WO2022085089A1 - Manufacturing method for frozen food packaging container - Google Patents
Manufacturing method for frozen food packaging container Download PDFInfo
- Publication number
- WO2022085089A1 WO2022085089A1 PCT/JP2020/039457 JP2020039457W WO2022085089A1 WO 2022085089 A1 WO2022085089 A1 WO 2022085089A1 JP 2020039457 W JP2020039457 W JP 2020039457W WO 2022085089 A1 WO2022085089 A1 WO 2022085089A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- container
- sealing
- heat
- lid material
- manufacturing
- Prior art date
Links
- 235000013611 frozen food Nutrition 0.000 title claims abstract description 73
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 43
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 29
- 238000007789 sealing Methods 0.000 claims abstract description 118
- 239000000463 material Substances 0.000 claims description 98
- 238000000034 method Methods 0.000 claims description 39
- 238000010438 heat treatment Methods 0.000 abstract description 8
- -1 polypropylene Polymers 0.000 description 14
- 229920005989 resin Polymers 0.000 description 11
- 239000011347 resin Substances 0.000 description 11
- 238000003860 storage Methods 0.000 description 9
- 239000004743 Polypropylene Substances 0.000 description 7
- 229920001155 polypropylene Polymers 0.000 description 7
- 239000004677 Nylon Substances 0.000 description 6
- 229920001778 nylon Polymers 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 4
- 235000013305 food Nutrition 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 239000000565 sealant Substances 0.000 description 4
- 238000009826 distribution Methods 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 235000012054 meals Nutrition 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229920005668 polycarbonate resin Polymers 0.000 description 2
- 239000004431 polycarbonate resin Substances 0.000 description 2
- 229920005678 polyethylene based resin Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920005673 polypropylene based resin Polymers 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 229920001634 Copolyester Polymers 0.000 description 1
- 241000219051 Fagopyrum Species 0.000 description 1
- 235000009419 Fagopyrum esculentum Nutrition 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 238000009459 flexible packaging Methods 0.000 description 1
- 235000015220 hamburgers Nutrition 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 229920001179 medium density polyethylene Polymers 0.000 description 1
- 239000004701 medium-density polyethylene Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 235000012149 noodles Nutrition 0.000 description 1
- 235000015927 pasta Nutrition 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 235000014347 soups Nutrition 0.000 description 1
- 238000010025 steaming Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000010257 thawing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
Abstract
The present invention provides a manufacturing method for a frozen food packaging container in which both airtight sealability and ease of opening a lid member are achieved. This manufacturing method for a frozen food packaging container including a container and a lid member comprises a sealing step in which the container and the lid member are joined by heating. At the sealing step, heat-sealing is performed multiple times at predetermined positions in the same pattern over the entire periphery of the outer edge portion of the container, whereby the container and the lid member are joined by heating.
Description
本発明は、容器と蓋材とを有する冷凍食品用包装容器の製造方法に関し、特に、密封性と、蓋材の開封性との両立を図った冷凍食品用包装容器の製造方法に関する。
The present invention relates to a method for manufacturing a packaged container for frozen foods having a container and a lid material, and more particularly to a method for manufacturing a packaged container for frozen foods, which achieves both sealability and openability of the lid material.
現在、各種の食品または飲料等を収納する容器と、外気を遮断するように容器を密封する蓋材とを有する包装容器が用いられている。容器は、プラスチック等で構成され、カップ状またはトレー状等の様々な形状ものがある。
包装容器は、例えば、容器に食品等を収納した後に、容器に蓋材をかぶせ、容器と蓋材とをヒートシールして密封している。包装容器の製造方法について種々のものが提案されている。 Currently, a packaging container having a container for storing various foods or beverages and a lid material for sealing the container so as to block the outside air is used. The container is made of plastic or the like, and has various shapes such as a cup shape or a tray shape.
In the packaging container, for example, after storing food or the like in the container, the container is covered with a lid material, and the container and the lid material are heat-sealed and sealed. Various methods for manufacturing packaging containers have been proposed.
包装容器は、例えば、容器に食品等を収納した後に、容器に蓋材をかぶせ、容器と蓋材とをヒートシールして密封している。包装容器の製造方法について種々のものが提案されている。 Currently, a packaging container having a container for storing various foods or beverages and a lid material for sealing the container so as to block the outside air is used. The container is made of plastic or the like, and has various shapes such as a cup shape or a tray shape.
In the packaging container, for example, after storing food or the like in the container, the container is covered with a lid material, and the container and the lid material are heat-sealed and sealed. Various methods for manufacturing packaging containers have been proposed.
特許文献1の容器のシール方法は、容器本体の環状のフランジ部に蓋材を加熱接合してシールする容器のシール方法において、フランジ部と蓋材とを加熱接合してシールする工程を、環状の凸部を備えたシールヘッドによる少なくとも2回のシール部が重なるシール工程で構成する一方、これら少なくとも2回のシール工程の少なくとも1回のシール工程を、環状の凸部の内外周縁部に凹凸部を備えたシールヘッドによるシール工程で構成している。特許文献1では、蓋材の開封を容易とするため、フランジ部の外周縁部の角部にまったくヒートシールしない部分を形成し、この部分から開封を開始できるようにしてある。
The method for sealing a container in Patent Document 1 is a method for sealing a container in which a lid material is heat-bonded to a ring-shaped flange portion of a container body to seal the container. While it is composed of a sealing step in which at least two sealing portions are overlapped by a sealing head provided with a convex portion, at least one sealing step of these at least two sealing steps is performed on the inner and outer peripheral edges of the annular convex portion. It consists of a sealing process using a sealing head equipped with a part. In Patent Document 1, in order to facilitate the opening of the lid material, a portion that is not heat-sealed at all is formed at the corner portion of the outer peripheral edge portion of the flange portion, and the opening can be started from this portion.
特許文献2には、成形容器の口縁部上端面に蓋をヒートシールする際に、上端面に蓋を載置し、上端面部分に沿って蓋の上面から蓋の外周縁の全周を比較的に低い温度でヒートシールし、次いで蓋の外周縁の一部を最初のヒートシールのときの温度よりも高い温度で再びヒートシールする部分的蓋二重シール方法が記載されている。
In Patent Document 2, when the lid is heat-sealed on the upper end surface of the mouth edge portion of the molded container, the lid is placed on the upper end surface, and the entire circumference of the outer peripheral edge of the lid is formed from the upper surface of the lid along the upper end surface portion. A partial lid double sealing method is described in which heat seals at a relatively low temperature and then heat seals a part of the outer peripheral edge of the lid again at a temperature higher than the temperature at the time of the first heat seal.
包装容器としては、流通過程、保管過程、および販売過程等において、蓋材が剥がれて内容物が容器の外部に漏れる等がなく、内容物の保存性を高めるために高い密封性が要求されている。一方、収納された食品等を取り出す際の利便性から蓋材については容易に剥がやすい開封性が要求されている。
包装容器の内容物が冷凍食品の場合、マイナス18℃以下の低温環境下で、容器に冷凍食品を収納した後、蓋材と、容器とをシールした後、再度マイナス18℃以下の低温環境で保存される。また、流通過程でも低温環境が維持され、包装容器毎、電子レンジにより加熱される。
このように、冷凍食品の場合、マイナス18℃以下の低温の状態から、電子レンジを用いて冷凍食品が加熱されるため温度変化が大きい。冷凍食品用の包装容器には、低温の状態、および大きな温度変化に耐える密封性が要求される。 As a packaging container, in the distribution process, storage process, sales process, etc., the lid material does not peel off and the contents do not leak to the outside of the container, and high sealing performance is required to improve the storage stability of the contents. There is. On the other hand, for the convenience of taking out the stored food or the like, the lid material is required to have an openability that can be easily peeled off.
When the contents of the packaging container are frozen foods, in a low temperature environment of -18 ° C or less, after storing the frozen foods in the container, seal the lid material and the container, and then again in a low temperature environment of -18 ° C or less. It will be saved. In addition, the low temperature environment is maintained even in the distribution process, and each packaging container is heated by a microwave oven.
As described above, in the case of frozen food, the temperature changes greatly because the frozen food is heated using a microwave oven from a low temperature state of -18 ° C or lower. Packaging containers for frozen foods are required to have a sealing property that can withstand low temperature conditions and large temperature changes.
包装容器の内容物が冷凍食品の場合、マイナス18℃以下の低温環境下で、容器に冷凍食品を収納した後、蓋材と、容器とをシールした後、再度マイナス18℃以下の低温環境で保存される。また、流通過程でも低温環境が維持され、包装容器毎、電子レンジにより加熱される。
このように、冷凍食品の場合、マイナス18℃以下の低温の状態から、電子レンジを用いて冷凍食品が加熱されるため温度変化が大きい。冷凍食品用の包装容器には、低温の状態、および大きな温度変化に耐える密封性が要求される。 As a packaging container, in the distribution process, storage process, sales process, etc., the lid material does not peel off and the contents do not leak to the outside of the container, and high sealing performance is required to improve the storage stability of the contents. There is. On the other hand, for the convenience of taking out the stored food or the like, the lid material is required to have an openability that can be easily peeled off.
When the contents of the packaging container are frozen foods, in a low temperature environment of -18 ° C or less, after storing the frozen foods in the container, seal the lid material and the container, and then again in a low temperature environment of -18 ° C or less. It will be saved. In addition, the low temperature environment is maintained even in the distribution process, and each packaging container is heated by a microwave oven.
As described above, in the case of frozen food, the temperature changes greatly because the frozen food is heated using a microwave oven from a low temperature state of -18 ° C or lower. Packaging containers for frozen foods are required to have a sealing property that can withstand low temperature conditions and large temperature changes.
しかしながら、上述のように特許文献1では、蓋材の開封を容易とするため、フランジ部の外周縁部の角部にまったくヒートシールしない部分を形成し、この部分から蓋材の開封を開始できるようにしてある。このことから、低温の状態、および大きな温度変化を伴う密封性が十分ではない虞がある。
また、特許文献2は、部分的に2回シールしており、シールが1回の部分がある。1回のシールでは、シール部に異物が混入したり、またシール部に気泡が生じた場合、低温の状態、および大きな温度変化を伴う密封性が十分ではない虞がある。このように、現状では、冷凍食品用の包装容器について、密封性と、蓋材の開封性との両立を図ったものがない。 However, as described above, in Patent Document 1, in order to facilitate the opening of the lid material, a portion that is not heat-sealed at all is formed at the corner of the outer peripheral edge portion of the flange portion, and the opening of the lid material can be started from this portion. It is done like this. From this, there is a possibility that the sealing property with a low temperature state and a large temperature change is not sufficient.
Further,Patent Document 2 partially seals twice, and there is a portion where the seal is once. In one seal, if foreign matter is mixed in the seal portion or air bubbles are generated in the seal portion, there is a possibility that the sealing property with a low temperature state and a large temperature change is not sufficient. As described above, at present, there is no packaging container for frozen foods that achieves both sealability and openability of the lid material.
また、特許文献2は、部分的に2回シールしており、シールが1回の部分がある。1回のシールでは、シール部に異物が混入したり、またシール部に気泡が生じた場合、低温の状態、および大きな温度変化を伴う密封性が十分ではない虞がある。このように、現状では、冷凍食品用の包装容器について、密封性と、蓋材の開封性との両立を図ったものがない。 However, as described above, in Patent Document 1, in order to facilitate the opening of the lid material, a portion that is not heat-sealed at all is formed at the corner of the outer peripheral edge portion of the flange portion, and the opening of the lid material can be started from this portion. It is done like this. From this, there is a possibility that the sealing property with a low temperature state and a large temperature change is not sufficient.
