WO2023042603A1 - Shell roller bearing and fixing structure for shell roller bearing - Google Patents
Shell roller bearing and fixing structure for shell roller bearing Download PDFInfo
- Publication number
- WO2023042603A1 WO2023042603A1 PCT/JP2022/031365 JP2022031365W WO2023042603A1 WO 2023042603 A1 WO2023042603 A1 WO 2023042603A1 JP 2022031365 W JP2022031365 W JP 2022031365W WO 2023042603 A1 WO2023042603 A1 WO 2023042603A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- outer ring
- roller bearing
- shell
- main body
- tapered surface
- Prior art date
Links
- 230000002093 peripheral effect Effects 0.000 claims abstract description 4
- 229910001234 light alloy Inorganic materials 0.000 claims description 7
- 238000005096 rolling process Methods 0.000 claims description 6
- 230000007423 decrease Effects 0.000 claims description 4
- 238000005452 bending Methods 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000004378 air conditioning Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/44—Needle bearings
- F16C19/46—Needle bearings with one row or needles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C35/00—Rigid support of bearing units; Housings, e.g. caps, covers
- F16C35/04—Rigid support of bearing units; Housings, e.g. caps, covers in the case of ball or roller bearings
- F16C35/06—Mounting or dismounting of ball or roller bearings; Fixing them onto shaft or in housing
- F16C35/067—Fixing them in a housing
Definitions
- the present invention relates to a shell outer ring of a cup roller bearing that bears a radial load.
- Conventional drawn cup needle roller bearings incorporated in compressors for car air conditioners include a shell outer ring and a retainer incorporated on the inner diameter side of the shell outer ring, as described in, for example, Japanese Patent Application Laid-Open No. 2008-038986 (Patent Document 1). and needle rollers as rolling elements held by a retainer.
- Patent Document 1 Japanese Patent Application Laid-Open No. 2008-038986
- needle rollers as rolling elements held by a retainer.
- both axial end portions located on the axial outer side are folded back by 180 degrees toward the inner diameter side.
- the outer peripheral surfaces of both ends in the axial direction are tapered. These taper angles are between 5 and 25 degrees. The reason for this is that when the taper angle is 5 degrees to 25 degrees, the introduction into the opening is guided by the tapered surface.
- Patent Document 1 recommends that the outer periphery of the end portion in the axial direction of the shell outer ring is tapered by 5 degrees or more and 25 degrees or less. In other words, the axial dimension of the drawn cup needle roller bearing is inevitably small, which means that the axial ends of the drawn cup outer ring are separated from the casing. I am concerned about getting out of.
- Patent Document 1 there is a method of increasing the interference by providing a negative clearance in order to avoid coming off, but this increases the risk of galling. Therefore, it is necessary to make further improvements from Patent Document 1.
- the drawn cup roller bearing according to the present invention is premised to have a shell outer ring, a cage incorporated in the shell outer ring, and rollers held by the cage and rolling on the inner diameter surface of the shell outer ring.
- the shell outer ring includes a cylindrical outer ring body that is press-fitted into the opening of the axle box, and a flange that protrudes radially inward from both ends of the outer ring body in the axial direction. is provided with a tapered surface whose outer diameter gradually decreases from the inner side to the outer side in the axial direction, and the taper angle of the tapered surface falls within the range of 0.5 degrees or more and less than 5 degrees.
- the tapered surface of the shell outer ring comes into surface contact with the inner diameter surface of the opening when the shell outer ring is press-fitted into the opening of the axle box. This secures a contact area between the shell outer ring and the axle box, and the shell outer ring is firmly press-fitted into the axle box.
- the tapered surface allows the outer ring of the shell to be introduced into the opening without tilting, thereby preventing galling.
- a tapered surface whose outer diameter gradually decreases from the inner side to the outer side in the axial direction refers to a tapered shape in which the outer diameter decreases toward the ends in the axial direction when viewed from the center in the axial direction.
- the tapered surface is provided at least on the press-fitted side of both ends of the shell outer ring in the axial direction. That is, the tapered surfaces may be provided at both ends of the shell outer ring in the axial direction, respectively, or may be provided at only one end.
- the plate thickness of the flange is not particularly limited, but when forming the flange by bending the edge of the cylindrical body, the flange is preferably thin for ease of bending. However, it is preferable that the brim portion is thick in order to secure the rigidity for being introduced into the opening by press fitting.
- the plate thickness of the flange portion provided at one axial end portion of the outer ring main body is included in the range of 40% or more and 75% or less of the plate thickness of the outer ring main body. According to this aspect, it is possible to satisfy both the easiness of bending and the securing of rigidity for press-fitting.
- the axially outer end surface of the flange and the tapered surface are connected via a chamfer formed at one axial end of the outer ring main body, and the shell outer ring has an axial dimension of 6 mm or more.
- the sum of the axial dimension of the tapered surface and the axial dimension of the chamfer falls within the range of 1.5 [mm] or more and 3.5 [mm] or less. According to this aspect, it is possible to facilitate press-fitting and secure a contact area.
- the radial dimension of the tapered surface is not particularly limited, in a more preferred aspect of the present invention, the radial dimension of the tapered surface is 1.1 times or more the interference obtained by subtracting the inner diameter radius of the opening from the outer diameter radius of the shell outer ring. Included in the range of 1.5 times or less. According to this aspect, it is possible to secure a contact area while preventing galling.
- a fixed structure for a drawn cup roller bearing according to the present invention comprises the above-described shell outer ring, a cage incorporated in the shell outer ring, rollers held by the cage and rolling on the inner diameter surface of the outer ring main body, and the shell outer ring.
- An axle box has an opening with an inner diameter smaller than the outer diameter, and the inner diameter surface of the opening is in close contact with the outer diameter surface of the outer ring body with a negative clearance.
- the axle box is made of a light alloy.
- a light alloy is, for example, a light metal such as aluminum, or an alloy containing a light metal such as aluminum as a main component.
- FIG. 1 is a longitudinal sectional view showing a drawn cup roller bearing according to an embodiment of the present invention
- FIG. It is a longitudinal cross-sectional view which shows the same embodiment press-fitted and fixed to the axle box.
- FIG. 2 is an enlarged cross-sectional view showing an upper left portion of the outer race of the shell in FIG. 1
- FIG. 2 is an enlarged cross-sectional view showing an upper right portion of the outer ring of the shell in FIG. 1
- FIG. 2 is an enlarged cross-sectional view showing an upper right portion of the outer ring of the shell in FIG. 1 ;
- FIG. 1 is a longitudinal sectional view showing a drawn cup roller bearing according to one embodiment of the present invention.
- FIG. 2 is a vertical cross-sectional view showing the same embodiment press-fitted and fixed to the opening of the axle box.
- the drawn cup roller bearing 10 includes a drawn outer ring 11, a retainer 21, and rollers 31, and is press-fitted into an opening 41 of an axle box 40 as shown in FIG.
- the cross-sectional patterns are omitted.
- the shell outer ring 11 is an integral body and includes an outer ring main body 12 and flanges 13 and 14 .
- the flange portion 13 rises from one axial end of the cylindrical outer ring main body 12 toward the inner diameter side at approximately 90 degrees.
- the plate thickness of the outer ring main body 12 and the plate thickness of the flange portion 13 are substantially the same, or the plate thickness of the flange portion 13 is greater.
- the flange portion 14 rises from the other end in the axial direction of the cylindrical outer ring main body 12 toward the inner diameter side at approximately 90 degrees.
- the plate thickness of the flange portion 14 is smaller than the plate thickness of the outer ring main body 12 .
- Approximately 90 degrees means that the angle of the collar portion 14 may vary by 90 ⁇ 10 degrees with respect to the outer ring main body 12 .
- the flange portion 14 is also called an edge curved portion because it is formed by gradually bending the other edge in the axial direction of the cylindrical shaped material toward the inner diameter side.
- the plate thickness of the flange portion 14 is a predetermined value within a range of 40% or more and 75% or less of the plate thickness of the central region of the outer ring main body 12 in the axial direction.
- a retainer 21 and rollers 31 are arranged between the pair of flanges 13 and 14 .
- the outer diameter dimension of cage 21 is larger than the inner diameter dimension of flange portion 13 and/or flange portion 14 .
- a cylindrical retainer 21 is mounted on the inner diameter side of the shell outer ring 11 and is restrained from moving in the axial direction by flanges 13 and 14 .
- a plurality of pockets 22 are formed in the retainer 21 at intervals in the circumferential direction.
- a roller 31 is arranged in each pocket 22, and the roller 31 is held by a roller stop portion (not shown) formed in the retainer 21 so as not to fall off.
- the rollers 31 are needle rollers, for example, and roll on the inner diameter surface 12 c of the outer ring body 12 . Therefore, the inner diameter surface 12c of the outer ring main body 12 corresponds to the outer raceway surface.
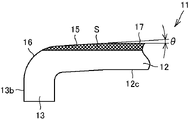
- FIG. 3 is an enlarged cross-sectional view showing the collar portion 13 of the shell outer ring and one axial end of the outer ring main body 12 .
- One axial end of the outer ring body 12 is formed into a gently tapered surface 15 .
- a taper angle ⁇ of the tapered surface 15 is a predetermined angle within a range of 0.5 degrees or more and less than 5 degrees.
- an R (R) portion 16 having an arcuate cross section is formed on the outer end surface 13 b of the flange portion 13 and the tapered surface 15 .
- the R portion 16 is chamfered to have a convex curved surface and is smoothly connected to the outer end surface 13 b and the tapered surface 15 .
- the axial position of the R portion 16 is included in the axial position of the collar portion 13 .
- the axial position of the tapered surface 15 overlaps the axial positions of the flange portion 13 and the outer ring main body 12 .
- an annular groove-shaped relief portion 18 is formed on the inner peripheral surface of the outer ring main body 12 at the other end in the axial direction.
- the recessed portion 18 retreats radially outward from the inner diameter surface 12c.
- the surface of the recessed portion 18 connects with the inner diameter surface 12c on the inner side in the axial direction, and connects with the inner end surface of the collar portion 14 on the outer side in the axial direction.
- the relief portion 18 facilitates formation of the collar portion 14 by bending.
- the shell outer ring 11 is press-fitted and fixed in the opening 41 having a circular cross section.
- the large dimensional difference of this negative clearance is called an interference region S, which is indicated by hatching on the outer diameter portion of the outer ring main body in FIGS. 1 and 3 to 5.
- the interference region S occupies the entire circumference from one axial end to the other axial end of the outer ring main body 12 and overlaps the tapered surface 15 .
- the taper angle ⁇ of the tapered surface 15 is set to a predetermined value of 0.5 degrees or more and less than 5 degrees, the taper angle becomes gentler than the conventional one, and the interference is reduced as shown in FIG. A region S is sufficiently secured from one axial end to the other axial end of the shell outer ring 11 .
- the contact area between the shell outer ring 11 and the axle box 40 is increased, and the shell outer ring 11 is fixed to the axle box 40 . Therefore, the possibility that the shell outer ring 11 will slip out of the axle box 40 is eliminated.
- this embodiment has the tapered surface 15, even if the axle box 40 is made of a light alloy, galling of the axle box 40 is prevented when the drawn cup roller bearing 10 is press-fitted into the opening 41. .
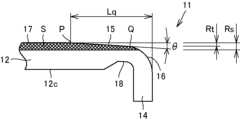
- the axial dimension Ls of the shell outer ring 11 of this embodiment is 8 [mm] or more.
- the total Lq of the axial dimension of the tapered surface 15 on one side and the axial dimension of the R portion 16 is recommended to be 2.0 ⁇ Lq ⁇ 3.5 [mm] in order to secure the contact area. .
- the reason for this is that when Lq ⁇ 2.0 [mm], galling may occur during press-fitting. Also, when Lq>3.5 [mm], the contact area becomes insufficient, and the shell outer ring 11 falls off from the axle box 40 .
- the interference region S reaches the R portion 16 in the embodiment shown in FIG. That is, the relationship between the radial dimension Rs of the interference S and the radial dimension Rt of the tapered surface 15 is [Formula 1] Rt/Rs ⁇ 1.0 satisfy.
- the radial dimension Rs of the interference S is half the difference between the inner diameter dimension of the axle box 40 and the outer diameter dimension of the outer ring main body 12 .
- the radial dimension Rt of the tapered surface 15 is the value of the radial distance between points P and Q where the tapered generatrix intersects the outer diameter surface 17 of the outer ring main body 12 and the R portion 16, respectively.
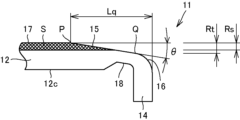
- FIG. 5 a modified example shown in FIG. 5 may be used.
- the drawn cup roller bearing 10 can be smoothly press-fitted into the opening 41 .
- the drawn cup roller bearing 10 can be press-fitted into the opening 41 without any problem. There is a concern that it will not be possible to secure
- the thickness of the flange portion 14 is a predetermined value within the range of 40% or more and 75% or less of the thickness of the central region of the outer ring main body 12 in the axial direction.
- the rigidity of the other end in the axial direction of the shell outer ring 11 including the collar portion 14 is reduced, and galling of the axle box 40 can be prevented when the collar portion 14 is press-fitted into the opening 41 .
- the plate thickness of the flange portion 14 is less than 40% of the plate thickness of the outer ring main body 12, the rigidity of the other axial end portion of the shell outer ring 11 is too low, and there is a risk of buckling during press fitting.
- the plate thickness of the flange portion 14 is less than 40% of the plate thickness of the outer ring main body 12, the rigidity of the other axial end portion of the shell outer ring 11 is too high, and galling may occur in the axle box 40 when it is press-fitted. be.
- the shell outer ring 11 is entirely carburized and hardened, and the other axial end of the shell outer ring 11 including the flange 14 is induction hardened and annealed. Thereby, the rigidity of the other end in the axial direction of the shell outer ring 11 is increased.
- the present invention can be advantageously used in rolling bearings for car air-conditioning compressors and rolling bearings incorporated in light alloy axle boxes even in cases other than car air-conditioning compressors.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rolling Contact Bearings (AREA)
- Mounting Of Bearings Or Others (AREA)
Abstract
Description
[式1]Rt/Rs<1.0
を満足する。ここで、締め代Sの半径寸法Rsとは、軸箱40の内径寸法と外輪本体12外径寸法の差の半分の値である。また、テーパ面15の半径寸法Rtとは、テーパ母線が外輪本体12の外径面17と、R部16とそれぞれ交差した点P,Qの半径方向の距離の値である。 It is understood that the interference region S reaches the
[Formula 1] Rt/Rs<1.0
satisfy. Here, the radial dimension Rs of the interference S is half the difference between the inner diameter dimension of the
[式2]1.1≦Rt/Rs≦1.5
を満足する。式2によれば、シェル形ころ軸受10を開口41に円滑に圧入することができる。 Alternatively, instead of FIG. 4, a modified example shown in FIG. 5 may be used. In this variant,
[Formula 2] 1.1 ≤ Rt/Rs ≤ 1.5
satisfy. According to Formula 2, the drawn
Claims (6)
- シェル外輪と、
前記シェル外輪の中に組み込まれる保持器と、
前記保持器に保持されて前記シェル外輪の内径面を転動するころとを備え、
前記シェル外輪は、軸箱の開口に圧入固定される円筒形状の外輪本体と、前記外輪本体の軸線方向両端部から内径側に突出する鍔部とを含み、
前記外輪本体の軸線方向一端部の外周面には軸線方向内側から軸線方向外側に向かって外径が徐々に小さくなるテーパ面が設けられ、
前記テーパ面のテーパ角が0.5度以上5度未満の範囲に含まれる、シェル形ころ軸受。 a shell outer ring;
a retainer incorporated in the shell outer ring;
rollers held by the retainer and rolling on the inner diameter surface of the shell outer ring;
The shell outer ring includes a cylindrical outer ring main body that is press-fitted into an opening of the axle box and fixed, and flanges that protrude radially inward from both ends of the outer ring main body in the axial direction,
The outer peripheral surface of one axial end of the outer ring main body is provided with a tapered surface whose outer diameter gradually decreases from the axially inner side to the axially outer side,
A drawn cup roller bearing, wherein the tapered surface has a taper angle of 0.5 degrees or more and less than 5 degrees. - 前記外輪本体の軸線方向一端部に設けられる前記鍔部の板厚が、前記外輪本体の板厚の40%以上75%以下の範囲に含まれる、請求項1に記載のシェル形ころ軸受。 The drawn cup roller bearing according to claim 1, wherein the plate thickness of the flange provided at one axial end of the outer ring body is within a range of 40% or more and 75% or less of the plate thickness of the outer ring body.
- 前記鍔部の軸線方向外側端面と、前記テーパ面は、前記外輪本体の軸線方向一端に形成される面取りを介して接続され、
前記シェル外輪の軸線方向寸法が6[mm]以上であり、
前記テーパ面の軸線方向寸法および前記面取りの軸線方向寸法の合計が、1.5[mm]以上3.5[mm]以下の範囲に含まれる、請求項1に記載のシェル形ころ軸受。 The axially outer end surface of the flange portion and the tapered surface are connected via a chamfer formed at one axial end of the outer ring main body,
The shell outer ring has an axial dimension of 6 [mm] or more,
2. The drawn cup roller bearing according to claim 1, wherein the sum of the axial dimension of said tapered surface and the axial dimension of said chamfer is within the range of 1.5 [mm] or more and 3.5 [mm] or less. - 前記テーパ面の径方向寸法は、前記シェル外輪の外径半径から前記開口の内径半径を差し引いた締め代の1.1倍以上1.5倍以下の範囲に含まれる、請求項1に記載のシェル形ころ軸受。 2. The radial dimension of the tapered surface according to claim 1, wherein the radial dimension is within a range of 1.1 to 1.5 times the interference obtained by subtracting the inner diameter radius of the opening from the outer diameter radius of the shell outer ring. Drawn cup roller bearing.
- 請求項1~4のいずれかに記載のシェル形ころ軸受と、
前記シェル外輪の外径寸法よりも小さな内径寸法の開口を有し、前記開口の内径面が前記外輪本体の外径面と負すきまで密着する軸箱とを具備する、シェル形ころ軸受の固定構造。 a drawn cup roller bearing according to any one of claims 1 to 4;
Fixing of a drawn cup roller bearing, comprising an axle box having an opening with an inner diameter smaller than the outer diameter of the shell outer ring, the inner diameter surface of the opening closely contacting the outer diameter surface of the outer ring main body with a negative clearance. structure. - 前記軸箱は軽合金で形成される、請求項5に記載のシェル形ころ軸受の固定構造。 The fixed structure for a drawn cup roller bearing according to claim 5, wherein the axle box is made of a light alloy.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280061402.5A CN117940685A (en) | 2021-09-16 | 2022-08-19 | Shell-shaped roller bearing and fixing structure of shell-shaped roller bearing |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021150919A JP2023043353A (en) | 2021-09-16 | 2021-09-16 | Shell roller bearing and fixing structure for shell roller bearing |
| JP2021-150919 | 2021-09-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023042603A1 true WO2023042603A1 (en) | 2023-03-23 |
Family
ID=85602787
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/031365 WO2023042603A1 (en) | 2021-09-16 | 2022-08-19 | Shell roller bearing and fixing structure for shell roller bearing |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2023043353A (en) |
| CN (1) | CN117940685A (en) |
| WO (1) | WO2023042603A1 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4970042A (en) * | 1972-11-13 | 1974-07-06 | ||
| JPH0312016U (en) * | 1989-06-15 | 1991-02-07 | ||
| JPH11303863A (en) * | 1998-04-15 | 1999-11-02 | Nippon Seiko Kk | Shell type roller bearing |
| JPH11351145A (en) * | 1998-06-05 | 1999-12-21 | Ntn Corp | Needle roller bearing for swash plate compressor |
| JP2008038986A (en) * | 2006-08-03 | 2008-02-21 | Nsk Ltd | Shell type needle bearing |
-
2021
- 2021-09-16 JP JP2021150919A patent/JP2023043353A/en active Pending
-
2022
- 2022-08-19 CN CN202280061402.5A patent/CN117940685A/en active Pending
- 2022-08-19 WO PCT/JP2022/031365 patent/WO2023042603A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4970042A (en) * | 1972-11-13 | 1974-07-06 | ||
| JPH0312016U (en) * | 1989-06-15 | 1991-02-07 | ||
| JPH11303863A (en) * | 1998-04-15 | 1999-11-02 | Nippon Seiko Kk | Shell type roller bearing |
| JPH11351145A (en) * | 1998-06-05 | 1999-12-21 | Ntn Corp | Needle roller bearing for swash plate compressor |
| JP2008038986A (en) * | 2006-08-03 | 2008-02-21 | Nsk Ltd | Shell type needle bearing |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023043353A (en) | 2023-03-29 |
| CN117940685A (en) | 2024-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5595747B2 (en) | Wheel bearing device | |
| US10527091B2 (en) | Self-aligning roller bearing | |
| JP2010144923A (en) | Inner ring of rolling bearing, and bearing device for wheel equipped with the same | |
| CN111164318B (en) | Thrust bearing retainer with shortened flange | |
| US20150098671A1 (en) | Toroidal roller bearing | |
| JP2011027130A (en) | Bearing device for wheel | |
| WO2019026358A1 (en) | Hub unit bearing, method for manufacturing same, motor vehicle, and method for manufacturing same | |
| WO2023042603A1 (en) | Shell roller bearing and fixing structure for shell roller bearing | |
| JP6472671B2 (en) | Tapered roller bearing | |
| US10584742B2 (en) | Rolling bearing | |
| WO2023149163A1 (en) | Shell roller bearing and fixing structure for shell roller bearing | |
| JP2009144791A (en) | Bearing device for wheel | |
| WO2009087957A1 (en) | Thrust roller bearing, and retainer therefor | |
| US20200031164A1 (en) | Vehicular bearing device | |
| JP2008051161A (en) | Thrust roller bearing | |
| WO2002077469A2 (en) | Profiled roller bearing | |
| US20240018999A1 (en) | Thrust roller bearing | |
| WO2024127741A1 (en) | Rolling bearing | |
| JP5029430B2 (en) | Thrust roller bearing device | |
| JP4936739B2 (en) | Wheel bearing device | |
| JP4135321B2 (en) | Rolling bearing | |
| JP2008014414A (en) | Thrust roller bearing | |
| JP2007269066A (en) | Rolling bearing device for wheel | |
| CN113557366A (en) | Bearing device for wheel | |
| JP2024111418A (en) | Ball bearings and bearing design methods |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22869750 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2401001187 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280061402.5 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22869750 Country of ref document: EP Kind code of ref document: A1 |