WO2022158559A1 - Fiber-reinforced plastic molding material and molded object thereof - Google Patents
Fiber-reinforced plastic molding material and molded object thereof Download PDFInfo
- Publication number
- WO2022158559A1 WO2022158559A1 PCT/JP2022/002152 JP2022002152W WO2022158559A1 WO 2022158559 A1 WO2022158559 A1 WO 2022158559A1 JP 2022002152 W JP2022002152 W JP 2022002152W WO 2022158559 A1 WO2022158559 A1 WO 2022158559A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- resin composition
- fiber
- reinforced plastic
- temperature
- Prior art date
Links
- 229920002430 Fibre-reinforced plastic Polymers 0.000 title claims abstract description 43
- 239000011151 fibre-reinforced plastic Substances 0.000 title claims abstract description 43
- 239000012778 molding material Substances 0.000 title claims abstract description 22
- 238000010137 moulding (plastic) Methods 0.000 title claims abstract description 15
- 229920005989 resin Polymers 0.000 claims abstract description 95
- 239000011347 resin Substances 0.000 claims abstract description 95
- 239000011342 resin composition Substances 0.000 claims abstract description 82
- 239000011159 matrix material Substances 0.000 claims abstract description 60
- 229920006287 phenoxy resin Polymers 0.000 claims abstract description 48
- 239000013034 phenoxy resin Substances 0.000 claims abstract description 48
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 40
- 239000000463 material Substances 0.000 claims description 47
- 239000012783 reinforcing fiber Substances 0.000 claims description 44
- 239000003822 epoxy resin Substances 0.000 claims description 38
- 239000000155 melt Substances 0.000 claims description 38
- 229920000647 polyepoxide Polymers 0.000 claims description 38
- 238000000465 moulding Methods 0.000 claims description 31
- 239000004431 polycarbonate resin Substances 0.000 claims description 18
- 229920005668 polycarbonate resin Polymers 0.000 claims description 18
- 229920001225 polyester resin Polymers 0.000 claims description 17
- 239000004645 polyester resin Substances 0.000 claims description 17
- 229920006122 polyamide resin Polymers 0.000 claims description 14
- 239000000203 mixture Substances 0.000 claims description 13
- 230000009257 reactivity Effects 0.000 claims description 9
- 230000008859 change Effects 0.000 claims description 4
- 238000000034 method Methods 0.000 abstract description 28
- 229920006351 engineering plastic Polymers 0.000 abstract description 7
- 238000012545 processing Methods 0.000 abstract description 6
- 230000008569 process Effects 0.000 abstract description 4
- 230000003014 reinforcing effect Effects 0.000 abstract 1
- -1 polypropylene Polymers 0.000 description 34
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 31
- 239000000835 fiber Substances 0.000 description 20
- 239000000843 powder Substances 0.000 description 20
- 238000002844 melting Methods 0.000 description 18
- 230000008018 melting Effects 0.000 description 18
- 229920000049 Carbon (fiber) Polymers 0.000 description 15
- 229910000831 Steel Inorganic materials 0.000 description 15
- 239000004917 carbon fiber Substances 0.000 description 15
- 239000010959 steel Substances 0.000 description 15
- 125000003118 aryl group Chemical group 0.000 description 13
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 13
- 230000009477 glass transition Effects 0.000 description 13
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 13
- 238000002156 mixing Methods 0.000 description 11
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 239000003431 cross linking reagent Substances 0.000 description 8
- 238000004132 cross linking Methods 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 239000002245 particle Substances 0.000 description 7
- 238000004513 sizing Methods 0.000 description 7
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 7
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 238000012360 testing method Methods 0.000 description 6
- 239000004953 Aliphatic polyamide Substances 0.000 description 5
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 5
- 150000008065 acid anhydrides Chemical class 0.000 description 5
- 229920003231 aliphatic polyamide Polymers 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 5
- 238000013329 compounding Methods 0.000 description 5
- 239000011199 continuous fiber reinforced thermoplastic Substances 0.000 description 5
- 238000001816 cooling Methods 0.000 description 5
- 230000005686 electrostatic field Effects 0.000 description 5
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 5
- 239000004745 nonwoven fabric Substances 0.000 description 5
- 229920001707 polybutylene terephthalate Polymers 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- 239000004677 Nylon Substances 0.000 description 4
- 229920002292 Nylon 6 Polymers 0.000 description 4
- 125000004018 acid anhydride group Chemical group 0.000 description 4
- 238000005452 bending Methods 0.000 description 4
- 230000001588 bifunctional effect Effects 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 230000006866 deterioration Effects 0.000 description 4
- 229920001778 nylon Polymers 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 229920001187 thermosetting polymer Polymers 0.000 description 4
- MQAHXEQUBNDFGI-UHFFFAOYSA-N 5-[4-[2-[4-[(1,3-dioxo-2-benzofuran-5-yl)oxy]phenyl]propan-2-yl]phenoxy]-2-benzofuran-1,3-dione Chemical compound C1=C2C(=O)OC(=O)C2=CC(OC2=CC=C(C=C2)C(C)(C=2C=CC(OC=3C=C4C(=O)OC(=O)C4=CC=3)=CC=2)C)=C1 MQAHXEQUBNDFGI-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 125000003700 epoxy group Chemical group 0.000 description 3
- 238000005227 gel permeation chromatography Methods 0.000 description 3
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000005470 impregnation Methods 0.000 description 3
- 229920003986 novolac Polymers 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- DNXHEGUUPJUMQT-UHFFFAOYSA-N (+)-estrone Natural products OC1=CC=C2C3CCC(C)(C(CC4)=O)C4C3CCC2=C1 DNXHEGUUPJUMQT-UHFFFAOYSA-N 0.000 description 2
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 2
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- 238000011088 calibration curve Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 150000001991 dicarboxylic acids Chemical class 0.000 description 2
- 150000002009 diols Chemical class 0.000 description 2
- USIUVYZYUHIAEV-UHFFFAOYSA-N diphenyl ether Chemical compound C=1C=CC=CC=1OC1=CC=CC=C1 USIUVYZYUHIAEV-UHFFFAOYSA-N 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 239000003063 flame retardant Substances 0.000 description 2
- 239000012948 isocyanate Substances 0.000 description 2
- 150000003951 lactams Chemical class 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 125000005487 naphthalate group Chemical group 0.000 description 2
- QWVGKYWNOKOFNN-UHFFFAOYSA-N o-cresol Chemical compound CC1=CC=CC=C1O QWVGKYWNOKOFNN-UHFFFAOYSA-N 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 238000007151 ring opening polymerisation reaction Methods 0.000 description 2
- 229920006012 semi-aromatic polyamide Polymers 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- HCNHNBLSNVSJTJ-UHFFFAOYSA-N 1,1-Bis(4-hydroxyphenyl)ethane Chemical compound C=1C=C(O)C=CC=1C(C)C1=CC=C(O)C=C1 HCNHNBLSNVSJTJ-UHFFFAOYSA-N 0.000 description 1
- WERYXYBDKMZEQL-UHFFFAOYSA-N 1,4-butanediol Substances OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- KTMNDTPAJZKQPF-UHFFFAOYSA-N 2-tert-butyl-4-[1-(3-tert-butyl-4-hydroxyphenyl)propyl]phenol Chemical compound C=1C=C(O)C(C(C)(C)C)=CC=1C(CC)C1=CC=C(O)C(C(C)(C)C)=C1 KTMNDTPAJZKQPF-UHFFFAOYSA-N 0.000 description 1
- VEORPZCZECFIRK-UHFFFAOYSA-N 3,3',5,5'-tetrabromobisphenol A Chemical compound C=1C(Br)=C(O)C(Br)=CC=1C(C)(C)C1=CC(Br)=C(O)C(Br)=C1 VEORPZCZECFIRK-UHFFFAOYSA-N 0.000 description 1
- CKNCVRMXCLUOJI-UHFFFAOYSA-N 3,3'-dibromobisphenol A Chemical compound C=1C=C(O)C(Br)=CC=1C(C)(C)C1=CC=C(O)C(Br)=C1 CKNCVRMXCLUOJI-UHFFFAOYSA-N 0.000 description 1
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical compound C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 1
- VWGKEVWFBOUAND-UHFFFAOYSA-N 4,4'-thiodiphenol Chemical compound C1=CC(O)=CC=C1SC1=CC=C(O)C=C1 VWGKEVWFBOUAND-UHFFFAOYSA-N 0.000 description 1
- NZGQHKSLKRFZFL-UHFFFAOYSA-N 4-(4-hydroxyphenoxy)phenol Chemical compound C1=CC(O)=CC=C1OC1=CC=C(O)C=C1 NZGQHKSLKRFZFL-UHFFFAOYSA-N 0.000 description 1
- RQCACQIALULDSK-UHFFFAOYSA-N 4-(4-hydroxyphenyl)sulfinylphenol Chemical compound C1=CC(O)=CC=C1S(=O)C1=CC=C(O)C=C1 RQCACQIALULDSK-UHFFFAOYSA-N 0.000 description 1
- RSSGMIIGVQRGDS-UHFFFAOYSA-N 4-[(4-hydroxyphenyl)-phenylmethyl]phenol Chemical compound C1=CC(O)=CC=C1C(C=1C=CC(O)=CC=1)C1=CC=CC=C1 RSSGMIIGVQRGDS-UHFFFAOYSA-N 0.000 description 1
- OVVCSFQRAXVPGT-UHFFFAOYSA-N 4-[1-(4-hydroxyphenyl)cyclopentyl]phenol Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)CCCC1 OVVCSFQRAXVPGT-UHFFFAOYSA-N 0.000 description 1
- GRCXOICCGCYITB-UHFFFAOYSA-N 4-[2-[2-[2-(4-hydroxyphenyl)-3-methylphenyl]propan-2-yl]-6-methylphenyl]phenol Chemical compound CC1=CC=CC(C(C)(C)C=2C(=C(C)C=CC=2)C=2C=CC(O)=CC=2)=C1C1=CC=C(O)C=C1 GRCXOICCGCYITB-UHFFFAOYSA-N 0.000 description 1
- QQGYZOYWNCKGEK-UHFFFAOYSA-N 5-[(1,3-dioxo-2-benzofuran-5-yl)oxy]-2-benzofuran-1,3-dione Chemical compound C1=C2C(=O)OC(=O)C2=CC(OC=2C=C3C(=O)OC(C3=CC=2)=O)=C1 QQGYZOYWNCKGEK-UHFFFAOYSA-N 0.000 description 1
- 229920002748 Basalt fiber Polymers 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- HTVITOHKHWFJKO-UHFFFAOYSA-N Bisphenol B Chemical compound C=1C=C(O)C=CC=1C(C)(CC)C1=CC=C(O)C=C1 HTVITOHKHWFJKO-UHFFFAOYSA-N 0.000 description 1
- SDDLEVPIDBLVHC-UHFFFAOYSA-N Bisphenol Z Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)CCCCC1 SDDLEVPIDBLVHC-UHFFFAOYSA-N 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 239000004971 Cross linker Substances 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- 239000004420 Iupilon Substances 0.000 description 1
- 229920000271 Kevlar® Polymers 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- 229920000784 Nomex Polymers 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920000305 Nylon 6,10 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 229920000007 Nylon MXD6 Polymers 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- YGYAWVDWMABLBF-UHFFFAOYSA-N Phosgene Chemical compound ClC(Cl)=O YGYAWVDWMABLBF-UHFFFAOYSA-N 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- KYPYTERUKNKOLP-UHFFFAOYSA-N Tetrachlorobisphenol A Chemical compound C=1C(Cl)=C(O)C(Cl)=CC=1C(C)(C)C1=CC(Cl)=C(O)C(Cl)=C1 KYPYTERUKNKOLP-UHFFFAOYSA-N 0.000 description 1
- 229920000561 Twaron Polymers 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- GTDPSWPPOUPBNX-UHFFFAOYSA-N ac1mqpva Chemical compound CC12C(=O)OC(=O)C1(C)C1(C)C2(C)C(=O)OC1=O GTDPSWPPOUPBNX-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000009529 body temperature measurement Methods 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 150000004650 carbonic acid diesters Chemical class 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 238000009960 carding Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000006482 condensation reaction Methods 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 150000004985 diamines Chemical class 0.000 description 1
- 125000006159 dianhydride group Chemical group 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 125000004185 ester group Chemical group 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- ANSXAPJVJOKRDJ-UHFFFAOYSA-N furo[3,4-f][2]benzofuran-1,3,5,7-tetrone Chemical compound C1=C2C(=O)OC(=O)C2=CC2=C1C(=O)OC2=O ANSXAPJVJOKRDJ-UHFFFAOYSA-N 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 229920006015 heat resistant resin Polymers 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000004761 kevlar Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 1
- 239000004763 nomex Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000000088 plastic resin Substances 0.000 description 1
- 229920006111 poly(hexamethylene terephthalamide) Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 238000012643 polycondensation polymerization Methods 0.000 description 1
- 238000006068 polycondensation reaction Methods 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000005809 transesterification reaction Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- AAAQKTZKLRYKHR-UHFFFAOYSA-N triphenylmethane Chemical compound C1=CC=CC=C1C(C=1C=CC=CC=1)C1=CC=CC=C1 AAAQKTZKLRYKHR-UHFFFAOYSA-N 0.000 description 1
- 239000004762 twaron Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L69/00—Compositions of polycarbonates; Compositions of derivatives of polycarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L71/00—Compositions of polyethers obtained by reactions forming an ether link in the main chain; Compositions of derivatives of such polymers
- C08L71/08—Polyethers derived from hydroxy compounds or from their metallic derivatives
- C08L71/10—Polyethers derived from hydroxy compounds or from their metallic derivatives from phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
Definitions
- the present invention relates to a fiber-reinforced plastic molding material and a molded article thereof, which can provide a fiber-reinforced plastic molded article having excellent heat resistance and suppressing springback even when placed in a high-temperature environment. It is.
- Fiber-reinforced thermoplastic which uses thermoplastic resin as the matrix resin
- FRP fiber-reinforced plastic
- thermosetting resin such as epoxy resin as the matrix resin
- CFRTP CFRTP
- the matrix resin softens during the preheating process during molding by hot press and during demolding after molding.
- the reinforcing fiber base material expands due to the restoring force, which causes problems such as decomposition of the resin, deterioration of the surface properties of the molded article, and generation of voids in the molded article.
- the restoring force of the reinforcing fiber base material cannot be suppressed, and the molded body undergoes a dimensional change more than expected.
- the restoring force of the reinforcing fiber base material mentioned above is also called springback, and in order to reduce it, a super engineering plastic with a very high glass transition temperature (Tg) and melting point is used as the matrix resin, and the blending ratio with the reinforcing fiber is adjusted.
- a method of adjusting (Patent Document 1), a method of using a thermoplastic resin that has a storage elastic modulus of a certain value or more by dynamic viscoelasticity measurement at 200 ° C. as a matrix resin (Patent Document 2), a heat treatment that becomes a matrix resin
- Patent Document 3 A method of adding carbon black or the like to a plastic resin to improve the strength of the resin has been studied.
- An object of the present invention is to provide a resin composition that can be obtained.
- a fiber-reinforced plastic molding material in which a reinforcing fiber base material is impregnated with a resin composition containing a thermoplastic resin has a resin composition that serves as a matrix resin of the fiber-reinforced plastic when formed into a molded product.
- the inventors have found that by using a matrix resin composition having a melt viscosity of 10,000 Pa ⁇ s or more in a temperature range of 220°C or less, a molded article has both excellent heat resistance and dimensional stability, and have arrived at the present invention. is.
- the present invention is a resin composition containing a thermoplastic resin that becomes a matrix resin of a fiber-reinforced plastic after being impregnated into a reinforcing fiber base material, 50 wt% or more of the entire resin composition is a thermoplastic resin containing a phenoxy resin as an essential component,
- a thermoplastic resin composition characterized by having a melt viscosity exceeding 10000 Pa s in a temperature range of 220° C. or lower when the temperature is raised from room temperature to 280° C. using a rheometer and then cooled to room temperature again. be.
- the matrix resin is the phenoxy resin (A), and the remainder is a second thermoplastic resin (B- 1 to 3) are preferred.
- the present invention provides a fiber-reinforced plastic molding material obtained by impregnating a reinforcing fiber base material with the above resin composition, and a molded article obtained by molding the fiber-reinforced plastic molding material. It is preferable that the molded article of the present invention has a change rate of more than 0% and less than 10% in the thickness of the fiber-reinforced plastic after standing for 10 minutes in the same thermal environment as the temperature during molding and then cooling to room temperature. be.
- the softening of the matrix resin is very small and the springback of the reinforcing fiber is suppressed even after being molded and placed in an environment above the molding temperature.
- High retention rate of mechanical strength in high temperature environment, and deformation of molded products is less likely to occur. Therefore, it is particularly useful as a FRTP material, particularly a CFRTP material, for structural members used in harsh environments such as automobiles and aerospace.
- the matrix resin is composed of a general-purpose resin material that is not a super engineering plastic, the material and manufacturing costs are low.
- the matrix resin composition used in the fiber-reinforced plastic molding material of the present invention contains a thermoplastic resin.
- the matrix resin is also called MT resin.
- thermoplastic resins include polyolefins such as phenoxy resins (also known as thermoplastic epoxy resins), polyamide resins, polyester resins, polycarbonate resins, and acid anhydride-modified polypropylene resins.
- phenoxy resins also known as thermoplastic epoxy resins
- polyamide resins also known as thermoplastic epoxy resins
- polyester resins also known as thermoplastic epoxy resins
- polycarbonate resins polycarbonate resins
- acid anhydride-modified polypropylene resins acid anhydride-modified polypropylene resins.
- a phenoxy resin that has good affinity and impregnation with the reinforcing fiber base material has a residual epoxy group at the molecular chain end, and is easy to use the secondary hydroxyl group of the side chain for the cross-linking reaction is preferably used. .
- thermosetting resin such as an epoxy resin
- a thermoplastic resin %, more preferably 75-100 wt%. If the thermoplastic resin in the matrix resin is less than 50% by weight, the effect of the thermosetting resin becomes more pronounced. decreases.
- the melt viscosity of the matrix resin (resin composition) measured when the temperature is raised from room temperature to 280°C using a rheometer and then cooled to room temperature again is 220°C or less. It exceeds 10000 Pa ⁇ s in the temperature range of .
- the melt viscosity of the matrix resin is preferably 12000 Pa ⁇ s or more, more preferably 15000 Pa ⁇ s or more. If the melt viscosity of the matrix resin is 10,000 or less, the matrix resin softens more than necessary when the molded article is exposed to a high-temperature environment, and flows against the repulsive force of the reinforcing fiber base material. A springback phenomenon occurs.
- the temperature at which the melt viscosity exceeds 10000 Pa s is defined as a temperature range of 220 ° C. or less, which allows the molded CFRP to have a margin in heat resistance even if it is exposed to an environment of about 200 ° C. It's for.
- the melt viscosity exceeds 10000 Pa ⁇ s even at 220°C or higher, the effect of the present invention can be obtained, but the upper limit is about 280°C.
- the melt viscosity ( ⁇ 220+ ) when reaching 220 ° C.
- the matrix resin of the present invention melts at a glass transition point of +100° C. or -5° C. from the melting point of the main resin component alone constituting the matrix resin (the resin component alone having low thermophysical properties when the constituent components are in equal amounts). More preferably, the viscosity ( ⁇ Tg+100 , ⁇ Tm ⁇ 5 ) is higher than the melt viscosity of the main resin alone constituting the matrix resin.
- the magnitude of the melt viscosity parameter of the matrix resin composition when the temperature is raised and lowered satisfies the above relationship, so that the fiber-reinforced plastic molded article obtained from the fiber-reinforced plastic molding material of the present invention can be heated at a temperature as high as 200°C. Even when placed in an environment, even if the matrix resin softens, its fluidity is greatly suppressed, so the springback phenomenon does not easily occur, and the dimensional accuracy and mechanical properties of fiber-reinforced plastic molded products can be maintained.
- the matrix resin composition used in the fiber-reinforced plastic molding material of the present invention has a minimum melt viscosity of 3000 Pa ⁇ s or less when heated from room temperature to 280°C. It is suitable for good impregnation of the matrix resin into the fiber base material.
- the minimum melt viscosity is preferably 50 to 3000 Pa ⁇ s, more preferably 100 to 2500 Pa ⁇ s.
- the matrix resin includes a thermoplastic resin and is not particularly limited as long as it exhibits the predetermined melt viscosity behavior described above, but may be a mixture of two or more resins having reactivity with each other. More preferably, it is a mixture of two or more resins having crosslinkability.
- the presence or absence of reactivity of the matrix resin composition is determined by the presence or absence of an increase in melt viscosity when the resin composition is heated to 280°C with a rheometer and then held at 280°C for 30 minutes or more. can judge. It is preferable to exhibit a reactivity that can confirm an increase in melt viscosity ( ⁇ ) by a factor of 2 or more during the holding period at 280°C. More preferably, the reactivity is such that a melt viscosity increase of 5 times or more can be confirmed.
- a mixture of two or more resins having reactivity with each other is a resin composition in which residual reactive groups at polymer chain ends have reacted, and examples thereof include a combination of a phenoxy resin and a polyamide resin.
- Both the phenoxy resin (A) and the polyamide resin (B) are resins having a polar group, and the phenoxy resin (A) has a residual epoxy group at the polymer chain end, and the polyamide resin (B-1) has a residual amine group. Alternatively, it has a carboxyl group, and when the two are blended, the compatibility is good, so it is presumed that the two react to some extent.
- the blending ratio of the phenoxy resin (A) and the second thermoplastic resin (B) selected from any one of the group consisting of polyamide resin, polycarbonate resin and aromatic polyester resin is 100 mass in total for both. %, the ratio of the phenoxy resin (A) should be 30 to 70% by mass, and the ratio of the second thermoplastic resin (B) should be 30 to 70% by mass. That is, it is preferable to mix them in a ratio of 30/70 to 70/30 in a mixing ratio (mass ratio) represented by (A)/(B).
- the compounding ratio (A)/(B) is preferably 70/30 to 40/60, more preferably 70/30 to 50/50.
- the compounding ratio (A)/(B) exceeds 70/30 and the ratio of the phenoxy resin (A) is further increased, the effect of improving the heat resistance by compounding the second thermoplastic resin is no longer observed.
- the compounding ratio (A)/(B) is less than 30/70 and the ratio of the second thermoplastic resin (B) is increased, the rigidity improvement due to the compounding of the phenoxy resin is not observed, so it is Rigidity at
- a phenoxy resin is a thermoplastic resin obtained from a condensation reaction between a dihydric phenol compound and epihalohydrin or a polyaddition reaction between a dihydric phenol compound and a bifunctional epoxy resin. method can be obtained.
- Resins called polyhydroxypolyether resins and thermoplastic epoxy resins are other names of phenoxy resins and correspond to the phenoxy resins of the present invention.
- the average molecular weight of the phenoxy resin is usually 10,000 to 200,000, preferably 20,000 to 100,000, and more preferably 30,000 to 80,000 as a weight average molecular weight (Mw). be. If the Mw is too low, the strength of the FRTP molding will be poor, and if it is too high, the workability and workability will tend to be poor. In addition, Mw is a value measured by gel permeation chromatography (GPC) and converted using a standard polystyrene calibration curve.
- GPC gel permeation chromatography
- the hydroxyl group equivalent (g/eq) of the phenoxy resin is usually 50-1000, preferably 50-750, particularly preferably 50-500. If the hydroxyl group equivalent is too low, the number of hydroxyl groups increases and the water absorption rate increases, so there is a concern that the mechanical properties may deteriorate. If the hydroxyl group equivalent is too high, the number of hydroxyl groups is small, and the wettability with the reinforcing fiber base material, particularly carbon fibers, is lowered.
- a phenoxy resin having a glass transition point (Tg) of 65°C to 160°C is suitable, preferably 70°C to 150°C. If the glass transition point is lower than 65° C., moldability is improved, but problems such as deterioration of powder or pellet storage stability due to blocking and stickiness during preforming (deterioration of tackiness) occur. If the temperature is higher than 160°C, the melt viscosity becomes high and the moldability and the filling property of the reinforcing fiber base material are deteriorated. As a result, higher temperature press molding is required.
- the glass transition point of the phenoxy resin is measured in the range of 20 to 280° C.
- the melt viscosity of the phenoxy resin is preferably 3,000 Pa ⁇ s or less in a temperature range of Tg ( ⁇ 160°C) or higher. It is more preferably 500 Pa ⁇ s or less, still more preferably 300 Pa ⁇ s or less. On the other hand, the lower limit of the melt viscosity is preferably 10 Pa ⁇ s or more, more preferably 50 Pa ⁇ s or more. In addition, since the phenoxy resin does not have a melting point (Tm), the melt viscosity changes gradually according to the temperature.
- Tm melting point
- the phenoxy resin is not particularly limited as long as it satisfies the predetermined physical properties described above.
- YP-55U bisphenol F type phenoxy resin
- bisphenol F type phenoxy resin for example, product name Phenotote FX-316 manufactured by Nippon Steel Chemical & Materials Co., Ltd.
