WO2023073944A1 - Filter, method for manufacturing filter, and mask - Google Patents
Filter, method for manufacturing filter, and mask Download PDFInfo
- Publication number
- WO2023073944A1 WO2023073944A1 PCT/JP2021/040090 JP2021040090W WO2023073944A1 WO 2023073944 A1 WO2023073944 A1 WO 2023073944A1 JP 2021040090 W JP2021040090 W JP 2021040090W WO 2023073944 A1 WO2023073944 A1 WO 2023073944A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- filter
- mask
- foam
- cloth
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 49
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 239000000835 fiber Substances 0.000 claims abstract description 145
- 239000006260 foam Substances 0.000 claims abstract description 133
- 239000004744 fabric Substances 0.000 claims abstract description 123
- 229920005989 resin Polymers 0.000 claims abstract description 70
- 239000011347 resin Substances 0.000 claims abstract description 70
- 239000004831 Hot glue Substances 0.000 claims description 21
- 238000010030 laminating Methods 0.000 claims description 3
- 239000011496 polyurethane foam Substances 0.000 abstract description 13
- 229920005830 Polyurethane Foam Polymers 0.000 abstract description 12
- 239000004753 textile Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 198
- 230000035699 permeability Effects 0.000 description 41
- 239000004745 nonwoven fabric Substances 0.000 description 15
- 210000004027 cell Anatomy 0.000 description 11
- 238000005304 joining Methods 0.000 description 10
- 238000009940 knitting Methods 0.000 description 9
- 239000000126 substance Substances 0.000 description 9
- 238000001523 electrospinning Methods 0.000 description 8
- 239000012943 hotmelt Substances 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 229920000728 polyester Polymers 0.000 description 8
- 241000894006 Bacteria Species 0.000 description 7
- 206010003497 Asphyxia Diseases 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- -1 polyethylene Polymers 0.000 description 5
- 229920001169 thermoplastic Polymers 0.000 description 5
- 239000004416 thermosoftening plastic Substances 0.000 description 5
- 229920000297 Rayon Polymers 0.000 description 4
- 238000005452 bending Methods 0.000 description 4
- 210000002421 cell wall Anatomy 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 239000002964 rayon Substances 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 239000012855 volatile organic compound Substances 0.000 description 4
- 239000004677 Nylon Substances 0.000 description 3
- 239000002033 PVDF binder Substances 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 3
- 239000004721 Polyphenylene oxide Substances 0.000 description 3
- 230000000845 anti-microbial effect Effects 0.000 description 3
- 230000008602 contraction Effects 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 229920001778 nylon Polymers 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920000570 polyether Polymers 0.000 description 3
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229920000742 Cotton Polymers 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 210000005069 ears Anatomy 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 238000002074 melt spinning Methods 0.000 description 2
- 239000004750 melt-blown nonwoven Substances 0.000 description 2
- 238000013008 moisture curing Methods 0.000 description 2
- 239000002105 nanoparticle Substances 0.000 description 2
- 235000019645 odor Nutrition 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 230000029058 respiratory gaseous exchange Effects 0.000 description 2
- 238000009958 sewing Methods 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 239000002759 woven fabric Substances 0.000 description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 102000008186 Collagen Human genes 0.000 description 1
- 108010035532 Collagen Proteins 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 229920000657 LRPu Polymers 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 241000191967 Staphylococcus aureus Species 0.000 description 1
- 241000700605 Viruses Species 0.000 description 1
- SMEGJBVQLJJKKX-HOTMZDKISA-N [(2R,3S,4S,5R,6R)-5-acetyloxy-3,4,6-trihydroxyoxan-2-yl]methyl acetate Chemical compound CC(=O)OC[C@@H]1[C@H]([C@@H]([C@H]([C@@H](O1)O)OC(=O)C)O)O SMEGJBVQLJJKKX-HOTMZDKISA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 229940081735 acetylcellulose Drugs 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 239000004599 antimicrobial Substances 0.000 description 1
- 230000001580 bacterial effect Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 229920002988 biodegradable polymer Polymers 0.000 description 1
- 239000004621 biodegradable polymer Substances 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229920001436 collagen Polymers 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 238000009820 dry lamination Methods 0.000 description 1
- 238000000578 dry spinning Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 210000004177 elastic tissue Anatomy 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000001802 infusion Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000002121 nanofiber Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920000333 poly(propyleneimine) Polymers 0.000 description 1
- 229920002239 polyacrylonitrile Polymers 0.000 description 1
- 229920000767 polyaniline Polymers 0.000 description 1
- 229920001610 polycaprolactone Polymers 0.000 description 1
- 239000004632 polycaprolactone Substances 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920000193 polymethacrylate Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920006306 polyurethane fiber Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 238000002166 wet spinning Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
Definitions
- One aspect of the present disclosure relates to a filter, a filter manufacturing method, and a mask using the filter.
- Filters are used in various places such as sanitary masks and air inlets of air purifiers.
- a mask has been proposed in which a body portion covering the mouth and nostrils is composed of a filter made of polyurethane foam (see, for example, Patent Document 1).
- Cited Document 1 by using low-resilience polyurethane foam, the main body of the mask is deformed according to the unevenness of the face, thereby improving the fit of the main body.
- One aspect of the present disclosure has been proposed in view of the above-mentioned problems related to the conventional technology to preferably solve them, and provides a filter having good foreign matter collection efficiency, a method for manufacturing the same, and a mask. for the purpose.
- One aspect of the filter according to the present disclosure is a foam layer that is a resin foam; a fabric layer; a fiber layer disposed between the foam layer and the fabric layer, the fiber layer being a collection of fibers.
- One aspect of the filter manufacturing method according to the present disclosure includes: Applying fibers to one surface of the resin foam and/or one surface of the cloth to form a fiber layer with the aggregate of the fibers,
- the gist is that the resin foam, the fiber layer and the cloth are laminated using a hot-melt adhesive so that the fiber layer is between the resin foam and the cloth.
- the gist is that the filter of the present disclosure forms a mask body that covers a portion of the face, including the mouth.
- the filter according to the present disclosure it has good foreign matter collection efficiency. According to one aspect of the method for manufacturing a filter according to the present disclosure, it is possible to obtain a filter having good foreign matter collection efficiency. According to one aspect of the mask according to the present disclosure, it has good foreign matter collection efficiency.
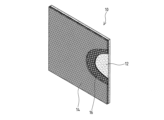
- FIG. 1 is a schematic perspective view of a filter according to one aspect of the present disclosure
- FIG. It is explanatory drawing which shows one aspect
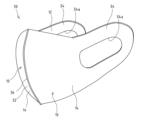
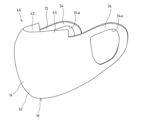
- 1 is a perspective view of a mask according to the first aspect of the present disclosure;
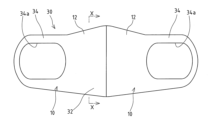
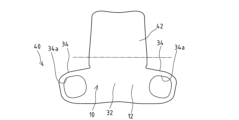
- FIG. It It is a rear view which shows the mask of a 1st aspect.
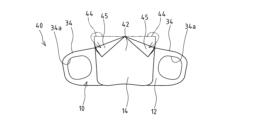
- It is a front view which shows the mask of a 1st aspect.
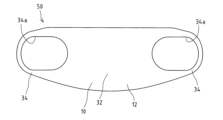
- It is a side view which shows the mask of a 1st aspect.
- FIG. 6 is a cross-sectional view taken along the line XX of FIG.
- FIG. 10 is a schematic perspective view of a mask according to a second aspect of the present disclosure
- Fig. 10 is a rear view of the mask according to the second aspect of the present disclosure, with the folded portion in the deployed position
- Fig. 10 is a rear view of the mask according to the second aspect of the present disclosure, with the folded portion in the folded position
- FIG. 11 is a schematic perspective view showing another example of the mask of the second aspect
- FIG. 11 is a rear view showing another example of the mask of the second aspect, in which the folded portion is in the unfolded posture
- FIG. 10 is a schematic perspective view of a mask according to a second aspect of the present disclosure
- Fig. 10 is a rear view of the mask according to the second aspect of the present disclosure, with the folded portion in the folded position
- FIG. 11 is a schematic perspective view showing another example of the mask of the second aspect
- FIG. 11 is a rear view showing another example of the mask of the second aspect, in which the folded portion is in the unfolded posture
- FIG. 11 is a rear view showing another example of the mask of the second aspect, in which the folded portion is in the folded posture; It is a rear view which shows another example of the mask of the 2nd aspect, and the seal
- FIG. 11 is a rear view of a mask according to a third aspect of the present disclosure.
- a filter 10 as one aspect of the present disclosure includes a foam layer 12 that is a resin foam, a fabric layer 14, and fibers disposed between the foam layer 12 and the fabric layer 14. layer 16, and a laminated structure.
- the cloth layer 14 is made of a sheet of cloth made from fibers or threads.
- the fiber layer 16 is an assembly of fibers.
- the filter 10 can be used for removing foreign substances such as pollen and bacteria from the fluid passing through it, and is particularly suitable for removing pollen and bacteria from the air.
- the filter 10 can be used, for example, by being attached to a mask or an air inlet of an air purifier or an air conditioner, and is particularly suitable for masks. It is preferable that the filter 10 has flexibility and flexibility that allows bending deformation, especially for use as a mask.
- the filter 10 has air permeability.
- the air permeability of the filter 10 is preferably 10 cm 3 /(cm 2 ⁇ sec) or more, more preferably 15 cm 3 /(cm 2 ⁇ sec) or more, and 20 cm 3 /(cm 2 ⁇ sec) or more. and more preferably 25 cm 3 /(cm 2 ⁇ sec) or more.
- the air permeability of the filter 10 is preferably 600 cm 3 /(cm 2 ⁇ sec) or less in relation to the foreign matter collection efficiency. With the filter 10 having the air permeability within the above range, it is possible to ensure good foreign matter trapping efficiency and moderate air permeability.
- the air permeability in the present disclosure is a value measured using the method described in JIS L1096-7: 2010 “Fabric test method for woven and knitted fabrics: A method (Fragile method)” for a measurement object with a predetermined thickness. be.
- the elongation rate of the filter 10 (JIS K6400-5:2004 dumbbell No. 2 type) is preferably 80% to 500%, more preferably 150% to 500%, and even more preferably 200% to 450%. .
- the filter 10 is easily deformed and can be attached following the shape of the installation location.
- the peripheral edges of the mask are in close contact with the face, making it difficult for a gap to form between the mask and the face.
- it stretches appropriately according to the movement of the mouth, etc., and can reduce the burden when worn. If the ear hook portion of the mask is formed with the filter 10 having the elongation rate within the above range, the ear hook portion will not easily break and the burden on the ear can be reduced.
- the resin foam of the foam layer 12 examples include polyurethane foam, polyolefin foam such as polyethylene and polypropylene, and melamine foam.
- Polyurethane foam is preferable as a resin foam because it has excellent elongation and strength and can have a high open area ratio. A resin foam having excellent elongation and strength can improve fit to the face when the filter 10 is used as a mask. In addition, if the resin foam has a high open area ratio, breathability can be ensured to suppress suffocation.
- a soft resin foam is preferable as the foam layer 12 because it is soft and has resilience.
- resin foams include slab molding, extraction methods, and other molding methods.
- Resin foam is a film-removed product in which the cell walls (films) between adjacent cells are removed to leave only the skeleton, or a continuous structure or semi-connected structure in which each cell wall (film) has holes. Structures can be used.
- the film-removed product can be obtained by a known film-removal treatment, for example, a method of dissolving the cell walls with a solvent, a method of destroying the cell walls by explosion, or the like.
- the filter 10 can complement the weak physical properties of the resin foam with the cloth layer 14 or the fiber layer 16, there is a wide range of resin foams that can be selected.
- resin foams for example, in the case of polyurethane foam, if polyether-based foam, which is superior in water resistance (resistance to moist heat aging) compared to polyester-based foam, is used, mechanical strength is inferior to that of polyester-based foam, but the presence of the cloth layer 14 can ensure mechanical strength.
- polyether-based foam which is superior in water resistance (resistance to moist heat aging) compared to polyester-based foam, is used, mechanical strength is inferior to that of polyester-based foam, but the presence of the cloth layer 14 can ensure mechanical strength.
- polyether-based and polyester-based polyurethane foams can be used.
- the resin foam has air permeability.
- the air permeability of the resin foam is preferably 10 cm 3 /(cm 2 ⁇ sec) or more, more preferably 15 cm 3 /(cm 2 ⁇ sec) or more, and more preferably 20 cm 3 /(cm 2 ⁇ sec) or more. It is more preferable if there is, and it is particularly preferable if it is 25 cm 3 /(cm 2 ⁇ sec) or more.
- the air permeability of the resin foam is preferably 600 cm 3 /(cm 2 ⁇ sec) or less in relation to the efficiency of capturing foreign matter. In the filter 10, even if the air permeability of the foam layer 12 is increased, the other layers can ensure foreign matter collection efficiency. may
- the number of cells of the resin foam (JIS K6400-1:2004 Annex 1 (reference)) is preferably 30 cells/25 mm to 150 cells/25 mm, and more preferably 40 cells/25 mm to 110 cells/25 mm. .
- the number of cells of the resin foam is within the above range, appropriate air permeability can be ensured.
- the filter 10 is used for a mask, it is possible to suppress rough feeling on the skin and to provide an appropriate frictional resistance for suppressing slippage of the mask.
- the filter 10 is used as a mask, it is possible to secure adequate breathability, so that it is possible to reduce suffocation and stuffiness, and a good feeling of wearing can be obtained.
- the elongation rate of the resin foam (JIS K6400-5: 2004 Dumbbell No. 2 type) is preferably 80% to 500%, more preferably 150% to 500%, and further preferably 200% to 450%. preferable.
- the filter 10 is easily deformed and can be attached following the shape of the installation location.
- the filter 10 is used as a mask, the peripheral edges of the mask are in close contact with the face, making it difficult for a gap to form between the mask and the face. In addition, it stretches appropriately according to the movement of the mouth, etc., and can reduce the burden when worn.
- the filter 10 forms an ear hook, the ear hook is less likely to break and the burden on the ear can be reduced.
- the density of the resin foam (JIS K7222:2005) is preferably 10 kg/m 3 to 100 kg/m 3 , more preferably 10 kg/m 3 to 85 kg/m 3 .
- the density of the resin foam is within the above range, the weight of the filter 10 can be reduced. And when the filter 10 is used as a mask, the burden of wearing it can be reduced.
- the hardness (25% ILD) of the resin foam is preferably 40N to 400N, more preferably 60N to 300N. When the hardness of the resin foam is within the above range, appropriate strength can be ensured.
- the filter 10 is used as a mask, the peripheral edges of the mask are in close contact with the face, making it difficult for a gap to form between the mask and the face.
- the filter 10 forms an ear hook, the ear hook is difficult to cut.
- the above-mentioned hardness is according to the JIS K6400-2:2012 hardness test method when a flat disk pressure plate with a diameter of 200 mm is compressed by 25% (D method).
- the thickness of the foam layer 12 is preferably 0.8 mm to 3 mm. When the thickness of the foam layer 12 is within the above range, the bulkiness of the filter 10 can be suppressed, so that it is easy to handle and the cost of the filter 10 can be suppressed.
- the resin foam it is preferable to use a clean-treated product that has been treated to reduce odors derived from chemical substances such as foaming agents and has excellent cleanliness.
- the clean treatment for example, the resin foam is washed with water, etc., or heat-treated (for example, 70 to 120 ° C., 30 to 120 minutes) to deodorize, etc. Chemical substances remaining in the resin foam are removed. can be removed.
- the amount of volatile organic compounds (VOC) measured in accordance with VDA-278 (total VOC amount) in the resin foam is desirably 1000 ppm or less. A total VOC content of 400 ppm or less is more preferable because of less odor and excellent cleanness.
- Fabric layer 14 can be a fabric such as knitted, woven, non-woven, or felt.
- fibers constituting the cloth those composed of chemical fibers such as polyethylene, polypropylene, nylon, urethane, and rayon, and those composed of natural fibers such as cotton and wool can be used.
- Polyester fibers are preferable from the standpoint of durability because they are less susceptible to discoloration due to ultraviolet rays.
- a cloth having low hygroscopicity is convenient for washing and drying the filter 10 .
- cloth made of cotton or rayon is water absorbent, so it may be used when the filter 10 is required to absorb moisture or retain moisture.
- the fabric may be an antimicrobial fabric having antimicrobial properties such as by antimicrobial treatment.
- the cloth may be one in which surface fibers are raised.
- the cloth it is possible to use fabrics that are structurally stretchable depending on how they are woven or knitted, or so-called stretch fabrics that are stretchable by using elastic fibers that have stretchability.
- stretchable plain weave, twill weave, and jacquard weave are preferred.
- warp knitting, weft knitting, and others can be used. Warp knitting includes tricot, double raschel, etc., and weft knitting includes circular knitting and jersey knitting. be done. Knitted fabrics are preferred because they are more stretchable than woven fabrics and non-woven fabrics.
- the web may be formed by any of a dry method, a spunbond method, a meltblown method, an airlaid method, and the like. From the viewpoint of the efficiency of capturing fine foreign matter such as bacteria, a nonwoven fabric by a meltblown method (meltblown nonwoven fabric) or a nonwoven fabric by a spunbond method (spunbond nonwoven fabric) is preferable.
- the nonwoven fabric may be formed by a chemical bond method, a thermal bond method, a needle punch method, a hydroentanglement method (spunlace), or the like. A hydroentanglement method and a needle punch method are preferable.
- the elongation percentage of the cloth is preferably 50% to 500%.
- the stretchability of the foam layer 12 is less likely to be hindered by the fabric layer 14, and the stretchability of the filter 10 can be improved.
- the filter 10 is used as a mask, it stretches appropriately according to the movement of the mouth, etc., and can reduce the burden when worn. Further, when the ear hook portion of the mask is formed with the filter 10, the ear hook portion is difficult to cut and the burden on the ear can be reduced. It should be noted that it is preferable to use a cloth having a lower elongation rate than the resin foam, since excessive elongation of the resin foam can be suppressed, plastic deformation of the resin foam can be prevented, and the filter 10 can be strengthened.
- the air permeability of the fabric is preferably 10 cm 3 /(cm 2 ⁇ sec) or more, more preferably 15 cm 3 /(cm 2 ⁇ sec) or more, and 20 cm 3 /(cm 2 ⁇ sec) or more. More preferably, it is particularly preferably 25 cm 3 /(cm 2 ⁇ sec) or more.
- the air permeability of the cloth is preferably set to 150 cm 3 /(cm 2 ⁇ sec) or less in relation to the efficiency of trapping foreign matter. A fabric having air permeability within the above range can ensure good foreign matter trapping efficiency and appropriate air permeability.