Further,
本発明の目的は、密封性と、蓋材の開封性との両立を図った冷凍食品用包装容器の製造方法を提供することにある。
An object of the present invention is to provide a method for manufacturing a packaging container for frozen foods, which achieves both sealability and openability of a lid material.
上述の目的を達成するために、本発明の一態様は、容器と蓋材とを有する冷凍食品用包装容器の製造方法であって、容器と蓋材とを、加熱接合するシール工程を有し、シール工程は、容器の外縁部の全周にわたり、同じパターンで予め定められた位置に複数回ヒートシールを実施して、容器と蓋材とを加熱接合する、冷凍食品用包装容器の製造方法を提供するものである。
In order to achieve the above object, one aspect of the present invention is a method for manufacturing a packaged container for frozen foods having a container and a lid material, which comprises a sealing step of heat-bonding the container and the lid material. In the sealing process, a method for manufacturing a packaged container for frozen foods, in which the container and the lid material are heat-bonded by performing heat sealing multiple times at predetermined positions in the same pattern over the entire circumference of the outer edge of the container. Is to provide.
容器は、開口部を有し、開口部の外縁に沿って、開口部の反対側に張り出したフランジ部を有し、シール工程は、蓋材を、容器のフランジ部に加熱接合することが好ましい。
シール工程は、加熱接合を2回実施することが好ましい。
シール工程により、容器の外縁部の全周に、連続した線状のシール部が形成されることが好ましい。
シール工程は、ヒーターが用いられ、ヒーターは、蓋材と接する曲面を有し、曲面の半径は、シール工程で形成されるシール部の幅よりも小さいことが好ましい。
シール部は、外縁部において外側に向けて突出した突出部を有することが好ましい。 The container has an opening and has a flange overhanging on the opposite side of the opening along the outer edge of the opening, and the sealing process preferably heat-bonds the lid to the flange of the container. ..
In the sealing step, it is preferable to carry out heat bonding twice.
It is preferable that a continuous linear sealing portion is formed on the entire circumference of the outer edge portion of the container by the sealing step.
A heater is used in the sealing step, and the heater preferably has a curved surface in contact with the lid material, and the radius of the curved surface is smaller than the width of the sealing portion formed in the sealing step.
The sealing portion preferably has a protruding portion that protrudes outward at the outer edge portion.
シール工程は、加熱接合を2回実施することが好ましい。
シール工程により、容器の外縁部の全周に、連続した線状のシール部が形成されることが好ましい。
シール工程は、ヒーターが用いられ、ヒーターは、蓋材と接する曲面を有し、曲面の半径は、シール工程で形成されるシール部の幅よりも小さいことが好ましい。
シール部は、外縁部において外側に向けて突出した突出部を有することが好ましい。 The container has an opening and has a flange overhanging on the opposite side of the opening along the outer edge of the opening, and the sealing process preferably heat-bonds the lid to the flange of the container. ..
In the sealing step, it is preferable to carry out heat bonding twice.
It is preferable that a continuous linear sealing portion is formed on the entire circumference of the outer edge portion of the container by the sealing step.
A heater is used in the sealing step, and the heater preferably has a curved surface in contact with the lid material, and the radius of the curved surface is smaller than the width of the sealing portion formed in the sealing step.
The sealing portion preferably has a protruding portion that protrudes outward at the outer edge portion.
本発明によれば、密封性と、蓋材の開封性との両立を図った冷凍食品用包装容器が得られる。
According to the present invention, a packaging container for frozen foods can be obtained in which both the sealing property and the opening property of the lid material are compatible.
以下に、添付の図面に示す好適実施形態に基づいて、本発明の冷凍食品用包装容器の製造方法を詳細に説明する。
以下、本発明の冷凍食品用包装容器の製造方法の一例について説明するが、以下に説明する図は、本発明を説明するための例示的なものであり、以下に示す図に本発明が限定されるものではない。 Hereinafter, the method for producing the packaged container for frozen foods of the present invention will be described in detail based on the preferred embodiment shown in the attached drawings.
Hereinafter, an example of the method for producing a packaged container for frozen foods of the present invention will be described, but the figures described below are exemplary for explaining the present invention, and the present invention is limited to the figures shown below. It is not something that will be done.
以下、本発明の冷凍食品用包装容器の製造方法の一例について説明するが、以下に説明する図は、本発明を説明するための例示的なものであり、以下に示す図に本発明が限定されるものではない。 Hereinafter, the method for producing the packaged container for frozen foods of the present invention will be described in detail based on the preferred embodiment shown in the attached drawings.
Hereinafter, an example of the method for producing a packaged container for frozen foods of the present invention will be described, but the figures described below are exemplary for explaining the present invention, and the present invention is limited to the figures shown below. It is not something that will be done.
上述のように、密封性と、蓋材の開封性との両立を図った冷凍食品用包装容器が望まれている。容器と蓋材とを加熱接合して製造する冷凍食品用包装容器について、蓋材の開封性、すなわち、蓋材を小さい力で開けられるかについて検討した。具体的には、ヒートシールの回数が1回の場合と、ヒートシールが2回の場合の蓋材の開封性を評価した。なお、ヒートシールが2回とは、同じパターンで同じ位置(予め定められた位置)にヒートシールを2回実施したことである。
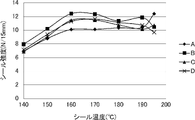
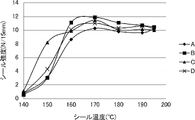
ここで、図1は本発明の冷凍食品用包装容器の蓋材の開封性を説明するグラフである。
図1に示すように、ヒートシールが1回(符号α参照)では、ヒートシールのシール温度が190℃迄は温度が高いと、シール強度が高くなる。一方、ヒートシールが2回(符号β参照)では、ヒートシールのシール温度が160℃以上で、シール強度が略一定になる。シール強度は、後述の外側に突出した突出部11a(図3参照)におけるシール強度である。
このように、加熱接合の際、ヒートシールの回数を複数回とすることにより、シール温度がある温度以上では、シール強度が高くならない知見を得た。すなわち、ヒートシールの回数を複数回とすることにより、ヒートシールのシール温度が高くても、蓋材を開封するに要する力を小さくできることを知見した。 As described above, a packaging container for frozen foods is desired, which has both a sealing property and an opening property of a lid material. Regarding the packaging container for frozen foods manufactured by heat-bonding the container and the lid material, the openability of the lid material, that is, whether the lid material can be opened with a small force was examined. Specifically, the openability of the lid material was evaluated when the number of heat seals was one and when the number of heat seals was two. The fact that the heat seal is performed twice means that the heat seal is performed twice at the same position (predetermined position) in the same pattern.
Here, FIG. 1 is a graph illustrating the openability of the lid material of the packaging container for frozen foods of the present invention.
As shown in FIG. 1, when the heat seal is performed once (see reference numeral α), the seal strength increases when the temperature of the heat seal is high up to 190 ° C. On the other hand, when the heat seal is performed twice (see reference numeral β), the seal temperature of the heat seal is 160 ° C. or higher, and the seal strength becomes substantially constant. The seal strength is the seal strength at the outwardly protrudingportion 11a (see FIG. 3), which will be described later.
As described above, it was found that the sealing strength does not increase above a certain temperature when the sealing temperature is higher than a certain temperature by setting the number of heat sealings a plurality of times at the time of heat bonding. That is, it was found that by setting the number of heat seals to a plurality of times, the force required to open the lid material can be reduced even if the heat seal seal temperature is high.
ここで、図1は本発明の冷凍食品用包装容器の蓋材の開封性を説明するグラフである。
図1に示すように、ヒートシールが1回(符号α参照)では、ヒートシールのシール温度が190℃迄は温度が高いと、シール強度が高くなる。一方、ヒートシールが2回(符号β参照)では、ヒートシールのシール温度が160℃以上で、シール強度が略一定になる。シール強度は、後述の外側に突出した突出部11a(図3参照)におけるシール強度である。
このように、加熱接合の際、ヒートシールの回数を複数回とすることにより、シール温度がある温度以上では、シール強度が高くならない知見を得た。すなわち、ヒートシールの回数を複数回とすることにより、ヒートシールのシール温度が高くても、蓋材を開封するに要する力を小さくできることを知見した。 As described above, a packaging container for frozen foods is desired, which has both a sealing property and an opening property of a lid material. Regarding the packaging container for frozen foods manufactured by heat-bonding the container and the lid material, the openability of the lid material, that is, whether the lid material can be opened with a small force was examined. Specifically, the openability of the lid material was evaluated when the number of heat seals was one and when the number of heat seals was two. The fact that the heat seal is performed twice means that the heat seal is performed twice at the same position (predetermined position) in the same pattern.
Here, FIG. 1 is a graph illustrating the openability of the lid material of the packaging container for frozen foods of the present invention.
As shown in FIG. 1, when the heat seal is performed once (see reference numeral α), the seal strength increases when the temperature of the heat seal is high up to 190 ° C. On the other hand, when the heat seal is performed twice (see reference numeral β), the seal temperature of the heat seal is 160 ° C. or higher, and the seal strength becomes substantially constant. The seal strength is the seal strength at the outwardly protruding
As described above, it was found that the sealing strength does not increase above a certain temperature when the sealing temperature is higher than a certain temperature by setting the number of heat sealings a plurality of times at the time of heat bonding. That is, it was found that by setting the number of heat seals to a plurality of times, the force required to open the lid material can be reduced even if the heat seal seal temperature is high.
なお、図1に示すシール強度の測定においては、容器に、ポリプロピレン製の容器を用いた。容器の大きさを151mm×205.5mm×42.0mm(高さ)とした。蓋材に、ナイロン/ナイロン/ポリエチレン/シーラント層の積層フィルムを用いた。
ヒートシールには、幅5mm、先端の半径が4mmのヒーターを用いた。シール時間を0.9秒とした。また、ヒートシールの際、シールバーの押し付け力を250kgf(2.45kN)とした。ヒートシールは、2回目のヒートシールを、1回目のヒートシールよる容器、蓋材の温度が常温に戻る前に行った。
開封性を示すシール強度は、蓋材を、容器の外側から剥がす際の強度であり、JIS S0021-2:2018(包装-アクセシブルデザイン-開封性)に基づいて測定した。 In the measurement of the seal strength shown in FIG. 1, a polypropylene container was used as the container. The size of the container was 151 mm × 205.5 mm × 42.0 mm (height). A laminated film of nylon / nylon / polyethylene / sealant layer was used as the lid material.
For the heat seal, a heater having a width of 5 mm and a tip radius of 4 mm was used. The sealing time was 0.9 seconds. Further, at the time of heat sealing, the pressing force of the seal bar was set to 250 kgf (2.45 kN). The second heat seal was performed before the temperature of the container and the lid material by the first heat seal returned to room temperature.
The seal strength indicating openability is the strength when the lid material is peeled off from the outside of the container, and was measured based on JIS S0021-2: 2018 (packaging-accessible design-openability).