- copolymerized phenoxy resin of bisphenol A and bisphenol F for example, Nippon Steel Chemical & Materials Co., Ltd. (product name YP-70 manufactured by Nippon Steel Chemical & Materials Co., Ltd.), or special phenoxy resins (for example, product names Phenotote YPB-43C, FX293 manufactured by Nippon Steel Chemical & Materials Co., Ltd.), etc.
- These can be used alone or in combination of two or more. can be used.
- the second thermoplastic resin (B) is selected from any one of the group consisting of polyamide resin (B-1), polycarbonate resin (B-2) and polyester resin (B-3), and mixtures thereof may be
- Polyamide resins are thermoplastic resins whose main chain is composed of repeating amide bonds, and are obtained by ring-opening polymerization of lactams, co-condensation polymerization of lactams, dehydration condensation of diamines and dicarboxylic acids, and the like.
- Polyamide resins are all-aliphatic polyamide resins (e.g., nylon 6, nylon 11, nylon 12, nylon 66, nylon 610, etc.), also called nylon whose main chain consists of an aliphatic skeleton, and aromatics are contained in the main chain.
- Semi-aliphatic polyamide resin or semi-aromatic polyamide resin for example, nylon 6I, nylon 6T, nylon 9T, nylon M5T, nylon MXD6, etc.
- aramid whose main chain is composed only of an aromatic skeleton group polyamide resin [Kevlar, Nomex (manufactured by Toray DuPont Co., Ltd.), Twaron, Conex (manufactured by Teijin Limited)].
- a fully aliphatic polyamide resin and/or a semi-aliphatic (semi-aromatic) polyamide resin it is preferable to use a fully aliphatic polyamide resin and/or a semi-aliphatic (semi-aromatic) polyamide resin.
- a fully aliphatic polyamide resin is more preferable, and a fully aliphatic polyamide resin called nylon 6 (polyamide 6) obtained by ring-opening polymerization of ⁇ -caprolactam is most preferable.
- the polyamide resin preferably has a melting point or glass transition point of 180°C or higher and a melt viscosity of 1,000 Pa ⁇ s or lower at a temperature of 250°C or higher. It is preferable to use one having a melting point or glass transition point of 200° C. or higher and a melt viscosity of 1000 Pa ⁇ s or lower at 200 to 350° C.
- the polyamide resin preferably has a weight average molecular weight (Mw) of 10,000 or more, more preferably 25,000 or more.
- Mw weight average molecular weight
- the polycarbonate resin (B-2) blended with the phenoxy resin (A) is a thermoplastic resin obtained by reacting a dihydroxy compound with phosgene or carbonic acid diester.
- the polycarbonate resin preferably used in the present invention is solid at room temperature and preferably has a melt viscosity at 280°C of 3,000 Pa s or less, more preferably 2,000 Pa s or less, and still more preferably. It is 1,500 Pa ⁇ s or less. If the melt viscosity exceeds 3,000 Pa ⁇ s, the fluidity of the resin during molding is lowered, and the resin cannot spread sufficiently, causing voids, which is not preferable.
- aromatic polycarbonate resins obtained using aromatic dihydroxy compounds as raw materials are preferable in consideration of compatibility with bifunctional epoxy resins or phenoxy resins.
- aromatic dihydroxy compounds include 2,2-bis(4-hydroxyphenyl)propane (bisphenol A), bis(4-hydroxyphenyl)methane, 1,1-bis(4-hydroxyphenyl)ethane, 2, 2-bis(4-hydroxyphenyl)butane, 4,4'-dihydroxydiphenyl ether, 4,4'-dihydroxy-3,3'-dimethyldiphenyl ether, bis(4-hydroxyphenyl)phenylmethane, 2,2-bis( 4-hydroxyphenyl-3-methylphenyl)propane, 1,1-bis(4-hydroxy-3-tert-butylphenyl)propane, 1,1-bis(4-hydroxyphenyl)cyclopentane, 1,1-bis (4-hydroxyphenyl)cyclohexane, 4,4'-dihydroxydiphen
- the weight-average molecular weight (Mw) of the polycarbonate resin is not particularly limited, and from the viewpoint of ensuring the mechanical strength of the molded article, it is preferably in the range of 10,000 to 250,000, preferably 15,000 to 200,000. is more preferable. If the Mw of the polycarbonate resin is too low, the molded article may have poor mechanical properties and heat resistance, and if it is too high, workability and workability will tend to be poor. Mw is measured by gel permeation chromatography and converted using a standard polystyrene calibration curve.
- the glass transition temperature (Tg) of the polycarbonate resin is preferably 200° C. or lower. It is preferably 140°C to 170°C, more preferably 145°C to 165°C.
- Tg of the polycarbonate resin is higher than 200° C., the melt viscosity increases, and when the resin composition of the present embodiment is applied to FRP, for example, it is difficult to impregnate a reinforcing fiber base material without defects such as voids. Become.
- the lower limit of Tg is not particularly limited as long as there is no problem with workability, but it is preferably about 140° C. or higher.
- the melting point (Tm) of the polycarbonate resin although it does not show a very clear Tm, it is preferably in the range of 200 to 300°C, preferably 220 to 280°C, more preferably 240 to 260°C. If the melting point is less than 200°C, the cross-linking reaction may start in a state in which the phenoxy resin is insufficiently impregnated into the reinforcing fiber base material, for example, when applied to FRP. A molding machine with higher temperature specifications is required.
- the polyester resin (B-3) suitable for the present invention is an aromatic polyester resin having a melting point of 200°C or higher obtained by polycondensation of a dicarboxylic acid compound and a diol, and may be a semi-aromatic polyester resin.
- aromatic polyester resins having polycondensates of these dicarboxylic acid compounds and diols as structural units include polyethylene terephthalate, polyethylene naphthalate, polypropylene terephthalate, polybutylene terephthalate, polypropylene isophthalate, polybutylene isophthalate, polybutylene naphthalate, poly Examples include cyclohexanedimethylene terephthalate, and examples of copolymers include aromatic polyester resins such as polypropylene isophthalate/terephthalate, polybutylene isophthalate/terephthalate, polypropylene terephthalate/naphthalate, and polybutylene terephthalate/naphthalate.
- a polymer or copolymer having a polycondensate of an aromatic dicarboxylic acid compound and an aliphatic diol as a main structural unit is more preferable, and terephthalic acid and naphthalenedicarboxylic acid Polyethylene terephthalate, polyethylene naphthalate, polypropylene terephthalate, polybutylene whose main structural unit is a polycondensate of a dicarboxylic acid compound selected from ethylene glycol, propylene glycol and an aliphatic diol selected from 1,4-butanediol
- Aromatic polyester resins such as terephthalate, polyethylene isophthalate/terephthalate, polypropylene isophthalate/terephthalate, polybutylene isophthalate/terephthalate, polybutylene terephthalate/decanedicarboxylate, polybutylene terephthalate/polyte
- the polyester resin preferably has a weight average molecular weight (Mw) of 8,000 or more in order to further improve mechanical properties. Further, when the weight average molecular weight (Mw) is 500,000 or less, the balance between mechanical properties and moldability is excellent, which is preferable.
- the weight average molecular weight is more preferably 300,000 or less, still more preferably 250,000 or less.
- the melting point or glass transition point of the polyester resin is 200°C or higher, preferably 200 to 300°C or lower, more preferably 220 to 260°C.
- the melt viscosity is preferably in the range of 100 to 2000 Pa ⁇ s at temperatures above the melting point.
- a mixture of crosslinkable resins is a resin composition that can develop a three-dimensional crosslinked structure mainly using the reactive functional groups of the side chains of the polymer chains, regardless of the presence or absence of a crosslinker.
- a resin composition include a composition comprising a phenoxy resin (A), an epoxy resin (C) and an acid anhydride (D), a composition comprising a phenoxy resin (A) and a polycarbonate resin (B-2), Alternatively, a composition comprising a phenoxy resin (A) and a polyester resin (B-3) is exemplified.
- the phenoxy resin (A) can form a three-dimensional cross-linked structure using the secondary hydroxyl groups of the side chains.
- Acid anhydrides, isocyanate compounds, caprolactam and the like are known as cross-linking agents.
- the phenoxy resin (A) and the cross-linking agent (D) may be used. D) is preferably used in combination.
- Epoxy resin (C) is preferably a bifunctional or higher epoxy resin, bisphenol A type epoxy resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd. Epotote YD-011, Epotote YD-7011, Epotote YD-900), bisphenol F type epoxy Resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd. Epototo YDF-2001), diphenyl ether type epoxy resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd. YSLV-80DE), tetramethylbisphenol F type epoxy resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd.
- bisphenol A type epoxy resin e.g., Nippon Steel & Sumikin Chemical Co., Ltd. Epotote YD-011, Epotote YD-7011, Epotote YD-900
- YSLV-80XY bisphenol sulfide type epoxy resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd. YSLV-120TE), hydroquinone type epoxy resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd. Epototo YDC-1312), phenol novolac type epoxy resin, ( For example, Nippon Steel & Sumikin Chemical Co., Ltd. Epotote YDPN-638), ortho cresol novolac type epoxy resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd.
- Aralkyl naphthalenediol novolak type epoxy resin eg, ESN-355 manufactured by Nippon Steel & Sumikin Chemical Co., Ltd.
- triphenylmethane type epoxy resin eg, EPPN-502H manufactured by Nippon Kayaku Co., Ltd.
- the epoxy resin (C) is also preferably solid at room temperature, has a melting point of 75°C to 145°C, and a melt viscosity of 1.0 Pa ⁇ at 160°C.
- a crystalline epoxy resin having a viscosity of s or less is preferred. If the viscosity exceeds 1.0 Pa ⁇ s, the matrix resin composition will not fill the reinforcing fiber base material with poor homogeneity, which is not preferable. Since the melt viscosity of the crystalline epoxy resin is much lower than that of the solid epoxy resin, the impregnating property of the matrix resin can be improved by blending the crystalline epoxy resin. Therefore, it is suitable for combined use with a phenoxy resin having a high melt viscosity.
- the epoxy resin (C) should be blended in an amount of 5 to 85 parts by weight with respect to 100 parts by weight of the phenoxy resin (A). It is preferably 9 to 83 parts by weight, more preferably 10 to 70 parts by weight. If the amount of the epoxy resin (C) exceeds 85 parts by weight, it takes time to cure the epoxy resin, making it difficult to obtain the strength required for demolding in a short period of time, and the recyclability of the FRP decreases. On the other hand, if the amount of the epoxy resin (C) is less than 5 parts by weight, the effect of the epoxy resin will not be obtained, and the cured product of the matrix resin composition will hardly exhibit a glass transition temperature (Tg) of 160° C. or higher. Become.
- Tg glass transition temperature
- the cross-linking agent (D) is not particularly limited as long as it reacts with the secondary hydroxyl group of the side chain of the phenoxy resin to form a three-dimensional cross-linked structure, and may be an acid dianhydride, an isocyanate compound, caprolactam, or the like. It is desirable to use it together with the epoxy resin (C) because there is a risk that the cross-linking reaction will proceed too much or the cross-linking distance will be shortened and the resin composition will easily gel. For this reason, acid dianhydrides, which are polyfunctional and have reactivity with the epoxy resin (C), are preferred.
- aromatic acid dianhydrides such as pyromellitic anhydride, 4,4'-oxydiphthalic anhydride, and bisphenol A fujiphthalic anhydride (BisDA) have many reaction points and can improve the crosslink density. It is particularly preferably used because the Tg of the crosslinked cured product is greatly improved.
- the amount of the cross-linking agent (D) is usually in the range of 0.6 to 1.3 mol of the acid anhydride group per 1 mol of the secondary hydroxyl group of the phenoxy resin (A). It is preferably in the range of 0.9 to 1.3 mol, more preferably in the range of 0.9 to 1.1 mol. If the amount of acid anhydride groups is too small, the acid anhydride groups reactive with the secondary hydroxyl groups of the phenoxy resin (A) will be insufficient, resulting in a low cross-linking density and poor rigidity. The acid anhydride becomes excessive with respect to the secondary hydroxyl group of the unreacted acid anhydride, which adversely affects the curing properties and crosslink density.
- the resin composition is heated at 280° C. or higher, For example, by heating to a temperature within the range of 280 to 320° C., preferably 280 to 300° C., it exhibits a characteristic behavior of irreversibly hardening and thereafter becoming substantially infusible.
- the curing mechanism in this case is not yet clear, but transesterification occurs between mainly secondary hydroxyl groups contained in the phenoxy resin and the ester groups of the polycarbonate resin or aromatic polyester resin, resulting in a bifunctional epoxy resin. It is presumed that the hardening is caused by forming crosslinks between chains or phenoxy resin chains and polycarbonate resin chains to take a three-dimensional network structure.
- the matrix resin composition of the fiber-reinforced plastic material of the present invention may contain other thermoplastic resins, thermosetting resins, organic solvents, cross-linking agents, inorganic fillers, extender pigments, and colorants as long as the effect is not impaired. , antioxidants, UV inhibitors, flame retardants, flame retardant aids, etc. may also be blended.
- the present invention also includes a reinforcing fiber plastic molding material (hereinafter referred to as "prepreg") obtained by impregnating a reinforcing fiber base material with the resin composition of the present invention to form a matrix resin.
- prepreg a reinforcing fiber plastic molding material obtained by impregnating a reinforcing fiber base material with the resin composition of the present invention to form a matrix resin.
- the material of the reinforcing fiber base material impregnated with the resin composition serving as the matrix resin composition is not particularly limited, and examples thereof include carbon fiber, glass fiber, aramid fiber, alumina fiber, boron fiber, metal fiber, and basalt fiber. of inorganic or organic fibers can be used, and these may be used alone or in combination of two or more. Among them, PAN-based and pitch-based carbon fibers are preferably used from the viewpoint of high specific strength and high specific rigidity and weight reduction effect.
- the reinforcing fibers may be a unidirectional reinforcing fiber substrate made of continuous fibers, a cloth material such as plain weave or twill weave, or a nonwoven fabric made of discontinuous reinforcing fibers. In general, the springback phenomenon is conspicuous in non-woven fabric substrates using discontinuous reinforcing fibers, such as short fibers. In some cases, the same springback phenomenon occurs as in the case of nonwoven fabric substrates.
- the sizing treatment of the reinforcing fiber base material is optional. Since the resin composition of the present invention has a good affinity with reinforcing fibers, the matrix resin and reinforcing fibers are strongly bonded without sizing treatment. Treated reinforcing fiber substrates can also be used.
- the FRP molding material of the present invention is obtained by adhering or impregnating a reinforcing fiber base material with a resin composition that serves as a matrix resin using a known method.
- a method that does not use a solvent for example, a method of melt-impregnating a resin composition formed into a film into a reinforcing fiber base material made of continuous fibers (press-in method, film stack method), or a method of blending continuous fibers spun with a resin composition and reinforcing fibers.
- a method (commingle method) and a method of spraying and coating a powdered resin composition on a reinforcing fiber substrate (powder coating method, powder coating method).
- the commingle method and the powder coating method do not easily break the reinforcing fibers when producing FRP molding materials, and are flexible and breathable, so internal air bubbles are less likely to occur even if they are laminated in multiple layers. This is a more preferable method because an FRP molding material can be obtained.
- the reinforcing fibers are short fibers, a method of impregnating a reinforcing fiber base material processed into a nonwoven fabric with a resin composition in the form of a powder, a molten state, or an emulsion; A method of depositing or assembling while stirring and mixing together to form a prepreg is exemplified.
- the adhesion amount of the matrix resin (resin ratio: RC) in the FRP molding material using the thermoplastic resin composition of the present invention is 20 to 50% by weight, preferably 25 to 45%, more preferably 25%. ⁇ 40%. If the RC exceeds 50%, the mechanical properties such as tensile and flexural modulus of FRP deteriorate, and if it is less than 10%, the amount of resin adhered is extremely small, making it impossible to impregnate the matrix resin inside the base material. There is a concern that both the thermophysical properties and mechanical properties will become low.
- An FRP molded product can be easily produced by heating and pressurizing the FRP molding material using the thermoplastic resin composition of the present invention singly or by laminating a plurality of them. That is, it is possible to simultaneously perform shaping and complete impregnation of the reinforcing fiber base material with the matrix resin by pressure molding by hot pressing.
- various molding methods such as autoclave molding and hot press molding using a mold can be used as appropriate according to the size and shape of the desired FRP molded product. You can choose to implement it.
- the molding temperature in the heat and pressure molding is, for example, 160 to 260°C, preferably 180 to 250°C, more preferably 180 to 240°C. If the molding temperature exceeds the upper limit temperature, excessive heat is applied, which may result in excessive outflow of resin or thermal deterioration. and productivity deteriorates. On the other hand, when the temperature is lower than the lower limit temperature, the melt viscosity of the matrix resin is high, so the impregnating property of the matrix resin into the reinforcing fiber base material is deteriorated.
- the molding time is usually 30 to 60 minutes.
- the FRTP molded article obtained from the fiber-reinforced plastic molding material of the present invention hardly deforms even when subjected to heat of nearly 300°C, and its rigidity at high temperatures is greatly improved. It can be widely and suitably used not only for bodies and parts, but also as molded parts for automobiles and industrial equipment that require higher heat resistance, such as engine covers.
- Average particle size The average particle size was measured by a laser diffraction/scattering particle size distribution analyzer (Microtrac MT3300EX, manufactured by Nikkiso) when the cumulative volume was 50% on a volume basis.
- melt viscosity (measurement of ⁇ 220 ⁇ , ⁇ min ) Using a rheometer (manufactured by AntonPaar), a matrix resin composition (MT resin) processed into a film of 150 mm square and 0.4 mm thick was sandwiched between parallel plates, and the temperature was raised and then lowered at 5°C/min. , frequency: 1 Hz, load strain: 0.2%, various melt viscosities of the MT resin were measured when the temperature was raised from room temperature to 280°C and when the temperature was lowered from 280°C to 70°C.
- ⁇ 220 ⁇ indicates the minimum value of melt viscosity in the temperature range of 220° C.
- ⁇ (220+) indicates the temperature at 220° C. when the temperature is raised from room temperature to 280° C.
- the melt viscosity is reached when the temperature is reached
- ⁇ min indicates the minimum value of the melt viscosity when the temperature is raised.
- a powdery matrix resin composition (MT resin) was sandwiched between parallel plates, heated to 280°C at a rate of 5°C/min, and then heated to 280°C for 30 minutes. While holding, the melt viscosity of the MT resin was measured under the conditions of frequency: 1 Hz and load strain: 0.2%.
- the reference melt viscosity is the melt viscosity when the temperature reaches 280°C.
- ⁇ The melt viscosity was confirmed to increase by a factor of 2 or more during the holding period at 280°C.
- ⁇ The melt viscosity was confirmed to be less than doubled during the holding period at 280°C.
- Tg Glass transition temperature
- the composition for matrix resin was compression-molded in a mold, and a test piece having a thickness of 2 mm and a diameter of 6 mm was cut out using a diamond cutter.
- the test piece is measured using a dynamic viscoelasticity measuring device (Perkin Elmer DMA 7e) at a temperature increase of 5 ° C./min in the range of 25 to 280 ° C.
- the maximum peak of tan ⁇ obtained is taken as the glass transition point.
- Tm Melting point It was measured using a differential scanning calorimeter (DSC) based on JIS K 7121:1987 Plastic transition temperature measurement method.
- the springback of the molded product is determined by the amount of change in the thickness of the molded product after being subjected to a heat history of 200°C for 30 minutes in an air oven and the thickness of the molded product at 25°C. did. The thickness was measured using a micrometer and the average value was used to calculate the amount of springback according to the following formula.
- S/B amount (%) dimensional thickness of molded body after heat history/thickness of molded body at 25°C x 100
- FRP Bending Test Mechanical properties (bending strength and bending elastic modulus) of the obtained metal-FRP composite were measured according to JIS K 7074:1988 Fiber-reinforced plastic bending test method.
- the FRP molding material was laminated so that the thickness after molding was 1.0 mm, and heat-pressed under the conditions shown in each example and comparative example.
- a sample of the FRP composite for the bending test was prepared by shaping it into a width of 15 mm and a length of 60 mm using a diamond cutter. In the measurement, as a pretreatment, the sample was placed in an air oven set at 220° C. for 10 minutes, then taken out and allowed to cool to room temperature.
- thermoplastic resin composition The resin components constituting the thermoplastic resin composition are shown below.
- melt viscosity at 280 ° C. 1,000 Pa s
- Tg 160 ° C.
- Tm 230 to 260 ° C.
- Creation example 1 50 parts by weight of YP-50S and 50 parts by weight of S3000F are prepared, each pulverized and classified into a powder having an average particle diameter D50 of 100 ⁇ m or less, and dry-blended with a dry powder mixer to form a resin composition.
- Item E1 was prepared.
- YP-50S and 23 parts by weight of YSLV-80XY are prepared, pulverized and classified, respectively, and the average particle diameter D50 is 100 ⁇ m or less.
- Resin composition E2 was prepared by blending in equal amounts and dry-blending using a dry powder mixer.
- Creation example 3 Prepare 50 parts by weight of YP-50S and 50 parts by weight of CM1017, pulverize and classify each to powder having an average particle diameter D50 of 100 ⁇ m or less, and use a dry powder mixer (manufactured by Aichi Denki Co., Ltd., Rocking Resin composition E3 was prepared by dry blending with a mixer).
- Creation example 4 Prepare 70 parts by weight of YP-50S and 30 parts by weight of NEH-2070, pulverize and classify each to powder with an average particle diameter D50 of 100 ⁇ m or less, and use a dry powder mixer (manufactured by Aichi Denki Co., Ltd. A resin composition E4 was prepared by dry blending with a rocking mixer).
- Example 1 Short fibrous resin fibers (fiber diameter 29 ⁇ m, average fiber length 50 mm) of the resin composition E1 as the matrix resin, and short fibrous carbon fibers (manufactured by Mitsubishi Chemical Corporation, TR50S, fiber diameter 7 ⁇ m, average fiber length 50 mm) was prepared and the mixing ratio was set to 50/50. A mixture of these is put into a pretreatment machine, put into a carding machine through a pretreatment process, and a web in which the short fibrous resin fibers and short fibrous carbon fibers of the resin composition E2 are uniformly mixed is produced. did. This web was entangled and integrated by a needle punching method to produce a CFRP prepreg made of a random mat having a thickness of 7 mm. The obtained CFRP prepreg was laminated in five layers and pressed at 5 MPa for 10 minutes with a pressing machine heated to 280° C. to produce a CFRP molded body.
- Example 2 The resin composition E1 obtained in Preparation Example 1 was sprayed with SA3202 (manufactured by Sakai Ovex Co., Ltd., open fiber open carbon fiber cloth material made by Sakai Ovex Co., Ltd.) from which the sizing agent was removed as a reinforcing fiber base material at a charge of 60 kV in an electrostatic field. Powder coating was performed at an air flow rate of 60 L/min so that Vf after molding was 60%. After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%. The obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 280° C. to produce a CFRP molded body.
- SA3202 manufactured by Sakai Ovex Co., Ltd., open fiber open carbon fiber cloth material made by Sakai O
- Example 3 A short fibrous carbon fiber base prepared by a needle punch method using the resin composition E2 obtained in Preparation Example 2 as the matrix resin and recycled carbon fiber (manufactured by iCarbon Co., Ltd., average fiber length 50 mm) as the reinforcing fiber.
- a material 400 g/m 2 basis weight
- powder coating is performed using a powder coating device under the conditions of an electric charge of 60 kV and an air blowing rate of 60 L/min so that Vf after molding is 60%. did After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg composed of a random mat having a thickness of 7 mm.
- the obtained CFRP prepreg was laminated in five layers, and pressed at 5 MPa for 10 minutes with a press heated to 240° C. to produce a CFRP molded body.
- Example 4 The resin composition E2 obtained in Preparation Example 2 was used as a reinforcing fiber base material with SA3202 from which the sizing agent was removed, and the Vf after molding was 60% under the conditions of an electric charge of 60 kV and a blown air amount of 60 L / min in an electrostatic field. I powder coated it to look like this. After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%. The obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 200° C. to produce a CFRP compact.
- RC resin ratio
- Example 5 The resin composition E1 obtained in Preparation Example 1 was used as a reinforcing fiber base material with SA3202 from which the sizing agent was removed, and the Vf after molding was 60% under the conditions of an electric charge of 60 kV and a blown air amount of 60 L / min in an electrostatic field. I powder coated it to look like this. After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%. The obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 280° C. to produce a CFRP molded body. After cooling the obtained CFRP molded article X1, the mechanical strength (stress at break and elastic modulus) was measured. The results are shown in Table 2.
- Example 6 The resin composition E4 obtained in Preparation Example 4 was used as a reinforcing fiber base material with SA3202 from which the sizing agent was removed, and the Vf after molding was 60% under the conditions of an electric charge of 60 kV and a blown air amount of 60 L / min in an electrostatic field. I powder coated it to look like this. After that, the resin composition was heated and melted in an oven at 270° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%. The obtained CFRP prepreg was pressed at 2 MPa for 15 minutes with a press heated to 270° C. to produce a CFRP molded body. After cooling the obtained CFRP molded article X1, the mechanical strength (stress at break and elastic modulus) was measured. The results are shown in Table 2.
- Comparative example 1 CFRP with a thickness of 0.9 mm and a resin ratio (RC) of 30% in the same manner as in Example 1, except that YP-50S that was pulverized and classified so that D50 was 100 ⁇ m or less was used alone.
- a prepreg was produced.
- the obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 280° C. to produce a CFRP molded body. After cooling the obtained CFRP molded article X1, the mechanical strength (stress at break and elastic modulus) was measured. The results are shown in Table 2.
- Comparative example 2 YP-50S pulverized and classified so that D50 is 100 ⁇ m or less and SA3202 from which the sizing agent is removed is used as a reinforcing fiber base material, and in an electrostatic field, under the conditions of an electric charge of 60 kV and a blown air amount of 60 L / min, Vf after molding is Powder coating was applied so as to be 60%. After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%.
- RC resin ratio
- the obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 280° C. to produce a CFRP molded body. After cooling the obtained CFRP molded article X1, the mechanical strength (stress at break and elastic modulus) was measured. The results are shown in Table 2.
- CFRP prepared by using the resin composition of the present invention as a matrix resin has a small amount of springback and a high deflection temperature under load even when placed in a high-temperature environment, compared to the case where the constituent material is used alone. It is clear from the results shown in Table 1 that In this way, by setting the melt viscosity parameter of the resin composition to be the matrix resin of CFRP within the scope of the claims, it is possible to express high heat resistance above the processing temperature while using a thermoplastic resin as the main component. Even if it is not a highly heat-resistant resin that requires high-temperature processing such as super engineering plastics, it exhibits performance comparable to that, so it can be used in automotive materials and aerospace fields where heat resistance and mechanical strength in hot conditions are required. It can be used as a useful material for surfaces and the like.
- the resin composition of the present invention is useful as a FRTP material, particularly a CFRTP material, for structural members used in harsh environments such as automobiles, aviation and space.
Abstract
A fiber-reinforced plastic molding material giving molded articles which, even when used at around the processing temperature, are inhibited from suffering spring back is provided without requiring the use of any super-engineering plastic, which is difficult to process. A thermoplastic resin composition according to the present invention includes one or more thermoplastic resins which, after having been infiltrated into a reinforcing fibrous base, become the matrix resin of a fiber-reinforced plastic, and is characterized in that the thermoplastic resins comprise a phenoxy resin as an essential component and account for 50 wt% or more of the whole resin composition and that when the resin composition is heated from room temperature to 280°C and then cooled to room temperature again with a rheometer, the resin composition has melt viscosities exceeding 10,000 Pa·s at the temperatures not higher than 220°C.
Description
本発明は、高温環境下に置かれてもスプリングバックが抑制されており、かつ優れた耐熱性をも兼ね備えた繊維強化プラスチック成形品を得ることができる、繊維強化プラスチック成形材料及びその成形体に関するものである。
TECHNICAL FIELD The present invention relates to a fiber-reinforced plastic molding material and a molded article thereof, which can provide a fiber-reinforced plastic molded article having excellent heat resistance and suppressing springback even when placed in a high-temperature environment. It is.
熱可塑性樹脂をマトリックス樹脂とする熱可塑性繊維強化プラスチック(FRTP)は、エポキシ樹脂などの熱硬化性樹脂をマトリックス樹脂とする繊維強化プラスチック(FRP)よりも高い生産性や使用済み材料のリサイクルが可能となることから、実用化に向けた技術開発が進められている。
Fiber-reinforced thermoplastic (FRTP), which uses thermoplastic resin as the matrix resin, enables higher productivity and recycling of used materials than fiber-reinforced plastic (FRP), which uses thermosetting resin such as epoxy resin as the matrix resin. Therefore, technical development is underway for practical use.
しかし、CFRTPは、特に炭素繊維の短繊維を抄紙した不織布を強化繊維基材とした場合において、加熱プレスによる成形加工を行う際の予熱工程や成形加工後の脱型時などのマトリックス樹脂が軟化している状態では強化繊維基材が復元力により体積膨張を起こすため、樹脂の分解や成形体の表面性状の悪化、成形体中のボイド発生などの問題がある。また、実使用においては、周辺温度が成形加工温度近辺となると強化繊維基材の復元力を抑えきれず成形体に想定以上の寸法変化が起きてしまうという問題がある。
However, in CFRTP, especially when a nonwoven fabric made from carbon fiber short fibers is used as a reinforcing fiber base material, the matrix resin softens during the preheating process during molding by hot press and during demolding after molding. In this state, the reinforcing fiber base material expands due to the restoring force, which causes problems such as decomposition of the resin, deterioration of the surface properties of the molded article, and generation of voids in the molded article. In addition, in actual use, when the ambient temperature is close to the molding processing temperature, the restoring force of the reinforcing fiber base material cannot be suppressed, and the molded body undergoes a dimensional change more than expected.
先述した強化繊維基材の復元力はスプリングバックとも呼ばれ、その低減のためにガラス転移温度(Tg)や融点が非常に高いスーパーエンジニアリングプラスチックをマトリックス樹脂として使用するとともに強化繊維との配合比を調整する方法(特許文献1)、マトリックス樹脂となる熱可塑性樹脂として200℃における動的粘弾性測定による貯蔵弾性率が一定値以上のものを使用する方法(特許文献2)、マトリックス樹脂となる熱可塑性樹脂にカーボンブラックなどを配合して樹脂の強度を向上させる方法(特許文献3)が検討されている。
The restoring force of the reinforcing fiber base material mentioned above is also called springback, and in order to reduce it, a super engineering plastic with a very high glass transition temperature (Tg) and melting point is used as the matrix resin, and the blending ratio with the reinforcing fiber is adjusted. A method of adjusting (Patent Document 1), a method of using a thermoplastic resin that has a storage elastic modulus of a certain value or more by dynamic viscoelasticity measurement at 200 ° C. as a matrix resin (Patent Document 2), a heat treatment that becomes a matrix resin A method of adding carbon black or the like to a plastic resin to improve the strength of the resin has been studied (Patent Document 3).
しかし、Tgや融点が非常に高いスーパーエンジニアリングプラスチックの使用は、非常に高い温度(300℃程度)での加工を要し、FRTPの製造に技術的困難を伴う。また、樹脂の高温時における弾性率を上げる手法では、マトリックス樹脂に使用する熱可塑性樹脂のTgもしくは融点を超える環境においては弾性率が低下するためにスプリングバックの抑制効果が不十分になるという課題がある。
However, the use of super engineering plastics with extremely high Tg and melting points requires processing at extremely high temperatures (about 300°C), which entails technical difficulties in the production of FRTP. In addition, in the method of increasing the elastic modulus of the resin at high temperatures, the elastic modulus decreases in an environment exceeding the Tg or melting point of the thermoplastic resin used as the matrix resin, so the effect of suppressing springback becomes insufficient. There is
そこで本発明では、加工が困難であるスーパーエンジニアリングプラスチックを使用することがなく、先行文献1~3とは異なる手法によって、成形品を加工温度近辺で使用してもスプリングバックが抑制されたFRTPを得ることができる樹脂組成物の提供を目的とする。
Therefore, in the present invention, without using super engineering plastics that are difficult to process, FRTP in which springback is suppressed even when the molded product is used near the processing temperature is used by a method different from that of the prior documents 1 to 3. An object of the present invention is to provide a resin composition that can be obtained.
本発明者らは、強化繊維基材に熱可塑性樹脂を含む樹脂組成物を含浸した繊維強化プラスチック成形材料について、これを成形体としたときに前記繊維強化プラスチックのマトリックス樹脂となる樹脂組成物が220℃以下の温度域において溶融粘度が10000Pa・s以上となるようなマトリックス樹脂組成物を使用することにより成形体が優れた耐熱性と寸法安定性を兼ね備えることを見出し、本発明に到達したものである。
The present inventors have found that a fiber-reinforced plastic molding material in which a reinforcing fiber base material is impregnated with a resin composition containing a thermoplastic resin has a resin composition that serves as a matrix resin of the fiber-reinforced plastic when formed into a molded product. The inventors have found that by using a matrix resin composition having a melt viscosity of 10,000 Pa·s or more in a temperature range of 220°C or less, a molded article has both excellent heat resistance and dimensional stability, and have arrived at the present invention. is.
本発明は、強化繊維基材に含浸されたのち繊維強化プラスチックのマトリックス樹脂となる、熱可塑性樹脂を含む樹脂組成物であって、
樹脂組成物全体の50wt%以上がフェノキシ樹脂を必須成分とする熱可塑性樹脂であり、
レオメーターを用いて室温から280℃まで昇温後、再び室温まで降温したときの溶融粘度が220℃以下の温度域にて10000Pa・sを超えていることを特徴とする熱可塑性樹脂組成物である。 The present invention is a resin composition containing a thermoplastic resin that becomes a matrix resin of a fiber-reinforced plastic after being impregnated into a reinforcing fiber base material,
50 wt% or more of the entire resin composition is a thermoplastic resin containing a phenoxy resin as an essential component,
A thermoplastic resin composition characterized by having a melt viscosity exceeding 10000 Pa s in a temperature range of 220° C. or lower when the temperature is raised from room temperature to 280° C. using a rheometer and then cooled to room temperature again. be.
樹脂組成物全体の50wt%以上がフェノキシ樹脂を必須成分とする熱可塑性樹脂であり、
レオメーターを用いて室温から280℃まで昇温後、再び室温まで降温したときの溶融粘度が220℃以下の温度域にて10000Pa・sを超えていることを特徴とする熱可塑性樹脂組成物である。 The present invention is a resin composition containing a thermoplastic resin that becomes a matrix resin of a fiber-reinforced plastic after being impregnated into a reinforcing fiber base material,
50 wt% or more of the entire resin composition is a thermoplastic resin containing a phenoxy resin as an essential component,
A thermoplastic resin composition characterized by having a melt viscosity exceeding 10000 Pa s in a temperature range of 220° C. or lower when the temperature is raised from room temperature to 280° C. using a rheometer and then cooled to room temperature again. be.
マトリックス樹脂の30wt%から70wt%以下がフェノキシ樹脂(A)であり、残りがポリアミド樹脂、ポリカーボネート樹脂及びポリエステル樹脂からなる群のいずれか1種以上から選択される第2の熱可塑性樹脂(B-1~3)との混合物であることが好適である。
また、マトリックス樹脂として、熱可塑性樹脂と共に、エポキシ樹脂(C)を含むことも好適である。
マトリックス樹脂となる樹脂組成物が相互に反応性又は架橋性を示すことが好適である。 30 wt% to 70 wt% or less of the matrix resin is the phenoxy resin (A), and the remainder is a second thermoplastic resin (B- 1 to 3) are preferred.
Moreover, it is also suitable to contain an epoxy resin (C) together with a thermoplastic resin as a matrix resin.
It is preferable that the resin composition serving as the matrix resin exhibit mutual reactivity or crosslinkability.
また、マトリックス樹脂として、熱可塑性樹脂と共に、エポキシ樹脂(C)を含むことも好適である。
マトリックス樹脂となる樹脂組成物が相互に反応性又は架橋性を示すことが好適である。 30 wt% to 70 wt% or less of the matrix resin is the phenoxy resin (A), and the remainder is a second thermoplastic resin (B- 1 to 3) are preferred.
Moreover, it is also suitable to contain an epoxy resin (C) together with a thermoplastic resin as a matrix resin.
It is preferable that the resin composition serving as the matrix resin exhibit mutual reactivity or crosslinkability.
本発明は、上記樹脂組成物を強化繊維基材に含浸した繊維強化プラスチック成形材料および、前記繊維強化プラスチック成型材料を成形してなる成形体である。
本発明の成形体は、成形加工時の温度と同じ熱環境下に10分間放置後、常温まで放冷した繊維強化プラスチックの厚みの変化率が0%より大きく10%未満であることが好適である。 The present invention provides a fiber-reinforced plastic molding material obtained by impregnating a reinforcing fiber base material with the above resin composition, and a molded article obtained by molding the fiber-reinforced plastic molding material.
It is preferable that the molded article of the present invention has a change rate of more than 0% and less than 10% in the thickness of the fiber-reinforced plastic after standing for 10 minutes in the same thermal environment as the temperature during molding and then cooling to room temperature. be.
本発明の成形体は、成形加工時の温度と同じ熱環境下に10分間放置後、常温まで放冷した繊維強化プラスチックの厚みの変化率が0%より大きく10%未満であることが好適である。 The present invention provides a fiber-reinforced plastic molding material obtained by impregnating a reinforcing fiber base material with the above resin composition, and a molded article obtained by molding the fiber-reinforced plastic molding material.
It is preferable that the molded article of the present invention has a change rate of more than 0% and less than 10% in the thickness of the fiber-reinforced plastic after standing for 10 minutes in the same thermal environment as the temperature during molding and then cooling to room temperature. be.
本発明の樹脂組成物をマトリックス樹脂とする繊維強化プラスチックは、成形加工後においても成形温度以上の環境におかれてもマトリックス樹脂の軟化が非常に小さく、強化繊維のスプリングバックが抑制されるため、高温環境下の機械強度の保持率が高く、成形品の変形も起きにくい。このため、特に自動車や航空・宇宙といった過酷な環境下にて使用される構造部材用のFRTP材料、特にCFRTP材料として有用である。
また、マトリックス樹脂がスーパーエンジニアリングプラスチックではない汎用的な樹脂材料で構成されているため、材料面や製造面において低コストとなる。 In the fiber-reinforced plastic using the resin composition of the present invention as the matrix resin, the softening of the matrix resin is very small and the springback of the reinforcing fiber is suppressed even after being molded and placed in an environment above the molding temperature. , High retention rate of mechanical strength in high temperature environment, and deformation of molded products is less likely to occur. Therefore, it is particularly useful as a FRTP material, particularly a CFRTP material, for structural members used in harsh environments such as automobiles and aerospace.
Moreover, since the matrix resin is composed of a general-purpose resin material that is not a super engineering plastic, the material and manufacturing costs are low.
また、マトリックス樹脂がスーパーエンジニアリングプラスチックではない汎用的な樹脂材料で構成されているため、材料面や製造面において低コストとなる。 In the fiber-reinforced plastic using the resin composition of the present invention as the matrix resin, the softening of the matrix resin is very small and the springback of the reinforcing fiber is suppressed even after being molded and placed in an environment above the molding temperature. , High retention rate of mechanical strength in high temperature environment, and deformation of molded products is less likely to occur. Therefore, it is particularly useful as a FRTP material, particularly a CFRTP material, for structural members used in harsh environments such as automobiles and aerospace.
Moreover, since the matrix resin is composed of a general-purpose resin material that is not a super engineering plastic, the material and manufacturing costs are low.
以下、本発明を詳細に説明する。
The present invention will be described in detail below.
本発明の繊維強化プラスチック成形材料で用いられるマトリックス樹脂組成物は、熱可塑性樹脂を含む。マトリックス樹脂は、MT樹脂ともいう。
熱可塑性樹脂は、フェノキシ樹脂(別称:熱可塑性エポキシ樹脂)、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート樹脂、酸無水物にて変性されたポリプロピレン樹脂などのポリオレフィンなどが例示される。特に、強化繊維基材との親和性と含浸性が良好であり、分子鎖末端に残存エポキシ基が存在するほか、側鎖の2級水酸基を架橋反応に利用しやすいフェノキシ樹脂が好ましく使用される。
マトリックス樹脂は、熱可塑性樹脂とともに、エポキシ樹脂をはじめとする熱硬化性樹脂を併用することもできるが、マトリックス樹脂総重量に対して、熱可塑性樹脂が50wt%以上であり、好ましくは60~100wt%、より好ましくは75~100wt%である。なお、マトリックス樹脂中の熱可塑性樹脂が50wt%未満となると熱硬化性樹脂の影響が強く現れるようになるため、繊維強化プラスチック成形材料の成形加工時間が長くなることや成形体の靭性やリサイクル性が低下する。 The matrix resin composition used in the fiber-reinforced plastic molding material of the present invention contains a thermoplastic resin. The matrix resin is also called MT resin.
Examples of thermoplastic resins include polyolefins such as phenoxy resins (also known as thermoplastic epoxy resins), polyamide resins, polyester resins, polycarbonate resins, and acid anhydride-modified polypropylene resins. In particular, a phenoxy resin that has good affinity and impregnation with the reinforcing fiber base material, has a residual epoxy group at the molecular chain end, and is easy to use the secondary hydroxyl group of the side chain for the cross-linking reaction is preferably used. .
As the matrix resin, a thermosetting resin such as an epoxy resin can be used together with a thermoplastic resin. %, more preferably 75-100 wt%. If the thermoplastic resin in the matrix resin is less than 50% by weight, the effect of the thermosetting resin becomes more pronounced. decreases.
熱可塑性樹脂は、フェノキシ樹脂(別称:熱可塑性エポキシ樹脂)、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート樹脂、酸無水物にて変性されたポリプロピレン樹脂などのポリオレフィンなどが例示される。特に、強化繊維基材との親和性と含浸性が良好であり、分子鎖末端に残存エポキシ基が存在するほか、側鎖の2級水酸基を架橋反応に利用しやすいフェノキシ樹脂が好ましく使用される。
マトリックス樹脂は、熱可塑性樹脂とともに、エポキシ樹脂をはじめとする熱硬化性樹脂を併用することもできるが、マトリックス樹脂総重量に対して、熱可塑性樹脂が50wt%以上であり、好ましくは60~100wt%、より好ましくは75~100wt%である。なお、マトリックス樹脂中の熱可塑性樹脂が50wt%未満となると熱硬化性樹脂の影響が強く現れるようになるため、繊維強化プラスチック成形材料の成形加工時間が長くなることや成形体の靭性やリサイクル性が低下する。 The matrix resin composition used in the fiber-reinforced plastic molding material of the present invention contains a thermoplastic resin. The matrix resin is also called MT resin.
Examples of thermoplastic resins include polyolefins such as phenoxy resins (also known as thermoplastic epoxy resins), polyamide resins, polyester resins, polycarbonate resins, and acid anhydride-modified polypropylene resins. In particular, a phenoxy resin that has good affinity and impregnation with the reinforcing fiber base material, has a residual epoxy group at the molecular chain end, and is easy to use the secondary hydroxyl group of the side chain for the cross-linking reaction is preferably used. .
As the matrix resin, a thermosetting resin such as an epoxy resin can be used together with a thermoplastic resin. %, more preferably 75-100 wt%. If the thermoplastic resin in the matrix resin is less than 50% by weight, the effect of the thermosetting resin becomes more pronounced. decreases.
本発明の繊維強化プラスチック成形材料は、レオメーターを用いて室温から280℃まで昇温し、その後再度室温まで降温したときに測定されるマトリックス樹脂(樹脂組成物)の溶融粘度が、220℃以下の温度域にて、10000Pa・sを超えるものである。マトリックス樹脂の溶融粘度は、好ましくは12000Pa・s以上、より好ましくは15000Pa・s以上である。マトリックス樹脂の溶融粘度が10000以下であると、成形体が高温環境下に晒されたときマトリックス樹脂が必要以上に軟化してしまい、強化繊維基材の反発力に対して流動してしまうためにスプリングバック現象が発生してしまう。
なお、本発明において溶融粘度が10000Pa・sを超えている温度を220℃以下の温度域としているが、これは成形したCFRPがおよそ200℃の環境下に晒されても耐熱性能に余裕をもたせるためである。もちろん、220℃以上でも溶融粘度が10000Pa・sを超えていれば本発明の効果は得られるが、およそ280℃が上限となろう。
また、溶融粘度の測定において室温から280℃まで昇温した際の220℃に到達したときの溶融粘度(ρ220+)と、降温時の220℃以下の温度域における溶融粘度の最小値(ρ220≧)とを比較したときに、溶融粘度(ρ220≧)が溶融粘度(ρ220+)より大きいことが望ましい。さらに、マトリックス樹脂を構成する主たる樹脂成分単独(構成成分が等量の場合は熱物性が低い樹脂成分単独)でのガラス転移点+100℃または融点より-5℃において、本発明のマトリックス樹脂の溶融粘度(ρTg+100、ρTm-5)が、前記マトリックス樹脂を構成する主たる樹脂単独の溶融粘度よりも高いことがより望ましい。
このように、マトリックス樹脂組成物の昇温、降温時の溶融粘度パラメーターの大小が前記関係を満たすことにより、本発明の繊維強化プラスチック成形材料より得られた繊維強化プラスチック成形体が200℃もの高温環境下に置かれた場合であっても、たとえマトリックス樹脂が軟化してもその流動性が大きく抑制されているためにスプリングバック現象が起こりにくく、さらに繊維強化プラスチック成形体の寸法精度や機械物性を維持することができる。 In the fiber-reinforced plastic molding material of the present invention, the melt viscosity of the matrix resin (resin composition) measured when the temperature is raised from room temperature to 280°C using a rheometer and then cooled to room temperature again is 220°C or less. It exceeds 10000 Pa·s in the temperature range of . The melt viscosity of the matrix resin is preferably 12000 Pa·s or more, more preferably 15000 Pa·s or more. If the melt viscosity of the matrix resin is 10,000 or less, the matrix resin softens more than necessary when the molded article is exposed to a high-temperature environment, and flows against the repulsive force of the reinforcing fiber base material. A springback phenomenon occurs.
In the present invention, the temperature at which the melt viscosity exceeds 10000 Pa s is defined as a temperature range of 220 ° C. or less, which allows the molded CFRP to have a margin in heat resistance even if it is exposed to an environment of about 200 ° C. It's for. Of course, if the melt viscosity exceeds 10000 Pa·s even at 220°C or higher, the effect of the present invention can be obtained, but the upper limit is about 280°C.
In addition, in the measurement of melt viscosity, the melt viscosity (ρ 220+ ) when reaching 220 ° C. when the temperature was raised from room temperature to 280 ° C., and the minimum value of melt viscosity (ρ 220 ≧), it is desirable that the melt viscosity (ρ 220≧ ) is greater than the melt viscosity (ρ 220+ ). Furthermore, the matrix resin of the present invention melts at a glass transition point of +100° C. or -5° C. from the melting point of the main resin component alone constituting the matrix resin (the resin component alone having low thermophysical properties when the constituent components are in equal amounts). More preferably, the viscosity (ρ Tg+100 , ρ Tm−5 ) is higher than the melt viscosity of the main resin alone constituting the matrix resin.
As described above, the magnitude of the melt viscosity parameter of the matrix resin composition when the temperature is raised and lowered satisfies the above relationship, so that the fiber-reinforced plastic molded article obtained from the fiber-reinforced plastic molding material of the present invention can be heated at a temperature as high as 200°C. Even when placed in an environment, even if the matrix resin softens, its fluidity is greatly suppressed, so the springback phenomenon does not easily occur, and the dimensional accuracy and mechanical properties of fiber-reinforced plastic molded products can be maintained.
なお、本発明において溶融粘度が10000Pa・sを超えている温度を220℃以下の温度域としているが、これは成形したCFRPがおよそ200℃の環境下に晒されても耐熱性能に余裕をもたせるためである。もちろん、220℃以上でも溶融粘度が10000Pa・sを超えていれば本発明の効果は得られるが、およそ280℃が上限となろう。
また、溶融粘度の測定において室温から280℃まで昇温した際の220℃に到達したときの溶融粘度(ρ220+)と、降温時の220℃以下の温度域における溶融粘度の最小値(ρ220≧)とを比較したときに、溶融粘度(ρ220≧)が溶融粘度(ρ220+)より大きいことが望ましい。さらに、マトリックス樹脂を構成する主たる樹脂成分単独(構成成分が等量の場合は熱物性が低い樹脂成分単独)でのガラス転移点+100℃または融点より-5℃において、本発明のマトリックス樹脂の溶融粘度(ρTg+100、ρTm-5)が、前記マトリックス樹脂を構成する主たる樹脂単独の溶融粘度よりも高いことがより望ましい。
このように、マトリックス樹脂組成物の昇温、降温時の溶融粘度パラメーターの大小が前記関係を満たすことにより、本発明の繊維強化プラスチック成形材料より得られた繊維強化プラスチック成形体が200℃もの高温環境下に置かれた場合であっても、たとえマトリックス樹脂が軟化してもその流動性が大きく抑制されているためにスプリングバック現象が起こりにくく、さらに繊維強化プラスチック成形体の寸法精度や機械物性を維持することができる。 In the fiber-reinforced plastic molding material of the present invention, the melt viscosity of the matrix resin (resin composition) measured when the temperature is raised from room temperature to 280°C using a rheometer and then cooled to room temperature again is 220°C or less. It exceeds 10000 Pa·s in the temperature range of . The melt viscosity of the matrix resin is preferably 12000 Pa·s or more, more preferably 15000 Pa·s or more. If the melt viscosity of the matrix resin is 10,000 or less, the matrix resin softens more than necessary when the molded article is exposed to a high-temperature environment, and flows against the repulsive force of the reinforcing fiber base material. A springback phenomenon occurs.
In the present invention, the temperature at which the melt viscosity exceeds 10000 Pa s is defined as a temperature range of 220 ° C. or less, which allows the molded CFRP to have a margin in heat resistance even if it is exposed to an environment of about 200 ° C. It's for. Of course, if the melt viscosity exceeds 10000 Pa·s even at 220°C or higher, the effect of the present invention can be obtained, but the upper limit is about 280°C.
In addition, in the measurement of melt viscosity, the melt viscosity (ρ 220+ ) when reaching 220 ° C. when the temperature was raised from room temperature to 280 ° C., and the minimum value of melt viscosity (ρ 220 ≧), it is desirable that the melt viscosity (ρ 220≧ ) is greater than the melt viscosity (ρ 220+ ). Furthermore, the matrix resin of the present invention melts at a glass transition point of +100° C. or -5° C. from the melting point of the main resin component alone constituting the matrix resin (the resin component alone having low thermophysical properties when the constituent components are in equal amounts). More preferably, the viscosity (ρ Tg+100 , ρ Tm−5 ) is higher than the melt viscosity of the main resin alone constituting the matrix resin.
As described above, the magnitude of the melt viscosity parameter of the matrix resin composition when the temperature is raised and lowered satisfies the above relationship, so that the fiber-reinforced plastic molded article obtained from the fiber-reinforced plastic molding material of the present invention can be heated at a temperature as high as 200°C. Even when placed in an environment, even if the matrix resin softens, its fluidity is greatly suppressed, so the springback phenomenon does not easily occur, and the dimensional accuracy and mechanical properties of fiber-reinforced plastic molded products can be maintained.
一方、本発明の繊維強化プラスチック成形材料で用いられるマトリックス樹脂用組成物は、室温から280℃まで昇温したときの溶融粘度の最小値が3000Pa・s以下であることが成形加工の際に強化繊維基材に対してマトリックス樹脂を良好に含浸するために適する。溶融粘度の最小値は、好ましくは50~3000Pa・sであり、より好ましくは100~2500Pa・sである。
On the other hand, the matrix resin composition used in the fiber-reinforced plastic molding material of the present invention has a minimum melt viscosity of 3000 Pa·s or less when heated from room temperature to 280°C. It is suitable for good impregnation of the matrix resin into the fiber base material. The minimum melt viscosity is preferably 50 to 3000 Pa·s, more preferably 100 to 2500 Pa·s.
マトリックス樹脂は、熱可塑性樹脂を含み、上述した所定の溶融粘度挙動を示すものであれば、特に限定されるものではないが、お互いに反応性を有する2種以上の樹脂の混合物であることが好ましく、架橋性を有する2種以上の樹脂の混合物であることがより好ましい。
なお、マトリックス樹脂組成物の反応性の有無については、レオメーターにて樹脂組成物を280℃まで昇温したのちに、そのまま280℃にて30分以上保持した際の溶融粘度の増加の有無により判定することができる。
280℃保持期間中に2倍以上の溶融粘度上昇(Δρ)を確認できる反応性を示すことが好ましい。より好ましくは、5倍以上の溶融粘度上昇を確認できる反応性である。 The matrix resin includes a thermoplastic resin and is not particularly limited as long as it exhibits the predetermined melt viscosity behavior described above, but may be a mixture of two or more resins having reactivity with each other. More preferably, it is a mixture of two or more resins having crosslinkability.
The presence or absence of reactivity of the matrix resin composition is determined by the presence or absence of an increase in melt viscosity when the resin composition is heated to 280°C with a rheometer and then held at 280°C for 30 minutes or more. can judge.
It is preferable to exhibit a reactivity that can confirm an increase in melt viscosity (Δρ) by a factor of 2 or more during the holding period at 280°C. More preferably, the reactivity is such that a melt viscosity increase of 5 times or more can be confirmed.
なお、マトリックス樹脂組成物の反応性の有無については、レオメーターにて樹脂組成物を280℃まで昇温したのちに、そのまま280℃にて30分以上保持した際の溶融粘度の増加の有無により判定することができる。
280℃保持期間中に2倍以上の溶融粘度上昇(Δρ)を確認できる反応性を示すことが好ましい。より好ましくは、5倍以上の溶融粘度上昇を確認できる反応性である。 The matrix resin includes a thermoplastic resin and is not particularly limited as long as it exhibits the predetermined melt viscosity behavior described above, but may be a mixture of two or more resins having reactivity with each other. More preferably, it is a mixture of two or more resins having crosslinkability.
The presence or absence of reactivity of the matrix resin composition is determined by the presence or absence of an increase in melt viscosity when the resin composition is heated to 280°C with a rheometer and then held at 280°C for 30 minutes or more. can judge.
It is preferable to exhibit a reactivity that can confirm an increase in melt viscosity (Δρ) by a factor of 2 or more during the holding period at 280°C. More preferably, the reactivity is such that a melt viscosity increase of 5 times or more can be confirmed.
お互いに反応性を有する2種以上の樹脂の混合物とは、高分子鎖末端の残存反応基が反応した樹脂組成物であり、例えばフェノキシ樹脂とポリアミド樹脂の組合せが挙げられる。
フェノキシ樹脂(A)とポリアミド樹脂(B)はいずれも極性基を有する樹脂であり、高分子鎖末端にはフェノキシ樹脂(A)は残留エポキシ基、ポリアミド樹脂(B-1)であれば残留アミン若しくはカルボキシル基を有しており、両者をブレンドすると相容性が良好であることから両者がある程度反応していることが推測される。 A mixture of two or more resins having reactivity with each other is a resin composition in which residual reactive groups at polymer chain ends have reacted, and examples thereof include a combination of a phenoxy resin and a polyamide resin.
Both the phenoxy resin (A) and the polyamide resin (B) are resins having a polar group, and the phenoxy resin (A) has a residual epoxy group at the polymer chain end, and the polyamide resin (B-1) has a residual amine group. Alternatively, it has a carboxyl group, and when the two are blended, the compatibility is good, so it is presumed that the two react to some extent.
フェノキシ樹脂(A)とポリアミド樹脂(B)はいずれも極性基を有する樹脂であり、高分子鎖末端にはフェノキシ樹脂(A)は残留エポキシ基、ポリアミド樹脂(B-1)であれば残留アミン若しくはカルボキシル基を有しており、両者をブレンドすると相容性が良好であることから両者がある程度反応していることが推測される。 A mixture of two or more resins having reactivity with each other is a resin composition in which residual reactive groups at polymer chain ends have reacted, and examples thereof include a combination of a phenoxy resin and a polyamide resin.
Both the phenoxy resin (A) and the polyamide resin (B) are resins having a polar group, and the phenoxy resin (A) has a residual epoxy group at the polymer chain end, and the polyamide resin (B-1) has a residual amine group. Alternatively, it has a carboxyl group, and when the two are blended, the compatibility is good, so it is presumed that the two react to some extent.
フェノキシ樹脂(A)とポリアミド樹脂、ポリカーボネート樹脂及び芳香族ポリエステル樹脂からなる群のいずれか1種から選択される第2の熱可塑性樹脂(B)の配合比率については、両者の合計を合計100質量%とした場合において、フェノキシ樹脂(A)の割合を30~70質量%、第2の熱可塑性樹脂(B)の割合を30~70質量%とするとよい。すなわち、(A)/(B)で表される配合比(質量比)にて30/70~70/30の割合で配合するとよい。配合比(A)/(B)は、好ましくは70/30~40/60、より好ましくは70/30~50/50である。配合比(A)/(B)が70/30を超えてさらにフェノキシ樹脂(A)の割合が高くなると第2の熱可塑性樹脂の配合による耐熱性の向上効果が見られなくなる。また、配合比(A)/(B)が30/70未満になって第2の熱可塑性樹脂(B)の割合が高くなるとフェノキシ樹脂の配合による剛性の向上が見られなくなるため、高温環境下での剛性が低下する。
The blending ratio of the phenoxy resin (A) and the second thermoplastic resin (B) selected from any one of the group consisting of polyamide resin, polycarbonate resin and aromatic polyester resin is 100 mass in total for both. %, the ratio of the phenoxy resin (A) should be 30 to 70% by mass, and the ratio of the second thermoplastic resin (B) should be 30 to 70% by mass. That is, it is preferable to mix them in a ratio of 30/70 to 70/30 in a mixing ratio (mass ratio) represented by (A)/(B). The compounding ratio (A)/(B) is preferably 70/30 to 40/60, more preferably 70/30 to 50/50. When the compounding ratio (A)/(B) exceeds 70/30 and the ratio of the phenoxy resin (A) is further increased, the effect of improving the heat resistance by compounding the second thermoplastic resin is no longer observed. In addition, when the compounding ratio (A)/(B) is less than 30/70 and the ratio of the second thermoplastic resin (B) is increased, the rigidity improvement due to the compounding of the phenoxy resin is not observed, so it is Rigidity at
フェノキシ樹脂とは、2価フェノール化合物とエピハロヒドリンとの縮合反応、あるいは2価フェノール化合物と2官能エポキシ樹脂との重付加反応から得られる熱可塑性樹脂であり、溶液中あるいは無溶媒下に従来公知の方法で得ることができる。なお、ポリヒドロキシポリエーテル樹脂、熱可塑性エポキシ樹脂と呼ばれる樹脂は、フェノキシ樹脂の別の呼び名であって、本発明のフェノキシ樹脂に該当する。
A phenoxy resin is a thermoplastic resin obtained from a condensation reaction between a dihydric phenol compound and epihalohydrin or a polyaddition reaction between a dihydric phenol compound and a bifunctional epoxy resin. method can be obtained. Resins called polyhydroxypolyether resins and thermoplastic epoxy resins are other names of phenoxy resins and correspond to the phenoxy resins of the present invention.
フェノキシ樹脂の平均分子量は、質量平均分子量(Mw)として、通常10,000~200,000であるが、好ましくは20,000~100,000であり、より好ましくは30,000~80,000である。Mwが低すぎるとFRTP成形体の強度が劣り、高すぎると作業性や加工性に劣るものとなり易い。なお、Mwはゲルパーミエーションクロマトグラフィー(GPC)で測定し、標準ポリスチレン検量線を用いて換算した値である。
The average molecular weight of the phenoxy resin is usually 10,000 to 200,000, preferably 20,000 to 100,000, and more preferably 30,000 to 80,000 as a weight average molecular weight (Mw). be. If the Mw is too low, the strength of the FRTP molding will be poor, and if it is too high, the workability and workability will tend to be poor. In addition, Mw is a value measured by gel permeation chromatography (GPC) and converted using a standard polystyrene calibration curve.
フェノキシ樹脂の水酸基当量(g/eq)は、通常50~1000であるが、好ましくは50~750であり、特に好ましくは50~500である。水酸基当量は低すぎると水酸基が増えることで吸水率が上がるため、機械物性が低下する懸念がある。水酸基当量が高すぎると水酸基が少ないので、強化繊維基材、特に炭素繊維との濡れ性が低下する。
The hydroxyl group equivalent (g/eq) of the phenoxy resin is usually 50-1000, preferably 50-750, particularly preferably 50-500. If the hydroxyl group equivalent is too low, the number of hydroxyl groups increases and the water absorption rate increases, so there is a concern that the mechanical properties may deteriorate. If the hydroxyl group equivalent is too high, the number of hydroxyl groups is small, and the wettability with the reinforcing fiber base material, particularly carbon fibers, is lowered.
フェノキシ樹脂のガラス転移点(Tg)は、65℃~160℃のものが適するが、好ましくは70℃~150℃である。ガラス転移点が65℃よりも低いと成形性は良くなるが、ブロッキングによる粉体もしくはペレットの貯蔵安定性の悪化やプリフォーム時のべたつき(タック性悪化)などの問題が生じる。160℃よりも高いと溶融粘度も高くなり成形性や強化繊維基材への充填性が劣り、結果として、より高温のプレス成形が必要とされる。なお、フェノキシ樹脂のガラス転移点は、示差走査熱量測定装置を用い、10℃/分の昇温条件で、20~280℃の範囲で測定し、セカンドスキャンのピーク値より求められる数値である。
フェノキシ樹脂の溶融粘度は、Tg(~160℃)以上の温度域で3,000Pa・s以下であることが好ましい。より好ましくは500Pa・s以下、さらに好ましくは300Pa・s以下である。一方、溶融粘度の下限は10Pa・s以上であることが好ましく、50Pa・s以上であることがより好ましい。なお、フェノキシ樹脂は融点(Tm)を持たないため、溶融粘度は温度に応じて緩やかに変化する。 A phenoxy resin having a glass transition point (Tg) of 65°C to 160°C is suitable, preferably 70°C to 150°C. If the glass transition point is lower than 65° C., moldability is improved, but problems such as deterioration of powder or pellet storage stability due to blocking and stickiness during preforming (deterioration of tackiness) occur. If the temperature is higher than 160°C, the melt viscosity becomes high and the moldability and the filling property of the reinforcing fiber base material are deteriorated. As a result, higher temperature press molding is required. The glass transition point of the phenoxy resin is measured in the range of 20 to 280° C. with a temperature rising condition of 10° C./min using a differential scanning calorimeter, and is a numerical value obtained from the peak value of the second scan.
The melt viscosity of the phenoxy resin is preferably 3,000 Pa·s or less in a temperature range of Tg (∼160°C) or higher. It is more preferably 500 Pa·s or less, still more preferably 300 Pa·s or less. On the other hand, the lower limit of the melt viscosity is preferably 10 Pa·s or more, more preferably 50 Pa·s or more. In addition, since the phenoxy resin does not have a melting point (Tm), the melt viscosity changes gradually according to the temperature.
フェノキシ樹脂の溶融粘度は、Tg(~160℃)以上の温度域で3,000Pa・s以下であることが好ましい。より好ましくは500Pa・s以下、さらに好ましくは300Pa・s以下である。一方、溶融粘度の下限は10Pa・s以上であることが好ましく、50Pa・s以上であることがより好ましい。なお、フェノキシ樹脂は融点(Tm)を持たないため、溶融粘度は温度に応じて緩やかに変化する。 A phenoxy resin having a glass transition point (Tg) of 65°C to 160°C is suitable, preferably 70°C to 150°C. If the glass transition point is lower than 65° C., moldability is improved, but problems such as deterioration of powder or pellet storage stability due to blocking and stickiness during preforming (deterioration of tackiness) occur. If the temperature is higher than 160°C, the melt viscosity becomes high and the moldability and the filling property of the reinforcing fiber base material are deteriorated. As a result, higher temperature press molding is required. The glass transition point of the phenoxy resin is measured in the range of 20 to 280° C. with a temperature rising condition of 10° C./min using a differential scanning calorimeter, and is a numerical value obtained from the peak value of the second scan.
The melt viscosity of the phenoxy resin is preferably 3,000 Pa·s or less in a temperature range of Tg (∼160°C) or higher. It is more preferably 500 Pa·s or less, still more preferably 300 Pa·s or less. On the other hand, the lower limit of the melt viscosity is preferably 10 Pa·s or more, more preferably 50 Pa·s or more. In addition, since the phenoxy resin does not have a melting point (Tm), the melt viscosity changes gradually according to the temperature.
フェノキシ樹脂としては、上述した所定の物性を満たしたものであれば特に限定されないが、ビスフェノールA型フェノキシ樹脂(例えば、日鉄ケミカル&マテリアル社製の商品名フェノトートYP-50、YP-50S、YP-55U)、ビスフェノールF型フェノキシ樹脂(例えば、日鉄ケミカル&マテリアル社製の商品名フェノトートFX-316)、ビスフェノールAとビスフェノールFの共重合型フェノキシ樹脂(例えば、日鉄ケミカル&マテリアル社製の商品名YP-70)、あるいは特殊フェノキシ樹脂(例えば、日鉄ケミカル&マテリアル社製の商品名フェノトートYPB-43C、FX293)等が挙げられ、これらを単独または2種以上を混合して使用することができる。
The phenoxy resin is not particularly limited as long as it satisfies the predetermined physical properties described above. YP-55U), bisphenol F type phenoxy resin (for example, product name Phenotote FX-316 manufactured by Nippon Steel Chemical & Materials Co., Ltd.), copolymerized phenoxy resin of bisphenol A and bisphenol F (for example, Nippon Steel Chemical & Materials Co., Ltd. (product name YP-70 manufactured by Nippon Steel Chemical & Materials Co., Ltd.), or special phenoxy resins (for example, product names Phenotote YPB-43C, FX293 manufactured by Nippon Steel Chemical & Materials Co., Ltd.), etc. These can be used alone or in combination of two or more. can be used.
第2の熱可塑性樹脂(B)としては、ポリアミド樹脂(B-1)、ポリカーボネート樹脂(B-2)及びポリエステル樹脂(B-3)からなる群のいずれか1種から選択され、これらの混合物であってもよい。
The second thermoplastic resin (B) is selected from any one of the group consisting of polyamide resin (B-1), polycarbonate resin (B-2) and polyester resin (B-3), and mixtures thereof may be
ポリアミド樹脂は、アミド結合の繰り返しにより主鎖が構成される熱可塑性樹脂であり、ラクタムの開環重合もしくはラクタム同士の共縮合重合、ジアミンとジカルボン酸との脱水縮合等により得られる。
Polyamide resins are thermoplastic resins whose main chain is composed of repeating amide bonds, and are obtained by ring-opening polymerization of lactams, co-condensation polymerization of lactams, dehydration condensation of diamines and dicarboxylic acids, and the like.
ポリアミド樹脂は、主鎖が脂肪族骨格からなるナイロンとも呼称される全脂肪族ポリアミド樹脂(例えば、ナイロン6、ナイロン11、ナイロン12、ナイロン66、ナイロン610など)、主鎖に芳香族が含まれる半脂肪族ポリアミド樹脂又は半芳香族ポリアミド樹脂(例えば、ナイロン6I、ナイロン6T、ナイロン9T、ナイロンM5T、ナイロンMXD6など)、及び主鎖が芳香族骨格のみで構成されるアラミドとも呼称される全芳香族ポリアミド樹脂〔ケブラー、ノーメックス(東レ・デュポン株式会社製)、トワロン、コーネックス(帝人株式会社製)〕がある。本発明においては、これらのいずれも使用することができるが、全脂肪族ポリアミド樹脂及び/又は半脂肪族(半芳香族)ポリアミド樹脂を使用することが好ましい。より好ましくは全脂肪族ポリアミド樹脂であり、最も好ましくは、ε‐カプロラクタムを開環重合して得られるナイロン6(ポリアミド6)と呼称される全脂肪族ポリアミド樹脂であることが良い。
Polyamide resins are all-aliphatic polyamide resins (e.g., nylon 6, nylon 11, nylon 12, nylon 66, nylon 610, etc.), also called nylon whose main chain consists of an aliphatic skeleton, and aromatics are contained in the main chain. Semi-aliphatic polyamide resin or semi-aromatic polyamide resin (for example, nylon 6I, nylon 6T, nylon 9T, nylon M5T, nylon MXD6, etc.), and wholly aromatic also called aramid whose main chain is composed only of an aromatic skeleton group polyamide resin [Kevlar, Nomex (manufactured by Toray DuPont Co., Ltd.), Twaron, Conex (manufactured by Teijin Limited)]. Although any of these can be used in the present invention, it is preferable to use a fully aliphatic polyamide resin and/or a semi-aliphatic (semi-aromatic) polyamide resin. A fully aliphatic polyamide resin is more preferable, and a fully aliphatic polyamide resin called nylon 6 (polyamide 6) obtained by ring-opening polymerization of ε-caprolactam is most preferable.
ポリアミド樹脂は、融点又はガラス転移点が180℃以上で、250℃以上の温度において溶融粘度が1,000Pa・s以下であることが良い。好ましくは融点又はガラス転移点が200℃以上であり、200~350℃における溶融粘度が1000Pa・s以下であるものを用いることがよい。
The polyamide resin preferably has a melting point or glass transition point of 180°C or higher and a melt viscosity of 1,000 Pa·s or lower at a temperature of 250°C or higher. It is preferable to use one having a melting point or glass transition point of 200° C. or higher and a melt viscosity of 1000 Pa·s or lower at 200 to 350° C.
ポリアミド樹脂は、その重量平均分子量(Mw)が10,000以上であることが望ましく、より望ましくは25,000以上である。Mwが10,000以上のポリアミド樹脂を使用することによって、成形体の良好な機械強度が担保される。
The polyamide resin preferably has a weight average molecular weight (Mw) of 10,000 or more, more preferably 25,000 or more. By using a polyamide resin with Mw of 10,000 or more, good mechanical strength of the molded article is ensured.
フェノキシ樹脂(A)と配合されるポリカーボネート樹脂(B-2)は、ジヒドロキシ化合物とホスゲン又は炭酸ジエステルと反応させて得られる熱可塑性樹脂である。
本発明において好ましく使用されるポリカーボネート樹脂は、常温において固形であり、280℃における溶融粘度が3,000Pa・s以下であることが好ましく、より好ましくは2,000Pa・s以下であり、さらに好ましくは1,500Pa・s以下である。溶融粘度が3,000Pa・sを超えると、成形加工時の樹脂の流動性が低下し、樹脂が十分行き渡らずにボイドの原因となるため好ましくない。 The polycarbonate resin (B-2) blended with the phenoxy resin (A) is a thermoplastic resin obtained by reacting a dihydroxy compound with phosgene or carbonic acid diester.
The polycarbonate resin preferably used in the present invention is solid at room temperature and preferably has a melt viscosity at 280°C of 3,000 Pa s or less, more preferably 2,000 Pa s or less, and still more preferably. It is 1,500 Pa·s or less. If the melt viscosity exceeds 3,000 Pa·s, the fluidity of the resin during molding is lowered, and the resin cannot spread sufficiently, causing voids, which is not preferable.
本発明において好ましく使用されるポリカーボネート樹脂は、常温において固形であり、280℃における溶融粘度が3,000Pa・s以下であることが好ましく、より好ましくは2,000Pa・s以下であり、さらに好ましくは1,500Pa・s以下である。溶融粘度が3,000Pa・sを超えると、成形加工時の樹脂の流動性が低下し、樹脂が十分行き渡らずにボイドの原因となるため好ましくない。 The polycarbonate resin (B-2) blended with the phenoxy resin (A) is a thermoplastic resin obtained by reacting a dihydroxy compound with phosgene or carbonic acid diester.
The polycarbonate resin preferably used in the present invention is solid at room temperature and preferably has a melt viscosity at 280°C of 3,000 Pa s or less, more preferably 2,000 Pa s or less, and still more preferably. It is 1,500 Pa·s or less. If the melt viscosity exceeds 3,000 Pa·s, the fluidity of the resin during molding is lowered, and the resin cannot spread sufficiently, causing voids, which is not preferable.
ポリカーボネート樹脂の中でも、2官能型エポキシ樹脂若しくはフェノキシ樹脂との相溶性を考慮すると、芳香族ジヒドロキシ化合物を原料として得られる芳香族ポリカーボネート樹脂が好ましい。芳香族ジヒドロキシ化合物としては、例えば、2,2-ビス(4-ヒドロキシフェニル)プロパン(ビスフェノールA)、ビス(4-ヒドロキシフェニル)メタン、1,1-ビス(4-ヒドロキシフェニル)エタン、2,2-ビス(4-ヒドロキシフェニル)ブタン、4,4’-ジヒドロキシジフェニルエーテル、4,4’-ジヒドロキシ-3,3’-ジメチルジフェニルエーテル、ビス(4-ヒドロキシフェニル)フェニルメタン、2,2-ビス(4-ヒドロキシフェニル-3-メチルフェニル)プロパン、1,1-ビス(4-ヒドロキシ-3-第三ブチルフェニル)プロパン、1,1-ビス(4-ヒドロキシフェニル)シクロペンタン、1,1-ビス(4-ヒドロキシフェニル)シクロヘキサン、4,4’-ジヒドロキシジフェニルスルホン、4,4’-ジヒドロキシ-3,3’-ジメチルジフェニルスルホン、4,4’-ジヒドロキシジフェニルスルフィド、4,4’-ジヒドロキシジフェニルスルホキシド、4,4’-ジヒドロキシ-3,3’-ジメチルジフェニルスルホキシド、2,2-ビス(4-ヒドロキシ-3-ブロモフェニル)プロパン、2,2-ビス(4-ヒドロキシ-3,5-ジブロモフェニル)プロパン、2,2-ビス(4-ヒドロキシ-3,5-ジクロロフェニル)プロパンなどが挙げられる。これらは単独または2種類以上混合して使用することができる。
Among polycarbonate resins, aromatic polycarbonate resins obtained using aromatic dihydroxy compounds as raw materials are preferable in consideration of compatibility with bifunctional epoxy resins or phenoxy resins. Examples of aromatic dihydroxy compounds include 2,2-bis(4-hydroxyphenyl)propane (bisphenol A), bis(4-hydroxyphenyl)methane, 1,1-bis(4-hydroxyphenyl)ethane, 2, 2-bis(4-hydroxyphenyl)butane, 4,4'-dihydroxydiphenyl ether, 4,4'-dihydroxy-3,3'-dimethyldiphenyl ether, bis(4-hydroxyphenyl)phenylmethane, 2,2-bis( 4-hydroxyphenyl-3-methylphenyl)propane, 1,1-bis(4-hydroxy-3-tert-butylphenyl)propane, 1,1-bis(4-hydroxyphenyl)cyclopentane, 1,1-bis (4-hydroxyphenyl)cyclohexane, 4,4'-dihydroxydiphenylsulfone, 4,4'-dihydroxy-3,3'-dimethyldiphenylsulfone, 4,4'-dihydroxydiphenylsulfide, 4,4'-dihydroxydiphenylsulfoxide , 4,4′-dihydroxy-3,3′-dimethyldiphenyl sulfoxide, 2,2-bis(4-hydroxy-3-bromophenyl)propane, 2,2-bis(4-hydroxy-3,5-dibromophenyl ) propane, 2,2-bis(4-hydroxy-3,5-dichlorophenyl)propane, and the like. These can be used alone or in combination of two or more.