- the filter 10 when used for a mask, it is possible to ensure adequate breathability, so that it is possible to reduce the feeling of suffocation and to obtain a good wearing feeling. Further, if the fabric has air permeability within the above range, when the filter 10 is used as a mask, a good foreign matter collection efficiency can be obtained. As described above, it is preferable to use a fabric having air permeability within the above range, because it is possible to achieve both ease of breathing and good foreign matter collection efficiency. In the filter 10, even if the air permeability of the fabric layer 14 is increased, the fiber layer 16 can ensure the foreign matter collection efficiency. may
- the thickness of the cloth layer 14 is preferably 0.1 mm to 0.4 mm. As the fabric layer 14 becomes thicker, the efficiency of trapping foreign matter improves, but the pressure loss of the air passing through itself increases (the air permeability decreases). The thinner the cloth layer 14 is, the lower the efficiency of trapping foreign matter, but the lower the pressure loss of the air passing through itself (the higher the air permeability). When the thickness of the fabric layer 14 of the filter 10 is within the above range, moderate air permeability can be obtained. Further, when the thickness of the cloth layer 14 is within the above range, the bulkiness of the filter 10 can be suppressed.
- the fiber layer 16 is an aggregate of fibers 18 .
- the fiber layer 16 may be formed by processing fibers into a sheet such as a non-woven fabric. It is preferable because it spreads well. In addition, it is preferable that the fibers of the fiber layer 16 are not bonded to each other with an adhesive because the fiber layer 16 has good elongation.
- the fibers may be formed by any of melt spinning, wet spinning, and dry spinning, but electrospinning, which is a type of melt spinning, is preferred because fine fibers can be obtained.
- the fiber layer 16 is composed of micro-sized fibers with a fiber diameter of 1 ⁇ m to 1000 ⁇ m or nano-sized fibers with a fiber diameter of 1 nm to 1000 nm (1 ⁇ m).
- the fibrous layer 16 is preferably made of nano-sized fibers (nanofibers) from the viewpoint of foreign matter collection efficiency. From the viewpoint of productivity, the fiber layer 16 is preferably micro-sized fibers of 1 ⁇ m to 1000 ⁇ m.
- the fiber diameter of the fiber is preferably from 10 nm to 100 ⁇ m, more preferably from 10 nm to 50 ⁇ m, and even more preferably from 10 nm to 30 ⁇ m, from the viewpoint of practicality of collecting foreign matter.
- the thickness is preferably 10 nm to 800 nm, more preferably 10 nm to 500 nm, and even more preferably 10 nm to 100 nm.
- the fiber diameter of the fiber is within the above range, it is possible to secure the trapping of foreign substances and appropriate air permeability.
- the fibers forming the fiber layer 16 have a smaller fiber diameter than the fibers and threads forming the fabric layer 14 . By doing so, the cloth layer 14 can be made relatively strong, and the fiber layer 16 can collect microscopic foreign substances such as bacteria that are difficult to collect with the cloth layer 14 .
- Fiber materials include, for example, thermoplastic fluororesins such as polyvinylidene fluoride, thermoplastics such as polystyrene, polycarbonate, poly(meth)acrylate, polyvinyl chloride, polyethylene terephthalate, nylon-6,6, and nylon-4,6. Resin, polyurethane, polyvinyl alcohol, polylactic acid, polycaprolactone, polyethylene glycol, polyethylene-vinyl acetate copolymer, polyethylene-vinyl alcohol copolymer, polyethylene oxide, biodegradable polymer such as collagen, polyacrylonitrile, polyamide, polyaniline , paraamide, polyvinyl acetate, acetyl cellulose (acetate), and the like.
- thermoplastic fluororesins such as polyvinylidene fluoride
- thermoplastics such as polystyrene, polycarbonate, poly(meth)acrylate, polyvinyl chloride, polyethylene terephthalate, nylon-6,6, and nylon-4,6
- Polyurethane fibers are preferable because they have good adhesion to the foam layer 12 and have good elongation. If the fiber layer 16 has good elongation, the foam layer 12 and the fabric layer 14 can follow the elongation well, and when the filter is used as a mask, for example, it can easily fit the face.
- the air permeability of the fiber layer 16 is preferably 10 cm 3 /(cm 2 ⁇ sec) or more, more preferably 15 cm 3 /(cm 2 ⁇ sec) or more, and more preferably 20 cm 3 /(cm 2 ⁇ sec) or more. It is more preferable if there is, and it is particularly preferable if it is 25 cm 3 /(cm 2 ⁇ sec) or more.
- the air permeability of the fiber layer 16 is preferably set to 150 cm 3 /(cm 2 ⁇ sec) or less in relation to the efficiency of capturing foreign matter. When the air permeability of the fiber layer 16 is within the above range, the filter 10 can ensure foreign matter collection efficiency and air permeability. When the filter 10 is used for a mask, it is possible to reduce suffocation due to moderate ventilation, and a good wearing feeling can be obtained. In addition, the filter 10 provides good foreign matter collection efficiency.
- the air permeability of the fiber layer 16 is preferably set lower than that of the foam layer 12. By doing so, the fiber layer 16 compensates for the foreign matter collection efficiency that cannot be obtained with the foam layer 12 without impairing the goodness of the foam layer 12 such as flexibility and elongation, so that the filter 10 has a good foreign matter collection efficiency. Collection efficiency is obtained. Moreover, it is preferable to set the air permeability of the fiber layer 16 to be lower than that of the fabric layer 14 . By doing so, the fiber layer 16 compensates for the foreign matter collection efficiency that cannot be obtained with the cloth layer 14 without impairing the goodness of the cloth layer 14 such as flexibility and elongation, and good foreign matter collection in the filter 10 is achieved. Efficiency is obtained.
- the fiber basis weight of the fiber layer 16 is preferably 0.10 g/m 2 to 10 g/m 2 , more preferably 0.10 g/m 2 to 5 g/m 2 . By doing so, the fiber layer 16 can secure foreign matter collection efficiency and air permeability.
- the basis weight of the fibers of the fiber layer 16 can also be set according to the difference in objects to be collected for foreign matter and the fiber diameter of the fiber layer 16 . For example, when the fiber layer 16 has a large fiber diameter, it is 0.5 g/m 2 to 10 g/m 2 , 0.5 g/m 2 to 5 g/m 2 , 1 g/m 2 to 3 g/m 2 . can do.
- the fiber layer 16 with a small fiber diameter the ⁇ 0.6 g/m 2 . In this case, it is effective for collecting small-sized foreign substances such as bacteria and viruses.
- the contaminant collection efficiency of the filter 10 can be determined by BFE (Bacterial Filtration Efficiency).
- BFE is a value measured in accordance with JIS L1912:1997 (Appendix) (Methods for Testing Nonwoven Fabrics for Medical Use), and a larger value indicates that there is no change in the total colony count of Staphylococcus aureus. That is, it refers to the percentage obtained by subtracting the total colony number (B) when the sample was set from the total colony number (A) of the control and dividing the difference by the total colony number (A) of the control.
- BFE (%) ⁇ (A) - (B) ⁇ ⁇ (A) x 100
- the BFE of the filter 10 is preferably 70% or higher, more preferably 80% or higher, even more preferably 90% or higher, and particularly preferably 95% or higher.
- a sheet of resin foam that forms the foam layer 12 is prepared.
- a cloth for the cloth layer 14 is prepared.
- a fiber layer 16 is formed by applying fibers 18 to one surface of the resin foam by an electrospinning method.
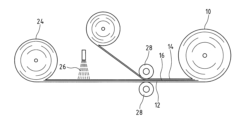
- the equipment used for electrospinning comprises, for example, a DC high voltage power supply, an infusion pump, a needle syringe and a metal collector 22 .
- the polymer solution is injected from the nozzle 20 of a needle syringe toward one surface of the resin foam.
- the nozzle 20 and the metal collector 22 are charged oppositely, and when the polymer solution is sprayed from the nozzle 20, the fibers 18 formed from the polymer solution are formed on the resin foam placed on the metal collector 22. After application, fine fibers 18 are gradually piled up to form a fiber layer 16 .
- the fiber diameter of the fibers 18 can be adjusted by adjusting the distance from the nozzle 20 of the needle syringe to the resin foam, the amount of the polymer solution injected from the nozzle 20, the voltage, and the like.
- the fiber layer 16 is joined to the foam layer 12 by entangling the fibers 18 around the resin foam. Thus, an intermediate sheet 24 with a fiber layer 16 on one side of the foam layer 12 is obtained.
- a method of joining the intermediate sheet 24 and the cloth includes frame lamination and adhesion using a hot-melt adhesive.
- a hot-melt adhesive As an adhesion method using a hot-melt adhesive, the intermediate sheet 24 and the cloth are pasted together by sandwiching an adhesive layer such as a hot-melt adhesive or applying the adhesive by a roll coater or spray coating.
- a non-woven hot-melt sheet may be sandwiched between the intermediate sheet 24 and the cloth, and the hot-melt sheet may be melted and adhered (dry lamination) by heating and press-bonding them.
- thermoplastic hot-melt materials such as polyamide, polyvinyl alcohol, and polyester, and moisture-curing hot-melt materials can be used.
- a fibrous hot-melt adhesive 26 may be applied as shown in FIG.
- the fibrous hot-melt adhesives 26 intersect each other and are arranged in a mesh-like manner, creating gaps between the fibrous hot-melt adhesives 26 .
- the fibrous hot-melt adhesive 26 By bonding the intermediate sheet 24 and the cloth with the fibrous hot-melt adhesive 26, the bonded portion where the cloth layer 14 and the fiber layer 16 are bonded and the cloth layer 14 and the fiber layer 16 are bonded in the filter 10.
- a non-bonded portion that is not bonded is formed. Since the non-bonded portion is easier to ventilate than the bonded portion, there is an advantage that the air permeability of the filter 10 can be improved.
- the fibrous hot melt adhesive 26 preferably has a diameter of 10 ⁇ m to 600 ⁇ m. When the diameter of the fibrous hot-melt adhesive 26 is within the above range, it is possible to easily form a non-bonded portion and improve breathability while ensuring an appropriate bonding strength at the bonded portion.
- the amount of fibrous hot-melt adhesive 26 to be applied is preferably 5 g/m 2 to 100 g/m 2 . When the amount of the fibrous hot-melt adhesive 26 to be applied is within the above range, it is possible to easily form a non-bonded portion and improve breathability while ensuring an appropriate bonding strength at the bonded portion.
- the fibers 18 are applied to the resin foam, but the fibers 18 may be applied to the cloth.
- the intermediate sheet in which the fiber layer 16 and the cloth layer 14 are laminated and the resin foam are laminated by the bonding method described above.
- the fibers 18 may be applied to both the resin foam and the cloth.
- the intermediate sheet in which the fiber layer 16 and the foam layer 12 are laminated and the intermediate sheet in which the fiber layer 16 and the cloth layer 14 are laminated are laminated by the bonding method described above.
- the filter 10 Since the filter 10 has a multi-layer structure, the synergy of the physical properties of the layers improves the function, and the layers complement each other to obtain functions that cannot be obtained with a single layer. Specifically, since the filter 10 includes the fiber layer 16 between the foam layer 12 and the cloth layer 14, the efficiency of collecting foreign matter is improved, and the passage of foreign matter at the level of bacteria can be properly blocked. Since the fiber layer 16 can ensure good foreign matter collection efficiency, the degree of freedom in selecting the foam layer 12 and the fabric layer 14 is increased, and the function of the filter 10 can be improved by the foam layer 12 and the fabric layer 14 . Since the fiber layer 16 is placed between the foam layer 12 and the cloth layer 14 and protected, even if the fiber 18 is an aggregate, the fiber 18 can be prevented from becoming fuzzy.
- the fiber layer 16 is an aggregate of the fibers 18, the foam layer 12 and the fabric layer 14 have good followability to deformation such as bending and elongation. Even if the filter 10 has the fiber layer 16 that improves the foreign matter collection efficiency, the fiber layer 16 does not easily prevent the deformation of the foam layer 12 and the cloth layer 14. Therefore, the easiness of bending and stretching as a whole is improved. Ease of deformation can be secured. When the cloth layer 14 is made of a knitted fabric, the cloth layer 14 can be stretched well, so that the easiness of deforming the filter 10, such as easiness of bending and easiness of stretching, can be improved.
- the fiber layer 16 has a structure in which the fibers 18 are entwined to join adjacent layers, there is no film or the like that hinders ventilation at the joint surface unlike adhesion by adhesive or welding by frame lamination.
- the air permeability of the filter 10 can be improved.
- the fiber layer 16 and the adjacent layer are bonded, the fiber layer 16 and the adjacent layer are bonded by having a non-bonded portion where the fiber layer 16 and the adjacent layer are not bonded.
- the air permeability of the filter 10 can be improved by the non-bonded portion, which is easier to ventilate than the portion.
- the filter 10 can make it difficult for the expansion and contraction of the foam layer 12 to be hindered due to the presence of the cloth layer 14 and the fiber layer 16 .
- the filter 10 preferably exhibits the stretchability specific to the resin foam.
- the elongation rate of the resin foam may become too large. In this case, if a cloth having a lower elongation rate than the resin foam is used, excessive elongation of the filter 10 can be suppressed, and the strength of the filter 10 can be improved while ensuring air permeability.
- the filter 10 has a fiber layer 16 that has a high foreign matter collection efficiency and does not adversely affect deformation such as expansion and contraction of other layers, the foam layer 12 and the cloth layer 14 have a high degree of freedom and can collect foreign matter. Functionality can be improved while ensuring efficiency.
- the fibers 18 are applied to one surface of the resin foam and/or one surface of the cloth, and the fiber layer 16 is formed by the assembly of the fibers 18.
- the fibers 18 are applied by an electrospinning method, the fiber layer 16 can be joined by the entanglement of the fibers 18 without using an adhesive or welding, so that the air permeability of the filter 10 can be improved.
- the fibers 18 are provided by the electrospinning method, the fibers 18 can be made finer, so that the efficiency of the filter 10 in collecting foreign matters can be improved.
- the filter 10 can be easily obtained by laminating the resin foam, the fiber layer 16 and the cloth such that the fiber layer 16 is between the resin foam and the cloth.
- the fibrous hot-melt adhesive 26 when joining the fiber layer 16 and the cloth or resin foam, a non-bonded portion can be easily formed between the bonded portions by the fibrous hot-melt adhesive 26.
- the air permeability of the obtained filter 10 can be improved.
- the filter is limited to the configuration described above, and various changes including the following are possible. In addition, it is not limited to the structure illustrated concretely.
- the layer configuration of the filter is not limited to the three layers described above, and may be four or more layers.
- another fabric layer may be placed over the foam layer 12 .
- another fabric layer arranged on the opposite side of the fabric layer 14 laminated to the fiber layer 16 is preferably made of a fabric having higher air permeability than the foam layer 12 .
- Another foam layer may also be placed over the fabric layer 14 .
- another foam layer arranged on the opposite side of the foam layer 12 laminated on the fiber layer 16 can be made of the same resin foam as the foam layer 12 .
- some or all of the foam layer 12, fabric layer 14 and fiber layer 16 may be composed of two or more layers of the same or different materials.
- the fiber layer 16 may be formed of a nonwoven fabric instead of the electrospinning method.
- a nonwoven fabric produced by a meltblown method meltblown nonwoven fabric
- a nonwoven fabric produced by a spunbond method spunbond nonwoven fabric
- the filter may have a configuration in which two layers (for example, the foam layer 12 and the fabric layer 14), front and back, sandwich and hold a layer such as the fiber layer 16 disposed in the middle.
- the foam layer 12 and the fabric layer 14 may be bonded together, and the fiber layer may be sandwiched and held without bonding.
- both the front and back layers are resin foams
- the fiber layers may be sandwiched and held by joining the resin foams together by heat sealing, adhesion, sewing, or the like.
- FIG. 1 the wearer's side when wearing a mask may be called the back side, and the side opposite to the wearer may be called the front side.
- the mask 30 of the first mode includes a mask main body 32 that covers part of the face including the mouth, and ear hooks 34 provided on the side edges of the mask main body 32.
- the mask main body 32 is sized to cover the central part of the wearer's face, from the bridge of the nose to the chin via the nostrils and mouth, and both left and right cheeks.
- the ear hooking portion 34 is formed with an ear hooking hole 34a for hooking on the ear when worn.
- the mask main body 32 is formed at least by the filter 10 described above.
- the mask main body 32 and the ear hooks 34 are made of the same filter 10 .
- the foam layer 12 is oriented toward the back side, which contacts the wearer's face, and the fabric layer 14 is oriented toward the front side (see FIG. 8).
- the mask main body 32 of the first mode is formed by joining two filters 10,10.
- the left-right half of the mask body 32 and the ear hooks 34 connected to one side of the mask body 32 are formed of one filter 10 .
- the mask main body 32 has a three-dimensional shape that protrudes toward the front side toward the center in the vertical direction.
- the mask main body portion 32 is formed on the front side toward the central portion in the left-right direction. It becomes a three-dimensional shape that becomes convex.
- the mask 30 can be manufactured, for example, as follows. As shown in FIG. 9, the two filters 10 with the foam layers 12 facing each other are punched by a Thomson blade or the like to form a shape corresponding to the half of the mask 30 in the left-right direction. The mask 30 is obtained by joining the edges of the two filters, which are the central portions in the left-right direction of the mask main body portion 32 .
- the method of joining the filter 10 includes a heat sealing method by hot press molding, ultrasonic fusion, joining by adhesive, joining by sewing, and the like.
- the mask 30 Since the mask 30 is composed of the filter 10 described above, it has a good foreign matter collection efficiency.
- the cloth layer 14 has a texture peculiar to cloth, and it is possible to attach colors, pictures, patterns, etc., which are difficult to be applied to the resin foam, so that the design of the mask 30 can be improved.
- the front side of the mask 30 can be protected by the cloth layer 14, which is superior in abrasion resistance and weather resistance to the resin foam. Due to the unique flexibility and elongation of the resin foam placed on the back side of the mask 30, the burden on the skin can be reduced, and the peripheral edge of the mask body 32 can improve the ability to follow movements of the mouth.
- the foam layer 12 arranged on the back side of the mask 30 has better air permeability than the other layers, it is possible to suppress sticking of the mask main body 32 to the mouth and nose due to breathing, and it is difficult to get stuffy and easy to breathe. .
- the filter 10 the commercial value of the mask 30 can be improved.
- the mask main body part 32 of the mask 30 is composed of the filter 10 having an appropriate elongation rate, the peripheral edge of the mask main body part 32 is in close contact with the face, making it difficult for a gap to form between the mask body part 32 and the face. Intrusion of foreign matter can be prevented. In addition, since the mask main body 32 deforms following the movement of the mouth, etc., the burden of wearing the mask 30 can be reduced.
- the mask 30 not only the mask main body 32 but also the ear hooks 34 connected to the sides of the mask main body 32 are formed of the same filter 10 as the mask main body 32. As a result, the mask 30 tends to chip the ear hooks 34 against the ears due to moderate expansion and contraction. In addition, the mask 30 can reduce the burden on the ears when worn, and the mask main body 32 can be brought into close contact with the face by moderately pulling the ear hooks 34 .
- the mask main body 32 By forming the mask main body 32 with a plurality of filters 10 like the mask 30 of the first mode, a three-dimensional shape matching the shape of the face can be obtained.
- the mask 30 By making the mask 30 have a three-dimensional shape, it is possible to improve the adhesion to the face, so that even if the mouth is moved, a gap is hardly formed between the mask and the face, and foreign matter can be prevented from entering through the gap.
- the connecting portion 36 has a curved shape in which the central portion in the vertical direction is convex, the central portion in the horizontal direction of the mask main body portion 32 will move toward the front side of the mask 30 when the two filters 10, 10 are unfolded to the left and right. It is preferable because it becomes an inflated three-dimensional shape.
- the mask is not limited to the above configuration, and various modifications including the following items are possible. In addition, it is not limited to the structure illustrated concretely.
- the mask is configured by combining two laminated sheets, but the entire mask may be configured with one filter 10 as shown in FIGS. Also, three or more filters may be joined together to form a mask.
- a folded portion 42 may be provided contiguously with the upper edge portion of the mask body portion 32 .
- the folded portion 42 is positioned between the unfolded posture (see FIGS. 11 and 14) extending upward from the mask body portion 32 and the folded posture (see FIGS. 12 and 15) in which the mask body portion 32 is folded so as to overlap the back side of the mask body portion 32. It is possible to change the posture with When the folded portion 42 is in the folded posture, a seal portion 44 formed by the folded portion of the folded portion 42 is formed at the upper edge portion of the mask body portion 32 .
- the seal portion 44 may be folded back toward the back side (wearer side) to form an inward folded portion 45 (see FIG. 16).
- the seal portion 44 of the mask 40 makes it difficult for a gap to form between the mask and the face even when the mouth is moved, and foreign matter can be prevented from entering through the gap. In addition, by closing the gap with the sealing portion 44, it is possible to prevent the glasses from being fogged by exhalation. As shown in FIG. 15, if the folding portion 42 is set to have a size that entirely overlaps with the mask main body portion 32, the foreign matter collection efficiency can be improved.
- the folded portion may be provided continuously with the lower edge portion of the mask main body portion, or may be provided at both the lower edge portion and the lower edge portion of the mask main body portion.
- the sealing portion can be formed at the lower edge of the main body by folding back the folded portion, and the gap between the lower edge of the mask main body and the chin can be closed. It can be closed with a seal.
- the mask may be used with the foam layer on the back side and the cloth layer on the front side, or with the foam layer on the front side and the cloth layer on the back side. may By arranging the fabric layer on the back side, it is possible to improve the feel to the skin and suppress the stickiness caused by exhalation.
- ⁇ Foam layer ⁇ Foam A: Flexible polyurethane foam (manufactured by INOAC Corporation, product name: MF-60, polyester polyurethane foam, elongation: 400%, number of cells: 60 / 25 mm, film-removed foam)
- Foam B Flexible polyurethane foam (manufactured by INOAC Corporation, product name: MF-80, polyester polyurethane foam, elongation: 400%, number of cells: 80 / 25 mm, film-removed foam)
- Foam C Flexible polyurethane foam (manufactured by INOAC Corporation, product name: ECS, polyether polyurethane foam, elongation: 180%, number of cells: 40/25 mm, non-film-removed foam)
- Cloth A Stretch ester 50D (material: polyester, crimped multifilament yarn, 50 denier, knitting method: circular knitting, basis weight: 50 g/m 2 )
- Cloth B Nylon sheeting (material: nylon, crimped multifilament yarn, 75 denier, knitting method: sheeting knit, 80 g/m 2 )
- Cloth C Rayon-based spunlace nonwoven fabric (material: rayon, spunlace method (hydroentanglement method), basis weight: 50 g/m 2 )
- Fiber layer ⁇ Fiber A: thermoplastic fluororesin (polyvinylidene fluoride) fiber, fiber diameter (diameter): about 300 nm, basis weight: 0.3 g / m 2 ⁇ Fiber B: thermoplastic fluororesin (polyvinylidene fluoride) fiber, fiber diameter (diameter): about 500 nm, basis weight: 0.6 g / m 2
- the hot-melt adhesive shown in Table 1 is used to join the fabric and the intermediate sheet formed by forming the fiber layer on the foam layer by the electrospinning method.
- the cloth and the resin foam are bonded with the hot-melt adhesive shown in Table 3.
- ⁇ Hot-melt non-woven fabric non-woven hot-melt sheet (material: polyamide, basis weight: 13 g/m 2 )
- ⁇ Fibrous hot-melt moisture-curing hot-melt adhesive (material: polyurethane-based hot-melt, fiber diameter: 20 ⁇ m, coating amount: 15 g/m 2 )
- the air permeability is a value measured using the method described in JIS L1096-7:2010 “Testing method for woven and knitted fabrics: Method A (Fragile method)”.
- BFE is a value obtained by measuring the object to be measured using the method described in JIS L1912:1997 (Appendix) "Method for Testing Nonwoven Fabrics for Medical Use”.
- Example 1 As shown in Tables 1 and 2, it can be seen that the masks of Examples 1 to 12 having fiber layers have a high level of foreign matter collection efficiency. Further, when comparing Example 1 and Example 2, Example 2 bonded with a fibrous hot-melt adhesive exhibits higher air permeability.
Abstract
Provided is a filter having excellent efficiency in capturing foreign matter. This filter 10 includes a foam layer 12 that is made of a resin foam, a fabric layer 14, and a fiber layer 16 that is positioned between the foam layer 12 and the fabric layer 14 and that is an aggregate of fibers. For example, polyurethane foam or the like can be used as the resin foam. A textile, knitted article, or the like can be used as the fabric layer.
Description
本開示の一側面は、フィルタおよびフィルタの製造方法、フィルタを用いたマスクに関するものである。
One aspect of the present disclosure relates to a filter, a filter manufacturing method, and a mask using the filter.
フィルタは、衛生用のマスクや空気清浄機の給気口などの様々なところに用いられている。例えば、口および鼻孔を覆う本体部分を、ポリウレタンフォーム製のフィルタで構成したマスクが提案されている(例えば、特許文献1参照)。引用文献1では、ポリウレタンフォームとして低反発なものを用いることで、マスクの本体部分を顔面の凹凸に応じて変形させて、本体部分のフィット感を向上している。
Filters are used in various places such as sanitary masks and air inlets of air purifiers. For example, a mask has been proposed in which a body portion covering the mouth and nostrils is composed of a filter made of polyurethane foam (see, for example, Patent Document 1). In Cited Document 1, by using low-resilience polyurethane foam, the main body of the mask is deformed according to the unevenness of the face, thereby improving the fit of the main body.
フィルタとしては、花粉や細菌などの異物を捕集する異物捕集効率を確保することが求められる。
As a filter, it is required to ensure the efficiency of collecting foreign substances such as pollen and bacteria.
本開示の一側面は、従来の技術に係る前記問題に鑑み、これらを好適に解決するべく提案されたものであって、良好な異物捕集効率を有するフィルタおよびその製造方法、マスクを提供することを目的とする。
One aspect of the present disclosure has been proposed in view of the above-mentioned problems related to the conventional technology to preferably solve them, and provides a filter having good foreign matter collection efficiency, a method for manufacturing the same, and a mask. for the purpose.
本開示に係るフィルタの一側面は、
樹脂発泡体である発泡体層と、
布層と、
前記発泡体層と前記布層との間に配置され、繊維の集合体である繊維層と、を含む、ことを要旨とする。 One aspect of the filter according to the present disclosure is
a foam layer that is a resin foam;
a fabric layer;
a fiber layer disposed between the foam layer and the fabric layer, the fiber layer being a collection of fibers.
樹脂発泡体である発泡体層と、
布層と、
前記発泡体層と前記布層との間に配置され、繊維の集合体である繊維層と、を含む、ことを要旨とする。 One aspect of the filter according to the present disclosure is
a foam layer that is a resin foam;
a fabric layer;
a fiber layer disposed between the foam layer and the fabric layer, the fiber layer being a collection of fibers.
本開示に係るフィルタの製造方法の一側面は、
樹脂発泡体の一面および/または布の一面に繊維を付与して、前記繊維の集合体によって繊維層を形成し、
ホットメルト接着剤を用いて、前記繊維層が前記樹脂発泡体と前記布との間になるように、前記樹脂発泡体、前記繊維層および前記布を積層することを要旨とする。 One aspect of the filter manufacturing method according to the present disclosure includes:
Applying fibers to one surface of the resin foam and/or one surface of the cloth to form a fiber layer with the aggregate of the fibers,
The gist is that the resin foam, the fiber layer and the cloth are laminated using a hot-melt adhesive so that the fiber layer is between the resin foam and the cloth.
樹脂発泡体の一面および/または布の一面に繊維を付与して、前記繊維の集合体によって繊維層を形成し、
ホットメルト接着剤を用いて、前記繊維層が前記樹脂発泡体と前記布との間になるように、前記樹脂発泡体、前記繊維層および前記布を積層することを要旨とする。 One aspect of the filter manufacturing method according to the present disclosure includes:
Applying fibers to one surface of the resin foam and/or one surface of the cloth to form a fiber layer with the aggregate of the fibers,
The gist is that the resin foam, the fiber layer and the cloth are laminated using a hot-melt adhesive so that the fiber layer is between the resin foam and the cloth.
本開示に係るマスクの一側面は、
本開示のフィルタによって、口を含む顔面の一部を覆うマスク本体部が形成されていることを要旨とする。 One aspect of the mask according to the present disclosure is
The gist is that the filter of the present disclosure forms a mask body that covers a portion of the face, including the mouth.
本開示のフィルタによって、口を含む顔面の一部を覆うマスク本体部が形成されていることを要旨とする。 One aspect of the mask according to the present disclosure is
The gist is that the filter of the present disclosure forms a mask body that covers a portion of the face, including the mouth.
本開示に係るフィルタの一側面によれば、良好な異物捕集効率を有している。
本開示に係るフィルタの製造方法の一側面によれば、良好な異物捕集効率を有するフィルタを得られる。
本開示に係るマスクの一側面によれば、良好な異物捕集効率を有している。 According to one aspect of the filter according to the present disclosure, it has good foreign matter collection efficiency.
According to one aspect of the method for manufacturing a filter according to the present disclosure, it is possible to obtain a filter having good foreign matter collection efficiency.
According to one aspect of the mask according to the present disclosure, it has good foreign matter collection efficiency.
本開示に係るフィルタの製造方法の一側面によれば、良好な異物捕集効率を有するフィルタを得られる。
本開示に係るマスクの一側面によれば、良好な異物捕集効率を有している。 According to one aspect of the filter according to the present disclosure, it has good foreign matter collection efficiency.
According to one aspect of the method for manufacturing a filter according to the present disclosure, it is possible to obtain a filter having good foreign matter collection efficiency.
According to one aspect of the mask according to the present disclosure, it has good foreign matter collection efficiency.
(フィルタ)
図1に示すように、本開示の一態様としてのフィルタ10は、樹脂発泡体である発泡体層12と、布層14と、発泡体層12と布層14との間に配置された繊維層16と、を含む積層構造である。布層14は、繊維または糸をシート状に加工した布で構成されている。繊維層16は、繊維の集合体である。 (filter)
As shown in FIG. 1, afilter 10 as one aspect of the present disclosure includes a foam layer 12 that is a resin foam, a fabric layer 14, and fibers disposed between the foam layer 12 and the fabric layer 14. layer 16, and a laminated structure. The cloth layer 14 is made of a sheet of cloth made from fibers or threads. The fiber layer 16 is an assembly of fibers.
図1に示すように、本開示の一態様としてのフィルタ10は、樹脂発泡体である発泡体層12と、布層14と、発泡体層12と布層14との間に配置された繊維層16と、を含む積層構造である。布層14は、繊維または糸をシート状に加工した布で構成されている。繊維層16は、繊維の集合体である。 (filter)
As shown in FIG. 1, a
フィルタ10は、自身を通過する流体から花粉や細菌などの異物を除去する用途に使用可能であり、特に空気から花粉や細菌などを除去する用途に適している。フィルタ10は、例えば、マスクや、空気清浄機やエアコンの給気口に取り付けたりなどして使用可能であり、特にマスクに適している。フィルタ10は、曲げ変形可能な柔軟性や可撓性を有していると、特にマスク用途であると好ましい。
The filter 10 can be used for removing foreign substances such as pollen and bacteria from the fluid passing through it, and is particularly suitable for removing pollen and bacteria from the air. The filter 10 can be used, for example, by being attached to a mask or an air inlet of an air purifier or an air conditioner, and is particularly suitable for masks. It is preferable that the filter 10 has flexibility and flexibility that allows bending deformation, especially for use as a mask.
(フィルタの通気性)
フィルタ10は、通気性を有している。フィルタ10の通気性が、10cm3/(cm2・sec)以上であると好ましく、15cm3/(cm2・sec)以上であるとより好ましく、20cm3/(cm2・sec)以上であると更に好ましく、25cm3/(cm2・sec)以上であると特に好ましい。なお、フィルタ10の通気性は、異物捕集効率との関係で600cm3/(cm2・sec)以下であると好ましい。前記範囲の通気性を有するフィルタ10であると、良好な異物捕集効率および適度な通気性を確保できる。そして、フィルタ10をマスクに用いた場合、異物の透過を適切に抑制できると共に、適度な通気性により息苦しさや蒸れを軽減して、良好な装着感が得られる。なお、本開示における通気性は、所定厚みの測定対象を、JIS L1096-7:2010「織物及び編物の生地試験方法:A法(フラジール形法)」に記載の方法を用いて測定した値である。 (Breathability of filter)
Thefilter 10 has air permeability. The air permeability of the filter 10 is preferably 10 cm 3 /(cm 2 ·sec) or more, more preferably 15 cm 3 /(cm 2 ·sec) or more, and 20 cm 3 /(cm 2 ·sec) or more. and more preferably 25 cm 3 /(cm 2 ·sec) or more. It should be noted that the air permeability of the filter 10 is preferably 600 cm 3 /(cm 2 ·sec) or less in relation to the foreign matter collection efficiency. With the filter 10 having the air permeability within the above range, it is possible to ensure good foreign matter trapping efficiency and moderate air permeability. When the filter 10 is used as a mask, it is possible to appropriately suppress the permeation of foreign matter, and moderate breathability reduces suffocation and stuffiness, thereby providing a comfortable fit. In addition, the air permeability in the present disclosure is a value measured using the method described in JIS L1096-7: 2010 “Fabric test method for woven and knitted fabrics: A method (Fragile method)” for a measurement object with a predetermined thickness. be.
フィルタ10は、通気性を有している。フィルタ10の通気性が、10cm3/(cm2・sec)以上であると好ましく、15cm3/(cm2・sec)以上であるとより好ましく、20cm3/(cm2・sec)以上であると更に好ましく、25cm3/(cm2・sec)以上であると特に好ましい。なお、フィルタ10の通気性は、異物捕集効率との関係で600cm3/(cm2・sec)以下であると好ましい。前記範囲の通気性を有するフィルタ10であると、良好な異物捕集効率および適度な通気性を確保できる。そして、フィルタ10をマスクに用いた場合、異物の透過を適切に抑制できると共に、適度な通気性により息苦しさや蒸れを軽減して、良好な装着感が得られる。なお、本開示における通気性は、所定厚みの測定対象を、JIS L1096-7:2010「織物及び編物の生地試験方法:A法(フラジール形法)」に記載の方法を用いて測定した値である。 (Breathability of filter)
The
(フィルタの伸び)
フィルタ10の伸び率(JIS K6400-5:2004ダンベル2号型)が、80%~500%であると好ましく、150%~500%であるとより好ましく、200%~450%であると更に好ましい。伸び率が前記範囲であると、フィルタ10が変形し易く、設置箇所などの形状に追従させて取り付け可能である。そして、フィルタ10をマスクに用いた場合、マスクの周縁が顔面に密着して顔面との間に隙間が生じ難くなる。また、口などの動きに追従して適度に伸びて、着用時の負担を軽減できる。伸び率が前記範囲にあるフィルタ10でマスクの耳掛け部を形成すると、耳掛け部が切れ難くなると共に、耳への負担を軽減できる。 (filter elongation)
The elongation rate of the filter 10 (JIS K6400-5:2004 dumbbell No. 2 type) is preferably 80% to 500%, more preferably 150% to 500%, and even more preferably 200% to 450%. . When the elongation rate is within the above range, thefilter 10 is easily deformed and can be attached following the shape of the installation location. When the filter 10 is used as a mask, the peripheral edges of the mask are in close contact with the face, making it difficult for a gap to form between the mask and the face. In addition, it stretches appropriately according to the movement of the mouth, etc., and can reduce the burden when worn. If the ear hook portion of the mask is formed with the filter 10 having the elongation rate within the above range, the ear hook portion will not easily break and the burden on the ear can be reduced.
フィルタ10の伸び率(JIS K6400-5:2004ダンベル2号型)が、80%~500%であると好ましく、150%~500%であるとより好ましく、200%~450%であると更に好ましい。伸び率が前記範囲であると、フィルタ10が変形し易く、設置箇所などの形状に追従させて取り付け可能である。そして、フィルタ10をマスクに用いた場合、マスクの周縁が顔面に密着して顔面との間に隙間が生じ難くなる。また、口などの動きに追従して適度に伸びて、着用時の負担を軽減できる。伸び率が前記範囲にあるフィルタ10でマスクの耳掛け部を形成すると、耳掛け部が切れ難くなると共に、耳への負担を軽減できる。 (filter elongation)
The elongation rate of the filter 10 (JIS K6400-5:2004 dumbbell No. 2 type) is preferably 80% to 500%, more preferably 150% to 500%, and even more preferably 200% to 450%. . When the elongation rate is within the above range, the
(発泡体層)
発泡体層12の樹脂発泡体として、例えば、ポリウレタンフォーム、ポリエチレンやポリプロピレン等のポリオレフィン系フォーム、メラミンフォームなどが挙げられる。ポリウレタンフォームは、伸びや強度に優れると共に、開口率を高く設定できることから樹脂発泡体として好ましい。伸びや強度に優れている樹脂発泡体であると、フィルタ10をマスクとした場合、顔面へのフィット性を向上できる。また、開口率が高い樹脂発泡体であると、通気性を確保して息苦しさを抑制できる。 (foam layer)
Examples of the resin foam of thefoam layer 12 include polyurethane foam, polyolefin foam such as polyethylene and polypropylene, and melamine foam. Polyurethane foam is preferable as a resin foam because it has excellent elongation and strength and can have a high open area ratio. A resin foam having excellent elongation and strength can improve fit to the face when the filter 10 is used as a mask. In addition, if the resin foam has a high open area ratio, breathability can be ensured to suppress suffocation.
発泡体層12の樹脂発泡体として、例えば、ポリウレタンフォーム、ポリエチレンやポリプロピレン等のポリオレフィン系フォーム、メラミンフォームなどが挙げられる。ポリウレタンフォームは、伸びや強度に優れると共に、開口率を高く設定できることから樹脂発泡体として好ましい。伸びや強度に優れている樹脂発泡体であると、フィルタ10をマスクとした場合、顔面へのフィット性を向上できる。また、開口率が高い樹脂発泡体であると、通気性を確保して息苦しさを抑制できる。 (foam layer)
Examples of the resin foam of the
軟質の樹脂発泡体は、柔らかくて復元性があることから、発泡体層12として好ましい。樹脂発泡体としては、スラブ成形や抽出法やその他の成形方法によるものが挙げられる。樹脂発泡体は、隣り合う気泡の間のセル壁(膜)が除去されて骨格のみになっている除膜処理品、または、各セル壁(膜)に穴があいている連通構造や半連通構造品を使用可能である。なお、除膜処理品は、公知の除膜処理、例えば溶剤によってセル壁を溶解する方法、爆発によりセル壁を破壊する方法等により得ることができる。
A soft resin foam is preferable as the foam layer 12 because it is soft and has resilience. Examples of resin foams include slab molding, extraction methods, and other molding methods. Resin foam is a film-removed product in which the cell walls (films) between adjacent cells are removed to leave only the skeleton, or a continuous structure or semi-connected structure in which each cell wall (film) has holes. Structures can be used. The film-removed product can be obtained by a known film-removal treatment, for example, a method of dissolving the cell walls with a solvent, a method of destroying the cell walls by explosion, or the like.
フィルタ10は、樹脂発泡体の物性の弱い部分を布層14や繊維層16で補完可能であるから、選択できる樹脂発泡体の幅が広い。例えば、ポリウレタンフォームの場合、ポリエステル系と比べて耐水性(耐湿熱老化性)に優れたポリエーテル系を用いると、ポリエステル系と比べて機械的強度が劣ることになるが、布層14の存在により補強されて機械的強度を確保できる。このように、ポリエーテル系およびポリエステル系の何れのポリウレタンフォームも使用可能である。
Since the filter 10 can complement the weak physical properties of the resin foam with the cloth layer 14 or the fiber layer 16, there is a wide range of resin foams that can be selected. For example, in the case of polyurethane foam, if polyether-based foam, which is superior in water resistance (resistance to moist heat aging) compared to polyester-based foam, is used, mechanical strength is inferior to that of polyester-based foam, but the presence of the cloth layer 14 can ensure mechanical strength. Thus, both polyether-based and polyester-based polyurethane foams can be used.
(樹脂発泡体の通気性)
樹脂発泡体は、通気性を有している。樹脂発泡体の通気性が、10cm3/(cm2・sec)以上であると好ましく、15cm3/(cm2・sec)以上であるとより好ましく、20cm3/(cm2・sec)以上であると更に好ましく、25cm3/(cm2・sec)以上であると特に好ましい。なお、樹脂発泡体の通気性は、異物の捕集効率との関係で600cm3/(cm2・sec)以下であると好ましい。フィルタ10は、発泡体層12の通気性を大きくしても他の層によって異物捕集効率を確保できることから、柔軟性や伸びなどの機能を通気性よりも優先して樹脂発泡体を設定してもよい。 (Permeability of resin foam)
The resin foam has air permeability. The air permeability of the resin foam is preferably 10 cm 3 /(cm 2 ·sec) or more, more preferably 15 cm 3 /(cm 2 ·sec) or more, and more preferably 20 cm 3 /(cm 2 ·sec) or more. It is more preferable if there is, and it is particularly preferable if it is 25 cm 3 /(cm 2 ·sec) or more. Note that the air permeability of the resin foam is preferably 600 cm 3 /(cm 2 ·sec) or less in relation to the efficiency of capturing foreign matter. In thefilter 10, even if the air permeability of the foam layer 12 is increased, the other layers can ensure foreign matter collection efficiency. may
樹脂発泡体は、通気性を有している。樹脂発泡体の通気性が、10cm3/(cm2・sec)以上であると好ましく、15cm3/(cm2・sec)以上であるとより好ましく、20cm3/(cm2・sec)以上であると更に好ましく、25cm3/(cm2・sec)以上であると特に好ましい。なお、樹脂発泡体の通気性は、異物の捕集効率との関係で600cm3/(cm2・sec)以下であると好ましい。フィルタ10は、発泡体層12の通気性を大きくしても他の層によって異物捕集効率を確保できることから、柔軟性や伸びなどの機能を通気性よりも優先して樹脂発泡体を設定してもよい。 (Permeability of resin foam)
The resin foam has air permeability. The air permeability of the resin foam is preferably 10 cm 3 /(cm 2 ·sec) or more, more preferably 15 cm 3 /(cm 2 ·sec) or more, and more preferably 20 cm 3 /(cm 2 ·sec) or more. It is more preferable if there is, and it is particularly preferable if it is 25 cm 3 /(cm 2 ·sec) or more. Note that the air permeability of the resin foam is preferably 600 cm 3 /(cm 2 ·sec) or less in relation to the efficiency of capturing foreign matter. In the
(樹脂発泡体のセル数)
樹脂発泡体のセル数(JIS K6400-1:2004付属書1(参考))は、30個/25mm~150個/25mmであると好ましく、40個/25mm~110個/25mmであるとより好ましい。樹脂発泡体のセル数が前記範囲にあると、適度の通気性を確保できる。フィルタ10をマスクに用いた場合、肌に対するザラザラした感じを抑えて、マスクのズレを抑える適度な摩擦抵抗を付与できる。また、フィルタ10をマスクに用いた場合、適度な通気性を確保できるので息苦しさや蒸れを軽減でき、良好な装着感が得られる。 (Number of cells of resin foam)
The number of cells of the resin foam (JIS K6400-1:2004 Annex 1 (reference)) is preferably 30 cells/25 mm to 150 cells/25 mm, and more preferably 40 cells/25 mm to 110 cells/25 mm. . When the number of cells of the resin foam is within the above range, appropriate air permeability can be ensured. When thefilter 10 is used for a mask, it is possible to suppress rough feeling on the skin and to provide an appropriate frictional resistance for suppressing slippage of the mask. In addition, when the filter 10 is used as a mask, it is possible to secure adequate breathability, so that it is possible to reduce suffocation and stuffiness, and a good feeling of wearing can be obtained.
樹脂発泡体のセル数(JIS K6400-1:2004付属書1(参考))は、30個/25mm~150個/25mmであると好ましく、40個/25mm~110個/25mmであるとより好ましい。樹脂発泡体のセル数が前記範囲にあると、適度の通気性を確保できる。フィルタ10をマスクに用いた場合、肌に対するザラザラした感じを抑えて、マスクのズレを抑える適度な摩擦抵抗を付与できる。また、フィルタ10をマスクに用いた場合、適度な通気性を確保できるので息苦しさや蒸れを軽減でき、良好な装着感が得られる。 (Number of cells of resin foam)
The number of cells of the resin foam (JIS K6400-1:2004 Annex 1 (reference)) is preferably 30 cells/25 mm to 150 cells/25 mm, and more preferably 40 cells/25 mm to 110 cells/25 mm. . When the number of cells of the resin foam is within the above range, appropriate air permeability can be ensured. When the
(樹脂発泡体の伸び率)
樹脂発泡体の伸び率(JIS K6400-5:2004ダンベル2号型)が、80%~500%であると好ましく、150%~500%であるとより好ましく、200%~450%であると更に好ましい。樹脂発泡体の伸び率が前記範囲にあると、フィルタ10が変形し易く、設置箇所などの形状に追従させて取り付け可能である。そして、フィルタ10をマスクに用いた場合、マスクの周縁が顔面に密着して顔面との間に隙間が生じ難くなる。また、口などの動きに追従して適度に伸びて、着用時の負担を軽減できる。フィルタ10で耳掛け部を形成した場合、耳掛け部が切れ難くなると共に、耳への負担を軽減できる。 (Elongation rate of resin foam)
The elongation rate of the resin foam (JIS K6400-5: 2004 Dumbbell No. 2 type) is preferably 80% to 500%, more preferably 150% to 500%, and further preferably 200% to 450%. preferable. When the elongation rate of the resin foam is within the above range, thefilter 10 is easily deformed and can be attached following the shape of the installation location. When the filter 10 is used as a mask, the peripheral edges of the mask are in close contact with the face, making it difficult for a gap to form between the mask and the face. In addition, it stretches appropriately according to the movement of the mouth, etc., and can reduce the burden when worn. When the filter 10 forms an ear hook, the ear hook is less likely to break and the burden on the ear can be reduced.
樹脂発泡体の伸び率(JIS K6400-5:2004ダンベル2号型)が、80%~500%であると好ましく、150%~500%であるとより好ましく、200%~450%であると更に好ましい。樹脂発泡体の伸び率が前記範囲にあると、フィルタ10が変形し易く、設置箇所などの形状に追従させて取り付け可能である。そして、フィルタ10をマスクに用いた場合、マスクの周縁が顔面に密着して顔面との間に隙間が生じ難くなる。また、口などの動きに追従して適度に伸びて、着用時の負担を軽減できる。フィルタ10で耳掛け部を形成した場合、耳掛け部が切れ難くなると共に、耳への負担を軽減できる。 (Elongation rate of resin foam)
The elongation rate of the resin foam (JIS K6400-5: 2004 Dumbbell No. 2 type) is preferably 80% to 500%, more preferably 150% to 500%, and further preferably 200% to 450%. preferable. When the elongation rate of the resin foam is within the above range, the
(樹脂発泡体の密度)
樹脂発泡体の密度(JIS K7222:2005)は、10kg/m3~100kg/m3であると好ましく、10kg/m3~85kg/m3であるとより好ましい。樹脂発泡体の密度が前記範囲にあると、フィルタ10を軽量化できる。そして、フィルタ10をマスクに用いた場合に着用時の負担を軽減できる。 (Density of resin foam)
The density of the resin foam (JIS K7222:2005) is preferably 10 kg/m 3 to 100 kg/m 3 , more preferably 10 kg/m 3 to 85 kg/m 3 . When the density of the resin foam is within the above range, the weight of thefilter 10 can be reduced. And when the filter 10 is used as a mask, the burden of wearing it can be reduced.
樹脂発泡体の密度(JIS K7222:2005)は、10kg/m3~100kg/m3であると好ましく、10kg/m3~85kg/m3であるとより好ましい。樹脂発泡体の密度が前記範囲にあると、フィルタ10を軽量化できる。そして、フィルタ10をマスクに用いた場合に着用時の負担を軽減できる。 (Density of resin foam)
The density of the resin foam (JIS K7222:2005) is preferably 10 kg/m 3 to 100 kg/m 3 , more preferably 10 kg/m 3 to 85 kg/m 3 . When the density of the resin foam is within the above range, the weight of the
(樹脂発泡体の硬さ)
樹脂発泡体の硬さ(25%ILD)は、40N~400Nであると好ましく、60N~300Nであるとより好ましい。樹脂発泡体の硬さが前記範囲にあると、適度な強度を確保できる。そして、フィルタ10をマスクに用いた場合、マスクの周縁が顔面に密着して顔面との間に隙間が生じ難くなる。フィルタ10で耳掛け部を形成した場合、耳掛け部が切れ難くなる。なお、前述の硬さは、JIS K6400-2:2012版、直径200mmの平らな円盤の加圧板で25%圧縮時(D法)の硬さ試験方法によるものである。 (Hardness of resin foam)
The hardness (25% ILD) of the resin foam is preferably 40N to 400N, more preferably 60N to 300N. When the hardness of the resin foam is within the above range, appropriate strength can be ensured. When thefilter 10 is used as a mask, the peripheral edges of the mask are in close contact with the face, making it difficult for a gap to form between the mask and the face. When the filter 10 forms an ear hook, the ear hook is difficult to cut. The above-mentioned hardness is according to the JIS K6400-2:2012 hardness test method when a flat disk pressure plate with a diameter of 200 mm is compressed by 25% (D method).
樹脂発泡体の硬さ(25%ILD)は、40N~400Nであると好ましく、60N~300Nであるとより好ましい。樹脂発泡体の硬さが前記範囲にあると、適度な強度を確保できる。そして、フィルタ10をマスクに用いた場合、マスクの周縁が顔面に密着して顔面との間に隙間が生じ難くなる。フィルタ10で耳掛け部を形成した場合、耳掛け部が切れ難くなる。なお、前述の硬さは、JIS K6400-2:2012版、直径200mmの平らな円盤の加圧板で25%圧縮時(D法)の硬さ試験方法によるものである。 (Hardness of resin foam)
The hardness (25% ILD) of the resin foam is preferably 40N to 400N, more preferably 60N to 300N. When the hardness of the resin foam is within the above range, appropriate strength can be ensured. When the
(発泡体層の厚み)
発泡体層12の厚みは、0.8mm~3mmであると好ましい。発泡体層12の厚みが前記範囲にあると、フィルタ10の嵩張りを抑制できるので取り扱い易く、フィルタ10のコストを抑えることができる。 (Thickness of foam layer)
The thickness of thefoam layer 12 is preferably 0.8 mm to 3 mm. When the thickness of the foam layer 12 is within the above range, the bulkiness of the filter 10 can be suppressed, so that it is easy to handle and the cost of the filter 10 can be suppressed.
発泡体層12の厚みは、0.8mm~3mmであると好ましい。発泡体層12の厚みが前記範囲にあると、フィルタ10の嵩張りを抑制できるので取り扱い易く、フィルタ10のコストを抑えることができる。 (Thickness of foam layer)
The thickness of the
樹脂発泡体は、発泡剤等の化学物質に由来する臭気を低減する処理を施してクリーン性に優れたクリーン処理品が好ましい。クリーン処理としては、例えば、樹脂発泡体を水洗い等により洗浄したり、加熱処理(例えば、70~120℃、30~120分)して、脱臭したりするなど、樹脂発泡体に残留する化学物質を除去する処理が挙げられる。特にマスクに用いる場合、樹脂発泡体におけるVDA-278に準拠して測定される揮発性有機化合物(VOC)の量(トータルVOC量)が、1000ppm以下であることが望ましい。なお、トータルVOC量が、400ppm以下であると、臭気が少なく、クリーン性に優れるのでより好ましい。
For the resin foam, it is preferable to use a clean-treated product that has been treated to reduce odors derived from chemical substances such as foaming agents and has excellent cleanliness. As the clean treatment, for example, the resin foam is washed with water, etc., or heat-treated (for example, 70 to 120 ° C., 30 to 120 minutes) to deodorize, etc. Chemical substances remaining in the resin foam are removed. can be removed. In particular, when used for masks, the amount of volatile organic compounds (VOC) measured in accordance with VDA-278 (total VOC amount) in the resin foam is desirably 1000 ppm or less. A total VOC content of 400 ppm or less is more preferable because of less odor and excellent cleanness.
(布層)
布層14は、編物、織物、不織布、またはフェルトなどの布を使用できる。布を構成する繊維としては、ポリエチレンやポリプロピレンやナイロンやウレタンやレーヨン等の化学繊維で構成されたものや、綿やウール等の天然繊維で構成されたものを使用できる。ポリエステル繊維は、紫外線による変色が少ないので耐久性の点から好ましい。布は、吸湿性が少ないものであると、フィルタ10を洗濯するときや乾燥するときに都合がよい。また、綿やレーヨンからなる布は、吸水性があるので、フィルタ10に吸湿や保湿性を求める場合に採用すればよい。布は、抗菌処理等によって抗菌性を有する抗菌性布地であってもよい。布は、表面の繊維を起毛させたものであってもよい。 (cloth layer)
Fabric layer 14 can be a fabric such as knitted, woven, non-woven, or felt. As the fibers constituting the cloth, those composed of chemical fibers such as polyethylene, polypropylene, nylon, urethane, and rayon, and those composed of natural fibers such as cotton and wool can be used. Polyester fibers are preferable from the standpoint of durability because they are less susceptible to discoloration due to ultraviolet rays. A cloth having low hygroscopicity is convenient for washing and drying the filter 10 . Also, cloth made of cotton or rayon is water absorbent, so it may be used when the filter 10 is required to absorb moisture or retain moisture. The fabric may be an antimicrobial fabric having antimicrobial properties such as by antimicrobial treatment. The cloth may be one in which surface fibers are raised.
布層14は、編物、織物、不織布、またはフェルトなどの布を使用できる。布を構成する繊維としては、ポリエチレンやポリプロピレンやナイロンやウレタンやレーヨン等の化学繊維で構成されたものや、綿やウール等の天然繊維で構成されたものを使用できる。ポリエステル繊維は、紫外線による変色が少ないので耐久性の点から好ましい。布は、吸湿性が少ないものであると、フィルタ10を洗濯するときや乾燥するときに都合がよい。また、綿やレーヨンからなる布は、吸水性があるので、フィルタ10に吸湿や保湿性を求める場合に採用すればよい。布は、抗菌処理等によって抗菌性を有する抗菌性布地であってもよい。布は、表面の繊維を起毛させたものであってもよい。 (cloth layer)
布は、織り方や編み方によって構造的に伸縮性を有しているものや、伸縮性を有する弾性繊維を用いることで伸縮性を有する所謂ストレッチ生地などを使用できる。布が織物である場合、伸縮性を有する平織、綾織り、ジャガード織りが好ましい。布が編物である場合、経編や横編やその他を使用可能であり、経編であれば、例えばトリコット、ダブルラッセルなどを挙げられ、横編であれば、丸編みや天竺編み等を挙げられる。編物は、織物や不織布よりも伸縮性に優れていることから好ましい。
As for the cloth, it is possible to use fabrics that are structurally stretchable depending on how they are woven or knitted, or so-called stretch fabrics that are stretchable by using elastic fibers that have stretchability. When the cloth is a woven fabric, stretchable plain weave, twill weave, and jacquard weave are preferred. When the cloth is knitted, warp knitting, weft knitting, and others can be used. Warp knitting includes tricot, double raschel, etc., and weft knitting includes circular knitting and jersey knitting. be done. Knitted fabrics are preferred because they are more stretchable than woven fabrics and non-woven fabrics.
布が不織布である場合、ウエブを、乾式法、スパンボンド法、メルトブローン法、エアレイド法などの何れで形成したものであってもよい。細菌のような微細な異物の捕集効率の観点から、メルトブローン法による不織布(メルトブローン不織布)やスパンボンド法による不織布(スパンボンド不織布)が好ましい。また、不織布は、ウエブの繊維結合方法が、ケミカルボンド法、サーマルボンド法、ニードルパンチ法、水流交絡法(スパンレース)などの何れであってもよいが、マスク用途のフィルタ10としてはVOCが少ない水流交絡法やニードルパンチ法が好ましい。
When the cloth is a nonwoven fabric, the web may be formed by any of a dry method, a spunbond method, a meltblown method, an airlaid method, and the like. From the viewpoint of the efficiency of capturing fine foreign matter such as bacteria, a nonwoven fabric by a meltblown method (meltblown nonwoven fabric) or a nonwoven fabric by a spunbond method (spunbond nonwoven fabric) is preferable. In addition, the nonwoven fabric may be formed by a chemical bond method, a thermal bond method, a needle punch method, a hydroentanglement method (spunlace), or the like. A hydroentanglement method and a needle punch method are preferable.
(布の伸び率)
布の伸び率(JIS K6400-5:2004ダンベル2号型)が、50%~500%であると好ましい。前述した伸び率の布であると、発泡体層12の伸縮性を、布層14で妨げ難く、フィルタ10の伸縮性を向上できる。フィルタ10をマスクに用いた場合、口などの動きに追従して適度に伸びて、着用時の負担を軽減できる。また、フィルタ10でマスクの耳掛け部を形成した場合、耳掛け部が切れ難くなると共に、耳への負担を軽減できる。なお、樹脂発泡体よりも伸び率が低い布を用いると、樹脂発泡体の過剰な伸びを抑えて樹脂発泡体の塑性変形を防止でき、フィルタ10を丈夫にできるので好ましい。 (Elongation rate of cloth)
The elongation percentage of the cloth (JIS K6400-5:2004 Dumbbell No. 2 type) is preferably 50% to 500%. When the fabric has the above elongation rate, the stretchability of thefoam layer 12 is less likely to be hindered by the fabric layer 14, and the stretchability of the filter 10 can be improved. When the filter 10 is used as a mask, it stretches appropriately according to the movement of the mouth, etc., and can reduce the burden when worn. Further, when the ear hook portion of the mask is formed with the filter 10, the ear hook portion is difficult to cut and the burden on the ear can be reduced. It should be noted that it is preferable to use a cloth having a lower elongation rate than the resin foam, since excessive elongation of the resin foam can be suppressed, plastic deformation of the resin foam can be prevented, and the filter 10 can be strengthened.
布の伸び率(JIS K6400-5:2004ダンベル2号型)が、50%~500%であると好ましい。前述した伸び率の布であると、発泡体層12の伸縮性を、布層14で妨げ難く、フィルタ10の伸縮性を向上できる。フィルタ10をマスクに用いた場合、口などの動きに追従して適度に伸びて、着用時の負担を軽減できる。また、フィルタ10でマスクの耳掛け部を形成した場合、耳掛け部が切れ難くなると共に、耳への負担を軽減できる。なお、樹脂発泡体よりも伸び率が低い布を用いると、樹脂発泡体の過剰な伸びを抑えて樹脂発泡体の塑性変形を防止でき、フィルタ10を丈夫にできるので好ましい。 (Elongation rate of cloth)
The elongation percentage of the cloth (JIS K6400-5:2004 Dumbbell No. 2 type) is preferably 50% to 500%. When the fabric has the above elongation rate, the stretchability of the
(布の通気性)
布の通気性が、10cm3/(cm2・sec)以上であると好ましく、15cm3/(cm2・sec)以上であるとより好ましく、20cm3/(cm2・sec)以上であると更に好ましく、25cm3/(cm2・sec)以上であると特に好ましい。なお、布の通気性は、異物捕集効率との関係で150cm3/(cm2・sec)以下に設定することが好ましい。通気性が前記範囲にある布であると、良好な異物捕集効率および適度な通気性を確保できる。そして、フィルタ10をマスクに用いた場合、適度な通気性を確保できるので息苦しさを軽減でき、良好な装着感が得られる。また、通気性が前記範囲にある布であると、フィルタ10をマスクに用いた場合、良好な異物捕集効率を得られる。このように、通気性が前記範囲にある布であると、呼吸し易さと異物の良好な捕集効率を両立できるので好ましい。フィルタ10は、布層14の通気性を大きくしても繊維層16によって異物捕集効率を確保できることから、柔軟性や伸びや意匠性などの機能を通気性よりも優先して布を設定してもよい。 (Breathability of cloth)
The air permeability of the fabric is preferably 10 cm 3 /(cm 2 ·sec) or more, more preferably 15 cm 3 /(cm 2 ·sec) or more, and 20 cm 3 /(cm 2 ·sec) or more. More preferably, it is particularly preferably 25 cm 3 /(cm 2 ·sec) or more. The air permeability of the cloth is preferably set to 150 cm 3 /(cm 2 ·sec) or less in relation to the efficiency of trapping foreign matter. A fabric having air permeability within the above range can ensure good foreign matter trapping efficiency and appropriate air permeability. And when thefilter 10 is used for a mask, it is possible to ensure adequate breathability, so that it is possible to reduce the feeling of suffocation and to obtain a good wearing feeling. Further, if the fabric has air permeability within the above range, when the filter 10 is used as a mask, a good foreign matter collection efficiency can be obtained. As described above, it is preferable to use a fabric having air permeability within the above range, because it is possible to achieve both ease of breathing and good foreign matter collection efficiency. In the filter 10, even if the air permeability of the fabric layer 14 is increased, the fiber layer 16 can ensure the foreign matter collection efficiency. may
布の通気性が、10cm3/(cm2・sec)以上であると好ましく、15cm3/(cm2・sec)以上であるとより好ましく、20cm3/(cm2・sec)以上であると更に好ましく、25cm3/(cm2・sec)以上であると特に好ましい。なお、布の通気性は、異物捕集効率との関係で150cm3/(cm2・sec)以下に設定することが好ましい。通気性が前記範囲にある布であると、良好な異物捕集効率および適度な通気性を確保できる。そして、フィルタ10をマスクに用いた場合、適度な通気性を確保できるので息苦しさを軽減でき、良好な装着感が得られる。また、通気性が前記範囲にある布であると、フィルタ10をマスクに用いた場合、良好な異物捕集効率を得られる。このように、通気性が前記範囲にある布であると、呼吸し易さと異物の良好な捕集効率を両立できるので好ましい。フィルタ10は、布層14の通気性を大きくしても繊維層16によって異物捕集効率を確保できることから、柔軟性や伸びや意匠性などの機能を通気性よりも優先して布を設定してもよい。 (Breathability of cloth)
The air permeability of the fabric is preferably 10 cm 3 /(cm 2 ·sec) or more, more preferably 15 cm 3 /(cm 2 ·sec) or more, and 20 cm 3 /(cm 2 ·sec) or more. More preferably, it is particularly preferably 25 cm 3 /(cm 2 ·sec) or more. The air permeability of the cloth is preferably set to 150 cm 3 /(cm 2 ·sec) or less in relation to the efficiency of trapping foreign matter. A fabric having air permeability within the above range can ensure good foreign matter trapping efficiency and appropriate air permeability. And when the
布層14の厚さが、0.1mm~0.4mmであると好ましい。布層14は、厚くなるほど、異物捕集効率が向上するが、自身を通過する空気の圧力損失が大きくなる(通気性が小さくなる)。布層14は、薄くなるほど、異物捕集効率が低下するが、自身を通過する空気の圧力損失が小さくなる(通気性が大きくなる)。フィルタ10は、布層14の厚さが前述の範囲にあると、適度な通気性が得られる。また、布層14の厚みが前記範囲にあると、フィルタ10の嵩張りを抑えることができる。
The thickness of the cloth layer 14 is preferably 0.1 mm to 0.4 mm. As the fabric layer 14 becomes thicker, the efficiency of trapping foreign matter improves, but the pressure loss of the air passing through itself increases (the air permeability decreases). The thinner the cloth layer 14 is, the lower the efficiency of trapping foreign matter, but the lower the pressure loss of the air passing through itself (the higher the air permeability). When the thickness of the fabric layer 14 of the filter 10 is within the above range, moderate air permeability can be obtained. Further, when the thickness of the cloth layer 14 is within the above range, the bulkiness of the filter 10 can be suppressed.
(繊維層)
繊維層16は、繊維18の集合体である。繊維層16は、不織布のように繊維をシート状に加工したものを用いてもよいが、繊維層16と隣り合う層の一方または両方に、繊維を積み重ねて構成することが、繊維層16の伸びがよくなるので好ましい。また、繊維層16は、繊維同士が接着剤で接合されていないものであると、伸びがよくなるので好ましい。繊維は、溶融紡糸法、湿式紡糸法または乾式紡糸法の何れで形成してもよいが、溶融紡糸法の一種である電界紡糸法によって形成すると、微細な繊維が得られるので好ましい。 (fiber layer)
Thefiber layer 16 is an aggregate of fibers 18 . The fiber layer 16 may be formed by processing fibers into a sheet such as a non-woven fabric. It is preferable because it spreads well. In addition, it is preferable that the fibers of the fiber layer 16 are not bonded to each other with an adhesive because the fiber layer 16 has good elongation. The fibers may be formed by any of melt spinning, wet spinning, and dry spinning, but electrospinning, which is a type of melt spinning, is preferred because fine fibers can be obtained.
繊維層16は、繊維18の集合体である。繊維層16は、不織布のように繊維をシート状に加工したものを用いてもよいが、繊維層16と隣り合う層の一方または両方に、繊維を積み重ねて構成することが、繊維層16の伸びがよくなるので好ましい。また、繊維層16は、繊維同士が接着剤で接合されていないものであると、伸びがよくなるので好ましい。繊維は、溶融紡糸法、湿式紡糸法または乾式紡糸法の何れで形成してもよいが、溶融紡糸法の一種である電界紡糸法によって形成すると、微細な繊維が得られるので好ましい。 (fiber layer)
The
(繊維層の繊維径)
繊維層16は、1μm~1000μmのマイクロサイズの繊維径の繊維、または繊維径が1nm~1000nm(1μm)のナノサイズの繊維径の繊維で構成されている。繊維層16は、異物捕集効率の観点から、ナノサイズの繊維(ナノファイバー)が好ましい。また、繊維層16は、生産性の観点からは、1μm~1000μmのマイクロサイズの繊維が好ましい。繊維の繊維径は、異物捕集の実用性の観点から、10nm~100μmであると好ましく、10nm~50μmであるとより好ましく、10nm~30μmであると更に好ましい。また、さらにより細かい異物の捕集の観点からは、10nm~800nmであると好ましく、10nm~500nmであるとより好ましく、10nm~100nmであると更に好ましい。繊維の繊維径が前記範囲にあると、異物の捕集と適度な通気性とを確保できる。繊維層16を構成する繊維の繊維径を、布層14を構成する繊維や糸よりも小さくすることが好ましい。このようにすることで、布層14を比較的丈夫にでき、布層14で捕集が難しい細菌等の微細な異物を繊維層16で捕集可能である。 (fiber diameter of fiber layer)
Thefiber layer 16 is composed of micro-sized fibers with a fiber diameter of 1 μm to 1000 μm or nano-sized fibers with a fiber diameter of 1 nm to 1000 nm (1 μm). The fibrous layer 16 is preferably made of nano-sized fibers (nanofibers) from the viewpoint of foreign matter collection efficiency. From the viewpoint of productivity, the fiber layer 16 is preferably micro-sized fibers of 1 μm to 1000 μm. The fiber diameter of the fiber is preferably from 10 nm to 100 μm, more preferably from 10 nm to 50 μm, and even more preferably from 10 nm to 30 μm, from the viewpoint of practicality of collecting foreign matter. From the viewpoint of collecting even finer foreign matters, the thickness is preferably 10 nm to 800 nm, more preferably 10 nm to 500 nm, and even more preferably 10 nm to 100 nm. When the fiber diameter of the fiber is within the above range, it is possible to secure the trapping of foreign substances and appropriate air permeability. It is preferable that the fibers forming the fiber layer 16 have a smaller fiber diameter than the fibers and threads forming the fabric layer 14 . By doing so, the cloth layer 14 can be made relatively strong, and the fiber layer 16 can collect microscopic foreign substances such as bacteria that are difficult to collect with the cloth layer 14 .
繊維層16は、1μm~1000μmのマイクロサイズの繊維径の繊維、または繊維径が1nm~1000nm(1μm)のナノサイズの繊維径の繊維で構成されている。繊維層16は、異物捕集効率の観点から、ナノサイズの繊維(ナノファイバー)が好ましい。また、繊維層16は、生産性の観点からは、1μm~1000μmのマイクロサイズの繊維が好ましい。繊維の繊維径は、異物捕集の実用性の観点から、10nm~100μmであると好ましく、10nm~50μmであるとより好ましく、10nm~30μmであると更に好ましい。また、さらにより細かい異物の捕集の観点からは、10nm~800nmであると好ましく、10nm~500nmであるとより好ましく、10nm~100nmであると更に好ましい。繊維の繊維径が前記範囲にあると、異物の捕集と適度な通気性とを確保できる。繊維層16を構成する繊維の繊維径を、布層14を構成する繊維や糸よりも小さくすることが好ましい。このようにすることで、布層14を比較的丈夫にでき、布層14で捕集が難しい細菌等の微細な異物を繊維層16で捕集可能である。 (fiber diameter of fiber layer)
The
(繊維の材質)
繊維の材質は、例えば、ポリフッ化ビニリデン等の熱可塑性フッ素樹脂、ポリスチレン、ポリカーボネート、ポリ(メタ)アクリレート、ポリ塩化ビニル、ポリエチレンテレフタレート、ナイロン-6,6,ナイロン-4,6のような熱可塑性樹脂、ポリウレタン、ポリビニルアルコール、ポリ乳酸、ポリカプロラクトン、ポリエチレングリコール、ポリエチレン-酢酸ビニル共重合体、ポリエチレン-ビニルアルコール共重合体、ポリエチレンオキサイド、コラーゲンのような生分解性ポリマー、ポリアクリロニトリル、ポリアミド、ポリアニリン、パラアミド、ポリ酢酸ビニル、アセチルセルロース(アセテート)等を挙げられる。ポリウレタン繊維は、発泡体層12との接着性がよく、伸びもよいので好ましい。繊維層16の伸びがよいと、発泡体層12および布層14の伸びに対する追従性がよくなり、例えばフィルタをマスクとした場合、顔面にフィットし易くなる。 (fiber material)
Fiber materials include, for example, thermoplastic fluororesins such as polyvinylidene fluoride, thermoplastics such as polystyrene, polycarbonate, poly(meth)acrylate, polyvinyl chloride, polyethylene terephthalate, nylon-6,6, and nylon-4,6. Resin, polyurethane, polyvinyl alcohol, polylactic acid, polycaprolactone, polyethylene glycol, polyethylene-vinyl acetate copolymer, polyethylene-vinyl alcohol copolymer, polyethylene oxide, biodegradable polymer such as collagen, polyacrylonitrile, polyamide, polyaniline , paraamide, polyvinyl acetate, acetyl cellulose (acetate), and the like. Polyurethane fibers are preferable because they have good adhesion to thefoam layer 12 and have good elongation. If the fiber layer 16 has good elongation, the foam layer 12 and the fabric layer 14 can follow the elongation well, and when the filter is used as a mask, for example, it can easily fit the face.
繊維の材質は、例えば、ポリフッ化ビニリデン等の熱可塑性フッ素樹脂、ポリスチレン、ポリカーボネート、ポリ(メタ)アクリレート、ポリ塩化ビニル、ポリエチレンテレフタレート、ナイロン-6,6,ナイロン-4,6のような熱可塑性樹脂、ポリウレタン、ポリビニルアルコール、ポリ乳酸、ポリカプロラクトン、ポリエチレングリコール、ポリエチレン-酢酸ビニル共重合体、ポリエチレン-ビニルアルコール共重合体、ポリエチレンオキサイド、コラーゲンのような生分解性ポリマー、ポリアクリロニトリル、ポリアミド、ポリアニリン、パラアミド、ポリ酢酸ビニル、アセチルセルロース(アセテート)等を挙げられる。ポリウレタン繊維は、発泡体層12との接着性がよく、伸びもよいので好ましい。繊維層16の伸びがよいと、発泡体層12および布層14の伸びに対する追従性がよくなり、例えばフィルタをマスクとした場合、顔面にフィットし易くなる。 (fiber material)
Fiber materials include, for example, thermoplastic fluororesins such as polyvinylidene fluoride, thermoplastics such as polystyrene, polycarbonate, poly(meth)acrylate, polyvinyl chloride, polyethylene terephthalate, nylon-6,6, and nylon-4,6. Resin, polyurethane, polyvinyl alcohol, polylactic acid, polycaprolactone, polyethylene glycol, polyethylene-vinyl acetate copolymer, polyethylene-vinyl alcohol copolymer, polyethylene oxide, biodegradable polymer such as collagen, polyacrylonitrile, polyamide, polyaniline , paraamide, polyvinyl acetate, acetyl cellulose (acetate), and the like. Polyurethane fibers are preferable because they have good adhesion to the
(繊維層の通気性)
繊維層16の通気性が、10cm3/(cm2・sec)以上であると好ましく、15cm3/(cm2・sec)以上であるとより好ましく、20cm3/(cm2・sec)以上であると更に好ましく、25cm3/(cm2・sec)以上であると特に好ましい。なお、繊維層16の通気性は、異物の捕集効率との関係で150cm3/(cm2・sec)以下に設定することが好ましい。繊維層16の通気性が前記範囲にあると、フィルタ10において異物捕集効率および通気性を確保できる。フィルタ10をマスクに用いた場合、適度な通気により息苦しさを軽減でき、良好な装着感が得られる。また、フィルタ10によって良好な異物捕集効率が得られる。 (Breathability of fiber layer)
The air permeability of thefiber layer 16 is preferably 10 cm 3 /(cm 2 ·sec) or more, more preferably 15 cm 3 /(cm 2 ·sec) or more, and more preferably 20 cm 3 /(cm 2 ·sec) or more. It is more preferable if there is, and it is particularly preferable if it is 25 cm 3 /(cm 2 ·sec) or more. The air permeability of the fiber layer 16 is preferably set to 150 cm 3 /(cm 2 ·sec) or less in relation to the efficiency of capturing foreign matter. When the air permeability of the fiber layer 16 is within the above range, the filter 10 can ensure foreign matter collection efficiency and air permeability. When the filter 10 is used for a mask, it is possible to reduce suffocation due to moderate ventilation, and a good wearing feeling can be obtained. In addition, the filter 10 provides good foreign matter collection efficiency.
繊維層16の通気性が、10cm3/(cm2・sec)以上であると好ましく、15cm3/(cm2・sec)以上であるとより好ましく、20cm3/(cm2・sec)以上であると更に好ましく、25cm3/(cm2・sec)以上であると特に好ましい。なお、繊維層16の通気性は、異物の捕集効率との関係で150cm3/(cm2・sec)以下に設定することが好ましい。繊維層16の通気性が前記範囲にあると、フィルタ10において異物捕集効率および通気性を確保できる。フィルタ10をマスクに用いた場合、適度な通気により息苦しさを軽減でき、良好な装着感が得られる。また、フィルタ10によって良好な異物捕集効率が得られる。 (Breathability of fiber layer)
The air permeability of the
繊維層16の通気性を、発泡体層12よりも低く設定することが好ましい。このようにすることで、柔軟性や伸びなどの発泡体層12の良さを損なうことなく、発泡体層12で得られない異物捕集効率を繊維層16で補って、フィルタ10における良好な異物捕集効率が得られる。また、繊維層16の通気性を、布層14よりも低く設定することが好ましい。このようにすることで、柔軟性や伸びなどの布層14の良さを損なうことなく、布層14で得られない異物捕集効率を繊維層16で補って、フィルタ10における良好な異物捕集効率が得られる。
The air permeability of the fiber layer 16 is preferably set lower than that of the foam layer 12. By doing so, the fiber layer 16 compensates for the foreign matter collection efficiency that cannot be obtained with the foam layer 12 without impairing the goodness of the foam layer 12 such as flexibility and elongation, so that the filter 10 has a good foreign matter collection efficiency. Collection efficiency is obtained. Moreover, it is preferable to set the air permeability of the fiber layer 16 to be lower than that of the fabric layer 14 . By doing so, the fiber layer 16 compensates for the foreign matter collection efficiency that cannot be obtained with the cloth layer 14 without impairing the goodness of the cloth layer 14 such as flexibility and elongation, and good foreign matter collection in the filter 10 is achieved. Efficiency is obtained.
(繊維の目付量)
繊維層16の繊維の目付量は、0.10g/m2~10g/m2であると好ましく、0.10g/m2~5g/m2であるとより好ましい。このようにすることで、繊維層16による異物捕集効率および通気性を確保できる。異物捕集の対象物の違いや、繊維層16の繊維径により、この繊維層16の繊維の目付量を設定することもできる。例えば、繊維層16の繊維径の大きなものに対しては、0.5g/m2~10g/m2、0.5g/m2~5g/m2、1g/m2~3g/m2とすることができる。また、繊維層16の繊維径の小さなものに対しては、0.1g/m2~1.0g/m2、0.1g/m2~0.8g/m2、0.1g/m2~0.6g/m2とすることができる。この場合、細菌やウィルス等の小さなサイズの異物を捕集する場合に有効である。 (Fiber basis weight)
The fiber basis weight of thefiber layer 16 is preferably 0.10 g/m 2 to 10 g/m 2 , more preferably 0.10 g/m 2 to 5 g/m 2 . By doing so, the fiber layer 16 can secure foreign matter collection efficiency and air permeability. The basis weight of the fibers of the fiber layer 16 can also be set according to the difference in objects to be collected for foreign matter and the fiber diameter of the fiber layer 16 . For example, when the fiber layer 16 has a large fiber diameter, it is 0.5 g/m 2 to 10 g/m 2 , 0.5 g/m 2 to 5 g/m 2 , 1 g/m 2 to 3 g/m 2 . can do. In addition , for the fiber layer 16 with a small fiber diameter, the ˜0.6 g/m 2 . In this case, it is effective for collecting small-sized foreign substances such as bacteria and viruses.
繊維層16の繊維の目付量は、0.10g/m2~10g/m2であると好ましく、0.10g/m2~5g/m2であるとより好ましい。このようにすることで、繊維層16による異物捕集効率および通気性を確保できる。異物捕集の対象物の違いや、繊維層16の繊維径により、この繊維層16の繊維の目付量を設定することもできる。例えば、繊維層16の繊維径の大きなものに対しては、0.5g/m2~10g/m2、0.5g/m2~5g/m2、1g/m2~3g/m2とすることができる。また、繊維層16の繊維径の小さなものに対しては、0.1g/m2~1.0g/m2、0.1g/m2~0.8g/m2、0.1g/m2~0.6g/m2とすることができる。この場合、細菌やウィルス等の小さなサイズの異物を捕集する場合に有効である。 (Fiber basis weight)
The fiber basis weight of the
フィルタ10の異物捕集効率は、細菌ろ過効率(BFE(Bacterial Filtration Efficiency))で判断できる。BFEは、JIS L1912:1997(付属書)(医療用不織布試験方法)にしたがって測定される値であり、大であるほど黄色ブドウ球菌の総コロニー数に変化がないことを示している。すなわち、コントロールの総コロニー数(A)から試料をセットしたときの総コロニー数(B)を引き、その差をコントロールの総コロニー数(A)で割った値の百分率をいう。
BFE(%)={(A)-(B)}÷(A)×100
フィルタ10のBFEが、70%以上であると好ましく、80%以上であるとより好ましく、90%以上であると更に好ましく、95%以上であると特に好ましい。 The contaminant collection efficiency of thefilter 10 can be determined by BFE (Bacterial Filtration Efficiency). BFE is a value measured in accordance with JIS L1912:1997 (Appendix) (Methods for Testing Nonwoven Fabrics for Medical Use), and a larger value indicates that there is no change in the total colony count of Staphylococcus aureus. That is, it refers to the percentage obtained by subtracting the total colony number (B) when the sample was set from the total colony number (A) of the control and dividing the difference by the total colony number (A) of the control.
BFE (%) = {(A) - (B)} ÷ (A) x 100
The BFE of thefilter 10 is preferably 70% or higher, more preferably 80% or higher, even more preferably 90% or higher, and particularly preferably 95% or higher.
BFE(%)={(A)-(B)}÷(A)×100
フィルタ10のBFEが、70%以上であると好ましく、80%以上であるとより好ましく、90%以上であると更に好ましく、95%以上であると特に好ましい。 The contaminant collection efficiency of the
BFE (%) = {(A) - (B)} ÷ (A) x 100
The BFE of the
(フィルタの製造方法の一態様)
フィルタ10の製造方法について、電界紡糸法によって繊維層16を形成する場合を例示する。発泡体層12にする樹脂発泡体のシートを用意する。また、布層14にする布を用意する。次に、図2に示すように、樹脂発泡体の一面に、電界紡糸法によって繊維18を付与して繊維層16を形成する。電界紡糸に使用する装置は、例えば、直流高電圧電源と、インフュージョンポンプと、ニードルシリンジと、金属コレクタ22とを備えている。具体的には、樹脂発泡体の一面に向けて、ニードルシリンジのノズル20から、ポリマー溶液を噴射する。このとき、ノズル20および金属コレクタ22は、対極に帯電しており、ポリマー溶液をノズル20から噴射すると、金属コレクタ22上に置かれた樹脂発泡体上に、ポリマー溶液から形成された繊維18が付与されて、微細な繊維18が次第に積み重なって繊維層16が形成される。繊維18の繊維径は、ニードルシリンジのノズル20から樹脂発泡体までの距離や、ノズル20から噴射するポリマー溶液の量や、電圧などによって調節可能である。繊維層16は、繊維18が樹脂発泡体に絡みついて発泡体層12と接合している。このように、発泡体層12の一面に繊維層16を備えた中間シート24が得られる。 (One aspect of filter manufacturing method)
As for the method for manufacturing thefilter 10, the case where the fiber layer 16 is formed by the electrospinning method will be exemplified. A sheet of resin foam that forms the foam layer 12 is prepared. Also, a cloth for the cloth layer 14 is prepared. Next, as shown in FIG. 2, a fiber layer 16 is formed by applying fibers 18 to one surface of the resin foam by an electrospinning method. The equipment used for electrospinning comprises, for example, a DC high voltage power supply, an infusion pump, a needle syringe and a metal collector 22 . Specifically, the polymer solution is injected from the nozzle 20 of a needle syringe toward one surface of the resin foam. At this time, the nozzle 20 and the metal collector 22 are charged oppositely, and when the polymer solution is sprayed from the nozzle 20, the fibers 18 formed from the polymer solution are formed on the resin foam placed on the metal collector 22. After application, fine fibers 18 are gradually piled up to form a fiber layer 16 . The fiber diameter of the fibers 18 can be adjusted by adjusting the distance from the nozzle 20 of the needle syringe to the resin foam, the amount of the polymer solution injected from the nozzle 20, the voltage, and the like. The fiber layer 16 is joined to the foam layer 12 by entangling the fibers 18 around the resin foam. Thus, an intermediate sheet 24 with a fiber layer 16 on one side of the foam layer 12 is obtained.
フィルタ10の製造方法について、電界紡糸法によって繊維層16を形成する場合を例示する。発泡体層12にする樹脂発泡体のシートを用意する。また、布層14にする布を用意する。次に、図2に示すように、樹脂発泡体の一面に、電界紡糸法によって繊維18を付与して繊維層16を形成する。電界紡糸に使用する装置は、例えば、直流高電圧電源と、インフュージョンポンプと、ニードルシリンジと、金属コレクタ22とを備えている。具体的には、樹脂発泡体の一面に向けて、ニードルシリンジのノズル20から、ポリマー溶液を噴射する。このとき、ノズル20および金属コレクタ22は、対極に帯電しており、ポリマー溶液をノズル20から噴射すると、金属コレクタ22上に置かれた樹脂発泡体上に、ポリマー溶液から形成された繊維18が付与されて、微細な繊維18が次第に積み重なって繊維層16が形成される。繊維18の繊維径は、ニードルシリンジのノズル20から樹脂発泡体までの距離や、ノズル20から噴射するポリマー溶液の量や、電圧などによって調節可能である。繊維層16は、繊維18が樹脂発泡体に絡みついて発泡体層12と接合している。このように、発泡体層12の一面に繊維層16を備えた中間シート24が得られる。 (One aspect of filter manufacturing method)
As for the method for manufacturing the
次に、中間シート24の繊維層16に布を積層して、布層14を形成する。中間シート24と布との接合方法は、フレームラミネーションや、ホットメルト接着剤による接着などが挙げられる。ホットメルト接着剤を用いた接着方法としては、ロールコーターやスプレー塗布により、ホットメルト接着剤等の接着剤層を挟んであるいは接着剤を塗布して、中間シート24および布を貼り合わせる。また、不織布状ホットメルトシートを中間シート24と布との間に挟んで、加熱圧着させ、ホットメルトシートを溶融し、接着する方法(ドライラミネーション)が挙げられる。なお、ホットメルト接着剤としては、ポリアミド、ポリビニルアルコール、ポリエステル等の熱可塑性ホットメルト材、湿気硬化型のホットメルト材などを使用できる。
Next, a cloth is laminated on the fiber layer 16 of the intermediate sheet 24 to form the cloth layer 14 . A method of joining the intermediate sheet 24 and the cloth includes frame lamination and adhesion using a hot-melt adhesive. As an adhesion method using a hot-melt adhesive, the intermediate sheet 24 and the cloth are pasted together by sandwiching an adhesive layer such as a hot-melt adhesive or applying the adhesive by a roll coater or spray coating. Alternatively, a non-woven hot-melt sheet may be sandwiched between the intermediate sheet 24 and the cloth, and the hot-melt sheet may be melted and adhered (dry lamination) by heating and press-bonding them. As the hot-melt adhesive, thermoplastic hot-melt materials such as polyamide, polyvinyl alcohol, and polyester, and moisture-curing hot-melt materials can be used.
図3に示すように、繊維状ホットメルト接着剤26を付与してもよい。この場合、繊維状ホットメルト接着剤26同士が交差して網目状に配置されて、繊維状ホットメルト接着剤26の間に隙間ができる。そして、繊維状ホットメルト接着剤26で中間シート24と布とを接着することで、フィルタ10において、布層14および繊維層16が接着している接着部と、布層14および繊維層16が接着していない非接着部とが形成される。接着部よりも非接着部の方が通気し易いことから、フィルタ10の通気性を向上できるメリットがある。
A fibrous hot-melt adhesive 26 may be applied as shown in FIG. In this case, the fibrous hot-melt adhesives 26 intersect each other and are arranged in a mesh-like manner, creating gaps between the fibrous hot-melt adhesives 26 . By bonding the intermediate sheet 24 and the cloth with the fibrous hot-melt adhesive 26, the bonded portion where the cloth layer 14 and the fiber layer 16 are bonded and the cloth layer 14 and the fiber layer 16 are bonded in the filter 10. A non-bonded portion that is not bonded is formed. Since the non-bonded portion is easier to ventilate than the bonded portion, there is an advantage that the air permeability of the filter 10 can be improved.
繊維状ホットメルト接着剤26の直径は、10μm~600μmであると好ましい。繊維状ホットメルト接着剤26の直径が前記範囲にあると、接着部による適度な接合強度を確保しつつ、非接着部を形成し易くて通気性を向上できる。繊維状ホットメルト接着剤26の付与量は、5g/m2~100g/m2であると好ましい。繊維状ホットメルト接着剤26の付与量が前記範囲にあると、接着部による適度な接合強度を確保しつつ、非接着部を形成し易くて通気性を向上できる。
The fibrous hot melt adhesive 26 preferably has a diameter of 10 μm to 600 μm. When the diameter of the fibrous hot-melt adhesive 26 is within the above range, it is possible to easily form a non-bonded portion and improve breathability while ensuring an appropriate bonding strength at the bonded portion. The amount of fibrous hot-melt adhesive 26 to be applied is preferably 5 g/m 2 to 100 g/m 2 . When the amount of the fibrous hot-melt adhesive 26 to be applied is within the above range, it is possible to easily form a non-bonded portion and improve breathability while ensuring an appropriate bonding strength at the bonded portion.
前述した製造方法の一態様では、樹脂発泡体に繊維18を付与したが、布に繊維18を付与してもよい。この場合、繊維層16および布層14が積層した中間シートと樹脂発泡体とが、前述した接合方法で積層される。また、樹脂発泡体および布の両方に繊維18を付与してもよい。この場合、繊維層16および発泡体層12が積層した中間シートと、繊維層16および布層14が積層した中間シートとが、前述した接合方法で積層される。層を接合する場合、例えば、面全体を接合したり、所定間隔の点状に部分接合したり、繊維状ホットメルト接着剤26等によってランダムに部分接合したりするなどが可能である。
In one aspect of the manufacturing method described above, the fibers 18 are applied to the resin foam, but the fibers 18 may be applied to the cloth. In this case, the intermediate sheet in which the fiber layer 16 and the cloth layer 14 are laminated and the resin foam are laminated by the bonding method described above. Also, the fibers 18 may be applied to both the resin foam and the cloth. In this case, the intermediate sheet in which the fiber layer 16 and the foam layer 12 are laminated and the intermediate sheet in which the fiber layer 16 and the cloth layer 14 are laminated are laminated by the bonding method described above. When joining the layers, for example, it is possible to join the entire surface, to partially join the layers at predetermined intervals, or to randomly join the layers with a fibrous hot-melt adhesive 26 or the like.
フィルタ10は、複層構造なので、層同士の物性の相乗により機能が向上し、層同士が補い合って単層では得られない機能が得られる。具体的には、フィルタ10は、発泡体層12と布層14との間に繊維層16を備えているので、異物捕集効率が向上し、細菌レベルの異物の通過を適切に阻害できる。繊維層16によって良好な異物捕集効率を確保できるので、発泡体層12および布層14の選択の自由度が高くなり、発泡体層12および布層14によって、フィルタ10の機能を向上できる。繊維層16は、発泡体層12と布層14との間に配置されて保護されているので、繊維18の集合体であっても、繊維18の毛羽立ちなどの不具合の発生を回避できる。
Since the filter 10 has a multi-layer structure, the synergy of the physical properties of the layers improves the function, and the layers complement each other to obtain functions that cannot be obtained with a single layer. Specifically, since the filter 10 includes the fiber layer 16 between the foam layer 12 and the cloth layer 14, the efficiency of collecting foreign matter is improved, and the passage of foreign matter at the level of bacteria can be properly blocked. Since the fiber layer 16 can ensure good foreign matter collection efficiency, the degree of freedom in selecting the foam layer 12 and the fabric layer 14 is increased, and the function of the filter 10 can be improved by the foam layer 12 and the fabric layer 14 . Since the fiber layer 16 is placed between the foam layer 12 and the cloth layer 14 and protected, even if the fiber 18 is an aggregate, the fiber 18 can be prevented from becoming fuzzy.
繊維層16は、繊維18の集合体であるので、発泡体層12や布層14の曲げや伸びなどの変形に対する追従性がよい。フィルタ10は、異物捕集効率を向上する繊維層16を有していても、繊維層16が発泡体層12や布層14の変形を妨げ難いので、全体として曲げ易さや伸び易さなどの変形し易さを確保できる。布層14を編物にすると、布層14の伸びが良くなることから、フィルタ10の曲げ易さや伸び易さなどの変形し易さを向上できる。しかも、繊維層16が繊維18を絡みつけて隣り合う層に接合している構成であると、接着剤による接着やフレームラミネーションによる溶着のように接合面の通気を妨げる膜などが生じないので、フィルタ10の通気性を向上できる。そして、繊維層16と隣り合う層とを接着する場合、繊維層16と隣り合う層とが接着していない非接着部を有することで、繊維層16と隣り合う層とが接着している接着部よりも通気し易い非接着部によって、フィルタ10の通気性を向上できる。
Since the fiber layer 16 is an aggregate of the fibers 18, the foam layer 12 and the fabric layer 14 have good followability to deformation such as bending and elongation. Even if the filter 10 has the fiber layer 16 that improves the foreign matter collection efficiency, the fiber layer 16 does not easily prevent the deformation of the foam layer 12 and the cloth layer 14. Therefore, the easiness of bending and stretching as a whole is improved. Ease of deformation can be secured. When the cloth layer 14 is made of a knitted fabric, the cloth layer 14 can be stretched well, so that the easiness of deforming the filter 10, such as easiness of bending and easiness of stretching, can be improved. In addition, when the fiber layer 16 has a structure in which the fibers 18 are entwined to join adjacent layers, there is no film or the like that hinders ventilation at the joint surface unlike adhesion by adhesive or welding by frame lamination. The air permeability of the filter 10 can be improved. Then, when the fiber layer 16 and the adjacent layer are bonded, the fiber layer 16 and the adjacent layer are bonded by having a non-bonded portion where the fiber layer 16 and the adjacent layer are not bonded. The air permeability of the filter 10 can be improved by the non-bonded portion, which is easier to ventilate than the portion.
フィルタ10は、適度な伸び率を有する布層14を用いることで、布層14および繊維層16の存在によって、発泡体層12の伸縮を妨げ難くできる。例えば、樹脂発泡体および布を同等の伸び率のものを用いれば、フィルタ10において、樹脂発泡体特有の伸縮性が好適に発現される。また、通気性を増すために開口率が高い樹脂発泡体を用いると、樹脂発泡体の伸び率が大きくなり過ぎることがある。この場合、樹脂発泡体よりも伸び率が小さい布を用いれば、フィルタ10の過剰な伸びを抑えて、通気性を確保しつつフィルタ10の強度を向上できる。フィルタ10は、異物捕集効率が高く、他の層の伸縮などの変形に悪影響を与え難い繊維層16を備えているので、発泡体層12および布層14の自由度が高く、異物捕集効率を確保しつつ機能性を向上できる。
By using the cloth layer 14 having an appropriate elongation rate, the filter 10 can make it difficult for the expansion and contraction of the foam layer 12 to be hindered due to the presence of the cloth layer 14 and the fiber layer 16 . For example, if the resin foam and cloth having the same elongation rate are used, the filter 10 preferably exhibits the stretchability specific to the resin foam. Moreover, if a resin foam having a high open area ratio is used to increase air permeability, the elongation rate of the resin foam may become too large. In this case, if a cloth having a lower elongation rate than the resin foam is used, excessive elongation of the filter 10 can be suppressed, and the strength of the filter 10 can be improved while ensuring air permeability. Since the filter 10 has a fiber layer 16 that has a high foreign matter collection efficiency and does not adversely affect deformation such as expansion and contraction of other layers, the foam layer 12 and the cloth layer 14 have a high degree of freedom and can collect foreign matter. Functionality can be improved while ensuring efficiency.
フィルタ10の製造方法によれば、樹脂発泡体の一面および/または布の一面に繊維18を付与して、繊維18の集合体によって繊維層16を形成している。このとき、電界紡糸法によって繊維18を付与すると、接着剤や溶着によることなく、繊維18の絡みつきによって繊維層16を接合できることから、フィルタ10の通気性を向上できる。また、電界紡糸法によって繊維18を付与すると、繊維18を微細にできることから、フィルタ10の異物捕集効率を向上できる。そして、フィルタ10は、繊維層16が樹脂発泡体と布との間になるように、樹脂発泡体、繊維層16および布を積層することで簡単に得られる。繊維層16と布または樹脂発泡体とを接合する際に、繊維状ホットメルト接着剤26を用いることで、繊維状ホットメルト接着剤26による接着部の間に非接着部を簡単に形成でき、得られるフィルタ10の通気性を向上できる。
According to the manufacturing method of the filter 10, the fibers 18 are applied to one surface of the resin foam and/or one surface of the cloth, and the fiber layer 16 is formed by the assembly of the fibers 18. At this time, if the fibers 18 are applied by an electrospinning method, the fiber layer 16 can be joined by the entanglement of the fibers 18 without using an adhesive or welding, so that the air permeability of the filter 10 can be improved. Further, when the fibers 18 are provided by the electrospinning method, the fibers 18 can be made finer, so that the efficiency of the filter 10 in collecting foreign matters can be improved. The filter 10 can be easily obtained by laminating the resin foam, the fiber layer 16 and the cloth such that the fiber layer 16 is between the resin foam and the cloth. By using the fibrous hot-melt adhesive 26 when joining the fiber layer 16 and the cloth or resin foam, a non-bonded portion can be easily formed between the bonded portions by the fibrous hot-melt adhesive 26. The air permeability of the obtained filter 10 can be improved.
フィルタとしては前述の構成に限らす、例えば以下の事項を含む様々な変更が可能である。なお、具体的に例示した構成に限定されるものではない。
The filter is limited to the configuration described above, and various changes including the following are possible. In addition, it is not limited to the structure illustrated concretely.
フィルタの層構成は、前述の3層に限らず、4層以上であってもよい。例えば、発泡体層12に重ねて別の布層を配置してもよい。この場合、繊維層16に積層された布層14の反対側に配置された別の布層を、発泡体層12よりも通気性を高い布で形成するのが好ましい。また、布層14に重ねて別の発泡体層を配置してもよい。この場合、繊維層16に積層された発泡体層12の反対側に配置された別の発泡体層を、発泡体層12と同様の樹脂発泡体で構成できる。更に、発泡体層12、布層14および繊維層16の一部または全部を、同じまたは異なる材質の2層以上で構成してもよい。
The layer configuration of the filter is not limited to the three layers described above, and may be four or more layers. For example, another fabric layer may be placed over the foam layer 12 . In this case, another fabric layer arranged on the opposite side of the fabric layer 14 laminated to the fiber layer 16 is preferably made of a fabric having higher air permeability than the foam layer 12 . Another foam layer may also be placed over the fabric layer 14 . In this case, another foam layer arranged on the opposite side of the foam layer 12 laminated on the fiber layer 16 can be made of the same resin foam as the foam layer 12 . Furthermore, some or all of the foam layer 12, fabric layer 14 and fiber layer 16 may be composed of two or more layers of the same or different materials.
繊維層16を、電界紡糸法によるものではなく、不織布で形成してもよい。この場合、メルトブローン法による不織布(メルトブローン不織布)やスパンボンド法による不織布(スパンボンド不織布)が好ましい。
The fiber layer 16 may be formed of a nonwoven fabric instead of the electrospinning method. In this case, a nonwoven fabric produced by a meltblown method (meltblown nonwoven fabric) or a nonwoven fabric produced by a spunbond method (spunbond nonwoven fabric) is preferable.
フィルタは、表と裏との2つの層(例えば、発泡体層12と布層14)で、繊維層16などの中間に配置される層を挟んで保持する構成であってもよい。例えば、発泡体層12と布層14とを接合して、繊維層を接合することなく挟んで保持する構成などが挙げられる。また、表および裏となる層が何れも樹脂発泡体である場合、ヒートシール、接着、縫製などによって樹脂発泡体同士を接合することで、繊維層を挟んで保持してもよい。
The filter may have a configuration in which two layers (for example, the foam layer 12 and the fabric layer 14), front and back, sandwich and hold a layer such as the fiber layer 16 disposed in the middle. For example, the foam layer 12 and the fabric layer 14 may be bonded together, and the fiber layer may be sandwiched and held without bonding. Moreover, when both the front and back layers are resin foams, the fiber layers may be sandwiched and held by joining the resin foams together by heat sealing, adhesion, sewing, or the like.
(マスク)
次に、前述したフィルタ10を用いたマスクについて、図3~図15を参照して以下に説明する。なお、以下の説明において、マスクを着用したときの着用者側を裏側といい、着用者と反対側を表側という場合がある。 (mask)
Next, a mask using thefilter 10 described above will be described below with reference to FIGS. 3 to 15. FIG. In addition, in the following description, the wearer's side when wearing a mask may be called the back side, and the side opposite to the wearer may be called the front side.
次に、前述したフィルタ10を用いたマスクについて、図3~図15を参照して以下に説明する。なお、以下の説明において、マスクを着用したときの着用者側を裏側といい、着用者と反対側を表側という場合がある。 (mask)
Next, a mask using the
(第1態様)
図4~図7に示すように、第1態様のマスク30は、口を含む顔面の一部を覆うマスク本体部32と、マスク本体部32の側縁に設けられた耳掛け部34とを備えている。第1態様のマスク30において、マスク本体部32が、着用者の鼻筋から鼻孔および口を介して顎にいたる顔中央部と左右の両頬とを覆い得るサイズに設定されている。耳掛け部34には、着用時に耳に引っ掛けるための耳掛け孔34aが形成されている。 (First aspect)
As shown in FIGS. 4 to 7, themask 30 of the first mode includes a mask main body 32 that covers part of the face including the mouth, and ear hooks 34 provided on the side edges of the mask main body 32. I have. In the mask 30 of the first aspect, the mask main body 32 is sized to cover the central part of the wearer's face, from the bridge of the nose to the chin via the nostrils and mouth, and both left and right cheeks. The ear hooking portion 34 is formed with an ear hooking hole 34a for hooking on the ear when worn.
図4~図7に示すように、第1態様のマスク30は、口を含む顔面の一部を覆うマスク本体部32と、マスク本体部32の側縁に設けられた耳掛け部34とを備えている。第1態様のマスク30において、マスク本体部32が、着用者の鼻筋から鼻孔および口を介して顎にいたる顔中央部と左右の両頬とを覆い得るサイズに設定されている。耳掛け部34には、着用時に耳に引っ掛けるための耳掛け孔34aが形成されている。 (First aspect)
As shown in FIGS. 4 to 7, the
マスク30において、マスク本体部32が、前述のフィルタ10で少なくとも形成される。第1態様のマスク30において、マスク本体部32および耳掛け部34が同じフィルタ10で構成されている。マスク30において、発泡体層12が着用者の顔面に触れる裏側に向き、布層14が表側に向くように配置されている(図8参照)。
In the mask 30, the mask main body 32 is formed at least by the filter 10 described above. In the mask 30 of the first mode, the mask main body 32 and the ear hooks 34 are made of the same filter 10 . In the mask 30, the foam layer 12 is oriented toward the back side, which contacts the wearer's face, and the fabric layer 14 is oriented toward the front side (see FIG. 8).
図9に示すように、第1態様のマスク本体部32は、2枚のフィルタ10,10を接合して形成されている。図2および図3に示すように、マスク本体部32の左右方向半分およびマスク本体部32の一側部に連なる耳掛け部34が、1枚のフィルタ10で形成されている。図7に示すように、マスク本体部32は、上下方向中央部へ向かうにつれて表側へ凸となる立体形状である。図1に示すように、中央部に形成される接続部36を中心として2枚のフィルタ10,10を互いに離すように展開した際に、マスク本体部32は、左右方向中央部へ向かうにつれて表側へ凸になる立体形状になる。
As shown in FIG. 9, the mask main body 32 of the first mode is formed by joining two filters 10,10. As shown in FIGS. 2 and 3 , the left-right half of the mask body 32 and the ear hooks 34 connected to one side of the mask body 32 are formed of one filter 10 . As shown in FIG. 7, the mask main body 32 has a three-dimensional shape that protrudes toward the front side toward the center in the vertical direction. As shown in FIG. 1, when the two filters 10, 10 are spread apart from each other around the connection portion 36 formed in the central portion, the mask main body portion 32 is formed on the front side toward the central portion in the left-right direction. It becomes a three-dimensional shape that becomes convex.
マスク30は例えば以下のように製造できる。図9に示すように、発泡体層12を向かい合わせて重ね合わせた2枚のフィルタ10を、トムソン刃などによって、打ち抜き加工することで、マスク30の左右方向半分に対応する形状に形成する。2枚のフィルタにおけるマスク本体部32の左右方向中央部となる縁同士を接合することで、マスク30が得られる。なお、フィルタ10の接合方法としては、熱プレス成型によるヒートシール工法、超音波融着、接着剤による接合、縫製による接合など、が挙げられる。
The mask 30 can be manufactured, for example, as follows. As shown in FIG. 9, the two filters 10 with the foam layers 12 facing each other are punched by a Thomson blade or the like to form a shape corresponding to the half of the mask 30 in the left-right direction. The mask 30 is obtained by joining the edges of the two filters, which are the central portions in the left-right direction of the mask main body portion 32 . The method of joining the filter 10 includes a heat sealing method by hot press molding, ultrasonic fusion, joining by adhesive, joining by sewing, and the like.
マスク30は、前述したフィルタ10で構成されているので、良好な異物捕集効率を有している。布層14は、布特有の風合いを有し、樹脂発泡体には難しい色や絵や柄などを付けることが可能であることから、マスク30のデザイン性を向上できる。また、樹脂発泡体よりも耐摩耗性や耐候性に優れている布層14によって、マスク30の表側を保護できる。マスク30の裏側に配置された樹脂発泡体特有の柔軟性や伸びなどによって、肌への負担を軽減でき、口の動きなどに対するマスク本体部32の周縁の追従性を向上できる。また、マスク30の裏側に配置した発泡体層12が他の層よりも通気性がよいので、呼吸による口や鼻へのマスク本体部32の貼り付きを抑制でき、息蒸れし難く呼吸し易い。また、フィルタ10を厚み方向に通る通気だけでなく、発泡体層12の面方向に通る通気も期待できることから、息蒸れし難く呼吸し易い。このように、フィルタ10を用いることで、マスク30の商品価値を向上できる。
Since the mask 30 is composed of the filter 10 described above, it has a good foreign matter collection efficiency. The cloth layer 14 has a texture peculiar to cloth, and it is possible to attach colors, pictures, patterns, etc., which are difficult to be applied to the resin foam, so that the design of the mask 30 can be improved. Moreover, the front side of the mask 30 can be protected by the cloth layer 14, which is superior in abrasion resistance and weather resistance to the resin foam. Due to the unique flexibility and elongation of the resin foam placed on the back side of the mask 30, the burden on the skin can be reduced, and the peripheral edge of the mask body 32 can improve the ability to follow movements of the mouth. In addition, since the foam layer 12 arranged on the back side of the mask 30 has better air permeability than the other layers, it is possible to suppress sticking of the mask main body 32 to the mouth and nose due to breathing, and it is difficult to get stuffy and easy to breathe. . In addition, since it is possible to expect ventilation not only in the thickness direction of the filter 10 but also in the surface direction of the foam layer 12, it is difficult to get stuffy and easy to breathe. Thus, by using the filter 10, the commercial value of the mask 30 can be improved.
マスク30のマスク本体部32が、適度な伸び率を有するフィルタ10で構成されているので、マスク本体部32の周縁が顔面に密着して顔面との間に隙間が生じ難くなり、隙間からの異物の侵入を防止できる。また、口などの動きに追従してマスク本体部32が変形することから、マスク30の着用時の負担を軽減できる。
Since the mask main body part 32 of the mask 30 is composed of the filter 10 having an appropriate elongation rate, the peripheral edge of the mask main body part 32 is in close contact with the face, making it difficult for a gap to form between the mask body part 32 and the face. Intrusion of foreign matter can be prevented. In addition, since the mask main body 32 deforms following the movement of the mouth, etc., the burden of wearing the mask 30 can be reduced.
マスク30は、マスク本体部32だけでなく、マスク本体部32の側部に連なる耳掛け部34も、マスク本体部32と同じフィルタ10で形成されている。これにより、マスク30は、適度な伸縮により耳掛け部34を耳に欠け易い。また、マスク30は、着用時に耳への負担を軽減できると共に、耳掛け部34の適度な引っ張りによって、マスク本体部32を顔面に密着できる。
In the mask 30, not only the mask main body 32 but also the ear hooks 34 connected to the sides of the mask main body 32 are formed of the same filter 10 as the mask main body 32. As a result, the mask 30 tends to chip the ear hooks 34 against the ears due to moderate expansion and contraction. In addition, the mask 30 can reduce the burden on the ears when worn, and the mask main body 32 can be brought into close contact with the face by moderately pulling the ear hooks 34 .
第1態様のマスク30のように、複数のフィルタ10でマスク本体部32を形成すると、顔面の形状に合わせた立体形状にできる。マスク30を立体形状とすることで、顔面との密着性を向上できることから、口を動かしても顔面との間に隙間ができ難くなり、隙間から異物が侵入することを防止できる。特に、接続部36の上下方向中央部が凸になる湾曲形状であると、2枚のフィルタ10,10を左右に展開した際に、マスク本体部32の左右方向中央部がマスク30の表側へ膨らむ立体形状になるので好ましい。
By forming the mask main body 32 with a plurality of filters 10 like the mask 30 of the first mode, a three-dimensional shape matching the shape of the face can be obtained. By making the mask 30 have a three-dimensional shape, it is possible to improve the adhesion to the face, so that even if the mouth is moved, a gap is hardly formed between the mask and the face, and foreign matter can be prevented from entering through the gap. In particular, if the connecting portion 36 has a curved shape in which the central portion in the vertical direction is convex, the central portion in the horizontal direction of the mask main body portion 32 will move toward the front side of the mask 30 when the two filters 10, 10 are unfolded to the left and right. It is preferable because it becomes an inflated three-dimensional shape.
マスクとしては前述の構成に限らず、例えば以下の事項を含む様々な変更が可能である。なお、具体的に例示した構成に限定されるものではない。
The mask is not limited to the above configuration, and various modifications including the following items are possible. In addition, it is not limited to the structure illustrated concretely.
実施例では、2枚の積層シートを組み合わせてマスクを構成したが、図10~図17に示すように、マスク全体を1枚のフィルタ10で構成してもよい。また、3枚以上のフィルタを接合して、マスクを構成してもよい。
In the embodiment, the mask is configured by combining two laminated sheets, but the entire mask may be configured with one filter 10 as shown in FIGS. Also, three or more filters may be joined together to form a mask.
図6~図16に示すマスク40のように、マスク本体部32の上縁部に連ねて折返部42を設けてもよい。折返部42は、マスク本体部32から上方へ延びる展開姿勢(図11および図14参照)と、マスク本体部32の裏側に重なるように折り返した折り返し姿勢(図12および図15参照)との間で姿勢変位可能である。折返部42を折り返し姿勢とした際に、折返部42の折り返し部分によるシール部44が、マスク本体部32の上縁部に形成される。シール部44は、裏側(装着者側)へ向けて折り返して内折部45を形成してもよい(図16参照)。マスク40は、シール部44によって、口を動かしても顔面との間に隙間ができ難く、隙間から異物が侵入することを防止できる。また、シール部44によって隙間が塞がれることで、呼気によってメガネが曇ることを防止することができる。図15に示すように、折返部42がマスク本体部32に全体的に重なる大きさに設定すると、異物捕集効率を向上できる。なお、折り返し部は、マスク本体部の下縁部に連ねて設けてもよく、マスク本体部の状縁部および下縁部の両方に設けてもよい。折返部を本体部の下縁部に設けた場合、折返部の折り返しによりシール部を本体部の下縁部に形成することができ、マスク本体部の下縁部と顎との間の隙間をシール部で塞ぐことができる。
As in the mask 40 shown in FIGS. 6 to 16, a folded portion 42 may be provided contiguously with the upper edge portion of the mask body portion 32 . The folded portion 42 is positioned between the unfolded posture (see FIGS. 11 and 14) extending upward from the mask body portion 32 and the folded posture (see FIGS. 12 and 15) in which the mask body portion 32 is folded so as to overlap the back side of the mask body portion 32. It is possible to change the posture with When the folded portion 42 is in the folded posture, a seal portion 44 formed by the folded portion of the folded portion 42 is formed at the upper edge portion of the mask body portion 32 . The seal portion 44 may be folded back toward the back side (wearer side) to form an inward folded portion 45 (see FIG. 16). The seal portion 44 of the mask 40 makes it difficult for a gap to form between the mask and the face even when the mouth is moved, and foreign matter can be prevented from entering through the gap. In addition, by closing the gap with the sealing portion 44, it is possible to prevent the glasses from being fogged by exhalation. As shown in FIG. 15, if the folding portion 42 is set to have a size that entirely overlaps with the mask main body portion 32, the foreign matter collection efficiency can be improved. The folded portion may be provided continuously with the lower edge portion of the mask main body portion, or may be provided at both the lower edge portion and the lower edge portion of the mask main body portion. When the folded portion is provided at the lower edge of the main body, the sealing portion can be formed at the lower edge of the main body by folding back the folded portion, and the gap between the lower edge of the mask main body and the chin can be closed. It can be closed with a seal.
マスクにおいて、発泡体層を裏側に配置すると共に布層を表側に配置して使用しても、発泡体層を表側に配置すると共に布層を裏側に配置して使用しても、何れであってもよい。布層を裏側に配置することで、肌への感触を向上することができ、呼気によるべとつきを抑えることができる。
The mask may be used with the foam layer on the back side and the cloth layer on the front side, or with the foam layer on the front side and the cloth layer on the back side. may By arranging the fabric layer on the back side, it is possible to improve the feel to the skin and suppress the stickiness caused by exhalation.
表1および表2に示す組み合わせで実施例1~11のフィルタを作成した。表3に示す単層構造で比較例1~3のフィルタを作成した。表4に示す組み合わせで比較例4~12のフィルタを作成した。
The filters of Examples 1 to 11 were created with the combinations shown in Tables 1 and 2. Filters of Comparative Examples 1 to 3 were produced with the single layer structure shown in Table 3. Filters of Comparative Examples 4 to 12 were produced using the combinations shown in Table 4.
(発泡体層)
・発泡体A:軟質ポリウレタンフォーム((株)イノアックコーポレーション製、品名:MF-60、ポリエステル系ポリウレタンフォーム、伸び率:400%、セル数:60個/25mm、除膜されたフォーム)
・発泡体B:軟質ポリウレタンフォーム((株)イノアックコーポレーション製、品名:MF-80、ポリエステル系ポリウレタンフォーム、伸び率:400%、セル数:80個/25mm、除膜されたフォーム)
・発泡体C:軟質ポリウレタンフォーム((株)イノアックコーポレーション製、品名:ECS、ポリエーテル系ポリウレタンフォーム、伸び率:180%、セル数:40個/25mm、除膜処理をしていないフォーム) (foam layer)
・Foam A: Flexible polyurethane foam (manufactured by INOAC Corporation, product name: MF-60, polyester polyurethane foam, elongation: 400%, number of cells: 60 / 25 mm, film-removed foam)
・Foam B: Flexible polyurethane foam (manufactured by INOAC Corporation, product name: MF-80, polyester polyurethane foam, elongation: 400%, number of cells: 80 / 25 mm, film-removed foam)
・Foam C: Flexible polyurethane foam (manufactured by INOAC Corporation, product name: ECS, polyether polyurethane foam, elongation: 180%, number of cells: 40/25 mm, non-film-removed foam)
・発泡体A:軟質ポリウレタンフォーム((株)イノアックコーポレーション製、品名:MF-60、ポリエステル系ポリウレタンフォーム、伸び率:400%、セル数:60個/25mm、除膜されたフォーム)
・発泡体B:軟質ポリウレタンフォーム((株)イノアックコーポレーション製、品名:MF-80、ポリエステル系ポリウレタンフォーム、伸び率:400%、セル数:80個/25mm、除膜されたフォーム)
・発泡体C:軟質ポリウレタンフォーム((株)イノアックコーポレーション製、品名:ECS、ポリエーテル系ポリウレタンフォーム、伸び率:180%、セル数:40個/25mm、除膜処理をしていないフォーム) (foam layer)
・Foam A: Flexible polyurethane foam (manufactured by INOAC Corporation, product name: MF-60, polyester polyurethane foam, elongation: 400%, number of cells: 60 / 25 mm, film-removed foam)
・Foam B: Flexible polyurethane foam (manufactured by INOAC Corporation, product name: MF-80, polyester polyurethane foam, elongation: 400%, number of cells: 80 / 25 mm, film-removed foam)
・Foam C: Flexible polyurethane foam (manufactured by INOAC Corporation, product name: ECS, polyether polyurethane foam, elongation: 180%, number of cells: 40/25 mm, non-film-removed foam)
(布層)
・布A:ストレッチエステル50D(素材:ポリエステル、捲縮加工したマルチフィラメント糸、50デニール、編み方:丸編み、目付:50g/m2)
・布B:ナイロン天竺(素材:ナイロン、捲縮加工したマルチフィラメント糸、75デニール、編み方:天竺編み、80g/m2)
・布C:レーヨン系スパンレース不織布(素材:レーヨン、スパンレース工法(水流交絡法)、目付:50g/m2) (cloth layer)
・ Cloth A: Stretch ester 50D (material: polyester, crimped multifilament yarn, 50 denier, knitting method: circular knitting, basis weight: 50 g/m 2 )
・ Cloth B: Nylon sheeting (material: nylon, crimped multifilament yarn, 75 denier, knitting method: sheeting knit, 80 g/m 2 )
・ Cloth C: Rayon-based spunlace nonwoven fabric (material: rayon, spunlace method (hydroentanglement method), basis weight: 50 g/m 2 )
・布A:ストレッチエステル50D(素材:ポリエステル、捲縮加工したマルチフィラメント糸、50デニール、編み方:丸編み、目付:50g/m2)
・布B:ナイロン天竺(素材:ナイロン、捲縮加工したマルチフィラメント糸、75デニール、編み方:天竺編み、80g/m2)
・布C:レーヨン系スパンレース不織布(素材:レーヨン、スパンレース工法(水流交絡法)、目付:50g/m2) (cloth layer)
・ Cloth A: Stretch ester 50D (material: polyester, crimped multifilament yarn, 50 denier, knitting method: circular knitting, basis weight: 50 g/m 2 )
・ Cloth B: Nylon sheeting (material: nylon, crimped multifilament yarn, 75 denier, knitting method: sheeting knit, 80 g/m 2 )
・ Cloth C: Rayon-based spunlace nonwoven fabric (material: rayon, spunlace method (hydroentanglement method), basis weight: 50 g/m 2 )
(繊維層)
・繊維A:熱可塑性フッ素樹脂(ポリフッ化ビニリデン)繊維、繊維径(直径):約300nm、目付量:0.3g/m2
・繊維B:熱可塑性フッ素樹脂(ポリフッ化ビニリデン)繊維、繊維径(直径):約500nm、目付量:0.6g/m2 (fiber layer)
・ Fiber A: thermoplastic fluororesin (polyvinylidene fluoride) fiber, fiber diameter (diameter): about 300 nm, basis weight: 0.3 g / m 2
・ Fiber B: thermoplastic fluororesin (polyvinylidene fluoride) fiber, fiber diameter (diameter): about 500 nm, basis weight: 0.6 g / m 2
・繊維A:熱可塑性フッ素樹脂(ポリフッ化ビニリデン)繊維、繊維径(直径):約300nm、目付量:0.3g/m2
・繊維B:熱可塑性フッ素樹脂(ポリフッ化ビニリデン)繊維、繊維径(直径):約500nm、目付量:0.6g/m2 (fiber layer)
・ Fiber A: thermoplastic fluororesin (polyvinylidene fluoride) fiber, fiber diameter (diameter): about 300 nm, basis weight: 0.3 g / m 2
・ Fiber B: thermoplastic fluororesin (polyvinylidene fluoride) fiber, fiber diameter (diameter): about 500 nm, basis weight: 0.6 g / m 2
(接合方法)
実施例は、布と、発泡体層に対して電界紡糸法により繊維層を形成した中間シートとを、表1に示すホットメルト接着剤で接合している。比較例4~12は、布と樹脂発泡体とを、表3に示すホットメルト接着剤で接合している。
・ホットメルト不織布:不織布状ホットメルトシート(素材:ポリアミド、目付:13g/m2)
・繊維状ホットメルト:湿気硬化型ホットメルト接着剤(素材:ポリウレタン系ホットメルト、繊維径:20μm、塗布量:15g/m2) (Joining method)
In the examples, the hot-melt adhesive shown in Table 1 is used to join the fabric and the intermediate sheet formed by forming the fiber layer on the foam layer by the electrospinning method. In Comparative Examples 4 to 12, the cloth and the resin foam are bonded with the hot-melt adhesive shown in Table 3.
・Hot-melt non-woven fabric: non-woven hot-melt sheet (material: polyamide, basis weight: 13 g/m 2 )
・Fibrous hot-melt: moisture-curing hot-melt adhesive (material: polyurethane-based hot-melt, fiber diameter: 20 μm, coating amount: 15 g/m 2 )
実施例は、布と、発泡体層に対して電界紡糸法により繊維層を形成した中間シートとを、表1に示すホットメルト接着剤で接合している。比較例4~12は、布と樹脂発泡体とを、表3に示すホットメルト接着剤で接合している。
・ホットメルト不織布:不織布状ホットメルトシート(素材:ポリアミド、目付:13g/m2)
・繊維状ホットメルト:湿気硬化型ホットメルト接着剤(素材:ポリウレタン系ホットメルト、繊維径:20μm、塗布量:15g/m2) (Joining method)
In the examples, the hot-melt adhesive shown in Table 1 is used to join the fabric and the intermediate sheet formed by forming the fiber layer on the foam layer by the electrospinning method. In Comparative Examples 4 to 12, the cloth and the resin foam are bonded with the hot-melt adhesive shown in Table 3.
・Hot-melt non-woven fabric: non-woven hot-melt sheet (material: polyamide, basis weight: 13 g/m 2 )
・Fibrous hot-melt: moisture-curing hot-melt adhesive (material: polyurethane-based hot-melt, fiber diameter: 20 μm, coating amount: 15 g/m 2 )
実施例および比較例について、通気性およびBEFを測定した。その結果を表1~表4に示す。通気性は、測定対象を、JIS L1096-7:2010「織物及び編物の生地試験方法:A法(フラジール形法)」に記載の方法を用いて測定した値である。BFEは、測定対象を、JIS L1912:1997(付属書)「医療用不織布試験方法」に記載の方法を用いて測定した値である。
Breathability and BEF were measured for Examples and Comparative Examples. The results are shown in Tables 1-4. The air permeability is a value measured using the method described in JIS L1096-7:2010 “Testing method for woven and knitted fabrics: Method A (Fragile method)”. BFE is a value obtained by measuring the object to be measured using the method described in JIS L1912:1997 (Appendix) "Method for Testing Nonwoven Fabrics for Medical Use".




表1および表2に示すように、繊維層を備えている実施例1~12のマスクは、高いレベルの異物捕集効率を有していることが判る。また、実施例1と実施例2とを比較すると、繊維状ホットメルト接着剤で接合した実施例2の方が、高い通気性を示している。
As shown in Tables 1 and 2, it can be seen that the masks of Examples 1 to 12 having fiber layers have a high level of foreign matter collection efficiency. Further, when comparing Example 1 and Example 2, Example 2 bonded with a fibrous hot-melt adhesive exhibits higher air permeability.
10 フィルタ,12 発泡体層,14 布層,16,繊維層,
30 マスク,32 マスク本体部,34 耳掛け部 10 filter, 12 foam layer, 14 cloth layer, 16 fiber layer,
30 mask, 32 mask body, 34 ear hook
30 マスク,32 マスク本体部,34 耳掛け部 10 filter, 12 foam layer, 14 cloth layer, 16 fiber layer,
30 mask, 32 mask body, 34 ear hook
Claims (6)
- 樹脂発泡体である発泡体層と、
布層と、
前記発泡体層と前記布層との間に配置され、繊維の集合体である繊維層と、を含む、フィルタ。 a foam layer that is a resin foam;
a fabric layer;
a fiber layer, which is a collection of fibers, disposed between the foam layer and the fabric layer. - 前記布層が編物である、請求項1記載のフィルタ。 The filter according to claim 1, wherein said fabric layer is a knitted fabric.
- 前記布層又は前記発泡体層と前記繊維層とが接着する接着部と、
前記布層又は前記発泡体層と前記繊維層とが接着していない非接着部と、を備える、請求項1または2記載のフィルタ。 a bonding portion where the cloth layer or foam layer and the fiber layer are bonded;
3. The filter according to claim 1, further comprising a non-bonded portion where the fabric layer or foam layer and the fiber layer are not bonded. - 請求項1~3のいずれか一項に記載のフィルタによって、口を含む顔面の一部を覆うマスク本体部が形成されている、マスク。 A mask, wherein the filter according to any one of claims 1 to 3 forms a mask body covering a part of the face including the mouth.
- 前記マスク本体部の側縁に設けられた耳掛け部が、前記マスク本体部と同じ前記フィルタによって形成されている、請求項4記載のマスク。 The mask according to claim 4, wherein the ear hooks provided on the side edges of the mask main body are formed of the same filter as the mask main body.
- 樹脂発泡体の一面および/または布の一面に繊維を付与して、前記繊維の集合体によって繊維層を形成し、
ホットメルト接着剤を用いて、前記繊維層が前記樹脂発泡体と前記布との間になるように、前記樹脂発泡体、前記繊維層および前記布を積層する、フィルタの製造方法。 Applying fibers to one surface of the resin foam and/or one surface of the cloth to form a fiber layer with the aggregate of the fibers,
A method for manufacturing a filter, comprising laminating the resin foam, the fiber layer and the cloth using a hot-melt adhesive so that the fiber layer is between the resin foam and the cloth.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/040090 WO2023073944A1 (en) | 2021-10-29 | 2021-10-29 | Filter, method for manufacturing filter, and mask |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/040090 WO2023073944A1 (en) | 2021-10-29 | 2021-10-29 | Filter, method for manufacturing filter, and mask |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023073944A1 true WO2023073944A1 (en) | 2023-05-04 |
Family
ID=86157611
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/040090 WO2023073944A1 (en) | 2021-10-29 | 2021-10-29 | Filter, method for manufacturing filter, and mask |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2023073944A1 (en) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60144921U (en) * | 1984-03-06 | 1985-09-26 | 日東電工株式会社 | Filter for dust collector |
| JP2001310107A (en) * | 2000-04-01 | 2001-11-06 | Andreas Stihl:Fa | Filter element of form stability |
| JP2008509020A (en) * | 2004-08-03 | 2008-03-27 | アドバンスド・デザイン・コンセプト・ゲゼルシヤフト・ミツト・ベシユレンクテル・ハフツング | Breathable elastic composite |
| JP2011502756A (en) * | 2007-11-12 | 2011-01-27 | エムゲーエフ グートシェ ウント コムパニー ゲゼルシャフト ミット ベシュレンクテル ハフツング−ベトリーブス−コマンディート ゲゼルシャフト | Filtration media |
| JP2019094604A (en) * | 2017-11-13 | 2019-06-20 | スリーエム イノベイティブ プロパティズ カンパニー | Mask and manufacturing method of mask |
| KR102199955B1 (en) * | 2020-06-01 | 2021-01-11 | 주식회사 피앤씨랩스 | Humid controllable multi-layered non-woven sheet and face mask using thereof |
-
2021
- 2021-10-29 WO PCT/JP2021/040090 patent/WO2023073944A1/en active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60144921U (en) * | 1984-03-06 | 1985-09-26 | 日東電工株式会社 | Filter for dust collector |
| JP2001310107A (en) * | 2000-04-01 | 2001-11-06 | Andreas Stihl:Fa | Filter element of form stability |
| JP2008509020A (en) * | 2004-08-03 | 2008-03-27 | アドバンスド・デザイン・コンセプト・ゲゼルシヤフト・ミツト・ベシユレンクテル・ハフツング | Breathable elastic composite |
| JP2011502756A (en) * | 2007-11-12 | 2011-01-27 | エムゲーエフ グートシェ ウント コムパニー ゲゼルシャフト ミット ベシュレンクテル ハフツング−ベトリーブス−コマンディート ゲゼルシャフト | Filtration media |
| JP2019094604A (en) * | 2017-11-13 | 2019-06-20 | スリーエム イノベイティブ プロパティズ カンパニー | Mask and manufacturing method of mask |
| KR102199955B1 (en) * | 2020-06-01 | 2021-01-11 | 주식회사 피앤씨랩스 | Humid controllable multi-layered non-woven sheet and face mask using thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4099394B2 (en) | Stretchable face mask | |
| JP4684554B2 (en) | Absorbent articles using double-sided flexible elastic components | |
| JP5175789B2 (en) | Composite nonwoven fabric for sanitary mask and method for producing the same | |
| CN107073303B (en) | Sanitary mask | |
| CN101854818B (en) | Contamination control garments | |
| KR100655806B1 (en) | Plastic complex sheet and method of preparation thereof | |
| JP2016069787A (en) | Hygienic mask | |
| WO2023073944A1 (en) | Filter, method for manufacturing filter, and mask | |
| JP2023528162A (en) | Multi-layer fabrics and methods of assembly thereof as/for durable and washable high performance filtration media | |
| US10603830B2 (en) | Polymeric netting with ribbons and strands, and methods of making the same | |
| JPH06328601A (en) | Air permeable sheet like structure and production thereof | |
| WO2019223360A1 (en) | Multi-layer elastic air-permeable material structure | |
| US20220219105A1 (en) | Nanofiber filter material and resperatory system and air filtering article | |
| JP2002144461A (en) | Composite sheet | |
| CN101560734A (en) | Anti-bacteria anti-mite textile and production method and device thereof | |
| JP2021175834A (en) | mask | |
| JPH09192248A (en) | Mask | |
| US20210362082A1 (en) | Face mask with filter medium from multicomponent filaments | |
| JP2022029545A (en) | mask | |
| KR102566091B1 (en) | Humid controllable multi-layered non-woven sheet and face mask using thereof | |
| JP2022018011A (en) | mask | |
| CN218876483U (en) | Non-woven fabrics with fire prevention function is convenient for tailor | |
| JP2934271B2 (en) | Adhesive material | |
| JP7404112B2 (en) | Masks and how to make them | |
| KR102345981B1 (en) | Mask and manufacturing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21962485 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023556049 Country of ref document: JP |