ヒートシールには、幅5mm、先端の半径が4mmのヒーターを用いた。シール時間を0.9秒とした。また、ヒートシールの際、シールバーの押し付け力を250kgf(2.45kN)とした。ヒートシールは、2回目のヒートシールを、1回目のヒートシールよる容器、蓋材の温度が常温に戻る前に行った。
開封性を示すシール強度は、蓋材を、容器の外側から剥がす際の強度であり、JIS S0021-2:2018(包装-アクセシブルデザイン-開封性)に基づいて測定した。 In the measurement of the seal strength shown in FIG. 1, a polypropylene container was used as the container. The size of the container was 151 mm × 205.5 mm × 42.0 mm (height). A laminated film of nylon / nylon / polyethylene / sealant layer was used as the lid material.
For the heat seal, a heater having a width of 5 mm and a tip radius of 4 mm was used. The sealing time was 0.9 seconds. Further, at the time of heat sealing, the pressing force of the seal bar was set to 250 kgf (2.45 kN). The second heat seal was performed before the temperature of the container and the lid material by the first heat seal returned to room temperature.
The seal strength indicating openability is the strength when the lid material is peeled off from the outside of the container, and was measured based on JIS S0021-2: 2018 (packaging-accessible design-openability).
容器と蓋材とを加熱接合して製造する冷凍食品用包装容器について、密封性、すなわち、容器の内側から蓋材を、容器から剥離するのに要する力について検討した。具体的には、ヒートシールの回数が1回の場合と、ヒートシールが2回の場合の冷凍食品用包装容器の各位置における密封性を示すシール強度を評価した。
図2は本発明の冷凍食品用包装容器の各位置における密封性を示すシール強度を示すグラフであり、図3は本発明の冷凍食品用包装容器の密封性を示すシール強度を測定した位置を示す模式図である。
図2に示すように、冷凍食品用包装容器の各位置A~Dにおいて、シール温度が160℃以上で、容器の密封性を示すシール強度が略一定になることを知見している。しかも、シール強度は、容器の密封性を維持するには十分な強度である。これにより、容器内に収納された冷凍食品の保存性が確保される。
このように、加熱接合の際、ヒートシールを複数回とすることにより、冷凍食品用包装容器において、密封性と、蓋材の開封性との両立を図ることができる。 Regarding the packaging container for frozen foods produced by heat-bonding the container and the lid material, the sealing property, that is, the force required to peel the lid material from the inside of the container was examined. Specifically, the sealing strength indicating the sealing property at each position of the packaged container for frozen food was evaluated when the number of heat seals was 1 and when the heat seal was 2 times.
FIG. 2 is a graph showing the sealing strength indicating the sealing property of the frozen food packaging container of the present invention at each position, and FIG. 3 is a position where the sealing strength indicating the sealing property of the frozen food packaging container of the present invention is measured. It is a schematic diagram which shows.
As shown in FIG. 2, it has been found that at each position A to D of the packaged container for frozen food, the sealing temperature is 160 ° C. or higher, and the sealing strength indicating the sealing property of the container becomes substantially constant. Moreover, the sealing strength is sufficient to maintain the sealing property of the container. As a result, the storage stability of the frozen food stored in the container is ensured.
As described above, by performing the heat sealing a plurality of times at the time of heat joining, it is possible to achieve both the sealing property and the opening property of the lid material in the package container for frozen foods.
図2は本発明の冷凍食品用包装容器の各位置における密封性を示すシール強度を示すグラフであり、図3は本発明の冷凍食品用包装容器の密封性を示すシール強度を測定した位置を示す模式図である。
図2に示すように、冷凍食品用包装容器の各位置A~Dにおいて、シール温度が160℃以上で、容器の密封性を示すシール強度が略一定になることを知見している。しかも、シール強度は、容器の密封性を維持するには十分な強度である。これにより、容器内に収納された冷凍食品の保存性が確保される。
このように、加熱接合の際、ヒートシールを複数回とすることにより、冷凍食品用包装容器において、密封性と、蓋材の開封性との両立を図ることができる。 Regarding the packaging container for frozen foods produced by heat-bonding the container and the lid material, the sealing property, that is, the force required to peel the lid material from the inside of the container was examined. Specifically, the sealing strength indicating the sealing property at each position of the packaged container for frozen food was evaluated when the number of heat seals was 1 and when the heat seal was 2 times.
FIG. 2 is a graph showing the sealing strength indicating the sealing property of the frozen food packaging container of the present invention at each position, and FIG. 3 is a position where the sealing strength indicating the sealing property of the frozen food packaging container of the present invention is measured. It is a schematic diagram which shows.
As shown in FIG. 2, it has been found that at each position A to D of the packaged container for frozen food, the sealing temperature is 160 ° C. or higher, and the sealing strength indicating the sealing property of the container becomes substantially constant. Moreover, the sealing strength is sufficient to maintain the sealing property of the container. As a result, the storage stability of the frozen food stored in the container is ensured.
As described above, by performing the heat sealing a plurality of times at the time of heat joining, it is possible to achieve both the sealing property and the opening property of the lid material in the package container for frozen foods.
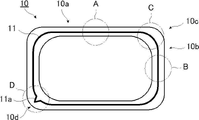
なお、図3にシール部11を示す。シール部11は、加熱接合により形成された、連続した直線状の跡である。図3に示すように、冷凍食品用包装容器10は平面視、長方形状である。位置Aは冷凍食品用包装容器10の長辺部10aであり、位置Bは冷凍食品用包装容器10の短辺部10bである。位置Cは冷凍食品用包装容器10の角部10cである。位置Dは冷凍食品用包装容器10の位置Cの対角側の角部10dであり、シール部11に、外側に突出した突出部11aがある。
密封性を示すシール強度は、蓋材を各位置A~Dにおいて、容器の内側から剥がす際の強度であり、JIS Z 0238:1998に基づいて測定した。
以下、冷凍食品用包装容器および冷凍食品用包装容器の製造方法について、具体的に説明する。 Theseal portion 11 is shown in FIG. The seal portion 11 is a continuous linear trace formed by heat bonding. As shown in FIG. 3, the package container 10 for frozen food has a rectangular shape in a plan view. Position A is the long side portion 10a of the frozen food packaging container 10, and position B is the short side portion 10b of the frozen food packaging container 10. The position C is the corner portion 10c of the package container 10 for frozen foods. The position D is a diagonal corner portion 10d of the position C of the frozen food packaging container 10, and the seal portion 11 has a protruding portion 11a protruding outward.
The sealing strength indicating the sealing property is the strength when the lid material is peeled off from the inside of the container at each position A to D, and was measured based on JIS Z 0238: 1998.
Hereinafter, a method for manufacturing a packaged container for frozen foods and a packaged container for frozen foods will be specifically described.
密封性を示すシール強度は、蓋材を各位置A~Dにおいて、容器の内側から剥がす際の強度であり、JIS Z 0238:1998に基づいて測定した。
以下、冷凍食品用包装容器および冷凍食品用包装容器の製造方法について、具体的に説明する。 The
The sealing strength indicating the sealing property is the strength when the lid material is peeled off from the inside of the container at each position A to D, and was measured based on JIS Z 0238: 1998.
Hereinafter, a method for manufacturing a packaged container for frozen foods and a packaged container for frozen foods will be specifically described.
(冷凍食品用包装容器)
図4は本発明の実施形態の冷凍食品用包装容器の製造方法の一例を示す模式的斜視図であり、図5は本発明の実施形態の冷凍食品用包装容器の一例を示す模式的斜視図である。図6は本発明の実施形態の冷凍食品用包装容器のシール部の一例の一部を拡大して示す模式図である。なお、図4~図6において、図3に示す同一構成物には、同一符号を付して、その詳細な説明は省略する。
図4に示す冷凍食品用包装容器10は、容器12と、蓋材14とを有する。
容器12は、底面部20bと、底面部20bの周縁に連続して設けられた側面部20cとを有する。容器12は、側面部20cにより、底面部20bに対向する開口部20aが形成される。例えば、側面部20cは、斜面で構成されている。側面部20cは、底面部20bから開口部20aに向かって広がっており、開口部20aの方が底面部20bよりも面積が大きい。なお、側面部20cは、斜面で構成されることに限定されるものではなく、底面部20bに対して垂直な面で構成してもよい。なお、底面部20bと側面部20cにより容器本体20が構成される。底面部20bと側面部20cとにより空間が構成され、この空間が収納部20eである。すなわち、容器本体20の内部空間が収納部20eである。 (Packaging container for frozen foods)
FIG. 4 is a schematic perspective view showing an example of a method for manufacturing a packaged container for frozen food according to the embodiment of the present invention, and FIG. 5 is a schematic perspective view showing an example of the packaged container for frozen food according to the embodiment of the present invention. Is. FIG. 6 is a schematic view showing an enlarged part of an example of a sealed portion of a packaged container for frozen foods according to an embodiment of the present invention. In FIGS. 4 to 6, the same components shown in FIGS. 3 are designated by the same reference numerals, and detailed description thereof will be omitted.
The packagedcontainer 10 for frozen foods shown in FIG. 4 has a container 12 and a lid material 14.
Thecontainer 12 has a bottom surface portion 20b and a side surface portion 20c continuously provided on the peripheral edge of the bottom surface portion 20b. In the container 12, the side surface portion 20c forms an opening portion 20a facing the bottom surface portion 20b. For example, the side surface portion 20c is composed of a slope. The side surface portion 20c extends from the bottom surface portion 20b toward the opening portion 20a, and the opening portion 20a has a larger area than the bottom surface portion 20b. The side surface portion 20c is not limited to being composed of a slope, and may be composed of a surface perpendicular to the bottom surface portion 20b. The container body 20 is composed of the bottom surface portion 20b and the side surface portion 20c. A space is formed by the bottom surface portion 20b and the side surface portion 20c, and this space is the storage portion 20e. That is, the internal space of the container body 20 is the storage portion 20e.
図4は本発明の実施形態の冷凍食品用包装容器の製造方法の一例を示す模式的斜視図であり、図5は本発明の実施形態の冷凍食品用包装容器の一例を示す模式的斜視図である。図6は本発明の実施形態の冷凍食品用包装容器のシール部の一例の一部を拡大して示す模式図である。なお、図4~図6において、図3に示す同一構成物には、同一符号を付して、その詳細な説明は省略する。
図4に示す冷凍食品用包装容器10は、容器12と、蓋材14とを有する。
容器12は、底面部20bと、底面部20bの周縁に連続して設けられた側面部20cとを有する。容器12は、側面部20cにより、底面部20bに対向する開口部20aが形成される。例えば、側面部20cは、斜面で構成されている。側面部20cは、底面部20bから開口部20aに向かって広がっており、開口部20aの方が底面部20bよりも面積が大きい。なお、側面部20cは、斜面で構成されることに限定されるものではなく、底面部20bに対して垂直な面で構成してもよい。なお、底面部20bと側面部20cにより容器本体20が構成される。底面部20bと側面部20cとにより空間が構成され、この空間が収納部20eである。すなわち、容器本体20の内部空間が収納部20eである。 (Packaging container for frozen foods)
FIG. 4 is a schematic perspective view showing an example of a method for manufacturing a packaged container for frozen food according to the embodiment of the present invention, and FIG. 5 is a schematic perspective view showing an example of the packaged container for frozen food according to the embodiment of the present invention. Is. FIG. 6 is a schematic view showing an enlarged part of an example of a sealed portion of a packaged container for frozen foods according to an embodiment of the present invention. In FIGS. 4 to 6, the same components shown in FIGS. 3 are designated by the same reference numerals, and detailed description thereof will be omitted.
The packaged
The
容器12は開口部20aを有し、開口部20aの外縁に沿って、開口部20aの反対側に張り出したフランジ部22を有する。容器本体20とフランジ部22とは一体である。フランジ部22は、例えば、平板状であり、表面22aは平面である。フランジ部22に蓋材14が接合される。なお、容器12の開口部20aの外縁は、容器12の外縁部20dと同じである。
容器12の収納部20eに内容物16が収納される。内容物16は、冷凍食品である。冷凍食品としては、電子レンジにより冷凍食品用包装容器10ごと加熱されるものが好ましい。冷凍食品としては、加熱後に固体のままでもよく、液体になるものでもよく、固体と液体の混合物でもよい。冷凍食品としては、特に限定されるものではなく、例えば、うどん、そば、およびパスタ等の麺類、ハンバーグ、シュウマイ、またはスープが挙げられる。さらに、冷凍食品としては、一食毎に包装されたものだけでなく、例えば、惣菜のみ包装されたもの、および複数食同時に包装されたものでもよい。 Thecontainer 12 has an opening 20a and has a flange portion 22 overhanging on the opposite side of the opening 20a along the outer edge of the opening 20a. The container body 20 and the flange portion 22 are integrated. The flange portion 22 is, for example, a flat plate, and the surface 22a is a flat surface. The lid material 14 is joined to the flange portion 22. The outer edge of the opening 20a of the container 12 is the same as the outer edge 20d of the container 12.
Thecontents 16 are stored in the storage portion 20e of the container 12. The content 16 is a frozen food. As the frozen food, it is preferable that the frozen food packaging container 10 is heated by a microwave oven. The frozen food may remain solid after heating, may be liquid, or may be a mixture of solid and liquid. The frozen food is not particularly limited, and examples thereof include noodles such as udon, buckwheat, and pasta, hamburger steak, shumai, and soup. Further, the frozen food may be not only packaged for each meal, but may be, for example, packaged only for prepared foods or packaged for a plurality of meals at the same time.
容器12の収納部20eに内容物16が収納される。内容物16は、冷凍食品である。冷凍食品としては、電子レンジにより冷凍食品用包装容器10ごと加熱されるものが好ましい。冷凍食品としては、加熱後に固体のままでもよく、液体になるものでもよく、固体と液体の混合物でもよい。冷凍食品としては、特に限定されるものではなく、例えば、うどん、そば、およびパスタ等の麺類、ハンバーグ、シュウマイ、またはスープが挙げられる。さらに、冷凍食品としては、一食毎に包装されたものだけでなく、例えば、惣菜のみ包装されたもの、および複数食同時に包装されたものでもよい。 The
The
蓋材14は、容器12の開口部20aを塞いで、容器12内を外気から遮断して、容器12を密封するものである。蓋材14は、例えば、フィルム状の部材で構成される。
冷凍食品用包装容器10は、例えば、電子レンジにより、冷凍食品を加熱する際に、加熱により発生する蒸気を容器12から排出するために、蓋材14を所定の位置まで開封して脱蒸口を形成してもよい。 Thelid material 14 closes the opening 20a of the container 12, shields the inside of the container 12 from the outside air, and seals the container 12. The lid material 14 is composed of, for example, a film-shaped member.
In the frozenfood packaging container 10, for example, when the frozen food is heated by a microwave oven, the lid material 14 is opened to a predetermined position in order to discharge the steam generated by the heating from the container 12, and the de-steaming port is opened. May be formed.
冷凍食品用包装容器10は、例えば、電子レンジにより、冷凍食品を加熱する際に、加熱により発生する蒸気を容器12から排出するために、蓋材14を所定の位置まで開封して脱蒸口を形成してもよい。 The
In the frozen
(冷凍食品用包装容器の製造方法)
冷凍食品用包装容器の製造方法は、容器12の開口部20aから、容器12の収納部20e内に内容物16を収納する。
次に、容器12の開口部20aの上方から、蓋材14を、フランジ部22に対して位置決めしてかぶせる。
フランジ部22の表面22aと、蓋材14の裏面14bとを接した状態とする。
次に、容器12と蓋材14とを加熱接合するシール工程を実施する。 (Manufacturing method of packaging containers for frozen foods)
In the method for manufacturing a packaged container for frozen foods, thecontents 16 are stored in the storage portion 20e of the container 12 through the opening 20a of the container 12.
Next, thelid material 14 is positioned and covered with respect to the flange portion 22 from above the opening 20a of the container 12.
Thefront surface 22a of the flange portion 22 and the back surface 14b of the lid material 14 are in contact with each other.
Next, a sealing step of heat-bonding thecontainer 12 and the lid material 14 is carried out.
冷凍食品用包装容器の製造方法は、容器12の開口部20aから、容器12の収納部20e内に内容物16を収納する。
次に、容器12の開口部20aの上方から、蓋材14を、フランジ部22に対して位置決めしてかぶせる。
フランジ部22の表面22aと、蓋材14の裏面14bとを接した状態とする。
次に、容器12と蓋材14とを加熱接合するシール工程を実施する。 (Manufacturing method of packaging containers for frozen foods)
In the method for manufacturing a packaged container for frozen foods, the
Next, the
The
Next, a sealing step of heat-bonding the
シール工程は、容器12の外縁部20dの全周にわたる、予め定められた位置に複数回ヒートシールを実施して、容器12と蓋材14とを加熱接合する。これにより、密封性と、蓋材の開封性との両立を図った冷凍食品用包装容器を得ることができる。
予め定められた位置に複数回ヒートシールを実施するとは、ヒートシールの各回で、同じパターンで同じに位置(予め定められた位置)にヒートシールを実施することであり、各回のヒートシールで形成されるシール痕が一致することをいう。シール痕が一致するとは、ヒートシール実施の際の位置誤差を含むものであり、シール痕が完全に一致すること以外も含まれる。
シール工程により、図5に示すように、容器12の外縁部20dの全周に、連続した線状のシール部11が1つ形成される。シール工程では、例えば、フランジ部22において,フランジ部22の平坦面である表面22aに蓋材14が加熱接合される。 In the sealing step, heat sealing is performed a plurality of times at predetermined positions over the entire circumference of theouter edge portion 20d of the container 12, and the container 12 and the lid material 14 are heat-bonded. As a result, it is possible to obtain a packaging container for frozen foods that has both sealability and openability of the lid material.
Performing heat sealing multiple times at a predetermined position means performing heat sealing at the same position (predetermined position) with the same pattern at each heat sealing, and is formed by each heat sealing. It means that the seal marks to be made match. Matching the seal marks includes a positional error during heat sealing, and includes other than perfect matching of the seal marks.
By the sealing step, as shown in FIG. 5, one continuous linear sealingportion 11 is formed on the entire circumference of the outer edge portion 20d of the container 12. In the sealing step, for example, in the flange portion 22, the lid material 14 is heat-bonded to the surface 22a which is a flat surface of the flange portion 22.
予め定められた位置に複数回ヒートシールを実施するとは、ヒートシールの各回で、同じパターンで同じに位置(予め定められた位置)にヒートシールを実施することであり、各回のヒートシールで形成されるシール痕が一致することをいう。シール痕が一致するとは、ヒートシール実施の際の位置誤差を含むものであり、シール痕が完全に一致すること以外も含まれる。
シール工程により、図5に示すように、容器12の外縁部20dの全周に、連続した線状のシール部11が1つ形成される。シール工程では、例えば、フランジ部22において,フランジ部22の平坦面である表面22aに蓋材14が加熱接合される。 In the sealing step, heat sealing is performed a plurality of times at predetermined positions over the entire circumference of the
Performing heat sealing multiple times at a predetermined position means performing heat sealing at the same position (predetermined position) with the same pattern at each heat sealing, and is formed by each heat sealing. It means that the seal marks to be made match. Matching the seal marks includes a positional error during heat sealing, and includes other than perfect matching of the seal marks.
By the sealing step, as shown in FIG. 5, one continuous linear sealing
シール部11は、図6に示すように、容器12の外側に向けて突出した突出部11aを有することが好ましい。突出部11aを設けることにより、開封時に突出部11aの先端に、蓋材14を開ける力が加わりやすくなる。このため、蓋材14の開封時に、蓋材14をより小さい力で開けることができる。突出部11aを設けた場合も、蓋材14の密封性は維持される。
突出部11aは、容器12の外側に向けて突出する形状であれば、特に限定されるものではない。例えば、突出部11aは、容器12の外側に向けて突出する、V字状、U字状、またはW字状とすることができる。 As shown in FIG. 6, the sealingportion 11 preferably has a protruding portion 11a protruding toward the outside of the container 12. By providing the protruding portion 11a, a force for opening the lid material 14 is easily applied to the tip of the protruding portion 11a at the time of opening. Therefore, when the lid material 14 is opened, the lid material 14 can be opened with a smaller force. Even when the projecting portion 11a is provided, the sealing property of the lid material 14 is maintained.
The protrudingportion 11a is not particularly limited as long as it has a shape that protrudes toward the outside of the container 12. For example, the protruding portion 11a can be V-shaped, U-shaped, or W-shaped so as to protrude toward the outside of the container 12.
突出部11aは、容器12の外側に向けて突出する形状であれば、特に限定されるものではない。例えば、突出部11aは、容器12の外側に向けて突出する、V字状、U字状、またはW字状とすることができる。 As shown in FIG. 6, the sealing
The protruding
<シール工程>
シール工程には、上述のようにヒートシールが用いられる。ヒートシールに,公知の方法を用いることができる。ヒートシールには、例えば、ヒーターが用いられる。
ここで、図7は本発明の実施形態の冷凍食品用包装容器の製造方法の一例を説明する模式図であり、図8は本発明の実施形態の冷凍食品用包装容器の製造方法の一例を説明する模式的拡大図である。なお、図7および図8において、図4~6に示す同一構成物には、同一符号を付して、その詳細な説明は省略する。
シール工程は、例えば、図7に示すように、シールバー30と、受け部材34とを用いて実施する。シールバー30には、図5に示す、突出部11aを含むシール部11を形成するヒーター32が設けられている。ヒーター32は曲面32aを有し、曲面32aが蓋材14と接する。また、ヒーター32は、図5に示すシール部11の平面視の形状と同じパターン形状を有する。この構成により、ヒーター32を、蓋材14に対して予め定められた位置に押し付ければ、同じパターンで同じ位置にヒートシールされ、ヒートシールを複数回実施しても、シール部11が1つ形成される。なお、平面視とは、蓋材14を表面14aに対して垂直方向から見ることである。
受け部材34は、平板状の部材であり、容器12の容器本体20が嵌入される開口部34aを有する。受け部材34の開口部34aに容器12が嵌入されると、受け部材34はフランジ部22の裏面22bを支持する。
例えば、シール工程では、受け部材34の開口部34aに容器12を嵌入して、フランジ部22の裏面22bを受け部材34で支持する。 <Seal process>
As described above, heat sealing is used in the sealing process. A known method can be used for heat sealing. For the heat seal, for example, a heater is used.