ポリカーボネート樹脂の重量平均分子量(Mw)は、特に制限はなく、成形体の機械強度の確保の観点から、10,000~250,000の範囲内であることが好ましく、15,000~200,000の範囲内がより好ましい。ポリカーボネート樹脂のMwが低すぎると、成形体の機械物性や耐熱性が劣るものとなる恐れがあり、高すぎると作業性や加工性に劣るものとなり易い。なお、Mwはゲルパーミエーションクロマトグラフィーで測定し、標準ポリスチレン検量線を用いて換算した値を示す。
The weight-average molecular weight (Mw) of the polycarbonate resin is not particularly limited, and from the viewpoint of ensuring the mechanical strength of the molded article, it is preferably in the range of 10,000 to 250,000, preferably 15,000 to 200,000. is more preferable. If the Mw of the polycarbonate resin is too low, the molded article may have poor mechanical properties and heat resistance, and if it is too high, workability and workability will tend to be poor. Mw is measured by gel permeation chromatography and converted using a standard polystyrene calibration curve.
ポリカーボネート樹脂のガラス転移温度(Tg)は、200℃以下であるとよい。好ましくは140℃~170℃、より好ましくは145℃~165℃である。ポリカーボネート樹脂のTgが200℃よりも高いと、溶融粘度が高くなり、本実施の形態の樹脂組成物を、例えばFRPに応用する場合に強化繊維基材にボイドなどの欠陥なく含浸させることが難しくなる。一方、Tgの下限値については加工性に問題が生じなければ特に制限はないが、およそ140℃以上にするとよい。
ポリカーボネート樹脂の融点(Tm)に関しては、あまり明瞭なTmを示さないものの、200~300℃の範囲内が良く、好ましくは220~280℃、より好ましくは240~260℃である。融点が200℃未満であると、例えばFRPに応用する場合にフェノキシ樹脂の強化繊維基材への含浸が不十分な状態で架橋反応が開始してしまう恐れがあり、300℃以上となると加工に際してより高温仕様の成形機が必要となる。 The glass transition temperature (Tg) of the polycarbonate resin is preferably 200° C. or lower. It is preferably 140°C to 170°C, more preferably 145°C to 165°C. When the Tg of the polycarbonate resin is higher than 200° C., the melt viscosity increases, and when the resin composition of the present embodiment is applied to FRP, for example, it is difficult to impregnate a reinforcing fiber base material without defects such as voids. Become. On the other hand, the lower limit of Tg is not particularly limited as long as there is no problem with workability, but it is preferably about 140° C. or higher.
As for the melting point (Tm) of the polycarbonate resin, although it does not show a very clear Tm, it is preferably in the range of 200 to 300°C, preferably 220 to 280°C, more preferably 240 to 260°C. If the melting point is less than 200°C, the cross-linking reaction may start in a state in which the phenoxy resin is insufficiently impregnated into the reinforcing fiber base material, for example, when applied to FRP. A molding machine with higher temperature specifications is required.
ポリカーボネート樹脂の融点(Tm)に関しては、あまり明瞭なTmを示さないものの、200~300℃の範囲内が良く、好ましくは220~280℃、より好ましくは240~260℃である。融点が200℃未満であると、例えばFRPに応用する場合にフェノキシ樹脂の強化繊維基材への含浸が不十分な状態で架橋反応が開始してしまう恐れがあり、300℃以上となると加工に際してより高温仕様の成形機が必要となる。 The glass transition temperature (Tg) of the polycarbonate resin is preferably 200° C. or lower. It is preferably 140°C to 170°C, more preferably 145°C to 165°C. When the Tg of the polycarbonate resin is higher than 200° C., the melt viscosity increases, and when the resin composition of the present embodiment is applied to FRP, for example, it is difficult to impregnate a reinforcing fiber base material without defects such as voids. Become. On the other hand, the lower limit of Tg is not particularly limited as long as there is no problem with workability, but it is preferably about 140° C. or higher.
As for the melting point (Tm) of the polycarbonate resin, although it does not show a very clear Tm, it is preferably in the range of 200 to 300°C, preferably 220 to 280°C, more preferably 240 to 260°C. If the melting point is less than 200°C, the cross-linking reaction may start in a state in which the phenoxy resin is insufficiently impregnated into the reinforcing fiber base material, for example, when applied to FRP. A molding machine with higher temperature specifications is required.
本発明に適したポリエステル樹脂(B-3)は、ジカルボン酸化合物とジオールの重縮合によって得られる融点が200℃以上である芳香族ポリエステル樹脂であり、半芳香族ポリエステル樹脂であってもよい。
The polyester resin (B-3) suitable for the present invention is an aromatic polyester resin having a melting point of 200°C or higher obtained by polycondensation of a dicarboxylic acid compound and a diol, and may be a semi-aromatic polyester resin.
これらジカルボン酸化合物とジオールの重縮合体を構造単位とする芳香族ポリエステル樹脂として、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ポリプロピレンイソフタレート、ポリブチレンイソフタレート、ポリブチレンナフタレート、ポリシクロヘキサンジメチレンテレフタレートなどが挙げられ、共重合体としては、ポリプロピレンイソフタレート/テレフタレート、ポリブチレンイソフタレート/テレフタレート、ポリプロピレンテレフタレート/ナフタレート、ポリブチレンテレフタレート/ナフタレートなどの芳香族ポリエステル樹脂などが挙げられるが、機械物性および耐熱性をより向上させる観点から、芳香族ジカルボン酸化合物と脂肪族ジオールの重縮合体を主構造単位とする重合体または共重合体が本発明ではより好ましく、テレフタル酸およびナフタレンジカルボン酸から選ばれたジカルボン酸化合物と、エチレングリコール、プロピレングリコールおよび1,4-ブタンジオールから選ばれた脂肪族ジオールの重縮合体を主構造単位とするポリエチレンテレフタレート、ポリエチレンナフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンイソフタレート/テレフタレート、ポリプロピレンイソフタレート/テレフタレート、ポリブチレンイソフタレート/テレフタレート、ポリブチレンテレフタレート/デカンジカルボキシレート、ポリブチレンテレフタレート/ポリテトラメチレングリコールなどの芳香族ポリエステル樹脂が特に好ましく、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリプロピレンテレフタレート又はポリブチレンナフタレートが最も好ましい。
Examples of aromatic polyester resins having polycondensates of these dicarboxylic acid compounds and diols as structural units include polyethylene terephthalate, polyethylene naphthalate, polypropylene terephthalate, polybutylene terephthalate, polypropylene isophthalate, polybutylene isophthalate, polybutylene naphthalate, poly Examples include cyclohexanedimethylene terephthalate, and examples of copolymers include aromatic polyester resins such as polypropylene isophthalate/terephthalate, polybutylene isophthalate/terephthalate, polypropylene terephthalate/naphthalate, and polybutylene terephthalate/naphthalate. From the viewpoint of further improving mechanical properties and heat resistance, in the present invention, a polymer or copolymer having a polycondensate of an aromatic dicarboxylic acid compound and an aliphatic diol as a main structural unit is more preferable, and terephthalic acid and naphthalenedicarboxylic acid Polyethylene terephthalate, polyethylene naphthalate, polypropylene terephthalate, polybutylene whose main structural unit is a polycondensate of a dicarboxylic acid compound selected from ethylene glycol, propylene glycol and an aliphatic diol selected from 1,4-butanediol Aromatic polyester resins such as terephthalate, polyethylene isophthalate/terephthalate, polypropylene isophthalate/terephthalate, polybutylene isophthalate/terephthalate, polybutylene terephthalate/decanedicarboxylate, polybutylene terephthalate/polytetramethylene glycol are particularly preferred, and polyethylene terephthalate , polybutylene terephthalate, polypropylene terephthalate or polybutylene naphthalate are most preferred.
ポリエステル樹脂は、機械物性をより向上させる点で、重量平均分子量(Mw)が8,000以上であることが好ましい。また、重量平均分子量(Mw)が500,000以下の場合、機械物性と成形加工性のバランスに優れるため、好ましい。重量平均分子量は、より好ましくは300,000以下、さらに好ましくは250,000以下である。
The polyester resin preferably has a weight average molecular weight (Mw) of 8,000 or more in order to further improve mechanical properties. Further, when the weight average molecular weight (Mw) is 500,000 or less, the balance between mechanical properties and moldability is excellent, which is preferable. The weight average molecular weight is more preferably 300,000 or less, still more preferably 250,000 or less.
ポリエステル樹脂の融点又はガラス転移点は、200℃以上、好ましくは200~300℃以下、さらに好ましくは220~260℃である。融点が高いほど、耐熱性や強度・剛性が向上し易いが、あまり高いと、溶融させるために高温を要し、成形時に熱劣化し易くなったり、溶融時の粘度が高くなり、流動性が低下したりする。
溶融粘度は融点以上の温度において100~2000Pa・sの範囲内にあることが好ましい。融点以上の温度における溶融粘度がこの範囲内にある芳香族ポリエステル樹脂を使用することによって繊維強化プラスチック成形材料の成形加工を行う際に連続繊維シートに樹脂組成物を過不足なく含浸することができる。 The melting point or glass transition point of the polyester resin is 200°C or higher, preferably 200 to 300°C or lower, more preferably 220 to 260°C. The higher the melting point, the easier it is to improve heat resistance, strength, and rigidity. or decrease.
The melt viscosity is preferably in the range of 100 to 2000 Pa·s at temperatures above the melting point. By using an aromatic polyester resin having a melt viscosity within this range at a temperature equal to or higher than the melting point, the continuous fiber sheet can be impregnated with the resin composition just enough when molding the fiber-reinforced plastic molding material. .
溶融粘度は融点以上の温度において100~2000Pa・sの範囲内にあることが好ましい。融点以上の温度における溶融粘度がこの範囲内にある芳香族ポリエステル樹脂を使用することによって繊維強化プラスチック成形材料の成形加工を行う際に連続繊維シートに樹脂組成物を過不足なく含浸することができる。 The melting point or glass transition point of the polyester resin is 200°C or higher, preferably 200 to 300°C or lower, more preferably 220 to 260°C. The higher the melting point, the easier it is to improve heat resistance, strength, and rigidity. or decrease.
The melt viscosity is preferably in the range of 100 to 2000 Pa·s at temperatures above the melting point. By using an aromatic polyester resin having a melt viscosity within this range at a temperature equal to or higher than the melting point, the continuous fiber sheet can be impregnated with the resin composition just enough when molding the fiber-reinforced plastic molding material. .
架橋性を有する樹脂の混合物とは、主に高分子鎖の側鎖の反応性官能基を利用した3次元架橋構造の発現が可能な樹脂組成物であり、架橋剤の有無は問わない。このような樹脂組成物として例えば、フェノキシ樹脂(A)とエポキシ樹脂(C)と酸無水物(D)からなる組成物、フェノキシ樹脂(A)とポリカーボネート樹脂(B-2)からなる組成物、またはフェノキシ樹脂(A)とポリエステル樹脂(B-3)からなる組成物が例示される。
A mixture of crosslinkable resins is a resin composition that can develop a three-dimensional crosslinked structure mainly using the reactive functional groups of the side chains of the polymer chains, regardless of the presence or absence of a crosslinker. Examples of such a resin composition include a composition comprising a phenoxy resin (A), an epoxy resin (C) and an acid anhydride (D), a composition comprising a phenoxy resin (A) and a polycarbonate resin (B-2), Alternatively, a composition comprising a phenoxy resin (A) and a polyester resin (B-3) is exemplified.
フェノキシ樹脂(A)、エポキシ樹脂(C)及び架橋剤(D)からなる組成物の場合、フェノキシ樹脂(A)は、側鎖の2級水酸基を利用して3次元架橋構造を形成させることができ、酸無水物やイソシアネート化合物、カプロラクタム等が架橋剤として知られている。
本発明の目的を達成するうえではフェノキシ樹脂(A)と架橋剤(D)のみでも構わないが、これらの配合時に樹脂組成物がゲル化しやすいこともあり、エポキシ樹脂(C)と架橋剤(D)を併用することが好ましい。 In the case of a composition comprising a phenoxy resin (A), an epoxy resin (C), and a cross-linking agent (D), the phenoxy resin (A) can form a three-dimensional cross-linked structure using the secondary hydroxyl groups of the side chains. Acid anhydrides, isocyanate compounds, caprolactam and the like are known as cross-linking agents.
In order to achieve the object of the present invention, only the phenoxy resin (A) and the cross-linking agent (D) may be used. D) is preferably used in combination.
本発明の目的を達成するうえではフェノキシ樹脂(A)と架橋剤(D)のみでも構わないが、これらの配合時に樹脂組成物がゲル化しやすいこともあり、エポキシ樹脂(C)と架橋剤(D)を併用することが好ましい。 In the case of a composition comprising a phenoxy resin (A), an epoxy resin (C), and a cross-linking agent (D), the phenoxy resin (A) can form a three-dimensional cross-linked structure using the secondary hydroxyl groups of the side chains. Acid anhydrides, isocyanate compounds, caprolactam and the like are known as cross-linking agents.
In order to achieve the object of the present invention, only the phenoxy resin (A) and the cross-linking agent (D) may be used. D) is preferably used in combination.
エポキシ樹脂(C)は、2官能以上のエポキシ樹脂が好ましく、ビスフェノールAタイプエポキシ樹脂(例えば、新日鉄住金化学株式会社製エポトートYD-011、エポトートYD-7011、エポトートYD-900)、ビスフェノールFタイプエポキシ樹脂(例えば、新日鉄住金化学株式会社製エポトートYDF-2001)、ジフェニルエーテルタイプエポキシ樹脂(例えば、新日鉄住金化学株式会社製YSLV-80DE)、テトラメチルビスフェノールFタイプエポキシ樹脂(例えば、新日鉄住金化学株式会社製YSLV-80XY)、ビスフェノールスルフィドタイプエポキシ樹脂(例えば、新日鉄住金化学株式会社製YSLV-120TE)、ハイドロキノンタイプエポキシ樹脂(例えば、新日鉄住金化学株式会社製エポトートYDC-1312)、フェノールノボラックタイプエポキシ樹脂、(例えば、新日鉄住金化学株式会社製エポトートYDPN-638)、オルソクレゾールノボラックタイプエポキシ樹脂(例えば、新日鉄住金化学株式会社製エポトートYDCN-701、エポトートYDCN-702、エポトートYDCN-703、エポトートYDCN-704)、アラルキルナフタレンジオールノボラックタイプエポキシ樹脂(例えば、新日鉄住金化学株式会社製ESN-355)、トリフェニルメタンタイプエポキシ樹脂(例えば、日本化薬株式会社製EPPN-502H)等が挙げられるが、これらの限定されるものではなく、またこれらは2種類以上混合して使用しても良い。
Epoxy resin (C) is preferably a bifunctional or higher epoxy resin, bisphenol A type epoxy resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd. Epotote YD-011, Epotote YD-7011, Epotote YD-900), bisphenol F type epoxy Resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd. Epototo YDF-2001), diphenyl ether type epoxy resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd. YSLV-80DE), tetramethylbisphenol F type epoxy resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd. YSLV-80XY), bisphenol sulfide type epoxy resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd. YSLV-120TE), hydroquinone type epoxy resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd. Epototo YDC-1312), phenol novolac type epoxy resin, ( For example, Nippon Steel & Sumikin Chemical Co., Ltd. Epotote YDPN-638), ortho cresol novolac type epoxy resin (e.g., Nippon Steel & Sumikin Chemical Co., Ltd. Epotote YDCN-701, Epotote YDCN-702, Epotote YDCN-703, Epotote YDCN-704), Aralkyl naphthalenediol novolak type epoxy resin (eg, ESN-355 manufactured by Nippon Steel & Sumikin Chemical Co., Ltd.), triphenylmethane type epoxy resin (eg, EPPN-502H manufactured by Nippon Kayaku Co., Ltd.), etc., but these are not limited. However, two or more of these may be mixed and used.
マトリックス樹脂組成物を粉体として保存するために、エポキシ樹脂(C)についても、さらに好ましくは、室温で固体であり、融点が75℃~145℃で、160℃における溶融粘度が1.0Pa・s以下である結晶性エポキシ樹脂が良い。1.0Pa・sを超えると、マトリックス樹脂組成物の強化繊維基材への充填性が劣り、得られる成形体の均質性に劣るため好ましくない。
なお、結晶性エポキシ樹脂は、その溶融粘度が固形エポキシ樹脂よりも遥かに低いため、結晶性エポキシ樹脂を配合することによりマトリックス樹脂の含浸性を向上させることができる。そのため、高溶融粘度のフェノキシ樹脂との併用に好適である。 In order to store the matrix resin composition as a powder, the epoxy resin (C) is also preferably solid at room temperature, has a melting point of 75°C to 145°C, and a melt viscosity of 1.0 Pa· at 160°C. A crystalline epoxy resin having a viscosity of s or less is preferred. If the viscosity exceeds 1.0 Pa·s, the matrix resin composition will not fill the reinforcing fiber base material with poor homogeneity, which is not preferable.
Since the melt viscosity of the crystalline epoxy resin is much lower than that of the solid epoxy resin, the impregnating property of the matrix resin can be improved by blending the crystalline epoxy resin. Therefore, it is suitable for combined use with a phenoxy resin having a high melt viscosity.
なお、結晶性エポキシ樹脂は、その溶融粘度が固形エポキシ樹脂よりも遥かに低いため、結晶性エポキシ樹脂を配合することによりマトリックス樹脂の含浸性を向上させることができる。そのため、高溶融粘度のフェノキシ樹脂との併用に好適である。 In order to store the matrix resin composition as a powder, the epoxy resin (C) is also preferably solid at room temperature, has a melting point of 75°C to 145°C, and a melt viscosity of 1.0 Pa· at 160°C. A crystalline epoxy resin having a viscosity of s or less is preferred. If the viscosity exceeds 1.0 Pa·s, the matrix resin composition will not fill the reinforcing fiber base material with poor homogeneity, which is not preferable.
Since the melt viscosity of the crystalline epoxy resin is much lower than that of the solid epoxy resin, the impregnating property of the matrix resin can be improved by blending the crystalline epoxy resin. Therefore, it is suitable for combined use with a phenoxy resin having a high melt viscosity.
エポキシ樹脂(C)を、フェノキシ樹脂(A)100重量部に対して、5~85重量部となるように配合するとよい。好ましくは9~83重量部であり、より好ましくは10~70重量部である。エポキシ樹脂(C)の配合量が85重量部を超えると、エポキシ樹脂の硬化に時間を要するため、脱型に必要な強度を短時間で得にくくなる他、FRPのリサイクル性が低下する。一方、エポキシ樹脂(C)の配合量が5重量部未満になるとエポキシ樹脂の配合による効果が得られなくなり、マトリックス樹脂組成物の硬化物が160℃以上のガラス転移温度(Tg)を発現しにくくなる。
The epoxy resin (C) should be blended in an amount of 5 to 85 parts by weight with respect to 100 parts by weight of the phenoxy resin (A). It is preferably 9 to 83 parts by weight, more preferably 10 to 70 parts by weight. If the amount of the epoxy resin (C) exceeds 85 parts by weight, it takes time to cure the epoxy resin, making it difficult to obtain the strength required for demolding in a short period of time, and the recyclability of the FRP decreases. On the other hand, if the amount of the epoxy resin (C) is less than 5 parts by weight, the effect of the epoxy resin will not be obtained, and the cured product of the matrix resin composition will hardly exhibit a glass transition temperature (Tg) of 160° C. or higher. Become.
架橋剤(D)は、フェノキシ樹脂の側鎖の2級水酸基と反応して3次元架橋構造をとるものであれば酸二無水物やイソシアネート化合物、カプロラクタム等、特に限定されるものではないが、架橋反応が進みすぎたり、架橋距離が短くなり樹脂組成物がゲル化しやすくなる恐れもあるため、エポキシ樹脂(C)と併用することが望ましい。
このため、エポキシ樹脂(C)との反応性も有し、かつ多官能体である酸二無水物が好ましい。特に、ピロメリット酸無水物や4、4‘-オキシジフタル酸無水物、ビスフェノールAフジフタル酸無水物(BisDA)などの芳香族酸二無水物は反応点が多くなり架橋密度を向上させることができ、架橋硬化物のTgが大きく向上することから特に好ましく使用される。 The cross-linking agent (D) is not particularly limited as long as it reacts with the secondary hydroxyl group of the side chain of the phenoxy resin to form a three-dimensional cross-linked structure, and may be an acid dianhydride, an isocyanate compound, caprolactam, or the like. It is desirable to use it together with the epoxy resin (C) because there is a risk that the cross-linking reaction will proceed too much or the cross-linking distance will be shortened and the resin composition will easily gel.
For this reason, acid dianhydrides, which are polyfunctional and have reactivity with the epoxy resin (C), are preferred. In particular, aromatic acid dianhydrides such as pyromellitic anhydride, 4,4'-oxydiphthalic anhydride, and bisphenol A fujiphthalic anhydride (BisDA) have many reaction points and can improve the crosslink density. It is particularly preferably used because the Tg of the crosslinked cured product is greatly improved.
このため、エポキシ樹脂(C)との反応性も有し、かつ多官能体である酸二無水物が好ましい。特に、ピロメリット酸無水物や4、4‘-オキシジフタル酸無水物、ビスフェノールAフジフタル酸無水物(BisDA)などの芳香族酸二無水物は反応点が多くなり架橋密度を向上させることができ、架橋硬化物のTgが大きく向上することから特に好ましく使用される。 The cross-linking agent (D) is not particularly limited as long as it reacts with the secondary hydroxyl group of the side chain of the phenoxy resin to form a three-dimensional cross-linked structure, and may be an acid dianhydride, an isocyanate compound, caprolactam, or the like. It is desirable to use it together with the epoxy resin (C) because there is a risk that the cross-linking reaction will proceed too much or the cross-linking distance will be shortened and the resin composition will easily gel.
For this reason, acid dianhydrides, which are polyfunctional and have reactivity with the epoxy resin (C), are preferred. In particular, aromatic acid dianhydrides such as pyromellitic anhydride, 4,4'-oxydiphthalic anhydride, and bisphenol A fujiphthalic anhydride (BisDA) have many reaction points and can improve the crosslink density. It is particularly preferably used because the Tg of the crosslinked cured product is greatly improved.
架橋剤(D)の配合量は、通常、フェノキシ樹脂(A)の2級水酸基1モルに対して酸無水物基0.6~1.3モルの範囲である。好ましくは0.9~1.3モルの範囲、より好ましくは0.9~1.1モルの範囲である。酸無水物基の量が少なすぎるとフェノキシ樹脂(A)の2級水酸基に対して反応性の酸無水物基が不足するため、架橋密度が低く剛性が劣り、多すぎるとフェノキシ樹脂(A)の2級水酸基に対して酸無水物が過剰になり未反応の酸無水物が硬化特性や架橋密度に悪影響を与える。なお、架橋剤の酸無水物基(COOH)によって直接フェノキシ樹脂を架橋するだけでなく、エポキシ樹脂を介してフェノキシ樹脂を架橋する2種類の形態が併存していると考えられ、架橋剤のCOOHはフェノキシ樹脂の2級OHとエポキシ樹脂のエポキシ基で消費され、硬化物中に残存するCOOHはほぼ無いと想定される。
The amount of the cross-linking agent (D) is usually in the range of 0.6 to 1.3 mol of the acid anhydride group per 1 mol of the secondary hydroxyl group of the phenoxy resin (A). It is preferably in the range of 0.9 to 1.3 mol, more preferably in the range of 0.9 to 1.1 mol. If the amount of acid anhydride groups is too small, the acid anhydride groups reactive with the secondary hydroxyl groups of the phenoxy resin (A) will be insufficient, resulting in a low cross-linking density and poor rigidity. The acid anhydride becomes excessive with respect to the secondary hydroxyl group of the unreacted acid anhydride, which adversely affects the curing properties and crosslink density. In addition to directly cross-linking the phenoxy resin with the acid anhydride group (COOH) of the cross-linking agent, it is thought that there are two forms of cross-linking the phenoxy resin via the epoxy resin. is consumed by the secondary OH of the phenoxy resin and the epoxy group of the epoxy resin, and almost no COOH remains in the cured product.
フェノキシ樹脂(A)とポリカーボネート樹脂(B-2)または芳香族ポリエステル樹脂(B-3)からなる組成物の場合、いずれも熱可塑性樹脂であるにもかかわらず、樹脂組成物を280℃以上、例えば280~320℃、好ましくは280~300℃の範囲内の温度に加熱することによって、不可逆的に硬化し、その後はほぼ不融となるという特徴的な挙動を示す。
この場合の硬化機構は、未だ明らかではないが、フェノキシ樹脂中に含まれる主に2級水酸基と、ポリカーボネート樹脂または芳香族ポリエステル樹脂のエステル基の間でエステル交換反応が生じ、2官能型エポキシ樹脂鎖若しくはフェノキシ樹脂鎖と、ポリカーボネート樹脂鎖の間に架橋を形成して3次元ネットワーク構造をとるために硬化するものと推測される。 In the case of a composition comprising a phenoxy resin (A) and a polycarbonate resin (B-2) or an aromatic polyester resin (B-3), although both are thermoplastic resins, the resin composition is heated at 280° C. or higher, For example, by heating to a temperature within the range of 280 to 320° C., preferably 280 to 300° C., it exhibits a characteristic behavior of irreversibly hardening and thereafter becoming substantially infusible.
The curing mechanism in this case is not yet clear, but transesterification occurs between mainly secondary hydroxyl groups contained in the phenoxy resin and the ester groups of the polycarbonate resin or aromatic polyester resin, resulting in a bifunctional epoxy resin. It is presumed that the hardening is caused by forming crosslinks between chains or phenoxy resin chains and polycarbonate resin chains to take a three-dimensional network structure.
この場合の硬化機構は、未だ明らかではないが、フェノキシ樹脂中に含まれる主に2級水酸基と、ポリカーボネート樹脂または芳香族ポリエステル樹脂のエステル基の間でエステル交換反応が生じ、2官能型エポキシ樹脂鎖若しくはフェノキシ樹脂鎖と、ポリカーボネート樹脂鎖の間に架橋を形成して3次元ネットワーク構造をとるために硬化するものと推測される。 In the case of a composition comprising a phenoxy resin (A) and a polycarbonate resin (B-2) or an aromatic polyester resin (B-3), although both are thermoplastic resins, the resin composition is heated at 280° C. or higher, For example, by heating to a temperature within the range of 280 to 320° C., preferably 280 to 300° C., it exhibits a characteristic behavior of irreversibly hardening and thereafter becoming substantially infusible.
The curing mechanism in this case is not yet clear, but transesterification occurs between mainly secondary hydroxyl groups contained in the phenoxy resin and the ester groups of the polycarbonate resin or aromatic polyester resin, resulting in a bifunctional epoxy resin. It is presumed that the hardening is caused by forming crosslinks between chains or phenoxy resin chains and polycarbonate resin chains to take a three-dimensional network structure.
本発明の繊維強化プラスチック材料のマトリックス樹脂組成物は、その効果を損なわない範囲であれば、その他熱可塑性樹脂や熱硬化性樹脂の他、有機溶媒、架橋剤、無機フィラー、体質顔料、着色剤、酸化防止剤、紫外線防止剤、難燃剤、難燃助剤等も配合してよい。
The matrix resin composition of the fiber-reinforced plastic material of the present invention may contain other thermoplastic resins, thermosetting resins, organic solvents, cross-linking agents, inorganic fillers, extender pigments, and colorants as long as the effect is not impaired. , antioxidants, UV inhibitors, flame retardants, flame retardant aids, etc. may also be blended.
本発明は、本発明の樹脂組成物を強化繊維基材に含浸させてマトリックス樹脂とした強化繊維プラスチック成形材料(以下、「プリプレグ」と呼ぶ。)も含む。
The present invention also includes a reinforcing fiber plastic molding material (hereinafter referred to as "prepreg") obtained by impregnating a reinforcing fiber base material with the resin composition of the present invention to form a matrix resin.
マトリックス樹脂組成物となる樹脂組成物が含浸される強化繊維基材は、その材質に特に制限はなく、例えば、炭素繊維、ガラス繊維、アラミド繊維、アルミナ繊維、ボロン繊維、金属繊維、バサルト繊維などの無機または有機繊維が使用でき、これらは1種または2種以上を併用してもよい。中でも、比強度、比剛性が高く軽量化効果の観点から、PAN系、ピッチ系の炭素繊維が好ましく用いられる。
また、強化繊維は、連続繊維による一方向強化繊維基材や平織り、綾織り等のクロス材であってもよいし、不連続な強化繊維による不織布であってもよい。一般的にスプリングバック現象は、不連続な強化繊維、例えば短繊維を用いた不織布基材にて顕著に見られるが、連続繊維を使用した基材でも多数のプリプレグを積層して加圧成形を行った場合などでは、不織布基材の場合と同様のスプリングバック現象が起こる。 The material of the reinforcing fiber base material impregnated with the resin composition serving as the matrix resin composition is not particularly limited, and examples thereof include carbon fiber, glass fiber, aramid fiber, alumina fiber, boron fiber, metal fiber, and basalt fiber. of inorganic or organic fibers can be used, and these may be used alone or in combination of two or more. Among them, PAN-based and pitch-based carbon fibers are preferably used from the viewpoint of high specific strength and high specific rigidity and weight reduction effect.
The reinforcing fibers may be a unidirectional reinforcing fiber substrate made of continuous fibers, a cloth material such as plain weave or twill weave, or a nonwoven fabric made of discontinuous reinforcing fibers. In general, the springback phenomenon is conspicuous in non-woven fabric substrates using discontinuous reinforcing fibers, such as short fibers. In some cases, the same springback phenomenon occurs as in the case of nonwoven fabric substrates.
また、強化繊維は、連続繊維による一方向強化繊維基材や平織り、綾織り等のクロス材であってもよいし、不連続な強化繊維による不織布であってもよい。一般的にスプリングバック現象は、不連続な強化繊維、例えば短繊維を用いた不織布基材にて顕著に見られるが、連続繊維を使用した基材でも多数のプリプレグを積層して加圧成形を行った場合などでは、不織布基材の場合と同様のスプリングバック現象が起こる。 The material of the reinforcing fiber base material impregnated with the resin composition serving as the matrix resin composition is not particularly limited, and examples thereof include carbon fiber, glass fiber, aramid fiber, alumina fiber, boron fiber, metal fiber, and basalt fiber. of inorganic or organic fibers can be used, and these may be used alone or in combination of two or more. Among them, PAN-based and pitch-based carbon fibers are preferably used from the viewpoint of high specific strength and high specific rigidity and weight reduction effect.
The reinforcing fibers may be a unidirectional reinforcing fiber substrate made of continuous fibers, a cloth material such as plain weave or twill weave, or a nonwoven fabric made of discontinuous reinforcing fibers. In general, the springback phenomenon is conspicuous in non-woven fabric substrates using discontinuous reinforcing fibers, such as short fibers. In some cases, the same springback phenomenon occurs as in the case of nonwoven fabric substrates.
強化繊維基材のサイジング処理は任意で構わない。本発明の樹脂組成物は強化繊維との親和性が良好なため、サイジング処理を行わなくともマトリックス樹脂と強化繊維とが強固に接着するが、配合する樹脂種に合わせて最適なサイジング剤にて処理された強化繊維基材を使用することもできる。
The sizing treatment of the reinforcing fiber base material is optional. Since the resin composition of the present invention has a good affinity with reinforcing fibers, the matrix resin and reinforcing fibers are strongly bonded without sizing treatment. Treated reinforcing fiber substrates can also be used.
本発明のFRP成形用材料は、公知の方法を用いて強化繊維基材にマトリックス樹脂となる樹脂組成物を付着もしくは含浸するが、その際には溶剤を使用しない方法を用いることが好ましい。
このような方法として例えば連続繊維からなる強化繊維基材にフィルム化した樹脂組成物を溶融含浸する方法(圧入法、フィルムスタック法)や、樹脂組成物を紡糸した連続繊維を強化繊維と混織する方法(コミングル法)、粉末化した樹脂組成物を強化繊維基材に散布・塗工する方法(パウダーコーティング法、紛体塗装法)が挙げられる。なかでもコミングル法およびパウダーコーティング法は、FRP成形用材料を作製する際に強化繊維が折損しにくく、柔軟性があり、通気性があるために高多層に積層されても内部気泡が発生しにくいFRP成形用材料が得られるのでより好ましい方法である。
また、強化繊維が短繊維である場合は、不織布の状態に加工した強化繊維基材に樹脂組成物を粉末もしくは溶融状態、エマルジョンとして含浸させる方法や、短繊維を樹脂組成物の粉末もしくは短繊維と一緒に撹拌混合しながら堆積もしくは集成してプリプレグ化する方法が挙げられる。 The FRP molding material of the present invention is obtained by adhering or impregnating a reinforcing fiber base material with a resin composition that serves as a matrix resin using a known method. In this case, it is preferable to use a method that does not use a solvent.
As such a method, for example, a method of melt-impregnating a resin composition formed into a film into a reinforcing fiber base material made of continuous fibers (press-in method, film stack method), or a method of blending continuous fibers spun with a resin composition and reinforcing fibers. a method (commingle method), and a method of spraying and coating a powdered resin composition on a reinforcing fiber substrate (powder coating method, powder coating method). Among them, the commingle method and the powder coating method do not easily break the reinforcing fibers when producing FRP molding materials, and are flexible and breathable, so internal air bubbles are less likely to occur even if they are laminated in multiple layers. This is a more preferable method because an FRP molding material can be obtained.
In addition, when the reinforcing fibers are short fibers, a method of impregnating a reinforcing fiber base material processed into a nonwoven fabric with a resin composition in the form of a powder, a molten state, or an emulsion; A method of depositing or assembling while stirring and mixing together to form a prepreg is exemplified.
このような方法として例えば連続繊維からなる強化繊維基材にフィルム化した樹脂組成物を溶融含浸する方法(圧入法、フィルムスタック法)や、樹脂組成物を紡糸した連続繊維を強化繊維と混織する方法(コミングル法)、粉末化した樹脂組成物を強化繊維基材に散布・塗工する方法(パウダーコーティング法、紛体塗装法)が挙げられる。なかでもコミングル法およびパウダーコーティング法は、FRP成形用材料を作製する際に強化繊維が折損しにくく、柔軟性があり、通気性があるために高多層に積層されても内部気泡が発生しにくいFRP成形用材料が得られるのでより好ましい方法である。
また、強化繊維が短繊維である場合は、不織布の状態に加工した強化繊維基材に樹脂組成物を粉末もしくは溶融状態、エマルジョンとして含浸させる方法や、短繊維を樹脂組成物の粉末もしくは短繊維と一緒に撹拌混合しながら堆積もしくは集成してプリプレグ化する方法が挙げられる。 The FRP molding material of the present invention is obtained by adhering or impregnating a reinforcing fiber base material with a resin composition that serves as a matrix resin using a known method. In this case, it is preferable to use a method that does not use a solvent.
As such a method, for example, a method of melt-impregnating a resin composition formed into a film into a reinforcing fiber base material made of continuous fibers (press-in method, film stack method), or a method of blending continuous fibers spun with a resin composition and reinforcing fibers. a method (commingle method), and a method of spraying and coating a powdered resin composition on a reinforcing fiber substrate (powder coating method, powder coating method). Among them, the commingle method and the powder coating method do not easily break the reinforcing fibers when producing FRP molding materials, and are flexible and breathable, so internal air bubbles are less likely to occur even if they are laminated in multiple layers. This is a more preferable method because an FRP molding material can be obtained.
In addition, when the reinforcing fibers are short fibers, a method of impregnating a reinforcing fiber base material processed into a nonwoven fabric with a resin composition in the form of a powder, a molten state, or an emulsion; A method of depositing or assembling while stirring and mixing together to form a prepreg is exemplified.
本発明の熱可塑性樹脂組成物を使用したFRP成形用材料におけるマトリックス樹脂の付着量(樹脂割合:RC)は、重量比で20~50%、好ましくは25~45%であり、より好ましくは25~40%である。RCが50%を超えるとFRPの引張・曲げ弾性率等の機械物性が低下してしまい、10%を下回ると樹脂の付着量が極端に少ないことから基材内部へのマトリックス樹脂の含浸が不十分になり、熱物性、機械物性ともに低くなる懸念がある。
The adhesion amount of the matrix resin (resin ratio: RC) in the FRP molding material using the thermoplastic resin composition of the present invention is 20 to 50% by weight, preferably 25 to 45%, more preferably 25%. ~40%. If the RC exceeds 50%, the mechanical properties such as tensile and flexural modulus of FRP deteriorate, and if it is less than 10%, the amount of resin adhered is extremely small, making it impossible to impregnate the matrix resin inside the base material. There is a concern that both the thermophysical properties and mechanical properties will become low.
本発明の熱可塑性樹脂組成物を使用したFRP成形用材料を、単独でもしくは複数積層し、加熱かつ加圧することにより、FRP成形物を簡便に製造することができる。すなわち、熱プレスによる加圧成形により、賦形とマトリックス樹脂の強化繊維基材への完全な含浸を同時に行うことが可能となる。FRP成形用材料を使用した成形は、加熱加圧成形である限り、目的とするFRP成形物の大きさや形状に合わせて、オートクレーブ成形や金型を使用した熱プレス成形等の各種成形法を適宜選択して実施することができる。
An FRP molded product can be easily produced by heating and pressurizing the FRP molding material using the thermoplastic resin composition of the present invention singly or by laminating a plurality of them. That is, it is possible to simultaneously perform shaping and complete impregnation of the reinforcing fiber base material with the matrix resin by pressure molding by hot pressing. As long as molding using FRP molding materials is heat and pressure molding, various molding methods such as autoclave molding and hot press molding using a mold can be used as appropriate according to the size and shape of the desired FRP molded product. You can choose to implement it.
加熱加圧成形での成形温度は、例えば160~260℃、好ましくは180℃~250℃、より好ましくは180℃~240℃である。成形温度が上限温度を超えると、必要以上の過剰な熱を加えるため、樹脂の過剰な流れ出しや熱劣化の恐れがある他、昇温や冷却に時間を要するので成形時間(タクトタイム)が長くなり生産性が悪くなる。一方、下限温度を下回るとマトリックス樹脂の溶融粘度が高いため、強化繊維基材へのマトリックス樹脂の含浸性が悪くなる。成形時間については、通常30~60分で行うことができる。
The molding temperature in the heat and pressure molding is, for example, 160 to 260°C, preferably 180 to 250°C, more preferably 180 to 240°C. If the molding temperature exceeds the upper limit temperature, excessive heat is applied, which may result in excessive outflow of resin or thermal deterioration. and productivity deteriorates. On the other hand, when the temperature is lower than the lower limit temperature, the melt viscosity of the matrix resin is high, so the impregnating property of the matrix resin into the reinforcing fiber base material is deteriorated. The molding time is usually 30 to 60 minutes.
本発明の繊維強化プラスチック成形材料から得られるFRTP成形体は、300℃近い熱を受けてもほとんど変形しなくなり、高温における剛性が大きく向上することから、発熱の大きい電気・電子機器のための筐体や部品だけでなく、エンジンカバーなどのより高い耐熱性を要する自動車や産業機器のための成形部品として、広く好適に使用することが可能である。
The FRTP molded article obtained from the fiber-reinforced plastic molding material of the present invention hardly deforms even when subjected to heat of nearly 300°C, and its rigidity at high temperatures is greatly improved. It can be widely and suitably used not only for bodies and parts, but also as molded parts for automobiles and industrial equipment that require higher heat resistance, such as engine covers.
以下に実施例を示し、本発明をさらに具体的に説明するが、本発明はこれら実施例の記載に限定されるものではない。なお、実施例及び比較例における各種物性の試験及び測定方法は、以下のとおりである。
The present invention will be explained more specifically by showing examples below, but the present invention is not limited to the description of these examples. Various physical property tests and measurement methods in Examples and Comparative Examples are as follows.
平均粒子径(D50)
平均粒子径は、レーザー回折・散乱式粒子径分布測定装置(マイクロトラックMT3300EX、日機装製)により、体積基準で累積体積が50%となるときの粒子径を測定した。 Average particle size (D50)
The average particle size was measured by a laser diffraction/scattering particle size distribution analyzer (Microtrac MT3300EX, manufactured by Nikkiso) when the cumulative volume was 50% on a volume basis.
平均粒子径は、レーザー回折・散乱式粒子径分布測定装置(マイクロトラックMT3300EX、日機装製)により、体積基準で累積体積が50%となるときの粒子径を測定した。 Average particle size (D50)
The average particle size was measured by a laser diffraction/scattering particle size distribution analyzer (Microtrac MT3300EX, manufactured by Nikkiso) when the cumulative volume was 50% on a volume basis.
溶融粘度
(ρ220≧、ρminの測定)
レオメータ(AntonPaar社製)を用いて、150mm四方で厚み0.4mmのフィルム状に加工したマトリックス樹脂用組成物(MT樹脂)をパラレルプレートに挟み、5℃/minで昇温、次いで降温しながら、周波数:1Hz、負荷ひずみ:0.2%の条件にて、室温~280℃における昇温時及び280℃から70℃までの降温時のMT樹脂の各種溶融粘度を測定した。
表1中、「ρ220≧」は、降温時の220℃以下の温度域における溶融粘度の最小値を示し、「ρ(220+)」は、室温から280℃まで昇温した際の220℃に到達したときの溶融粘度を示し、「ρmin」は、昇温時の溶融粘度の最小値を示す。
(ρTg+100、ρTm-5の測定)
レオメータ(AntonPaar社製)を用いて、プリプレグのプレス成形加工時に染み出したマトリックス樹脂用組成物の粉砕物約100mgをパラレルプレートに挟み、5℃/minで昇温しながら、周波数:1Hz、負荷ひずみ:0.2%の条件にて、室温~280℃における昇温時の各種溶融粘度を測定した。
表1中、「ρ(Tg+100)」は、樹脂組成物の主成分となる樹脂のガラス転移点+100℃における溶融粘度を示し、「ρ(Tm-5)」は、樹脂組成物の主成分となる樹脂の融点-5℃における溶融粘度を示す。 Melt viscosity (measurement of ρ 220≧ , ρ min )
Using a rheometer (manufactured by AntonPaar), a matrix resin composition (MT resin) processed into a film of 150 mm square and 0.4 mm thick was sandwiched between parallel plates, and the temperature was raised and then lowered at 5°C/min. , frequency: 1 Hz, load strain: 0.2%, various melt viscosities of the MT resin were measured when the temperature was raised from room temperature to 280°C and when the temperature was lowered from 280°C to 70°C.
In Table 1, “ρ 220 ≧ ” indicates the minimum value of melt viscosity in the temperature range of 220° C. or lower when the temperature is lowered, and “ρ (220+) ” indicates the temperature at 220° C. when the temperature is raised from room temperature to 280° C. The melt viscosity is reached when the temperature is reached, and “ρ min ” indicates the minimum value of the melt viscosity when the temperature is raised.
(Measurement of ρ Tg+100 and ρ Tm-5 )
Using a rheometer (manufactured by Anton Paar), about 100 mg of pulverized material of the matrix resin composition exuded during press molding of the prepreg was sandwiched between parallel plates, and the temperature was raised at 5 ° C./min, frequency: 1 Hz, load Various melt viscosities were measured when the temperature was raised from room temperature to 280° C. under the condition of strain: 0.2%.
In Table 1, “ρ (Tg+100) ” indicates the melt viscosity at the glass transition point +100° C. of the resin that is the main component of the resin composition, and “ρ (Tm−5) ” is the main component of the resin composition. It shows the melt viscosity at the melting point of −5° C. of the resin.
(ρ220≧、ρminの測定)
レオメータ(AntonPaar社製)を用いて、150mm四方で厚み0.4mmのフィルム状に加工したマトリックス樹脂用組成物(MT樹脂)をパラレルプレートに挟み、5℃/minで昇温、次いで降温しながら、周波数:1Hz、負荷ひずみ:0.2%の条件にて、室温~280℃における昇温時及び280℃から70℃までの降温時のMT樹脂の各種溶融粘度を測定した。
表1中、「ρ220≧」は、降温時の220℃以下の温度域における溶融粘度の最小値を示し、「ρ(220+)」は、室温から280℃まで昇温した際の220℃に到達したときの溶融粘度を示し、「ρmin」は、昇温時の溶融粘度の最小値を示す。
(ρTg+100、ρTm-5の測定)
レオメータ(AntonPaar社製)を用いて、プリプレグのプレス成形加工時に染み出したマトリックス樹脂用組成物の粉砕物約100mgをパラレルプレートに挟み、5℃/minで昇温しながら、周波数:1Hz、負荷ひずみ:0.2%の条件にて、室温~280℃における昇温時の各種溶融粘度を測定した。
表1中、「ρ(Tg+100)」は、樹脂組成物の主成分となる樹脂のガラス転移点+100℃における溶融粘度を示し、「ρ(Tm-5)」は、樹脂組成物の主成分となる樹脂の融点-5℃における溶融粘度を示す。 Melt viscosity (measurement of ρ 220≧ , ρ min )
Using a rheometer (manufactured by AntonPaar), a matrix resin composition (MT resin) processed into a film of 150 mm square and 0.4 mm thick was sandwiched between parallel plates, and the temperature was raised and then lowered at 5°C/min. , frequency: 1 Hz, load strain: 0.2%, various melt viscosities of the MT resin were measured when the temperature was raised from room temperature to 280°C and when the temperature was lowered from 280°C to 70°C.
In Table 1, “ρ 220 ≧ ” indicates the minimum value of melt viscosity in the temperature range of 220° C. or lower when the temperature is lowered, and “ρ (220+) ” indicates the temperature at 220° C. when the temperature is raised from room temperature to 280° C. The melt viscosity is reached when the temperature is reached, and “ρ min ” indicates the minimum value of the melt viscosity when the temperature is raised.
(Measurement of ρ Tg+100 and ρ Tm-5 )
Using a rheometer (manufactured by Anton Paar), about 100 mg of pulverized material of the matrix resin composition exuded during press molding of the prepreg was sandwiched between parallel plates, and the temperature was raised at 5 ° C./min, frequency: 1 Hz, load Various melt viscosities were measured when the temperature was raised from room temperature to 280° C. under the condition of strain: 0.2%.
In Table 1, “ρ (Tg+100) ” indicates the melt viscosity at the glass transition point +100° C. of the resin that is the main component of the resin composition, and “ρ (Tm−5) ” is the main component of the resin composition. It shows the melt viscosity at the melting point of −5° C. of the resin.
反応性の確認
レオメータ(AntonPaar社製)を用いて、粉末状のマトリックス樹脂用組成物(MT樹脂)をパラレルプレートに挟み、5℃/minで280℃まで昇温し、その後30分間280℃に保持しながら周波数:1Hz、負荷ひずみ:0.2%の条件にて、MT樹脂の溶融粘度を測定した。表1に示した測定結果(Δρ)の凡例は以下のとおりである。なお、基準溶融粘度は、280℃到達時点の溶融粘度である。
◎:280℃保持期間中に5倍以上の溶融粘度上昇が確認。
○:280℃保持期間中に2倍以上の溶融粘度上昇を確認
△:280℃保持期間中に2倍未満の溶融粘度上昇を確認
×:280℃保持期間で溶融粘度がほとんど上昇しなかった。 Confirmation of reactivity Using a rheometer (manufactured by AntonPaar), a powdery matrix resin composition (MT resin) was sandwiched between parallel plates, heated to 280°C at a rate of 5°C/min, and then heated to 280°C for 30 minutes. While holding, the melt viscosity of the MT resin was measured under the conditions of frequency: 1 Hz and load strain: 0.2%. Legends for the measurement results (Δρ) shown in Table 1 are as follows. The reference melt viscosity is the melt viscosity when the temperature reaches 280°C.
A: Increase in melt viscosity of 5 times or more was confirmed during the holding period at 280°C.
◯: The melt viscosity was confirmed to increase by a factor of 2 or more during the holding period at 280°C. △: The melt viscosity was confirmed to be less than doubled during the holding period at 280°C.
レオメータ(AntonPaar社製)を用いて、粉末状のマトリックス樹脂用組成物(MT樹脂)をパラレルプレートに挟み、5℃/minで280℃まで昇温し、その後30分間280℃に保持しながら周波数:1Hz、負荷ひずみ:0.2%の条件にて、MT樹脂の溶融粘度を測定した。表1に示した測定結果(Δρ)の凡例は以下のとおりである。なお、基準溶融粘度は、280℃到達時点の溶融粘度である。
◎:280℃保持期間中に5倍以上の溶融粘度上昇が確認。
○:280℃保持期間中に2倍以上の溶融粘度上昇を確認
△:280℃保持期間中に2倍未満の溶融粘度上昇を確認
×:280℃保持期間で溶融粘度がほとんど上昇しなかった。 Confirmation of reactivity Using a rheometer (manufactured by AntonPaar), a powdery matrix resin composition (MT resin) was sandwiched between parallel plates, heated to 280°C at a rate of 5°C/min, and then heated to 280°C for 30 minutes. While holding, the melt viscosity of the MT resin was measured under the conditions of frequency: 1 Hz and load strain: 0.2%. Legends for the measurement results (Δρ) shown in Table 1 are as follows. The reference melt viscosity is the melt viscosity when the temperature reaches 280°C.
A: Increase in melt viscosity of 5 times or more was confirmed during the holding period at 280°C.
◯: The melt viscosity was confirmed to increase by a factor of 2 or more during the holding period at 280°C. △: The melt viscosity was confirmed to be less than doubled during the holding period at 280°C.
ガラス転移温度(Tg)
マトリックス樹脂用組成物を金型にて圧縮成形し、ダイヤモンドカッターを使用して厚さ2mm、直径6mmのサイズの試験片を切り出した。試験片は、動的粘弾性測定装置(Perkin Elmer製 DMA 7e)を用いて、5℃/分の昇温条件、25~280℃の範囲で測定し、得られるtanδの極大ピークをガラス転移点とした。 Glass transition temperature (Tg)
The composition for matrix resin was compression-molded in a mold, and a test piece having a thickness of 2 mm and a diameter of 6 mm was cut out using a diamond cutter. The test piece is measured using a dynamic viscoelasticity measuring device (Perkin Elmer DMA 7e) at a temperature increase of 5 ° C./min in the range of 25 to 280 ° C. The maximum peak of tan δ obtained is taken as the glass transition point. and
マトリックス樹脂用組成物を金型にて圧縮成形し、ダイヤモンドカッターを使用して厚さ2mm、直径6mmのサイズの試験片を切り出した。試験片は、動的粘弾性測定装置(Perkin Elmer製 DMA 7e)を用いて、5℃/分の昇温条件、25~280℃の範囲で測定し、得られるtanδの極大ピークをガラス転移点とした。 Glass transition temperature (Tg)
The composition for matrix resin was compression-molded in a mold, and a test piece having a thickness of 2 mm and a diameter of 6 mm was cut out using a diamond cutter. The test piece is measured using a dynamic viscoelasticity measuring device (Perkin Elmer DMA 7e) at a temperature increase of 5 ° C./min in the range of 25 to 280 ° C. The maximum peak of tan δ obtained is taken as the glass transition point. and
融点(Tm)
JIS K 7121:1987 プラスチックの転移温度測定方法に基づき、示差走査熱量測定装置(DSC)を用いて測定した。 Melting point (Tm)
It was measured using a differential scanning calorimeter (DSC) based on JIS K 7121:1987 Plastic transition temperature measurement method.
JIS K 7121:1987 プラスチックの転移温度測定方法に基づき、示差走査熱量測定装置(DSC)を用いて測定した。 Melting point (Tm)
It was measured using a differential scanning calorimeter (DSC) based on JIS K 7121:1987 Plastic transition temperature measurement method.
スプリングバック(S/B)性評価
成形品のスプリングバックは、大気オーブン中で200℃、30分の熱履歴を受けた後の成形品と、25℃における成形品の厚みの変化量にて判定した。
厚み測定はマイクロメーターを用いて3箇所行った平均値を使用し、下記式にてスプリングバック量を算出した。
S/B量(%)=熱履歴後の成形体寸法厚み/25℃の成形体厚み×100 Evaluation of springback (S/B) property The springback of the molded product is determined by the amount of change in the thickness of the molded product after being subjected to a heat history of 200°C for 30 minutes in an air oven and the thickness of the molded product at 25°C. did.
The thickness was measured using a micrometer and the average value was used to calculate the amount of springback according to the following formula.
S/B amount (%) = dimensional thickness of molded body after heat history/thickness of molded body at 25°C x 100
成形品のスプリングバックは、大気オーブン中で200℃、30分の熱履歴を受けた後の成形品と、25℃における成形品の厚みの変化量にて判定した。
厚み測定はマイクロメーターを用いて3箇所行った平均値を使用し、下記式にてスプリングバック量を算出した。
S/B量(%)=熱履歴後の成形体寸法厚み/25℃の成形体厚み×100 Evaluation of springback (S/B) property The springback of the molded product is determined by the amount of change in the thickness of the molded product after being subjected to a heat history of 200°C for 30 minutes in an air oven and the thickness of the molded product at 25°C. did.
The thickness was measured using a micrometer and the average value was used to calculate the amount of springback according to the following formula.
S/B amount (%) = dimensional thickness of molded body after heat history/thickness of molded body at 25°C x 100
FRP曲げ試験
JIS K 7074:1988繊維強化プラスチックの曲げ試験方法に準拠して、得られた金属-FRP複合体の機械物性(曲げ強度及び曲げ弾性率)を測定した。
成形後の厚みが1.0mmとなるようにFRP成形用材料を積層し、各実施例・比較例に示す条件で加熱圧着した。次いでダイヤモンドカッターを用いて幅15mm、長さ60mmに整形することによって、曲げ試験用FRP複合体のサンプルを作製した。
なお、測定に際しては、前処理としてサンプルを220℃に設定した大気オーブンに10min静置したのち取り出し、室温まで放冷することを行っている。 FRP Bending Test Mechanical properties (bending strength and bending elastic modulus) of the obtained metal-FRP composite were measured according to JIS K 7074:1988 Fiber-reinforced plastic bending test method.
The FRP molding material was laminated so that the thickness after molding was 1.0 mm, and heat-pressed under the conditions shown in each example and comparative example. Then, a sample of the FRP composite for the bending test was prepared by shaping it into a width of 15 mm and a length of 60 mm using a diamond cutter.
In the measurement, as a pretreatment, the sample was placed in an air oven set at 220° C. for 10 minutes, then taken out and allowed to cool to room temperature.
JIS K 7074:1988繊維強化プラスチックの曲げ試験方法に準拠して、得られた金属-FRP複合体の機械物性(曲げ強度及び曲げ弾性率)を測定した。
成形後の厚みが1.0mmとなるようにFRP成形用材料を積層し、各実施例・比較例に示す条件で加熱圧着した。次いでダイヤモンドカッターを用いて幅15mm、長さ60mmに整形することによって、曲げ試験用FRP複合体のサンプルを作製した。
なお、測定に際しては、前処理としてサンプルを220℃に設定した大気オーブンに10min静置したのち取り出し、室温まで放冷することを行っている。 FRP Bending Test Mechanical properties (bending strength and bending elastic modulus) of the obtained metal-FRP composite were measured according to JIS K 7074:1988 Fiber-reinforced plastic bending test method.
The FRP molding material was laminated so that the thickness after molding was 1.0 mm, and heat-pressed under the conditions shown in each example and comparative example. Then, a sample of the FRP composite for the bending test was prepared by shaping it into a width of 15 mm and a length of 60 mm using a diamond cutter.
In the measurement, as a pretreatment, the sample was placed in an air oven set at 220° C. for 10 minutes, then taken out and allowed to cool to room temperature.
荷重たわみ温度の測定
JIS K 7191プラスチック-荷重たわみ温度の求め方を参考に、試験片となる繊維強化プラスチックの荷重たわみ温度を測定した。 Measurement of deflection temperature under load The deflection temperature under load of the fiber-reinforced plastic to be the test piece was measured with reference to JIS K 7191 Plastics - Determination of deflection temperature under load.
JIS K 7191プラスチック-荷重たわみ温度の求め方を参考に、試験片となる繊維強化プラスチックの荷重たわみ温度を測定した。 Measurement of deflection temperature under load The deflection temperature under load of the fiber-reinforced plastic to be the test piece was measured with reference to JIS K 7191 Plastics - Determination of deflection temperature under load.
熱可塑性樹脂組成物を構成する樹脂成分を下記に示す。
フェノキシ樹脂(A)
フェノトートYP-50S(新日鉄住金化学製ビスフェノールA型、Mw=40,000、水酸基当量=284g/eq)、250℃における溶融粘度=90Pa・s
ポリアミド樹脂(B-1)
CM1017(東レ製、ポリアミド6)、250℃における溶融粘度=125Pa・s、Tm=225℃
ポリカーボネート樹脂(B-2)
ユーピロンS3000F(三菱エンジニアリングプラスチックス株式会社製、Mw=36,000)、280℃における溶融粘度=1,000Pa・s、Tg=160℃、Tm=230~260℃
芳香族ポリエステル樹脂(B-3)
NEH-2070(ユニチカ社製、ポリエチレンテレフタレート)、270℃における溶融粘度=914Pa・s、Tg=77℃、Tm=250℃
エポキシ樹脂(C)
YSLV-80XY(新日鉄住金化学株式会社製テトラメチルビスフェノールF型、エポキシ当量=192、Tm=72℃)
架橋剤(D)
BisDA(ビスフェノールA,ジフタル酸無水物、酸無水物当量:260、融点:184℃、SABIC社) The resin components constituting the thermoplastic resin composition are shown below.
Phenoxy resin (A)
Phenotote YP-50S (bisphenol A type manufactured by Nippon Steel & Sumikin Chemical, Mw = 40,000, hydroxyl equivalent = 284 g / eq), melt viscosity at 250 ° C. = 90 Pa s
Polyamide resin (B-1)
CM1017 (manufactured by Toray, polyamide 6), melt viscosity at 250 ° C. = 125 Pa s, Tm = 225 ° C.
Polycarbonate resin (B-2)
Iupilon S3000F (manufactured by Mitsubishi Engineering-Plastics Co., Ltd., Mw = 36,000), melt viscosity at 280 ° C. = 1,000 Pa s, Tg = 160 ° C., Tm = 230 to 260 ° C.
Aromatic polyester resin (B-3)
NEH-2070 (manufactured by Unitika Ltd., polyethylene terephthalate), melt viscosity at 270°C = 914 Pa s, Tg = 77°C, Tm = 250°C
Epoxy resin (C)
YSLV-80XY (tetramethylbisphenol F type manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., epoxy equivalent = 192, Tm = 72 ° C.)
Crosslinking agent (D)
BisDA (bisphenol A, diphthalic anhydride, acid anhydride equivalent: 260, melting point: 184°C, SABIC)
フェノキシ樹脂(A)
フェノトートYP-50S(新日鉄住金化学製ビスフェノールA型、Mw=40,000、水酸基当量=284g/eq)、250℃における溶融粘度=90Pa・s
ポリアミド樹脂(B-1)
CM1017(東レ製、ポリアミド6)、250℃における溶融粘度=125Pa・s、Tm=225℃
ポリカーボネート樹脂(B-2)
ユーピロンS3000F(三菱エンジニアリングプラスチックス株式会社製、Mw=36,000)、280℃における溶融粘度=1,000Pa・s、Tg=160℃、Tm=230~260℃
芳香族ポリエステル樹脂(B-3)
NEH-2070(ユニチカ社製、ポリエチレンテレフタレート)、270℃における溶融粘度=914Pa・s、Tg=77℃、Tm=250℃
エポキシ樹脂(C)
YSLV-80XY(新日鉄住金化学株式会社製テトラメチルビスフェノールF型、エポキシ当量=192、Tm=72℃)
架橋剤(D)
BisDA(ビスフェノールA,ジフタル酸無水物、酸無水物当量:260、融点:184℃、SABIC社) The resin components constituting the thermoplastic resin composition are shown below.
Phenoxy resin (A)
Phenotote YP-50S (bisphenol A type manufactured by Nippon Steel & Sumikin Chemical, Mw = 40,000, hydroxyl equivalent = 284 g / eq), melt viscosity at 250 ° C. = 90 Pa s
Polyamide resin (B-1)
CM1017 (manufactured by Toray, polyamide 6), melt viscosity at 250 ° C. = 125 Pa s, Tm = 225 ° C.
Polycarbonate resin (B-2)
Iupilon S3000F (manufactured by Mitsubishi Engineering-Plastics Co., Ltd., Mw = 36,000), melt viscosity at 280 ° C. = 1,000 Pa s, Tg = 160 ° C., Tm = 230 to 260 ° C.
Aromatic polyester resin (B-3)
NEH-2070 (manufactured by Unitika Ltd., polyethylene terephthalate), melt viscosity at 270°C = 914 Pa s, Tg = 77°C, Tm = 250°C
Epoxy resin (C)
YSLV-80XY (tetramethylbisphenol F type manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., epoxy equivalent = 192, Tm = 72 ° C.)
Crosslinking agent (D)
BisDA (bisphenol A, diphthalic anhydride, acid anhydride equivalent: 260, melting point: 184°C, SABIC)
作成例1
YP-50S 50重量部及びS3000F 50重量部を準備し、それぞれ粉砕、分級して平均粒子径D50が100μm以下である粉体にしたものを、乾式粉体混合機によってドライブレンドすることによって樹脂組成物E1を調製した。 Creation example 1
50 parts by weight of YP-50S and 50 parts by weight of S3000F are prepared, each pulverized and classified into a powder having an average particle diameter D50 of 100 μm or less, and dry-blended with a dry powder mixer to form a resin composition. Item E1 was prepared.
YP-50S 50重量部及びS3000F 50重量部を準備し、それぞれ粉砕、分級して平均粒子径D50が100μm以下である粉体にしたものを、乾式粉体混合機によってドライブレンドすることによって樹脂組成物E1を調製した。 Creation example 1
50 parts by weight of YP-50S and 50 parts by weight of S3000F are prepared, each pulverized and classified into a powder having an average particle diameter D50 of 100 μm or less, and dry-blended with a dry powder mixer to form a resin composition. Item E1 was prepared.
作成例2
YP-50S 77重量部及びYSLV-80XY 23重量部を準備し、それぞれ粉砕、分級して平均粒子径D50が100μm以下である粉体に、BisDAをYP-50Sの水酸基当量に対して1.0等量となるように配合して、乾式粉体混合機を用いてドライブレンドすることによって樹脂組成物E2を調製した。 Creation example 2
77 parts by weight of YP-50S and 23 parts by weight of YSLV-80XY are prepared, pulverized and classified, respectively, and the average particle diameter D50 is 100 μm or less. Resin composition E2 was prepared by blending in equal amounts and dry-blending using a dry powder mixer.
YP-50S 77重量部及びYSLV-80XY 23重量部を準備し、それぞれ粉砕、分級して平均粒子径D50が100μm以下である粉体に、BisDAをYP-50Sの水酸基当量に対して1.0等量となるように配合して、乾式粉体混合機を用いてドライブレンドすることによって樹脂組成物E2を調製した。 Creation example 2
77 parts by weight of YP-50S and 23 parts by weight of YSLV-80XY are prepared, pulverized and classified, respectively, and the average particle diameter D50 is 100 μm or less. Resin composition E2 was prepared by blending in equal amounts and dry-blending using a dry powder mixer.
作成例3
YP-50S 50重量部、及びCM1017 50重量部を準備し、それぞれ粉砕、分級して平均粒子径D50が100μm以下である粉体にしたものを、乾式粉体混合機(愛知電気社製、ロッキングミキサー)によってドライブレンドすることによって樹脂組成物E3を調製した。 Creation example 3
Prepare 50 parts by weight of YP-50S and 50 parts by weight of CM1017, pulverize and classify each to powder having an average particle diameter D50 of 100 μm or less, and use a dry powder mixer (manufactured by Aichi Denki Co., Ltd., Rocking Resin composition E3 was prepared by dry blending with a mixer).
YP-50S 50重量部、及びCM1017 50重量部を準備し、それぞれ粉砕、分級して平均粒子径D50が100μm以下である粉体にしたものを、乾式粉体混合機(愛知電気社製、ロッキングミキサー)によってドライブレンドすることによって樹脂組成物E3を調製した。 Creation example 3
Prepare 50 parts by weight of YP-50S and 50 parts by weight of CM1017, pulverize and classify each to powder having an average particle diameter D50 of 100 μm or less, and use a dry powder mixer (manufactured by Aichi Denki Co., Ltd., Rocking Resin composition E3 was prepared by dry blending with a mixer).
作成例4
YP-50S 70重量部、及びNEH-2070 30重量部を準備し、それぞれ粉砕、分級して平均粒子径D50が100μm以下である粉体にしたものを、乾式粉体混合機(愛知電気社製、ロッキングミキサー)によってドライブレンドすることによって樹脂組成物E4を調製した。 Creation example 4
Prepare 70 parts by weight of YP-50S and 30 parts by weight of NEH-2070, pulverize and classify each to powder with an average particle diameter D50 of 100 μm or less, and use a dry powder mixer (manufactured by Aichi Denki Co., Ltd. A resin composition E4 was prepared by dry blending with a rocking mixer).
YP-50S 70重量部、及びNEH-2070 30重量部を準備し、それぞれ粉砕、分級して平均粒子径D50が100μm以下である粉体にしたものを、乾式粉体混合機(愛知電気社製、ロッキングミキサー)によってドライブレンドすることによって樹脂組成物E4を調製した。 Creation example 4
Prepare 70 parts by weight of YP-50S and 30 parts by weight of NEH-2070, pulverize and classify each to powder with an average particle diameter D50 of 100 μm or less, and use a dry powder mixer (manufactured by Aichi Denki Co., Ltd. A resin composition E4 was prepared by dry blending with a rocking mixer).
実施例1
マトリックス用の樹脂として樹脂組成物E1の短繊維状樹脂繊維(繊維径29μm、平均繊維長50mm)と、強化繊維として短繊維状炭素繊維(三菱ケミカル社製、TR50S、繊維径7μm、平均繊維長50mm)を準備し、混合比率を50/50とした。これらを混合したものを前処理機に投入し、前処理工程を経てカード機に投入して、樹脂組成物E2の短繊維状樹脂繊維と短繊維状炭素繊維とが均一に混合したウェブを作製した。このウェブをニードルパンチ法で交絡一体化させて、厚み7mmのランダムマットからなるCFRPプリプレグを作製した。
得られたCFRPプリプレグは5枚重ねで積層され、280℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。 Example 1
Short fibrous resin fibers (fiber diameter 29 μm, average fiber length 50 mm) of the resin composition E1 as the matrix resin, and short fibrous carbon fibers (manufactured by Mitsubishi Chemical Corporation, TR50S, fiber diameter 7 μm, average fiber length 50 mm) was prepared and the mixing ratio was set to 50/50. A mixture of these is put into a pretreatment machine, put into a carding machine through a pretreatment process, and a web in which the short fibrous resin fibers and short fibrous carbon fibers of the resin composition E2 are uniformly mixed is produced. did. This web was entangled and integrated by a needle punching method to produce a CFRP prepreg made of a random mat having a thickness of 7 mm.
The obtained CFRP prepreg was laminated in five layers and pressed at 5 MPa for 10 minutes with a pressing machine heated to 280° C. to produce a CFRP molded body.
マトリックス用の樹脂として樹脂組成物E1の短繊維状樹脂繊維(繊維径29μm、平均繊維長50mm)と、強化繊維として短繊維状炭素繊維(三菱ケミカル社製、TR50S、繊維径7μm、平均繊維長50mm)を準備し、混合比率を50/50とした。これらを混合したものを前処理機に投入し、前処理工程を経てカード機に投入して、樹脂組成物E2の短繊維状樹脂繊維と短繊維状炭素繊維とが均一に混合したウェブを作製した。このウェブをニードルパンチ法で交絡一体化させて、厚み7mmのランダムマットからなるCFRPプリプレグを作製した。
得られたCFRPプリプレグは5枚重ねで積層され、280℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。 Example 1
Short fibrous resin fibers (fiber diameter 29 μm, average fiber length 50 mm) of the resin composition E1 as the matrix resin, and short fibrous carbon fibers (manufactured by Mitsubishi Chemical Corporation, TR50S, fiber diameter 7 μm, average fiber length 50 mm) was prepared and the mixing ratio was set to 50/50. A mixture of these is put into a pretreatment machine, put into a carding machine through a pretreatment process, and a web in which the short fibrous resin fibers and short fibrous carbon fibers of the resin composition E2 are uniformly mixed is produced. did. This web was entangled and integrated by a needle punching method to produce a CFRP prepreg made of a random mat having a thickness of 7 mm.
The obtained CFRP prepreg was laminated in five layers and pressed at 5 MPa for 10 minutes with a pressing machine heated to 280° C. to produce a CFRP molded body.
実施例2
作成例1で得た樹脂組成物E1を、サイジング剤を除去したSA3202(サカイオーベックス株式会社製、平織りの開繊炭素繊維クロス材)を強化繊維基材として、静電場において、電荷60kV、吹き付け空気量60L/minの条件で、成形後のVfが60%となるように粉体塗装を行った。その後、オーブンで250℃、3分間加熱溶融させて樹脂組成物を炭素繊維に熱融着させ、厚みが0.9mmであり、樹脂割合(RC)は30%のCFRPプリプレグを作製した。
得られたCFRPプリプレグは、280℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。 Example 2
The resin composition E1 obtained in Preparation Example 1 was sprayed with SA3202 (manufactured by Sakai Ovex Co., Ltd., open fiber open carbon fiber cloth material made by Sakai Ovex Co., Ltd.) from which the sizing agent was removed as a reinforcing fiber base material at a charge of 60 kV in an electrostatic field. Powder coating was performed at an air flow rate of 60 L/min so that Vf after molding was 60%. After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%.
The obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 280° C. to produce a CFRP molded body.
作成例1で得た樹脂組成物E1を、サイジング剤を除去したSA3202(サカイオーベックス株式会社製、平織りの開繊炭素繊維クロス材)を強化繊維基材として、静電場において、電荷60kV、吹き付け空気量60L/minの条件で、成形後のVfが60%となるように粉体塗装を行った。その後、オーブンで250℃、3分間加熱溶融させて樹脂組成物を炭素繊維に熱融着させ、厚みが0.9mmであり、樹脂割合(RC)は30%のCFRPプリプレグを作製した。
得られたCFRPプリプレグは、280℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。 Example 2
The resin composition E1 obtained in Preparation Example 1 was sprayed with SA3202 (manufactured by Sakai Ovex Co., Ltd., open fiber open carbon fiber cloth material made by Sakai Ovex Co., Ltd.) from which the sizing agent was removed as a reinforcing fiber base material at a charge of 60 kV in an electrostatic field. Powder coating was performed at an air flow rate of 60 L/min so that Vf after molding was 60%. After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%.
The obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 280° C. to produce a CFRP molded body.
実施例3
マトリックス用の樹脂として作成例2で得た樹脂組成物E2と、強化繊維としてリサイクル炭素繊維(アイカーボン株式会社製、平均繊維長50mm)を利用しニードルパンチ法で作成した短繊維状炭素繊維基材製(目付量400g/m2)を準備し、粉体塗工装置を用いて、電荷60kV、吹き付け空気量60L/minの条件で、成形後のVfが60%となるように粉体塗装を行った。その後、オーブンで250℃、3分間加熱溶融させて樹脂組成物を炭素繊維に熱融着させ、厚み7mmのランダムマットからなるCFRPプリプレグを作製した。
得られたCFRPプリプレグは5枚重ねで積層され、240℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。 Example 3
A short fibrous carbon fiber base prepared by a needle punch method using the resin composition E2 obtained in Preparation Example 2 as the matrix resin and recycled carbon fiber (manufactured by iCarbon Co., Ltd., average fiber length 50 mm) as the reinforcing fiber. A material (400 g/m 2 basis weight) is prepared, and powder coating is performed using a powder coating device under the conditions of an electric charge of 60 kV and an air blowing rate of 60 L/min so that Vf after molding is 60%. did After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg composed of a random mat having a thickness of 7 mm.
The obtained CFRP prepreg was laminated in five layers, and pressed at 5 MPa for 10 minutes with a press heated to 240° C. to produce a CFRP molded body.
マトリックス用の樹脂として作成例2で得た樹脂組成物E2と、強化繊維としてリサイクル炭素繊維(アイカーボン株式会社製、平均繊維長50mm)を利用しニードルパンチ法で作成した短繊維状炭素繊維基材製(目付量400g/m2)を準備し、粉体塗工装置を用いて、電荷60kV、吹き付け空気量60L/minの条件で、成形後のVfが60%となるように粉体塗装を行った。その後、オーブンで250℃、3分間加熱溶融させて樹脂組成物を炭素繊維に熱融着させ、厚み7mmのランダムマットからなるCFRPプリプレグを作製した。
得られたCFRPプリプレグは5枚重ねで積層され、240℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。 Example 3
A short fibrous carbon fiber base prepared by a needle punch method using the resin composition E2 obtained in Preparation Example 2 as the matrix resin and recycled carbon fiber (manufactured by iCarbon Co., Ltd., average fiber length 50 mm) as the reinforcing fiber. A material (400 g/m 2 basis weight) is prepared, and powder coating is performed using a powder coating device under the conditions of an electric charge of 60 kV and an air blowing rate of 60 L/min so that Vf after molding is 60%. did After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg composed of a random mat having a thickness of 7 mm.
The obtained CFRP prepreg was laminated in five layers, and pressed at 5 MPa for 10 minutes with a press heated to 240° C. to produce a CFRP molded body.
実施例4
作成例2で得た樹脂組成物E2を、サイジング剤を除去したSA3202を強化繊維基材として、静電場において、電荷60kV、吹き付け空気量60L/minの条件で、成形後のVfが60%となるように粉体塗装を行った。その後、オーブンで250℃、3分間加熱溶融させて樹脂組成物を炭素繊維に熱融着させ、厚みが0.9mmであり、樹脂割合(RC)は30%のCFRPプリプレグを作製した。
得られたCFRPプリプレグは、200℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。 Example 4
The resin composition E2 obtained in Preparation Example 2 was used as a reinforcing fiber base material with SA3202 from which the sizing agent was removed, and the Vf after molding was 60% under the conditions of an electric charge of 60 kV and a blown air amount of 60 L / min in an electrostatic field. I powder coated it to look like this. After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%.
The obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 200° C. to produce a CFRP compact.
作成例2で得た樹脂組成物E2を、サイジング剤を除去したSA3202を強化繊維基材として、静電場において、電荷60kV、吹き付け空気量60L/minの条件で、成形後のVfが60%となるように粉体塗装を行った。その後、オーブンで250℃、3分間加熱溶融させて樹脂組成物を炭素繊維に熱融着させ、厚みが0.9mmであり、樹脂割合(RC)は30%のCFRPプリプレグを作製した。
得られたCFRPプリプレグは、200℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。 Example 4
The resin composition E2 obtained in Preparation Example 2 was used as a reinforcing fiber base material with SA3202 from which the sizing agent was removed, and the Vf after molding was 60% under the conditions of an electric charge of 60 kV and a blown air amount of 60 L / min in an electrostatic field. I powder coated it to look like this. After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%.
The obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 200° C. to produce a CFRP compact.
実施例5
作成例1で得た樹脂組成物E1を、サイジング剤を除去したSA3202を強化繊維基材として、静電場において、電荷60kV、吹き付け空気量60L/minの条件で、成形後のVfが60%となるように粉体塗装を行った。その後、オーブンで250℃、3分間加熱溶融させて樹脂組成物を炭素繊維に熱融着させ、厚みが0.9mmであり、樹脂割合(RC)は30%のCFRPプリプレグを作製した。
得られたCFRPプリプレグは、280℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。得られたCFRP成形体X1に対し、冷却後、機械的強度(破断点応力及び弾性率)の測定を行った。その結果を表2に示した。 Example 5
The resin composition E1 obtained in Preparation Example 1 was used as a reinforcing fiber base material with SA3202 from which the sizing agent was removed, and the Vf after molding was 60% under the conditions of an electric charge of 60 kV and a blown air amount of 60 L / min in an electrostatic field. I powder coated it to look like this. After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%.
The obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 280° C. to produce a CFRP molded body. After cooling the obtained CFRP molded article X1, the mechanical strength (stress at break and elastic modulus) was measured. The results are shown in Table 2.
作成例1で得た樹脂組成物E1を、サイジング剤を除去したSA3202を強化繊維基材として、静電場において、電荷60kV、吹き付け空気量60L/minの条件で、成形後のVfが60%となるように粉体塗装を行った。その後、オーブンで250℃、3分間加熱溶融させて樹脂組成物を炭素繊維に熱融着させ、厚みが0.9mmであり、樹脂割合(RC)は30%のCFRPプリプレグを作製した。
得られたCFRPプリプレグは、280℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。得られたCFRP成形体X1に対し、冷却後、機械的強度(破断点応力及び弾性率)の測定を行った。その結果を表2に示した。 Example 5
The resin composition E1 obtained in Preparation Example 1 was used as a reinforcing fiber base material with SA3202 from which the sizing agent was removed, and the Vf after molding was 60% under the conditions of an electric charge of 60 kV and a blown air amount of 60 L / min in an electrostatic field. I powder coated it to look like this. After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%.
The obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 280° C. to produce a CFRP molded body. After cooling the obtained CFRP molded article X1, the mechanical strength (stress at break and elastic modulus) was measured. The results are shown in Table 2.
実施例6
作成例4で得た樹脂組成物E4を、サイジング剤を除去したSA3202を強化繊維基材として、静電場において、電荷60kV、吹き付け空気量60L/minの条件で、成形後のVfが60%となるように粉体塗装を行った。その後、オーブンで270℃、3分間加熱溶融させて樹脂組成物を炭素繊維に熱融着させ、厚みが0.9mmであり、樹脂割合(RC)は30%のCFRPプリプレグを作製した。
得られたCFRPプリプレグは、270℃に加熱したプレス機で、2MPaで15分間プレスすることでCFRP成形体を作製した。得られたCFRP成形体X1に対し、冷却後、機械的強度(破断点応力及び弾性率)の測定を行った。その結果を表2に示した。 Example 6
The resin composition E4 obtained in Preparation Example 4 was used as a reinforcing fiber base material with SA3202 from which the sizing agent was removed, and the Vf after molding was 60% under the conditions of an electric charge of 60 kV and a blown air amount of 60 L / min in an electrostatic field. I powder coated it to look like this. After that, the resin composition was heated and melted in an oven at 270° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%.
The obtained CFRP prepreg was pressed at 2 MPa for 15 minutes with a press heated to 270° C. to produce a CFRP molded body. After cooling the obtained CFRP molded article X1, the mechanical strength (stress at break and elastic modulus) was measured. The results are shown in Table 2.
作成例4で得た樹脂組成物E4を、サイジング剤を除去したSA3202を強化繊維基材として、静電場において、電荷60kV、吹き付け空気量60L/minの条件で、成形後のVfが60%となるように粉体塗装を行った。その後、オーブンで270℃、3分間加熱溶融させて樹脂組成物を炭素繊維に熱融着させ、厚みが0.9mmであり、樹脂割合(RC)は30%のCFRPプリプレグを作製した。
得られたCFRPプリプレグは、270℃に加熱したプレス機で、2MPaで15分間プレスすることでCFRP成形体を作製した。得られたCFRP成形体X1に対し、冷却後、機械的強度(破断点応力及び弾性率)の測定を行った。その結果を表2に示した。 Example 6
The resin composition E4 obtained in Preparation Example 4 was used as a reinforcing fiber base material with SA3202 from which the sizing agent was removed, and the Vf after molding was 60% under the conditions of an electric charge of 60 kV and a blown air amount of 60 L / min in an electrostatic field. I powder coated it to look like this. After that, the resin composition was heated and melted in an oven at 270° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%.
The obtained CFRP prepreg was pressed at 2 MPa for 15 minutes with a press heated to 270° C. to produce a CFRP molded body. After cooling the obtained CFRP molded article X1, the mechanical strength (stress at break and elastic modulus) was measured. The results are shown in Table 2.
比較例1
D50が100μm以下となるように粉砕・分級したYP-50Sを単独で使用したこと以外は、実施例1と同様にして、厚みが0.9mmであり、樹脂割合(RC)は30%のCFRPプリプレグを作製した。
得られたCFRPプリプレグは、280℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。得られたCFRP成形体X1に対し、冷却後、機械的強度(破断点応力及び弾性率)の測定を行った。その結果を表2に示した。 Comparative example 1
CFRP with a thickness of 0.9 mm and a resin ratio (RC) of 30% in the same manner as in Example 1, except that YP-50S that was pulverized and classified so that D50 was 100 μm or less was used alone. A prepreg was produced.
The obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 280° C. to produce a CFRP molded body. After cooling the obtained CFRP molded article X1, the mechanical strength (stress at break and elastic modulus) was measured. The results are shown in Table 2.
D50が100μm以下となるように粉砕・分級したYP-50Sを単独で使用したこと以外は、実施例1と同様にして、厚みが0.9mmであり、樹脂割合(RC)は30%のCFRPプリプレグを作製した。
得られたCFRPプリプレグは、280℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。得られたCFRP成形体X1に対し、冷却後、機械的強度(破断点応力及び弾性率)の測定を行った。その結果を表2に示した。 Comparative example 1
CFRP with a thickness of 0.9 mm and a resin ratio (RC) of 30% in the same manner as in Example 1, except that YP-50S that was pulverized and classified so that D50 was 100 μm or less was used alone. A prepreg was produced.
The obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 280° C. to produce a CFRP molded body. After cooling the obtained CFRP molded article X1, the mechanical strength (stress at break and elastic modulus) was measured. The results are shown in Table 2.
比較例2
D50が100μm以下となるように粉砕・分級したYP-50Sをサイジング剤除去したSA3202を強化繊維基材として、静電場において、電荷60kV、吹き付け空気量60L/minの条件で、成形後のVfが60%となるように粉体塗装を行った。その後、オーブンで250℃、3分間加熱溶融させて樹脂組成物を炭素繊維に熱融着させ、厚みが0.9mmであり、樹脂割合(RC)は30%のCFRPプリプレグを作製した。
得られたCFRPプリプレグは、280℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。得られたCFRP成形体X1に対し、冷却後、機械的強度(破断点応力及び弾性率)の測定を行った。その結果を表2に示した。 Comparative example 2
YP-50S pulverized and classified so that D50 is 100 μm or less and SA3202 from which the sizing agent is removed is used as a reinforcing fiber base material, and in an electrostatic field, under the conditions of an electric charge of 60 kV and a blown air amount of 60 L / min, Vf after molding is Powder coating was applied so as to be 60%. After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%.
The obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 280° C. to produce a CFRP molded body. After cooling the obtained CFRP molded article X1, the mechanical strength (stress at break and elastic modulus) was measured. The results are shown in Table 2.
D50が100μm以下となるように粉砕・分級したYP-50Sをサイジング剤除去したSA3202を強化繊維基材として、静電場において、電荷60kV、吹き付け空気量60L/minの条件で、成形後のVfが60%となるように粉体塗装を行った。その後、オーブンで250℃、3分間加熱溶融させて樹脂組成物を炭素繊維に熱融着させ、厚みが0.9mmであり、樹脂割合(RC)は30%のCFRPプリプレグを作製した。
得られたCFRPプリプレグは、280℃に加熱したプレス機で、5MPaで10分間プレスすることでCFRP成形体を作製した。得られたCFRP成形体X1に対し、冷却後、機械的強度(破断点応力及び弾性率)の測定を行った。その結果を表2に示した。 Comparative example 2
YP-50S pulverized and classified so that D50 is 100 μm or less and SA3202 from which the sizing agent is removed is used as a reinforcing fiber base material, and in an electrostatic field, under the conditions of an electric charge of 60 kV and a blown air amount of 60 L / min, Vf after molding is Powder coating was applied so as to be 60%. After that, the resin composition was heated and melted in an oven at 250° C. for 3 minutes to thermally bond the resin composition to the carbon fibers, thereby producing a CFRP prepreg having a thickness of 0.9 mm and a resin ratio (RC) of 30%.
The obtained CFRP prepreg was pressed at 5 MPa for 10 minutes with a press heated to 280° C. to produce a CFRP molded body. After cooling the obtained CFRP molded article X1, the mechanical strength (stress at break and elastic modulus) was measured. The results are shown in Table 2.
比較例3
樹脂組成物E2の代わりに、D50が100μm以下となるように粉砕・分級したCM1017を単独で用いたこと以外は、実施例2と同様にして、樹脂割合(RC)が30%のCFRTPプリプレグ及びCFRTP成形体を作製し、機械的強度(破断点応力及び弾性率)の測定を行った。 Comparative example 3
CFRTP prepreg having a resin ratio (RC) of 30% and A CFRTP molded article was produced and the mechanical strength (stress at break and elastic modulus) was measured.
樹脂組成物E2の代わりに、D50が100μm以下となるように粉砕・分級したCM1017を単独で用いたこと以外は、実施例2と同様にして、樹脂割合(RC)が30%のCFRTPプリプレグ及びCFRTP成形体を作製し、機械的強度(破断点応力及び弾性率)の測定を行った。 Comparative example 3
CFRTP prepreg having a resin ratio (RC) of 30% and A CFRTP molded article was produced and the mechanical strength (stress at break and elastic modulus) was measured.
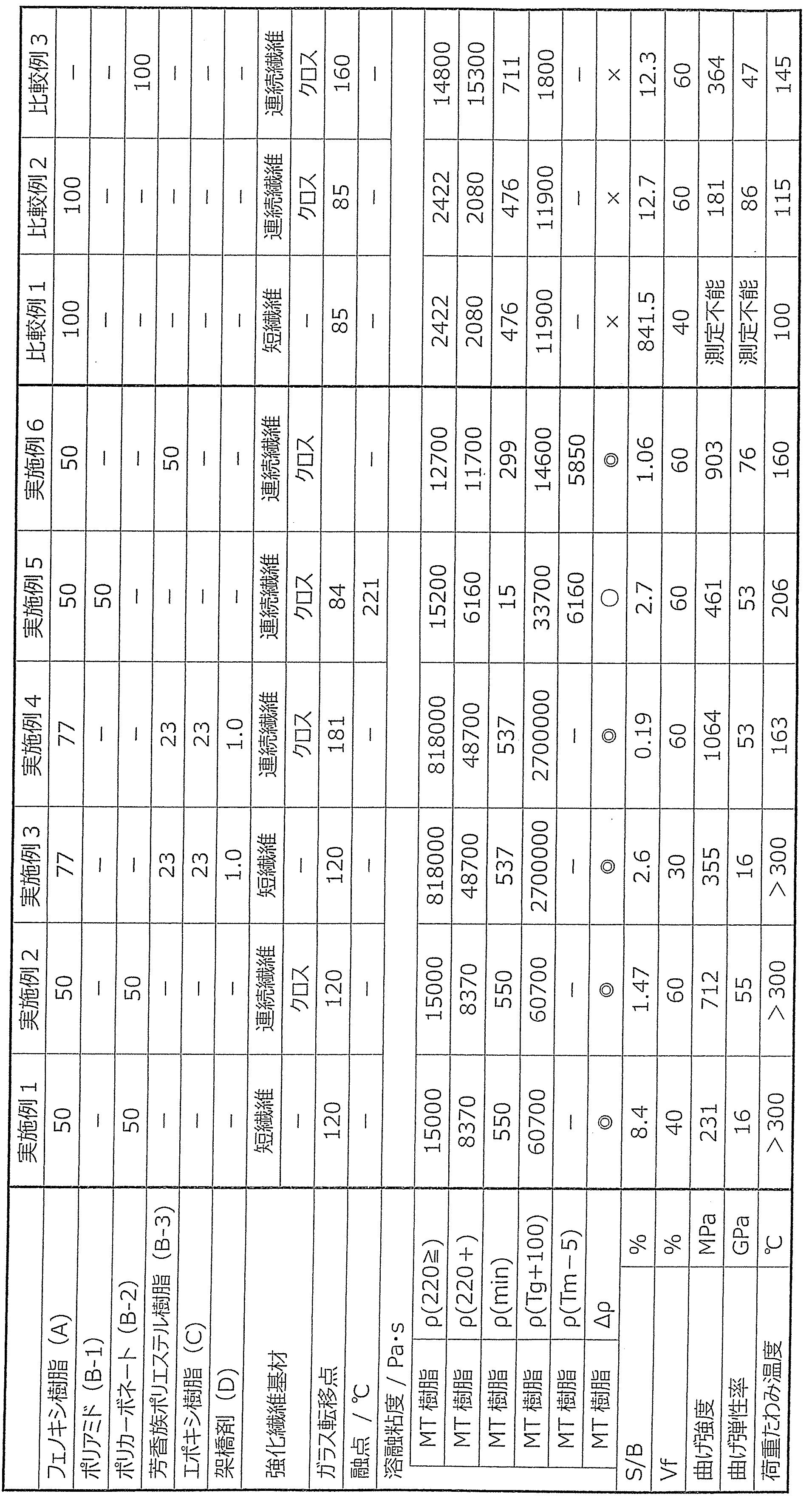
本発明の樹脂組成物をマトリックス樹脂として作成されたCFRPは、その構成材料を単独で使用した場合に比べると、高温環境下に置かれてもスプリングバック量が小さく、かつ荷重たわみ温度も高くなっていることが表1に示す結果から明らかである。
このように、CFRPのマトリックス樹脂となる樹脂組成物の溶融粘度パラメータを請求項の範囲となるようにすることで熱可塑性樹脂を主成分としながらも加工温度以上での高い耐熱性を発現させることができ、スーパーエンプラなどの高温加工が必要な高耐熱樹脂ではなくともそれに匹敵する性能を示すことから、熱間での耐熱性や機械強度が要求される自動車材料や航空宇宙分野において加工やコスト面などにおいて有用な材料として使用できる。 CFRP prepared by using the resin composition of the present invention as a matrix resin has a small amount of springback and a high deflection temperature under load even when placed in a high-temperature environment, compared to the case where the constituent material is used alone. It is clear from the results shown in Table 1 that
In this way, by setting the melt viscosity parameter of the resin composition to be the matrix resin of CFRP within the scope of the claims, it is possible to express high heat resistance above the processing temperature while using a thermoplastic resin as the main component. Even if it is not a highly heat-resistant resin that requires high-temperature processing such as super engineering plastics, it exhibits performance comparable to that, so it can be used in automotive materials and aerospace fields where heat resistance and mechanical strength in hot conditions are required. It can be used as a useful material for surfaces and the like.
このように、CFRPのマトリックス樹脂となる樹脂組成物の溶融粘度パラメータを請求項の範囲となるようにすることで熱可塑性樹脂を主成分としながらも加工温度以上での高い耐熱性を発現させることができ、スーパーエンプラなどの高温加工が必要な高耐熱樹脂ではなくともそれに匹敵する性能を示すことから、熱間での耐熱性や機械強度が要求される自動車材料や航空宇宙分野において加工やコスト面などにおいて有用な材料として使用できる。 CFRP prepared by using the resin composition of the present invention as a matrix resin has a small amount of springback and a high deflection temperature under load even when placed in a high-temperature environment, compared to the case where the constituent material is used alone. It is clear from the results shown in Table 1 that
In this way, by setting the melt viscosity parameter of the resin composition to be the matrix resin of CFRP within the scope of the claims, it is possible to express high heat resistance above the processing temperature while using a thermoplastic resin as the main component. Even if it is not a highly heat-resistant resin that requires high-temperature processing such as super engineering plastics, it exhibits performance comparable to that, so it can be used in automotive materials and aerospace fields where heat resistance and mechanical strength in hot conditions are required. It can be used as a useful material for surfaces and the like.
本発明の樹脂組成物は、自動車や航空・宇宙といった過酷な環境下にて使用される構造部材用のFRTP材料、特にCFRTP材料として有用である。
The resin composition of the present invention is useful as a FRTP material, particularly a CFRTP material, for structural members used in harsh environments such as automobiles, aviation and space.
Claims (7)
- 強化繊維基材に含浸されたのち繊維強化プラスチックのマトリックス樹脂となる、熱可塑性樹脂を含む樹脂組成物であって、
樹脂組成物全体の50wt%以上がフェノキシ樹脂を必須成分とする熱可塑性樹脂であり、
レオメーターを用いて室温から280℃まで昇温後、再び室温まで降温したときの溶融粘度が220℃以下の温度域にて10000Pa・sを超えていることを特徴とする熱可塑性樹脂組成物。 A resin composition containing a thermoplastic resin that becomes a matrix resin of a fiber-reinforced plastic after being impregnated into a reinforcing fiber base material,
50 wt% or more of the entire resin composition is a thermoplastic resin containing a phenoxy resin as an essential component,
A thermoplastic resin composition characterized by having a melt viscosity exceeding 10000 Pa·s in a temperature range of 220°C or lower when the temperature is raised from room temperature to 280°C using a rheometer and then cooled to room temperature again. - マトリックス樹脂がフェノキシ樹脂(A)を30wt%以上70wt%以下含み、残りがポリアミド樹脂(B-1)、ポリカーボネート樹脂(B-2)及びポリエステル樹脂(B-3)からなる群のいずれか1種以上から選ばれる第2の熱可塑性樹脂(B-1~3)との混合物である請求項1に記載の熱可塑性樹脂組成物。 The matrix resin contains 30 wt% or more and 70 wt% or less of the phenoxy resin (A), and the remainder is any one of the group consisting of the polyamide resin (B-1), the polycarbonate resin (B-2) and the polyester resin (B-3). The thermoplastic resin composition according to claim 1, which is a mixture with a second thermoplastic resin (B-1 to B-3) selected from the above.
- マトリックス樹脂として、熱可塑性樹脂と共に、エポキシ樹脂(C)を含む請求項1に記載の熱可塑性樹脂組成物。 The thermoplastic resin composition according to claim 1, which contains an epoxy resin (C) together with a thermoplastic resin as a matrix resin.
- マトリックス樹脂となる樹脂組成物が相互に反応性又は架橋性を示す請求項1の熱可塑性樹脂組成物。 The thermoplastic resin composition according to claim 1, wherein the resin composition serving as the matrix resin exhibits mutual reactivity or crosslinkability.
- 請求項1~4のいずれか一項に記載の熱可塑性樹脂組成物を強化繊維基材に含浸させた繊維強化プラスチック成形材料。 A fiber-reinforced plastic molding material in which a reinforcing fiber base material is impregnated with the thermoplastic resin composition according to any one of claims 1 to 4.
- 請求項5に記載の繊維強化プラスチック成形材料を成形してなる成形体。 A molded article obtained by molding the fiber-reinforced plastic molding material according to claim 5.
- 成形加工時の温度と同じ熱環境下に10分間放置後、常温まで放冷した繊維強化プラスチックの厚みの変化率が0%より大きく10%未満である請求項5に記載の成形体。
6. The molded article according to claim 5, wherein the change rate of the thickness of the fiber-reinforced plastic is more than 0% and less than 10% when left to stand for 10 minutes in the same thermal environment as the temperature during molding and then allowed to cool to room temperature.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-009028 | 2021-01-22 | ||
| JP2021009028 | 2021-01-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022158559A1 true WO2022158559A1 (en) | 2022-07-28 |
Family
ID=82549776
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/002152 WO2022158559A1 (en) | 2021-01-22 | 2022-01-21 | Fiber-reinforced plastic molding material and molded object thereof |
Country Status (2)
| Country | Link |
|---|---|
| TW (1) | TW202237711A (en) |
| WO (1) | WO2022158559A1 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019048460A (en) * | 2015-03-26 | 2019-03-28 | 日鉄ケミカル&マテリアル株式会社 | Metal laminate of fiber-reinforced plastic molding material |
| JP2019119213A (en) * | 2017-12-28 | 2019-07-22 | 日本製鉄株式会社 | Metal-fiber reinforced resin material composite and manufacturing method therefor |
| WO2019189820A1 (en) * | 2018-03-30 | 2019-10-03 | 日鉄ケミカル&マテリアル株式会社 | Thermoplastic resin composition, fiber-reinforced-plastic molding material, and molded article |
| WO2020196617A1 (en) * | 2019-03-26 | 2020-10-01 | 日鉄ケミカル&マテリアル株式会社 | Resin composition, cured molded article, fiber-reinforced plastic molding material, fiber-reinforced plastic, fiber-reinforced plastic laminated molded body, and methods for producing same |
| WO2021200793A1 (en) * | 2020-03-30 | 2021-10-07 | 日鉄ケミカル&マテリアル株式会社 | Fiber-reinforced plastic molding material |
-
2022
- 2022-01-21 WO PCT/JP2022/002152 patent/WO2022158559A1/en active Application Filing
- 2022-01-21 TW TW111102622A patent/TW202237711A/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019048460A (en) * | 2015-03-26 | 2019-03-28 | 日鉄ケミカル&マテリアル株式会社 | Metal laminate of fiber-reinforced plastic molding material |
| JP2019119213A (en) * | 2017-12-28 | 2019-07-22 | 日本製鉄株式会社 | Metal-fiber reinforced resin material composite and manufacturing method therefor |
| WO2019189820A1 (en) * | 2018-03-30 | 2019-10-03 | 日鉄ケミカル&マテリアル株式会社 | Thermoplastic resin composition, fiber-reinforced-plastic molding material, and molded article |
| WO2020196617A1 (en) * | 2019-03-26 | 2020-10-01 | 日鉄ケミカル&マテリアル株式会社 | Resin composition, cured molded article, fiber-reinforced plastic molding material, fiber-reinforced plastic, fiber-reinforced plastic laminated molded body, and methods for producing same |
| WO2021200793A1 (en) * | 2020-03-30 | 2021-10-07 | 日鉄ケミカル&マテリアル株式会社 | Fiber-reinforced plastic molding material |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202237711A (en) | 2022-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6731987B2 (en) | Fiber reinforced plastic molding | |
| EP2470367B1 (en) | Engineered crosslinked thermoplastic particles for interlaminar toughening | |
| CN113613878B (en) | Fiber-reinforced plastic laminate molded body and method for producing same | |
| US20120164455A1 (en) | Epoxy Resin System Containing Insoluble and Partially Soluble or Swellable Toughening Particles for Use in Prepreg and Structural Component Applications | |
| JPWO2018182038A1 (en) | Metal-fiber reinforced resin material composite and method for producing the same | |
| TW202033659A (en) | Resin composition, fiber-reinforced plastic molding material, and molded article | |
| JP7273795B2 (en) | Thermoplastic resin composition, fiber-reinforced plastic molding material and molding | |
| WO2021200793A1 (en) | Fiber-reinforced plastic molding material | |
| US20170342196A1 (en) | Improved fast cure epoxy resins and prepregs obtained therefrom | |
| WO2022158559A1 (en) | Fiber-reinforced plastic molding material and molded object thereof | |
| TWI746621B (en) | Fiber-reinforced plastic molding material, its manufacturing method and molded article | |
| JP2019156981A (en) | Prepreg, fiber reinforced composite material, and manufacturing method therefor | |
| JP6944804B2 (en) | Manufacturing method of prepreg for fiber reinforced plastic molding | |
| JP2021100807A (en) | Fiber-reinforced plastic laminate molding and its manufacturing method | |
| WO2020137972A1 (en) | Highly heat-resistant thermoplastic resin composition and molded article manufactured therefrom | |
| WO2024071090A1 (en) | Prepreg, and method for producing fiber-reinforced composite material using said prepreg | |
| JP6716872B2 (en) | Intermediate for resin molding and resin molding | |
| TW202330276A (en) | Prepreg, fiber-reinforced resin molded article, and integrated molded article | |
| JP2023175486A (en) | Method for producing fiber-reinforced plastic molding material and method for producing fiber-reinforced plastic molded body | |
| JP2021178902A (en) | Prepreg | |
| JPH0741645A (en) | Resin composition and prepreg |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22742678 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22742678 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |