aが形成される。長尺リード線68のうち一対の弧状部位68Aの間の領域は、直線状部位68Lとなっている。抵抗素子63同士を接続する導電路(短尺リード線67)は、平面視において「コ字形」をなすように塑性変形させる。図10において最後端に位置する抵抗素子63とアース部材64とを接続する導電路(短尺リード線67)は、「L字形」をなすように塑性変形させる。
At both ends of the long lead wire 68 , a pair of arcuate portions 68</b>A connected to the electrode pin 61 are formed by plastically deforming them in an arcuate shape along the curved portion 33 . A region of the long lead wire 68 between the pair of arcuate portions 68A is a linear portion 68L. The conductive paths (short lead wires 67) connecting the resistive elements 63 are plastically deformed so as to form a "U" shape in plan view. The conductive path (short lead wire 67) connecting the resistance element 63 located at the rearmost end in FIG. 10 and the grounding member 64 is plastically deformed to form an "L shape".
次に、上記の形態に変形させた電極ユニット60を、図12~14に示すように、電極ユニット60を保持部材32に仮組みする。このとき、電極ピン61を電極用保持部38の後方から電極用保持孔39に挿入して貫通させ、大径部62を湾曲部33の前面に当接させる。これにより電極ピン61は、保持部材32に対して上下方向及び左右方向に位置決めされるとともに、前方へ相対変位しないように位置決めされる。電極用保持部38の前方には、電極ピン61の前端部のみが突出している。
Next, the electrode unit 60 deformed into the above configuration is temporarily assembled to the holding member 32 as shown in FIGS. At this time, the electrode pin 61 is inserted into the electrode holding hole 39 from the rear side of the electrode holding portion 38 and penetrated, and the large diameter portion 62 is brought into contact with the front surface of the curved portion 33 . As a result, the electrode pin 61 is positioned vertically and horizontally with respect to the holding member 32 and is positioned so as not to move relative to the front. Only the front end portion of the electrode pin 61 protrudes in front of the electrode holding portion 38 .
長尺リード線68の弧状部位68Aは、湾曲部33の後面に沿うように配置される。長尺リード線68の弧状部位68Aのうち直線状部位68Lに連なる基端部は、収容凹部44内に収容される。直線状部位68Lの全体も、収容凹部44内に収容される。直線状部位68Lの左右両端部は、湾曲部33の後面とリード線用保持部47との間で前後方向に挟まれるように位置する。
The arcuate portion 68A of the long lead wire 68 is arranged along the rear surface of the curved portion 33. A base end portion of the arcuate portion 68A of the elongated lead wire 68 that continues to the linear portion 68L is accommodated in the accommodation recess 44 . The entire linear portion 68L is also accommodated within the accommodation recess 44 . Both left and right ends of the linear portion 68L are positioned so as to be sandwiched between the rear surface of the curved portion 33 and the lead wire holding portion 47 in the front-rear direction.
複数の抵抗素子63は、抵抗用保持部48の上方から複数の抵抗用保持溝49に個別に圧入される。これにより、抵抗素子63は、保持部材32に対して上下方向、左右方向及び前後方向に位置決めされる。アース部材64は、アース用保持部50の上方から一対のアース用保持突起51の間に圧入し、拡径部65をアース用保持突起51の上端に当接させる。これにより、アース部材64は、保持部材32に対して上下方向、左右方向及び前後方向に位置決めされる。複数の短尺リード線67は、抵抗用保持部48よりも前方又は後方に配置される。抵抗素子63、アース部材64、複数の短尺リード線67は、収容凹部44内に収容される。
The plurality of resistance elements 63 are individually press-fitted into the plurality of resistance holding grooves 49 from above the resistance holding portion 48 . As a result, the resistance element 63 is positioned with respect to the holding member 32 in the up-down direction, the left-right direction, and the front-rear direction. The grounding member 64 is press-fitted between the pair of grounding holding projections 51 from above the grounding holding portion 50 , and the enlarged diameter portion 65 is brought into contact with the upper ends of the grounding holding projections 51 . Thereby, the ground member 64 is positioned with respect to the holding member 32 in the vertical direction, the horizontal direction, and the front-rear direction. The plurality of short lead wires 67 are arranged forward or rearward of the holding portion 48 for resistance. The resistance element 63 , the grounding member 64 and the plurality of short lead wires 67 are housed in the housing recess 44 .
電極ユニット60を仮組みした保持部材32を、射出成形用の金型(図示省略)にセットする。金型内には、収容凹部44によって構成されるキャビティ(図示省略)と、湾曲部33と金型との間に構成されるキャビティ(図示省略)と、箱部35の内部空間によって構成されるキャビティ(図示省略)とが確保される。これらのキャビティ内には、溶融状態の絶縁性のホットメルト接着剤又は二液性樹脂が、加圧状態で注入される。
The holding member 32 temporarily assembled with the electrode unit 60 is set in a mold for injection molding (not shown). Inside the mold, there are a cavity (not shown) formed by the housing recess 44, a cavity (not shown) formed between the curved portion 33 and the mold, and an internal space of the box portion 35. A cavity (not shown) is secured. A molten insulating hot-melt adhesive or two-component resin is injected under pressure into these cavities.
加圧状態で注入されたホットメルト接着剤又は二液性樹脂は、射出圧によって保持部材32と電極ユニット60を構成する各部品61,62,63,64,67との間に充填され、電極ユニット60を構成する各部品の全体に隙間無く密着する。ホットメルト接着剤又は二液性樹脂は短時間で硬化する。ホットメルト接着剤又は二液性樹脂が硬化すると、射出成形部55が保持部材32と一体化した状態で成形されると同時に、ケース31(保持部材32及び射出成形部55)と電極ユニット60とが一体化される。以上により、電界制御部材30の製造が完了する。
The hot-melt adhesive or two-liquid resin injected under pressure is filled between the holding member 32 and the parts 61, 62, 63, 64, 67 constituting the electrode unit 60 by the injection pressure, and the electrodes are formed. The entire parts constituting the unit 60 are in close contact with each other without gaps. Hot melt adhesives or two-part resins cure in a short time. When the hot-melt adhesive or the two-liquid resin is cured, the injection-molded portion 55 is integrated with the holding member 32, and the case 31 (the holding member 32 and the injection-molded portion 55) and the electrode unit 60 are formed. are integrated. Thus, the manufacture of the electric field control member 30 is completed.
射出成形部55が保持部材32と一体化した状態では、電極ユニット60の大部分が射出成形部55内に埋設される。電極ピン61に関しては、大径部62のみが射出成形部55に埋設されているが、電極ピン61のうち大径部62よりも前方の大部分は、射出成形部55の外部に位置する。アース部材64に関しては、拡径部65の上面(接触面66)は、射出成形部55の上面に露出しているが、拡径部65を含むアース部材64の全体は、射出成形部55の内部に埋設されている。左右両電極ピン61の前端部は、電極用保持孔39(電極用保持部38)の前方へ突出している。
When the injection-molded portion 55 is integrated with the holding member 32 , most of the electrode unit 60 is embedded in the injection-molded portion 55 . Regarding the electrode pin 61 , only the large diameter portion 62 is embedded in the injection molded portion 55 , but most of the electrode pin 61 ahead of the large diameter portion 62 is located outside the injection molded portion 55 . As for the grounding member 64 , the upper surface (contact surface 66 ) of the enlarged diameter portion 65 is exposed on the upper surface of the injection molded portion 55 , but the entire grounding member 64 including the enlarged diameter portion 65 is located on the injection molded portion 55 . embedded inside. The front ends of the left and right electrode pins 61 project forward from the electrode holding holes 39 (the electrode holding portions 38).
ホットメルト接着剤又は二液性樹脂は加圧状態で射出されるため、射出圧によって電極ユニット60の位置ずれが懸念される。しかし、電極ピン61は電極用保持孔39に挿入され、大径部62が湾曲部33の後面に当接しているので、電極ピン61が保持部材32に対して位置ずれすることはない。長尺リード線68は、湾曲部33の後面とリード線用保持部47との間に挟まれているので、保持部材32に対して前後方向に位置ずれすることはない。抵抗素子63は、抵抗用保持溝49に圧入されているので、保持部材32に対して位置ずれすることはない。アース部材64は、アース用保持突起51の間で弾性的に挟み付けられているので、保持部材32に対して位置ずれすることはない。
Since the hot-melt adhesive or two-liquid resin is injected under pressure, there is concern that the electrode unit 60 may be misaligned due to the injection pressure. However, since the electrode pin 61 is inserted into the electrode holding hole 39 and the large diameter portion 62 is in contact with the rear surface of the curved portion 33 , the electrode pin 61 is not displaced from the holding member 32 . Since the long lead wire 68 is sandwiched between the rear surface of the curved portion 33 and the lead wire holding portion 47 , the long lead wire 68 is not displaced in the front-rear direction with respect to the holding member 32 . Since the resistance element 63 is press-fitted into the resistance holding groove 49 , the position of the resistance element 63 does not shift with respect to the holding member 32 . Since the grounding member 64 is elastically sandwiched between the grounding holding projections 51 , the position of the grounding member 64 does not shift with respect to the holding member 32 .
上記のようにして製造された電界制御部材30は、ガン本体10に取り付けられる。取り付ける際には、射出成形部55の上面が後方に向かって低くなるように電界制御部材30の姿勢を傾け、保持部材32の前端の係止部34をガン本体10の係止孔19に対して斜め下後方から嵌入する。電界制御部材30は、係止部34と係止孔19との係止部位を支点として、ガン本体10に対して上下方向へ揺動することが可能である。湾曲部33の前端を取付部16のストッパ18に当接させた状態で、係止部34と係止孔19の嵌合部分(係止孔19の開口縁における上縁)を支点として電界制御部材30を持ち上げる。この間、アース部材64の拡径部65を弾性接続部材22の下端に当接させ、弾性接続部材22を拡径部65の接触面66(上面)で押し上げて上下方向に弾縮させる。拡径部65の外径寸法は弾性接続部材22の外径寸法よりも大きいので、拡径部65と弾性接続部材22を確実に接触されることができる。
The electric field control member 30 manufactured as described above is attached to the gun body 10 . When attaching, the attitude of the electric field control member 30 is tilted so that the upper surface of the injection molded portion 55 is lowered toward the rear, and the locking portion 34 at the front end of the holding member 32 is aligned with the locking hole 19 of the gun body 10 . and insert it obliquely from the bottom rear. The electric field control member 30 can swing vertically with respect to the gun body 10 with the locking portion between the locking portion 34 and the locking hole 19 as a fulcrum. With the front end of the curved portion 33 in contact with the stopper 18 of the mounting portion 16, the electric field is controlled with the fitting portion of the locking portion 34 and the locking hole 19 (the upper edge of the opening edge of the locking hole 19) as a fulcrum. Lift member 30 . During this time, the enlarged diameter portion 65 of the ground member 64 is brought into contact with the lower end of the elastic connection member 22, and the elastic connection member 22 is pushed up by the contact surface 66 (upper surface) of the enlarged diameter portion 65 to elastically contract in the vertical direction. Since the outer diameter dimension of the enlarged diameter portion 65 is larger than the outer diameter dimension of the elastic connecting member 22, the enlarged diameter portion 65 and the elastic connecting member 22 can be reliably brought into contact with each other.
アース部材64は、弾性接続部材22を介してアース91(図16参照)に接続される。つまり、上述した抵抗素子63は、図16に示すように、電極ピン61とアース91との間に設けられる。電極ピン61とアース91との間に抵抗素子63が設けられることで、抵抗素子63がない構成と比較して放電電極15Dの出力電流が低くなり、塗装対象物への電界強度が高まる。このため、塗装対象物に対する帯電塗料の塗着効率を向上させることができる。しかも、抵抗素子63が保持部材32に保持されて電界制御部材30として一体化されているため、抵抗素子63の数や種類を調整した電界制御部材30をガン本体10に取り付けることで、放電電極15Dの出力電流を調整することができる。
The grounding member 64 is connected to the grounding 91 (see FIG. 16) via the elastic connecting member 22 . That is, the resistance element 63 described above is provided between the electrode pin 61 and the ground 91 as shown in FIG. Since the resistance element 63 is provided between the electrode pin 61 and the ground 91, the output current of the discharge electrode 15D is lowered and the electric field intensity to the object to be coated is increased compared to the configuration without the resistance element 63. Therefore, the efficiency of applying the charged paint to the object to be painted can be improved. Moreover, since the resistance element 63 is held by the holding member 32 and integrated as the electric field control member 30, by attaching the electric field control member 30 with the number and type of the resistance elements 63 adjusted to the gun body 10, the discharge electrode 15D output current can be adjusted.
左右両シール部58が、ガン本体10の取付部16の下面に当たると、固定部53の貫通孔54が、ガン本体10の雌ネジ孔20と上下に対向する状態となる。この後、ビス70を、保持部材32の下方から貫通孔54に挿入し、ガン本体10の雌ネジ孔20にねじ込む。ビス70を締め付けると、シール部58が弾性変形した状態でシール面25に対して液密状に密着する。ガン本体10の開口部21は右側のシール部58によってシールされるので、開口部21からガン本体10内への異物(粉体塗料)の進入が防止される。シール部58は左右対称に形成されているので、左側のシール部58がガン本体10の取付部16の下面に密着することにより、ガン本体10に対する保持部材32(電界制御部材30)が左右に傾くことが防止される。
When both the left and right seal portions 58 hit the lower surface of the mounting portion 16 of the gun body 10 , the through hole 54 of the fixing portion 53 faces the female threaded hole 20 of the gun body 10 vertically. After that, the screw 70 is inserted into the through hole 54 from below the holding member 32 and screwed into the female screw hole 20 of the gun body 10 . When the screw 70 is tightened, the seal portion 58 is brought into liquid-tight contact with the seal surface 25 while being elastically deformed. Since the opening 21 of the gun body 10 is sealed by the right sealing portion 58, entry of foreign matter (powder paint) into the gun body 10 through the opening 21 is prevented. Since the seal portions 58 are formed bilaterally symmetrically, the left seal portion 58 is brought into close contact with the lower surface of the mounting portion 16 of the gun body 10, so that the holding member 32 (electric field control member 30) with respect to the gun body 10 is laterally moved. Prevents tilting.
シール部58がガン本体10の取付部16の下面に密着すると、皿状部40がガン本体10の取付部16における後端側領域を覆い、湾曲部33が取付凹部17に嵌合される。ビス70の締付けを終了すると、ガン本体10に対する電界制御部材30の取付け工程が完了する。電界制御部材30は、ボディ12のうちノズル15Aよりも後方(ノズル15Aからの粉体塗料の吐出方向とは反対の方向)の位置に取り付けられる。電界制御部材30をガン本体10に取り付けた状態では、左右一対の電極ピン61の前端部が、ノズル15Aよりも後方において保持部材32(電極用保持部38)の前方へ突出(露出)した状態となっている。正面視及び平面視において、一対の電極ピン61は、ガン本体10の外周面の近傍に位置し、ガン本体10を左右両側から挟むように配置される。
When the seal portion 58 is in close contact with the lower surface of the mounting portion 16 of the gun body 10 , the dish-shaped portion 40 covers the rear end region of the mounting portion 16 of the gun body 10 and the curved portion 33 is fitted into the mounting recess 17 . When the screw 70 is completely tightened, the process of attaching the electric field control member 30 to the gun body 10 is completed. The electric field control member 30 is attached to the body 12 at a position behind the nozzle 15A (in the direction opposite to the direction in which the powder coating material is discharged from the nozzle 15A). When the electric field control member 30 is attached to the gun body 10, the front end portions of the pair of left and right electrode pins 61 protrude (expose) forward of the holding member 32 (electrode holding portion 38) behind the nozzle 15A. It has become. In a front view and a plan view, the pair of electrode pins 61 are positioned near the outer peripheral surface of the gun body 10 and arranged to sandwich the gun body 10 from both left and right sides.
静電塗装が行われると、ガン本体10に供給された粉体塗料が、高電圧発生器14によって帯電した状態でノズル15Aから前方へ吐出される。ノズル15Aから吐出された粉体塗料は、ノズル15Aと被塗面(図示省略)との間に発生する電界によって被塗面に塗着される。
When the electrostatic coating is performed, the powder coating supplied to the gun body 10 is discharged forward from the nozzle 15A while being charged by the high voltage generator 14. The powder paint discharged from the nozzle 15A is applied to the surface to be coated by an electric field generated between the nozzle 15A and the surface to be coated (not shown).
静電塗装が行われている間、電界制御部材30は、ノズル15Aと電極ピン61との間にフリーイオンを吸収するための電界を発生させる。電界制御部材30が発生させる電界によって、被塗面に塗着した粉体塗料の粉体層におけるフリーイオンの量が低減される。これにより、粉体層にフリーイオンが残存することに起因する逆電離現象(静電反発)が抑制され、塗膜の平滑性が保たれる。
The electric field control member 30 generates an electric field for absorbing free ions between the nozzle 15A and the electrode pin 61 while electrostatic coating is being performed. The electric field generated by the electric field control member 30 reduces the amount of free ions in the powder layer of the powder coating applied to the surface to be coated. As a result, the reverse ionization phenomenon (electrostatic repulsion) caused by free ions remaining in the powder layer is suppressed, and the smoothness of the coating film is maintained.
本実施例1の静電塗装ガンは、ガン本体10と、電界制御部材30とを備えている。ガン本体10の前端部には、粉体塗料を前方へ吐出させるためのノズル15Aが設けられている。電界制御部材30は、ガン本体10の外周面のうちノズル15Aよりも後方の位置に取り付けられている。電界制御部材30は、ノズル15Aとの間に電界を発生させる複数の電極ピン61と、複数の電極ピン61を周方向に間隔を空けて配置した状態で保持する保持部材32とを有している。
The electrostatic coating gun of the first embodiment includes a gun body 10 and an electric field control member 30. A nozzle 15A is provided at the front end of the gun body 10 for discharging the powder coating material forward. The electric field control member 30 is attached to the outer peripheral surface of the gun body 10 at a position behind the nozzle 15A. The electric field control member 30 has a plurality of electrode pins 61 that generate an electric field between themselves and the nozzle 15A, and a holding member 32 that holds the plurality of electrode pins 61 spaced apart in the circumferential direction. there is
複数の電極ピン61を保持する保持部材32は、ガン本体10の外周面のうち周方向における一部のみを覆う形態である。ガン本体の外周面を全周に亘って覆うリング状の保持部材(図示省略)に比べると、本実施例1の保持部材32(電界制御部材30)は、小型化を実現することができる。電極ピン61を保持する部品は、保持部材32だけであるから、2つの部品で電極ピン61を保持する場合に比べると、部品点数が少なくて済む。
The holding member 32 that holds the plurality of electrode pins 61 has a form that covers only a part of the outer peripheral surface of the gun body 10 in the circumferential direction. Compared to a ring-shaped holding member (not shown) that covers the entire outer peripheral surface of the gun body, the holding member 32 (electric field control member 30) of the first embodiment can be made smaller. Since the holding member 32 is the only part that holds the electrode pin 61, the number of parts can be reduced compared to the case where the electrode pin 61 is held by two parts.
電界制御部材30は、保持部材32と一体をなすように形成された合成樹脂製の射出成形部55を有している。電極ユニット60は電極ピン61を含んでいる。射出成形部55には、電極ユニット60における電極ピン61の前端部を除いた部位のうち、少なくとも一部が埋設されている。ここで、「埋設」の形態は、射出成形部55の内部に埋め込まれていて射出成形部55の外面から露出しない形態と、射出成形部55の外面に露出しているが射出成形部55の外面からは突出していない形態とを含む。
The electric field control member 30 has an injection-molded portion 55 made of synthetic resin formed integrally with the holding member 32 . The electrode unit 60 includes electrode pins 61 . At least a portion of the electrode unit 60 excluding the front end portion of the electrode pin 61 is embedded in the injection molded portion 55 . Here, the "embedded" mode includes a mode in which the injection-molded portion 55 is embedded and is not exposed from the outer surface of the injection-molded portion 55, and a mode in which the injection-molded portion 55 is exposed to the outer surface but the injection-molded portion 55 is exposed. and forms that do not protrude from the outer surface.
本実施例1では、電極ユニット60における電極ピン61の前端部を除いた部位のうち、少なくとも一部(電極ピン61を除いた部位)が、射出成形部55内に埋設されている。この構成によれば、射出成形工程では、射出圧によって合成樹脂材料(ホットメルト接着剤又は二液性樹脂)が電極ユニット60に密着するので、射出成形部55と電極ユニット60との間に隙間が生じることはない。これにより、静電塗装の際に、電極ユニット60のうち電極ピン61以外の部位に地絡することを防止できる。
In the first embodiment, at least a portion (the portion excluding the electrode pin 61) of the portion of the electrode unit 60 excluding the front end portion of the electrode pin 61 is embedded in the injection molded portion 55. As shown in FIG. According to this configuration, in the injection molding process, the injection pressure causes the synthetic resin material (hot melt adhesive or two-liquid resin) to adhere to the electrode unit 60, so that the gap between the injection molded portion 55 and the electrode unit 60 is reduced. does not occur. As a result, it is possible to prevent a ground fault from occurring at a portion of the electrode unit 60 other than the electrode pin 61 during electrostatic coating.
電極ユニット60は、電極ピン61と抵抗素子63とアース部材64を含んでいる。保持部材32には、電極ピン61を保持する電極用保持部38が形成されているので、射出成形工程において、電極ピン61が射出圧によって位置ずれすることを防止できる。保持部材32には、抵抗素子63を位置決め状態に保持する抵抗用保持部48が形成されているので、射出成形工程において、抵抗素子63が射出圧によって位置ずれすることを防止できる。保持部材32には、アース部材64を位置決め状態に保持するアース用保持部50が形成されているので、射出成形工程において、アース部材64が射出圧によって位置ずれすることを防止できる。
The electrode unit 60 includes an electrode pin 61, a resistive element 63 and a ground member 64. Since the holding member 32 is formed with the electrode holding portion 38 for holding the electrode pin 61, it is possible to prevent the electrode pin 61 from being displaced due to the injection pressure in the injection molding process. Since the holding member 32 is formed with the resistance holding portion 48 that holds the resistance element 63 in a positioned state, it is possible to prevent the resistance element 63 from being displaced due to the injection pressure in the injection molding process. Since the holding member 32 is formed with the grounding holding portion 50 that holds the grounding member 64 in a positioned state, it is possible to prevent the grounding member 64 from being displaced due to the injection pressure in the injection molding process.
電極ユニット60は、ガン本体10に設けたアース用の弾性接続部材22と接続可能なアース部材64を含んでいる。射出成形部55の外面には、アース部材64の接触面66が露出している。射出成形部55の外面には、射出成形部55の外面におけるアース部材64の露出部分(接触面66)を包囲するシール部58が一体形成されている。シール部58はガン本体10に対して液密状に密着している。この構成によれば、射出成形部55とは別体のシール部58を設けなくても、弾性接続部材22とアース部材64との接続部分への被水や、ガン本体10内への異物の進入などを防止することができる。
The electrode unit 60 includes a grounding member 64 that can be connected to the grounding elastic connection member 22 provided on the gun body 10 . A contact surface 66 of the ground member 64 is exposed on the outer surface of the injection molded portion 55 . A sealing portion 58 is integrally formed on the outer surface of the injection-molded portion 55 to surround the exposed portion (contact surface 66 ) of the ground member 64 on the outer surface of the injection-molded portion 55 . The seal portion 58 is in liquid-tight contact with the gun body 10 . According to this configuration, even if the sealing portion 58 which is separate from the injection molded portion 55 is not provided, the connecting portion between the elastic connecting member 22 and the grounding member 64 is not exposed to water, and foreign matter is prevented from entering the gun body 10 . Intrusion can be prevented.
保持部材32は、ガン本体10に対して揺動可能に嵌合する係止部34と、ガン本体10に対し締結部材(ビス70)によって固定される固定部53とを有している。この構成によれば、ガン本体10に対する保持部材32の取り付けを、複数の締結部材によって行う場合に比べると、締結部材(ビス70)によって固定される固定部53を1箇所だけにすることができる。これにより、ガン本体10に保持部材32を取り付ける際の作業性が良好である。
The holding member 32 has a locking portion 34 that is pivotably fitted to the gun body 10, and a fixing portion 53 that is fixed to the gun body 10 by a fastening member (a screw 70). According to this configuration, compared to the case where the holding member 32 is attached to the gun body 10 using a plurality of fastening members, only one fixing portion 53 is fixed by the fastening member (the screw 70). . Thereby, workability when attaching the holding member 32 to the gun body 10 is good.
ガン本体10にはアース用の弾性接続部材22が設けられている。保持部材32には、保持部材32をガン本体10に取り付けた状態で弾性接続部材22に接続されるアース部材64が設けられている。アース部材64には、弾性接続部材22を弾性変形させた状態で接触させる接触面66が形成されている。接触面66の外径寸法は弾性接続部材22の外径寸法よりも大きい。この構成によれば、弾性接続部材22を、弾性変形させながら接触面66に接触させるだけでアース部材64に接続させることができるので、作業性が良い。
The gun body 10 is provided with an elastic connecting member 22 for grounding. The holding member 32 is provided with a grounding member 64 that is connected to the elastic connecting member 22 when the holding member 32 is attached to the gun body 10 . The ground member 64 is formed with a contact surface 66 with which the elastic connecting member 22 is brought into contact with the elastic connecting member 22 in an elastically deformed state. The outer diameter dimension of the contact surface 66 is larger than the outer diameter dimension of the elastic connecting member 22 . According to this configuration, the elastic connection member 22 can be connected to the ground member 64 simply by bringing it into contact with the contact surface 66 while being elastically deformed, so workability is good.
保持部材32の外面には、ガン本体10の外周面に対して鈍角をなして連なる側部連続面42と後部連続面43が形成されている。側部連続面42は、ボディ12の外周面における側面領域に対して溝、隙間、凹み等を介すことなく連続している。後部連続面43は、ボディ12の外周面における底面領域に対して溝、隙間、凹み等を介すことなく連続している。この構成によれば、ガン本体10の外周面と保持部材32の外面(側部連続面42及び後部連続面43)との境界部分に粉体塗料が残留し難い。仮に、ガン本体10の外周面と保持部材32の外面(側部連続面42及び後部連続面43)との境界部分に粉体塗料が残留しても、塗料を除去し易く、洗浄性に優れている。
A side continuous surface 42 and a rear continuous surface 43 are formed on the outer surface of the holding member 32 so as to form an obtuse angle with the outer peripheral surface of the gun body 10 . The side continuous surface 42 is continuous with the side area of the outer peripheral surface of the body 12 without a groove, gap, recess, or the like. The rear continuous surface 43 is continuous with the bottom surface area of the outer peripheral surface of the body 12 without a groove, gap, dent, or the like. With this configuration, the powder coating is less likely to remain on the boundary between the outer peripheral surface of the gun body 10 and the outer surface of the holding member 32 (the side continuous surface 42 and the rear continuous surface 43). Even if the powder paint remains on the boundary between the outer peripheral surface of the gun body 10 and the outer surface of the holding member 32 (the side continuous surface 42 and the rear continuous surface 43), the paint can be easily removed and the washability is excellent. ing.
<実施例2>
電界制御部材は、上記実施例1の形状に限らない。本実施例2では、電界制御部材が環状である例について説明する。以下、実施例2を図17~図19を参照して説明する。尚、以下の説明において、実施例1と同じ構成については同じ符号を付し、詳しい説明を省略する。 <Example 2>
The shape of the electric field control member is not limited to that of the first embodiment. In the second embodiment, an example in which the electric field control member is ring-shaped will be described. The second embodiment will be described below with reference to FIGS. 17 to 19. FIG. In the following description, the same reference numerals are assigned to the same configurations as those of the first embodiment, and detailed description thereof will be omitted.
電界制御部材は、上記実施例1の形状に限らない。本実施例2では、電界制御部材が環状である例について説明する。以下、実施例2を図17~図19を参照して説明する。尚、以下の説明において、実施例1と同じ構成については同じ符号を付し、詳しい説明を省略する。 <Example 2>
The shape of the electric field control member is not limited to that of the first embodiment. In the second embodiment, an example in which the electric field control member is ring-shaped will be described. The second embodiment will be described below with reference to FIGS. 17 to 19. FIG. In the following description, the same reference numerals are assigned to the same configurations as those of the first embodiment, and detailed description thereof will be omitted.
本実施例2の静電塗装ガンは、図17に示すように、ガン本体210を備えている。ガン本体210は、グリップ11と、ボディ212と、を有する。ボディ212の内部には、実施例1のボディ12と同じく、高電圧発生器14、放電電極15Dなどが設けられている。ボディ212の外周には、電界制御部材230が取り付けられる。
The electrostatic coating gun of Example 2 includes a gun body 210, as shown in FIG. The gun body 210 has a grip 11 and a body 212 . Inside the body 212, like the body 12 of the first embodiment, the high voltage generator 14, the discharge electrode 15D and the like are provided. An electric field control member 230 is attached to the outer circumference of the body 212 .
電界制御部材230は、図18及び図19に示すように、保持部材232と、左右一対の電極ピン261と、抵抗素子263と、アース部材264と、リード線268と、を有する。リード線268の一端側には、一対の電極ピン261が間隔をあけて設けられ、リード線268の他端側には、アース部材264が設けられ、リード線268において一対の電極ピン261とアース部材264との間には、抵抗素子263が設けられている。アース部材264は、アース91(図16参照)に接続される。つまり、抵抗素子263は、電極ピン261とアース91との間に設けられる。
The electric field control member 230, as shown in FIGS. 18 and 19, has a holding member 232, a pair of left and right electrode pins 261, a resistive element 263, a ground member 264, and lead wires 268. A pair of electrode pins 261 are provided on one end side of the lead wire 268 with a space therebetween, and a grounding member 264 is provided on the other end side of the lead wire 268 . A resistance element 263 is provided between the member 264 and the member 264 . The ground member 264 is connected to the ground 91 (see FIG. 16). That is, the resistive element 263 is provided between the electrode pin 261 and the ground 91 .
保持部材232は、合成樹脂製であり、環状、具体的には円環状をなしている。保持部材232は、環状の内側部材281と、内側部材281の外側に配置される環状の外側部材282と、を有する。内側部材281は、環状部283と、環状部283の軸方向の一端から径方向外側に延設されたフランジ部284と、を有する。外側部材282は、内側部材281の軸方向の他端側から嵌め込まれ、フランジ部284にネジ止めされる。
The holding member 232 is made of synthetic resin and has an annular shape, specifically an annular shape. The holding member 232 has an annular inner member 281 and an annular outer member 282 arranged outside the inner member 281 . The inner member 281 has an annular portion 283 and a flange portion 284 extending radially outward from one axial end of the annular portion 283 . The outer member 282 is fitted from the other axial end side of the inner member 281 and screwed to the flange portion 284 .
内側部材281と外側部材282の径方向の間には、左右一対の電極ピン261の前端部を除く部位と、抵抗素子263と、が配置され、この状態で、左右一対の電極ピン261と、抵抗素子263とが、保持部材232に保持される。左右一対の電極ピン261の前端部は、図17及び図18に示すように、保持部材232の外部に露出する。
Between the inner member 281 and the outer member 282 in the radial direction, a portion of the pair of left and right electrode pins 261 excluding the front end portions and a resistance element 263 are arranged. The resistance element 263 is held by the holding member 232 . The front ends of the pair of left and right electrode pins 261 are exposed outside the holding member 232 as shown in FIGS. 17 and 18 .
保持部材232の外側部材282には、図18及び図19に示すように、樹脂注入口285が形成されている。樹脂注入口285から樹脂が注入されることで、保持部材232内に図示しない樹脂成形部が形成される。樹脂成形部には、抵抗素子263及び電極ピン261の前端部を除く部位が埋設される。保持部材232は、図17に示すように、ガン本体210に取り付けられる。
A resin injection port 285 is formed in the outer member 282 of the holding member 232, as shown in FIGS. A resin molded portion (not shown) is formed in the holding member 232 by injecting resin from the resin injection port 285 . Parts of the resistor element 263 and the electrode pin 261 excluding the front end part are embedded in the resin molded part. The holding member 232 is attached to the gun body 210 as shown in FIG.
<実施例3>
本実施例3では、図20を参照して、可変抵抗器71が設けられる構成について説明する。尚、以下の説明において、実施例1と同じ構成については同じ符号を付し、詳しい説明を省略する。 <Example 3>
In the third embodiment, a configuration provided with a variable resistor 71 will be described with reference to FIG. In the following description, the same reference numerals are assigned to the same configurations as those of the first embodiment, and detailed description thereof will be omitted.
本実施例3では、図20を参照して、可変抵抗器71が設けられる構成について説明する。尚、以下の説明において、実施例1と同じ構成については同じ符号を付し、詳しい説明を省略する。 <Example 3>
In the third embodiment, a configuration provided with a variable resistor 71 will be described with reference to FIG. In the following description, the same reference numerals are assigned to the same configurations as those of the first embodiment, and detailed description thereof will be omitted.
図20に示すように、抵抗素子63とアース91との間には、可変抵抗器71が設けられる。この構成によれば、抵抗素子63だけでなく、可変抵抗器71によっても放電電極15Dの出力電流を調整することができる。
As shown in FIG. 20, a variable resistor 71 is provided between the resistive element 63 and the ground 91. According to this configuration, the output current of the discharge electrode 15</b>D can be adjusted not only by the resistance element 63 but also by the variable resistor 71 .
<他の実施例>
本発明は上記記述及び図面によって説明した実施例に限定されるものではなく、例えば次のような実施例も本発明の技術的範囲に含まれる。
上記実施例1では、弾性接続部材とアース部材との接続部分への被水を防止する手段として、射出成形部にシール部を一体に形成したが、射出成形部とは別体のシール部材を用いて、弾性接続部材とアース部材との接続部分への被水を防止してもよい。
上記実施例1では、保持部材を1つの係止部と1つの固定部によってガン本体に取り付けたが、保持部材をガン本体に取り付ける手段として、複数の係止部を用いてもよく、複数の固定部を設けてもよい。
上記実施例1では、ガン本体に対する保持部材の取り付けと、弾性接続部材に対するアース部材の接続を、ワンアクションで行えるようにしたが、ガン本体に対する保持部材の取り付けと、弾性接続部材に対するアース部材の接続を、別々の作業で行うようにしてもよい。
上記実施例1及び2では、電極ピンが2本であるが、電極ピンの本数は1本であってもよいし、3本以上であってもよい。
上記実施例1~3では、作業者が把持して塗装を行うためのハンドガンに適用した静電塗装ガンについて説明したが、本発明は、レシプロケータやロボットに取り付けた自動ガンにも適用することができる。 <Other Examples>
The present invention is not limited to the embodiments explained by the above description and drawings, and the following embodiments are also included in the technical scope of the present invention.
In the above-described first embodiment, the seal portion is formed integrally with the injection-molded portion as means for preventing the connection portion between the elastic connection member and the ground member from being exposed to water. may be used to prevent the connecting portion between the elastic connecting member and the grounding member from being exposed to water.
In the first embodiment, the holding member is attached to the gun body by one engaging portion and one fixing portion. A fixed part may be provided.
In the above-described first embodiment, attachment of the holding member to the gun body and connection of the grounding member to the elastic connecting member can be performed in one action. The connection may be made in a separate operation.
In Examples 1 and 2, the number of electrode pins is two, but the number of electrode pins may be one or three or more.
In the above Examples 1 to 3, the electrostatic coating gun applied to a hand gun that is held by an operator for coating has been described, but the present invention can also be applied to an automatic gun attached to a reciprocator or a robot. can be done.
本発明は上記記述及び図面によって説明した実施例に限定されるものではなく、例えば次のような実施例も本発明の技術的範囲に含まれる。
上記実施例1では、弾性接続部材とアース部材との接続部分への被水を防止する手段として、射出成形部にシール部を一体に形成したが、射出成形部とは別体のシール部材を用いて、弾性接続部材とアース部材との接続部分への被水を防止してもよい。
上記実施例1では、保持部材を1つの係止部と1つの固定部によってガン本体に取り付けたが、保持部材をガン本体に取り付ける手段として、複数の係止部を用いてもよく、複数の固定部を設けてもよい。
上記実施例1では、ガン本体に対する保持部材の取り付けと、弾性接続部材に対するアース部材の接続を、ワンアクションで行えるようにしたが、ガン本体に対する保持部材の取り付けと、弾性接続部材に対するアース部材の接続を、別々の作業で行うようにしてもよい。
上記実施例1及び2では、電極ピンが2本であるが、電極ピンの本数は1本であってもよいし、3本以上であってもよい。
上記実施例1~3では、作業者が把持して塗装を行うためのハンドガンに適用した静電塗装ガンについて説明したが、本発明は、レシプロケータやロボットに取り付けた自動ガンにも適用することができる。 <Other Examples>
The present invention is not limited to the embodiments explained by the above description and drawings, and the following embodiments are also included in the technical scope of the present invention.
In the above-described first embodiment, the seal portion is formed integrally with the injection-molded portion as means for preventing the connection portion between the elastic connection member and the ground member from being exposed to water. may be used to prevent the connecting portion between the elastic connecting member and the grounding member from being exposed to water.
In the first embodiment, the holding member is attached to the gun body by one engaging portion and one fixing portion. A fixed part may be provided.
In the above-described first embodiment, attachment of the holding member to the gun body and connection of the grounding member to the elastic connecting member can be performed in one action. The connection may be made in a separate operation.
In Examples 1 and 2, the number of electrode pins is two, but the number of electrode pins may be one or three or more.
In the above Examples 1 to 3, the electrostatic coating gun applied to a hand gun that is held by an operator for coating has been described, but the present invention can also be applied to an automatic gun attached to a reciprocator or a robot. can be done.
10…ガン本体、11…グリップ、12…ボディ、13…トリガ、14…高電圧発生器、15A…ノズル、15B…ノズルキャップ、15C…キャップナット、15D…放電電極、16…取付部、17…取付凹部、18…ストッパ、19…係止孔、20…雌ネジ孔、21…開口部、22…弾性接続部材、23…圧着端子、24…電線、25…シール面、26…前方隣接領域、30…電界制御部材、31…ケース、32…保持部材、33…湾曲部、34…係止部、35…箱部、36…側板部、37…上板部、38…電極用保持部、39…電極用保持孔、40…皿状部、41…下面部、42…側部連続面(連続面)、43…後部連続面(連続面)、44…収容凹部、45…隔壁部、46…左右両側壁部、47…リード線用保持部、48…抵抗用保持部、49…抵抗用保持溝、50…アース用保持部、51…アース用保持突起、52…切欠部、53…固定部、54…貫通孔、55…射出成形部、56…第1成形部、57…第2成形部、58…シール部、60…電極ユニット、61…電極ピン、62…大径部、63…抵抗素子、64…アース部材、65…拡径部、66…接触面、67…短尺リード線、68…長尺リード線、68A…弧状部位、68L…直線状部位、69…溶接、70…ビス(締結部材)、71…可変抵抗器、90…電源、91…アース、210…ガン本体、212…ボディ、230…電界制御部材、232…保持部材、261…電極ピン、263…抵抗素子、264…アース部材、268…リード線、281…内側部材、282…外側部材、283…環状部、284…フランジ部、285…樹脂注入口
DESCRIPTION OF SYMBOLS 10... Gun main body 11... Grip 12... Body 13... Trigger 14... High-voltage generator 15A... Nozzle 15B... Nozzle cap 15C... Cap nut 15D... Discharge electrode 16... Mounting part 17... Mounting recess 18 Stopper 19 Locking hole 20 Female screw hole 21 Opening 22 Elastic connection member 23 Crimp terminal 24 Electric wire 25 Seal surface 26 Front adjacent region 30... Electric field control member 31... Case 32... Holding member 33... Curved part 34... Locking part 35... Box part 36... Side plate part 37... Upper plate part 38... Electrode holding part 39 ... Electrode holding hole 40 ... Dish-shaped portion 41 ... Lower surface portion 42 ... Side continuous surface (continuous surface) 43 ... Rear continuous surface (continuous surface) 44 ... Accommodating concave portion 45 ... Partition wall portion 46 ... Left and right side wall portions 47 Lead wire holding portion 48 Resistor holding portion 49 Resistor holding groove 50 Earth holding portion 51 Earth holding protrusion 52 Notch 53 Fixing portion , 54... Through hole 55... Injection molded part 56... First molded part 57... Second molded part 58... Seal part 60... Electrode unit 61... Electrode pin 62... Large diameter part 63... Resistance Element 64 Grounding member 65 Expanded diameter portion 66 Contact surface 67 Short lead wire 68 Long lead wire 68A Arc portion 68L Linear portion 69 Welding 70 Screw ( Fastening member) 71 Variable resistor 90 Power supply 91 Ground 210 Gun body 212 Body 230 Electric field control member 232 Holding member 261 Electrode pin 263 Resistance element 264 Earth member 268 Lead wire 281 Inner member 282 Outer member 283 Annular portion 284 Flange 285 Resin injection port
Claims (13)
- ガン本体と、
前記ガン本体の前端部に設けたノズルと、
前記ノズルから噴霧される塗料を帯電させるためのピン状の放電電極と、
前記放電電極との間に電界を発生させる少なくとも1つの電極ピンとを備える静電塗装ガン。 gun body,
a nozzle provided at the front end of the gun body;
a pin-shaped discharge electrode for charging the paint sprayed from the nozzle;
and at least one electrode pin for generating an electric field with said discharge electrode. - 前記ガン本体に取り付けられる電界制御部材を備え、
前記電界制御部材は、前記電極ピンと、前記電極ピンを保持する保持部材と、を有している請求項1に記載の静電塗装ガン。 An electric field control member attached to the gun body,
2. The electrostatic coating gun according to claim 1, wherein said electric field control member has said electrode pin and a holding member holding said electrode pin. - 前記電界制御部材は、前記電極ピンとアースとの間の経路に設けられる抵抗素子を有しており、
前記抵抗素子は、前記保持部材に保持されている請求項2に記載の静電塗装ガン。 The electric field control member has a resistive element provided on a path between the electrode pin and ground,
3. An electrostatic coating gun according to claim 2, wherein said resistance element is held by said holding member. - 前記電界制御部材は、前記保持部材と一体をなすように形成された合成樹脂製の射出成形部を有しており、
前記射出成形部には、前記抵抗素子が埋設されている請求項3に記載の静電塗装ガン。 The electric field control member has an injection-molded synthetic resin part integrally formed with the holding member,
4. An electrostatic coating gun according to claim 3, wherein said resistance element is embedded in said injection molded portion. - 前記ガン本体の外部において前記抵抗素子とアースとの間の経路に設けられる可変抵抗器を備える請求項3又は請求項4に記載の静電塗装ガン。 The electrostatic coating gun according to claim 3 or 4, further comprising a variable resistor provided on a path between the resistive element and ground outside the gun body.
- 前記電界制御部材は、前記保持部材と一体をなすように形成された合成樹脂製の射出成形部を有しており、
前記射出成形部には、前記電極ピンを含む電極ユニットにおける前記電極ピンの前端部を除いた部位のうち、少なくとも一部が埋設されている請求項2から請求項5のいずれか1項に記載の静電塗装ガン。 The electric field control member has an injection-molded synthetic resin part integrally formed with the holding member,
6. The injection molded portion according to any one of claims 2 to 5, wherein at least a portion of a portion of the electrode unit including the electrode pin, excluding a front end portion of the electrode pin, is embedded in the injection molded portion. electrostatic spray gun. - 前記保持部材は、前記ガン本体の外周面のうち周方向における一部のみを覆う形態である請求項2から請求項6のいずれか1項に記載の静電塗装ガン。 The electrostatic coating gun according to any one of claims 2 to 6, wherein the holding member covers only a part of the outer peripheral surface of the gun body in the circumferential direction.
- 前記保持部材には、前記電極ピンを保持する電極用保持部が形成されている請求項7に記載の静電塗装ガン。 The electrostatic coating gun according to claim 7, wherein the holding member is formed with an electrode holding portion for holding the electrode pin.
- 電極ユニットが抵抗素子を含んでおり、
前記保持部材には、前記抵抗素子を位置決め状態に保持する抵抗用保持部が形成されている請求項7又は請求項8に記載の静電塗装ガン。 the electrode unit includes a resistive element,
9. The electrostatic coating gun according to claim 7, wherein the holding member is formed with a holding portion for holding the resistance element in a positioned state. - 電極ユニットが、前記ガン本体に設けたアース用の弾性接続部材と接続可能なアース部材を含んでおり、
前記射出成形部の外面には、前記射出成形部の外面における前記アース部材の露出部分を包囲するシール部が一体形成され、
前記シール部が前記ガン本体に対して液密状に密着している請求項7から請求項9のいずれか1項に記載の静電塗装ガン。 the electrode unit includes a grounding member connectable to a grounding elastic connection member provided on the gun body;
A sealing portion is integrally formed on the outer surface of the injection-molded portion to surround the exposed portion of the ground member on the outer surface of the injection-molded portion,
10. The electrostatic coating gun according to any one of claims 7 to 9, wherein the seal portion is in liquid-tight contact with the gun body. - 前記保持部材は、
前記ガン本体に対して揺動可能に嵌合する係止部と、
前記ガン本体に対し締結部材によって固定される固定部とを有している請求項7から請求項10のいずれか1項に記載の静電塗装ガン。 The holding member is
a locking portion that is rockably fitted to the gun body;
11. The electrostatic coating gun according to any one of claims 7 to 10, further comprising a fixing portion fixed to the gun body by a fastening member. - 前記ガン本体にはアース用の弾性接続部材が設けられ、
前記保持部材には、前記保持部材を前記ガン本体に取り付けた状態で前記弾性接続部材に接続されるアース部材が設けられ、
前記アース部材には、前記弾性接続部材を弾性変形させた状態で接触させる接触面が形成されている請求項7から請求項11のいずれか1項に記載の静電塗装ガン。 The gun body is provided with an elastic connection member for grounding,
The holding member is provided with a grounding member that is connected to the elastic connection member while the holding member is attached to the gun body,
12. The electrostatic coating gun according to any one of claims 7 to 11, wherein the grounding member is formed with a contact surface with which the elastic connecting member is brought into contact with the elastic connecting member in an elastically deformed state. - 前記保持部材の外面には、前記ガン本体の外周面に対して鈍角をなして連なる連続面が形成されている請求項7から請求項12のいずれか1項に記載の静電塗装ガン。 The electrostatic coating gun according to any one of claims 7 to 12, wherein the outer surface of the holding member is formed with a continuous surface forming an obtuse angle with respect to the outer peripheral surface of the gun body.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/046796 WO2023112319A1 (en) | 2021-12-17 | 2021-12-17 | Electrostatic coating gun |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/046796 WO2023112319A1 (en) | 2021-12-17 | 2021-12-17 | Electrostatic coating gun |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023112319A1 true WO2023112319A1 (en) | 2023-06-22 |
Family
ID=86773976
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/046796 WO2023112319A1 (en) | 2021-12-17 | 2021-12-17 | Electrostatic coating gun |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2023112319A1 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006082064A (en) * | 2004-09-17 | 2006-03-30 | Toyota Motor Corp | Electrostatic coating apparatus |
| WO2008038035A1 (en) * | 2006-09-27 | 2008-04-03 | Yu Tung Investment Holdings Limited | Powder spray coating discharge assembly |
| WO2009069396A1 (en) * | 2007-11-30 | 2009-06-04 | Abb K.K. | Electrostaic coating device |
| JP2015166073A (en) * | 2014-03-04 | 2015-09-24 | 旭サナック株式会社 | electrostatic coating apparatus |
-
2021
- 2021-12-17 WO PCT/JP2021/046796 patent/WO2023112319A1/en active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006082064A (en) * | 2004-09-17 | 2006-03-30 | Toyota Motor Corp | Electrostatic coating apparatus |
| WO2008038035A1 (en) * | 2006-09-27 | 2008-04-03 | Yu Tung Investment Holdings Limited | Powder spray coating discharge assembly |
| WO2009069396A1 (en) * | 2007-11-30 | 2009-06-04 | Abb K.K. | Electrostaic coating device |
| JP2015166073A (en) * | 2014-03-04 | 2015-09-24 | 旭サナック株式会社 | electrostatic coating apparatus |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3763893B2 (en) | Electrostatic spraying equipment | |
| JPH02241561A (en) | Spray gun for electro static painting | |
| US5039019A (en) | Indirect charging electrostatic coating apparatus | |
| US20080213499A1 (en) | Electrostatic Coating Spray Gun and Electrostatic Coating Method | |
| US20070039546A1 (en) | Electrostatic coating spray gun | |
| AU6953791A (en) | Electrostatic spray gun | |
| JP5738546B2 (en) | Electrostatic coating apparatus and electrostatic coating method | |
| CN104364016B (en) | Taic coating device | |
| WO2023112319A1 (en) | Electrostatic coating gun | |
| EP2903748B1 (en) | Spray tip assembly for electrostatic spray gun | |
| EP1566222B1 (en) | Spray gun for electrostatic painting | |
| US9498785B2 (en) | Electrostatic spraying device | |
| TWI821827B (en) | Electrostatic coating spray gun | |
| JP7107859B2 (en) | Fixed structure of charging inlet | |
| JP5579515B2 (en) | Spray gun for electrostatic coating with counter electrode | |
| CA2407815C (en) | Coating-powder spray gun | |
| JP2011255276A (en) | Electrostatic coating apparatus | |
| JP6881053B2 (en) | Ion generator | |
| JP2000061366A (en) | Powder spray device with external and internal charging | |
| JP5787223B2 (en) | Electrostatic coating method and electrostatic coating gun | |
| JP3686892B2 (en) | Gun for powder electrostatic coating | |
| JP4347753B2 (en) | Spray gun for electrostatic painting | |
| JPH02155199A (en) | Static electricity removing method and apparatus therefor | |
| KR102518542B1 (en) | Ground clip for high voltage cable assembly | |
| JP2024018337A (en) | electrostatic spray device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21968232 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023567488 Country of ref document: JP |