Here, FIG. 7 is a schematic diagram illustrating an example of a method for manufacturing a packaged container for frozen foods according to the embodiment of the present invention, and FIG. 8 is an example of a method for manufacturing a packaged container for frozen foods according to the embodiment of the present invention. It is a schematic enlarged view to explain. In FIGS. 7 and 8, the same components shown in FIGS. 4 to 6 are designated by the same reference numerals, and detailed description thereof will be omitted.
The sealing step is carried out, for example, by using theseal bar 30 and the receiving member 34, as shown in FIG. The seal bar 30 is provided with a heater 32 that forms the seal portion 11 including the protrusion 11a shown in FIG. The heater 32 has a curved surface 32a, and the curved surface 32a is in contact with the lid member 14. Further, the heater 32 has the same pattern shape as the shape of the seal portion 11 shown in FIG. 5 in a plan view. With this configuration, if the heater 32 is pressed against the lid material 14 at a predetermined position, the heater 32 is heat-sealed at the same position in the same pattern, and even if the heat-sealing is performed a plurality of times, one sealing portion 11 is provided. It is formed. The plan view is to view the lid material 14 from a direction perpendicular to the surface 14a.
The receivingmember 34 is a flat plate-shaped member and has an opening 34a into which the container body 20 of the container 12 is fitted. When the container 12 is fitted into the opening 34a of the receiving member 34, the receiving member 34 supports the back surface 22b of the flange portion 22.
For example, in the sealing step, thecontainer 12 is fitted into the opening 34a of the receiving member 34, and the back surface 22b of the flange portion 22 is supported by the receiving member 34.
シール工程には、上述のようにヒートシールが用いられる。ヒートシールに,公知の方法を用いることができる。ヒートシールには、例えば、ヒーターが用いられる。
ここで、図7は本発明の実施形態の冷凍食品用包装容器の製造方法の一例を説明する模式図であり、図8は本発明の実施形態の冷凍食品用包装容器の製造方法の一例を説明する模式的拡大図である。なお、図7および図8において、図4~6に示す同一構成物には、同一符号を付して、その詳細な説明は省略する。
シール工程は、例えば、図7に示すように、シールバー30と、受け部材34とを用いて実施する。シールバー30には、図5に示す、突出部11aを含むシール部11を形成するヒーター32が設けられている。ヒーター32は曲面32aを有し、曲面32aが蓋材14と接する。また、ヒーター32は、図5に示すシール部11の平面視の形状と同じパターン形状を有する。この構成により、ヒーター32を、蓋材14に対して予め定められた位置に押し付ければ、同じパターンで同じ位置にヒートシールされ、ヒートシールを複数回実施しても、シール部11が1つ形成される。なお、平面視とは、蓋材14を表面14aに対して垂直方向から見ることである。
受け部材34は、平板状の部材であり、容器12の容器本体20が嵌入される開口部34aを有する。受け部材34の開口部34aに容器12が嵌入されると、受け部材34はフランジ部22の裏面22bを支持する。
例えば、シール工程では、受け部材34の開口部34aに容器12を嵌入して、フランジ部22の裏面22bを受け部材34で支持する。 <Seal process>
As described above, heat sealing is used in the sealing process. A known method can be used for heat sealing. For the heat seal, for example, a heater is used.
Here, FIG. 7 is a schematic diagram illustrating an example of a method for manufacturing a packaged container for frozen foods according to the embodiment of the present invention, and FIG. 8 is an example of a method for manufacturing a packaged container for frozen foods according to the embodiment of the present invention. It is a schematic enlarged view to explain. In FIGS. 7 and 8, the same components shown in FIGS. 4 to 6 are designated by the same reference numerals, and detailed description thereof will be omitted.
The sealing step is carried out, for example, by using the
The receiving
For example, in the sealing step, the
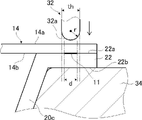
次に、フランジ部22の表面22aに、蓋材14の裏面14bを接触させる。この状態で、シール温度に保持されたヒーター32の曲面32aを、蓋材14の表面14aの予め定められた位置に押し付けてヒートシールを実施する。所定時間経過後、ヒーター32の曲面32aを蓋材14から離す。
次に、再度、シール温度に保持されたヒーター32の曲面32aを蓋材14の表面14aの予め定められた位置に押し付けてヒートシールを実施する。これにより、図5に示すように容器12の外縁部20dの全周にシール部11が形成される。 Next, theback surface 14b of the lid material 14 is brought into contact with the front surface 22a of the flange portion 22. In this state, the curved surface 32a of the heater 32 held at the sealing temperature is pressed against a predetermined position on the surface 14a of the lid material 14 to perform heat sealing. After a lapse of a predetermined time, the curved surface 32a of the heater 32 is separated from the lid material 14.
Next, thecurved surface 32a of the heater 32 held at the sealing temperature is pressed again at a predetermined position on the surface 14a of the lid material 14 to perform heat sealing. As a result, as shown in FIG. 5, the seal portion 11 is formed on the entire circumference of the outer edge portion 20d of the container 12.
次に、再度、シール温度に保持されたヒーター32の曲面32aを蓋材14の表面14aの予め定められた位置に押し付けてヒートシールを実施する。これにより、図5に示すように容器12の外縁部20dの全周にシール部11が形成される。 Next, the
Next, the
上述のように、シール工程では、予め定められた位置に複数回ヒートシールを実施するが、全てのヒートシールは、ヒーターの形状が同じであり、かつ同じ位置にヒーター32を押し付けて実施される。複数回のヒートシールは、容器の位置を変えることなく同じ位置で実施してもよく、容器の位置を変えて実施してもよい。すなわち、1つの受け部材34で容器12を嵌入した状態で、ヒートシールを複数回実施してもよく、複数の受け部材34を用意しておき、ヒートシールごとに、受け部材34を変えて、ヒートシールを実施してもよい。
また、上述のように、シール工程では、ヒートシールを予め定められた位置に複数回実施することにより、内容物16の密封性を保持し、冷凍食品用包装容器10の流通過程、保管過程、および販売過程等での蓋材が剥がれる等の破損も抑制できる。加えて、蓋材14を剥がすときには、小さな力で剥がすことができる。 As described above, in the sealing process, heat sealing is performed a plurality of times at predetermined positions, but all heat sealing is performed by pressing theheater 32 to the same position and having the same shape of the heater. .. The multiple heat seals may be performed at the same position without changing the position of the container, or may be performed at different positions of the container. That is, the heat seal may be performed a plurality of times with the container 12 fitted in one receiving member 34. A plurality of receiving members 34 may be prepared, and the receiving member 34 may be changed for each heat seal. Heat sealing may be performed.
Further, as described above, in the sealing process, the heat sealing is performed a plurality of times at predetermined positions to maintain the sealing property of thecontent 16, and the distribution process and storage process of the frozen food packaging container 10 are performed. In addition, damage such as peeling of the lid material during the sales process can be suppressed. In addition, when the lid material 14 is peeled off, it can be peeled off with a small force.
また、上述のように、シール工程では、ヒートシールを予め定められた位置に複数回実施することにより、内容物16の密封性を保持し、冷凍食品用包装容器10の流通過程、保管過程、および販売過程等での蓋材が剥がれる等の破損も抑制できる。加えて、蓋材14を剥がすときには、小さな力で剥がすことができる。 As described above, in the sealing process, heat sealing is performed a plurality of times at predetermined positions, but all heat sealing is performed by pressing the
Further, as described above, in the sealing process, the heat sealing is performed a plurality of times at predetermined positions to maintain the sealing property of the
シール工程は、複数回実施するヒートシールの上限は、特に限定されるものではない。しかしながら、ヒートシールの回数が多いと、シール工程に時間を要するため、ヒートシールの回数は少ないことが好ましい。このため、ヒートシールを2回実施することが好ましい。ヒートシールを2回実施すれば、蓋材14の密封性を維持し、かつ蓋材14の開封性を両立でき、蓋材14を小さい力で剥がすことができる。
In the sealing process, the upper limit of heat sealing performed multiple times is not particularly limited. However, if the number of heat seals is large, the sealing process takes time, so it is preferable that the number of heat seals is small. Therefore, it is preferable to carry out the heat seal twice. If the heat seal is performed twice, the sealing property of the lid material 14 can be maintained and the opening property of the lid material 14 can be compatible, and the lid material 14 can be peeled off with a small force.
シール工程で、ヒーター32に曲面32aを有するものを用い、ヒートシールの際に、曲面32aを蓋材14の表面14aに押し付けることにより、曲面32aの最下端が先に接触した後、最下端の周囲が押し付けられる。このため、蓋材14とフランジ部22との間に挾雑物があっても、挾雑物を周囲に押し出すようにして、蓋材14とフランジ部22とを密着させてシールすることができる。このことから、ヒーター32は、曲面32aを有することが好ましい。ヒーター32の曲面32aの直径は、ヒーター32の幅より大きく、ヒーター32の幅の3倍より小さいことが望ましい。
また、ヒーター32の幅th(図8参照)は3~10mmが好ましい。ヒーター32の幅が3~10mmであれば、シール強度が十分であり、かつシール強度が高くなりすぎることもなく、開封性が悪くなることもない。さらには、蓋材14とフランジ部22との間に挾雑物があっても、挾雑物を周囲に押し出すことができる。
また、図8に示すように、ヒーター32の曲面32aの半径rは、シール部11の幅dよりも小さくてもよい。これにより、ヒートシールのバラつきを抑制することができる。
また、シール部のシール幅は、ヒーター32の幅、ヒーターの曲面の半径、またはフランジ部22の幅等により決定されるものであり、3~10mm程度である。
シール工程において、複数回ヒートシールを実施するが、各回のヒートシールは、例えば、同じシール温度で実施される。同じシール温度とは、ヒートシールの際の設定温度が同じであり、ヒーター等の装置の温度誤差を含む。 In the sealing process, aheater 32 having a curved surface 32a is used, and by pressing the curved surface 32a against the surface 14a of the lid material 14 at the time of heat sealing, the lowermost end of the curved surface 32a first contacts and then the lowermost end. The surroundings are pressed. Therefore, even if there is a contaminated material between the lid material 14 and the flange portion 22, the contaminated material can be pushed out to the surroundings so that the lid material 14 and the flange portion 22 are brought into close contact with each other for sealing. .. For this reason, the heater 32 preferably has a curved surface 32a. It is desirable that the diameter of the curved surface 32a of the heater 32 is larger than the width of the heater 32 and smaller than three times the width of the heater 32.
The width th of the heater 32 (see FIG. 8) is preferably 3 to 10 mm. When the width of theheater 32 is 3 to 10 mm, the sealing strength is sufficient, the sealing strength does not become too high, and the opening property does not deteriorate. Further, even if there is a contaminated material between the lid material 14 and the flange portion 22, the contaminated material can be pushed out to the surroundings.
Further, as shown in FIG. 8, the radius r of thecurved surface 32a of the heater 32 may be smaller than the width d of the seal portion 11. This makes it possible to suppress variations in the heat seal.
The seal width of the seal portion is determined by the width of theheater 32, the radius of the curved surface of the heater, the width of the flange portion 22, and the like, and is about 3 to 10 mm.
In the sealing process, heat sealing is performed a plurality of times, and each heat sealing is performed, for example, at the same sealing temperature. The same sealing temperature means that the set temperature at the time of heat sealing is the same, and includes a temperature error of a device such as a heater.
また、ヒーター32の幅th(図8参照)は3~10mmが好ましい。ヒーター32の幅が3~10mmであれば、シール強度が十分であり、かつシール強度が高くなりすぎることもなく、開封性が悪くなることもない。さらには、蓋材14とフランジ部22との間に挾雑物があっても、挾雑物を周囲に押し出すことができる。
また、図8に示すように、ヒーター32の曲面32aの半径rは、シール部11の幅dよりも小さくてもよい。これにより、ヒートシールのバラつきを抑制することができる。
また、シール部のシール幅は、ヒーター32の幅、ヒーターの曲面の半径、またはフランジ部22の幅等により決定されるものであり、3~10mm程度である。
シール工程において、複数回ヒートシールを実施するが、各回のヒートシールは、例えば、同じシール温度で実施される。同じシール温度とは、ヒートシールの際の設定温度が同じであり、ヒーター等の装置の温度誤差を含む。 In the sealing process, a
The width th of the heater 32 (see FIG. 8) is preferably 3 to 10 mm. When the width of the
Further, as shown in FIG. 8, the radius r of the
The seal width of the seal portion is determined by the width of the
In the sealing process, heat sealing is performed a plurality of times, and each heat sealing is performed, for example, at the same sealing temperature. The same sealing temperature means that the set temperature at the time of heat sealing is the same, and includes a temperature error of a device such as a heater.
(容器)
容器12は、上述のように内容物16を収納するものである。また、容器12は、食器を兼ねることもできる。すなわち、冷凍食品用包装容器10を電子レンジで加熱した後、蓋材14を取り除いた状態で、食器として使用する形態でもよい。
<容器の形状>
容器12の形状は、特に限定されるものではなく、内容物16の形状、解凍後の形態に応じて適宜決定されるものであり、上述のように食器として利用できるデザイン性を備えたものでもよい。容器12の大きさは、収容される内容物16の種類、量等によって適宜決定されるものである。
容器12の容器本体20は、例えば、カップ状またはトレー状である。開口部20aの形状も特に限定されるものではなく、例えば、平面視で、正方形状、長方形状、円形状、または楕円形状が例示される。フランジ部22が外縁の形状は、開口部20aの形状と相似形でもよい。また、デザイン等により、フランジ部の外縁の形状は、開口部20aの形状と違ってもよい。 (container)
Thecontainer 12 stores the contents 16 as described above. Further, the container 12 can also serve as tableware. That is, the package container 10 for frozen food may be heated in a microwave oven and then used as tableware with the lid material 14 removed.
<Container shape>
The shape of thecontainer 12 is not particularly limited, and is appropriately determined according to the shape of the content 16 and the shape after thawing, and even those having a design that can be used as tableware as described above. good. The size of the container 12 is appropriately determined depending on the type, amount, and the like of the contents 16 to be accommodated.
Thecontainer body 20 of the container 12 is, for example, cup-shaped or tray-shaped. The shape of the opening 20a is also not particularly limited, and examples thereof include a square shape, a rectangular shape, a circular shape, and an elliptical shape in a plan view. The shape of the outer edge of the flange portion 22 may be similar to the shape of the opening portion 20a. Further, depending on the design or the like, the shape of the outer edge of the flange portion may be different from the shape of the opening 20a.
容器12は、上述のように内容物16を収納するものである。また、容器12は、食器を兼ねることもできる。すなわち、冷凍食品用包装容器10を電子レンジで加熱した後、蓋材14を取り除いた状態で、食器として使用する形態でもよい。
<容器の形状>
容器12の形状は、特に限定されるものではなく、内容物16の形状、解凍後の形態に応じて適宜決定されるものであり、上述のように食器として利用できるデザイン性を備えたものでもよい。容器12の大きさは、収容される内容物16の種類、量等によって適宜決定されるものである。
容器12の容器本体20は、例えば、カップ状またはトレー状である。開口部20aの形状も特に限定されるものではなく、例えば、平面視で、正方形状、長方形状、円形状、または楕円形状が例示される。フランジ部22が外縁の形状は、開口部20aの形状と相似形でもよい。また、デザイン等により、フランジ部の外縁の形状は、開口部20aの形状と違ってもよい。 (container)
The
<Container shape>
The shape of the
The
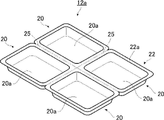
ここで、図9は本発明の実施形態の冷凍食品用包装容器の容器の他の例を示す模式的斜視図である。なお、図9に示す容器12において、図4に示す容器12と同一構成物には、同一符号を付して、詳細な説明を省略する。
容器12において、容器本体20の数は、図4に示す1つに限定されるものではなく、複数でもよい。容器12としては、例えば、図4に示す容器本体20のフランジ部22の外縁同士を接続して、複数の容器本体20がある構成としてもよい。また、図9に示す容器12aのように、容器本体20が4つある構成でもよい。容器12aでは、開口部20aの周囲を囲んでフランジ部22の表面22aにシール部11(図5参照)が形成される。 Here, FIG. 9 is a schematic perspective view showing another example of the container of the packaging container for frozen foods according to the embodiment of the present invention. In thecontainer 12 shown in FIG. 9, the same components as the container 12 shown in FIG. 4 are designated by the same reference numerals, and detailed description thereof will be omitted.
In thecontainer 12, the number of the container main body 20 is not limited to one shown in FIG. 4, and may be a plurality. As the container 12, for example, the outer edges of the flange portions 22 of the container body 20 shown in FIG. 4 may be connected to each other to have a plurality of container bodies 20. Further, as in the container 12a shown in FIG. 9, there may be a configuration in which four container main bodies 20 are provided. In the container 12a, a sealing portion 11 (see FIG. 5) is formed on the surface 22a of the flange portion 22 so as to surround the periphery of the opening 20a.
容器12において、容器本体20の数は、図4に示す1つに限定されるものではなく、複数でもよい。容器12としては、例えば、図4に示す容器本体20のフランジ部22の外縁同士を接続して、複数の容器本体20がある構成としてもよい。また、図9に示す容器12aのように、容器本体20が4つある構成でもよい。容器12aでは、開口部20aの周囲を囲んでフランジ部22の表面22aにシール部11(図5参照)が形成される。 Here, FIG. 9 is a schematic perspective view showing another example of the container of the packaging container for frozen foods according to the embodiment of the present invention. In the
In the
また、複数の容器本体20は、図9に示す4つに限定されるものではなく、容器本体20の数は2以上であれば、用途等に応じた数とすることができる。
容器12において、容器本体20が複数ある場合、容器本体20の大きさは、用途等に応じて、全て同じでもよく、大きさが異なってもよい。また、容器本体20の開口部の大きさも、用途等に応じて、全て同じでもよく、大きさが異なってもよい。容器本体20が複数ある場合、容器本体20の配置も特に限定されるものではなく、例えば、並べて配置してもよい。 Further, the plurality of containermain bodies 20 is not limited to the four shown in FIG. 9, and if the number of container main bodies 20 is 2 or more, the number can be set according to the application or the like.
When there are a plurality ofcontainer bodies 20 in the container 12, the sizes of the container bodies 20 may be the same or different depending on the intended use. Further, the size of the opening of the container body 20 may be the same or different depending on the intended use. When there are a plurality of container main bodies 20, the arrangement of the container main bodies 20 is not particularly limited, and for example, they may be arranged side by side.
容器12において、容器本体20が複数ある場合、容器本体20の大きさは、用途等に応じて、全て同じでもよく、大きさが異なってもよい。また、容器本体20の開口部の大きさも、用途等に応じて、全て同じでもよく、大きさが異なってもよい。容器本体20が複数ある場合、容器本体20の配置も特に限定されるものではなく、例えば、並べて配置してもよい。 Further, the plurality of container
When there are a plurality of
なお、容器本体20が複数ある場合、シール部が容器の外縁部の全周にわたり形成されることはもちろんのこと、容器の外縁部以外に、例えば、上述のように各容器本体20の開口部20aの周囲を囲んでシール部が形成されてもよい。また、複数の容器本体20がある場合でも、複数の容器本体20の開口部20aのそれぞれの周囲にシール部を形成することなく、容器の外縁部にだけシール部が形成される構成でもよい。シール部は、突出部11a(図5参照)を有してもよい。突出部11aは、容器本体20毎に設けてもよく、1つの容器12に、1つ設けてもよく、突出部11aの数は、特に限定されるものではない。
また、容器本体20が複数ある場合、各容器本体20は、例えば、各容器本体20の境界部25(図9参照)に切離部(図示せず)を設けて互いに分離可能な構成でもよい。切離部は、例えば、各容器本体20の境界部に、断続的にカットするミシン目加工等により形成される。 When there are a plurality of containermain bodies 20, the seal portion is formed over the entire circumference of the outer edge portion of the container, and the opening portion of each container main body 20 is formed in addition to the outer edge portion of the container, for example, as described above. A seal portion may be formed around the circumference of 20a. Further, even when there are a plurality of container main bodies 20, a seal portion may be formed only on the outer edge portion of the container without forming a seal portion around each of the openings 20a of the plurality of container main bodies 20. The sealing portion may have a protruding portion 11a (see FIG. 5). The protrusions 11a may be provided for each container body 20, and one protrusion 11a may be provided for each container 12, and the number of protrusions 11a is not particularly limited.
Further, when there are a plurality of containermain bodies 20, each container main body 20 may be configured to be separable from each other by providing a cut-off portion (not shown) at the boundary portion 25 (see FIG. 9) of each container main body 20, for example. .. The cut-off portion is formed, for example, at the boundary portion of each container body 20 by perforation processing for intermittent cutting.
また、容器本体20が複数ある場合、各容器本体20は、例えば、各容器本体20の境界部25(図9参照)に切離部(図示せず)を設けて互いに分離可能な構成でもよい。切離部は、例えば、各容器本体20の境界部に、断続的にカットするミシン目加工等により形成される。 When there are a plurality of container
Further, when there are a plurality of container
<容器の材質>
容器を構成する材料としては、通常、包装容器の製造に用いられるヒートシール性を有するプラスチック材料を使用できる。
ヒートシール性を有するプラスチック材料としては、例えば、公知の低密度ポリエチレン、直鎖状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、プロピレン-エチレン共重合体、エチレン-酢酸ビニル共重合体、エチレン系不飽和カルボン酸乃至その無水物でグラフト変性されたオレフィン樹脂等のオレフィン系樹脂;比較的低融点乃至低軟化点のポリアミド乃至コポリアミド樹脂;ポリエステル乃至コポリエステル樹脂;ポリカーボネート樹脂が挙げられる。 <Material of container>
As the material constituting the container, a plastic material having a heat-sealing property, which is usually used for manufacturing a packaging container, can be used.
Examples of the heat-sealing plastic material include known low-density polyethylene, linear low-density polyethylene, medium-density polyethylene, high-density polyethylene, polypropylene, propylene-ethylene copolymer, and ethylene-vinyl acetate copolymer. Examples thereof include olefin resins such as olefin resins graft-modified with polyethylene-based unsaturated carboxylic acids or their anhydrides; polyamides or copolyamide resins having a relatively low melting point or low softening point; polyester to copolyester resins; polycarbonate resins.
容器を構成する材料としては、通常、包装容器の製造に用いられるヒートシール性を有するプラスチック材料を使用できる。
ヒートシール性を有するプラスチック材料としては、例えば、公知の低密度ポリエチレン、直鎖状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、プロピレン-エチレン共重合体、エチレン-酢酸ビニル共重合体、エチレン系不飽和カルボン酸乃至その無水物でグラフト変性されたオレフィン樹脂等のオレフィン系樹脂;比較的低融点乃至低軟化点のポリアミド乃至コポリアミド樹脂;ポリエステル乃至コポリエステル樹脂;ポリカーボネート樹脂が挙げられる。 <Material of container>
As the material constituting the container, a plastic material having a heat-sealing property, which is usually used for manufacturing a packaging container, can be used.
Examples of the heat-sealing plastic material include known low-density polyethylene, linear low-density polyethylene, medium-density polyethylene, high-density polyethylene, polypropylene, propylene-ethylene copolymer, and ethylene-vinyl acetate copolymer. Examples thereof include olefin resins such as olefin resins graft-modified with polyethylene-based unsaturated carboxylic acids or their anhydrides; polyamides or copolyamide resins having a relatively low melting point or low softening point; polyester to copolyester resins; polycarbonate resins.
また、容器12に用いられる部材は、耐水性であって、可撓性の高い部材が好ましい。また、マイクロ波を透過しやすいと、電子レンジによる加熱を効率よく行えるため、より好ましい。また、熱伝導率が低い材料からなるものであると、加熱後に包装容器を電子レンジから取り出す際に、温度が高くなりすぎることが抑制されるため、さらに好ましい。上述の条件を満たす部材としては、例えば、ポリプロピレン系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂とポリエチレン系樹脂の混合樹脂、ポリエチレンテレフタレート樹脂、ポリスチレン系樹脂、およびポリ乳酸系樹脂が挙げられる。
Further, the member used for the container 12 is preferably a member having high water resistance and high flexibility. Further, it is more preferable that microwaves are easily transmitted because heating by a microwave oven can be efficiently performed. Further, it is more preferable that the material is made of a material having a low thermal conductivity because it is suppressed that the temperature becomes too high when the packaging container is taken out from the microwave oven after heating. Examples of the member satisfying the above conditions include polypropylene-based resin, polyethylene-based resin, mixed resin of polypropylene-based resin and polyethylene-based resin, polyethylene terephthalate resin, polystyrene-based resin, and polylactic acid-based resin.
容器12は、積層体で構成することもできる。積層体の好適な層構成としては、例えば、容器の内側から順に、二軸延伸ポリプロピレン、無延伸ポリプロピレン(CPP)の積層体である。
The container 12 can also be made of a laminated body. A suitable layer structure of the laminated body is, for example, a laminated body of biaxially stretched polypropylene and unstretched polypropylene (CPP) in order from the inside of the container.
(蓋材)
蓋材14は、上述のように容器12内を外気から遮断して、容器12を密封するものである。蓋材14は、フィルム状の部材であり、例えば、ヒートシール可能なフィルムで構成される。
蓋材14は、少なくとも容器12と接する部分がヒートシール可能であれば、特に限定されるものではなく、単一の部材からなるものであっても、複層装構造の部材からなるものであってもよい。また、容器12と同様に、蓋材14においても、マイクロ波を透過しやすいと、電子レンジによる加熱を効率よく行えるため、より好ましい。 (Cover material)
As described above, thelid material 14 shields the inside of the container 12 from the outside air and seals the container 12. The lid material 14 is a film-like member, and is composed of, for example, a heat-sealable film.
Thelid material 14 is not particularly limited as long as the portion in contact with the container 12 can be heat-sealed, and even if it is composed of a single member, it is composed of a member having a multi-layered structure. You may. Further, similarly to the container 12, it is more preferable that the lid material 14 easily transmits microwaves because heating by a microwave oven can be efficiently performed.
蓋材14は、上述のように容器12内を外気から遮断して、容器12を密封するものである。蓋材14は、フィルム状の部材であり、例えば、ヒートシール可能なフィルムで構成される。
蓋材14は、少なくとも容器12と接する部分がヒートシール可能であれば、特に限定されるものではなく、単一の部材からなるものであっても、複層装構造の部材からなるものであってもよい。また、容器12と同様に、蓋材14においても、マイクロ波を透過しやすいと、電子レンジによる加熱を効率よく行えるため、より好ましい。 (Cover material)
As described above, the
The
<蓋材の材質>
蓋材の材質としては、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリエチレン系樹脂、ポリエチレンテレフタレート樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリ乳酸系樹脂、ポリ塩化ビニル系樹脂、ポリ塩化ビニリデン系樹脂、またはポリカーボネート系樹脂が用いられる。
また、蓋材は積層構成でもよく、例えば、蓋材の表面側(外側)から順に、ナイロン/ナイロン/ポリエチレンが挙げられる。蓋材には、容器側となる裏面側(内側)にシーラント層を設けてもよい。シーラント層は、例えば、ポリプロピレンを含むもので構成される。 <Material of lid material>
Examples of the material of the lid material include polyester resin, polyamide resin, polyethylene resin, polyethylene terephthalate resin, polypropylene resin, polystyrene resin, polylactic resin, polyvinyl chloride resin, and polyvinylidene chloride resin. Alternatively, a polycarbonate resin is used.
Further, the lid material may have a laminated structure, and examples thereof include nylon / nylon / polyethylene in order from the surface side (outside) of the lid material. The lid material may be provided with a sealant layer on the back surface side (inside) which is the container side. The sealant layer is composed of, for example, one containing polypropylene.
蓋材の材質としては、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリエチレン系樹脂、ポリエチレンテレフタレート樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリ乳酸系樹脂、ポリ塩化ビニル系樹脂、ポリ塩化ビニリデン系樹脂、またはポリカーボネート系樹脂が用いられる。
また、蓋材は積層構成でもよく、例えば、蓋材の表面側(外側)から順に、ナイロン/ナイロン/ポリエチレンが挙げられる。蓋材には、容器側となる裏面側(内側)にシーラント層を設けてもよい。シーラント層は、例えば、ポリプロピレンを含むもので構成される。 <Material of lid material>
Examples of the material of the lid material include polyester resin, polyamide resin, polyethylene resin, polyethylene terephthalate resin, polypropylene resin, polystyrene resin, polylactic resin, polyvinyl chloride resin, and polyvinylidene chloride resin. Alternatively, a polycarbonate resin is used.
Further, the lid material may have a laminated structure, and examples thereof include nylon / nylon / polyethylene in order from the surface side (outside) of the lid material. The lid material may be provided with a sealant layer on the back surface side (inside) which is the container side. The sealant layer is composed of, for example, one containing polypropylene.
本発明は、基本的に以上のように構成されるものである。以上、本発明の冷凍食品用包装容器の製造方法について詳細に説明したが、本発明は上述の実施形態に限定されず、本発明の主旨を逸脱しない範囲において、種々の改良または変更をしてもよいのはもちろんである。
The present invention is basically configured as described above. Although the method for producing a packaged container for frozen foods of the present invention has been described in detail above, the present invention is not limited to the above-described embodiment, and various improvements or changes have been made without departing from the gist of the present invention. Of course, it is also good.
以下に実施例を挙げて本発明の特徴をさらに具体的に説明する。以下の実施例に示す材料、試薬、物質量とその割合、および、操作等は本発明の趣旨から逸脱しない限り適宜変更することができる。従って、本発明の範囲は以下の実施例に限定されるものではない。
本実施例では、実施例1の包装容器の各位置におけるシール強度を測定した。その結果を図10に示す。 Hereinafter, the features of the present invention will be described in more detail with reference to examples. The materials, reagents, amounts of substances and their ratios, operations and the like shown in the following examples can be appropriately changed as long as they do not deviate from the gist of the present invention. Therefore, the scope of the present invention is not limited to the following examples.
In this example, the seal strength at each position of the packaging container of Example 1 was measured. The results are shown in FIG.
本実施例では、実施例1の包装容器の各位置におけるシール強度を測定した。その結果を図10に示す。 Hereinafter, the features of the present invention will be described in more detail with reference to examples. The materials, reagents, amounts of substances and their ratios, operations and the like shown in the following examples can be appropriately changed as long as they do not deviate from the gist of the present invention. Therefore, the scope of the present invention is not limited to the following examples.
In this example, the seal strength at each position of the packaging container of Example 1 was measured. The results are shown in FIG.
実施例1は、容器に、二軸延伸ポリプロピレンと、無延伸ポリプロピレン(CPP)との積層構造の容器を用いた。蓋材に、ナイロン/ナイロン/ポリエチレン/シーラント層の積層フィルム(朋和産業株式会社製)を用いた。
実施例1は、容器の大きさを、151mm×205.5mm×42.0mm(高さ)とした。 In Example 1, a container having a laminated structure of biaxially stretched polypropylene and unstretched polypropylene (CPP) was used as the container. A nylon / nylon / polyethylene / sealant layer laminated film (manufactured by Towa Sangyo Co., Ltd.) was used as the lid material.
In Example 1, the size of the container was 151 mm × 205.5 mm × 42.0 mm (height).
実施例1は、容器の大きさを、151mm×205.5mm×42.0mm(高さ)とした。 In Example 1, a container having a laminated structure of biaxially stretched polypropylene and unstretched polypropylene (CPP) was used as the container. A nylon / nylon / polyethylene / sealant layer laminated film (manufactured by Towa Sangyo Co., Ltd.) was used as the lid material.
In Example 1, the size of the container was 151 mm × 205.5 mm × 42.0 mm (height).
(加熱接合条件)
実施例1において、加熱接合に、幅が5mm、先端の半径が4mmのヒーターを用いた。ヒートシールの回数を2回とし、シール時間を0.9秒、ヒートシールの際、シールバーの押し付け力を250kgf(2.45kN)とした。また、ヒートシールは、2回目のヒートシールを、1回目のヒートシールよる容器、蓋材の温度が常温に戻る前に行った。
シール温度は、140℃、150℃、160℃、170℃、180℃、190℃、195℃とした。
シール強度の測定位置は、図3に示す位置A~Dとした。
また、シール強度は、JIS Z 0238:1998(「ヒートシール軟包装袋及び半剛性容器の試験方法」)に基づいて測定した。 (Heat joining conditions)
In Example 1, a heater having a width of 5 mm and a tip radius of 4 mm was used for the heating joint. The number of heat seals was set to 2, the seal time was set to 0.9 seconds, and the pressing force of the seal bar was set to 250 kgf (2.45 kN) during heat seal. In addition, the second heat seal was performed before the temperature of the container and the lid material by the first heat seal returned to room temperature.
The sealing temperature was 140 ° C., 150 ° C., 160 ° C., 170 ° C., 180 ° C., 190 ° C., 195 ° C.
The measurement positions of the seal strength were the positions A to D shown in FIG.
The seal strength was measured based on JIS Z 0238: 1998 (“Test method for heat-sealed flexible packaging bag and semi-rigid container”).
実施例1において、加熱接合に、幅が5mm、先端の半径が4mmのヒーターを用いた。ヒートシールの回数を2回とし、シール時間を0.9秒、ヒートシールの際、シールバーの押し付け力を250kgf(2.45kN)とした。また、ヒートシールは、2回目のヒートシールを、1回目のヒートシールよる容器、蓋材の温度が常温に戻る前に行った。
シール温度は、140℃、150℃、160℃、170℃、180℃、190℃、195℃とした。
シール強度の測定位置は、図3に示す位置A~Dとした。
また、シール強度は、JIS Z 0238:1998(「ヒートシール軟包装袋及び半剛性容器の試験方法」)に基づいて測定した。 (Heat joining conditions)
In Example 1, a heater having a width of 5 mm and a tip radius of 4 mm was used for the heating joint. The number of heat seals was set to 2, the seal time was set to 0.9 seconds, and the pressing force of the seal bar was set to 250 kgf (2.45 kN) during heat seal. In addition, the second heat seal was performed before the temperature of the container and the lid material by the first heat seal returned to room temperature.
The sealing temperature was 140 ° C., 150 ° C., 160 ° C., 170 ° C., 180 ° C., 190 ° C., 195 ° C.
The measurement positions of the seal strength were the positions A to D shown in FIG.
The seal strength was measured based on JIS Z 0238: 1998 (“Test method for heat-sealed flexible packaging bag and semi-rigid container”).
図10に示す実施例1は、シール温度160℃以上で、シール強度が略一定になり、密封性が得られることが分かった。
実施例1について、開封性を示すシール強度を測定した。開封性を示すシール強度は、蓋材を、シール部11の突出部11a(図3参照)から剥がして実施し、JIS S0021-2:2018に基づいて測定した。
実施例1は、シール温度170℃~190℃で、開封性を示すシール強度が15~20Nの範囲にあり、シール強度が高くなり過ぎず、開封性が良好な結果が得られた。このことから、実施例1は、密封性と、蓋材の開封性とを両立するものであった。 In Example 1 shown in FIG. 10, it was found that the sealing strength became substantially constant and the sealing property was obtained at a sealing temperature of 160 ° C. or higher.
For Example 1, the seal strength indicating openability was measured. The seal strength indicating openability was measured by peeling the lid material from the protrudingportion 11a (see FIG. 3) of the seal portion 11 and measuring it based on JIS S0021-2: 2018.
In Example 1, the seal strength was in the range of 15 to 20 N at a seal temperature of 170 ° C. to 190 ° C., and the seal strength was not too high, and good openability results were obtained. From this, in Example 1, both the sealing property and the opening property of the lid material were compatible.
実施例1について、開封性を示すシール強度を測定した。開封性を示すシール強度は、蓋材を、シール部11の突出部11a(図3参照)から剥がして実施し、JIS S0021-2:2018に基づいて測定した。
実施例1は、シール温度170℃~190℃で、開封性を示すシール強度が15~20Nの範囲にあり、シール強度が高くなり過ぎず、開封性が良好な結果が得られた。このことから、実施例1は、密封性と、蓋材の開封性とを両立するものであった。 In Example 1 shown in FIG. 10, it was found that the sealing strength became substantially constant and the sealing property was obtained at a sealing temperature of 160 ° C. or higher.
For Example 1, the seal strength indicating openability was measured. The seal strength indicating openability was measured by peeling the lid material from the protruding
In Example 1, the seal strength was in the range of 15 to 20 N at a seal temperature of 170 ° C. to 190 ° C., and the seal strength was not too high, and good openability results were obtained. From this, in Example 1, both the sealing property and the opening property of the lid material were compatible.
10 冷凍食品用包装容器
10a 長辺部
10b 短辺部
10c、10d 角部
11 シール部
11a 突出部
12 容器
14 蓋材
14a、22a 表面
14b、22b 裏面
16 内容物
20 容器本体
20a 開口部
20b 底面部
20c 側面部
20d 外縁部
20e 収納部
22 フランジ部
25 境界部
30 シールバー
32 ヒーター
32a 曲面
34 受け部材
34a 開口部
r 半径 10 Packaging container forfrozen foods 10a Long side part 10b Short side part 10c, 10d Square part 11 Seal part 11a Protruding part 12 Container 14 Cover material 14a, 22a Surface 14b, 22b Back side 16 Contents 20 Container body 20a Opening 20b Bottom part 20c Side part 20d Outer edge part 20e Storage part 22 Flange part 25 Boundary part 30 Seal bar 32 Heater 32a Curved surface 34 Receiving member 34a Opening part r Radius
10a 長辺部
10b 短辺部
10c、10d 角部
11 シール部
11a 突出部
12 容器
14 蓋材
14a、22a 表面
14b、22b 裏面
16 内容物
20 容器本体
20a 開口部
20b 底面部
20c 側面部
20d 外縁部
20e 収納部
22 フランジ部
25 境界部
30 シールバー
32 ヒーター
32a 曲面
34 受け部材
34a 開口部
r 半径 10 Packaging container for
Claims (6)
- 容器と蓋材とを有する冷凍食品用包装容器の製造方法であって、
前記容器と前記蓋材とを、加熱接合するシール工程を有し、
前記シール工程は、前記容器の外縁部の全周にわたり、同じパターンで予め定められた位置に複数回ヒートシールを実施して、前記容器と前記蓋材とを加熱接合する、冷凍食品用包装容器の製造方法。 A method for manufacturing a packaging container for frozen foods having a container and a lid material.
It has a sealing step of heat-bonding the container and the lid material.
In the sealing step, the container is heat-sealed a plurality of times at predetermined positions in the same pattern over the entire circumference of the outer edge of the container, and the container and the lid material are heat-bonded. Manufacturing method. - 前記容器は、開口部を有し、前記開口部の外縁に沿って、前記開口部の反対側に張り出したフランジ部を有し、
前記シール工程は、前記蓋材を、前記容器の前記フランジ部に加熱接合する、請求項1に記載の冷凍食品用包装容器の製造方法。 The container has an opening and has a flange portion overhanging on the opposite side of the opening along the outer edge of the opening.
The method for manufacturing a packaged container for frozen foods according to claim 1, wherein the sealing step heat-bonds the lid material to the flange portion of the container. - 前記シール工程は、前記加熱接合を2回実施する、請求項1または2に記載の冷凍食品用包装容器の製造方法。 The method for manufacturing a packaged container for frozen foods according to claim 1 or 2, wherein the sealing step is performed twice by the heat bonding.
- 前記シール工程により、前記容器の前記外縁部の全周に、連続した線状のシール部が形成される、請求項1~3のいずれか1項に記載の冷凍食品用包装容器の製造方法。 The method for manufacturing a packaged container for frozen foods according to any one of claims 1 to 3, wherein a continuous linear sealed portion is formed on the entire circumference of the outer edge portion of the container by the sealing step.
- 前記シール工程は、ヒーターが用いられ、
前記ヒーターは、前記蓋材と接する曲面を有し、前記曲面の半径は、前記シール工程で形成されるシール部の幅よりも小さい、請求項1~4のいずれか1項に記載の冷凍食品用包装容器の製造方法。 A heater is used in the sealing process.
The frozen food according to any one of claims 1 to 4, wherein the heater has a curved surface in contact with the lid material, and the radius of the curved surface is smaller than the width of the sealing portion formed in the sealing step. Manufacturing method of packaging container. - 前記シール部は、前記外縁部において外側に向けて突出した突出部を有する、請求項4または5に記載の冷凍食品用包装容器の製造方法。 The method for manufacturing a packaged container for frozen foods according to claim 4 or 5, wherein the sealed portion has a protruding portion protruding outward at the outer edge portion.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/039457 WO2022085089A1 (en) | 2020-10-20 | 2020-10-20 | Manufacturing method for frozen food packaging container |
| JP2022557434A JPWO2022085558A1 (en) | 2020-10-20 | 2021-10-14 | |
| PCT/JP2021/038051 WO2022085558A1 (en) | 2020-10-20 | 2021-10-14 | Manufacturing method for frozen food packaging container |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/039457 WO2022085089A1 (en) | 2020-10-20 | 2020-10-20 | Manufacturing method for frozen food packaging container |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022085089A1 true WO2022085089A1 (en) | 2022-04-28 |
Family
ID=81290198
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/039457 WO2022085089A1 (en) | 2020-10-20 | 2020-10-20 | Manufacturing method for frozen food packaging container |
| PCT/JP2021/038051 WO2022085558A1 (en) | 2020-10-20 | 2021-10-14 | Manufacturing method for frozen food packaging container |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/038051 WO2022085558A1 (en) | 2020-10-20 | 2021-10-14 | Manufacturing method for frozen food packaging container |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2022085558A1 (en) |
| WO (2) | WO2022085089A1 (en) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05132017A (en) * | 1991-11-02 | 1993-05-28 | Dainippon Printing Co Ltd | Sealing apparatus for sealed container |
| JP2002321284A (en) * | 2001-04-25 | 2002-11-05 | Toyo Seikan Kaisha Ltd | Container sealing method |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6396062A (en) * | 1986-09-30 | 1988-04-26 | 出光石油化学株式会社 | Method and device for filling and packaging article |
| JP2004292000A (en) * | 2003-03-26 | 2004-10-21 | Toyo Seikan Kaisha Ltd | Manufacturing method for container with content |
-
2020
- 2020-10-20 WO PCT/JP2020/039457 patent/WO2022085089A1/en active Application Filing
-
2021
- 2021-10-14 WO PCT/JP2021/038051 patent/WO2022085558A1/en active Application Filing
- 2021-10-14 JP JP2022557434A patent/JPWO2022085558A1/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05132017A (en) * | 1991-11-02 | 1993-05-28 | Dainippon Printing Co Ltd | Sealing apparatus for sealed container |
| JP2002321284A (en) * | 2001-04-25 | 2002-11-05 | Toyo Seikan Kaisha Ltd | Container sealing method |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022085558A1 (en) | 2022-04-28 |
| JPWO2022085558A1 (en) | 2022-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4834247A (en) | Sealed container for use in cooking with improved heat-seal line | |
| US8933381B2 (en) | Packaging pouch for microwave oven | |
| JP3061234U (en) | Food container for cooking in microwave | |
| JP4569249B2 (en) | Packaging container for microwave oven | |
| JP2007276876A (en) | Container for retort foods | |
| JP2005059863A (en) | Food package for microwave heat cooking, and manufacturing method for the same | |
| JP4366772B2 (en) | Packaging for microwave oven | |
| JP2012250724A (en) | Package for heat treatment, and packaged food with food material stored therein | |
| JPH11115950A (en) | Bag for microwave oven heating | |
| JPH11171261A (en) | Hermetically-sealed container | |
| WO2022085089A1 (en) | Manufacturing method for frozen food packaging container | |
| JP4582077B2 (en) | Packaging container for microwave oven | |
| EP1714907A1 (en) | Reclosable food package | |
| JP6753159B2 (en) | Microwave oven heating packaging bag | |
| JP2005231691A (en) | Packaging bag | |
| JP6540139B2 (en) | Container with lid | |
| JP2003081359A (en) | Packaging bag for microwave oven and manufacturing method for packaging item having content filled in packaging bag | |
| JP2003081360A (en) | Packaging bag for microwave oven and manufacturing method for packaged item having content filled in packaging bag | |
| JP2007204073A (en) | Packaging container for heating in microwave oven | |
| JPH04102272U (en) | microwave container | |
| JP7176251B2 (en) | pouch | |
| JP7176250B2 (en) | pouch | |
| JP3070534U (en) | Sealed packaging container | |
| JP6977438B2 (en) | Container with inner bag and container with lid | |
| JP2005067642A (en) | Package for heat treatment, and heat treatment method of food |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20958642 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20958642 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |