WO2022263969A1 - 表示装置 - Google Patents
表示装置 Download PDFInfo
- Publication number
- WO2022263969A1 WO2022263969A1 PCT/IB2022/055233 IB2022055233W WO2022263969A1 WO 2022263969 A1 WO2022263969 A1 WO 2022263969A1 IB 2022055233 W IB2022055233 W IB 2022055233W WO 2022263969 A1 WO2022263969 A1 WO 2022263969A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- light
- insulating layer
- organic compound
- emitting device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images













































































Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/10—OLED displays
- H10K59/12—Active-matrix OLED [AMOLED] displays
- H10K59/121—Active-matrix OLED [AMOLED] displays characterised by the geometry or disposition of pixel elements
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/10—OLED displays
- H10K59/12—Active-matrix OLED [AMOLED] displays
- H10K59/122—Pixel-defining structures or layers, e.g. banks
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F9/00—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements
- G09F9/30—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F9/00—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements
- G09F9/30—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements
- G09F9/33—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements being semiconductor devices, e.g. diodes
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B33/00—Electroluminescent light sources
- H05B33/02—Details
- H05B33/04—Sealing arrangements, e.g. against humidity
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B33/00—Electroluminescent light sources
- H05B33/12—Light sources with substantially two-dimensional [2D] radiating surfaces
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B33/00—Electroluminescent light sources
- H05B33/12—Light sources with substantially two-dimensional [2D] radiating surfaces
- H05B33/22—Light sources with substantially two-dimensional [2D] radiating surfaces characterised by the chemical or physical composition or the arrangement of auxiliary dielectric or reflective layers
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B33/00—Electroluminescent light sources
- H05B33/12—Light sources with substantially two-dimensional [2D] radiating surfaces
- H05B33/22—Light sources with substantially two-dimensional [2D] radiating surfaces characterised by the chemical or physical composition or the arrangement of auxiliary dielectric or reflective layers
- H05B33/24—Light sources with substantially two-dimensional [2D] radiating surfaces characterised by the chemical or physical composition or the arrangement of auxiliary dielectric or reflective layers of metallic reflective layers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/10—OLED displays
- H10K59/12—Active-matrix OLED [AMOLED] displays
- H10K59/124—Insulating layers formed between TFT elements and OLED elements
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/30—Devices specially adapted for multicolour light emission
- H10K59/35—Devices specially adapted for multicolour light emission comprising red-green-blue [RGB] subpixels
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/80—Constructional details
- H10K59/805—Electrodes
- H10K59/8051—Anodes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/80—Constructional details
- H10K59/805—Electrodes
- H10K59/8052—Cathodes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/80—Constructional details
- H10K59/805—Electrodes
- H10K59/8052—Cathodes
- H10K59/80521—Cathodes characterised by their shape
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K2102/00—Constructional details relating to the organic devices covered by this subclass
- H10K2102/301—Details of OLEDs
- H10K2102/351—Thickness
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/80—Constructional details
- H10K59/87—Passivation; Containers; Encapsulations
- H10K59/871—Self-supporting sealing arrangements
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/80—Constructional details
- H10K59/87—Passivation; Containers; Encapsulations
- H10K59/871—Self-supporting sealing arrangements
- H10K59/8722—Peripheral sealing arrangements, e.g. adhesives, sealants
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/80—Constructional details
- H10K59/87—Passivation; Containers; Encapsulations
- H10K59/873—Encapsulations
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/80—Constructional details
- H10K59/875—Arrangements for extracting light from the devices
- H10K59/876—Arrangements for extracting light from the devices comprising a resonant cavity structure, e.g. Bragg reflector pair
Definitions
- One aspect of the present invention relates to a display device.
- the present invention is not limited to the above technical field.
- Examples of the technical field of the present invention include semiconductor devices, light-emitting devices, power storage devices, storage devices, electronic devices, lighting devices, input devices (e.g., touch sensors, etc.), or input/output devices (e.g., touch panels, etc.). can be mentioned.
- Another example of the present invention is a method for driving the device or a method for manufacturing the device.
- VR virtual reality
- AR augmented reality
- SR alternative reality
- MR mixed reality
- Applications of small display devices include mobile information terminal devices and the like, and examples thereof include smart phones equipped with touch panels and tablet terminals equipped with touch panels.
- a light-emitting element utilizing an electroluminescence (hereinafter referred to as EL) phenomenon has been developed.
- a light-emitting element utilizing the EL phenomenon is suitable for reducing the thickness and weight of a display device.
- Patent Document 1 discloses a microcavity structure.
- Non-Patent Document 1 discloses a manufacturing method using standard UV photolithography.
- Patent Document 1 also describes that a light-emitting layer and the like of a light-emitting element are formed using a fine metal mask.
- a fine metal mask is used, the shape and position of the light-emitting layer may deviate from the design, and the design is based on the deviation, which makes it difficult to increase the definition of the display device.
- Factors that cause the misalignment include low dimensional accuracy of the fine metal mask, misalignment of the fine metal mask, deflection of the fine metal mask, broadening of the contour of the light emitting layer to be deposited, and the like. Further, deformation of the fine metal mask due to heat during vapor deposition may reduce the production yield of display devices. In addition, due to the widening of the outline of the light emitting layer to be deposited, the thickness of the end portion of the light emitting layer becomes thin, and the thickness of the light emitting layer varies, which may reduce the reliability of the display device.
- Non-Patent Document 1 With the method of Non-Patent Document 1, it is difficult to increase the definition of the display device, and there is a concern that the reliability and yield of the display device may be lowered.
- an object of one embodiment of the present invention is to provide a high-definition display device.
- An object of one embodiment of the present invention is to provide a highly reliable display device.
- One aspect of the present invention provides a first light emitting device, a second light emitting device, a third light emitting device, a first region between the first light emitting device and the second light emitting device, and a first light emitting device.
- a first insulating layer having a second region between the second light emitting device and the third light emitting device; and a second insulating layer overlying the lower electrode of the third light emitting device.
- the thickness of the third organic compound layer of the third light emitting device is different from the thickness of the first organic compound layer of the first light emitting device, and the thickness of the third organic compound layer of the third light emitting device is different from that of the first organic compound layer of the first light emitting device.
- the thickness of the layer is different from the thickness of the second organic compound layer of the second light-emitting device.
- the display device is located in a region where the lower electrodes of the second light emitting device are aligned in height from the lower surface. That is, in a cross-sectional view, the height of the surface on which the first insulating layer is formed is substantially the same.
- One aspect of the present invention provides a first light emitting device, a second light emitting device, a third light emitting device, a first region between the first light emitting device and the second light emitting device, and a first light emitting device.
- a first insulating layer having a second region between the two light emitting devices and the third light emitting device; and a second insulating layer having a region overlapping the bottom electrode of the third light emitting device.
- the display device is located in a region where the height from the lower electrode of the second light emitting device is aligned with the height from the lower surface of the lower electrode of the second light emitting device. That is, in a cross-sectional view, the height of the surface on which the first insulating layer is formed is substantially the same.
- the first sacrificial layer is selectively provided over the first organic compound layer, and the second sacrificial layer is selectively provided over the second organic compound layer. It is preferable to have a sacrificial layer and to have a third sacrificial layer selectively provided over the third organic compound layer.
- One embodiment of the present invention includes a first conductive layer and a second conductive layer provided over a first layer, a first organic compound layer having a region overlapping with the first conductive layer, and a second conductive layer.
- a first insulating layer having a region overlapping with the conductive layer of; a second organic compound layer having a region overlapping with the second conductive layer and the first insulating layer; and a region overlapping with the first organic compound layer a first sacrificial layer, a second sacrificial layer having a region overlapping the second organic compound layer, and a second insulation having a region overlapping the first sacrificial layer and the second sacrificial layer and a third conductive layer having a region overlapping the second insulating layer, the distance between the second conductive layer and the third conductive layer being equal to the distance between the first conductive layer and the third conductive layer.
- the first layer has a first recess and a second recess deeper than the first recess.
- the first insulating layer overlaps the second recess, and the second insulating layer overlaps the first recess and the second recess.
- One embodiment of the present invention includes a first conductive layer and a second conductive layer provided over a first layer, a first organic compound layer having a region overlapping with the first conductive layer, and a second conductive layer.
- a first insulating layer having a region overlapping with the conductive layer of; a second organic compound layer having a region overlapping with the second conductive layer and the first insulating layer; and a region overlapping with the first organic compound layer a first sacrificial layer, a second sacrificial layer having a region overlapping the second organic compound layer, and a second insulation having a region overlapping the first sacrificial layer and the second sacrificial layer and a third conductive layer having a region overlapping the second insulating layer, the distance between the second conductive layer and the third conductive layer being equal to the distance between the first conductive layer and the third conductive layer.
- the first layer has a first recess and a second recess deeper than the first recess, less than the distance between the conductive layers.
- the first insulating layer overlaps the second recess
- the second insulating layer overlaps the first recess and the second recess.
- any one of the embodiments of the present invention it is preferable to have a protective layer over the third conductive layer.
- One embodiment of the present invention can provide a high-definition display device.
- One embodiment of the present invention can provide a highly reliable display device.
- FIG. 1A and 1B are cross-sectional views of the display device of one embodiment of the present invention.
- FIG. 2 is a cross-sectional view of a display device of one embodiment of the present invention.
- FIG. 3 is a cross-sectional view of a display device of one embodiment of the present invention.
- FIG. 4 is a cross-sectional view of a display device of one embodiment of the present invention.
- 5A and 5B are cross-sectional views of the display device of one embodiment of the present invention.
- FIG. 6A is a plan view of a display device of one embodiment of the present invention
- FIG. 6B is a cross-sectional view of the display device of one embodiment of the present invention.
- 7A to 7C are cross-sectional views of the connection portion of the display device of one embodiment of the present invention.
- 8A to 8C illustrate a method for manufacturing a display device of one embodiment of the present invention.
- 9A to 9C illustrate a method for manufacturing a display device of one embodiment of the present invention.
- 10A to 10C illustrate a method for manufacturing a display device of one embodiment of the present invention.
- 11A to 11C illustrate a method for manufacturing a display device of one embodiment of the present invention.
- 12A and 12B illustrate a method for manufacturing a display device of one embodiment of the present invention.
- 13A to 13C illustrate a method for manufacturing a display device of one embodiment of the present invention.
- 14A and 14B illustrate a method for manufacturing a display device of one embodiment of the present invention.
- 15A and 15B illustrate a method for manufacturing a display device of one embodiment of the present invention.
- FIG. 16A and 16B illustrate a method for manufacturing a display device of one embodiment of the present invention.
- FIG. 17 illustrates a method for manufacturing a display device of one embodiment of the present invention.
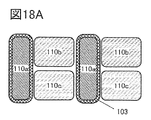
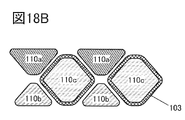
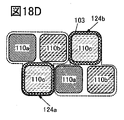
- 18A to 18E are plan views of a display device of one embodiment of the present invention.
- 19A to 19H are plan views of a display device of one embodiment of the present invention.
- FIG. 21 is a perspective view of a display device of one embodiment of the present invention.
- 22A is a cross-sectional view of a display device of one embodiment of the present invention, and FIGS.
- FIG. 22B and 22C are cross-sectional views of a transistor of one embodiment of the present invention.
- FIG. 23 is a cross-sectional view of a display device of one embodiment of the present invention.
- FIG. 24 is a cross-sectional view of a display device of one embodiment of the present invention.
- FIG. 25 is a cross-sectional view of a display device of one embodiment of the present invention.
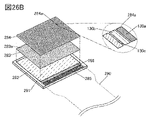
- 26A and 26B are perspective views of a display device of one embodiment of the present invention.
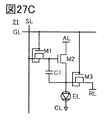
- 27A to 27D are circuit diagrams of display devices of one embodiment of the present invention.
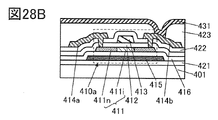
- 28A to 28D are cross-sectional views of transistors of one embodiment of the present invention.
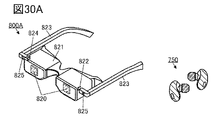
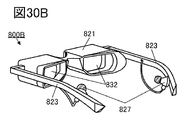
- 29A and 29B are perspective views of electronic devices of one embodiment of the present invention.
- FIG. 31A is a perspective view of an electronic device of one embodiment of the present invention
- FIG. 31B is a cross-sectional view of the electronic device of one embodiment of the present invention.
- 32A to 32D are diagrams illustrating an electronic device of one embodiment of the present invention.
- 33A to 33G are diagrams illustrating electronic devices of one embodiment of the present invention.
- the terms “source” and “drain” of a transistor are interchanged depending on the polarity of the transistor and the level of the potential applied to each terminal.
- a terminal to which a low potential is applied is called a source
- a terminal to which a high potential is applied is called a drain
- a terminal to which a high potential is applied is called a source.
- the terms source and drain may be interchanged depending on the potential relationship, but in this specification and the like, when describing the connection relationship between transistors, the terms source and drain are fixed for convenience.
- a source of a transistor means a source region which is part of a semiconductor layer functioning as an active layer, or a source electrode connected to the semiconductor layer.
- the drain of a transistor means a drain region that is part of the semiconductor film or a drain electrode connected to the semiconductor film.
- a gate of a transistor means a gate electrode.
- a state in which transistors are connected in series means, for example, a state in which only one of the source and drain of a first transistor is connected to only one of the source and drain of a second transistor.
- a state in which transistors are connected in parallel means that one of the source and drain of the first transistor is connected to one of the source and drain of the second transistor, and the other of the source and drain of the first transistor is connected to It means the state of being connected to the other of the source and the drain of the second transistor.
- connection may be referred to as electrical connection, and includes a state in which current, voltage, or potential can be supplied, or a state in which current, voltage, or potential can be transmitted. Therefore, it also includes a state in which they are connected to each other through elements such as wiring, resistors, diodes, and transistors.
- the electrical connection includes a state of direct connection without an element such as a wiring, resistor, diode, or transistor.
- a conductive layer may have multiple functions such as a wiring or an electrode.
- a light-emitting element is sometimes referred to as a light-emitting device.
- a light-emitting device has a structure in which an organic compound layer is sandwiched between a pair of electrodes.
- a pair of electrodes are an anode and a cathode, and at least one of the organic compound layers is a light-emitting layer.
- a light-emitting device having an organic compound layer formed using a metal mask (MM) may be referred to as a light-emitting device having a metal mask (MM) structure.
- the metal mask is sometimes referred to as a fine metal mask (FMM, high-definition metal mask) as the opening becomes finer.
- FMM fine metal mask
- a light-emitting device having an organic compound layer formed without using a metal mask or a fine metal mask may be referred to as a light-emitting device having a metal maskless (MML) structure.
- MML metal maskless
- a light-emitting device that emits red, green, blue, and the like may be referred to as a red-light-emitting device, a green-light-emitting device, and a blue-light-emitting device, respectively.
- each light-emitting device a structure in which light-emitting layers are separately formed may be referred to as an SBS (side-by-side) structure.
- SBS side-by-side
- a full-color display device can be provided by fabricating a red light emitting device, a green light emitting device, and a blue light emitting device using the SBS structure.
- a light-emitting device capable of emitting white light is sometimes referred to as a white light-emitting device.
- a white light-emitting device can provide a full-color display device by combining it with a colored layer (for example, a color filter).
- light-emitting devices can be broadly classified into a single structure and a tandem structure.
- a single structure is a structure having one light-emitting unit between a pair of electrodes.
- the light-emitting unit refers to a laminate of organic compound layers including one or more light-emitting layers.
- the light emitting unit should have two light emitting layers, and the light emitted from the light emitting layers should satisfy the relationship of complementary colors. Two or more light-emitting layers may be in contact with each other in a light-emitting unit.
- a white light-emitting device can also be obtained from a light-emitting unit having three light-emitting layers. When three light-emitting layers are provided, adjacent upper and lower light-emitting layers may be in contact within the light-emitting unit.
- a tandem structure is a structure having two or more light-emitting units between a pair of electrodes.
- Each of the two or more light-emitting units preferably has one or more light-emitting layers.
- a structure in which white light emission is obtained by combining light from the light-emitting layers of two or more light-emitting units may be employed.
- the combination of light-emitting layers that can emit white light should satisfy the relationship of complementary colors as in the case of the single structure.
- the light emitting device having the SBS structure consumes more power than the white light emitting device (single structure and tandem structure). can be lowered. In other words, if it is desired to keep power consumption low, it is preferable to use a light-emitting device with an SBS structure.
- white light-emitting devices are easier to manufacture than SBS structure light-emitting devices, so that the manufacturing cost can be lowered or the manufacturing yield can be increased. In other words, it is preferable to use a white light emitting device (single structure and tandem structure) in order to reduce the manufacturing cost or increase the manufacturing yield.
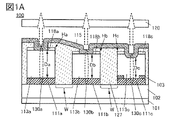
- FIG. 1A shows a cross-sectional view of the display device 100.
- Display device 100 has layer 102 on substrate 101 .
- Layer 102 may be a layer having transistors.
- the transistor can control a light emitting device.
- a structure in which a transistor for controlling each light-emitting device is provided in the layer 102 or the like is referred to as an active display device. Note that the layer 102 does not have to be provided with a transistor.
- Display device 100 has light emitting device 130 a , light emitting device 130 b and light emitting device 130 c on layer 102 .
- OLED Organic Light Emitting Diode
- QLED Quadantum-dot Light Emitting Diode
- the light-emitting devices 130a to 130c are formed using the SBS structure described above, and emit red, green, and blue, respectively.
- light emitting device 130a may emit red
- adjacent light emitting device 130b may emit green
- adjacent light emitting device 130c may emit blue.
- the light emitting device 130 may be used when collectively notating each light emitting device without distinguishing between them.
- the light-emitting device 130 has a lower electrode and an upper electrode as a pair of electrodes, and an organic compound layer between the pair of electrodes.
- the display device 100 includes conductive layers 111a, 111b, and 111c as lower electrodes. Note that the conductive layers may be referred to as a conductive layer 111 when they are collectively described without needing to be distinguished from each other.
- the top surface of the layer 102 is the surface on which the conductive layer 111 is formed
- the top surface of the layer 102 preferably has high flatness.
- the top surface of the conductive layer 111 formed in a region with high flatness can maintain flatness.
- a conductive layer 111 is formed over layer 102 to electrically connect to the transistor.
- the top surface of the conductive layer 111 may have a recess along the opening.
- an insulating layer that fills the recess may be provided.
- the recess is planarized, the planarity of the top surface of the conductive layer 111 overlapping the recess is also ensured. Therefore, as described above, discontinuity of the organic compound layer formed over the conductive layer 111 can be suppressed.
- the display device 100 has a conductive layer 115 as an upper electrode.
- the conductive layer 115 does not need to be separated for each light emitting device. Therefore, the conductive layer 115 can be shared by each light emitting device.
- a layer that can be shared by each light-emitting device is sometimes referred to as a common layer. Since the conductive layer 115 functions as an electrode, it is sometimes referred to as a common electrode.
- the conductive layer 115 may be divided for each light emitting device. In order to distinguish them from each other in a divided state, abc may be added to the reference numerals.
- a conductive layer is shown as an example of a common layer, an insulating layer can also be the common layer. Also, one or more layers selected from organic compound layers can be used as a common layer.
- One of the bottom electrode and top electrode functions as the anode of the light emitting device and the other functions as the cathode of the light emitting device.
- Each of the light-emitting devices 130a to 130c has an organic compound layer 113a, an organic compound layer 113b, and an organic compound layer 113c.
- organic compound layer 113 When the organic compound layers are collectively described without needing to be distinguished from each other, they may be referred to as an organic compound layer 113 .
- the organic compound layer 113 has at least a light-emitting layer. Furthermore, the organic compound layer 113 is preferably a laminate of a light-emitting layer and other functional layers. Other functional layers include one or more layers selected from a hole injection layer, a hole transport layer, an electron transport layer and an electron injection layer.
- the display device 100 has a substrate 120 .
- the substrate 120 may be referred to as a counter substrate.
- Light from the light emitting device 130 can be extracted from the substrate 120 side, as indicated by the arrow in FIG. 1A.
- a structure taken out from the substrate 120 side may be referred to as a top emission structure.
- light from the light emitting device 130 may be extracted from the substrate 101 side.
- a structure taken out from the substrate 101 side may be referred to as a bottom emission structure.
- a light-emitting device of one embodiment of the present invention preferably has a microcavity structure.
- a microcavity structure is a structure in which a specific wavelength ⁇ is resonated between an electrode on the light extraction side and an electrode facing the electrode.
- a light-transmitting and light-reflecting conductive material is used for the electrode on the extraction side.
- Such an electrode is sometimes referred to as a semi-transmissive/semi-reflective electrode, and a structure in which a reflective electrode and a transparent electrode are laminated can be used.
- a conductive material having light reflectivity can be used for the opposing electrode, and such an electrode is sometimes referred to as a reflective electrode.
- a structure in which a reflective electrode and a transparent electrode are stacked may also be used for the opposing electrodes. If the light transmitted through the transparent electrode is reflected by the reflective electrode, a microcavity structure can be obtained.
- the upper electrode is the lead-out electrode, and the lower electrode is the opposing electrode.
- a particular wavelength ⁇ corresponds to the wavelength ⁇ of light extracted from the light emitting device. Since the specific wavelength ⁇ differs for each light-emitting device, the distance between the electrodes differs in the display device having the microcavity structure.
- the inter-electrode distance corresponds to the distance between light reflecting surfaces. For example, when a laminated structure of a reflective electrode and a transparent electrode is used for electrodes facing each other, the light reflecting surface is the surface of the reflective electrode. Therefore, the upper surface of the reflective electrode is used as the starting point or the ending point of the inter-electrode distance. Due to such a configuration, the thickness of the organic compound layer differs for each light-emitting device in the display device using the microcavity structure.
- the distance between the electrodes that is, the optical distance must satisfy n ⁇ /2 (where n is an integer of 1 or more, and ⁇ is the wavelength of the color to be resonated, for example, the blue wavelength). Just do it.
- the value of n is an arbitrary integer, and the value of n may be different for each light emitting device.
- the film thickness of the organic compound layer of the blue light emitting device may become very thin.
- the value of n used in the blue light emitting device should be larger than the value of n used in the red or blue light emitting device.
- Light at non-resonant wavelengths is attenuated in the microcavity structure. Therefore, light with a narrow half-value width, that is, a narrow spectral half-value width can be extracted from the light emitting device. Light with a narrow half-value width is preferable because it has high directivity, and light with high color purity can be extracted from the light-emitting device.
- FIG. 1A illustrates an organic compound layer 113 having a relationship of thickness Da>thickness Db>thickness Dc.
- the thickness Da of the organic compound layer corresponds to the distance between the top surface of the conductive layer 111 a and the bottom surface of the conductive layer 115 .
- the thickness Db of the organic compound layer corresponds to the distance between the top surface of the conductive layer 111 b and the bottom surface of the conductive layer 115 .
- the thickness Dc of the organic compound layer corresponds to the distance between the top surface of the conductive layer 111 c and the bottom surface of the conductive layer 115 .
- pattern formation is performed using a lithography method or the like in order to narrow the distance between adjacent organic compound layers.
- a photolithographic method can be used as the lithographic method.
- Photolithography is a method of exposing a photosensitive material in a desired pattern to form a pattern from exposed and unexposed areas. Reduction exposure by a stepper can be used for exposure.
- the organic compound layer can be patterned by a photolithography method.
- the distance between adjacent organic compound layers 113 is less than 10 ⁇ m, less than or equal to 5 ⁇ m, less than or equal to 3 ⁇ m, less than or equal to 2 ⁇ m, or , 1 ⁇ m or less, and a high-definition display device can be provided.
- an exposure apparatus for LSI large scale integration
- the distance (for example, the distance marked with W in FIG. 1A) can be set to 500 nm or less, 200 nm or less, 100 nm or less, or even 50 nm or less.
- a pattern formation method using a photolithography method and a pattern formation method using a metal mask may be used in combination.
- Pattern formation using a photolithography method or the like may be simply referred to as processing.
- the side surface of the processed organic compound layer 113 often rises perpendicularly or substantially perpendicularly to the substrate 101 and the like as shown in FIG. 1A. That is, according to the manufacturing method of one embodiment of the present invention, the contour of the organic compound layer 113 is not widened.
- Common layers include the conductive layer 115 described above. Disconnection of the conductive layer 115 causes non-light emission of the light-emitting device, which leads to a defect of the display device 100 .
- the insulating layer 127 is provided between the organic compound layers 113 to reduce the steps on the side surfaces of the organic compound layers 113 .
- the insulating layer 127 positioned between the organic compound layers 113, disconnection of the common layer can be suppressed.
- the insulating layer 127 has an inorganic material or an organic material. In the case of an organic material, it is preferable because it is easy to fill even when the space marked with W in FIG. 1A is narrow. If an organic material is used, a diluent may be used to adjust the viscosity of the organic material. In the case of using a photosensitive (negative-type and positive-type) organic material, the end portion of the insulating layer 127 can be tapered depending on exposure conditions. The end portion of the insulating layer 127 is one of the regions where the common layer is most likely to be cut off, and it is preferable to form the common layer along the tapered shape because the cut can be suppressed. Furthermore, insulating layer 127 preferably has a flat top surface.
- the insulating layer 127 may have a single-layer structure or a laminated structure.
- an organic material is preferably used for the upper insulating layer.
- the insulating layer 127 can also suppress film peeling of the light-emitting device 130 , for example, the organic compound layer 113 .
- a short circuit between the conductive layer 115 and the conductive layer 111 can also be suppressed by the insulating layer 127 .
- the insulating layer 127 may be positioned between the organic compound layers 113 so as to achieve the above effect. For example, when the insulating layer 127 is positioned between the organic compound layers 113, even if the insulating layer 127 does not exist in a part between the organic compound layers 113 and a gap is confirmed in a cross-sectional view, any one of the above effects can be obtained. It's fine if you can play it.
- light emitting device 130 preferably includes sacrificial layer 118a, sacrificial layer 118b, and sacrificial layer 118c, as shown, for example, in FIG. 1A.
- the sacrificial layers may be referred to as sacrificial layers 118 when collectively described without the need to distinguish between the sacrificial layers.
- the sacrificial layer 118 is formed on the surface of the organic compound layer 113 to be processed, and can suppress unnecessary processing of the organic compound layer 113 .
- the organic compound layer 113 can be processed by photolithography.
- the sacrificial layer 118 may have a single layer structure or a laminated structure. In the case of a laminated structure, it is preferable to use a metal material for the upper sacrificial layer.
- a sacrificial layer comprising a metallic material can be used as a hard mask.
- the sacrificial layer 118 can be located between the top surface of the organic compound layer 113 and the insulating layer 127 .
- the organic compound layer 113 in contact with the insulating layer 127 may disappear, but this disappearance can be partially suppressed.
- an insulating layer or the like is provided between the organic compound layer 113 and the insulating layer 127 in addition to the sacrificial layer in order to suppress the disappearance of the organic compound layer 113.
- the organic compound layer 113 is processed by photolithography or the like after the sacrificial layer 118 is formed, damage to the organic compound layer 113 during the manufacturing process of the display device can be reduced, and the reliability of the light-emitting device can be improved. can.
- the organic compound layer is processed by photolithography or the like without providing the sacrificial layer
- the organic compound layer for example, the light-emitting layer is damaged by the processing, and the reliability of the display device may be significantly impaired.
- processing damage can be suppressed by forming the sacrificial layer 118 as described above, which is preferable.
- a functional layer such as an electron-transporting layer or a hole-transporting layer laminated on the light-emitting layer.
- a sacrificial layer 118 is preferably located on the functional layer.
- the sacrificial layer 118 in the light emitting region of the light emitting device 130 is appropriately removed after processing the organic compound layer 113 . That is, part of the sacrificial layer 118 that overlaps with the organic compound layer 113 is removed in order to secure the light emitting region. When viewed from above after removal, an opening is formed in the sacrificial layer 118, and the organic compound layer 113 is exposed from the opening. Of course, all of the sacrificial layer 118 on the organic compound layer 113 may be removed. Since wet etching can be used to remove the sacrificial layer 118, the organic compound layer, for example, the light-emitting layer is not damaged by processing.
- the insulating layer 127 described above can be used as a mask for removing the sacrificial layer 118.
- the end of the sacrificial layer 118 on the light emitting region side has a region that coincides or substantially coincides with the end of the insulating layer 127 .
- the thickness of the organic compound layer 113 is different. Therefore, the position of the surface on which the sacrificial layer 118 is formed, which is the top surface of the organic compound layer 113a, is different from the height of the surface on which the sacrificial layer 118 is formed, which is the top surface of the organic compound layers 113b and 113c. This state is sometimes called that the height of the organic compound layer 113 is different.
- the insulating layer 127 is further formed on the sacrificial layer 118 in a situation where the heights of the organic compound layers 113 are different from each other, defects such as the insulating layer 127 peeling off from the edge (simply the insulating layer 127 described as defective) was likely to occur.
- the inventors considered that the cause of the defect was that the height of the surface on which the insulating layer 127 was formed was uneven among the organic compound layers.
- the conductive layer 115 which is a common layer, may come into contact with the light emitting layers of the organic compound layers. Also, the conductive layer 115 may contact the conductive layer 111 . Such contact renders the light emitting device non-light emitting.
- the present inventors considered that forming the insulating layer 127 as designed would lead to an improvement in the manufacturing yield of the display device.
- the height of the surface where the insulating layer 127 is formed and the height of the surface where the end portion of the insulating layer 127 is formed are made uniform in order to suppress defects in the insulating layer 127 .
- the phrase "having the same height" includes configurations in which the heights from the reference plane are the same and substantially the same. Configurations that are substantially coincident include those with a height difference of 100 nm or less, preferably 50 nm or less, and more preferably 30 nm or less. In other words, any difference in height that suppresses defects in the insulating layer 127 is included in the substantially identical configuration.
- the surface on which the insulating layer 127 is formed is, for example, the upper surface of the sacrificial layer 118, which is indicated by the height Ha of the sacrificial layer 118a, the height Hb of the sacrificial layer 118b, and the height Hc of the sacrificial layer 118c in FIG. 1A.
- the reference planes for the heights Ha, Hb, and Hc can be the lower surfaces of the lower electrodes.
- the reference plane is preferably the lower surface of the lower electrode, since the thickness of the lower electrode may vary from light emitting device to light emitting device. Note that when the lower surface of the lower electrode serves as the reference surface, it is preferable that the flatness of the surface of the layer 102 is ensured.
- the reference plane can be the top surface of substrate 101 in FIG. 1A.
- the display device 100 of one embodiment of the present invention has a structure in which the surfaces on which the insulating layers 127 are formed have the same height while filling the microcavity structure. Note that at least part of the surface on which the insulating layer 127 is formed may have the same height. Compared with the insulating layer 127 formed in a state where the heights of the formation surfaces of the organic compound layers are uneven, the insulating layers 127 formed in a state where the heights of the formation surfaces are partially uniform are less likely to be defective. Suppressed. Suppression of defects can improve the manufacturing yield of the display device 100 .
- FIG. 1A a configuration in which the height Hc of the sacrificial layer 118c is increased will be described as an example of a configuration in which the surfaces on which the insulating layer 127 is formed are made uniform. Height Hc is lower than height Ha and height Hb if the present invention is not applied.
- Layers are added below the sacrificial layer 118c to increase the height Hc.
- an insulating layer 103 is formed to increase the height Hc. If the insulating layer 103 is formed so as to overlap with part of the conductive layer 111c, the height Hc is increased. An end portion of the insulating layer 103 has a region overlapping with an end portion of the conductive layer 111c.
- the insulating layer 103 only needs to overlap with the conductive layer 111c, and the position of the end portion is not limited. Although not shown in FIG. 1A, the edge of the insulating layer 103 may extend beyond the edge of the conductive layer 111c. The extended region is preferably located outside the conductive layer 111c. With such a configuration, at least the outer periphery of the conductive layer 111c is covered with the insulating layer 103, so that the short circuit between the conductive layer 111c and the conductive layer 115 can be further suppressed.
- the insulating layer 103 can have an inorganic material or an organic material, and can be a single layer structure or a laminated structure.
- the insulating layer 103 contains an inorganic material, it preferably has a thickness of 10 nm to 200 nm, preferably 10 nm to 100 nm, and more preferably 10 nm to 60 nm.
- the insulating layer 103 contains an organic material, it preferably has a thickness of 0.1 ⁇ m or more and 1 ⁇ m or less, preferably 0.1 ⁇ m or more and 0.5 ⁇ m or less.
- Structures in which the surfaces on which the insulating layer 127 is formed have approximately the same height include those in which the height difference is 100 nm or less, preferably 50 nm or less, and more preferably 30 nm or less. It is preferably smaller than the thickness of the insulating layer 103 .
- the insulating layer 103 increases the height Hc, and the height Hc is aligned with the height Hb, so that defects of the insulating layer 127 can be suppressed.
- the thickness Dc can be adjusted in the light-emitting region. That is, the microcavity structure can be applied to the display device 100 without being affected by the insulating layer 103 .
- the thickness Dc of the organic compound layer 113c is thinner than that of other light emitting devices, and the insulating layer 127 is likely to be defective near the organic compound layer 113c.
- the defect can be suppressed by increasing the height Hc near the organic compound layer 113c where the defect is most likely to occur.
- the organic compound layer 113c also has a region adjacent to the organic compound layer 113a. Since the height Hc is increased, the difference from the height Ha is reduced. From this also, defects in the insulating layer 127 can be suppressed.
- FIG. 1A illustrates an example in which the insulating layer 103 is provided in the light emitting device 130c
- the present invention is not limited to this.
- the display device 100 shown in FIG. 1B has a configuration in which the insulating layer 103 is provided on the light emitting device 130b and the light emitting device 130c.
- the insulating layer 103 is selectively formed over the conductive layers 111b and 111c. Since the height Hb is increased and the height Hb is aligned with the height Ha, defects in the insulating layer 127 can be suppressed.
- the thickness Db and the thickness Dc can be adjusted in the light-emitting region. That is, the microcavity structure can be applied to the display device 100 without being affected by the insulating layer 103 .
- Defects of the insulating layer 127 can be suppressed by increasing the height Hb and aligning the height Hb with the height Ha. Moreover, since the height Hc is increased and the difference between the heights Hb and Ha is reduced, defects in the insulating layer 127 can be suppressed.
- the display device 100 shown in FIG. 2 has a first insulating layer 103a and a second insulating layer 103b with different thicknesses.
- the second insulating layer 103b is thicker than the first insulating layer 103a.
- the film thickness of the second insulating layer 103b is preferably 1.5 to 3 times, preferably 1.8 to 2.2 times, the film thickness of the first insulating layer 103a.
- the film thickness of the second insulating layer 103b is preferably 0.5 to 2 times, more preferably 0.8 to 1.2 times the difference between the thickness Db and the thickness Dc.
- a first insulating layer 103a is selectively formed on the light emitting device 130b and a second insulating layer 103b is selectively formed on the light emitting device 130c. Since the height Ha, the height Hb, and the height Hc are the same, defects in the insulating layer 127 can be suppressed.
- the thickness Da, the thickness Db, and the thickness Dc can be adjusted in the light-emitting region. That is, the microcavity structure can be applied to the display device 100 without being affected by the first insulating layer 103a and the second insulating layer 103b.
- the surfaces on which the insulating layers 127 located between the light-emitting devices are formed have the same height, so defects in the insulating layers 127 can be suppressed.
- FIG. 3 shows a configuration in which the thickness of the sacrificial layer 118c is adjusted without providing the insulating layer 103 so that the height Hc of the sacrificial layer 118c is aligned with the height Hb of the sacrificial layer 118b.
- the surfaces on which the insulating layers 127 located between the light-emitting devices are formed have the same height, so defects in the insulating layers 127 can be suppressed.
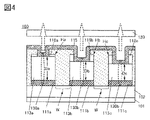
- ⁇ Configuration example 5> A configuration different from that of FIGS. 1A, 1B, 2, and 3 will be described. 4, the thicknesses of the sacrificial layer 118b and the sacrificial layer 118c are adjusted without providing the insulating layer 103 so that the height Hc of the sacrificial layer 118c is aligned with the height Ha of the sacrificial layer 118a, and the thickness of the sacrificial layer 118b is adjusted. A configuration is shown in which the height Hb is aligned with the height Ha of the sacrificial layer 118a.
- the surfaces on which the insulating layers 127 located between the light-emitting devices are formed have the same height, so defects in the insulating layers 127 can be suppressed.
- FIG. 5A shows a configuration example using an organic material as an insulating layer 103o that partially covers the conductive layer 111c.
- the insulating layer 103o By providing the insulating layer 103o, the insulating layer 127 corresponding to the light emitting device 130c can be omitted.
- the insulating layer 127 is omitted in a region corresponding to Wc between the light emitting devices 130b and 130c, and the insulating layer 103o is provided.
- An insulating layer 127 is provided in a region corresponding to Wb between the light emitting devices 130b and 130c. That is, the insulating layer 127 and the insulating layer 103o are provided between the light emitting device 130b and the light emitting device 130c.
- the insulating layer 127 may be provided so as to be in contact with the insulating layer 103o, or an insulating layer or the like may be positioned therebetween.
- a photosensitive (negative or positive) organic material can be used for the insulating layer 103o, and an end portion of the insulating layer 103o can be tapered.
- Film peeling of the light emitting device 130 can also be suppressed by the insulating layer 103o.
- a short circuit between the conductive layer 115 and the conductive layer 111 can be suppressed by the insulating layer 103o.
- the insulating layer 103o is provided before the organic compound layer 113 is formed, there is no need to consider the heat resistance of the organic compound layer 113, and sufficient heat treatment can be performed, which is preferable.
- the heat treatment can reduce moisture or the like in the insulating layer 103o, so that deterioration of the organic compound layer 113 due to moisture or the like can be suppressed.
- FIGS. 1A, 1B, 2, 3, 4, and 5A Configurations different from FIGS. 1A, 1B, 2, 3, 4, and 5A will be described.
- an organic material is used as the insulating layer 103o that partially covers the conductive layer 111c
- an inorganic material is used as the insulating layer 103d that partially covers the conductive layer 111b.
- the insulating layer 103o By providing the insulating layer 103o, the insulating layer 127 corresponding to the light emitting device 130c can be omitted.
- the insulating layer 103d aligns the height Hb with the height Ha.
- FIG. 6A shows a top view of the pixel portion 104 of the display device 100.
- FIG. The pixel portion 104 may also be referred to as a pixel region.
- a plurality of light emitting devices are arranged in the pixel portion 104. Different colors can be emitted by using the above SBS structure for each light emitting device.
- the light emitting regions of each light emitting device are shown in FIG. 6A as subpixel 110a, subpixel 110b, and subpixel 110c.
- Sub-pixels of the same color are given the same reference numerals.
- sub-pixel 110a can emit red
- sub-pixel 110b next to it can emit green
- sub-pixel 110c next to it can emit blue. be.
- the light emitting region in FIG. 6A is shown as a rectangle, it is not limited to a rectangle.
- Sub-pixels 110a, 110b, and 110c may be referred to as sub-pixels when there is no need to distinguish between them.
- an insulating layer 103 is provided in a region corresponding to the sub-pixel 110c according to Structural Example 1 of the above embodiment.
- the insulating layer 103 can be read as the insulating layer 103o.
- the sub-pixel 110a corresponds to a red (sometimes referred to as R), the sub-pixel 110b corresponds to a green (sometimes referred to as G), and the sub-pixel 110c corresponds to a blue (sometimes referred to as B) light-emitting region.
- the sub-pixel 110a may correspond to a yellow (sometimes written as Y) light emitting region
- the sub-pixel 110b may correspond to a cyan (sometimes written as C) light-emitting region
- the sub-pixel 110c may correspond to a magenta (sometimes written as M) light-emitting region. good.
- a full-color display is possible with the configuration including at least the sub-pixel 110a, the sub-pixel 110b, and the sub-pixel 110c described above.
- a minimum unit capable of full-color display is referred to as a pixel 110 .
- Pixel 110 has at least sub-pixel 110a, sub-pixel 110b, and sub-pixel 110c.
- the display device 100 of one embodiment of the present invention is not limited to the above emission colors.
- the display device 100 of one embodiment of the present invention may include, for example, white light-emitting regions in addition to red, green, and blue light-emitting regions. Further, the display device 100 of one embodiment of the present invention may have a light-receiving region other than the light-emitting region, for example.
- the sub-pixels described above are preferably arranged in a matrix.
- a matrix is a structure arranged according to a certain regularity. The manner in which the sub-pixels are arranged in a matrix will be described using the X-axis attached to FIG. 6A and the Y-axis intersecting the X-axis.
- sub-pixels 110a, 110b, and 110c are arranged in order in the X-axis direction. According to such an arrangement, subpixel 110a is adjacent to subpixel 110b or subpixel 110c.
- light-emitting devices adjacent in the X-axis direction emit different colors.
- a plurality of sub-pixels 110a are arranged, a plurality of sub-pixels 110b are arranged, and a plurality of sub-pixels 110c are arranged.
- Such an array is called a stripe array.
- sub-pixels adjacent to each other in the Y-axis direction emit the same color.
- the display device 100 has, for example, a connection portion 140 in addition to the pixel portion 104 .
- the connection portion 140 may also be called a cathode contact portion.
- the connection part 140 may be positioned outside the pixel part 104 , and this position corresponds to the non-light-emitting region of the display device 100 .
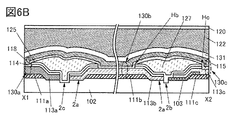
- FIG. 6B shows a cross-sectional view along X1-X2 in FIG. 6A.
- Layer 102 is provided on the substrate and the like.
- the substrate may be flexible.
- Layer 102 may be a layer having transistors.
- FIG. 6B shows a conductive layer 111a, a conductive layer 111b, and a conductive layer 111c as lower electrodes according to Structural Example 1 described above.
- Each of the conductive layers 111a, 111b, and 111c can be electrically connected to a transistor.
- a conductive layer electrically connected to a transistor is sometimes referred to as a pixel electrode.
- An end portion of the conductive layer 111 preferably has a tapered shape.
- the tapered shape includes a shape in which the film thickness gradually decreases toward the outside.
- the recess 2a may be formed in the layer .
- the concave portion 2a may be referred to as an over-etched region. If it is not desired to form the concave portion 2a, a layer of an inorganic material may be arranged on the outermost surface of the layer 102 . When the organic material layer is positioned on the outermost surface of the layer 102, the recesses 2a are likely to be formed.
- the organic compound layer 113 is formed in a region overlapping with the upper surface and side surfaces of the conductive layer 111 and the recess 2a. In the region where the conductive layer 111 has a tapered shape, the organic compound layer 113 is slanted, so that the organic compound layer 113 is prevented from being disconnected.
- the lower electrode functions as an anode, it is preferable to use a material with a large work function.
- the top electrode functions as the other of the anode or cathode of the light emitting device.
- the conductive layer 115 is provided as the upper electrode according to Configuration Example 1 described above. Conductive layer 115 is a common layer that can be shared by each light emitting device.
- the conductive layer 115 preferably uses a material with a small work function.
- the organic compound layer can have a hole-injection layer, a hole-transport layer, a light-emitting layer, an electron-transport layer, and an electron-injection layer.
- the organic compound layer is a stack of functional layers selected from the above, and has at least a light-emitting layer.
- the organic compound layer has a structure in which a first light-emitting unit, a charge-generating layer (also referred to as an intermediate layer) over the first light-emitting unit, and a second light-emitting unit over the charge-generating layer are stacked.
- a light-emitting layer is a layer containing a light-emitting substance.
- the emissive layer can have one or more emissive materials.
- a substance exhibiting emission colors such as blue, purple, blue-violet, green, yellow-green, yellow, orange, and red is used as appropriate.
- a substance that emits near-infrared light can be used as the light-emitting substance.
- Examples of light-emitting substances include fluorescent materials, phosphorescent materials, TADF materials, quantum dot materials, and the like.
- fluorescent materials include pyrene derivatives, anthracene derivatives, triphenylene derivatives, fluorene derivatives, carbazole derivatives, dibenzothiophene derivatives, dibenzofuran derivatives, dibenzoquinoxaline derivatives, quinoxaline derivatives, pyridine derivatives, pyrimidine derivatives, phenanthrene derivatives, naphthalene derivatives, and the like. be done.
- Examples of phosphorescent materials include organometallic complexes (especially iridium complexes) having a 4H-triazole skeleton, 1H-triazole skeleton, imidazole skeleton, pyrimidine skeleton, pyrazine skeleton, or pyridine skeleton, and phenylpyridine derivatives having an electron-withdrawing group.
- organometallic complexes especially iridium complexes
- platinum complexes, rare earth metal complexes, etc. which are used as ligands, can be mentioned.
- the light emitting layer may have one or more organic compound layers (may be referred to as host material, assist material, etc.) in addition to the light emitting substance (may be referred to as guest material).
- One or both of a hole-transporting material and an electron-transporting material can be used as the one or more organic compound layers.
- a bipolar material or a TADF material may also be used as one or more organic compound layers.
- the light-emitting layer preferably includes, for example, a phosphorescent material and a combination of a hole-transporting material and an electron-transporting material that easily form an exciplex.
- ExTET Exciplex-Triplet Energy Transfer
- a combination that forms an exciplex that emits light that overlaps with the wavelength of the absorption band on the lowest energy side of the light-emitting substance energy transfer becomes smooth and light emission can be efficiently obtained. With this configuration, high efficiency, low-voltage driving, and long life of the light-emitting device can be realized at the same time.
- the organic compound layer 113 includes, as layers other than the light-emitting layer, a substance with a high hole-injection property, a substance with a high hole-transport property, a hole-blocking material, a substance with a high electron-transport property, a substance with a high electron-injection property, and an electron block material.
- a layer containing a material, a bipolar substance (a substance with high electron-transport properties and high hole-transport properties), or the like may be further included.
- Either a low-molecular-weight compound or a high-molecular-weight compound can be used for the organic compound layer 113, and an inorganic compound may be included.
- Each of the layers constituting the organic compound layer 113 can be formed by a vapor deposition method (including a vacuum vapor deposition method), a transfer method, a printing method, an inkjet method, a coating method, or the like.
- the organic compound layer 113 may include one or more of a hole injection layer, a hole transport layer, a hole block layer, an electron block layer, an electron transport layer, and an electron injection layer, in addition to the light emitting layer. .
- the layer formed in common for each color is one of a hole injection layer, a hole transport layer, a hole block layer, an electron block layer, an electron transport layer, and an electron injection layer.
- the above can be applied. These are sometimes referred to as common layers.
- the electron injection layer 114 is used as the common layer in FIG. 6B.
- All the layers of the organic compound layer 113 may be separately produced for each light emitting device. That is, the organic compound layer 113 does not have to have a common layer.
- Each of the organic compound layers 113 preferably has a light emitting layer and a carrier transport layer over the light emitting layer.
- the carrier transport layer includes a hole transport layer or an electron transport layer. This can improve the reliability of the light emitting device.
- the hole-injecting layer which is one of the organic compound layers 113, is a layer that injects holes from the anode to the hole-transporting layer and contains a material with high hole-injecting properties.
- highly hole-injecting materials include aromatic amine compounds and composite materials containing a hole-transporting material and an acceptor material (electron-accepting material).
- the hole-transporting layer which is one of the organic compound layers 113, is a layer that transports holes injected from the anode to the light-emitting layer by the hole-injecting layer.
- a hole-transporting layer is a layer containing a hole-transporting material.
- the hole-transporting material a substance having a hole mobility of 1 ⁇ 10 ⁇ 6 cm 2 /Vs or more is preferable. Note that substances other than these can be used as long as they have a higher hole-transport property than electron-transport property.
- hole-transporting materials include materials with high hole-transporting properties such as ⁇ -electron-rich heteroaromatic compounds (e.g., carbazole derivatives, thiophene derivatives, furan derivatives, etc.) and aromatic amines (compounds having an aromatic amine skeleton). is preferred.
- ⁇ -electron-rich heteroaromatic compounds e.g., carbazole derivatives, thiophene derivatives, furan derivatives, etc.
- aromatic amines compounds having an aromatic amine skeleton
- the electron-transporting layer which is one of the organic compound layers 113, is a layer that transports electrons injected from the cathode to the light-emitting layer by the electron-injecting layer.
- the electron-transporting layer is a layer containing an electron-transporting material.
- an electron-transporting material a substance having an electron mobility of 1 ⁇ 10 ⁇ 6 cm 2 /Vs or more is preferable. Note that substances other than these substances can be used as long as they have a higher electron-transport property than hole-transport property.
- electron-transporting materials include metal complexes having a quinoline skeleton, metal complexes having a benzoquinoline skeleton, metal complexes having an oxazole skeleton, metal complexes having a thiazole skeleton, oxadiazole derivatives, triazole derivatives, imidazole derivatives, ⁇ electron deficient including oxazole derivatives, thiazole derivatives, phenanthroline derivatives, quinoline derivatives with quinoline ligands, benzoquinoline derivatives, quinoxaline derivatives, dibenzoquinoxaline derivatives, pyridine derivatives, bipyridine derivatives, pyrimidine derivatives, and other nitrogen-containing heteroaromatic compounds
- a material having a high electron transport property such as a type heteroaromatic compound can be used.
- the organic compound layer 113 or the electron-injecting layer which is one of the common layers is a layer that injects electrons from the cathode to the electron-transporting layer and contains a material with high electron-injecting properties.
- Alkali metals, alkaline earth metals, or compounds thereof can be used as materials with high electron injection properties.
- a composite material containing an electron-transporting material and a donor material (electron-donating material) can also be used as a material with high electron-injecting properties.
- the electron injection layer examples include lithium, cesium, ytterbium, lithium fluoride (LiF), cesium fluoride (CsF), calcium fluoride (CaF x , X is an arbitrary number), and 8-(quinolinolato)lithium (abbreviation: Liq), 2-(2-pyridyl)phenoratritium (abbreviation: LiPP), 2-(2-pyridyl)-3-pyridinolatritium (abbreviation: LiPPy), 4-phenyl-2-(2-pyridyl)pheno Alkali metals such as latolithium (abbreviation: LiPPP), lithium oxide (LiO x ), cesium carbonate, alkaline earth metals, or compounds thereof can be used.
- the electron injection layer may have a laminated structure of two or more layers. As the laminated structure, for example, lithium fluoride can be used for the first layer and ytterbium can be used for the second layer.
- a charge generation layer (sometimes referred to as an intermediate layer) is provided between two light-emitting units.
- the intermediate layer has a function of injecting electrons into one of the two light-emitting units and holes into the other when a voltage is applied between the pair of electrodes.
- the charge generation layer has at least a charge generation region.
- the charge generation region preferably contains an acceptor material, and may contain the same acceptor material as the hole injection layer.
- the charge generation region preferably contains a composite material containing an acceptor material and a hole transport material, and contains the same hole transport material as the hole injection layer or the hole transport layer. good too.
- the composite material containing the acceptor material and the hole-transport material may have a laminated structure of a layer containing the acceptor material and a layer containing the hole-transport material.
- a layer mixed with a hole-transporting material may also be used.
- a mixed layer can be obtained, for example, by co-evaporating an acceptor material and a hole transport material.
- the charge generation layer may contain a donor material instead of the acceptor material, and a layer containing an electron transport material and a donor material may be used.
- the charge generation layer preferably has a layer containing a material with high electron injection properties.
- This layer can also be called an electron injection buffer layer.
- the electron injection buffer layer is preferably provided between the charge generation region and the electron transport layer. Since the injection barrier between the charge generation region and the electron transport layer can be relaxed by providing the electron injection buffer layer, electrons generated in the charge generation region can be easily injected into the electron transport layer.
- the electron injection buffer layer preferably contains an alkali metal or an alkaline earth metal, and can be configured to contain, for example, an alkali metal compound or an alkaline earth metal compound.
- the electron injection buffer layer preferably has an inorganic compound containing an alkali metal and oxygen, or an inorganic compound containing an alkaline earth metal and oxygen. Lithium (Li 2 O), etc.) is more preferred.
- the above materials applicable to the electron injection layer can be preferably used.
- the boundary between the charge generation region and the electron injection buffer layer may become unclear.
- TOF-SIMS time-of-flight secondary ion mass spectrometry
- elements contained in the charge generation region and elements contained in the electron injection buffer layer are can be detected together.
- lithium oxide used as the electron-injection buffer layer
- lithium may be detected not only in the electron-injection buffer layer but also in the entire charge-generating layer because alkali metals such as lithium have high diffusivity. Therefore, the region where lithium is detected by TOF-SIMS can be regarded as the charge generation layer.
- the charge generation layer preferably has a layer containing a material with high electron transport properties. Such layers may also be referred to as electron relay layers.
- the electron relay layer is preferably provided between the charge generation region and the electron injection buffer layer. If the charge generation layer does not have an electron injection buffer layer, the electron relay layer is preferably provided between the charge generation region and the electron transport layer.
- the electron relay layer has a function of smoothly transferring electrons by preventing interaction between the charge generation region and the electron injection buffer layer (or electron transport layer).
- An electron-transporting material can be suitably used as the electron-relay layer.
- a phthalocyanine-based material such as copper (II) phthalocyanine (abbreviation: CuPc) can be suitably used for the electron relay layer.
- a metal complex having a metal-oxygen bond and an aromatic ligand can be preferably used for the electron relay layer.
- charge generation region electron injection buffer layer, and electron relay layer may not be clearly distinguished depending on their cross-sectional shape, characteristics, or the like.
- the charge generation layer may contain a donor material instead of the acceptor material.
- the charge-generating layer may have a layer containing an electron-transporting material and a donor material, which are applicable to the electron-injecting layer described above.
- a microcavity structure is preferably applied to the light emitting device 130 .
- the light-emitting device 130a, the light-emitting device 130b, and the light-emitting device 130c to which the microcavity structure is applied have a film thickness corresponding to the wavelength (emission color) of emitted light, so that at least the organic compound layer 113a, the organic compound layer 113b, and the The film thicknesses of the organic compound layers 113c are different from each other.
- the light-emitting device 130c has an insulating layer 103 that partially overlaps the conductive layer 111c in order to reduce the difference in film thickness.
- the insulating layer 103 overlapping with the end portion is also inclined.
- the edge of the insulating layer 103 preferably extends beyond the edge of the conductive layer 111c. If extended, the insulating layer 103 is also formed in the recesses 2a of the layer 102 .
- the insulating layer 103 can have an inorganic material or an organic material, and can be a single layer structure or a laminated structure.
- the insulating layer 103 contains an inorganic material, it preferably has a thickness of 10 nm to 200 nm, preferably 10 nm to 100 nm, and more preferably 10 nm to 60 nm.
- the insulating layer 103 contains an organic material, it preferably has a thickness of 0.1 ⁇ m or more and 1 ⁇ m or less, preferably 0.1 ⁇ m or more and 0.5 ⁇ m or less.
- Inorganic materials included in the insulating layer 103 include aluminum oxide, magnesium oxide, silicon oxide, silicon oxynitride, silicon nitride oxide, silicon nitride, gallium oxide, germanium oxide, yttrium oxide, zirconium oxide, lanthanum oxide, neodymium oxide, hafnium oxide, and oxide. At least one kind of tantalum is preferably included.
- the organic material included in the insulating layer 103 is preferably an organic resin such as polyimide resin, polyamide resin, acrylic resin, siloxane resin, silicone resin, epoxy resin, or phenol resin.
- a material obtained by adding an impurity element such as lanthanum (La), nitrogen, or zirconium (Zr) to the above inorganic material or organic material may be used.
- the lower layer is made of an inorganic material and the upper layer is made of an organic material.
- the insulating layer 103 made of an organic material may be rounded at the top of the opening. Being rounded is sometimes described as having a curvature. Note that when the insulating layer 103 has a laminated structure, at least the upper end portion of the upper layer should have a curvature. The lower end portion of the insulating layer 103 can also be curved.
- the end portion of the insulating layer 103 has a tapered shape.
- a concave portion 2b may be formed in the layer 102 when the insulating layer 103 is processed.
- the recess 2b is deeper than the recess 2a formed when the conductive layer 111 is processed.
- the organic compound layer 113 is processed using photolithography. Therefore, a sacrificial layer 118 is preferably provided over the organic compound layer 113 .
- the layer 102 may be formed with a recess 2c.
- the recess 2b formed in the layer 102 may become deeper.
- the recesses 2b and 2c are deeper than the recesses 2a formed when the conductive layer 111 is processed.
- the display device 100 preferably has an insulating layer 125 .
- an insulating layer 125 may be provided to cover the end portion of the organic compound layer 113 .
- the hole injection layer, the electron injection layer, the charge generation layer, or the like is often a layer with relatively high conductivity. Therefore, it is preferable to form the insulating layer 125 also in order to secure the insulation of the end portion of the organic compound layer 113 .
- the insulating layer 125 covering the end portion of the organic compound layer 113 is preferably formed by an ALD method or the like. Furthermore, a dense insulating layer with high density is preferably used for the insulating layer 125, and for example, an aluminum oxide film formed by an ALD method is preferably used. The insulating layer 125 can enhance the reliability of the light emitting device.
- the display device 100 preferably has an insulating layer 127 .
- An organic material is preferably used for the insulating layer 127, and it is more preferable to use an organic material with less moisture.
- the insulating layer 103 allows the heights of the surfaces on which the insulating layers 127 are formed, for example, the heights Hb and Hc to be uniform. Defects in the insulating layer 127 can be suppressed.
- the upper surface of the insulating layer 127 may be uneven. Factors that cause unevenness include the concave portions 2a and the concave portions 2b.
- ⁇ Common layer> Although only the conductive layer 115 is used as a common layer in Structure Example 1, the display device 100 can use one of the organic compound layers and the conductive layer 115 as a common layer.
- the electron injection layer 114 is used as one of the organic compound layers.
- the display device 100 may have a protective layer 131 covering the light emitting device 130 .
- a substrate 120 is bonded onto the protective layer 131 . Since the solid sealing structure is used in FIG. 6B, the substrate 120 is bonded with the resin layer 122 .
- FIG. 7A shows a cross-sectional view of the connecting portion 140 along Y1-Y2 in FIG. 6A.
- the connection portion 140 is preferably formed at the same time as the pixel portion 104 .
- the connection portion 140 is a region where the conductive layer 115 is electrically connected to an external signal such as a flexible printed circuit board (FPC). Therefore, various configurations can be adopted.
- FPC flexible printed circuit board
- FIG. 7A shows, as an example of the connecting portion 140, a configuration in which the conductive layer 115 is electrically connected to the conductive layer 111m.
- a conductive layer 111m is formed over the layer 102 through the same step as the conductive layer 111 of the pixel portion 104 .
- the layer 102 is formed with a concave portion 2a in the same manner as the pixel portion 104 .
- An end portion of the conductive layer 111m has a tapered shape like the pixel portion 104 .
- An insulating layer 103m is formed on the conductive layer 111m through the same process as that for the insulating layer 103 of the pixel portion 104 .
- An opening through which the conductive layer 111m is exposed is formed in the insulating layer 103m.
- a protective layer 131 is formed over the conductive layer 115 . Then, the substrate 120 can be attached to the protective layer 131 with the resin layer 122 interposed therebetween.
- the conductive layer 111m has a region extending beyond the edge of the substrate 120, and can be electrically connected to an FPC or the like through the region.
- FIG. 7B shows, as an example of the connecting portion 140, a configuration in which an insulating layer 127 is provided in the configuration of FIG. 7A.
- An insulating layer 127 is formed on the insulating layer 103m through the same process as that of the insulating layer 127 of the pixel portion 104 .
- An opening is formed in the insulating layer 127 to expose the conductive layer 111m.
- the conductive layer 115 is formed over the insulating layer 127 and the insulating layer 103m through the same step as that of the conductive layer 115 of the pixel portion 104 .
- the conductive layer 115 can be electrically connected to the conductive layer 111m through the opening in the insulating layer 103m and the opening in the insulating layer 127 .
- FIG. 7C shows, as an example of the connection portion 140, a configuration in which a sacrificial layer 118 is added to the configuration of FIG. 7B.
- a sacrificial layer 118 is formed on the insulating layer 103m through the same process as that for the sacrificial layer 118 of the pixel portion 104 .
- An insulating layer 127 is formed over the sacrificial layer 118 .
- An opening is formed in the sacrificial layer 118 and the insulating layer 127 to expose the conductive layer 111m.
- the conductive layer 115 can be electrically connected to the conductive layer 111m through the opening in the insulating layer 103m, the opening in the sacrificial layer 118, and the opening in the insulating layer 127.
- connection portion 140 can be formed simultaneously with the pixel portion 104 .
- FIG. 8A shows manufacturing method 1 of a display device of one embodiment of the present invention.
- the display device 100 forms a conductive layer 111a, a conductive layer 111b, and a conductive layer 111c on the layer 102, and a conductive layer 111m on the connection portion 140. As shown in FIG. 8A, the display device 100 forms a conductive layer 111a, a conductive layer 111b, and a conductive layer 111c on the layer 102, and a conductive layer 111m on the connection portion 140. As shown in FIG. 8A, the display device 100 forms a conductive layer 111a, a conductive layer 111b, and a conductive layer 111c on the layer 102, and a conductive layer 111m on the connection portion 140. As shown in FIG.
- a metal, an alloy, an electrically conductive compound, a mixture thereof, or the like can be used as appropriate for the conductive layer 111 .
- indium tin oxide also referred to as In—Sn oxide, ITO
- In—Si—Sn oxide also referred to as ITSO
- indium zinc oxide In—Zn oxide
- In—W— Zn oxides aluminum-containing alloys (aluminum alloys) such as alloys of aluminum, nickel, and lanthanum (Al-Ni-La), and alloys of silver, palladium and copper (Ag-Pd-Cu, also referred to as APC) is mentioned.
- elements belonging to Group 1 or Group 2 of the periodic table of elements not exemplified above e.g., lithium (Li), cesium (Cs), magnesium (Mg), calcium (Ca), strontium (Sr)), europium
- rare earth metals such as (Eu) and ytterbium (Yb), and alloys containing these in appropriate combinations.
- an alloy of silver and magnesium sometimes referred to as MgAg
- an alloy of lithium and aluminum sometimes referred to as AlLi
- graphene or the like can be used.
- a layer containing titanium referred to as a titanium layer
- a layer containing aluminum thereon aluminum layer
- a titanium layer thereon a layer containing ITSO thereon
- ITSO layer a layer containing ITSO thereon
- a series of conductive layers having the above laminated structure are formed over the layer 102 and then processed into desired shapes to obtain conductive layers 111a, 111b, 111c, and 111m.
- recesses may be formed in layer 102 (recesses are not shown in FIG. 8A). If a layer containing an inorganic material, such as a layer containing silicon nitride or a layer containing silicon oxide, is arranged on the outermost surface of the layer 102, the formation of recesses is suppressed, and even if they are formed, the recesses become shallow.
- the layer 102 may have a stacked structure, for example, a layer containing silicon nitride and a layer containing silicon oxide may be arranged thereover.
- wet etching or dry etching can be used for processing the conductive layer 111 .
- wet etching it is preferable to use an oxalic acid-based aqueous solution adjusted to 20° C. or higher and 50° C. or lower.
- dry etching the substrate temperature is set to 30° C. to 70° C., and a gas containing CH 4 and Ar, a gas containing H 2 and Ar, or a gas containing O 2 is preferably used.
- wet etching and dry etching are preferably used in combination.
- Conductive layer 111 has a region formed as a contact hole for electrical connection with the transistor. In this region, the surface of the conductive layer 111 may have depressions along the shape of the contact hole.
- An insulating layer or a conductive layer is preferably embedded in the concave portion of the conductive layer 111 .
- the concave portion of the conductive layer 111 is planarized, unevenness of the surface on which the organic compound layer 113 is formed can be reduced, and coverage can be improved.
- An insulating layer 103 is formed over the conductive layer 111c in the pixel portion 104, and an insulating layer 103m is formed over the conductive layer 111m in the connection portion 140.
- the insulating layer 103 can have an inorganic material or an organic material, and can have a single layer structure or a laminated structure.
- the insulating layer 103 and the insulating layer 103m containing an inorganic material are formed to a thickness of 10 nm or more and 200 nm or less, preferably 10 nm or more and 100 nm or less, more preferably 10 nm or more and 60 nm or less.
- Inorganic materials included in the insulating layer 103 and the insulating layer 103m include aluminum oxide, magnesium oxide, silicon oxide, silicon oxynitride, silicon nitride oxide, silicon nitride, gallium oxide, germanium oxide, yttrium oxide, zirconium oxide, lanthanum oxide, and neodymium oxide. , hafnium oxide and tantalum oxide.
- an organic compound layer 113A capable of emitting red light is formed over the entire pixel portion 104 in order to obtain the organic compound layer 113a.
- the organic compound layer 113A is not formed on the connecting portion 140.
- a metal mask (sometimes referred to as a rough metal mask) having an opening in a region corresponding to the pixel portion 104 is used, and with the rough metal mask covering at least the connection portion 140, the organic compound layer 113A is formed by a vacuum evaporation method. should be vapor-deposited.
- the organic compound layer 113A forms a laminate having at least a hole injection layer, a hole transport layer, an electron blocking layer, a red light emitting layer, a first electron transport layer and a second electron transport layer in this order from the conductive layer 111. good.
- An electron injection layer is one of the organic compound layers, and the electron injection layer is a common layer. Therefore, an electron injection layer is formed later.
- the second electron-transporting layer is the layer exposed to the processing process to obtain the processed organic compound layer 113a. Therefore, a material having high heat resistance is preferably used for the second electron-transporting layer.
- a material having high heat resistance for example, a material having a glass transition point of 110° C. or more and 165° C. or less is preferably used.
- a material having high heat resistance is preferably used for the first electron-transporting layer in addition to the second electron-transporting layer.
- a material having high heat resistance for example, a material having a glass transition point of 110° C. or more and 165° C. or less is preferably used. Since the first electron-transporting layer is covered with the second electron-transporting layer, a material having a lower glass transition point than the material of the second electron-transporting layer may be used for the first electron-transporting layer. .
- a sacrificial layer 118A is formed on the organic compound layer 113A. Since the sacrificial layer has a stacked structure in this embodiment mode, the sacrificial layer 119A is formed over the sacrificial layer 118A. Note that the sacrificial layer 118A and the sacrificial layer 119A are also formed in the connecting portion 140. FIG.
- a material having a high resistance to the processing conditions of the organic compound layer 113A and a material having a high etching selectivity with respect to the organic compound layer 113A is used.
- a method for forming one or both of the sacrificial layer 118A and the sacrificial layer 119A for example, a sputtering method, an ALD method (thermal ALD method, PEALD method), a CVD method, or a vacuum deposition method can be used.
- the sacrificial layer 118A formed in contact with the organic compound layer 113A is preferably formed using a formation method that causes less damage to the organic compound layer 113A than the sacrificial layer 119A.
- One or both of the sacrificial layer 118A and the sacrificial layer 119A are preferably formed at a temperature lower than the heat-resistant temperature of the organic compound layer 113A.
- the substrate temperature for forming one or both of the sacrificial layer 118A and the sacrificial layer 119A is typically 200°C or lower, preferably 150°C or lower, more preferably 120°C or lower, and more preferably 100°C. Below, it is more preferably 80° C. or lower.
- a material that can be removed by a wet etching method is preferably used for one or both of the sacrificial layer 118A and the sacrificial layer 119A.
- damage to the organic compound layer 113A during processing of the sacrificial layers 118A and 119A can be reduced as compared with the case of using the dry etching method.
- a film having a high etching selectivity with respect to the sacrificial layer 119A is preferably used for the sacrificial layer 118A.
- the sacrificial layer may have a single-layer structure or a laminated structure of three or more layers.
- an inorganic film such as a metal film, an alloy film, a metal oxide film, a semiconductor film, or an inorganic insulating film can be used.
- the sacrificial layer 118A and the sacrificial layer 119A for example, gold, silver, platinum, magnesium, nickel, tungsten, chromium, molybdenum, iron, cobalt, copper, palladium, titanium, aluminum, yttrium, zirconium, tantalum, etc. or an alloy material containing the metal material.
- a low melting point material such as aluminum or silver.
- a metal material capable of blocking ultraviolet light for one or both of the sacrificial layer 118A and the sacrificial layer 119A, irradiation of the organic compound layer 113A with ultraviolet light can be suppressed, and the organic compound layer 113A can be prevented from being exposed to ultraviolet light. This is preferable because deterioration can be suppressed.
- metal oxide such as In--Ga--Zn oxide can be used as one or both of the sacrificial layer 118A and the sacrificial layer 119A.
- metal oxide such as In--Ga--Zn oxide can be used as one or both of the sacrificial layer 118A and the sacrificial layer 119A.
- an In--Ga--Zn oxide film can be formed using a sputtering method.
- indium oxide, In-Zn oxide, In-Sn oxide, indium titanium oxide (In-Ti oxide), indium tin zinc oxide (In-Sn-Zn oxide), indium titanium zinc oxide ( In--Ti--Zn oxide), indium gallium tin-zinc oxide (In--Ga--Sn--Zn oxide), or the like can be used.
- indium tin oxide containing silicon or the like can be used.
- element M is aluminum, silicon, boron, yttrium, copper, vanadium, beryllium, titanium, iron, nickel, germanium, zirconium, molybdenum, lanthanum, cerium, neodymium, hafnium, tantalum, tungsten , or one or more selected from magnesium
- M is preferably one or more selected from gallium, aluminum, and yttrium.
- An inorganic insulating film can be used as one or both of the sacrificial layer 118A and the sacrificial layer 119A.
- inorganic materials such as aluminum oxide, hafnium oxide, and silicon oxide can be used for one or both of the sacrificial layer 118A and the sacrificial layer 119A.
- an oxide insulating film is preferable because it has higher adhesion to the organic compound layer 113A than a nitride insulating film. Therefore, an oxide insulating film is preferably used for the sacrificial layer 118A.
- an aluminum oxide film using the ALD method can be used as one or both of the sacrificial layer 118A and the sacrificial layer 119A.
- Use of the ALD method is preferable because damage to the organic compound layer 113A can be reduced.
- an inorganic insulating film e.g., aluminum oxide film
- an inorganic film e.g., In--Ga--Zn oxide film
- material film, aluminum film, or tungsten film can be used.
- the tungsten film can be used as a hard mask, and the aluminum oxide film can be processed using the hard mask.
- the sacrificial layer 119A having a tungsten film is thicker than the sacrificial layer 118 having an aluminum oxide film.
- a material that is soluble in a chemically stable solvent may be used for at least the film positioned on the outermost surface of the organic compound layer 113A.
- materials that dissolve in water or alcohol can be preferably used.
- heat treatment is preferably performed in a reduced-pressure atmosphere because the solvent can be removed at a low temperature in a short time, so that thermal damage to the organic compound layer 113A can be reduced.
- One or both of the sacrificial layer 118A and the sacrificial layer 119A may be wet-processed by spin coating, dipping, spray coating, inkjet, dispensing, screen printing, offset printing, doctor knife method, slit coating, roll coating, curtain coating, or knife coating. It is preferably formed using a film formation method.
- One or both of the sacrificial layer 118A and the sacrificial layer 119A may be made of an organic material such as polyvinyl alcohol (PVA), polyvinyl butyral, polyvinylpyrrolidone, polyethylene glycol, polyglycerin, pullulan, water-soluble cellulose, or alcohol-soluble polyamide resin. should be used.
- PVA polyvinyl alcohol
- polyvinyl butyral polyvinylpyrrolidone
- polyethylene glycol polyglycerin
- pullulan polyethylene glycol
- polyglycerin polyglycerin
- pullulan polyethylene glycol
- water-soluble cellulose polyglycerin
- alcohol-soluble polyamide resin any organic material
- a mask 176 is formed on the sacrificial layer 119A and a mask 175 is formed on the connecting portion 140.
- the masks 175 and 176 can be formed by applying a photosensitive resin (photoresist) and performing exposure and development.
- the masks 175 and 176 may be manufactured using either a positive resist material or a negative resist material.
- the mask 176 is provided in a region to be the light emitting device 130a, for example, in a position overlapping with the conductive layer 111a.
- the mask 176 preferably covers a region beyond the end of the conductive layer 111a.
- the mask 176 is used to etch the sacrificial layer 119A to form a processed sacrificial layer 119a.
- etching the sacrificial layer 119A it is preferable to use etching conditions with a high selectivity so that the sacrificial layer 118A is not removed by the etching.
- the sacrificial layer 119A is etched, the sacrificial layer 118A is positioned at the topmost surface and the organic compound layer 113A is not exposed. Therefore, the selection range of etching conditions for the sacrificial layer 119A is wider than the etching condition for the sacrificial layer 118A.
- the organic compound layer 113A may be deteriorated when exposed to oxygen gas, a gas containing oxygen can be used in etching the sacrificial layer 119A.
- mask 175 and mask 176 are removed.
- the masks 175 and 176 can be removed by ashing using oxygen plasma or the like.
- an oxygen gas and a rare gas such as CF4 , C4F8 , SF6 , CHF3 , Cl2 , H2O , BCl3 , or He may be used.
- the masks 175 and 176 may be removed by wet etching.
- oxygen plasma can be used to remove the masks 175 and 176.
- FIG. By locating the sacrificial layer 118A on the outermost surface, damage to the organic compound layer 113A in the process of removing the mask 176 can be suppressed.
- the range of selection of mask removal methods is widened.
- part of the sacrificial layer 118A is removed to form a sacrificial layer 118a.
- Etching conditions for the sacrificial layer 118A and the sacrificial layer 119A will be described.
- One or both of the sacrificial layer 118A and the sacrificial layer 119A can be processed by a wet etching method or a dry etching method.
- One or both of the sacrificial layer 118A and the sacrificial layer 119A are preferably etched by anisotropic etching.
- a wet etching method By using the wet etching method, damage to the organic compound layer 113A during processing of one or both of the sacrificial layer 118A and the sacrificial layer 119A can be reduced as compared with the case of using the dry etching method.
- a wet etching method for example, a developer, a tetramethylammonium hydroxide aqueous solution (TMAH), dilute hydrofluoric acid, oxalic acid, phosphoric acid, acetic acid, nitric acid, or a chemical solution using a mixed liquid thereof can be used. preferable.
- deterioration of the organic compound layer 113A can be suppressed by not using an oxygen-containing gas as an etching gas.
- dry etching it is preferable to use a gas containing a rare gas such as CF 4 , C 4 F 8 , SF 6 , CHF 3 , Cl 2 , H 2 O, BCl 3 or He as an etching gas.
- a gas containing a rare gas such as CF 4 , C 4 F 8 , SF 6 , CHF 3 , Cl 2 , H 2 O, BCl 3 or He.
- the sacrificial layer 118A can be etched by dry etching using CHF 3 and He.
- the sacrificial layer 119A can be etched by a wet etching method using diluted phosphoric acid.
- etching may be performed by a dry etching method using CH4 and Ar.
- diluted phosphoric acid can be used to etch the sacrificial layer 119A by a wet etching method.
- the sacrificial layer 119A is dry-etched using SF 6 , CF 4 and O 2 , or CF 4 and Cl 2 and O 2 . can be etched.
- the organic compound layer 113A is processed to form an organic compound layer 113a.
- the sacrificial layer 119a and the sacrificial layer 118a as a hard mask, part of the organic compound layer 113A is removed to form the organic compound layer 113a.
- a second electron-transporting layer having high heat resistance is preferably positioned on the outermost surface of the organic compound layer 113A. More preferably, the first electron-transporting layer with high heat resistance is located below the second electron-transporting layer with high heat resistance.
- the organic compound layer 113A is preferably processed by anisotropic etching.
- Anisotropic dry etching is particularly preferred.
- wet etching may be used.
- deterioration of the organic compound layer 113A can be suppressed by not using an oxygen-containing gas as an etching gas.
- a gas containing oxygen may be used as the etching gas.
- the etching gas contains oxygen, the etching speed can be increased. Therefore, etching can be performed under low power conditions while maintaining a sufficiently high etching rate. Therefore, damage to the organic compound layer 113A can be suppressed. Furthermore, problems such as adhesion of reaction products that occur during etching can be suppressed.
- a dry etching method for example, H 2 , CF 4 , C 4 F 8 , SF 6 , CHF 3 , Cl 2 , H 2 O, BCl 3 , rare gas (He or Ar), etc.
- a gas containing one or more is preferably used as the etching gas.
- a gas containing H 2 and Ar, or a gas containing CF 4 and He can be used as the etching gas.
- a gas containing CF 4 , He, and oxygen can be used as the etching gas.
- only oxygen gas may be used as the etching gas.
- the mask 176 is formed over the sacrificial layer 119A and part of the sacrificial layer 119A is removed using the mask 176 to form the sacrificial layer 119a.
- the organic compound layer 113a is formed by partially removing the organic compound layer 113A. In this manner, the organic compound layer 113a can be obtained by processing the organic compound layer 113A using the photolithography method.
- etching of the sacrificial layer 118B and the organic compound layer 113A may be performed using the mask 176 in addition to the sacrificial layer 119A. After that, mask 176 may be removed.
- an organic compound layer 113B, a sacrificial layer 118B and a sacrificial layer 119B are formed. It is preferable to make the surface on which the organic compound layer 113B is formed hydrophobic. Therefore, a hydrophobic treatment may be performed.
- the hydrophobic treatment can be performed by plasma treatment using CF 4 gas.
- heat treatment is preferably performed in a vacuum at 70° C. to 90° C. for 15 minutes to 60 minutes.
- Surface adsorbed water or the like on the surface on which the organic compound layer 113B is formed can be removed.
- the thickness of the organic compound layer 113B is different from the thickness of the organic compound layer 113A.
- the film thickness of the organic compound layer 113B is thinner than the film thickness of the organic compound layer 113A. This is for the purpose of forming a microcavity structure.
- etching is performed according to the procedure shown in FIGS. 8C to 9C to form a processed organic compound layer 113b, a sacrificial layer 118b and a sacrificial layer 119b.
- an organic compound layer 113C, a sacrificial layer 118C and a sacrificial layer 119C are formed. It is preferable to make the surface on which the organic compound layer 113C is formed hydrophobic. Therefore, a hydrophobic treatment may be performed.
- the hydrophobic treatment can be performed by plasma treatment using CF 4 gas.
- heat treatment is preferably performed in a vacuum at 70° C. to 90° C. for 15 minutes to 60 minutes.
- Surface-adsorbed water on the surface on which the organic compound layer 113C is formed can be removed.
- the thickness of the organic compound layer 113C is different from the thickness of the organic compound layer 113A and the thickness of the organic compound layer 113B.
- the thickness of the organic compound layer 113C is thinner than the thickness of the organic compound layer 113A and the thickness of the organic compound layer 113B. This is for the purpose of forming a microcavity structure.
- etching is performed according to the procedure shown in FIGS. 8C to 9C to form a processed organic compound layer 113c, a sacrificial layer 118c and a sacrificial layer 119c.
- the sacrificial layer 119a, the sacrificial layer 119b, the sacrificial layer 119c, and the sacrificial layer 119 of the connection portion 140 are removed.
- an insulating layer 125A that will later become the insulating layer 125 is formed so as to cover the organic compound layer 113 and the sacrificial layer 118 .
- the insulating layer 125A is also formed in the connecting portion 140. As shown in FIG. 11B, an insulating layer 125A that will later become the insulating layer 125 is formed so as to cover the organic compound layer 113 and the sacrificial layer 118 .
- the insulating layer 125A is also formed in the connecting portion 140. As shown in FIG.
- the substrate temperature is 60° C. or higher, 80° C. or higher, 100° C. or higher, or 120° C. or higher and 200° C. or lower, 180° C. or lower, 160° C. or lower, 150° C. or lower, or 140° C. It is preferable to form an insulating film with a thickness of 3 nm or more, 5 nm or more, or 10 nm or more and 200 nm or less, 150 nm or less, 100 nm or less, or 50 nm or less under the following conditions.
- an aluminum oxide film is preferably formed using the ALD method.
- an insulating layer 127 is formed over the insulating layer 125A.
- the insulating layer 127 is not formed on the connecting portion 140 .
- a photosensitive material such as a photosensitive resin, can be used for the insulating layer 127 . It is preferable to dilute the starting material of the photosensitive material with a diluent to 2 to 10 times, preferably 2 to 4 times before use. When the undiluted solution of the starting material is used, the film thickness of the insulating layer 127 is 0.8 ⁇ m or more and 1.2 ⁇ m or less.
- the film thickness of the insulating layer 127 is 0.4 ⁇ m or more and 0.6 ⁇ m or less.
- the film thickness of the insulating layer 127 is 0.5 ⁇ m or more and 0.7 ⁇ m or less.
- the starting material with which the film thickness can be reduced has a viscosity of 3 cP or more and 10 cP or less, preferably 5 cP or more and 7 cP or less.
- the insulating layer 127 is formed using a wet film formation method such as spin coating, dipping, spray coating, inkjet, dispensing, screen printing, offset printing, doctor knife method, slit coating, roll coating, curtain coating, and knife coating. can do.
- a wet film formation method such as spin coating, dipping, spray coating, inkjet, dispensing, screen printing, offset printing, doctor knife method, slit coating, roll coating, curtain coating, and knife coating. can do.
- heat treatment is preferably performed in the air at 85° C. to 120° C. for 45 minutes to 100 minutes. Dehydration or degassing from the insulating layer 127 can be performed.
- the insulating layer 125A and the insulating layer 127 are preferably formed by a formation method that causes little damage to the organic compound layer 113 .
- the insulating layer 125A is formed in contact with the side surface of the organic compound layer 113, it is preferably formed by a formation method that causes less damage to the organic compound layer 113 than the insulating layer 127.
- the insulating layer 125A and the insulating layer 127 are each formed at a temperature lower than the heat-resistant temperature of the organic compound layer 113 .
- the substrate temperature when forming the insulating layer 125A and the insulating layer 127 is typically 200° C. or lower, preferably 180° C. or lower, more preferably 160° C.
- an aluminum oxide film can be formed using an ALD method.
- the use of the ALD method is preferable because film formation damage can be reduced and a film with high coverage can be formed.
- the processed insulating layer 127 can be formed by exposure and development.
- the processed surface of the insulating layer 127 may have unevenness. Note that etching may be performed in order to adjust the height of the surface of the processed insulating layer 127 .
- the insulating layer 127 can be processed by ashing using oxygen plasma to adjust the height of the surface.
- At least part of the insulating layer 125A is removed to form the insulating layer 125, as shown in FIG. 11C.
- Part of the insulating layer 125A can be removed using the insulating layer 127 as a mask.
- the sacrificial layer 118 is then removed.
- insulating layer 125A and sacrificial layer 118 are selected to have the same material. The removal process shown in this figure becomes simple.
- the insulating layer 125A and the sacrificial layer 118 may be films containing aluminum oxide.
- the insulating layer 125A is preferably processed by a dry etching method.
- the insulating layer 125A is preferably processed by anisotropic etching.
- the insulating layer 125A can be processed using an etching gas that can be used for processing the sacrificial layer.
- a wet etching method is preferably used to remove the sacrificial layer 118 .
- the damage applied to the organic compound layer 113 when removing the sacrificial layer can be reduced compared to the case of removing the sacrificial layer using, for example, a dry etching method.
- the sacrificial layer 118 may be removed by dissolving it in a solvent such as water or alcohol.
- Alcohols include ethyl alcohol, methyl alcohol, isopropyl alcohol (IPA), glycerin, and the like.
- the same etching conditions can be selected.
- drying treatment may be performed in order to remove water contained in the organic compound layer 113 and water adsorbed to the surface of the organic compound layer.
- heat treatment can be performed in an inert gas atmosphere or a reduced pressure atmosphere.
- the heat treatment can be performed at a substrate temperature of 60° C. to 150° C., preferably 70° C. to 120° C. inclusive.
- a reduced-pressure atmosphere is preferable because drying can be performed at a lower temperature.
- the electron injection layer 114 is formed on the insulating layer 125, the insulating layer 127, the organic compound layer 113, and the conductive layer 111m of the connection portion 140. As shown in FIG.
- the electron injection layer 114 is one of the common layers.
- the electron injection layer 114 can be formed by a method such as a vacuum vapor deposition method, a transfer method, a printing method, an inkjet method, or a coating method.
- heat treatment is preferably performed in a vacuum at 70° C. to 90° C. for 45 minutes to 120 minutes.
- Surface-adsorbed water on the surface on which the electron injection layer 114 is formed can be removed.
- a conductive layer 115 is formed on the electron injection layer 114, as shown in FIG. 12B.
- a sputtering method or a vacuum evaporation method can be used to form the conductive layer 115, for example.
- a film formed by an evaporation method and a film formed by a sputtering method may be stacked.
- a conductive film that transmits visible light is used for the electrode on the light extraction side of the conductive layer 111 and the conductive layer 115 .
- a conductive film that reflects visible light is preferably used for the electrode on the side from which light is not extracted.
- metals, alloys, electrically conductive compounds, mixtures thereof, or the like can be used as appropriate.
- indium tin oxide also referred to as In—Sn oxide, ITO
- In—Si—Sn oxide also referred to as ITSO
- indium zinc oxide In—Zn oxide
- In—W— Zn oxides aluminum-containing alloys (aluminum alloys) such as alloys of aluminum, nickel, and lanthanum (Al-Ni-La)
- Al-Ni-La aluminum-containing alloys
- Al-Ni-La alloys of silver, palladium and copper
- APC alloys of silver, palladium and copper
- elements belonging to Group 1 or Group 2 of the periodic table of elements not exemplified above e.g., lithium (Li), cesium (Cs), calcium (Ca), strontium (Sr)), europium (Eu), ytterbium Rare earth metals such as (Yb), alloys containing these in appropriate combinations, graphene, and the like can be used.
- one of the pair of electrodes of the light-emitting device preferably has an electrode (semi-transmissive/semi-reflective electrode) that is transparent and reflective to visible light, and the other is an electrode that is reflective to visible light ( reflective electrode).
- the semi-transmissive/semi-reflective electrode can have a laminated structure of a reflective electrode and an electrode (also referred to as a transparent electrode) having transparency to visible light.
- the light transmittance of the transparent electrode is set to 40% or more.
- the light-emitting device preferably uses an electrode having a transmittance of 40% or more for visible light (light with a wavelength of 400 nm or more and less than 750 nm).
- the visible light reflectance of the semi-transmissive/semi-reflective electrode is 10% or more and 95% or less, preferably 30% or more and 80% or less.
- the visible light reflectance of the reflective electrode is 40% or more and 100% or less, preferably 70% or more and 100% or less.
- the resistivity of these electrodes is preferably 1 ⁇ 10 ⁇ 2 ⁇ cm or less.
- the protective layer 131 may have a single layer structure or a laminated structure of two or more layers. Methods for forming the protective layer 131 include a vacuum deposition method, a sputtering method, a CVD method, an ALD method, and the like. Moreover, the protective layer 131 may have a single-layer structure or a laminated structure.
- the conductivity of the protective layer 131 does not matter. At least one of an insulating film, a semiconductor film, and a conductive film can be used as the protective layer 131 .
- the protective layer 131 contains an inorganic material, deterioration of the light-emitting device is suppressed, such as prevention of oxidation of the conductive layer 115 and entry of impurities (such as moisture and oxygen) into the light-emitting device 130, thereby improving the display device. reliability can be improved.
- an inorganic insulating film such as an oxide insulating film, a nitride insulating film, an oxynitride insulating film, or a nitride oxide insulating film can be used.
- oxide insulating films include silicon oxide films, aluminum oxide films, gallium oxide films, germanium oxide films, yttrium oxide films, zirconium oxide films, lanthanum oxide films, neodymium oxide films, hafnium oxide films, and tantalum oxide films.
- the nitride insulating film include a silicon nitride film and an aluminum nitride film.
- Examples of the oxynitride insulating film include a silicon oxynitride film, an aluminum oxynitride film, and the like.
- Examples of the nitride oxide insulating film include a silicon nitride oxide film, an aluminum nitride oxide film, and the like.
- Each of the protective layers 131 preferably includes a nitride insulating film or a nitride oxide insulating film, and more preferably includes a nitride insulating film.
- the protective layer 131 includes In—Sn oxide (also referred to as ITO), In—Zn oxide, Ga—Zn oxide, Al—Zn oxide, or indium gallium zinc oxide (In—Ga—Zn oxide).
- ITO In—Sn oxide
- In—Zn oxide Ga—Zn oxide
- Al—Zn oxide Al—Zn oxide
- indium gallium zinc oxide In—Ga—Zn oxide
- An inorganic film containing a material such as IGZO can also be used.
- the inorganic film preferably has high resistance, and specifically, preferably has higher resistance than the conductive layer 115 .
- the inorganic film may further contain nitrogen.
- the protective layer 131 When the light emitted from the light-emitting device is taken out through the protective layer 131, the protective layer 131 preferably has high transparency to visible light.
- the protective layer 131 preferably has high transparency to visible light.
- ITO, IGZO, and aluminum oxide are preferable because they are inorganic materials with high transparency to visible light.
- the protective layer 131 for example, a stacked structure of an aluminum oxide film and a silicon nitride film over the aluminum oxide film, or a stacked structure of an aluminum oxide film and an IGZO film over the aluminum oxide film, or the like can be used. can be done. By using the stacked-layer structure, impurities (such as water and oxygen) entering the EL layer can be suppressed.
- the protective layer 131 may have an organic film.
- protective layer 131 may have both an organic film and an inorganic film.
- the protective layer 131 may have a two-layer structure formed using different film formation methods. Specifically, the first layer of the protective layer 131 may be formed using the ALD method, and the second layer of the protective layer 131 may be formed using the sputtering method.
- the display device 100 shown in FIG. 6B and the like can be manufactured.
- various curable adhesives such as photocurable adhesives such as ultraviolet curable adhesives, reaction curable adhesives, thermosetting adhesives, and anaerobic adhesives can be used.
- These adhesives include epoxy resins, acrylic resins, silicone resins, phenol resins, polyimide resins, imide resins, PVC (polyvinyl chloride) resins, PVB (polyvinyl butyral) resins, EVA (ethylene vinyl acetate) resins, and the like.
- a material with low moisture permeability such as epoxy resin is preferable.
- a two-liquid mixed type resin may be used.
- an adhesive sheet or the like may be used.
- a light shielding layer may be provided on the surface of the substrate 120 on the resin layer 122 side.
- various optical members can be arranged outside the substrate 120 .
- optical members include polarizing plates, retardation plates, light diffusion layers (diffusion films, etc.), antireflection layers, and light collecting films.
- an antistatic film that suppresses adhesion of dust, a water-repellent film that prevents adhesion of dirt, a hard coat film that suppresses the occurrence of scratches due to use, a shock absorption layer, etc. are arranged on the outside of the substrate 120.
- an antistatic film that suppresses adhesion of dust
- a water-repellent film that prevents adhesion of dirt
- a hard coat film that suppresses the occurrence of scratches due to use
- a shock absorption layer, etc. are arranged.
- Glass, quartz, ceramic, sapphire, resin, metal, alloy, semiconductor, or the like can be used for the substrate 120 .
- a material that transmits the light is used for the substrate on the side from which the light from the light-emitting device is extracted.
- Using a flexible material for the substrate 120 can increase the flexibility of the display device.
- a polarizing plate may be used as the substrate 120 .
- polyester resins such as polyethylene terephthalate (PET) and polyethylene naphthalate (PEN), polyacrylonitrile resins, acrylic resins, polyimide resins, polymethyl methacrylate resins, polycarbonate (PC) resins, and polyethersulfone (PES) resins.
- polyamide resin nylon, aramid, etc.
- polysiloxane resin cycloolefin resin
- polystyrene resin polyamideimide resin
- polyurethane resin polyvinyl chloride resin
- polyvinylidene chloride resin polypropylene resin
- PTFE polytetrafluoroethylene
- ABS resin cellulose nanofiber, etc.
- glass having a thickness that is flexible may be used.
- a substrate having high optical isotropy is preferably used as the substrate of the display device.
- a substrate with high optical isotropy has small birefringence (it can be said that the amount of birefringence is small).
- the absolute value of the retardation (retardation) value of the substrate with high optical isotropy is preferably 30 nm or less, more preferably 20 nm or less, and even more preferably 10 nm or less.
- Films with high optical isotropy include triacetylcellulose (TAC, also called cellulose triacetate) films, cycloolefin polymer (COP) films, cycloolefin copolymer (COC) films, and acrylic films.
- TAC triacetylcellulose
- COP cycloolefin polymer
- COC cycloolefin copolymer
- the film when a film is used as the substrate, the film may absorb water, which may cause shape change such as wrinkling of the display panel. Therefore, it is preferable to use a film having a low water absorption rate as the substrate. For example, it is preferable to use a film with a water absorption of 1% or less, more preferably 0.1% or less, and even more preferably 0.01% or less.
- the display device 100 can be manufactured.
- FIG. 13A shows manufacturing method 2 of the display device of one embodiment of the present invention.
- a conductive layer 111a, a conductive layer 111b, a conductive layer 111c, and a conductive layer 111m are formed over the layer 102 using a process similar to that in FIG. 8A.
- An insulating layer 103o is formed over the conductive layer 111c.
- the insulating layer 103o can have an inorganic material or an organic material, and can have a single layer structure or a laminated structure.
- an insulating layer 103o containing an organic material is formed in the pixel portion 104 and the connection portion 140 to a thickness of 0.1 ⁇ m to 1 ⁇ m, preferably 0.1 ⁇ m to 0.5 ⁇ m.
- the organic material included in the insulating layer 103o is preferably an organic resin such as polyimide resin, polyamide resin, acrylic resin, siloxane resin, silicone resin, epoxy resin, or phenol resin.
- the organic compound layer of the light emitting device 130c is formed. This is to prevent unintended processing of the insulating layer 103o.
- an organic compound layer 113C, a sacrificial layer 118C, and a sacrificial layer 119C are formed using steps similar to those shown in FIG. 10C.
- a mask 176 is formed on the sacrificial layer 119C, and a mask 175 is also formed on the sacrificial layer 119C in the connecting portion 140 as well.
- the sacrificial layer 119C is processed using a mask 176 to form a sacrificial layer 119c using steps similar to those of FIGS. 8C to 9C. After that, the masks 175 and 176 are removed. Then, using the sacrificial layer 119c as a hard mask, the sacrificial layer 118C is processed to form the sacrificial layer 118c, and the organic compound layer 113C is processed to form the organic compound layer 113c. At this time, the insulating layer 103o should not be exposed to an etching gas or the like. That is, the insulating layer 103o is kept covered with at least the sacrificial layer 119C or the sacrificial layer 118C. In this way, unintended processing of the insulating layer 103o can be prevented.
- organic compound layer 113B, sacrificial layer 118B, and sacrificial layer 119B are formed using steps similar to those of FIG. 10A.
- a sacrificial layer 118B and a sacrificial layer 119B are also formed in the connecting portion 140 .
- a mask 176 is provided to overlap the area where the light emitting device 130b is to be formed.
- the connecting portion 140 is not provided with a mask.
- the sacrificial layer 119B is processed using a mask 176 to form a sacrificial layer 119b.
- the sacrificial layer 119B is also removed from the connecting portion 140 .
- the mask 176 is removed.
- the sacrificial layer 119b is processed to form the sacrificial layer 118b
- the organic compound layer 113B is processed to form the organic compound layer 113b.
- the sacrificial layer 118B is also removed in the connecting portion 140 to expose the sacrificial layer 119c.
- organic compound layer 113A, sacrificial layer 118A, and sacrificial layer 119A are formed using steps similar to those of FIG. 8B.
- a sacrificial layer 118A and a sacrificial layer 119A are also formed in the connection portion 140 .
- a mask 176 is provided to overlap the area where the light emitting device 130a is to be formed.
- the connecting portion 140 is not provided with a mask.
- the sacrificial layer 119A is processed using a mask 176 to form a sacrificial layer 119a.
- the sacrificial layer 119A is also removed at the connecting portion 140.
- the mask 176 is removed.
- the sacrificial layer 119a is processed to form the sacrificial layer 118a
- the organic compound layer 113A is processed to form the organic compound layer 113a.
- the sacrificial layer 118A is also removed in the connecting portion 140 to expose the sacrificial layer 119c.
- insulating layers 125 and 127 are formed after sacrificial layers 119a, 119b and 119c are removed using steps similar to those of FIGS. 11B and 11C.
- the insulating layer 127 is preferably formed in a region that does not overlap with the insulating layer 103o when viewed from above. A boundary between the insulating layer 127 and the insulating layer 103o can be confirmed in the area indicated by the arrow in FIG. 16A and its neighboring area. For example, the light-emitting device 130c having the insulating layer 103o does not have the insulating layer 127.
- FIG. 16A insulating layers 125 and 127 are formed after sacrificial layers 119a, 119b and 119c are removed using steps similar to those of FIGS. 11B and 11C.
- the insulating layer 127 is preferably formed in a region that does not overlap with the insulating layer 103o when viewed from above. A boundary between the insulating layer 127 and
- the light-emitting device 130c is less susceptible to defects in the insulating layer 127, which is preferable. Note that since the end portion of the organic compound layer 113c is covered with the insulating layer 125, deterioration can be suppressed.
- an electron injection layer 114 is formed and a conductive layer 115 is formed on the electron injection layer.
- An electron injection layer and a conductive layer 115 are also formed in the connection portion 140 .
- the connecting portion 140 may be indicated as the conductive layer 115m.
- a protective layer 131 is formed over the conductive layer 115 and the conductive layer 115m.
- the protective layer 131 and the substrate 120 are bonded together using the resin layer 122 using a process similar to that of FIG. 12B.
- the display device 100 can be manufactured.
- the arrangement of sub-pixels includes, for example, a stripe arrangement, an S-stripe arrangement, a matrix arrangement, a delta arrangement, a Bayer arrangement, and a pentile arrangement.
- top surface shapes of sub-pixels include triangles, quadrilaterals (including rectangles and squares), polygons such as pentagons, and polygons with rounded corners, ellipses, and circles.
- the top surface shape of the sub-pixel corresponds to the top surface shape of the light emitting region of the light emitting device.
- a pixel 110 shown in FIG. 18A is composed of three sub-pixels, a sub-pixel 110a, a sub-pixel 110b, and a sub-pixel 110c.
- sub-pixel 110b is located next to sub-pixel 110a
- sub-pixel 110c is located next to 110b.
- the sub-pixel 110a may be a blue sub-pixel B
- the sub-pixel 110b may be a red sub-pixel R
- the sub-pixel 110c may be a green sub-pixel G.
- the insulating layer 103 is shown in the sub-pixel 110c.
- the insulating layer 103 may be provided in areas other than the sub-pixel 110c.
- the insulating layer 103 can be read as the insulating layer 103o.
- the pixel 110 shown in FIG. 18B includes a subpixel 110a having a substantially trapezoidal top surface shape with rounded corners, a subpixel 110b having a substantially triangular top surface shape with rounded corners, and a substantially square or substantially hexagonal top surface shape with rounded corners. and a sub-pixel 110c having For example, sub-pixel 110b is located next to sub-pixel 110a, and sub-pixel 110c is located next to 110b. Also, the sub-pixel 110a has a larger light emitting area than the sub-pixel 110b. Thus, the shape and size of each sub-pixel can be determined independently. For example, sub-pixels with more reliable light emitting devices can be smaller in size.
- the sub-pixel 110a may be a green sub-pixel G
- the sub-pixel 110b may be a red sub-pixel R
- the sub-pixel 110c may be a blue sub-pixel B.
- the insulating layer 103 is shown in the sub-pixel 110c.
- the insulating layer 103 may be provided in areas other than the sub-pixel 110c.
- the insulating layer 103 can be read as the insulating layer 103o.
- FIG. 18C shows an example in which pixels 124a having sub-pixels 110a and 110b and pixels 124b having sub-pixels 110b and 110c are alternately arranged.
- sub-pixel 110b is located next to sub-pixel 110a
- sub-pixel 110c is located next to 110b.
- the sub-pixel 110a may be a red sub-pixel R
- the sub-pixel 110b may be a green sub-pixel G
- the sub-pixel 110c may be a blue sub-pixel B.
- the insulating layer 103 is shown in the sub-pixel 110c.
- the insulating layer 103 may be provided in areas other than the sub-pixel 110c.
- the insulating layer 103 can be read as the insulating layer 103o.
- Pixels 124a, 124b shown in FIG. 18D have a delta arrangement applied.
- Pixel 124a has two sub-pixels (sub-pixels 110a and 110b) in the upper row (first row) and one sub-pixel (sub-pixel 110c) in the lower row (second row).
- sub-pixel 110b is located next to sub-pixel 110a
- sub-pixel 110c is located next to 110b.
- Pixel 124b has one sub-pixel (sub-pixel 110c) in the upper row (first row) and two sub-pixels (sub-pixels 110a and 110b) in the lower row (second row).
- the sub-pixel 110a may be a red sub-pixel R
- the sub-pixel 110b may be a green sub-pixel G
- the sub-pixel 110c may be a blue sub-pixel B.
- the insulating layer 103 is shown in the sub-pixel 110c.
- the insulating layer 103 may be provided in areas other than the sub-pixel 110c.
- the insulating layer 103 can be read as the insulating layer 103o.
- FIG. 18E is an example in which sub-pixels of each color are arranged in a zigzag pattern. Specifically, when viewed from above, the positions of the upper sides of two sub-pixels (for example, sub-pixel 110a and sub-pixel 110b or sub-pixel 110b and sub-pixel 110c) aligned in the column direction are shifted. For example, sub-pixel 110b is located next to sub-pixel 110a, and sub-pixel 110c is located next to 110b.
- the sub-pixel 110a may be a red sub-pixel R
- the sub-pixel 110b may be a green sub-pixel G
- the sub-pixel 110c may be a blue sub-pixel B.
- the insulating layer 103 is shown in the sub-pixel 110c.
- the insulating layer 103 may be provided in areas other than the sub-pixel 110c.
- the insulating layer 103 can be read as the insulating layer 103o.
- the top surface shape of the sub-pixel may be a polygonal shape with rounded corners, an elliptical shape, a circular shape, or the like.
- the organic compound layer is processed by a lithography method.
- the mask formed on the organic compound layer needs to be cured at a temperature lower than the heat resistance temperature of the organic compound layer. Therefore, depending on the heat resistance temperature of the material of the organic compound layer and the curing temperature of the mask material, curing of the mask may be insufficient.
- An insufficiently hardened mask may assume a shape that deviates from the desired shape during processing.
- the top surface shape of the organic compound layer may be a polygonal shape with rounded corners, an elliptical shape, a circular shape, or the like. For example, when an attempt is made to form a resist mask having a square top surface shape, a resist mask having a circular top surface shape may be formed, and the top surface shape of the organic compound layer may be circular.
- a technique for correcting the mask pattern in advance so that the design pattern and the transfer pattern match. technology
- OPC Optical Proximity Correction
- correction patterns are added to graphic corners and the like on the mask pattern.
- a pixel can have four types of sub-pixels.
- FIGS. 19A to 19C show the insulating layer 103 in the sub-pixel 110c.
- the insulating layer 103 may be provided in areas other than the sub-pixel 110c.
- the insulating layer 103 can be read as the insulating layer 103o.
- FIG. 19A is an example in which each sub-pixel has a rectangular top surface shape
- FIG. 19B is an example in which each sub-pixel has a top surface shape connecting two semicircles and a rectangle
- FIG. This is an example where the sub-pixel has an elliptical top surface shape.
- sub-pixel 110b is next to sub-pixel 110a
- sub-pixel 110c is next to 110b
- sub-pixel 110d is next to sub-pixel 110c. is.
- FIGS. 19D to 19F A matrix arrangement is applied to the pixels 110 shown in FIGS. 19D to 19F.
- Figures 19D-19F show the insulating layer 103 in the sub-pixel 110c.
- sub-pixel 110b is next to sub-pixel 110a
- sub-pixel 110c is next to 110b
- sub-pixel 110d is next to sub-pixel 110c.
- the insulating layer 103 may be provided in areas other than the sub-pixel 110c.
- the insulating layer 103 can be read as the insulating layer 103o.
- FIG. 19D is an example in which each subpixel has a square top surface shape
- FIG. 19E is an example in which each subpixel has a substantially square top surface shape with rounded corners
- FIG. which have a circular top shape.
- FIGS. 19G and 19H show an example in which one pixel 110 is configured in two rows and three columns.
- subpixel 110b is next to subpixel 110a
- subpixel 110c is next to 110b
- subpixel 110d is next to subpixel 110a, subpixel 110b, and subpixel 110b. It is located next to the sub-pixel 110c.
- Figures 19G and 19H show the insulating layer 103 in the sub-pixel 110c.
- the insulating layer 103 may be provided in areas other than the sub-pixel 110c.
- the insulating layer 103 can be read as the insulating layer 103o.
- the pixel 110 shown in FIG. 19G has three sub-pixels (sub-pixels 110a, 110b, 110c) in the upper row (first row) and one sub-pixel ( sub-pixel 110d).
- pixel 110 has sub-pixel 110a in the left column (first column), sub-pixel 110b in the middle column (second column), and sub-pixel 110b in the right column (third column). It has pixels 110c and sub-pixels 110d over these three columns.
- the pixel 110 shown in FIG. 19H has three sub-pixels (sub-pixels 110a, 110b, 110c) in the upper row (first row) and three sub-pixels 110d in the lower row (second row). have In other words, pixel 110 has sub-pixels 110a and 110d in the left column (first column), sub-pixels 110b and 110d in the center column (second column), and sub-pixels 110b and 110d in the middle column (second column).
- a column (third column) has a sub-pixel 110c and a sub-pixel 110d.
- the pixel 110 shown in FIGS. 19A-19H consists of four sub-pixels, sub-pixels 110a, 110b, 110c and 110d.
- the sub-pixels 110a, 110b, 110c, 110d have light emitting devices that emit different colors of light. Examples include sub-pixels of four colors of R, G, B, and Y, or sub-pixels emitting red, green, blue, and infrared light.
- a display device of one embodiment of the present invention may include a light-receiving device in a pixel.
- three may have a light-emitting device and the remaining one may have a light-receiving device.
- a pn-type or pin-type photodiode can be used as the light receiving device.
- a light-receiving device functions as a photoelectric conversion device (also referred to as a photoelectric conversion element) that detects light incident on the light-receiving device and generates an electric charge. The amount of charge generated from the light receiving device is determined based on the amount of light incident on the light receiving device.
- organic photodiode having a layer containing an organic compound layer as the light receiving device.
- Organic photodiodes can be easily made thinner, lighter, and larger, and have a high degree of freedom in shape and design, so that they can be applied to various display devices.
- an organic EL device is used as the light-emitting device and an organic photodiode is used as the light-receiving device.
- An organic EL device and an organic photodiode can be formed on the same substrate. Therefore, an organic photodiode can be incorporated in a display device using an organic EL device.
- a light receiving device has an active layer that functions at least as a photoelectric conversion layer between a pair of electrodes.
- one of a pair of electrodes may be referred to as a pixel electrode and the other may be referred to as a common electrode.
- sub-pixels 110a, 110b, and 110c may be R, G, and B sub-pixels
- sub-pixel 110d may be a sub-pixel having a light receiving device.
- one electrode functions as an anode and the other electrode functions as a cathode.
- the light-receiving device can be driven by applying a reverse bias between the pixel electrode and the common electrode, thereby detecting light incident on the light-receiving device, generating electric charge, and extracting it as a current.
- the pixel electrode may function as a cathode and the common electrode may function as an anode.
- a manufacturing method similar to that for the light-emitting device can also be applied to the light-receiving device.
- a photoelectric conversion layer (also referred to as an active layer) of a light-receiving device is obtained not by forming a pattern using a metal mask, but by forming a film that will be the active layer over the surface and then processing the film. Therefore, the active layer can be formed with a uniform thickness. Further, by providing the sacrificial layer over the active layer, the damage to the active layer during the manufacturing process of the display device can be reduced, and the reliability of the light receiving device can be improved.
- a layer shared by the light-receiving device and the light-emitting device may have different functions in the light-emitting device and in the light-receiving device. Components are sometimes referred to herein based on their function in the light emitting device.
- a hole-injecting layer functions as a hole-injecting layer in light-emitting devices and as a hole-transporting layer in light-receiving devices.
- an electron-injecting layer functions as an electron-injecting layer in light-emitting devices and as an electron-transporting layer in light-receiving devices.
- a layer shared by the light-receiving device and the light-emitting device may have the same function in the light-emitting device as in the light-receiving device.
- a hole-transporting layer functions as a hole-transporting layer in both a light-emitting device and a light-receiving device
- an electron-transporting layer functions as an electron-transporting layer in both a light-emitting device and a light-receiving device.
- the active layer of the light receiving device contains a semiconductor.
- the semiconductor include an inorganic semiconductor such as silicon and an organic semiconductor including an organic compound layer.
- an organic semiconductor is used as the semiconductor included in the active layer.
- the light-emitting layer and the active layer can be formed by the same method (for example, a vacuum deposition method), and a manufacturing apparatus can be shared, which is preferable.
- Electron-accepting organic semiconductor materials such as fullerenes (eg, C 60 , C 70 , etc.) and fullerene derivatives can be used as n-type semiconductor materials for the active layer.
- Fullerenes have a soccer ball-like shape, which is energetically stable.
- Fullerene has both deep (low) HOMO and LUMO levels. Since fullerene has a deep LUMO level, it has an extremely high electron-accepting property (acceptor property). Normally, as in benzene, if the ⁇ -electron conjugation (resonance) spreads in the plane, the electron-donating property (donor property) increases. and the electron acceptability becomes higher.
- a high electron-accepting property is useful as a light-receiving device because charge separation occurs quickly and efficiently.
- Both C 60 and C 70 have broad absorption bands in the visible light region, and C 70 is particularly preferable because it has a larger ⁇ -electron conjugated system than C 60 and has a wide absorption band in the long wavelength region.
- [6,6]-Phenyl-C71-butylic acid methyl ester (abbreviation: PC70BM), [6,6]-Phenyl-C61-butylic acid methyl ester (abbreviation: PC60BM), 1′, 1′′,4′,4′′-Tetrahydro-di[1,4]methanonaphthaleno[1,2:2′,3′,56,60:2′′,3′′][5,6]fullerene- C60 (abbreviation: ICBA) and the like.
- PC70BM [6,6]-Phenyl-C71-butylic acid methyl ester
- PC60BM [6,6]-Phenyl-C61-butylic acid methyl ester
- ICBA 1,6]fullerene- C60
- Materials for the n-type semiconductor include metal complexes having a quinoline skeleton, metal complexes having a benzoquinoline skeleton, metal complexes having an oxazole skeleton, metal complexes having a thiazole skeleton, oxadiazole derivatives, triazole derivatives, imidazole derivatives, Oxazole derivatives, thiazole derivatives, phenanthroline derivatives, quinoline derivatives, benzoquinoline derivatives, quinoxaline derivatives, dibenzoquinoxaline derivatives, pyridine derivatives, bipyridine derivatives, pyrimidine derivatives, naphthalene derivatives, anthracene derivatives, coumarin derivatives, rhodamine derivatives, triazine derivatives, quinone derivatives, etc. is mentioned.
- Materials for the p-type semiconductor of the active layer include copper (II) phthalocyanine (CuPc), tetraphenyldibenzoperiflanthene (DBP), zinc phthalocyanine (ZnPc), and tin phthalocyanine.
- electron-donating organic semiconductor materials such as (SnPc) and quinacridone;
- Examples of p-type semiconductor materials include carbazole derivatives, thiophene derivatives, furan derivatives, and compounds having an aromatic amine skeleton.
- materials for p-type semiconductors include naphthalene derivatives, anthracene derivatives, pyrene derivatives, triphenylene derivatives, fluorene derivatives, pyrrole derivatives, benzofuran derivatives, benzothiophene derivatives, indole derivatives, dibenzofuran derivatives, dibenzothiophene derivatives, indolocarbazole derivatives, porphyrin derivatives, phthalocyanine derivatives, naphthalocyanine derivatives, quinacridone derivatives, polyphenylenevinylene derivatives, polyparaphenylene derivatives, polyfluorene derivatives, polyvinylcarbazole derivatives, polythiophene derivatives and the like.
- the HOMO level of the electron-donating organic semiconductor material is preferably shallower (higher) than the HOMO level of the electron-accepting organic semiconductor material.
- the LUMO level of the electron-donating organic semiconductor material is preferably shallower (higher) than the LUMO level of the electron-accepting organic semiconductor material.
- a spherical fullerene as the electron-accepting organic semiconductor material and an organic semiconductor material having a nearly planar shape as the electron-donating organic semiconductor material. Molecules with similar shapes tend to gather together, and when molecules of the same type aggregate, the energy levels of the molecular orbitals are close to each other, so the carrier transportability can be enhanced.
- the active layer is preferably formed by co-depositing an n-type semiconductor and a p-type semiconductor.
- the active layer may be formed by laminating an n-type semiconductor and a p-type semiconductor.
- the light-receiving device further includes, as layers other than the active layer, a layer containing a highly hole-transporting substance, a highly electron-transporting substance, a bipolar substance (substances having high electron-transporting and hole-transporting properties), or the like. may have.
- the layer is not limited to the above, and may further include a layer containing a highly hole-injecting substance, a hole-blocking material, a highly electron-injecting material, an electron-blocking material, or the like.
- Either a low-molecular-weight compound or a high-molecular-weight compound can be used for the light-receiving device, and an inorganic compound may be included.
- the layers constituting the light-receiving device can be formed by methods such as a vapor deposition method (including a vacuum vapor deposition method), a transfer method, a printing method, an inkjet method, and a coating method.
- hole-transporting materials include polymer compounds such as poly(3,4-ethylenedioxythiophene)/poly(styrenesulfonic acid) (PEDOT/PSS), molybdenum oxide, and copper iodide (CuI).
- Inorganic compounds such as can be used.
- an inorganic compound such as zinc oxide (ZnO) can be used as the electron-transporting material.
- 6-diyl]-2,5-thiophenediyl[5,7-bis(2-ethylhexyl)-4,8-dioxo-4H,8H-benzo[1,2-c:4,5-c′]dithiophene-1 ,3-diyl]]polymer (abbreviation: PBDB-T) or a polymer compound such as a PBDB-T derivative can be used.
- a method of dispersing an acceptor material in PBDB-T or a PBDB-T derivative can be used.
- three or more kinds of materials may be mixed in the active layer.
- a third material may be mixed in addition to the n-type semiconductor material and the p-type semiconductor material.
- the third material may be a low-molecular compound or a high-molecular compound.
- a display device including a light-emitting device and a light-receiving device in a pixel
- contact or proximity of an object can be detected while displaying an image.
- an image can be displayed by all the sub-pixels of the display device, but also some sub-pixels can emit light as a light source and the remaining sub-pixels can be used to display an image.
- light-emitting devices are arranged in matrix in the display portion, and an image can be displayed on the display portion.
- light receiving devices are arranged in a matrix in the display section, and the display section has one or both of an imaging function and a sensing function in addition to an image display function.
- the display part can be used for an image sensor or a touch sensor. That is, by detecting light with the display portion, an image can be captured, or proximity or contact of an object (a finger, hand, pen, or the like) can be detected.
- the display device of one embodiment of the present invention can use a light-emitting device as a light source of a sensor. Therefore, it is not necessary to provide a light receiving portion and a light source separately from the display device, and the number of parts of the electronic device can be reduced.
- the light-receiving device when an object reflects (or scatters) light emitted by a light-emitting device included in the display portion, the light-receiving device can detect the reflected light (or scattered light).
- the reflected light or scattered light.
- imaging or touch detection is possible.
- the display device can capture an image using the light receiving device.
- the display device of this embodiment can be used as a scanner.
- an image sensor can be used to acquire biometric data such as fingerprints and palm prints. That is, the biometric authentication sensor can be incorporated in the display device.
- the biometric authentication sensor can be incorporated into the display device.
- the display device can detect proximity or contact of an object using the light receiving device.
- the pixels shown in FIGS. 20A and 20B have sub-pixels G, sub-pixels B, sub-pixels R, and sub-pixels PS.
- An insulating layer 103 can be provided in areas other than the sub-pixel PS.
- the insulating layer 103 can be read as the insulating layer 103o.
- a stripe arrangement is applied to the pixels shown in FIG. 20A.
- a matrix arrangement is applied to the pixels shown in FIG. 20B.
- the pixels shown in FIGS. 20C and 20D have sub-pixel G, sub-pixel B, sub-pixel R, sub-pixel PS, and sub-pixel IRS.
- the insulating layer 103 can be provided in areas other than the subpixels PS and IRS.
- the insulating layer 103 can be read as the insulating layer 103o.
- FIGS. 20C and 20D show an example in which one pixel is provided over 2 rows and 3 columns.
- Three sub-pixels (sub-pixel G, sub-pixel B, and sub-pixel R) are provided in the upper row (first row).
- three sub-pixels (one sub-pixel PS and two sub-pixels IRS) are provided in the lower row (second row).
- two sub-pixels are provided in the lower row (second row).
- FIG. 20C by aligning the arrangement of the sub-pixels in the upper row and the lower row, it is possible to efficiently remove dust and the like that may occur in the manufacturing process. Therefore, a display device with high display quality can be provided.
- the layout of sub-pixels is not limited to the configurations shown in FIGS. 20A to 20D.
- Sub-pixel R has a light-emitting device that emits red light.
- Sub-pixel G has a light-emitting device that emits green light.
- Sub-pixel B has a light-emitting device that emits blue light.
- the sub-pixels PS and sub-pixels IRS each have a light receiving device.
- the wavelength of light detected by the sub-pixels PS and IRS is not particularly limited.
- the two sub-pixels IRS may each have their own light-receiving device, or may have one light-receiving device in common. That is, the pixel 110 shown in FIG. 20C can be configured to have one light receiving device for the subpixel PS and one or two light receiving devices for the subpixel IRS.
- the light receiving area of the sub-pixel PS is smaller than the light receiving area of the sub-pixel IRS.
- the smaller the light-receiving area the narrower the imaging range, which makes it possible to suppress the blurring of the imaging result and improve the resolution. Therefore, by using the sub-pixel PS, it is possible to perform high-definition or high-resolution imaging compared to the case of using the sub-pixel IRS.
- the sub-pixels PS can be used to capture an image for personal authentication using a fingerprint, palm print, iris, pulse shape (including vein shape and artery shape), face, or the like.
- the light-receiving device included in the subpixel PS preferably detects visible light, and preferably detects one or more of colors such as blue, purple, blue-violet, green, yellow-green, yellow, orange, and red. . Also, the light receiving device included in the sub-pixel PS may detect infrared light.
- the sub-pixel IRS can be used for a touch sensor (also called a direct touch sensor) or a near-touch sensor (also called a hover sensor, a hover touch sensor, a non-contact sensor, a touchless sensor), or the like.
- the sub-pixel IRS can appropriately determine the wavelength of light to be detected according to the application.
- sub-pixel IRS preferably detects infrared light. This enables touch detection even in dark places.
- a touch sensor or near-touch sensor can detect the proximity or contact of an object (such as a finger, hand, or pen).
- a touch sensor can detect an object by direct contact between the display device and the object. Also, the near-touch sensor can detect the object even if the object does not touch the display device. For example, it is preferable that the display device can detect the object when the distance between the display device and the object is 0.1 mm or more and 300 mm or less, preferably 3 mm or more and 50 mm or less. With this structure, the display device can be operated without direct contact with the object, in other words, the display device can be operated without contact. With the above configuration, the risk of staining or scratching the display device can be reduced, or the object can be displayed without directly touching the stain (for example, dust or virus) attached to the display device. It becomes possible to operate the device.
- the stain for example, dust or virus
- the display device of one embodiment of the present invention can have a variable refresh rate.
- the power consumption can be reduced by adjusting the refresh rate (for example, in the range of 1 Hz to 240 Hz) according to the content displayed on the display device.
- the drive frequency of the touch sensor or the near-touch sensor may be changed according to the refresh rate. For example, when the refresh rate of the display device is 120 Hz, the driving frequency of the touch sensor or the near-touch sensor can be higher than 120 Hz (typically 240 Hz). With this structure, low power consumption can be achieved and the response speed of the touch sensor or the near touch sensor can be increased.
- the display device 100 shown in FIGS. 20E to 20G has a layer 353 having a light receiving device, a functional layer 355 and a layer 357 having a light emitting device between a substrate 351 and a substrate 359 .
- the functional layer 355 has circuitry for driving the light receiving device and circuitry for driving the light emitting device.
- the functional layer 355 can be provided with switches, transistors, capacitors, resistors, wirings, terminals, and the like. Note that in the case of driving the light-emitting device and the light-receiving device by a passive matrix method, a structure in which the switch and the transistor are not provided may be employed.
- a finger 352 touching the display device 100 reflects light emitted by a light-emitting device in a layer 357 having a light-emitting device, so that a light-receiving device in a layer 353 having a light-receiving device reflects the light. Detect light. Thereby, it is possible to detect that the finger 352 touches the display device 100 .
- FIGS. 20F and 20G it may have a function of detecting or imaging an object that is close to (not in contact with) the display device.
- FIG. 20F shows an example of detecting a finger of a person
- FIG. 20G shows an example of detecting information around, on the surface of, or inside the human eye (number of blinks, eyeball movement, eyelid movement, etc.).
- the sub-pixels PS are provided in all the pixels included in the display device.
- the sub-pixels IRS used for touch sensors, near-touch sensors, or the like do not require high detection accuracy compared to the sub-pixels PS, so they may be provided in some pixels of the display device. By making the number of sub-pixels IRS included in the display device smaller than the number of sub-pixels PS, the detection speed can be increased.
- the display device of one embodiment of the present invention can have two functions in addition to the display function by mounting two types of light-receiving devices in one pixel. Multi-functionalization is possible. For example, it is possible to realize a high-definition imaging function and a sensing function such as a touch sensor or a near-touch sensor. In addition, by combining a pixel equipped with two types of light receiving devices and a pixel with another configuration, the functions of the display device can be further increased. For example, a pixel having a light-emitting device that emits infrared light, or various sensor devices, or the like can be used.
- the display device of this embodiment can be a high-resolution display device or a large-sized display device. Therefore, the display device of the present embodiment includes a relatively large screen such as a television device, a desktop or notebook personal computer, a computer monitor, a digital signage, a large game machine such as a pachinko machine, or the like. In addition to electronic devices, it can be used for display portions of digital cameras, digital video cameras, digital photo frames, mobile phones, portable game machines, personal digital assistants, and sound reproducing devices.
- FIG. 21 shows a perspective view of the display device 100A
- FIG. 22A shows a cross-sectional view of the display device 100A.
- the display device 100A has a configuration in which a substrate 120 and a substrate 101 are bonded together.
- the substrate 120 is clearly indicated by dashed lines.
- the display device 100A includes a pixel portion 104, a connection portion 140, a circuit 164, wirings 165, and the like.
- the wiring 165 is sometimes referred to as a routing wiring, and refers to wiring extending from the pixel portion 104 , the connection portion 140 , and the circuit 164 .
- FIG. 21 shows an example in which an IC 173 and an FPC 172 are mounted on the display device 100A. Therefore, the configuration shown in FIG. 21 can also be said to be a display module including the display device 100A, an IC (integrated circuit), and an FPC.
- connection portion 140 is provided outside the pixel portion 104 .
- the connection portion 140 can be provided along one side or a plurality of sides of the pixel portion 104 .
- the number of connection parts 140 may be singular or plural.
- FIG. 21 shows an example in which the connection portion 140 is provided along one side of the pixel portion 104 on the wiring 165 side.
- a common electrode of the light-emitting device is electrically connected to a conductive layer or the like at the connection portion 140, and a predetermined potential can be supplied to the common electrode.
- a scanning line driver circuit can be used.
- the wiring 165 has a function of supplying signals and power to the pixel portion 104, the circuit 164, and the like.
- the signal and power are input to the wiring 165 from the outside through the FPC 172 or from the IC 173 .
- FIG. 21 shows an example in which the IC 173 is provided by a COG (Chip On Glass) method, a COF (Chip on Film) method, or the like.
- a COG Chip On Glass
- COF Chip on Film
- the IC 173 for example, an IC having a scanning line driving circuit or a signal line driving circuit can be applied.
- the display device 100A and the display module may be configured without an IC.
- the IC may be mounted on the FPC by the COF method or the like.
- part of the region including the FPC 172, part of the circuit 164, part of the pixel portion 104, part of the connection portion 140, and part of the region including the edge of the display device 100A are cut off.
- An example of a cross section is shown.
- the display device 100A is described using Configuration Example 1, other configuration examples can be applied.
- the display device 100A illustrated in FIG. 22A includes a transistor 201 and a transistor 205, a light-emitting device 130a that emits red light, a light-emitting device 130b that emits green light, and a light-emitting device 130b that emits blue light. It has a device 130c and the like.
- the three sub-pixels are R, G, and B sub-pixels, and yellow (Y). , cyan (C), and magenta (M).
- R, G, B, and Y When there are four sub-pixels, sub-pixels of four colors of R, G, B, and Y may be used as the four sub-pixels.
- the above embodiment can be referred to for the light emitting device 130a, the light emitting device 130b, and the light emitting device 130c.
- the light emitting device 130a has a conductive layer 111a.
- the conductive layer 111a is sometimes referred to as a pixel electrode.
- the conductive layer 111 a is connected to the conductive layer 222 b included in the transistor 205 through an opening provided in the insulating layer 214 .
- the conductive layer 111b in the light emitting device 130b and the conductive layer 111c in the light emitting device 130c are the same as the conductive layer 111a in the light emitting device 130a.
- An insulating layer 103 is provided overlying a portion of the conductive layer 111c in the light emitting device 130c.
- the insulating layer 103 can be read as the insulating layer 103o.
- the conductive layers 111a, 111b, and 111c are provided with recesses so as to cover the openings provided in the insulating layer 214 .
- the recess can be filled with an insulating layer or a conductive layer.
- a sacrificial layer 118 a is positioned between the organic compound layer 113 a and the insulating layer 125 .
- a sacrificial layer 118 b is positioned between the organic compound layer 113 b and the insulating layer 125 , and a sacrificial layer 118 c is positioned between the organic compound layer 113 c and the insulating layer 125 .
- An electron injection layer 114 is provided over the organic compound layers 113 a , 113 b , 113 c , and the insulating layers 125 and 127 , and a conductive layer 115 is provided over the electron injection layer 114 .
- a protective layer 131 is provided on each of the light emitting device 130a, the light emitting device 130b, and the light emitting device 130c.
- the protective layer 131 and the substrate 120 are bonded via the resin layer 122 .
- a solid sealing structure, a hollow sealing structure, or the like can be applied to the sealing of the light emitting device.
- the space between substrate 120 and substrate 101 is filled with a resin layer 122 to apply a solid sealing structure.
- the space may be filled with an inert gas (nitrogen, argon, or the like) to apply a hollow sealing structure.
- the resin layer 122 may be provided so as not to overlap the light emitting device.
- the space may be filled with a resin different from the resin layer 122 provided in a frame shape.
- a conductive layer 111 m is provided over the insulating layer 214 in the connection portion 140 .
- the conductive layer 111m is a conductive film obtained by processing the same conductive film as the conductive layers 111a, 111b, and 111c. At least the end of the conductive layer 111m is covered with the insulating layer 103 . The edge may be further covered with an insulating layer located on the insulating layer 103 . For example, the end may be covered with the insulating layer 125, the insulating layer 127, or the like.
- a conductive layer 115 is provided over the conductive layer 111m. An electron injection layer 114 may be positioned between the conductive layer 111m and the conductive layer 115 .
- the display device 100A is of a top emission type. Light emitted by the light emitting device is emitted to the substrate 120 side. A material having high visible light transmittance is preferably used for the substrate 120 .
- a stacked-layer structure up to the insulating layer 214 corresponds to the layer 102 in Embodiment Mode 1 and the like.
- Both the transistor 201 and the transistor 205 are formed over the substrate 101 . These transistors can be made with the same material and the same process.
- An insulating layer 211 , an insulating layer 213 , an insulating layer 215 , and an insulating layer 214 are provided in this order over the substrate 101 .
- Part of the insulating layer 211 functions as a gate insulating layer of each transistor.
- Part of the insulating layer 213 functions as a gate insulating layer of each transistor.
- An insulating layer 215 is provided over the transistor.
- An insulating layer 214 is provided over the transistor and functions as a planarization layer. Note that the number of gate insulating layers and the number of insulating layers covering a transistor are not limited, and each may have a single layer or two or more layers.
- a material into which impurities such as water and hydrogen are difficult to diffuse is preferably used for at least one insulating layer that covers the transistor. This allows the insulating layer to function as a barrier layer. With such a structure, diffusion of impurities from the outside into the transistor can be effectively suppressed, and the reliability of the display device can be improved.
- An inorganic insulating film is preferably used for each of the insulating layers 211 , 213 , and 215 .
- the inorganic insulating film for example, a silicon nitride film, a silicon oxynitride film, a silicon oxide film, a silicon oxynitride film, an aluminum oxide film, an aluminum nitride film, or the like can be used.
- a hafnium oxide film, an yttrium oxide film, a zirconium oxide film, a gallium oxide film, a tantalum oxide film, a magnesium oxide film, a lanthanum oxide film, a cerium oxide film, a neodymium oxide film, or the like may be used.
- two or more of the insulating films described above may be laminated and used.
- An organic insulating film is suitable for the insulating layer 214 that functions as a planarization layer.
- materials that can be used for the organic insulating film include acrylic resins, polyimide resins, epoxy resins, polyamide resins, polyimideamide resins, siloxane resins, benzocyclobutene-based resins, phenolic resins, precursors of these resins, and the like.
- the insulating layer 214 may have a laminated structure of an organic insulating film and an inorganic insulating film.
- the transistors 201 and 205 include a conductive layer 221 functioning as a gate, an insulating layer 211 functioning as a gate insulating layer, conductive layers 222a and 222b functioning as sources and drains, a semiconductor layer 231, and an insulating layer functioning as a gate insulating layer. It has a layer 213 and a conductive layer 223 that functions as a gate. Here, the same hatching pattern is applied to a plurality of layers obtained by processing the same conductive film.
- the insulating layer 211 is located between the conductive layer 221 and the semiconductor layer 231 .
- the insulating layer 213 is located between the conductive layer 223 and the semiconductor layer 231 .
- the structure of the transistor included in the display device of this embodiment there is no particular limitation on the structure of the transistor included in the display device of this embodiment.
- a planar transistor, a staggered transistor, an inverted staggered transistor, or the like can be used.
- the transistor structure may be either a top-gate type or a bottom-gate type.
- gates may be provided above and below a semiconductor layer in which a channel is formed.
- a structure in which a semiconductor layer in which a channel is formed is sandwiched between two gates is applied to the transistors 201 and 205 .
- a transistor may be driven by connecting two gates and applying the same signal to them.
- the threshold voltage of the transistor may be controlled by applying a potential for controlling the threshold voltage to one of the two gates and applying a potential for driving to the other.
- Crystallinity of a semiconductor material used for a transistor is not particularly limited, either an amorphous semiconductor or a semiconductor having crystallinity (a microcrystalline semiconductor, a polycrystalline semiconductor, a single crystal semiconductor, or a semiconductor partially including a crystal region). may be used. It is preferable to use a crystalline semiconductor because deterioration of transistor characteristics can be suppressed.
- a semiconductor layer of a transistor preferably includes a metal oxide (also referred to as an oxide semiconductor).
- the display device of this embodiment preferably uses a transistor including a metal oxide for a channel formation region (hereinafter referred to as an OS transistor).
- the semiconductor layer of the transistor may comprise silicon. Examples of silicon include amorphous silicon and crystalline silicon (low-temperature polysilicon, monocrystalline silicon, etc.).
- the semiconductor layer includes, for example, indium and M (M is gallium, aluminum, silicon, boron, yttrium, tin, copper, vanadium, beryllium, titanium, iron, nickel, germanium, zirconium, molybdenum, lanthanum, cerium, neodymium, one or more selected from hafnium, tantalum, tungsten, and magnesium) and zinc.
- M is preferably one or more selected from aluminum, gallium, yttrium, and tin.
- an oxide containing indium (In), gallium (Ga), and zinc (Zn) (also referred to as IGZO) is preferably used for the semiconductor layer.
- an oxide containing indium, tin, and zinc is preferably used.
- oxides containing indium, gallium, tin, and zinc are preferably used.
- the In atomic ratio in the In-M-Zn oxide is preferably equal to or higher than the M atomic ratio.
- the transistors included in the circuit 164 and the transistors included in the pixel portion 104 may have the same structure or different structures.
- the plurality of transistors included in the circuit 164 may all have the same structure, or may have two or more types.
- the structures of the plurality of transistors included in the pixel portion 104 may all be the same, or may be two or more types.
- the structure of the transistor used in the display panel may be selected as appropriate according to the size of the screen of the display panel.
- a single-crystal Si transistor is used as a display panel transistor, it can be applied to a screen size of 0.1 inch or more and 3 inches or less diagonally.
- an LTPS transistor is used as a display panel transistor, it can be applied to a screen size of 0.1 inch or more and 30 inches or less, preferably 1 inch or more and 30 inches or less.
- LTPO a structure in which an LTPS transistor and an OS transistor are combined
- it can be applied to a screen size of 0.1 inch or more and 50 inches or less, preferably 1 inch or more and 50 inches or less.
- an OS transistor is used as a transistor of a display panel, it can be applied to a screen with a diagonal size of 0.1 inch to 200 inches, preferably 50 inches to 100 inches.
- the LTPS transistor uses a laser crystallization device in the manufacturing process, it is difficult to cope with an increase in size (typically, a screen size exceeding 30 inches diagonally).
- OS transistors are not limited to using a laser crystallization apparatus or the like in the manufacturing process, or can be manufactured at a relatively low process temperature (typically 450° C. or less), and thus have a relatively large area. (Typically, it is possible to correspond to a display panel of 50 inches or more and 100 inches or less in diagonal size).
- LTPO is applied to the size of the display panel in the region between the case where the LTPS transistor is used and the case where the OS transistor is used (typically, the diagonal size is 1 inch or more and 50 inches or less). becomes possible.
- All of the transistors in the pixel portion 104 may be OS transistors, all of the transistors in the pixel portion 104 may be Si transistors, or some of the transistors in the pixel portion 104 may be OS transistors and the rest may be Si transistors. good.
- LTPS transistors and OS transistors in the pixel portion 104, a display panel with low power consumption and high driving capability can be realized.
- a structure in which an LTPS transistor and an OS transistor are combined is sometimes called an LTPO.
- an OS transistor as a transistor or the like that functions as a switch for controlling conduction/non-conduction between wirings, and use an LTPS transistor as a transistor or the like that controls current.
- one of the transistors included in the pixel portion 104 functions as a transistor for controlling current flowing through the light-emitting device and can also be called a driving transistor.
- One of the source and drain of the driving transistor is electrically connected to the pixel electrode of the light emitting device.
- An LTPS transistor is preferably used as the driving transistor. This makes it possible to increase the current flowing through the light emitting device in the pixel circuit.
- the other transistor included in the pixel portion 104 functions as a switch for controlling selection/non-selection of pixels and can also be called a selection transistor.
- the gate of the selection transistor is electrically connected to the gate line, and one of the source and the drain is electrically connected to the source line (signal line).
- An OS transistor is preferably used as the selection transistor.
- the display panel of one embodiment of the present invention can have high aperture ratio, high definition, high display quality, and low power consumption.
- the display panel of one embodiment of the present invention includes an OS transistor and a light-emitting device with an MML (metal maskless) structure.
- MML metal maskless
- leakage current that can flow through the transistor and leakage current that can flow between adjacent light-emitting devices also referred to as lateral leakage current, side leakage current, or the like
- lateral leakage current, side leakage current, or the like leakage current that can flow between adjacent light-emitting devices
- an observer can observe one or more of image sharpness, image sharpness, high saturation, and high contrast ratio.
- FIG. 22B shows the transistor 209 and FIG. 22C shows the transistor 210 .
- the transistor 209 and the transistor 210 each include a conductive layer 221 functioning as a gate, an insulating layer 211 functioning as a gate insulating layer, a semiconductor layer 231 having a channel formation region 231i and a pair of low-resistance regions 231n, and one of the pair of low-resistance regions 231n.
- a conductive layer 222a connected to a pair of low-resistance regions 231n, a conductive layer 222b connected to the other of a pair of low-resistance regions 231n, an insulating layer 225 functioning as a gate insulating layer, a conductive layer 223 functioning as a gate, and an insulating layer 215 covering the conductive layer 223 have
- the insulating layer 211 is located between the conductive layer 221 and the channel formation region 231i.
- the insulating layer 225 is located at least between the conductive layer 223 and the channel formation region 231i.
- an insulating layer 218 may be provided to cover the transistor.
- the transistor 209 illustrated in FIG. 22B illustrates an example in which the insulating layer 225 covers the top surface and side surfaces of the semiconductor layer 231 .
- the conductive layers 222a and 222b are connected to the low-resistance region 231n through openings provided in the insulating layers 225 and 215, respectively.
- One of the conductive layers 222a and 222b functions as a source and the other functions as a drain.
- the insulating layer 225 overlaps with the channel formation region 231i of the semiconductor layer 231 and does not overlap with the low resistance region 231n.
- the structure shown in FIG. 22C can be manufactured by processing the insulating layer 225 using the conductive layer 223 as a mask.
- the insulating layer 215 is provided to cover the insulating layer 225 and the conductive layer 223, and the conductive layers 222a and 222b are connected to the low resistance region 231n through openings in the insulating layer 215, respectively.
- a connection portion 204 is provided in a region of the substrate 101 where the substrate 120 does not overlap.
- the wiring 165 is electrically connected to the FPC 172 via the conductive layer 166 and the connecting layer 242 .
- the conductive layer 166 is obtained by processing the same conductive film as the conductive layers 111a, 111b, and 111c.
- the conductive layer 166 is exposed on the upper surface of the connecting portion 204 . Thereby, the connecting portion 204 and the FPC 172 can be electrically connected via the connecting layer 242 .
- a light shielding layer 117 is preferably provided on the surface of the substrate 120 on the substrate 101 side.
- the light shielding layer 117 can be provided between the adjacent light emitting devices, the connection portion 140, the circuit 164, and the like.
- various optical members can be arranged outside the substrate 120 . Examples of optical members include polarizing plates, retardation plates, light diffusion layers (diffusion films, etc.), antireflection layers, and light collecting films.
- an antistatic film that suppresses adhesion of dust, a water-repellent film that prevents adhesion of dirt, a hard coat film that suppresses the occurrence of scratches due to use, a shock absorption layer, etc. are arranged on the outside of the substrate 120.
- an antistatic film that suppresses adhesion of dust
- a water-repellent film that prevents adhesion of dirt
- a hard coat film that suppresses the occurrence of scratches due to use
- a shock absorption layer, etc. are arranged.
- the protective layer 131 that covers the light-emitting device, it is possible to prevent impurities such as water from entering the light-emitting device and improve the reliability of the light-emitting device.
- Glass, quartz, ceramic, sapphire, resin, metal, alloy, semiconductor, or the like can be used for the substrate 101 and the substrate 120, respectively.
- a material that transmits the light is used for the substrate on the side from which the light from the light-emitting device is extracted.
- flexible materials for the substrates 101 and 120 the flexibility of the display device can be increased.
- a polarizing plate may be used as the substrate 101 or the substrate 120 .
- polyester resins such as polyethylene terephthalate (PET) and polyethylene naphthalate (PEN), polyacrylonitrile resins, acrylic resins, polyimide resins, polymethyl methacrylate resins, polycarbonate (PC) resins, and polyether resins are used, respectively.
- PES resin Sulfone (PES) resin, polyamide resin (nylon, aramid, etc.), polysiloxane resin, cycloolefin resin, polystyrene resin, polyamideimide resin, polyurethane resin, polyvinyl chloride resin, polyvinylidene chloride resin, polypropylene resin, polytetrafluoroethylene (PTFE) resin, ABS resin, cellulose nanofiber, or the like can be used.
- PES polyamide resin
- aramid polysiloxane resin
- polystyrene resin polyamideimide resin
- polyurethane resin polyvinyl chloride resin
- polyvinylidene chloride resin polypropylene resin
- PTFE resin polytetrafluoroethylene
- ABS resin cellulose nanofiber, or the like
- One or both of the substrate 101 and the substrate 120 may be made of glass having a thickness sufficient to be flexible.
- a substrate having high optical isotropy is preferably used as the substrate of the display device.
- a substrate with high optical isotropy has small birefringence (it can be said that the amount of birefringence is small).
- the absolute value of the retardation (retardation) value of the substrate with high optical isotropy is preferably 30 nm or less, more preferably 20 nm or less, and even more preferably 10 nm or less.
- Films with high optical isotropy include triacetylcellulose (TAC, also called cellulose triacetate) films, cycloolefin polymer (COP) films, cycloolefin copolymer (COC) films, and acrylic films.
- TAC triacetylcellulose
- COP cycloolefin polymer
- COC cycloolefin copolymer
- the film when a film is used as the substrate, the film may absorb water, which may cause shape change such as wrinkling of the display panel. Therefore, it is preferable to use a film having a low water absorption rate as the substrate. For example, it is preferable to use a film with a water absorption of 1% or less, more preferably 0.1% or less, and even more preferably 0.01% or less.
- various curable adhesives such as photocurable adhesives such as ultraviolet curable adhesives, reaction curable adhesives, thermosetting adhesives, and anaerobic adhesives can be used.
- These adhesives include epoxy resins, acrylic resins, silicone resins, phenol resins, polyimide resins, imide resins, PVC (polyvinyl chloride) resins, PVB (polyvinyl butyral) resins, EVA (ethylene vinyl acetate) resins, and the like.
- a material with low moisture permeability such as epoxy resin is preferable.
- a two-liquid mixed type resin may be used.
- an adhesive sheet or the like may be used.
- connection layer 242 an anisotropic conductive film (ACF), an anisotropic conductive paste (ACP), or the like can be used.
- ACF anisotropic conductive film
- ACP anisotropic conductive paste
- materials that can be used for conductive layers such as various wirings and electrodes constituting display devices include aluminum, titanium, chromium, nickel, copper, yttrium, zirconium, molybdenum, silver, Examples include metals such as tantalum and tungsten, and alloys containing these metals as main components. A film containing these materials can be used as a single layer or as a laminated structure.
- a conductive oxide such as indium oxide, indium tin oxide, indium zinc oxide, zinc oxide, zinc oxide containing gallium, or graphene
- metal materials such as gold, silver, platinum, magnesium, nickel, tungsten, chromium, molybdenum, iron, cobalt, copper, palladium, and titanium, or alloy materials containing such metal materials can be used.
- a nitride of the metal material for example, titanium nitride
- it is preferably thin enough to have translucency.
- a stacked film of any of the above materials can be used as the conductive layer.
- a laminated film of an alloy of silver and magnesium and indium tin oxide, or the like because the conductivity can be increased.
- conductive layers such as various wirings and electrodes that constitute a display device, and conductive layers (conductive layers functioning as pixel electrodes or common electrodes) of light-emitting devices.
- Examples of insulating materials that can be used for each insulating layer include resins such as acrylic resins and epoxy resins, and inorganic insulating materials such as silicon oxide, silicon oxynitride, silicon nitride oxide, silicon nitride, and aluminum oxide.
- Display device 100B A display device 100B shown in FIG. 23 is mainly different from the display device 100A in that light-emitting devices and color filters as colored layers are combined. Although the display device 100B is described using Configuration Example 1, other configuration examples can be applied. In the following description of the display device, the description of the same parts as those of the previously described display device may be omitted.
- the light emitting device 130a and the color filter 132a are overlaid.
- the light emitting device 130a can emit red light
- the color filter 132a is a red color filter. Light emitted from the light emitting device 130a is extracted as red light to the outside of the display device 100B through the color filter 132a.
- light emitting device 130b and color filter 132b overlap.
- Light emitting device 130b can emit green light
- color filter 132b is a green color filter.
- the light emitting device 130b is extracted as green light to the outside of the display device 100B through the color filter 132b.
- light emitting device 130c and color filter 132c overlap.
- the light emitting device 130c can emit blue light
- the color filter 132c is a blue color filter.
- the light emitting device 130c is extracted as blue light to the outside of the display device 100B through the color filter 132c.
- Display device 100C A display device 100C shown in FIG. 24 is mainly different from the display device 100A in that a tandem-structured light-emitting device is used. Although the display device 100C is described using the tandem structure of Configuration Example 1, tandem structures of other configuration examples can be applied.
- each of the organic compound layer 113a, the organic compound layer 113b, and the organic compound layer 113c is illustrated as three layers, and specifically, a first light-emitting unit, a charge generation layer, and a second light-emitting unit.
- a laminated structure with can be applied.
- the organic compound layer 113a can have a structure in which a second light-emitting unit having a green light-emitting layer is stacked over a first light-emitting unit having a green light-emitting layer.
- the organic compound layer 113c can have a structure in which a second light-emitting unit having a blue light-emitting layer is stacked over a first light-emitting unit having a blue light-emitting layer.
- luminance of a display device can be increased.
- the current required for obtaining the same luminance can be reduced, so that the reliability of the display device can be improved.
- a color filter may be provided in the display device 100C.
- Display device 100D A display device 100D shown in FIG. 25 is mainly different from the display device 100A in that it has a light receiving device 130d. Although the display device 100D is described using Configuration Example 1, other configuration examples can be applied.
- the light receiving device 130d has a conductive layer 111d.
- the conductive layer 111 d is connected to the conductive layer 222 b included in the transistor 205 through an opening provided in the insulating layer 214 .
- the side surfaces of the fifth layer 113d are covered with insulating layers 125 and 127.
- FIG. A sacrificial layer 118 d is located between the fifth layer 113 d and the insulating layer 125 .
- An electron-injection layer 114 is provided over the fifth layer 113 d and the insulating layers 125 and 127 , and a conductive layer 115 is provided over the electron-injection layer 114 .
- the electron injection layer 114 is a continuous film that is commonly provided for the light receiving device and the light emitting device.
- the pixel layout described in the above embodiment can be applied to the display device 100D.
- the light receiving device 130d can be provided in the sub-pixel PS or the sub-pixel IRS. Further, Embodiment 1 can be referred to for details of the display device including the light receiving device.
- the display device of this embodiment can be a high-definition display device. Therefore, the display device of the present embodiment includes, for example, wristwatch-type and bracelet-type information terminals (wearable devices), VR devices such as head-mounted displays, glasses-type AR devices, and the like. It can be used for the display part of wearable equipment.
- wearable devices wearable devices
- VR devices such as head-mounted displays, glasses-type AR devices, and the like. It can be used for the display part of wearable equipment.
- Display module A perspective view of the display module 280 is shown in FIG. 26A.
- the display module 280 has a display device 100E and an FPC 290 .
- the display module 280 has substrates 291 and 292 .
- the display module 280 has a display section 281 .
- the display unit 281 is an area for displaying an image in the display module 280, and is an area where light from each pixel provided in the pixel unit 284, which will be described later, can be visually recognized.
- FIG. 26B shows a perspective view schematically showing the configuration on the substrate 291 side.
- a circuit section 282 , a pixel circuit section 283 on the circuit section 282 , and a pixel section 284 on the pixel circuit section 283 are stacked on the substrate 291 .
- a terminal portion 285 for connecting to the FPC 290 is provided on a portion of the substrate 291 that does not overlap with the pixel portion 284 .
- the terminal portion 285 and the circuit portion 282 are electrically connected by a wiring portion 286 composed of a plurality of wirings.
- the pixel section 284 has a plurality of periodically arranged pixels 284a. An enlarged view of one pixel 284a is shown on the right side of FIG. 26B.
- the pixel 284a has a light emitting device 130a, a light emitting device 130b, and a light emitting device 130c that emit light of different colors. Multiple light emitting devices can be arranged in a stripe arrangement as shown in FIG. 26B. Also, various light emitting device arrangement methods such as a delta arrangement or a pentile arrangement can be applied.
- the pixel circuit section 283 has a plurality of pixel circuits 283a arranged periodically.
- One pixel circuit 283a is a circuit that controls light emission of three light emitting devices included in one pixel 284a.
- One pixel circuit 283a may have a structure in which three circuits for controlling light emission of one light emitting device are provided.
- the pixel circuit 283a can have at least one selection transistor, one current control transistor (driving transistor), and a capacitive element for each light emitting device. At this time, a gate signal is input to the gate of the selection transistor, and a source signal is input to either the source or the drain of the selection transistor. This realizes an active matrix display device.
- the circuit section 282 has a circuit that drives each pixel circuit 283 a of the pixel circuit section 283 .
- a circuit that drives each pixel circuit 283 a of the pixel circuit section 283 For example, it is preferable to have one or both of a gate line driver circuit and a source line driver circuit.
- at least one of an arithmetic circuit, a memory circuit, a power supply circuit, and the like may be provided.
- the FPC 290 functions as wiring for supplying a video signal, power supply potential, or the like to the circuit section 282 from the outside. Also, an IC may be mounted on the FPC 290 .
- the aperture ratio (effective display area ratio) of the display portion 281 is extremely high. can be raised.
- the aperture ratio of the display section 281 can be 40% or more and less than 100%, preferably 50% or more and 95% or less, more preferably 60% or more and 95% or less.
- the pixels 284a can be arranged at an extremely high density, and the definition of the display portion 281 can be extremely high.
- the pixels 284a may be arranged with a resolution of 2000 ppi or more, preferably 3000 ppi or more, more preferably 5000 ppi or more, and still more preferably 6000 ppi or more, and 20000 ppi or less, or 30000 ppi or less. preferable.
- a display module 280 Since such a display module 280 has extremely high definition, it can be suitably used for equipment for VR such as a head-mounted display, or equipment for glasses-type AR. For example, even in the case of a configuration in which the display portion of the display module 280 is viewed through a lens, the display module 280 has an extremely high-definition display portion 281, so pixels cannot be viewed even if the display portion is enlarged with the lens. , a highly immersive display can be performed. Moreover, the display module 280 is not limited to this, and can be suitably used for electronic equipment having a relatively small display unit. For example, it can be suitably used for a display part of a wearable electronic device such as a wristwatch.
- FIG. 27A shows a block diagram of the display device 10. As shown in FIG.
- the display device 10 includes a display section 11, a drive circuit section 12, a drive circuit section 13, and the like.
- the display unit 11 has a plurality of pixels 30 arranged in a matrix.
- Pixel 30 has sub-pixel 21R, sub-pixel 21G, and sub-pixel 21B.
- the sub-pixel 21R, sub-pixel 21G, and sub-pixel 21B each have a light-emitting device functioning as a display device.
- the pixel 30 is electrically connected to the wiring GL, the wiring SLR, the wiring SLG, and the wiring SLB.
- the wiring SLR, the wiring SLG, and the wiring SLB are each electrically connected to the driver circuit portion 12 .
- the wiring GL is electrically connected to the drive circuit section 13 .
- the drive circuit section 12 functions as a source line drive circuit (also referred to as a source driver), and the drive circuit section 13 functions as a gate line drive circuit (also referred to as a gate driver).
- the wiring GL functions as a gate line, and the wiring SLR, the wiring SLG, and the wiring SLB each function as a source line.
- the sub-pixel 21R has a light-emitting device that emits red light.
- Sub-pixel 21G has a light-emitting device that emits green light.
- Sub-pixel 21B has a light-emitting device that emits blue light. Accordingly, the display device 10 can perform full-color display.
- pixel 30 may have sub-pixels with light-emitting devices that exhibit other colors of light. For example, the pixel 30 may have, in addition to the three sub-pixels described above, a sub-pixel having a light-emitting device that emits white light, a sub-pixel that has a light-emitting device that emits yellow light, or the like.
- the wiring GL is electrically connected to the sub-pixels 21R, 21G, and 21B arranged in the row direction (the extending direction of the wiring GL).
- the wiring SLR, the wiring SLG, and the wiring SLB are electrically connected to the sub-pixels 21R, 21G, or 21B (not shown) arranged in the column direction (the direction in which the wiring SLR and the like extend). .
- FIG. 27B shows an example of a circuit diagram of the pixel 21 that can be applied to the sub-pixel 21R, sub-pixel 21G, and sub-pixel 21B.
- Pixel 21 comprises transistor M1, transistor M2, transistor M3, capacitor C1, and light emitting device EL.
- a wiring GL and a wiring SL are electrically connected to the pixel 21 .
- the wiring SL corresponds to one of the wiring SLR, the wiring SLG, and the wiring SLB shown in FIG. 27A.
- the transistor M1 has a gate electrically connected to the wiring GL, one of its source and drain electrically connected to the wiring SL, and the other electrically connected to one electrode of the capacitor C1 and the gate of the transistor M2. be.
- the transistor M2 has one of its source and drain electrically connected to the wiring AL, and the other of its source and drain connected to one electrode of the light-emitting device EL, the other electrode of the capacitor C1, and one of the source and drain of the transistor M3. electrically connected.
- the transistor M3 has a gate electrically connected to the wiring GL and the other of its source and drain electrically connected to the wiring RL.
- the other electrode of the light emitting device EL is electrically connected to the wiring CL.
- a data potential is applied to the wiring SL.
- a selection signal is supplied to the wiring GL.
- the selection signal includes a potential that makes the transistor conductive and a potential that makes the transistor non-conductive.
- a reset potential is applied to the wiring RL.
- An anode potential is applied to the wiring AL.
- a cathode potential is applied to the wiring CL.
- the anode potential is higher than the cathode potential.
- the reset potential applied to the wiring RL can be set to a potential such that the potential difference between the reset potential and the cathode potential is smaller than the threshold voltage of the light emitting device EL.
- the reset potential can be a potential higher than the cathode potential, the same potential as the cathode potential, or a potential lower than the cathode potential.
- Transistor M1 and transistor M3 function as switches.
- the transistor M2 functions as a transistor for controlling the current flowing through the light emitting device EL.
- the transistor M1 functions as a selection transistor and the transistor M2 functions as a driving transistor.
- LTPS transistors are preferably used for all of the transistors M1 to M3.
- OS transistor for the transistors M1 and M3
- LTPS transistor for the transistor M2.
- all of the transistors M1 to M3 may be OS transistors.
- one or more of the plurality of transistors included in the driver circuit portion 12 and the plurality of transistors included in the driver circuit portion 13 can be an LTPS transistor, and the other transistors can be OS transistors.
- the transistors provided in the display portion 11 can be OS transistors
- the transistors provided in the driver circuit portion 12 and the driver circuit portion 13 can be LTPS transistors.
- the OS transistor a transistor including an oxide semiconductor for a semiconductor layer in which a channel is formed can be used.
- the semiconductor layer includes, for example, indium and M (M is gallium, aluminum, silicon, boron, yttrium, tin, copper, vanadium, beryllium, titanium, iron, nickel, germanium, zirconium, molybdenum, lanthanum, cerium, neodymium, one or more selected from hafnium, tantalum, tungsten, and magnesium) and zinc.
- M is preferably one or more selected from aluminum, gallium, yttrium, and tin.
- an oxide containing indium, gallium, and zinc (also referred to as IGZO) is preferably used for the semiconductor layer of the OS transistor.
- an oxide containing indium, tin, and zinc is preferably used.
- oxides containing indium, gallium, tin, and zinc are preferably used.
- a transistor including an oxide semiconductor which has a wider bandgap and a lower carrier density than silicon, can achieve extremely low off-state current. Therefore, with the small off-state current, charge accumulated in the capacitor connected in series with the transistor can be held for a long time. Therefore, it is preferable to use a transistor including an oxide semiconductor, particularly for the transistor M1 and the transistor M3 which are connected in series to the capacitor C1.
- a transistor including an oxide semiconductor as the transistor M1 and the transistor M3
- the charge held in the capacitor C1 can be prevented from leaking through the transistor M1 or the transistor M3. Further, since the charge held in the capacitor C1 can be held for a long time, a still image can be displayed for a long time without rewriting the data of the pixel 21 .
- transistors are shown as n-channel transistors in FIG. 27B, p-channel transistors can also be used.
- each transistor included in the pixel 21 is preferably formed side by side on the same substrate.
- a transistor having a pair of gates that overlap with each other with a semiconductor layer interposed therebetween can be used.
- a structure in which the pair of gates are electrically connected to each other and supplied with the same potential is advantageous in that the on-state current of the transistor is increased and the saturation characteristics are improved.
- a potential for controlling the threshold voltage of the transistor may be applied to one of the pair of gates.
- the stability of the electrical characteristics of the transistor can be improved.
- one gate of the transistor may be electrically connected to a wiring to which a constant potential is applied, or may be electrically connected to its own source or drain.
- a pixel 21 shown in FIG. 27C is an example in which a transistor having a pair of gates is applied to the transistor M1 and the transistor M3. A pair of gates of the transistor M1 and the transistor M3 are electrically connected to each other. With such a structure, the period for writing data to the pixel 21 can be shortened.
- a pixel 21 shown in FIG. 27D is an example in which a transistor having a pair of gates is applied to the transistor M2 in addition to the transistor M1 and the transistor M3. A pair of gates of the transistor M2 are electrically connected.
- Transistor configuration example An example of a cross-sectional structure of a transistor that can be applied to the display device will be described below.
- [Configuration example 1] 28A is a cross-sectional view including transistor 410.
- FIG. 1 is a cross-sectional view including transistor 410.
- a transistor 410 is a transistor provided over the substrate 401 and using polycrystalline silicon for a semiconductor layer.
- transistor 410 corresponds to transistor M2 of pixel 21 . That is, FIG. 28A is an example in which one of the source and drain of transistor 410 is electrically connected to the conductive layer 431 of the light emitting device.
- the transistor 410 includes a semiconductor layer 411, an insulating layer 412, a conductive layer 413, and the like.
- the semiconductor layer 411 has a channel formation region 411i and a low resistance region 411n.
- Semiconductor layer 411 comprises silicon.
- Semiconductor layer 411 preferably comprises polycrystalline silicon.
- Part of the insulating layer 412 functions as a gate insulating layer.
- Part of the conductive layer 413 functions as a gate electrode.
- the semiconductor layer 411 can also have a structure containing a metal oxide exhibiting semiconductor characteristics (also referred to as an oxide semiconductor).
- the transistor 410 can be called an OS transistor.
- the low resistance region 411n is a region containing an impurity element.
- the transistor 410 is an n-channel transistor, phosphorus, arsenic, or the like may be added to the low resistance region 411n.
- boron, aluminum, or the like may be added to the low resistance region 411n.
- the impurity described above may be added to the channel formation region 411i.
- An insulating layer 421 is provided over the substrate 401 .
- the semiconductor layer 411 is provided over the insulating layer 421 .
- the insulating layer 412 is provided to cover the semiconductor layer 411 and the insulating layer 421 .
- the conductive layer 413 is provided over the insulating layer 412 so as to overlap with the semiconductor layer 411 .
- An insulating layer 422 is provided to cover the conductive layer 413 and the insulating layer 412 .
- a conductive layer 414 a and a conductive layer 414 b are provided over the insulating layer 422 .
- the conductive layers 414 a and 414 b are electrically connected to the low-resistance region 411 n through openings provided in the insulating layers 422 and 412 .
- Part of the conductive layer 414a functions as one of the source and drain electrodes, and part of the conductive layer 414b functions as the other of the source and drain electrodes.
- An insulating layer 423 is provided to cover the conductive layers 414 a , 414 b , and the insulating layer 422 .
- a conductive layer 431 functioning as a pixel electrode is provided over the insulating layer 423 .
- the conductive layer 431 is provided over the insulating layer 423 and is electrically connected to the conductive layer 414 b through an opening provided in the insulating layer 423 .
- an EL layer and a common electrode can be stacked over the conductive layer 431 .
- FIG. 28B shows a transistor 410a with a pair of gate electrodes.
- a transistor 410a illustrated in FIG. 28B is mainly different from FIG. 28A in that a conductive layer 415 and an insulating layer 416 are included.
- the conductive layer 415 is provided over the insulating layer 421 .
- An insulating layer 416 is provided to cover the conductive layer 415 and the insulating layer 421 .
- the semiconductor layer 411 is provided so that at least a channel formation region 411i overlaps with the conductive layer 415 with the insulating layer 416 interposed therebetween.
- part of the conductive layer 413 functions as a first gate electrode and part of the conductive layer 415 functions as a second gate electrode.
- part of the insulating layer 412 functions as a first gate insulating layer, and part of the insulating layer 416 functions as a second gate insulating layer.
- the conductive layer 413 and the conductive layer 413 are electrically conductive in a region (not shown) through openings provided in the insulating layers 412 and 416 .
- the layer 415 may be electrically connected.
- a conductive layer is formed through openings provided in the insulating layers 422, 412, and 416 in a region (not shown).
- the conductive layer 414a or the conductive layer 414b and the conductive layer 415 may be electrically connected.
- the transistor 410 illustrated in FIG. 28A or the transistor 410a illustrated in FIG. 28B can be used.
- the transistor 410a may be used for all the transistors forming the pixel 21
- the transistor 410 may be used for all the transistors, or the transistor 410a and the transistor 410 may be used in combination. .
- FIG. 28C A cross-sectional schematic diagram including transistor 410a and transistor 450 is shown in FIG. 28C.
- Structure Example 1 can be used for the transistor 410a. Note that although an example using the transistor 410a is shown here, a structure including the transistors 410 and 450 may be employed, or a structure including all of the transistors 410, 410a, and 450 may be employed.
- a transistor 450 is a transistor in which a metal oxide is applied to a semiconductor layer.
- the configuration shown in FIG. 28C is an example in which, for example, the transistor 450 corresponds to the transistor M1 of the pixel 21 and the transistor 410a corresponds to the transistor M2. That is, FIG. 28C shows an example in which one of the source and drain of the transistor 410a is electrically connected to the conductive layer 431.
- FIG. 28C shows an example in which one of the source and drain of the transistor 410a is electrically connected to the conductive layer 431.
- FIG. 28C shows an example in which the transistor 450 has a pair of gates.
- the transistor 450 includes a conductive layer 455, an insulating layer 422, a semiconductor layer 451, an insulating layer 452, a conductive layer 453, and the like.
- a portion of conductive layer 453 functions as a first gate of transistor 450 and a portion of conductive layer 455 functions as a second gate of transistor 450 .
- part of the insulating layer 452 functions as a first gate insulating layer of the transistor 450 and part of the insulating layer 422 functions as a second gate insulating layer of the transistor 450 .
- a conductive layer 455 is provided over the insulating layer 412 .
- An insulating layer 422 is provided to cover the conductive layer 455 .
- the semiconductor layer 451 is provided over the insulating layer 422 .
- the insulating layer 452 is provided to cover the semiconductor layer 451 and the insulating layer 422 .
- the conductive layer 453 is provided over the insulating layer 452 and has regions that overlap with the semiconductor layer 451 and the conductive layer 455 .
- An insulating layer 426 is provided to cover the insulating layer 452 and the conductive layer 453 .
- a conductive layer 454 a and a conductive layer 454 b are provided over the insulating layer 426 .
- the conductive layers 454 a and 454 b are electrically connected to the semiconductor layer 451 through openings provided in the insulating layers 426 and 452 .
- Part of the conductive layer 454a functions as one of the source and drain electrodes, and part of the conductive layer 454b functions as the other of the source and drain electrodes.
- An insulating layer 423 is provided to cover the conductive layers 454 a , 454 b , and the insulating layer 426 .
- the conductive layers 414a and 414b electrically connected to the transistor 410a are preferably formed by processing the same conductive film as the conductive layers 454a and 454b.
- the conductive layer 414a, the conductive layer 414b, the conductive layer 454a, and the conductive layer 454b are formed over the same surface (that is, in contact with the upper surface of the insulating layer 426) and contain the same metal element. showing.
- the conductive layers 414 a and 414 b are electrically connected to the low-resistance region 411 n through the insulating layers 426 , 452 , 422 , and openings provided in the insulating layer 412 . This is preferable because the manufacturing process can be simplified.
- the conductive layer 413 functioning as the first gate electrode of the transistor 410a and the conductive layer 455 functioning as the second gate electrode of the transistor 450 are preferably formed by processing the same conductive film.
- FIG. 28C shows a configuration in which the conductive layer 413 and the conductive layer 455 are formed on the same surface (that is, in contact with the upper surface of the insulating layer 412) and contain the same metal element. This is preferable because the manufacturing process can be simplified.
- the insulating layer 452 functioning as a first gate insulating layer of the transistor 450 covers the edge of the semiconductor layer 451.
- the transistor 450a shown in FIG. It may be processed so that the top surface shape matches or substantially matches that of the layer 453 .
- the phrase “the upper surface shapes are approximately the same” means that at least part of the contours of the stacked layers overlap.
- the upper layer and the lower layer may be processed with the same mask pattern or partially with the same mask pattern. Strictly speaking, however, the contours do not overlap, and the upper layer may be located inside the lower layer, or the upper layer may be located outside the lower layer.
- transistor 410a corresponds to the transistor M2 and is electrically connected to the pixel electrode
- the present invention is not limited to this.
- the transistor 450 or the transistor 450a may correspond to the transistor M2.
- transistor 410a may correspond to transistor M1, transistor M3, or some other transistor.
- the metal oxide preferably contains at least indium or zinc. In particular, it preferably contains indium and zinc. In addition to these, aluminum, gallium, yttrium, tin and the like are preferably contained. Further, one or more selected from boron, silicon, titanium, iron, nickel, germanium, zirconium, molybdenum, lanthanum, cerium, neodymium, hafnium, tantalum, tungsten, magnesium, cobalt, etc. may be contained. .
- the metal oxide is formed by chemical vapor deposition (CVD) such as sputtering, metal organic chemical vapor deposition (MOCVD), or atomic layer deposition (ALD). It can be formed by a layer deposition method or the like.
- CVD chemical vapor deposition
- MOCVD metal organic chemical vapor deposition
- ALD atomic layer deposition
- Crystal structures of oxide semiconductors include amorphous (including completely amorphous), CAAC (c-axis-aligned crystalline), nc (nanocrystalline), CAC (cloud-aligned composite), single crystal, and polycrystal. (poly crystal) and the like.
- the crystal structure of the film or substrate can be evaluated using an X-ray diffraction (XRD) spectrum.
- XRD X-ray diffraction
- it can be evaluated using an XRD spectrum obtained by GIXD (Grazing-Incidence XRD) measurement.
- GIXD Gram-Incidence XRD
- the GIXD method is also called a thin film method or a Seemann-Bohlin method.
- the peak shape of the XRD spectrum is almost symmetrical.
- the peak shape of the XRD spectrum is left-right asymmetric.
- the asymmetric shape of the peaks in the XRD spectra demonstrates the presence of crystals in the film or substrate. In other words, the film or substrate cannot be said to be in an amorphous state unless the shape of the peaks in the XRD spectrum is symmetrical.
- the crystal structure of the film or substrate can be evaluated by a diffraction pattern (also referred to as a nanobeam electron diffraction pattern) observed by nano beam electron diffraction (NBED).
- a diffraction pattern also referred to as a nanobeam electron diffraction pattern
- NBED nano beam electron diffraction
- a halo is observed in the diffraction pattern of a quartz glass substrate, and it can be confirmed that the quartz glass is in an amorphous state.
- a spot-like pattern is observed instead of a halo. Therefore, it is presumed that the IGZO film deposited at room temperature is neither crystalline nor amorphous, but in an intermediate state and cannot be concluded to be in an amorphous state.
- oxide semiconductors may be classified differently from the above when their structures are focused. For example, oxide semiconductors are classified into single-crystal oxide semiconductors and non-single-crystal oxide semiconductors. Examples of non-single-crystal oxide semiconductors include the above CAAC-OS and nc-OS. Non-single-crystal oxide semiconductors include polycrystalline oxide semiconductors, amorphous-like oxide semiconductors (a-like OS), amorphous oxide semiconductors, and the like.
- CAAC-OS is an oxide semiconductor that includes a plurality of crystal regions, and the c-axes of the plurality of crystal regions are oriented in a specific direction. Note that the specific direction is the thickness direction of the CAAC-OS film, the normal direction to the formation surface of the CAAC-OS film, or the normal direction to the surface of the CAAC-OS film.
- a crystalline region is a region having periodicity in atomic arrangement. If the atomic arrangement is regarded as a lattice arrangement, the crystalline region is also a region with a uniform lattice arrangement.
- CAAC-OS has a region where a plurality of crystal regions are connected in the a-b plane direction, and the region may have strain.
- the strain refers to a portion where the orientation of the lattice arrangement changes between a region with a uniform lattice arrangement and another region with a uniform lattice arrangement in a region where a plurality of crystal regions are connected. That is, CAAC-OS is an oxide semiconductor that is c-axis oriented and has no obvious orientation in the ab plane direction.
- each of the plurality of crystal regions is composed of one or a plurality of minute crystals (crystals having a maximum diameter of less than 10 nm).
- the maximum diameter of the crystalline region is less than 10 nm.
- the size of the crystal region may be about several tens of nanometers.
- CAAC-OS contains indium (In) and oxygen.
- a tendency to have a layered crystal structure also referred to as a layered structure in which a layer (hereinafter referred to as an In layer) and a layer containing the element M, zinc (Zn), and oxygen (hereinafter referred to as a (M, Zn) layer) are stacked.
- the (M, Zn) layer may contain indium.
- the In layer contains the element M.
- the In layer may contain Zn.
- the layered structure is observed as a lattice image in, for example, a high-resolution TEM (Transmission Electron Microscope) image.
- a plurality of bright points are observed in the electron beam diffraction pattern of the CAAC-OS film.
- a certain spot and another spot are observed at point-symmetrical positions with respect to the spot of the incident electron beam that has passed through the sample (also referred to as a direct spot) as the center of symmetry.
- the lattice arrangement in the crystal region is basically a hexagonal lattice, but the unit lattice is not always regular hexagon and may be non-regular hexagon. Moreover, the distortion may have a lattice arrangement of pentagons, heptagons, or the like. Note that in CAAC-OS, no clear crystal grain boundary can be observed even near the strain. That is, it can be seen that the distortion of the lattice arrangement suppresses the formation of grain boundaries. This is because CAAC-OS can tolerate strain due to the fact that the arrangement of oxygen atoms is not dense in the a-b plane direction, and the bond distance between atoms changes due to the substitution of metal atoms. it is conceivable that.
- a crystal structure in which clear grain boundaries are confirmed is called a so-called polycrystal.
- a grain boundary becomes a recombination center, and there is a high possibility that carriers are trapped and cause a decrease in the on-state current of a transistor, a decrease in field-effect mobility, and the like. Therefore, a CAAC-OS in which no clear grain boundaries are observed is one of crystalline oxides having a crystal structure suitable for a semiconductor layer of a transistor.
- a structure containing Zn is preferable for forming a CAAC-OS.
- In--Zn oxide and In--Ga--Zn oxide are preferable because they can suppress the generation of grain boundaries more than In oxide.
- a CAAC-OS is an oxide semiconductor with high crystallinity and no clear grain boundaries. Therefore, it can be said that the decrease in electron mobility due to grain boundaries is less likely to occur in CAAC-OS.
- a CAAC-OS can be said to be an oxide semiconductor with few impurities and defects (such as oxygen vacancies). Therefore, an oxide semiconductor including CAAC-OS has stable physical properties. Therefore, an oxide semiconductor including CAAC-OS is resistant to heat and has high reliability.
- CAAC-OS is also stable against high temperatures (so-called thermal budget) in the manufacturing process. Therefore, the use of the CAAC-OS for the OS transistor makes it possible to increase the degree of freedom in the manufacturing process.
- nc-OS has periodic atomic arrangement in a minute region (eg, a region of 1 nm to 10 nm, particularly a region of 1 nm to 3 nm).
- the nc-OS has minute crystals.
- the size of the minute crystal is, for example, 1 nm or more and 10 nm or less, particularly 1 nm or more and 3 nm or less, the minute crystal is also called a nanocrystal.
- nc-OS does not show regularity in crystal orientation between different nanocrystals. Therefore, no orientation is observed in the entire film.
- an nc-OS may be indistinguishable from an a-like OS or an amorphous oxide semiconductor depending on the analysis method.
- an nc-OS film is subjected to structural analysis using an XRD apparatus, out-of-plane XRD measurement using ⁇ /2 ⁇ scanning does not detect a peak indicating crystallinity.
- an nc-OS film is subjected to electron beam diffraction (also referred to as selected area electron beam diffraction) using an electron beam with a probe diameter larger than that of nanocrystals (for example, 50 nm or more), a diffraction pattern such as a halo pattern is obtained. is observed.
- an nc-OS film is subjected to electron diffraction (also referred to as nanobeam electron diffraction) using an electron beam with a probe diameter close to or smaller than the size of a nanocrystal (for example, 1 nm or more and 30 nm or less)
- an electron beam diffraction pattern is obtained in which a plurality of spots are observed within a ring-shaped area centered on the direct spot.
- An a-like OS is an oxide semiconductor having a structure between an nc-OS and an amorphous oxide semiconductor.
- An a-like OS has void or low density regions. That is, the a-like OS has lower crystallinity than the nc-OS and CAAC-OS. In addition, the a-like OS has a higher hydrogen concentration in the film than the nc-OS and the CAAC-OS.
- CAC-OS relates to material composition.
- CAC-OS is, for example, one structure of a material in which elements constituting a metal oxide are unevenly distributed with a size of 0.5 nm or more and 10 nm or less, preferably 1 nm or more and 3 nm or less, or in the vicinity thereof.
- the metal oxide one or more metal elements are unevenly distributed, and the region having the metal element has a size of 0.5 nm or more and 10 nm or less, preferably 1 nm or more and 3 nm or less, or a size in the vicinity thereof.
- the mixed state is also called mosaic or patch.
- CAC-OS is a structure in which the material is separated into a first region and a second region to form a mosaic shape, and the first region is distributed in the film (hereinafter, also referred to as a cloud shape). ). That is, CAC-OS is a composite metal oxide in which the first region and the second region are mixed.
- the atomic ratios of In, Ga, and Zn to the metal elements constituting the CAC-OS in the In—Ga—Zn oxide are represented by [In], [Ga], and [Zn], respectively.
- the first region is a region where [In] is larger than [In] in the composition of the CAC-OS film.
- the second region is a region where [Ga] is greater than [Ga] in the composition of the CAC-OS film.
- the first region is a region in which [In] is larger than [In] in the second region and [Ga] is smaller than [Ga] in the second region.
- the second region is a region in which [Ga] is larger than [Ga] in the first region and [In] is smaller than [In] in the first region.
- the first region is a region mainly composed of indium oxide, indium zinc oxide, or the like.
- the second region is a region containing gallium oxide, gallium zinc oxide, or the like as a main component. That is, the first region can be rephrased as a region containing In as a main component. Also, the second region can be rephrased as a region containing Ga as a main component.
- the CAC-OS in the In—Ga—Zn oxide means a region containing Ga as a main component and a region containing In as a main component in a material structure containing In, Ga, Zn, and O. Each region is a mosaic, and refers to a configuration in which these regions exist randomly. Therefore, CAC-OS is presumed to have a structure in which metal elements are unevenly distributed.
- a CAC-OS can be formed, for example, by a sputtering method under conditions in which the substrate is not heated.
- a sputtering method one or more selected from an inert gas (typically argon), an oxygen gas, and a nitrogen gas may be used as a deposition gas. good.
- an inert gas typically argon
- oxygen gas typically argon
- a nitrogen gas may be used as a deposition gas. good.
- the lower the flow rate ratio of the oxygen gas to the total flow rate of the film formation gas during film formation, the better. is preferably 0% or more and 10% or less.
- an EDX mapping obtained using energy dispersive X-ray spectroscopy shows that a region containing In as a main component It can be confirmed that the (first region) and the region (second region) containing Ga as the main component are unevenly distributed and have a mixed structure.
- the first region is a region with higher conductivity than the second region. That is, when carriers flow through the first region, conductivity as a metal oxide is developed. Therefore, by distributing the first region in the form of a cloud in the metal oxide, a high field effect mobility ( ⁇ ) can be realized.
- the second region is a region with higher insulation than the first region.
- the leakage current can be suppressed by distributing the second region in the metal oxide.
- CAC-OS when used for a transistor, the conductivity caused by the first region and the insulation caused by the second region act in a complementary manner to provide a switching function (turning ON/OFF). functions) can be given to the CAC-OS.
- a part of the material has a conductive function
- a part of the material has an insulating function
- the whole material has a semiconductor function.
- CAC-OS is most suitable for various semiconductor devices including display devices.
- Oxide semiconductors have various structures and each has different characteristics.
- An oxide semiconductor of one embodiment of the present invention includes two or more of an amorphous oxide semiconductor, a polycrystalline oxide semiconductor, an a-like OS, a CAC-OS, an nc-OS, and a CAAC-OS. may
- an oxide semiconductor with low carrier concentration is preferably used for a transistor.
- the carrier concentration of the oxide semiconductor is 1 ⁇ 10 17 cm ⁇ 3 or less, preferably 1 ⁇ 10 15 cm ⁇ 3 or less, more preferably 1 ⁇ 10 13 cm ⁇ 3 or less, more preferably 1 ⁇ 10 11 cm ⁇ 3 or less. 3 or less, more preferably less than 1 ⁇ 10 10 cm ⁇ 3 and 1 ⁇ 10 ⁇ 9 cm ⁇ 3 or more.
- the impurity concentration in the oxide semiconductor film may be lowered to lower the defect level density.
- a low impurity concentration and a low defect level density are referred to as high-purity intrinsic or substantially high-purity intrinsic.
- an oxide semiconductor with a low carrier concentration is sometimes referred to as a highly purified intrinsic or substantially highly purified intrinsic oxide semiconductor.
- the trap level density may also be low.
- the charge trapped in the trap level of the oxide semiconductor takes a long time to disappear and may behave like a fixed charge. Therefore, a transistor whose channel formation region is formed in an oxide semiconductor with a high trap level density might have unstable electrical characteristics.
- Impurities include hydrogen, nitrogen, alkali metals, alkaline earth metals, iron, nickel, silicon, and the like.
- the concentration of silicon or carbon in the oxide semiconductor and the concentration of silicon or carbon in the vicinity of the interface with the oxide semiconductor are 2 ⁇ 10 18 atoms/cm 3 or less, preferably 2 ⁇ 10 17 atoms/cm 3 or less.
- the concentration of alkali metal or alkaline earth metal in the oxide semiconductor obtained by SIMS is set to 1 ⁇ 10 18 atoms/cm 3 or less, preferably 2 ⁇ 10 16 atoms/cm 3 or less.
- the nitrogen concentration in the oxide semiconductor obtained by SIMS is less than 5 ⁇ 10 19 atoms/cm 3 , preferably 5 ⁇ 10 18 atoms/cm 3 or less, more preferably 1 ⁇ 10 18 atoms/cm 3 or less. , more preferably 5 ⁇ 10 17 atoms/cm 3 or less.
- the oxide semiconductor reacts with oxygen that bonds to a metal atom to form water, which may cause oxygen vacancies.
- oxygen vacancies When hydrogen enters the oxygen vacancies, electrons, which are carriers, may be generated.
- part of hydrogen may bond with oxygen that bonds with a metal atom to generate an electron, which is a carrier. Therefore, a transistor including an oxide semiconductor containing hydrogen is likely to have normally-on characteristics. Therefore, hydrogen in the oxide semiconductor is preferably reduced as much as possible.
- the hydrogen concentration obtained by SIMS is less than 1 ⁇ 10 20 atoms/cm 3 , preferably less than 1 ⁇ 10 19 atoms/cm 3 , more preferably less than 5 ⁇ 10 18 atoms/cm. Less than 3 , more preferably less than 1 ⁇ 10 18 atoms/cm 3 .
- the electronic devices of this embodiment each include the display device of one embodiment of the present invention in a display portion.
- the display device of one embodiment of the present invention can easily have high definition and high resolution. Therefore, it can be used for display portions of various electronic devices.
- Examples of electronic devices include televisions, desktop or notebook personal computers, computer monitors, digital signage, large game machines such as pachinko machines, and other electronic devices with relatively large screens.
- Cameras digital video cameras, digital photo frames, mobile phones, mobile game machines, personal digital assistants, sound reproducing devices, and the like.
- the display device of one embodiment of the present invention can have high definition, it can be suitably used for an electronic device having a relatively small display portion.
- electronic devices include wristwatch-type and bracelet-type information terminals (wearable devices), VR devices such as head-mounted displays, glasses-type AR devices, and MR devices.
- wearable devices include wristwatch-type and bracelet-type information terminals (wearable devices), VR devices such as head-mounted displays, glasses-type AR devices, and MR devices.
- a wearable device that can be attached to a part is exemplified.
- a display device of one embodiment of the present invention includes HD (1280 ⁇ 720 pixels), FHD (1920 ⁇ 1080 pixels), WQHD (2560 ⁇ 1440 pixels), WQXGA (2560 ⁇ 1600 pixels), 4K (2560 ⁇ 1600 pixels), 3840 ⁇ 2160) and 8K (7680 ⁇ 4320 pixels).
- the resolution it is preferable to set the resolution to 4K, 8K, or higher.
- the pixel density (definition) of the display device of one embodiment of the present invention is preferably 100 ppi or more, preferably 300 ppi or more, more preferably 500 ppi or more, more preferably 1000 ppi or more, more preferably 2000 ppi or more, and 3000 ppi or more.
- the display device can support various screen ratios such as 1:1 (square), 4:3, 16:9, 16:10.
- the electronic device of this embodiment includes sensors (force, displacement, position, velocity, acceleration, angular velocity, number of revolutions, distance, light, liquid, magnetism, temperature, chemical substance, sound, time, hardness, electric field, current, voltage , power, radiation, flow, humidity, gradient, vibration, odor or infrared).
- the electronic device of this embodiment can have various functions. For example, functions to display various information (still images, moving images, text images, etc.) on the display unit, touch panel functions, calendars, functions to display dates or times, functions to execute various software (programs), wireless communication function, a function of reading a program or data recorded on a recording medium, and the like.
- FIGS. 29A, 29B, 30A, and 30B An example of a wearable device that can be worn on the head will be described with reference to FIGS. 29A, 29B, 30A, and 30B.
- These wearable devices have one or both of the function of displaying AR content and the function of displaying VR content.
- these wearable devices may have a function of displaying SR or MR content in addition to AR and VR.
- the electronic device has a function of displaying content such as AR, VR, SR, and MR, it is possible to enhance the immersive feeling of the user.
- Electronic device 700A shown in FIG. 29A and electronic device 700B shown in FIG. It has a control section (not shown), an imaging section (not shown), a pair of optical members 753 , a frame 757 and a pair of nose pads 758 .
- the display device of one embodiment of the present invention can be applied to the display panel 751 . Therefore, the electronic device can display images with extremely high definition.
- Each of the electronic devices 700A and 700B can project an image displayed on the display panel 751 onto the display area 756 of the optical member 753 . Since the optical member 753 has translucency, the user can see the image displayed in the display area superimposed on the transmitted image visually recognized through the optical member 753 . Therefore, the electronic device 700A and the electronic device 700B are electronic devices capable of AR display.
- the electronic device 700A and the electronic device 700B may be provided with a camera capable of capturing an image of the front as an imaging unit. Further, each of the electronic devices 700A and 700B includes an acceleration sensor such as a gyro sensor to detect the orientation of the user's head and display an image corresponding to the orientation in the display area 756. You can also
- the communication unit has a wireless communication device, and can supply a video signal or the like by the wireless communication device.
- a connector to which a cable to which a video signal and a power supply potential are supplied may be provided.
- the electronic device 700A and the electronic device 700B are provided with batteries, and can be charged wirelessly and/or wiredly.
- the housing 721 may be provided with a touch sensor module.
- the touch sensor module has a function of detecting that the outer surface of the housing 721 is touched.
- the touch sensor module can detect a user's tap operation, slide operation, or the like, and execute various processes. For example, it is possible to perform processing such as pausing or resuming a moving image by a tap operation, and it is possible to perform fast-forward or fast-reverse processing by a slide operation. Further, by providing a touch sensor module for each of the two housings 721, the range of operations can be expanded.
- Various touch sensors can be applied as the touch sensor module.
- various methods such as a capacitance method, a resistive film method, an infrared method, an electromagnetic induction method, a surface acoustic wave method, and an optical method can be adopted.
- a photoelectric conversion device (also referred to as a photoelectric conversion element) can be used as a light receiving device (also referred to as a light receiving element).
- a light receiving device also referred to as a light receiving element.
- an inorganic semiconductor and an organic semiconductor can be used for the active layer of the photoelectric conversion device.
- Electronic device 800A shown in FIG. 30A and electronic device 800B shown in FIG. It has a pair of imaging units 825 and a pair of lenses 832 .
- the display device of one embodiment of the present invention can be applied to the display portion 820 . Therefore, the electronic device can display images with extremely high definition. This allows the user to feel a high sense of immersion.
- the display unit 820 is provided inside the housing 821 at a position where it can be viewed through the lens 832 . By displaying different images on the pair of display portions 820, three-dimensional display using parallax can be performed.
- Each of the electronic device 800A and the electronic device 800B can be said to be an electronic device for VR.
- a user wearing electronic device 800 ⁇ /b>A or electronic device 800 ⁇ /b>B can view an image displayed on display unit 820 through lens 832 .
- the electronic device 800A and the electronic device 800B each have a mechanism that can adjust the left and right positions of the lens 832 and the display unit 820 so that they are optimally positioned according to the position of the user's eyes. preferably. Further, it is preferable to have a mechanism for adjusting focus by changing the distance between the lens 832 and the display portion 820 .
- Mounting portion 823 allows the user to mount electronic device 800A or electronic device 800B on the head.
- the shape is illustrated as a temple of spectacles (also referred to as a joint, a temple, etc.), but the shape is not limited to this.
- the mounting portion 823 may be worn by the user, and may be, for example, a helmet-type or band-type shape.
- the imaging unit 825 has a function of acquiring external information. Data acquired by the imaging unit 825 can be output to the display unit 820 . An image sensor can be used for the imaging unit 825 . Also, a plurality of cameras may be provided so as to be able to deal with a plurality of angles of view such as telephoto and wide angle.
- a distance measuring sensor capable of measuring the distance to an object
- the imaging unit 825 is one aspect of the detection unit.
- the detection unit for example, an image sensor or a distance image sensor such as LIDAR (Light Detection and Ranging) can be used.
- LIDAR Light Detection and Ranging
- the electronic device 800A may have a vibration mechanism that functions as bone conduction earphones.
- a vibration mechanism that functions as bone conduction earphones.
- one or more of the display portion 820, the housing 821, and the mounting portion 823 can be provided with the vibration mechanism.
- Each of the electronic device 800A and the electronic device 800B may have an input terminal.
- the input terminal can be connected to a cable that supplies a video signal from a video output device or the like, power for charging a battery provided in the electronic device, or the like.
- An electronic device of one embodiment of the present invention may have a function of wirelessly communicating with the earphone 750 .
- Earphone 750 has a communication unit (not shown) and has a wireless communication function.
- the earphone 750 can receive information (eg, audio data) from the electronic device by wireless communication function.
- electronic device 700A shown in FIG. 29A has a function of transmitting information to earphone 750 by a wireless communication function.
- electronic device 800A shown in FIG. 30A has a function of transmitting information to earphone 750 by a wireless communication function.
- the electronic device may have an earphone section.
- Electronic device 700B shown in FIG. 29B has earphone section 727 .
- the earphone section 727 and the control section can be configured to be wired to each other.
- a part of the wiring connecting the earphone section 727 and the control section may be arranged inside the housing 721 or the mounting section 723 .
- electronic device 800B shown in FIG. 30B has earphone section 827.
- the earphone unit 827 and the control unit 824 can be configured to be wired to each other.
- a part of the wiring connecting the earphone section 827 and the control section 824 may be arranged inside the housing 821 or the mounting section 823 .
- the earphone section 827 and the mounting section 823 may have magnets. Accordingly, the earphone section 827 can be fixed to the mounting section 823 by magnetic force, which is preferable because it facilitates storage.
- the electronic device may have an audio output terminal to which earphones, headphones, or the like can be connected. Also, the electronic device may have one or both of an audio input terminal and an audio input mechanism.
- the voice input mechanism for example, a sound collecting device such as a microphone can be used.
- the electronic device may function as a so-called headset.
- the electronic device of one embodiment of the present invention includes both glasses type (electronic device 700A, electronic device 700B, etc.) and goggle type (electronic device 800A, electronic device 800B, etc.). preferred.
- the electronic device of one embodiment of the present invention can transmit information to the earphone by wire or wirelessly.
- An electronic device 6500 illustrated in FIG. 31A is a mobile information terminal that can be used as a smart phone.
- An electronic device 6500 includes a housing 6501, a display portion 6502, a power button 6503, a button 6504, a speaker 6505, a microphone 6506, a camera 6507, a light source 6508, and the like.
- a display portion 6502 has a touch panel function.
- the display device of one embodiment of the present invention can be applied to the display portion 6502 .
- FIG. 31B is a schematic cross-sectional view including the end of the housing 6501 on the microphone 6506 side.
- a light-transmitting protective member 6510 is provided on the display surface side of the housing 6501, and a display panel 6511, an optical member 6512, a touch sensor panel 6513, and a printer are placed in a space surrounded by the housing 6501 and the protective member 6510.
- a substrate 6517, a battery 6518, and the like are arranged.
- a display panel 6511, an optical member 6512, and a touch sensor panel 6513 are fixed to the protective member 6510 with an adhesive layer (not shown).
- a portion of the display panel 6511 is folded back in a region outside the display portion 6502, and the FPC 6515 is connected to the folded portion.
- An IC6516 is mounted on the FPC6515.
- the FPC 6515 is connected to terminals provided on the printed circuit board 6517 .
- the flexible display of one embodiment of the present invention can be applied to the display panel 6511 . Therefore, an extremely lightweight electronic device can be realized. In addition, since the display panel 6511 is extremely thin, the thickness of the electronic device can be reduced and the large-capacity battery 6518 can be mounted. In addition, by folding back part of the display panel 6511 and arranging a connection portion with the FPC 6515 on the back side of the pixel portion, an electronic device with a narrow frame can be realized.
- FIG. 32A shows an example of a television device.
- a television set 7100 has a display portion 7000 incorporated in a housing 7101 .
- a configuration in which a housing 7101 is supported by a stand 7103 is shown.
- the display device of one embodiment of the present invention can be applied to the display portion 7000 .
- the operation of the television apparatus 7100 shown in FIG. 32A can be performed by operation switches provided in the housing 7101 and a separate remote controller 7111 .
- the display portion 7000 may be provided with a touch sensor, and the television device 7100 may be operated by touching the display portion 7000 with a finger or the like.
- the remote controller 7111 may have a display section for displaying information output from the remote controller 7111 .
- a channel and a volume can be operated with operation keys or a touch panel provided in the remote controller 7111 , and an image displayed on the display portion 7000 can be operated.
- the television device 7100 is configured to include a receiver, a modem, and the like.
- the receiver can receive general television broadcasts. Also, by connecting to a wired or wireless communication network via a modem, one-way (from the sender to the receiver) or two-way (between the sender and the receiver, or between the receivers, etc.) information communication is performed. is also possible.
- FIG. 32B shows an example of a notebook personal computer.
- a notebook personal computer 7200 has a housing 7211, a keyboard 7212, a pointing device 7213, an external connection port 7214, and the like.
- the display portion 7000 is incorporated in the housing 7211 .
- the display device of one embodiment of the present invention can be applied to the display portion 7000 .
- FIG. 32C An example of digital signage is shown in FIG. 32C and FIG. 32D.
- a digital signage 7300 illustrated in FIG. 32C includes a housing 7301, a display portion 7000, speakers 7303, and the like. Furthermore, it can have an LED lamp, an operation key (including a power switch or an operation switch), connection terminals, various sensors, a microphone, and the like.
- FIG. 32D is a digital signage 7400 mounted on a cylindrical post 7401.
- FIG. A digital signage 7400 has a display section 7000 provided along the curved surface of a pillar 7401 .
- the display device of one embodiment of the present invention can be applied to the display portion 7000 in FIGS. 32C and 32D.
- the display portion 7000 As the display portion 7000 is wider, the amount of information that can be provided at one time can be increased. In addition, the wider the display unit 7000, the more conspicuous it is, and the more effective the advertisement can be, for example.
- a touch panel By applying a touch panel to the display portion 7000, not only an image or a moving image can be displayed on the display portion 7000 but also the user can intuitively operate the display portion 7000, which is preferable. Further, when used for providing information such as route information or traffic information, usability can be enhanced by intuitive operation.
- the digital signage 7300 or digital signage 7400 is preferably capable of cooperating with an information terminal 7311 or 7411 such as a smartphone possessed by the user through wireless communication.
- advertisement information displayed on the display unit 7000 can be displayed on the screen of the information terminal 7311 or the information terminal 7411 .
- display on the display portion 7000 can be switched.
- the digital signage 7300 or the digital signage 7400 can execute a game using the screen of the information terminal 7311 or 7411 as an operation means (controller). This allows an unspecified number of users to simultaneously participate in and enjoy the game.
- the electronic device shown in FIGS. 33A to 33G includes a housing 9000, a display unit 9001, a speaker 9003, operation keys 9005 (including a power switch or an operation switch), connection terminals 9006, sensors 9007 (force, displacement, position, speed , acceleration, angular velocity, number of rotations, distance, light, liquid, magnetism, temperature, chemical substances, sound, time, hardness, electric field, current, voltage, power, radiation, flow rate, humidity, gradient, vibration, smell, or infrared rays function), a microphone 9008, and the like.
- the electronic devices shown in FIGS. 33A-33G have various functions. For example, a function to display various information (still images, moving images, text images, etc.) on the display unit, a touch panel function, a calendar, a function to display the date or time, etc., a function to control processing by various software (programs), It can have a wireless communication function, a function of reading and processing programs or data recorded on a recording medium, and the like. Note that the functions of the electronic device are not limited to these, and can have various functions.
- the electronic device may have a plurality of display units.
- the electronic device is equipped with a camera, etc., and has the function of capturing still images or moving images and storing them in a recording medium (external or built into the camera), or the function of displaying the captured image on the display unit, etc. good.
- FIG. 33A is a perspective view showing a mobile information terminal 9101.
- the mobile information terminal 9101 can be used as a smart phone, for example.
- the portable information terminal 9101 may be provided with a speaker 9003, a connection terminal 9006, a sensor 9007, and the like.
- the mobile information terminal 9101 can display text and image information on its multiple surfaces.
- FIG. 33A shows an example in which three icons 9050 are displayed.
- Information 9051 indicated by a dashed rectangle can also be displayed on another surface of the display portion 9001 . Examples of the information 9051 include notification of incoming e-mail, SNS, telephone call, title of e-mail or SNS, sender name, date and time, remaining battery power, radio wave intensity, and the like.
- an icon 9050 or the like may be displayed at the position where the information 9051 is displayed.
- FIG. 33B is a perspective view showing the mobile information terminal 9102.
- the portable information terminal 9102 has a function of displaying information on three or more sides of the display portion 9001 .
- information 9052, information 9053, and information 9054 are displayed on different surfaces.
- the user can confirm the information 9053 displayed at a position where the mobile information terminal 9102 can be viewed from above the mobile information terminal 9102 while the mobile information terminal 9102 is stored in the chest pocket of the clothes.
- the user can check the display without taking out the portable information terminal 9102 from the pocket, and can determine, for example, whether to receive a call.
- FIG. 33C is a perspective view showing the tablet terminal 9103.
- the tablet terminal 9103 can execute various applications such as mobile phone, e-mail, reading and creating text, playing music, Internet communication, and computer games.
- the tablet terminal 9103 has a display portion 9001, a camera 9002, a microphone 9008, and a speaker 9003 on the front of the housing 9000, operation keys 9005 as operation buttons on the left side of the housing 9000, and connection terminals on the bottom. 9006.
- FIG. 33D is a perspective view showing a wristwatch-type personal digital assistant 9200.
- the mobile information terminal 9200 can be used as a smart watch (registered trademark), for example.
- the display portion 9001 has a curved display surface, and display can be performed along the curved display surface.
- the mobile information terminal 9200 can also make hands-free calls by mutual communication with a headset capable of wireless communication, for example.
- the portable information terminal 9200 can transmit data to and from another information terminal through the connection terminal 9006, and can be charged. Note that the charging operation may be performed by wireless power supply.
- FIG. 33E-33G are perspective views showing a foldable personal digital assistant 9201.
- FIG. 33E is a state in which the portable information terminal 9201 is unfolded
- FIG. 33G is a state in which it is folded
- FIG. 33F is a perspective view in the middle of changing from one of FIGS. 33E and 33G to the other.
- the portable information terminal 9201 has excellent portability in the folded state, and has excellent display visibility due to a seamless wide display area in the unfolded state.
- a display portion 9001 included in the portable information terminal 9201 is supported by three housings 9000 connected by hinges 9055 .
- the display portion 9001 can be bent with a curvature radius of 0.1 mm or more and 150 mm or less.
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Geometry (AREA)
- Optics & Photonics (AREA)
- Electroluminescent Light Sources (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023529148A JPWO2022263969A1 (https=) | 2021-06-18 | 2022-06-06 | |
| US18/567,650 US20240276789A1 (en) | 2021-06-18 | 2022-06-06 | Display apparatus |
| CN202280041854.7A CN117501808A (zh) | 2021-06-18 | 2022-06-06 | 显示装置 |
| KR1020247001795A KR20240022622A (ko) | 2021-06-18 | 2022-06-06 | 표시 장치 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021101841 | 2021-06-18 | ||
| JP2021-101841 | 2021-06-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022263969A1 true WO2022263969A1 (ja) | 2022-12-22 |
Family
ID=84526234
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/IB2022/055233 Ceased WO2022263969A1 (ja) | 2021-06-18 | 2022-06-06 | 表示装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240276789A1 (https=) |
| JP (1) | JPWO2022263969A1 (https=) |
| KR (1) | KR20240022622A (https=) |
| CN (1) | CN117501808A (https=) |
| WO (1) | WO2022263969A1 (https=) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012182125A (ja) * | 2011-02-11 | 2012-09-20 | Semiconductor Energy Lab Co Ltd | 表示装置 |
| JP2014011083A (ja) * | 2012-06-29 | 2014-01-20 | Canon Inc | 有機el表示装置の製造方法 |
| JP2019121604A (ja) * | 2017-12-27 | 2019-07-22 | エルジー ディスプレイ カンパニー リミテッド | マイクロキャビティ構造を有する高開口率マイクロ表示装置 |
| WO2019215538A1 (ja) * | 2018-05-11 | 2019-11-14 | 株式会社半導体エネルギー研究所 | 表示装置、表示モジュール、及び電子機器 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017072634A1 (en) | 2015-10-30 | 2017-05-04 | Semiconductor Energy Laboratory Co., Ltd. | Display device, electronic device, and method for manufacturing display device and electronic device |
-
2022
- 2022-06-06 WO PCT/IB2022/055233 patent/WO2022263969A1/ja not_active Ceased
- 2022-06-06 JP JP2023529148A patent/JPWO2022263969A1/ja active Pending
- 2022-06-06 KR KR1020247001795A patent/KR20240022622A/ko active Pending
- 2022-06-06 US US18/567,650 patent/US20240276789A1/en active Pending
- 2022-06-06 CN CN202280041854.7A patent/CN117501808A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012182125A (ja) * | 2011-02-11 | 2012-09-20 | Semiconductor Energy Lab Co Ltd | 表示装置 |
| JP2014011083A (ja) * | 2012-06-29 | 2014-01-20 | Canon Inc | 有機el表示装置の製造方法 |
| JP2019121604A (ja) * | 2017-12-27 | 2019-07-22 | エルジー ディスプレイ カンパニー リミテッド | マイクロキャビティ構造を有する高開口率マイクロ表示装置 |
| WO2019215538A1 (ja) * | 2018-05-11 | 2019-11-14 | 株式会社半導体エネルギー研究所 | 表示装置、表示モジュール、及び電子機器 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN117501808A (zh) | 2024-02-02 |
| KR20240022622A (ko) | 2024-02-20 |
| US20240276789A1 (en) | 2024-08-15 |
| JPWO2022263969A1 (https=) | 2022-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20230116067A1 (en) | Display apparatus, display module, and electronic device | |
| JP7752142B2 (ja) | 表示装置の作製方法 | |
| US20240130163A1 (en) | Display apparatus, manufacturing method of the display apparatus, display module, and electronic device | |
| US20240237425A9 (en) | Display apparatus, display module, electronic device, and method of manufacturing display apparatus | |
| US20240381704A1 (en) | Display apparatus, display module, electronic device, and method for fabricating display apparatus | |
| US20240334791A1 (en) | Display Apparatus And Electronic Device | |
| JP7806020B2 (ja) | 表示装置の作製方法 | |
| US20240164169A1 (en) | Display apparatus, display module, electronic device, and method for manufacturing display apparatus | |
| US20240224734A1 (en) | Display apparatus, display module, electronic device, and method for fabricating display apparatus | |
| US20240074224A1 (en) | Display apparatus, display module, electronic device, and method of manufacturing display apparatus | |
| JP7823038B2 (ja) | 表示装置 | |
| JP7817984B2 (ja) | 表示装置、及び表示装置の作製方法 | |
| US20240284740A1 (en) | Display apparatus | |
| US20240138223A1 (en) | Display apparatus, display module, electronic device, and method of manufacturing display apparatus | |
| US20240099070A1 (en) | Display apparatus, display module, electronic device, and method of manufacturing display apparatus | |
| US20240389393A1 (en) | Display device, display module, electronic device, and method for manufacturing display device | |
| US20240324309A1 (en) | Display apparatus and method for manufacturing display apparatus | |
| WO2023144643A1 (ja) | 表示装置、及び表示装置の作製方法 | |
| WO2023100022A1 (ja) | 表示装置、及び表示装置の作製方法 | |
| KR20240050346A (ko) | 표시 장치 및 전자 기기 | |
| WO2023285906A1 (ja) | 表示装置、表示モジュール、電子機器、及び、表示装置の作製方法 | |
| US20240276789A1 (en) | Display apparatus | |
| US20240155880A1 (en) | Display apparatus, display module, electronic device, and method of manufacturing display apparatus | |
| US20240172488A1 (en) | Display apparatus, display module, electronic device, and method for manufacturing display apparatus | |
| US20240341148A1 (en) | Display apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22824388 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023529148 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18567650 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280041854.7 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 20247001795 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020247001795 Country of ref document: KR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22824388 Country of ref document: EP Kind code of ref document: A1 |