WO2022059665A1 - Exterior material for power storage device, power storage device, and method for manufacturing exterior material for power storage device - Google Patents
Exterior material for power storage device, power storage device, and method for manufacturing exterior material for power storage device Download PDFInfo
- Publication number
- WO2022059665A1 WO2022059665A1 PCT/JP2021/033687 JP2021033687W WO2022059665A1 WO 2022059665 A1 WO2022059665 A1 WO 2022059665A1 JP 2021033687 W JP2021033687 W JP 2021033687W WO 2022059665 A1 WO2022059665 A1 WO 2022059665A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- exterior material
- unit
- layer
- power storage
- storage device
- Prior art date
Links
- 239000000463 material Substances 0.000 title claims abstract description 207
- 238000003860 storage Methods 0.000 title claims abstract description 47
- 238000000034 method Methods 0.000 title claims description 30
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 239000000565 sealant Substances 0.000 claims abstract description 61
- 229910052751 metal Inorganic materials 0.000 claims abstract description 36
- 239000002184 metal Substances 0.000 claims abstract description 36
- -1 polypropylene Polymers 0.000 claims description 11
- 239000004743 Polypropylene Substances 0.000 claims description 6
- 230000004888 barrier function Effects 0.000 claims description 6
- 229920001155 polypropylene Polymers 0.000 claims description 6
- 230000014509 gene expression Effects 0.000 abstract description 2
- 239000010410 layer Substances 0.000 description 145
- 239000012790 adhesive layer Substances 0.000 description 28
- 239000011888 foil Substances 0.000 description 21
- 239000000314 lubricant Substances 0.000 description 20
- 229920005989 resin Polymers 0.000 description 15
- 239000011347 resin Substances 0.000 description 15
- 229910052782 aluminium Inorganic materials 0.000 description 14
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 14
- 238000000465 moulding Methods 0.000 description 14
- 239000000853 adhesive Substances 0.000 description 12
- 230000001070 adhesive effect Effects 0.000 description 12
- 150000001408 amides Chemical class 0.000 description 10
- 238000004804 winding Methods 0.000 description 8
- 239000003990 capacitor Substances 0.000 description 7
- 238000010030 laminating Methods 0.000 description 7
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 6
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 6
- 230000032683 aging Effects 0.000 description 6
- 230000007547 defect Effects 0.000 description 6
- 238000005304 joining Methods 0.000 description 6
- 229910001416 lithium ion Inorganic materials 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 238000007756 gravure coating Methods 0.000 description 5
- 229920006284 nylon film Polymers 0.000 description 5
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical class [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 4
- 239000007864 aqueous solution Substances 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 150000001875 compounds Chemical group 0.000 description 4
- 150000003839 salts Chemical class 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 239000004925 Acrylic resin Substances 0.000 description 3
- 229920000178 Acrylic resin Polymers 0.000 description 3
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 3
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 3
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 3
- 238000002474 experimental method Methods 0.000 description 3
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 229920005672 polyolefin resin Polymers 0.000 description 3
- 239000002356 single layer Substances 0.000 description 3
- 229920001661 Chitosan Polymers 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- BFGKITSFLPAWGI-UHFFFAOYSA-N chromium(3+) Chemical class [Cr+3] BFGKITSFLPAWGI-UHFFFAOYSA-N 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- UAUDZVJPLUQNMU-KTKRTIGZSA-N erucamide Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-KTKRTIGZSA-N 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000000386 microscopy Methods 0.000 description 2
- 229910052755 nonmetal Chemical class 0.000 description 2
- 229920001568 phenolic resin Polymers 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 150000004671 saturated fatty acids Chemical class 0.000 description 2
- 230000008961 swelling Effects 0.000 description 2
- 150000004670 unsaturated fatty acids Chemical class 0.000 description 2
- 235000021122 unsaturated fatty acids Nutrition 0.000 description 2
- CPUBMKFFRRFXIP-YPAXQUSRSA-N (9z,33z)-dotetraconta-9,33-dienediamide Chemical compound NC(=O)CCCCCCC\C=C/CCCCCCCCCCCCCCCCCCCCCC\C=C/CCCCCCCC(N)=O CPUBMKFFRRFXIP-YPAXQUSRSA-N 0.000 description 1
- VZGOTNLOZGRSJA-ZZEZOPTASA-N (z)-n-octadecyloctadec-9-enamide Chemical compound CCCCCCCCCCCCCCCCCCNC(=O)CCCCCCC\C=C/CCCCCCCC VZGOTNLOZGRSJA-ZZEZOPTASA-N 0.000 description 1
- RDYWHMBYTHVOKZ-UHFFFAOYSA-N 18-hydroxyoctadecanamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCO RDYWHMBYTHVOKZ-UHFFFAOYSA-N 0.000 description 1
- XHSVWKJCURCWFU-UHFFFAOYSA-N 19-[3-(19-amino-19-oxononadecyl)phenyl]nonadecanamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCCC1=CC=CC(CCCCCCCCCCCCCCCCCCC(N)=O)=C1 XHSVWKJCURCWFU-UHFFFAOYSA-N 0.000 description 1
- VESQWGARFWAICR-UHFFFAOYSA-N 2,2-dihydroxyoctadecanamide;ethene Chemical class C=C.CCCCCCCCCCCCCCCCC(O)(O)C(N)=O VESQWGARFWAICR-UHFFFAOYSA-N 0.000 description 1
- UZXORIUANPGXEW-UHFFFAOYSA-N 2-(hydroxymethyl)octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCC(CO)C(O)=O UZXORIUANPGXEW-UHFFFAOYSA-N 0.000 description 1
- GVNWZKBFMFUVNX-UHFFFAOYSA-N Adipamide Chemical compound NC(=O)CCCCC(N)=O GVNWZKBFMFUVNX-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- ORAWFNKFUWGRJG-UHFFFAOYSA-N Docosanamide Chemical compound CCCCCCCCCCCCCCCCCCCCCC(N)=O ORAWFNKFUWGRJG-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 229920011250 Polypropylene Block Copolymer Polymers 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- NOIZJQMZRULFFO-UHFFFAOYSA-N adipamic acid Chemical class NC(=O)CCCCC(O)=O NOIZJQMZRULFFO-UHFFFAOYSA-N 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- GKAWAQNIMXHVNI-UHFFFAOYSA-N decanamide;ethene Chemical class C=C.CCCCCCCCCC(N)=O.CCCCCCCCCC(N)=O GKAWAQNIMXHVNI-UHFFFAOYSA-N 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- ILRSCQWREDREME-UHFFFAOYSA-N dodecanamide Chemical compound CCCCCCCCCCCC(N)=O ILRSCQWREDREME-UHFFFAOYSA-N 0.000 description 1
- GFQOFGWPGYRLAO-UHFFFAOYSA-N dodecanamide;ethene Chemical class C=C.CCCCCCCCCCCC(N)=O.CCCCCCCCCCCC(N)=O GFQOFGWPGYRLAO-UHFFFAOYSA-N 0.000 description 1
- LJZKUDYOSCNJPU-UHFFFAOYSA-N dotetracontanediamide Chemical class NC(=O)CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC(N)=O LJZKUDYOSCNJPU-UHFFFAOYSA-N 0.000 description 1
- 239000008151 electrolyte solution Substances 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- ZJOLCKGSXLIVAA-UHFFFAOYSA-N ethene;octadecanamide Chemical class C=C.CCCCCCCCCCCCCCCCCC(N)=O.CCCCCCCCCCCCCCCCCC(N)=O ZJOLCKGSXLIVAA-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 230000002431 foraging effect Effects 0.000 description 1
- FEEPBTVZSYQUDP-UHFFFAOYSA-N heptatriacontanediamide Chemical class NC(=O)CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC(N)=O FEEPBTVZSYQUDP-UHFFFAOYSA-N 0.000 description 1
- HSEMFIZWXHQJAE-UHFFFAOYSA-N hexadecanamide Chemical compound CCCCCCCCCCCCCCCC(N)=O HSEMFIZWXHQJAE-UHFFFAOYSA-N 0.000 description 1
- 125000004836 hexamethylene group Chemical group [H]C([H])([*:2])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[*:1] 0.000 description 1
- XMYQHJDBLRZMLW-UHFFFAOYSA-N methanolamine Chemical compound NCO XMYQHJDBLRZMLW-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- PECBPCUKEFYARY-ZPHPHTNESA-N n-[(z)-octadec-9-enyl]octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(=O)NCCCCCCCC\C=C/CCCCCCCC PECBPCUKEFYARY-ZPHPHTNESA-N 0.000 description 1
- DJWFNQUDPJTSAD-UHFFFAOYSA-N n-octadecyloctadecanamide Chemical compound CCCCCCCCCCCCCCCCCCNC(=O)CCCCCCCCCCCCCCCCC DJWFNQUDPJTSAD-UHFFFAOYSA-N 0.000 description 1
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 1
- FATBGEAMYMYZAF-KTKRTIGZSA-N oleamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(N)=O FATBGEAMYMYZAF-KTKRTIGZSA-N 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920005630 polypropylene random copolymer Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/131—Primary casings; Jackets or wrappings characterised by physical properties, e.g. gas permeability, size or heat resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/105—Pouches or flexible bags
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
- H01M50/126—Primary casings; Jackets or wrappings characterised by the material having a layered structure comprising three or more layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
- H01M50/126—Primary casings; Jackets or wrappings characterised by the material having a layered structure comprising three or more layers
- H01M50/128—Primary casings; Jackets or wrappings characterised by the material having a layered structure comprising three or more layers with two or more layers of only inorganic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/10—Polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/10—Batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present invention manufactures exterior materials for power storage devices such as batteries and capacitors used in mobile devices (eg, smartphones, tablets), electric vehicles (including hybrid vehicles), power storage devices, and exterior materials for power storage devices. Regarding the method.
- the battery body as the power storage device body is exteriorized by an exterior body.
- an exterior material composed of a laminated body having a base material layer as an outer layer, a sealant layer as an inner layer, and a metal layer as a barrier layer arranged between both layers is known. Has been done.
- the base material layer and the sealant layer are each made of a predetermined resin
- the metal layer is made of a predetermined metal foil (eg, aluminum foil).
- the base material layer and the metal layer are adhered to each other by the adhesive layer interposed between the two layers, and the metal layer and the sealant layer are adhered to each other by the adhesive layer interposed between the two layers.
- the exterior material When the battery body (power storage device body) is exteriorized with this exterior material, in order to form a space for accommodating the battery body in the exterior material, the exterior material has a predetermined shape such as a container shape. Predetermined molding processes such as overhang molding and deep drawing are performed.
- Patent Document 1 has an arithmetic average roughness (center line average roughness) Ra of the surface of the sealant layer, which is the inner surface of the exterior material, of 0.05 ⁇ m to 1 ⁇ m. It discloses that. Further, Patent Document 2 discloses that the surface of the sealant layer, which is the inner surface of the exterior material, has an uneven shape, and the arithmetic average roughness Ra thereof is 3.0 ⁇ m to 20.0 ⁇ m.
- blisters convex deformation / swelling
- the present inventors have found the following.
- the exterior material coil manufactured by winding the exterior material in a coil shape is aged. It is common to be struck. Further, when storing or transporting the exterior material, it is also common to store or transport the exterior material coil manufactured by winding the exterior material.
- the exterior material When winding the exterior material to manufacture the exterior material coil, the exterior material is wound in a coil shape with high tension applied to the exterior material to prevent winding misalignment at the center of the exterior material coil. Will be done. At that time, not a little air may be trapped between the wound exterior materials. If the exterior coil is aged with air trapped between the exterior materials, or if the exterior coil is exposed to a high temperature during storage or transportation of the exterior coil, the air layer trapped between the exterior materials expands thermally. And press the exterior material. After that, when the temperature of the exterior material coil returns to room temperature or the tension of the exterior material in the exterior material coil is relaxed, the air layer disappears.
- the present inventors considered adjusting the calculated average roughness Ra of the inner surface and the outer surface of the exterior material in order to prevent air from being trapped between the exterior materials of the exterior material coil.
- Patent Documents 1 and 2 are not intended to prevent air from being trapped between the exterior materials of the exterior material coil, but the calculated average roughness of the inner surface and the outer surface of the exterior material is rough.
- the present inventors predicted that by setting Ra within the range disclosed in Patent Documents 1 and 2, the effect that air would not be trapped between the exterior materials could be obtained, and as a result, sufficient experiments were conducted. No effect was obtained.
- the present invention has been made in view of the above-mentioned technical background, and an object of the present invention is an exterior material for a power storage device capable of suppressing the generation of blisters after molding, a power storage device using the exterior material, and an exterior for a power storage device.
- the purpose is to provide a method for manufacturing a material.
- the present invention provides the following means.
- An exterior material for a power storage device including a base material layer as an outer layer, a sealant layer as an inner layer, and a metal layer as a barrier layer arranged between both layers.
- Arithmetic average music Spc (unit: mm -1 ) of mountain peaks, height S5p (unit: ⁇ m) of five-point mountain region, smooth rough crossover SRC (unit: unit: mm-1) measured according to ISO25178 on the inner surface of the exterior material.
- a power storage device in which the main body of the power storage device is exteriorized by the exterior material for the power storage device according to any one of 1 to 3 in the preceding paragraph.
- a method for manufacturing an exterior material for a power storage device comprising a base material layer as an outer layer, a sealant layer as an inner layer, and a metal layer as a barrier layer arranged between both layers.
- Arithmetic average music Spc (unit: mm -1 ) of mountain peaks, height S5p (unit: ⁇ m) of five-point mountain region, smooth rough crossover SRC (unit: unit: mm-1) measured according to ISO25178 on the inner surface of the exterior material.
- the present invention has the following effects.
- the inner surface of the exterior material has an appropriate uneven shape, and when the exterior material is wound into a coil shape, the exterior materials are connected to each other. Since the adhesion is suppressed, it becomes difficult for air to be trapped between the exterior materials. Therefore, it is possible to suppress the occurrence of blisters on the outer surface of the exterior material after the exterior material is molded into a predetermined shape.
- the planned joining portion of the exterior material can be easily joined by heat sealing.
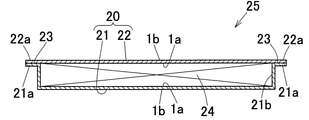
- FIG. 1 is a schematic cross-sectional view of an exterior material for a power storage device according to an embodiment of the present invention.
- FIG. 2 is a schematic side view of an exterior material coil manufactured by winding the exterior material into a coil shape.
- FIG. 3 is a schematic cross-sectional view of a power storage device according to an embodiment of the present invention.
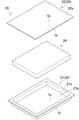
- FIG. 4 is a schematic perspective view showing the power storage device in an exploded manner.
- the exterior material 1 for a power storage device has a base material layer 3 as an outer layer, a sealant layer 4 as an inner layer, and between these two layers 3, 4. It is composed of a laminated body having a metal layer 2 as an arranged barrier layer in a laminated manner.
- the reference numeral “1a” in FIG. 1 is the inner surface of the exterior material 1
- the reference numeral “1b” is the outer surface of the exterior material 1.
- the base material layer 3 and the metal layer 2 are joined and integrated in a laminated manner in the order described above. More specifically, the base material layer 3 and the metal layer 2 are bonded to each other via the first adhesive layer 5a by, for example, the dry laminating method, and the metal layer 2 and the sealant layer 4 are bonded to each other via the first adhesive layer 5a by, for example, the dry laminating method. They are adhered to each other via the layer 5b.
- the exterior material 1 is generally a long strip, and the exterior material 1 is cut into a predetermined length and a predetermined shape before the power storage device main body is exteriorized by the exterior material 1.
- the exterior material coil 10 When storing or transporting the exterior material 1, it is common to store or transport the exterior material coil 10 manufactured by winding the exterior material 1 in a coil shape as shown in FIG. During storage and transportation, the exterior material coil 10 may be exposed to a temperature higher than room temperature (25 ° C.) of 35 ° C. to 70 ° C.
- the exterior material coil 10 is also manufactured by winding the exterior material 1 into a coil shape. It is common that aging is performed on the surface. At this time, the exterior material coil 10 is exposed to a temperature higher than room temperature of 35 ° C. to 65 ° C. by a predetermined aging device for aging (specifically, artificial aging).
- the three-dimensional surface texture parameters (Spc, S5p, SRC, Safc, Sk, Spp, Sdr, Sal, Vvc and Vmc) measured according to ISO25178 on the inner surface 1a of the exterior material 1 Using the value, F is defined by the following equation 1.
- Equation 1 a to j mean the values of the following three-dimensional surface texture parameters, and each parenthesis is the unit.
- a Arithmetic mean song of the mountain peak Spc (unit: mm -1 )
- b Gotenzan area height S5p (unit: ⁇ m)
- c Smooth rough crossover SRC (unit: ⁇ m 2 )
- d Erial Fractal Complexity Safc (Unit: Dimensionless)
- e Level difference Sk (unit: ⁇ m) of the core part
- f Extreme point height Spp (unit: ⁇ m)
- g Root mean square slope Sdr (unit:%)
- h Minimum autocorrelation length Sal (unit: ⁇ m)
- i Volume of space in the core part
- Vvc unit: mL / m 2
- j Volume of core part Vmc (unit: mL / m 2 ).
- the value of F (this value is also referred to as "F value” below) must be larger than 0 (that is, F> 0).
- the inner surface 1a of the exterior material 1 has an appropriate uneven shape, and when the exterior material 1 is wound in a coil shape, the adhesion between the exterior materials 1 and 1 is suppressed. Air is less likely to be trapped between the exterior materials 1 and 1. Therefore, even when the exterior material coil 10 is exposed to a high temperature state as described above, the generation of pressure marks is suppressed in the exterior material 1 (more specifically, the metal layer 2 of the exterior material 1). As a result, it is possible to suppress the occurrence of blisters on the outer surface 1b of the exterior material 1 after the exterior material 1 is molded into a predetermined shape.
- the upper limit of the F value is not limited and is usually 10 or less.
- the arithmetic mean song Spc at the peak of the mountain is preferably in the range of ⁇ 40 mm -1 to ⁇ 500 mm -1 .
- a particularly preferred range of Spc is -40 mm -1 to -100 mm -1 .
- the blister is a convex deformation / swelling that occurs on the outer surface 1b of the exterior material 1 after the exterior material 1 is molded into a predetermined shape such as a container.
- the size (diameter) of the blisters is generally 10 mm or more.
- the values of the above-mentioned three-dimensional surface texture parameters are measured in accordance with ISO25178 as described above, and specifically, they are measured by white light interference microscopy (vertical scanning low coherence interference method) or the like. ..
- the base material layer 3, the metal layer 2, and the sealant layer 4 constituting the exterior material 1 will be described below.
- the base material layer 3 is made of a resin, and more specifically, is made of a resin or the like having heat resistance at the temperature at the time of heat fusion carried out via the sealant layer 4.
- the base material layer 3 is formed of a biaxially stretched polyamide film, a biaxially stretched polybutylene terephthalate (PBT) film, a biaxially stretched polyethylene terephthalate (PET) film, a biaxially stretched polyethylene naphthalate (PEN) film, or the like. It is preferable to be done.
- PBT biaxially stretched polybutylene terephthalate
- PET biaxially stretched polyethylene terephthalate
- PEN biaxially stretched polyethylene naphthalate
- the base material layer 3 does not necessarily have to be made of a film, and may be made of, for example, a resin coat layer.
- the base material layer 3 may be formed of a single layer or a plurality of layers.
- the base material layer 3 is preferably made of a resin having a melting point higher than 10 ° C. with respect to all the resins constituting the sealant layer 4, and particularly preferably made of a resin having a melting point higher than 20 ° C.
- the thickness of the base material layer 3 is not limited, and is preferably 9 ⁇ m to 50 ⁇ m.
- a matte coat layer (not shown) or the like may be formed on the outer surface of the base material layer 3.
- the metal layer 2 is made of a metal foil or the like. Specifically, the metal layer 2 is formed of an aluminum foil, a copper foil, a stainless steel foil, a titanium foil, a nickel foil, a clad foil, or the like.
- a base treatment layer such as a chemical conversion treatment layer is formed on at least one of both surfaces of the metal foil (particularly preferably, the surface on the sealant layer 4 side). It is preferable to have. In this case, corrosion of the metal layer 2 due to the inclusions in the battery device body (eg, the electrolytic solution in the battery body) can be suppressed.
- the chemical conversion treatment to the metal foil is performed by, for example, the following method. That is, on the surface of the metal leaf that has been degreased, 1) Phosphoric acid and With chromic acid, An aqueous solution of a mixture containing at least one compound selected from the group consisting of a metal salt of fluoride and a non-metal salt of fluoride; 2) Phosphoric acid and At least one resin selected from the group consisting of acrylic resins, chitosan derivative resins and phenolic resins, and An aqueous solution of a mixture containing at least one compound selected from the group consisting of chromic acid and a chromium (III) salt; 3) Phosphoric acid and At least one resin selected from the group consisting of acrylic resins, chitosan derivative resins and phenolic resins, and At least one compound selected from the group consisting of chromic acid and chromium (III) salt, and An aqueous solution of a mixture containing at least one compound selected from
- the thickness of the metal layer 2 is not limited, and is preferably 20 ⁇ m to 100 ⁇ m.
- the sealant layer 4 is made of a thermoplastic resin (eg, a polyolefin resin) or the like. Specifically, the sealant layer 4 is formed of a polyolefin film or the like. As the polyolefin film, unstretched polypropylene (CPP) film or the like is used. When the sealant layer 4 is formed of a film, the film forming the sealant layer 4 is hereinafter also referred to as a sealant film.
- a thermoplastic resin eg, a polyolefin resin
- CPP unstretched polypropylene
- the sealant layer 4 may be composed of a single layer, but it is particularly preferable that the sealant layer 4 is composed of multiple layers as shown in FIG. 1, and further preferably formed of a multilayer film.
- the multilayer film has an innermost layer 4a arranged on the inner surface 1a side of the exterior material 1 and an outermost layer 4b arranged on the metal layer 2 side of the exterior material 1.
- the multilayer film includes the innermost layer 4a and the outermost layer 4b described above and at least one intermediate layer (not shown) arranged between these two layers 4a and 4b. Has.
- the multilayer film is made of polypropylene.
- the multilayer film is one in which two or more polypropylene random copolymer (rPP) layers and polypropylene block copolymer (bPP) layers are laminated and integrated.
- rPP polypropylene random copolymer
- bPP polypropylene block copolymer
- the rPP layer is arranged as the innermost layer 4a of the sealant layer 4 among the plurality of layers constituting the sealant layer 4.
- the thickness of the sealant layer 4 is not limited, and is preferably 20 ⁇ m to 100 ⁇ m.
- the sealant layer 4 contains a layer containing a lubricant.
- the friction between the exterior materials 1 and 1 of the exterior material coil 10 is reduced, so that damage to the inner surface 1a and the outer surface 1b of the exterior material 1 wound in a coil shape can be suppressed, and the exterior material 1 can be suppressed. Since it is difficult for air to be reliably trapped between 1 and 1, it is possible to reliably suppress the occurrence of blister on the exterior material 1.
- the lubricant-containing layer in the sealant layer 4 is arranged as at least the innermost layer 4a of the sealant layer 4. In this case, the above-mentioned effect of the lubricant can be surely achieved.
- the lubricant is for improving the slipperiness of the exterior material 1 during the molding process of the exterior material 1 to improve the molding processability of the exterior material 1, and further, when the exterior material 1 is wound in a coil shape.
- the purpose is to reduce friction between the exterior materials 1 and 1 of the exterior material coil 10 and suppress damage to the inner surface 1a and the outer surface 1b of the exterior material 1.
- the lubricant is generally contained in the sealant layer (resin) 4 by being added to the resin forming the sealant layer 4.
- the lubricant includes saturated fatty acid amides (eg, lauric acid amide, palmitic acid amide, stearic acid amide, behenic acid amide, hydroxystearic acid amide), unsaturated fatty acid amides (eg, oleic acid amide, erucic acid amide).
- saturated fatty acid amides eg, lauric acid amide, palmitic acid amide, stearic acid amide, behenic acid amide, hydroxystearic acid amide
- unsaturated fatty acid amides eg, oleic acid amide, erucic acid amide
- Substituted amides eg N-oleyl palmitate amide, N-stearyl stearic acid amide, N-stearyl oleic acid amide, N-oleyl stearic acid amide, N-stearyl erucic acid amide), methylol amide (eg methylol stearic acid) Amid), saturated fatty acid bisamides (eg, methylene bisstearic acid amides, ethylene biscapric acid amides, ethylene bislauric acid amides, ethylene bisstearic acid amides, ethylene bishydroxystearic acid amides, ethylene bisbechenic acid amides, hexamethylene bisstearic acid amides) Acid amides, hexamethylene bisbechenic acid amides, hexamethylene hydroxystearic acid amides, N, N'-distealyl adipic acid amides, N, N'-distearyl sevac
- the content of the lubricant is not limited, but when the sealant layer 4 is composed of a single layer, the content of the lubricant is preferably in the range of 100 ppm to 7,000 ppm with respect to the sealant layer 4, and the sealant layer 4 is not limited. When it is composed of multiple layers and the lubricant is contained in at least the innermost layer 4a of the sealant layer 4, the content of the lubricant is preferably in the range of 100 ppm to 7000 ppm with respect to the innermost layer 4a of the sealant layer 4.
- the sealant layer 4 of the exterior material 1 contains a lubricant and the exterior material coil 10 is exposed to a high temperature state as described above, the lubricant in the sealant layer 4 of the exterior material 1 becomes the exterior material.
- a very thin lubricant layer (not shown) is formed on the inner surface 1a by slightly exuding on the inner surface 1a of 1, and the exuded lubricant is further transferred to the outer surface 1b of the exterior material 1.
- a very thin lubricant layer (not shown) is also formed on the outer surface 1b.
- each lubricant layer is usually several nm, and therefore the presence of each lubricant layer has almost no effect on the above-mentioned three-dimensional surface property parameter values and F-numbers. There is.
- the adhesive of the first adhesive layer 5a is not limited, and specifically, an adhesive such as a polyurethane resin, an epoxy resin, or an acrylic resin (including a two-component curable adhesive) is used as the adhesive. Illustrated.
- the adhesive of the second adhesive layer 5b is not limited, and specifically, the adhesive includes an adhesive such as an olefin resin, an acid-modified olefin resin, and an epoxy resin (including a two-component curable adhesive). ) Is exemplified.
- the method of applying each adhesive layer 5a and 5b to the corresponding surface of the metal layer 2 is not limited, and examples thereof include a method of applying each adhesive layer 5a and 5b by gravure coating.
- the method that can surely obtain the exterior material that can suppress the occurrence of blisters after the molding process is as follows.
- an exterior material having an F value larger than 0 is selected from a plurality of exterior materials, and the selected exterior material is aged in a coiled state.
- the aging conditions at this time are not limited, and the aging temperature is preferably 30 ° C to 50 ° C. In this case, various strengths of the exterior material 1 such as the adhesive strength of the adhesive layers 5a and 5b can be surely increased.
- the aging time is, for example, 3 to 14 days.
- the method for surely obtaining the exterior material 1 having an F value larger than 0 is as follows.
- the values of the three-dimensional surface texture parameters of the inner surface 1a of the exterior material 1 are the uneven shape of the surface of the second adhesive layer 5b on the sealant film (sealant layer 4) side and the surface texture of the inner surface of the sealant film. Mainly depends. Therefore, a combination of the uneven shape of the surface of the second adhesive layer 5b and the surface texture of the inner surface of the sealant film so that the F value becomes larger than 0 is designed in advance by an experiment, and the exterior material is used with this combination. By manufacturing the above, it is possible to surely obtain an exterior material having an F value larger than 0.
- the above-mentioned inner surface of the sealant film is the surface of both surfaces of the sealant film on the side that becomes the inner surface 1a of the exterior material 1.
- the method for designing the uneven shape of the surface of the second adhesive layer 5b is not limited.
- the second adhesive layer 5b is applied to the surface of the metal layer 2 by gravure coating, gravure coating is applied.
- the conditions eg, the mesh shape of the gravure roll, the number of lines and the depth
- the uneven shape of the surface of the second adhesive layer 5b can be designed.
- the surface texture of the inner surface of the sealant film can be designed by adjusting the amount of anti-blocking agent added to the film, embossing the film, and so on.
- the exterior material 1 of the present embodiment is used as a power storage device for exteriorizing, for example, a lithium ion secondary battery 25.
- the lithium ion secondary battery 25 includes a substantially rectangular parallelepiped battery main body 24 as a power storage device main body, and an outer container 20 that houses the battery main body 24 in a surrounding state.
- the outer container 20 includes an outer container main body 21 and an outer lid 22 corresponding to the outer container main body 21.
- the outer container main body 21 is manufactured by molding the exterior material 1 of the above embodiment into a container shape by a predetermined molding process (eg, overhang molding process, deep drawing molding process) so that the inner surface 1a thereof faces inward. It is a thing.
- a recess 21b for accommodating the battery body 24 is formed in the central portion of the inner surface 1a of the outer container main body 21, and a flange portion 21a as a planned joining portion bent outward is formed on the outer peripheral portion of the outer container main body 21. Is formed.
- the exterior lid 22 is the exterior material 1 of the above embodiment used in a flat state without being molded.
- the battery main body 24 is housed in the recess 21b of the outer container main body 21, and the outer lid 22 has its inner surface 1a facing the battery main body 24 side (lower side).
- the sealant is arranged on the outer container main body 21 and is the sealant layer 4 (see FIG. 1) of the flange portion 21a (scheduled joining portion) of the outer container main body 21 and the outer peripheral portion 22a as the planned joining portion of the outer lid 22.
- Reference numeral "23" in FIG. 3 is a joint portion (heat fusion portion) between the sealant layer 4 of the flange portion 21a of the outer container main body 21 and the sealant layer 4 of the outer peripheral portion 22a of the outer lid body 22.
- the inner surface 1a of the exterior material 1 forming the outer container body 21 faces the battery body 24 side, and the inner surface 1a of the exterior material 1 forming the exterior lid 22 also faces the battery body 24 side. There is.
- the tip of the tab lead connected to the battery body 24 is led out to the outside of the outer container 20, but the tab lead is not shown in FIGS. 3 and 4.
- the present invention is not limited to the above embodiment and can be variously modified without departing from the gist of the present invention.
- the power storage device body exteriord by the exterior material is not limited to the battery body of various batteries such as a lithium ion secondary battery, and other capacitor bodies of various capacitors and various capacitors. It may be a capacitor body or the like.
- a metal layer As a metal layer, a long strip-shaped aluminum foil (material: A8021-O (JIS H4160 standard)) having a thickness of 40 ⁇ m was prepared. Then, by applying chromate treatment to both surfaces of the aluminum foil, a chemical conversion film as a base treatment layer was formed.
- A8021-O JIS H4160 standard
- a long strip-shaped biaxially stretched 6 nylon film having a thickness of 25 ⁇ m is formed on one surface of the aluminum foil via a two-component curable urethane-based adhesive layer (first adhesive layer).
- first adhesive layer was adhered by a dry laminating method and wound into a coil. Adhesion by the dry laminating method was performed by sandwiching an aluminum foil and a biaxially stretched 6 nylon film between a rubber nip roll and a laminating roll heated to 100 ° C. Further, the coating of the first adhesive layer on one surface of the aluminum foil was performed by gravure coating.
- the above-mentioned aluminum foil wound in a coil shape was aged at 60 ° C. for 7 to 10 days.
- a long strip-shaped sealant film having a thickness of 80 ⁇ m is dry-laminated on the other surface of the aluminum foil to form a sealant layer via a two-component curable maleic acid-modified polypropylene adhesive layer (second adhesive layer). It was bonded by the method and wound into a coil. Adhesion by the dry laminating method was performed by sandwiching the aluminum foil and the sealant film between the rubber nip roll and the laminating roll heated to 100 ° C. Further, the coating of the second adhesive layer on the other surface of the aluminum foil was performed by gravure coating.
- sealant film a non-stretched film coextruded with three layers of rPP layer / bPP layer / rPP layer made of polypropylene containing a lubricant was used.
- a lubricant erucic acid amide was used.
- the lubricant content was 1000 ppm for each layer.
- the above-mentioned aluminum foil wound in a coil shape was aged at 40 ° C. for 7 to 10 days.
- this aluminum foil was unwound, inspected over its entire length, and the aluminum foil, which had no appearance defects such as pressure marks, was wound again into a coil to manufacture an exterior material coil.
- the width of the exterior material coil was 240 mm, and the winding length was 250 m.
- the thickness of the first adhesive layer of the exterior material was 4 ⁇ m, and the thickness of the second adhesive layer was 2 ⁇ m.
- Exterior material coils for multiple exterior materials with different inner surface surface textures by using multiple sealant films with different inner surface textures or by changing the uneven shape of the surface of the second adhesive layer on the sealant film side. was manufactured according to the method for manufacturing the exterior material coil described above.
- the three-dimensional surface texture parameters Spc, S5p, SRC, Safc, Sk, Spp, Sdr, Sal, Vvc and Vmc on the inner surface of the exterior material of each exterior material coil were measured.
- the specific measurement method applied at this time will be described later.
- the F value was calculated according to the above equation 1 using the values of these parameters.
- these exterior material coils were stored at 40 ° C for 2 days, and then the storage environment was moved to room temperature of 25 ° C and stored for 3 days.
- each exterior material coil was visually inspected over its entire length, and it was investigated whether or not each exterior material had an appearance defect such as a pressure mark. The results are shown in Tables 1 and 2.
- ⁇ The number of places where appearance defects occurred was 0 (that is, there was no appearance defects in the exterior material).
- the Spc when the Spc is in the range of -40 mm -1 to -500 mm -1 , the F value is surely made larger than 0. Therefore, it was confirmed that it is preferable that the Spc is in the range of ⁇ 40 mm -1 to ⁇ 500 mm -1 in order to surely suppress the occurrence of poor appearance.
- the values of the three-dimensional surface texture parameters were measured by white light interference microscopy (vertical scanning low coherence interference method) in accordance with ISO25178. ..
- the device used for this measurement was a scanning white interference microscope "VS1330" (manufactured by Hitachi High-Tech Co., Ltd.), the surface spatial resolution of which was 350 nm, and the resolution in the vertical direction was 0.01 nm.
- the present invention can be used for exterior materials and power storage devices for power storage devices such as lithium ion secondary batteries (LIB), lithium ion capacitors (LIC), electric double layer capacitors (EDLC), and all-solid-state batteries.
- LIB lithium ion secondary batteries
- LIC lithium ion capacitors
- EDLC electric double layer capacitors
- all-solid-state batteries such as lithium ion secondary batteries (LIB), lithium ion capacitors (LIC), electric double layer capacitors (EDLC), and all-solid-state batteries.
- Exterior material 1a Inner surface 1b: Outer surface 2: Metal layer 3: Base material layer 4: Sealant layer 5a, 5b: Adhesive layer 10: Exterior material coil 20: Exterior container 24: Battery body (power storage device body) 25: Lithium-ion secondary battery (power storage device)
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Laminated Bodies (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Packages (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
Abstract
An exterior material (1) for a power storage device is provided with a base material layer (3), a metal layer (2), and a sealant layer (4), wherein the value of F defined by the following expression 1 is greater than 0.
(1): F = -6.0 – 0.13a – 0.51b + 0.000073c – 3.9d + 0.91e + 1.5f – 3.9g + 0.027h + 2.1i + 2.3j
where a to j are, respectively, on an inside surface (1a) of the exterior material (1): the arithmetic mean curvature Spc (unit: mm-1) of peaks; the five-point peak height S5p (μm); the smooth-rough crossover SRC (μm2); the areal fractal complexity Safc (non-dimensional); the level difference Sk (μm) of a core part; the pole height Sxp (μm); the root mean square slope Sdr (%); the minimum self-correlation length Sal (μm); the spatial volume Vvc (mL/m2) of the core part; and the volume Vmc (mL/m2) of the core part.
Description
本発明は、携帯機器(例:スマートフォン、タブレット)、電気自動車(ハイブリッド自動車を含む)などに使用される電池、コンデンサなどの蓄電デバイス用の外装材、蓄電デバイス、及び蓄電デバイス用外装材の製造方法に関する。
The present invention manufactures exterior materials for power storage devices such as batteries and capacitors used in mobile devices (eg, smartphones, tablets), electric vehicles (including hybrid vehicles), power storage devices, and exterior materials for power storage devices. Regarding the method.
蓄電デバイスとして例えば電池では、蓄電デバイス本体としての電池本体は外装体により外装されている。この外装材として、外側層としての基材層と、内側層としてのシーラント層と、これら両層間に配置されたバリア層としての金属層とを積層状に備えた積層体からなる外装材が知られている。
For example, in a battery as a power storage device, the battery body as the power storage device body is exteriorized by an exterior body. As this exterior material, an exterior material composed of a laminated body having a base material layer as an outer layer, a sealant layer as an inner layer, and a metal layer as a barrier layer arranged between both layers is known. Has been done.
外装材において、基材層とシーラント層はそれぞれ所定の樹脂からなり、金属層は所定の金属箔(例:アルミニウム箔)からなる。一般に、基材層と金属層はこれら両層間に介在された接着剤層により互いに接着されており、金属層とシーラント層はこれら両層間に介在された接着剤層により互いに接着されている。
In the exterior material, the base material layer and the sealant layer are each made of a predetermined resin, and the metal layer is made of a predetermined metal foil (eg, aluminum foil). Generally, the base material layer and the metal layer are adhered to each other by the adhesive layer interposed between the two layers, and the metal layer and the sealant layer are adhered to each other by the adhesive layer interposed between the two layers.
この外装材により電池本体(蓄電デバイス本体)を外装する場合、外装材に電池本体を収容するための空間を形成するため、外装材が容器状などの所定形状になるように外装材に対して張り出し成形加工や深絞り成形加工などの所定の成形加工が施される。
When the battery body (power storage device body) is exteriorized with this exterior material, in order to form a space for accommodating the battery body in the exterior material, the exterior material has a predetermined shape such as a container shape. Predetermined molding processes such as overhang molding and deep drawing are performed.
この際の外装材の成形加工性を高めるため、特許文献1は、外装材の内側表面であるシーラント層の表面の算術平均粗さ(中心線平均粗さ)Raが0.05μm~1μmであることを開示している。また、特許文献2は、外装材の内側表面であるシーラント層の表面が凹凸形状を有するとともに、その算術平均粗さRaが3.0μm~20.0μmであることを開示している。
In order to improve the moldability of the exterior material at this time, Patent Document 1 has an arithmetic average roughness (center line average roughness) Ra of the surface of the sealant layer, which is the inner surface of the exterior material, of 0.05 μm to 1 μm. It discloses that. Further, Patent Document 2 discloses that the surface of the sealant layer, which is the inner surface of the exterior material, has an uneven shape, and the arithmetic average roughness Ra thereof is 3.0 μm to 20.0 μm.
而して、外装材が上述のように所定形状に成形加工された後において、外装材の外側表面にフクレ(凸状の変形・膨らみ)が生じてしまうことがあった。このフクレの発生原因について本発明者らは鋭意研究実験したところ、次のことが判明した。
Therefore, after the exterior material is molded into a predetermined shape as described above, blisters (convex deformation / swelling) may occur on the outer surface of the exterior material. As a result of diligent research and experiments on the cause of this blistering, the present inventors have found the following.
すなわち、外装材の各種強度(例:接着剤層の接着強度)を高めるために外装材をエージングする場合には、外装材をコイル状に巻回して製作した外装材コイルに対してエージングが行われるのが一般的である。また、外装材を保管や輸送する場合にも、やはり外装材を巻回して製作した外装材コイルを保管や輸送することが一般的である。
That is, when the exterior material is aged in order to increase various strengths of the exterior material (eg, the adhesive strength of the adhesive layer), the exterior material coil manufactured by winding the exterior material in a coil shape is aged. It is common to be struck. Further, when storing or transporting the exterior material, it is also common to store or transport the exterior material coil manufactured by winding the exterior material.
外装材コイルを製作するために外装材を巻回する際、外装材コイルの中心部で巻きずれが起こらないにするため、外装材に高い張力を加えた状態で外装材はコイル状に巻回される。その際、巻回した外装材間に少なからず空気が閉じ込められることがある。外装材間に空気が閉じ込められた状態で外装材コイルがエージングされたり外装材コイルの保管や輸送時に外装材コイルが高温状態に曝されたりすると、外装材間に閉じ込められた空気層が熱膨張して外装材を圧迫する。その後、外装材コイルの温度が室温に戻ったり外装材コイルにおける外装材の張力が緩められたりすると、空気層が消滅する。すると、外装材の基材層及びシーラント層は樹脂からなるので樹脂の復元力で元の形状に戻るが、外装材の金属層は復元しにくいため空気層の熱膨張による圧迫痕が金属層に残る。この圧迫痕が成形加工後の外装材にフクレが起こる起点となる。以上のことが判明した。
When winding the exterior material to manufacture the exterior material coil, the exterior material is wound in a coil shape with high tension applied to the exterior material to prevent winding misalignment at the center of the exterior material coil. Will be done. At that time, not a little air may be trapped between the wound exterior materials. If the exterior coil is aged with air trapped between the exterior materials, or if the exterior coil is exposed to a high temperature during storage or transportation of the exterior coil, the air layer trapped between the exterior materials expands thermally. And press the exterior material. After that, when the temperature of the exterior material coil returns to room temperature or the tension of the exterior material in the exterior material coil is relaxed, the air layer disappears. Then, since the base material layer and the sealant layer of the exterior material are made of resin, the original shape is restored by the restoring force of the resin, but since the metal layer of the exterior material is difficult to restore, the pressure marks due to the thermal expansion of the air layer become the metal layer. Remain. This pressure mark is the starting point for blistering on the exterior material after molding. The above was found.
そこで、本発明者らは、外装材コイルの外装材間に空気が閉じ込められないようにするため、外装材の内側表面や外側表面の算出平均粗さRaを調整することを考えた。
Therefore, the present inventors considered adjusting the calculated average roughness Ra of the inner surface and the outer surface of the exterior material in order to prevent air from being trapped between the exterior materials of the exterior material coil.
ここで、上記特許文献1及び2の発明は、外装材コイルの外装材間に空気が閉じ込められないようにすることを狙ったものではないが、外装材の内側表面や外側表面の算出平均粗さRaを上記特許文献1及び2に開示された範囲にすることで外装材間に空気が閉じ込められないという効果が得られるのではないかと本発明者らは予想し実験をしたところ、十分な効果は得られなかった。
Here, the inventions of Patent Documents 1 and 2 are not intended to prevent air from being trapped between the exterior materials of the exterior material coil, but the calculated average roughness of the inner surface and the outer surface of the exterior material is rough. The present inventors predicted that by setting Ra within the range disclosed in Patent Documents 1 and 2, the effect that air would not be trapped between the exterior materials could be obtained, and as a result, sufficient experiments were conducted. No effect was obtained.
本発明は上述した技術背景に鑑みてなされたもので、本発明の目的は、成形加工後においてフクレの発生を抑制しうる蓄電デバイス用外装材、これを用いた蓄電デバイス、及び蓄電デバイス用外装材の製造方法を提供することにある。
本発明のその他の目的及び利点は、以下の好ましい実施形態から明らかにされるであろう。 The present invention has been made in view of the above-mentioned technical background, and an object of the present invention is an exterior material for a power storage device capable of suppressing the generation of blisters after molding, a power storage device using the exterior material, and an exterior for a power storage device. The purpose is to provide a method for manufacturing a material.
Other objects and advantages of the present invention will be apparent from the following preferred embodiments.
本発明のその他の目的及び利点は、以下の好ましい実施形態から明らかにされるであろう。 The present invention has been made in view of the above-mentioned technical background, and an object of the present invention is an exterior material for a power storage device capable of suppressing the generation of blisters after molding, a power storage device using the exterior material, and an exterior for a power storage device. The purpose is to provide a method for manufacturing a material.
Other objects and advantages of the present invention will be apparent from the following preferred embodiments.
本発明は以下の手段を提供する。
The present invention provides the following means.
1) 外側層としての基材層と、内側層としてのシーラント層と、これら両層間に配置されたバリア層としての金属層とを備えた蓄電デバイス用外装材であって、
外装材の内側表面におけるISO25178に準拠して測定された山頂点の算術平均曲Spc(単位:mm-1)、五点山領域高さS5p(単位:μm)、スムースラフクロスオーバーSRC(単位:μm2)、エリアルフラクタルコンプレキシティーSafc(単位:無次元)、コア部のレベル差Sk(単位:μm)、極点高さSxp(単位:μm)、二乗平均平方根傾斜Sdr(単位:%)、最小自己相関長さSal(単位:μm)、コア部の空間の容積Vvc(単位:mL/m2)及びコア部の体積Vmc(単位:mL/m2)をそれぞれa~jとするとき、
次の式1で定義されるFの値が0よりも大きい蓄電デバイス用外装材。
F=-6.0-0.13a-0.51b+0.000073c-3.9d+0.91e+1.5f-3.9g+0.027h+2.1i+2.3j …(式1)。 1) An exterior material for a power storage device including a base material layer as an outer layer, a sealant layer as an inner layer, and a metal layer as a barrier layer arranged between both layers.
Arithmetic average music Spc (unit: mm -1 ) of mountain peaks, height S5p (unit: μm) of five-point mountain region, smooth rough crossover SRC (unit: unit: mm-1) measured according to ISO25178 on the inner surface of the exterior material. μm 2 ), Erial fractal complexity Safc (unit: dimensionless), level difference Sk (unit: μm) at the core, pole height Spp (unit: μm), squared average square root slope Sdr (unit:%), When the minimum autocorrelation length Sal (unit: μm), the volume of the space in the core part Vvc (unit: mL / m 2 ), and the volume Vmc of the core part (unit: mL / m 2 ) are a to j, respectively.
An exterior material for a power storage device in which the value of F defined by thefollowing equation 1 is larger than 0.
F = -6.0-0.13a-0.51b + 0.000073c-3.9d + 0.91e + 1.5f-3.9g + 0.027h + 2.1i + 2.3j ... (Equation 1).
外装材の内側表面におけるISO25178に準拠して測定された山頂点の算術平均曲Spc(単位:mm-1)、五点山領域高さS5p(単位:μm)、スムースラフクロスオーバーSRC(単位:μm2)、エリアルフラクタルコンプレキシティーSafc(単位:無次元)、コア部のレベル差Sk(単位:μm)、極点高さSxp(単位:μm)、二乗平均平方根傾斜Sdr(単位:%)、最小自己相関長さSal(単位:μm)、コア部の空間の容積Vvc(単位:mL/m2)及びコア部の体積Vmc(単位:mL/m2)をそれぞれa~jとするとき、
次の式1で定義されるFの値が0よりも大きい蓄電デバイス用外装材。
F=-6.0-0.13a-0.51b+0.000073c-3.9d+0.91e+1.5f-3.9g+0.027h+2.1i+2.3j …(式1)。 1) An exterior material for a power storage device including a base material layer as an outer layer, a sealant layer as an inner layer, and a metal layer as a barrier layer arranged between both layers.
Arithmetic average music Spc (unit: mm -1 ) of mountain peaks, height S5p (unit: μm) of five-point mountain region, smooth rough crossover SRC (unit: unit: mm-1) measured according to ISO25178 on the inner surface of the exterior material. μm 2 ), Erial fractal complexity Safc (unit: dimensionless), level difference Sk (unit: μm) at the core, pole height Spp (unit: μm), squared average square root slope Sdr (unit:%), When the minimum autocorrelation length Sal (unit: μm), the volume of the space in the core part Vvc (unit: mL / m 2 ), and the volume Vmc of the core part (unit: mL / m 2 ) are a to j, respectively.
An exterior material for a power storage device in which the value of F defined by the
F = -6.0-0.13a-0.51b + 0.000073c-3.9d + 0.91e + 1.5f-3.9g + 0.027h + 2.1i + 2.3j ... (Equation 1).
2) 前記山頂点の算術平均曲Spcが-40mm-1~-500mm-1の範囲である前項1記載の蓄電デバイス用外装材。
2) The exterior material for a power storage device according to item 1 above, wherein the arithmetic mean song Spc at the peak of the mountain is in the range of −40 mm -1 to −500 mm -1 .
3) 前記シーラント層はポリプロピレンからなる多層フィルムで形成されている前項1又は2記載の蓄電デバイス用外装材。
3) The exterior material for a power storage device according to item 1 or 2 above, wherein the sealant layer is made of a multilayer film made of polypropylene.
4) 前項1~3のいずれかに記載の蓄電デバイス用外装材により蓄電デバイス本体が外装されている蓄電デバイス。
4) A power storage device in which the main body of the power storage device is exteriorized by the exterior material for the power storage device according to any one of 1 to 3 in the preceding paragraph.
5) 外側層としての基材層と、内側層としてのシーラント層と、これら両層間に配置されたバリア層としての金属層とを備えた、蓄電デバイス用外装材の製造方法であって、
外装材の内側表面におけるISO25178に準拠して測定された山頂点の算術平均曲Spc(単位:mm-1)、五点山領域高さS5p(単位:μm)、スムースラフクロスオーバーSRC(単位:μm2)、エリアルフラクタルコンプレキシティーSafc(単位:無次元)、コア部のレベル差Sk(単位:μm)、極点高さSxp(単位:μm)、二乗平均平方根傾斜Sdr(単位:%)、最小自己相関長さSal(単位:μm)、コア部の空間の容積Vvc(単位:mL/m2)及びコア部の体積Vmc(単位:mL/m2)をそれぞれa~jとするとき、
複数の外装材の中から下の式1で定義されるFの値が0よりも大きい外装材を選別し、
選別した外装材をコイル状に巻回した状態でエージングする、蓄電デバイス用外装材の製造方法。
F=-6.0-0.13a-0.51b+0.000073c-3.9d+0.91e+1.5f-3.9g+0.027h+2.1i+2.3j …(式1)。 5) A method for manufacturing an exterior material for a power storage device, comprising a base material layer as an outer layer, a sealant layer as an inner layer, and a metal layer as a barrier layer arranged between both layers.
Arithmetic average music Spc (unit: mm -1 ) of mountain peaks, height S5p (unit: μm) of five-point mountain region, smooth rough crossover SRC (unit: unit: mm-1) measured according to ISO25178 on the inner surface of the exterior material. μm 2 ), Erial fractal complexity Safc (unit: dimensionless), level difference Sk (unit: μm) at the core, pole height Spp (unit: μm), squared average square root slope Sdr (unit:%), When the minimum autocorrelation length Sal (unit: μm), the volume of the space in the core part Vvc (unit: mL / m 2 ), and the volume Vmc of the core part (unit: mL / m 2 ) are a to j, respectively.
From a plurality of exterior materials, an exterior material having a value of F defined by the followingformula 1 larger than 0 is selected.
A method for manufacturing an exterior material for a power storage device, in which the selected exterior material is aged in a coiled state.
F = -6.0-0.13a-0.51b + 0.000073c-3.9d + 0.91e + 1.5f-3.9g + 0.027h + 2.1i + 2.3j ... (Equation 1).
外装材の内側表面におけるISO25178に準拠して測定された山頂点の算術平均曲Spc(単位:mm-1)、五点山領域高さS5p(単位:μm)、スムースラフクロスオーバーSRC(単位:μm2)、エリアルフラクタルコンプレキシティーSafc(単位:無次元)、コア部のレベル差Sk(単位:μm)、極点高さSxp(単位:μm)、二乗平均平方根傾斜Sdr(単位:%)、最小自己相関長さSal(単位:μm)、コア部の空間の容積Vvc(単位:mL/m2)及びコア部の体積Vmc(単位:mL/m2)をそれぞれa~jとするとき、
複数の外装材の中から下の式1で定義されるFの値が0よりも大きい外装材を選別し、
選別した外装材をコイル状に巻回した状態でエージングする、蓄電デバイス用外装材の製造方法。
F=-6.0-0.13a-0.51b+0.000073c-3.9d+0.91e+1.5f-3.9g+0.027h+2.1i+2.3j …(式1)。 5) A method for manufacturing an exterior material for a power storage device, comprising a base material layer as an outer layer, a sealant layer as an inner layer, and a metal layer as a barrier layer arranged between both layers.
Arithmetic average music Spc (unit: mm -1 ) of mountain peaks, height S5p (unit: μm) of five-point mountain region, smooth rough crossover SRC (unit: unit: mm-1) measured according to ISO25178 on the inner surface of the exterior material. μm 2 ), Erial fractal complexity Safc (unit: dimensionless), level difference Sk (unit: μm) at the core, pole height Spp (unit: μm), squared average square root slope Sdr (unit:%), When the minimum autocorrelation length Sal (unit: μm), the volume of the space in the core part Vvc (unit: mL / m 2 ), and the volume Vmc of the core part (unit: mL / m 2 ) are a to j, respectively.
From a plurality of exterior materials, an exterior material having a value of F defined by the following
A method for manufacturing an exterior material for a power storage device, in which the selected exterior material is aged in a coiled state.
F = -6.0-0.13a-0.51b + 0.000073c-3.9d + 0.91e + 1.5f-3.9g + 0.027h + 2.1i + 2.3j ... (Equation 1).
本発明は以下の効果を奏する。
The present invention has the following effects.
前項1では、上記式1で定義されるFの値が0よりも大きい場合、外装材の内側表面が適度な凹凸形状を有し、外装材をコイル状に巻回した際に外装材同士の密着が抑制されるため、外装材間に空気が閉じ込められにくくなる。そのため、外装材を所定形状に成形加工した後において外装材の外側表面にフクレが生じるのを抑制できる。
In the preceding item 1, when the value of F defined by the above equation 1 is larger than 0, the inner surface of the exterior material has an appropriate uneven shape, and when the exterior material is wound into a coil shape, the exterior materials are connected to each other. Since the adhesion is suppressed, it becomes difficult for air to be trapped between the exterior materials. Therefore, it is possible to suppress the occurrence of blisters on the outer surface of the exterior material after the exterior material is molded into a predetermined shape.
前項2では、外装材コイルの外装材間に空気が確実に閉じ込められにくくなり、そのため外装材において圧迫痕の発生が確実に抑制される。これにより外装材にフクレが生じるのを確実に抑制できる。
In item 2 above, it becomes difficult for air to be reliably trapped between the exterior materials of the exterior material coil, and therefore the generation of pressure marks on the exterior material is reliably suppressed. As a result, it is possible to reliably suppress the occurrence of blisters on the exterior material.
前項3では、外装材を成形加工した後において外装材の接合予定部をヒートシールにより容易に接合することができる。
In item 3 above, after the exterior material is molded, the planned joining portion of the exterior material can be easily joined by heat sealing.
前項4では、フクレの発生が抑制された外装材により外装された蓄電デバイスを提供できる。
In item 4 above, it is possible to provide a power storage device that is covered with an exterior material in which the generation of blisters is suppressed.
前項5では、成形加工後においてフクレが生じるのを抑制できる外装材を確実に得ることができる。
In item 5 above, it is possible to reliably obtain an exterior material capable of suppressing the occurrence of blisters after molding.
本発明の実施形態について図面を参照して以下に説明する。
An embodiment of the present invention will be described below with reference to the drawings.
図1に示すように、本発明の一実施形態に係る蓄電デバイス用外装材1は、外側層としての基材層3と、内側層としてのシーラント層4と、これら両層3、4間に配置されたバリア層としての金属層2とを積層状に備えた積層体からなる。なお、図1中の符号「1a」は外装材1の内側表面であり、符号「1b」は外装材1の外側表面である。
As shown in FIG. 1, the exterior material 1 for a power storage device according to an embodiment of the present invention has a base material layer 3 as an outer layer, a sealant layer 4 as an inner layer, and between these two layers 3, 4. It is composed of a laminated body having a metal layer 2 as an arranged barrier layer in a laminated manner. The reference numeral "1a" in FIG. 1 is the inner surface of the exterior material 1, and the reference numeral "1b" is the outer surface of the exterior material 1.
外装材1において、基材層3と金属層2とシーラント層4はこの記載の順に積層状に接合一体化されている。詳述すると、基材層3と金属層2は例えばドライラミネート法により第1接着剤層5aを介して互いに接着されており、金属層2とシーラント層4は例えばドライラミネート法により第2接着剤層5bを介して互いに接着されている。
In the exterior material 1, the base material layer 3, the metal layer 2, and the sealant layer 4 are joined and integrated in a laminated manner in the order described above. More specifically, the base material layer 3 and the metal layer 2 are bonded to each other via the first adhesive layer 5a by, for example, the dry laminating method, and the metal layer 2 and the sealant layer 4 are bonded to each other via the first adhesive layer 5a by, for example, the dry laminating method. They are adhered to each other via the layer 5b.
この外装材1は一般に長尺な帯状のものであって、蓄電デバイス本体を外装材1により外装する前に外装材1は所定長さや所定形状に裁断されて使用される。
The exterior material 1 is generally a long strip, and the exterior material 1 is cut into a predetermined length and a predetermined shape before the power storage device main body is exteriorized by the exterior material 1.
外装材1を保管や搬送する場合、図2に示すように外装材1をコイル状に巻回して製作した外装材コイル10を保管や搬送するのが一般的である。この保管時や搬送時に外装材コイル10は35℃~70℃という室温(25℃)よりも高い温度に曝されることがある。
When storing or transporting the exterior material 1, it is common to store or transport the exterior material coil 10 manufactured by winding the exterior material 1 in a coil shape as shown in FIG. During storage and transportation, the exterior material coil 10 may be exposed to a temperature higher than room temperature (25 ° C.) of 35 ° C. to 70 ° C.
また、外装材1の各種強度(例:接着剤層5a、5bの接着強度)を高めるために外装材1をエージングする場合、やはり外装材1をコイル状に巻回して製作した外装材コイル10に対してエージングが行われるのが一般的である。この際に外装材コイル10はエージング(詳述すると人工エージング)のために所定のエージング装置により35℃~65℃という室温よりも高い温度に曝される。
Further, when the exterior material 1 is aged in order to increase various strengths of the exterior material 1 (eg, the adhesive strength of the adhesive layers 5a and 5b), the exterior material coil 10 is also manufactured by winding the exterior material 1 into a coil shape. It is common that aging is performed on the surface. At this time, the exterior material coil 10 is exposed to a temperature higher than room temperature of 35 ° C. to 65 ° C. by a predetermined aging device for aging (specifically, artificial aging).
ここで本実施形態では、外装材1の内側表面1aにおけるISO25178に準拠して測定される三次元表面性状パラメータ(Spc、S5p、SRC、Safc、Sk、Sxp、Sdr、Sal、Vvc及びVmc)の値を用いてFを次の式1で定義する。
Here, in the present embodiment, the three-dimensional surface texture parameters (Spc, S5p, SRC, Safc, Sk, Spp, Sdr, Sal, Vvc and Vmc) measured according to ISO25178 on the inner surface 1a of the exterior material 1 Using the value, F is defined by the following equation 1.
F=-6.0-0.13a-0.51b+0.000073c-3.9d+0.91e+1.5f-3.9g+0.027h+2.1i+2.3j …(式1)。
F = -6.0-0.13a-0.51b + 0.000073c-3.9d + 0.91e + 1.5f-3.9g + 0.027h + 2.1i + 2.3j ... (Equation 1).
式1においてa~jは次の三次元表面性状パラメータの値を意味しており、各括弧内はその単位である。
In Equation 1, a to j mean the values of the following three-dimensional surface texture parameters, and each parenthesis is the unit.
a:山頂点の算術平均曲Spc(単位:mm-1)
b:五点山領域高さS5p(単位:μm)
c:スムースラフクロスオーバーSRC(単位:μm2)
d:エリアルフラクタルコンプレキシティーSafc(単位:無次元)
e:コア部のレベル差Sk(単位:μm)
f:極点高さSxp(単位:μm)
g:二乗平均平方根傾斜Sdr(単位:%)
h:最小自己相関長さSal(単位:μm)
i:コア部の空間の容積Vvc(単位:mL/m2)
j:コア部の体積Vmc(単位:mL/m2)。 a: Arithmetic mean song of the mountain peak Spc (unit: mm -1 )
b: Gotenzan area height S5p (unit: μm)
c: Smooth rough crossover SRC (unit: μm 2 )
d: Erial Fractal Complexity Safc (Unit: Dimensionless)
e: Level difference Sk (unit: μm) of the core part
f: Extreme point height Spp (unit: μm)
g: Root mean square slope Sdr (unit:%)
h: Minimum autocorrelation length Sal (unit: μm)
i: Volume of space in the core part Vvc (unit: mL / m 2 )
j: Volume of core part Vmc (unit: mL / m 2 ).
b:五点山領域高さS5p(単位:μm)
c:スムースラフクロスオーバーSRC(単位:μm2)
d:エリアルフラクタルコンプレキシティーSafc(単位:無次元)
e:コア部のレベル差Sk(単位:μm)
f:極点高さSxp(単位:μm)
g:二乗平均平方根傾斜Sdr(単位:%)
h:最小自己相関長さSal(単位:μm)
i:コア部の空間の容積Vvc(単位:mL/m2)
j:コア部の体積Vmc(単位:mL/m2)。 a: Arithmetic mean song of the mountain peak Spc (unit: mm -1 )
b: Gotenzan area height S5p (unit: μm)
c: Smooth rough crossover SRC (unit: μm 2 )
d: Erial Fractal Complexity Safc (Unit: Dimensionless)
e: Level difference Sk (unit: μm) of the core part
f: Extreme point height Spp (unit: μm)
g: Root mean square slope Sdr (unit:%)
h: Minimum autocorrelation length Sal (unit: μm)
i: Volume of space in the core part Vvc (unit: mL / m 2 )
j: Volume of core part Vmc (unit: mL / m 2 ).
本実施形態の外装材1では、Fの値(この値を以下では「F値」ともいう)が0よりも大きくなければならない(即ちF>0)。
In the exterior material 1 of the present embodiment, the value of F (this value is also referred to as "F value" below) must be larger than 0 (that is, F> 0).
F値が0よりも大きい場合、外装材1の内側表面1aが適度な凹凸形状を有し、外装材1をコイル状に巻回した際に外装材1、1同士の密着が抑制されて、外装材1、1間に空気が閉じ込められにくくなる。そのため、外装材コイル10が上述のように高温状態に曝された場合でも外装材1(詳述すると外装材1の金属層2)において圧迫痕の発生が抑制される。これにより、外装材1を所定形状に成形加工した後において外装材1の外側表面1bにフクレが生じるのを抑制できる。F値の上限は限定されるものではなく、通常10以下である。
When the F value is larger than 0, the inner surface 1a of the exterior material 1 has an appropriate uneven shape, and when the exterior material 1 is wound in a coil shape, the adhesion between the exterior materials 1 and 1 is suppressed. Air is less likely to be trapped between the exterior materials 1 and 1. Therefore, even when the exterior material coil 10 is exposed to a high temperature state as described above, the generation of pressure marks is suppressed in the exterior material 1 (more specifically, the metal layer 2 of the exterior material 1). As a result, it is possible to suppress the occurrence of blisters on the outer surface 1b of the exterior material 1 after the exterior material 1 is molded into a predetermined shape. The upper limit of the F value is not limited and is usually 10 or less.
さらに、山頂点の算術平均曲Spcは-40mm-1~-500mm-1の範囲であることが好ましい。この場合、外装材コイル10の外装材1、1間に空気が確実に閉じ込められにくくなり、そのため外装材1において圧迫痕の発生が確実に抑制される。これにより外装材1にフクレが生じるのを確実に抑制できる。Spcの特に好適な範囲は-40mm-1~-100mm-1である。
Further, the arithmetic mean song Spc at the peak of the mountain is preferably in the range of −40 mm -1 to −500 mm -1 . In this case, it becomes difficult for air to be reliably trapped between the exterior materials 1 and 1 of the exterior material coil 10, and therefore the generation of pressure marks on the exterior material 1 is reliably suppressed. As a result, it is possible to reliably suppress the occurrence of blisters on the exterior material 1. A particularly preferred range of Spc is -40 mm -1 to -100 mm -1 .
ここで、フクレとは、外装材1を容器状などの所定形状に成形加工した後において外装材1の外側表面1bに発生する凸状の変形・膨らみのことである。フクレの大きさ(直径)は一般に10mm以上である。
Here, the blister is a convex deformation / swelling that occurs on the outer surface 1b of the exterior material 1 after the exterior material 1 is molded into a predetermined shape such as a container. The size (diameter) of the blisters is generally 10 mm or more.
上述の三次元表面性状パラメータの値は、上述したようにISO25178に準拠して測定されたものであり、具体的には白色光干渉顕微鏡法(垂直走査型低コヒーレンス干渉法)などにより測定される。
The values of the above-mentioned three-dimensional surface texture parameters are measured in accordance with ISO25178 as described above, and specifically, they are measured by white light interference microscopy (vertical scanning low coherence interference method) or the like. ..
次に、外装材1を構成する基材層3、金属層2及びシーラント層4について以下に説明する。
Next, the base material layer 3, the metal layer 2, and the sealant layer 4 constituting the exterior material 1 will be described below.
<基材層3>
基材層3は樹脂からなり、詳述するとシーラント層4を介して実施される熱融着時の温度において耐熱性を有する樹脂などからなる。具体的には基材層3は、二軸延伸ポリアミドフィルム、二軸延伸ポリブチレンテレフタレート(PBT)フィルム、二軸延伸ポリエチレンテレフタレート(PET)フィルム、二軸延伸ポリエチレンナフタレート(PEN)フィルムなどで形成されることが好ましい。上述のポリアミドフィルムとしては、6ナイロンフィルム、6,6ナイロンフィルム、MXDナイロンフィルムなどが用いられる。また、基材層3は必ずしもフィルムで形成されたものでなくてもよく、例えば樹脂コート層からなるものであってもよい。なお、基材層3は単層で形成されていてもよいし複層で形成されていてもよい。 <Base material layer 3>
Thebase material layer 3 is made of a resin, and more specifically, is made of a resin or the like having heat resistance at the temperature at the time of heat fusion carried out via the sealant layer 4. Specifically, the base material layer 3 is formed of a biaxially stretched polyamide film, a biaxially stretched polybutylene terephthalate (PBT) film, a biaxially stretched polyethylene terephthalate (PET) film, a biaxially stretched polyethylene naphthalate (PEN) film, or the like. It is preferable to be done. As the above-mentioned polyamide film, 6 nylon film, 6, 6 nylon film, MXD nylon film and the like are used. Further, the base material layer 3 does not necessarily have to be made of a film, and may be made of, for example, a resin coat layer. The base material layer 3 may be formed of a single layer or a plurality of layers.
基材層3は樹脂からなり、詳述するとシーラント層4を介して実施される熱融着時の温度において耐熱性を有する樹脂などからなる。具体的には基材層3は、二軸延伸ポリアミドフィルム、二軸延伸ポリブチレンテレフタレート(PBT)フィルム、二軸延伸ポリエチレンテレフタレート(PET)フィルム、二軸延伸ポリエチレンナフタレート(PEN)フィルムなどで形成されることが好ましい。上述のポリアミドフィルムとしては、6ナイロンフィルム、6,6ナイロンフィルム、MXDナイロンフィルムなどが用いられる。また、基材層3は必ずしもフィルムで形成されたものでなくてもよく、例えば樹脂コート層からなるものであってもよい。なお、基材層3は単層で形成されていてもよいし複層で形成されていてもよい。 <
The
さらに、基材層3は、シーラント層4を構成する全ての樹脂に対して10℃以上高い融点を有する樹脂からなることが好ましく、特に20℃以上高い融点を有する樹脂からなることが好ましい。
Further, the base material layer 3 is preferably made of a resin having a melting point higher than 10 ° C. with respect to all the resins constituting the sealant layer 4, and particularly preferably made of a resin having a melting point higher than 20 ° C.
基材層3の厚さは限定されるものではなく、好ましくは9μm~50μmである。
The thickness of the base material layer 3 is not limited, and is preferably 9 μm to 50 μm.
なお、基材層3の外側表面にはマットコート層(図示せず)などが形成されていてもよい。
A matte coat layer (not shown) or the like may be formed on the outer surface of the base material layer 3.
<金属層2>
金属層2は金属箔などからなる。具体的には金属層2は、アルミニウム箔、銅箔、ステンレス鋼箔、チタン箔、ニッケル箔、クラッド箔などで形成される。 <Metal layer 2>
Themetal layer 2 is made of a metal foil or the like. Specifically, the metal layer 2 is formed of an aluminum foil, a copper foil, a stainless steel foil, a titanium foil, a nickel foil, a clad foil, or the like.
金属層2は金属箔などからなる。具体的には金属層2は、アルミニウム箔、銅箔、ステンレス鋼箔、チタン箔、ニッケル箔、クラッド箔などで形成される。 <
The
金属層2が金属箔で形成される場合、金属箔の両表面のうち少なくとも一方(特に好ましくはシーラント層4側の表面)に化成処理層などの下地処理層(図示せず)が形成されていることが好ましい。この場合、電池デバイス本体中の含有物(例:電池本体中の電解液)による金属層2の腐食を抑制できる。
When the metal layer 2 is formed of a metal foil, a base treatment layer (not shown) such as a chemical conversion treatment layer is formed on at least one of both surfaces of the metal foil (particularly preferably, the surface on the sealant layer 4 side). It is preferable to have. In this case, corrosion of the metal layer 2 due to the inclusions in the battery device body (eg, the electrolytic solution in the battery body) can be suppressed.
金属箔への化成処理は例えば次の方法で行われる。すなわち、脱脂処理を行った金属箔の表面に、
1)リン酸と、
クロム酸と、
フッ化物の金属塩及びフッ化物の非金属塩からなる群より選ばれる少なくとも1種の化合物と、を含む混合物の水溶液;
2)リン酸と、
アクリル系樹脂、キトサン誘導体樹脂及びフェノール系樹脂からなる群より選ばれる少なくとも1種の樹脂と、
クロム酸及びクロム(III)塩からなる群より選ばれる少なくとも1種の化合物と、を含む混合物の水溶液;
3)リン酸と、
アクリル系樹脂、キトサン誘導体樹脂及びフェノール系樹脂からなる群より選ばれる少なくとも1種の樹脂と、
クロム酸及びクロム(III)塩からなる群より選ばれる少なくとも1種の化合物と、
フッ化物の金属塩及びフッ化物の非金属塩からなる群より選ばれる少なくとも1種の化合物と、を含む混合物の水溶液;
上記1)~3)のうちのいずれかの水溶液を塗工した後、乾燥することにより、化成処理を施す。 The chemical conversion treatment to the metal foil is performed by, for example, the following method. That is, on the surface of the metal leaf that has been degreased,
1) Phosphoric acid and
With chromic acid,
An aqueous solution of a mixture containing at least one compound selected from the group consisting of a metal salt of fluoride and a non-metal salt of fluoride;
2) Phosphoric acid and
At least one resin selected from the group consisting of acrylic resins, chitosan derivative resins and phenolic resins, and
An aqueous solution of a mixture containing at least one compound selected from the group consisting of chromic acid and a chromium (III) salt;
3) Phosphoric acid and
At least one resin selected from the group consisting of acrylic resins, chitosan derivative resins and phenolic resins, and
At least one compound selected from the group consisting of chromic acid and chromium (III) salt, and
An aqueous solution of a mixture containing at least one compound selected from the group consisting of a metal salt of fluoride and a non-metal salt of fluoride;
After applying any of the above 1) to 3) aqueous solutions, it is dried to perform chemical conversion treatment.
1)リン酸と、
クロム酸と、
フッ化物の金属塩及びフッ化物の非金属塩からなる群より選ばれる少なくとも1種の化合物と、を含む混合物の水溶液;
2)リン酸と、
アクリル系樹脂、キトサン誘導体樹脂及びフェノール系樹脂からなる群より選ばれる少なくとも1種の樹脂と、
クロム酸及びクロム(III)塩からなる群より選ばれる少なくとも1種の化合物と、を含む混合物の水溶液;
3)リン酸と、
アクリル系樹脂、キトサン誘導体樹脂及びフェノール系樹脂からなる群より選ばれる少なくとも1種の樹脂と、
クロム酸及びクロム(III)塩からなる群より選ばれる少なくとも1種の化合物と、
フッ化物の金属塩及びフッ化物の非金属塩からなる群より選ばれる少なくとも1種の化合物と、を含む混合物の水溶液;
上記1)~3)のうちのいずれかの水溶液を塗工した後、乾燥することにより、化成処理を施す。 The chemical conversion treatment to the metal foil is performed by, for example, the following method. That is, on the surface of the metal leaf that has been degreased,
1) Phosphoric acid and
With chromic acid,
An aqueous solution of a mixture containing at least one compound selected from the group consisting of a metal salt of fluoride and a non-metal salt of fluoride;
2) Phosphoric acid and
At least one resin selected from the group consisting of acrylic resins, chitosan derivative resins and phenolic resins, and
An aqueous solution of a mixture containing at least one compound selected from the group consisting of chromic acid and a chromium (III) salt;
3) Phosphoric acid and
At least one resin selected from the group consisting of acrylic resins, chitosan derivative resins and phenolic resins, and
At least one compound selected from the group consisting of chromic acid and chromium (III) salt, and
An aqueous solution of a mixture containing at least one compound selected from the group consisting of a metal salt of fluoride and a non-metal salt of fluoride;
After applying any of the above 1) to 3) aqueous solutions, it is dried to perform chemical conversion treatment.
金属層2の厚さは限定されるものではなく、好ましくは20μm~100μmである。
The thickness of the metal layer 2 is not limited, and is preferably 20 μm to 100 μm.
<シーラント層4>
シーラント層4は熱可塑性樹脂(例:ポリオレフィン系樹脂)などからなる。具体的にはシーラント層4はポリオレフィンフィルムなどで形成される。ポリオレフィンフィルムとしては無延伸ポリプロピレン(CPP)フィルムなどが用いられる。なお、シーラント層4がフィルムで形成される場合、シーラント層4を形成するフィルムを以下ではシーラントフィルムともいう。 <Sealant layer 4>
Thesealant layer 4 is made of a thermoplastic resin (eg, a polyolefin resin) or the like. Specifically, the sealant layer 4 is formed of a polyolefin film or the like. As the polyolefin film, unstretched polypropylene (CPP) film or the like is used. When the sealant layer 4 is formed of a film, the film forming the sealant layer 4 is hereinafter also referred to as a sealant film.
シーラント層4は熱可塑性樹脂(例:ポリオレフィン系樹脂)などからなる。具体的にはシーラント層4はポリオレフィンフィルムなどで形成される。ポリオレフィンフィルムとしては無延伸ポリプロピレン(CPP)フィルムなどが用いられる。なお、シーラント層4がフィルムで形成される場合、シーラント層4を形成するフィルムを以下ではシーラントフィルムともいう。 <
The
さらに、シーラント層4は単層からなるものであってもよいが、特に、図1に示すように多層からなるものであることが好ましく、更に多層フィルムで形成されることが好ましい。多層フィルムの層数が二層である場合、多層フィルムは、外装材1の内側表面1a側に配置される最内層4aと外装材1の金属層2側に配置される最外層4bとを有し、多層フィルムの層数が三層以上である場合、多層フィルムは上述した最内層4a及び最外層4bとこれら両層4a、4b間に配置された少なくとも一つの中間層(図示せず)とを有する。
Further, the sealant layer 4 may be composed of a single layer, but it is particularly preferable that the sealant layer 4 is composed of multiple layers as shown in FIG. 1, and further preferably formed of a multilayer film. When the number of layers of the multilayer film is two, the multilayer film has an innermost layer 4a arranged on the inner surface 1a side of the exterior material 1 and an outermost layer 4b arranged on the metal layer 2 side of the exterior material 1. When the number of layers of the multilayer film is three or more, the multilayer film includes the innermost layer 4a and the outermost layer 4b described above and at least one intermediate layer (not shown) arranged between these two layers 4a and 4b. Has.
さらに、多層フィルムはポリプロピレンからなることが好ましい。この場合、外装材1を成形加工した後において外装材1の接合予定部をヒートシールにより容易に接合することができる。より好ましくは、多層フィルムは、ポリプロピレンランダム共重合体(rPP)層とポリプロピレンブロック共重合体(bPP)層とが二層以上積層された状態で一体化されたものであることが良い。特に、rPP層がシーラント層4を構成する複数の層のうちシーラント層4の最内層4aとして配置されていることが好ましい。
Further, it is preferable that the multilayer film is made of polypropylene. In this case, after the exterior material 1 is molded, the planned joining portion of the exterior material 1 can be easily joined by heat sealing. More preferably, the multilayer film is one in which two or more polypropylene random copolymer (rPP) layers and polypropylene block copolymer (bPP) layers are laminated and integrated. In particular, it is preferable that the rPP layer is arranged as the innermost layer 4a of the sealant layer 4 among the plurality of layers constituting the sealant layer 4.
シーラント層4の厚さは限定されるものではなく、好ましくは20μm~100μmである。
The thickness of the sealant layer 4 is not limited, and is preferably 20 μm to 100 μm.
さらに、シーラント層4は滑剤を含有する層を含むことが好ましい。この場合、外装材コイル10の外装材1、1間の摩擦が低減され、そのため、コイル状に巻回された外装材1の内側表面1a及び外側表面1bの損傷を抑制できるし、外装材1、1間に空気が確実に閉じ込められにくくなるため、外装材1にフクレが生じるのを確実に抑制できる。特に、シーラント層4における滑剤を含有する層は、シーラント層4の少なくとも最内層4aとして配置されていることが好ましい。この場合、滑剤による上述の効果を確実に奏しうる。
Further, it is preferable that the sealant layer 4 contains a layer containing a lubricant. In this case, the friction between the exterior materials 1 and 1 of the exterior material coil 10 is reduced, so that damage to the inner surface 1a and the outer surface 1b of the exterior material 1 wound in a coil shape can be suppressed, and the exterior material 1 can be suppressed. Since it is difficult for air to be reliably trapped between 1 and 1, it is possible to reliably suppress the occurrence of blister on the exterior material 1. In particular, it is preferable that the lubricant-containing layer in the sealant layer 4 is arranged as at least the innermost layer 4a of the sealant layer 4. In this case, the above-mentioned effect of the lubricant can be surely achieved.
<滑剤>
滑剤は、外装材1の成形加工時における外装材1の滑り性を向上させて外装材1の成形加工性を高めるためのものであり、更に、外装材1をコイル状に巻回した際に外装材コイル10の外装材1、1間の摩擦を低減して外装材1の内側表面1a及び外側表面1bの損傷を抑制するためのものである。滑剤は、一般に、シーラント層4を形成する樹脂への添加によりシーラント層(樹脂)4に含有される。 <Glidant>
The lubricant is for improving the slipperiness of theexterior material 1 during the molding process of the exterior material 1 to improve the molding processability of the exterior material 1, and further, when the exterior material 1 is wound in a coil shape. The purpose is to reduce friction between the exterior materials 1 and 1 of the exterior material coil 10 and suppress damage to the inner surface 1a and the outer surface 1b of the exterior material 1. The lubricant is generally contained in the sealant layer (resin) 4 by being added to the resin forming the sealant layer 4.
滑剤は、外装材1の成形加工時における外装材1の滑り性を向上させて外装材1の成形加工性を高めるためのものであり、更に、外装材1をコイル状に巻回した際に外装材コイル10の外装材1、1間の摩擦を低減して外装材1の内側表面1a及び外側表面1bの損傷を抑制するためのものである。滑剤は、一般に、シーラント層4を形成する樹脂への添加によりシーラント層(樹脂)4に含有される。 <Glidant>
The lubricant is for improving the slipperiness of the
具体的に滑剤としては、飽和脂肪酸アミド(例:ラウリン酸アミド、パルミチン酸アミド、ステアリン酸アミド、ベヘン酸アミド、ヒドロキシステアリン酸アミド)、不飽和脂肪酸アミド(例:オレイン酸アミド、エルカ酸アミド)、置換アミド(例:N-オレイルパルミチン酸アミド、N-ステアリルステアリン酸アミド、N-ステアリルオレイン酸アミド、N-オレイルステアリン酸アミド、N-ステアリルエルカ酸アミド)、メチロールアミド(例:メチロールステアリン酸アミド)、飽和脂肪酸ビスアミド(例:メチレンビスステアリン酸アミド、エチレンビスカプリン酸アミド、エチレンビスラウリン酸アミド、エチレンビスステアリン酸アミド、エチレンビスヒドロキシステアリン酸アミド、エチレンビスベヘン酸アミド、ヘキサメチレンビスステアリン酸アミド、ヘキサメチレンビスベヘン酸アミド、ヘキサメチレンヒドロキシステアリン酸アミド、N,N’-ジステアリルアジピン酸アミド、N,N’-ジステアリルセバシン酸アミド)、不飽和脂肪酸ビスアミド(例:エチレンビスオレイン酸アミド、エチレンビスエルカ酸アミド、ヘキサメチレンビスオレイン酸アミド、N,N’-ジオレイルアジピン酸アミド、N,N’-ジオレイルセバシン酸アミド)、脂肪酸エステルアミド(例:ステアロアミドエチルステアレート)、芳香族系ビスアミド(例:m-キシリレンビスステアリン酸アミド、m-キシリレンビスヒドロキシステアリン酸アミド、N,N’-システアリルイソフタル酸アミド)などが用いられる。
Specifically, the lubricant includes saturated fatty acid amides (eg, lauric acid amide, palmitic acid amide, stearic acid amide, behenic acid amide, hydroxystearic acid amide), unsaturated fatty acid amides (eg, oleic acid amide, erucic acid amide). , Substituted amides (eg N-oleyl palmitate amide, N-stearyl stearic acid amide, N-stearyl oleic acid amide, N-oleyl stearic acid amide, N-stearyl erucic acid amide), methylol amide (eg methylol stearic acid) Amid), saturated fatty acid bisamides (eg, methylene bisstearic acid amides, ethylene biscapric acid amides, ethylene bislauric acid amides, ethylene bisstearic acid amides, ethylene bishydroxystearic acid amides, ethylene bisbechenic acid amides, hexamethylene bisstearic acid amides) Acid amides, hexamethylene bisbechenic acid amides, hexamethylene hydroxystearic acid amides, N, N'-distealyl adipic acid amides, N, N'-distearyl sevacinic acid amides), unsaturated fatty acid bisamides (eg, ethylene bisolein) Acid amide, ethylene bisercaic acid amide, hexamethylene bisoleic acid amide, N, N'-diorail adipic acid amide, N, N'-diorail sebasic acid amide), fatty acid ester amide (eg, stearoamide ethyl steer) Rate), aromatic bisamides (eg, m-xylylene bisstearic acid amide, m-xylylene bishydroxystearic acid amides, N, N'-cystelylisophthalic acid amides) and the like are used.
滑剤の含有量は限定されるものではないが、シーラント層4が単層からなる場合、滑剤の含有量はシーラント層4に対して100ppm~7000ppmの範囲であることが好ましく、またシーラント層4が多層からなり且つシーラント層4の少なくとも最内層4aに滑剤が含有されている場合、滑剤の含有量はシーラント層4の最内層4aに対して100ppm~7000ppmの範囲であることが好ましい。
The content of the lubricant is not limited, but when the sealant layer 4 is composed of a single layer, the content of the lubricant is preferably in the range of 100 ppm to 7,000 ppm with respect to the sealant layer 4, and the sealant layer 4 is not limited. When it is composed of multiple layers and the lubricant is contained in at least the innermost layer 4a of the sealant layer 4, the content of the lubricant is preferably in the range of 100 ppm to 7000 ppm with respect to the innermost layer 4a of the sealant layer 4.
ここで、外装材1のシーラント層4が滑剤を含有している場合において、外装材コイル10が上述のように高温状態に曝されると、外装材1のシーラント層4中の滑剤が外装材1の内側表面1a上に僅かに滲み出て当該内側表面1aに非常に薄い滑剤層(図示せず)が形成されるとともに、更に、この滲み出た滑剤が外装材1の外側表面1bに転移されて当該外側表面1bにも非常に薄い滑剤層(図示せず)が形成される。
Here, when the sealant layer 4 of the exterior material 1 contains a lubricant and the exterior material coil 10 is exposed to a high temperature state as described above, the lubricant in the sealant layer 4 of the exterior material 1 becomes the exterior material. A very thin lubricant layer (not shown) is formed on the inner surface 1a by slightly exuding on the inner surface 1a of 1, and the exuded lubricant is further transferred to the outer surface 1b of the exterior material 1. A very thin lubricant layer (not shown) is also formed on the outer surface 1b.
しかるに、各滑剤層の厚さは通常、数nmであり、そのため、各滑剤層の存在は上述した三次元表面性状パラメータの値及びF値に殆ど影響しないことが本発明者らにより確認されている。
However, it has been confirmed by the present inventors that the thickness of each lubricant layer is usually several nm, and therefore the presence of each lubricant layer has almost no effect on the above-mentioned three-dimensional surface property parameter values and F-numbers. There is.
<接着剤層5a、5b>
第1接着剤層5aの接着剤は限定されるものではなく、具体的に接着剤として、ポリウレタン系樹脂、エポキシ系樹脂、アクリル系樹脂などの接着剤(2液硬化型接着剤を含む)が例示される。 < Adhesive layers 5a and 5b>
The adhesive of the firstadhesive layer 5a is not limited, and specifically, an adhesive such as a polyurethane resin, an epoxy resin, or an acrylic resin (including a two-component curable adhesive) is used as the adhesive. Illustrated.
第1接着剤層5aの接着剤は限定されるものではなく、具体的に接着剤として、ポリウレタン系樹脂、エポキシ系樹脂、アクリル系樹脂などの接着剤(2液硬化型接着剤を含む)が例示される。 <
The adhesive of the first
第2接着剤層5bの接着剤は限定されるものではなく、具体的に接着剤として、オレフィン系樹脂、酸変性オレフィン系樹脂、エポキシ系樹脂などの接着剤(2液硬化型接着剤を含む)が例示される。
The adhesive of the second adhesive layer 5b is not limited, and specifically, the adhesive includes an adhesive such as an olefin resin, an acid-modified olefin resin, and an epoxy resin (including a two-component curable adhesive). ) Is exemplified.
各接着剤層5a、5bを金属層2の対応する表面に塗工する方法は限定されるものではなく、例えば各接着剤層5a、5bをグラビア塗工により塗工する方法が挙げられる。
The method of applying each adhesive layer 5a and 5b to the corresponding surface of the metal layer 2 is not limited, and examples thereof include a method of applying each adhesive layer 5a and 5b by gravure coating.
ここで、成形加工後においてフクレが生じるのを抑制できる外装材を確実に得ることができる方法は次のとおりである。
Here, the method that can surely obtain the exterior material that can suppress the occurrence of blisters after the molding process is as follows.
すなわち、複数の外装材の中からF値が0よりも大きい外装材を選別し、選別した外装材をコイル状に巻回した状態でエージングする。これにより、成形加工後においてフクレが生じるのを抑制できる外装材を確実に得ることができる。この際のエージング条件は限定されるものではなく、好ましくはエージング温度30℃~50℃であることがよい。この場合、接着剤層5a、5bの接着強度などの外装材1の各種強度を確実に高めることができる。エージング時間は例えば3日~14日である。
That is, an exterior material having an F value larger than 0 is selected from a plurality of exterior materials, and the selected exterior material is aged in a coiled state. As a result, it is possible to surely obtain an exterior material capable of suppressing the occurrence of blisters after the molding process. The aging conditions at this time are not limited, and the aging temperature is preferably 30 ° C to 50 ° C. In this case, various strengths of the exterior material 1 such as the adhesive strength of the adhesive layers 5a and 5b can be surely increased. The aging time is, for example, 3 to 14 days.
また、F値が0よりも大きい外装材1を確実に得ることができる方法は次のとおりである。
Further, the method for surely obtaining the exterior material 1 having an F value larger than 0 is as follows.
すなわち、外装材1の内側表面1aの三次元表面性状パラメータの値は、第2接着剤層5bのシーラントフィルム(シーラント層4)側の表面の凹凸形状とシーラントフィルムの内側表面の表面性状とに主に依存する。そこで、F値が0よりも大きくなるような、第2接着剤層5bの表面の凹凸形状とシーラントフィルムの内側表面の表面性状との組合せを予め実験により設計しておき、この組合せで外装材を製造することにより、F値が0よりも大きい外装材を確実に得ることができる。なお、シーラントフィルムの上述した内側表面とは、シーラントフィルムの両表面のうち外装材1の内側表面1aとなる側の表面である。
That is, the values of the three-dimensional surface texture parameters of the inner surface 1a of the exterior material 1 are the uneven shape of the surface of the second adhesive layer 5b on the sealant film (sealant layer 4) side and the surface texture of the inner surface of the sealant film. Mainly depends. Therefore, a combination of the uneven shape of the surface of the second adhesive layer 5b and the surface texture of the inner surface of the sealant film so that the F value becomes larger than 0 is designed in advance by an experiment, and the exterior material is used with this combination. By manufacturing the above, it is possible to surely obtain an exterior material having an F value larger than 0. The above-mentioned inner surface of the sealant film is the surface of both surfaces of the sealant film on the side that becomes the inner surface 1a of the exterior material 1.
第2接着剤層5bの表面の凹凸形状の設計方法は限定されるものではなく、例えば第2接着剤層5bを金属層2の表面にグラビア塗工により塗工する場合には、グラビア塗工条件(例:グラビアロールのメッシュ形状、線数及び深さ)の調整により第2接着剤層5bの表面の凹凸形状を設計することができる。
The method for designing the uneven shape of the surface of the second adhesive layer 5b is not limited. For example, when the second adhesive layer 5b is applied to the surface of the metal layer 2 by gravure coating, gravure coating is applied. By adjusting the conditions (eg, the mesh shape of the gravure roll, the number of lines and the depth), the uneven shape of the surface of the second adhesive layer 5b can be designed.
シーラントフィルムの内側表面の表面性状は、アンチブロッキング剤のフィルムへの添加量の調整、フィルムの型押し処理などにより設計することができる。
The surface texture of the inner surface of the sealant film can be designed by adjusting the amount of anti-blocking agent added to the film, embossing the film, and so on.
本実施形態の外装材1は、図3及び4に示すように、蓄電デバイスとして例えばリチウムイオン二次電池25を外装するために用いられる。
As shown in FIGS. 3 and 4, the exterior material 1 of the present embodiment is used as a power storage device for exteriorizing, for example, a lithium ion secondary battery 25.
リチウムイオン二次電池25は、図4に示すように、蓄電デバイス本体としての略直方体状の電池本体24と、電池本体24を包囲した状態に収容する外装容器20とを具備する。外装容器20は、外装容器本体21と、外装容器本体21に対応する外装蓋体22とを備えている。
As shown in FIG. 4, the lithium ion secondary battery 25 includes a substantially rectangular parallelepiped battery main body 24 as a power storage device main body, and an outer container 20 that houses the battery main body 24 in a surrounding state. The outer container 20 includes an outer container main body 21 and an outer lid 22 corresponding to the outer container main body 21.
外装容器本体21は、上記実施形態の外装材1をその内側表面1aが内側に向くように所定の成形加工(例:張り出し成形加工、深絞り成形加工)により容器状に成形加工して製作されたものである。外装容器本体21の内側表面1aにおける中央部には電池本体24を収容する凹所21bが形成されており、外装容器本体21の外周部には外側に屈曲した、接合予定部としてのフランジ部21aが形成されている。
The outer container main body 21 is manufactured by molding the exterior material 1 of the above embodiment into a container shape by a predetermined molding process (eg, overhang molding process, deep drawing molding process) so that the inner surface 1a thereof faces inward. It is a thing. A recess 21b for accommodating the battery body 24 is formed in the central portion of the inner surface 1a of the outer container main body 21, and a flange portion 21a as a planned joining portion bent outward is formed on the outer peripheral portion of the outer container main body 21. Is formed.
外装蓋体22は、上記実施形態の外装材1を成形加工しないで平坦な状態で用いたものである。
The exterior lid 22 is the exterior material 1 of the above embodiment used in a flat state without being molded.
電池25では、図3に示すように、電池本体24が外装容器本体21の凹所21bに収容されるとともに、外装蓋体22がその内側表面1aを電池本体24側(下側)に向けて外装容器本体21上に配置されており、そして外装容器本体21のフランジ部21a(接合予定部)のシーラント層4(図1参照)と外装蓋体22の接合予定部としての外周部22aのシーラント層4(図1参照)とがヒートシールにより密封状態に接合(熱融着)されることにより、電池本体24が外装容器20(外装材1)で包囲された状態の電池25が形成されている。
In the battery 25, as shown in FIG. 3, the battery main body 24 is housed in the recess 21b of the outer container main body 21, and the outer lid 22 has its inner surface 1a facing the battery main body 24 side (lower side). The sealant is arranged on the outer container main body 21 and is the sealant layer 4 (see FIG. 1) of the flange portion 21a (scheduled joining portion) of the outer container main body 21 and the outer peripheral portion 22a as the planned joining portion of the outer lid 22. By joining (heat-sealing) the layer 4 (see FIG. 1) in a sealed state by heat sealing, a battery 25 in which the battery body 24 is surrounded by the outer container 20 (exterior material 1) is formed. There is.
なお、図3中の符号「23」は、外装容器本体21のフランジ部21aのシーラント層4と外装蓋体22の外周部22aのシーラント層4との接合部(熱融着部)である。
Reference numeral "23" in FIG. 3 is a joint portion (heat fusion portion) between the sealant layer 4 of the flange portion 21a of the outer container main body 21 and the sealant layer 4 of the outer peripheral portion 22a of the outer lid body 22.
電池25において、外装容器本体21を形成する外装材1の内側表面1aは電池本体24側に向いており、外装蓋体22を形成する外装材1の内側表面1aも電池本体24側に向いている。
In the battery 25, the inner surface 1a of the exterior material 1 forming the outer container body 21 faces the battery body 24 side, and the inner surface 1a of the exterior material 1 forming the exterior lid 22 also faces the battery body 24 side. There is.
なお、電池本体24に接続されたタブリードの先端部は外装容器20の外側に導出されているが、図3及び4ではタブリードは図示省略されている。
The tip of the tab lead connected to the battery body 24 is led out to the outside of the outer container 20, but the tab lead is not shown in FIGS. 3 and 4.
以上で本発明の一実施形態を説明したが、本発明は上記実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で様々に変更可能である。
Although one embodiment of the present invention has been described above, the present invention is not limited to the above embodiment and can be variously modified without departing from the gist of the present invention.
また本発明では、外装材により外装される蓄電デバイス本体は、リチウムイオン二次電池などの各種電池の電池本体であることに限定されるものではなく、その他に各種キャパシタのキャパシタ本体、各種コンデンサのコンデンサ本体などであってもよい。
Further, in the present invention, the power storage device body exteriord by the exterior material is not limited to the battery body of various batteries such as a lithium ion secondary battery, and other capacitor bodies of various capacitors and various capacitors. It may be a capacitor body or the like.
本発明の具体的な実施例及び比較例を以下に示す。ただし、本発明は下記実施例に限定されるものではない。
Specific examples and comparative examples of the present invention are shown below. However, the present invention is not limited to the following examples.
<実施例及び比較例>
金属層として厚さ40μmの長尺な帯状のアルミニウム箔(材質:A8021-O(JIS H4160規定))を準備した。そして、アルミニウム箔の両表面にクロメート処理を施すことで下地処理層としての化成皮膜を形成した。 <Examples and comparative examples>
As a metal layer, a long strip-shaped aluminum foil (material: A8021-O (JIS H4160 standard)) having a thickness of 40 μm was prepared. Then, by applying chromate treatment to both surfaces of the aluminum foil, a chemical conversion film as a base treatment layer was formed.
金属層として厚さ40μmの長尺な帯状のアルミニウム箔(材質:A8021-O(JIS H4160規定))を準備した。そして、アルミニウム箔の両表面にクロメート処理を施すことで下地処理層としての化成皮膜を形成した。 <Examples and comparative examples>
As a metal layer, a long strip-shaped aluminum foil (material: A8021-O (JIS H4160 standard)) having a thickness of 40 μm was prepared. Then, by applying chromate treatment to both surfaces of the aluminum foil, a chemical conversion film as a base treatment layer was formed.
次いで、アルミニウム箔の一方の表面に2液硬化型のウレタン系接着剤層(第1接着剤層)を介して基材層を形成する厚さ25μmの長尺な帯状の二軸延伸6ナイロンフィルムをドライラミネート法により接着し、コイル状に巻回した。ドライラミネート法による接着は、ゴムニップロールと100℃に加熱されたラミネートロールとの間でアルミニウム箔と二軸延伸6ナイロンフィルムとを挟圧することにより行った。また、アルミニウム箔の一方の表面への第1接着剤層の塗工はグラビア塗工により行った。
Next, a long strip-shaped biaxially stretched 6 nylon film having a thickness of 25 μm is formed on one surface of the aluminum foil via a two-component curable urethane-based adhesive layer (first adhesive layer). Was adhered by a dry laminating method and wound into a coil. Adhesion by the dry laminating method was performed by sandwiching an aluminum foil and a biaxially stretched 6 nylon film between a rubber nip roll and a laminating roll heated to 100 ° C. Further, the coating of the first adhesive layer on one surface of the aluminum foil was performed by gravure coating.
その後、コイル状に巻回した上述のアルミニウム箔を60℃で7~10日間エージングした。
After that, the above-mentioned aluminum foil wound in a coil shape was aged at 60 ° C. for 7 to 10 days.
次いで、アルミニウム箔の他方の表面に2液硬化型のマレイン酸変性ポリプロピレン接着剤層(第2接着剤層)を介してシーラント層を形成する厚さ80μmの長尺な帯状のシーラントフィルムをドライラミネート法により接着し、コイル状に巻回した。ドライラミネート法による接着は、ゴムニップロールと100℃に加熱されたラミネートロールとの間でアルミニウム箔とシーラントフィルムとを挟圧することにより行った。また、アルミニウム箔の他方の表面への第2接着剤層の塗工はグラビア塗工により行った。
Next, a long strip-shaped sealant film having a thickness of 80 μm is dry-laminated on the other surface of the aluminum foil to form a sealant layer via a two-component curable maleic acid-modified polypropylene adhesive layer (second adhesive layer). It was bonded by the method and wound into a coil. Adhesion by the dry laminating method was performed by sandwiching the aluminum foil and the sealant film between the rubber nip roll and the laminating roll heated to 100 ° C. Further, the coating of the second adhesive layer on the other surface of the aluminum foil was performed by gravure coating.
上述のシーラントフィルムとしては、滑剤を含有するポリプロピレンからなるrPP層/bPP層/rPP層の3層共押出しの無延伸フィルムを用いた。滑剤としてはエルカ酸アミドを用いた。滑剤の含有量は各層1000ppmであった。
As the above-mentioned sealant film, a non-stretched film coextruded with three layers of rPP layer / bPP layer / rPP layer made of polypropylene containing a lubricant was used. As the lubricant, erucic acid amide was used. The lubricant content was 1000 ppm for each layer.
その後、接着剤層の接着強度などの外装材の強度を高めるため、コイル状に巻回した上述のアルミニウム箔を40℃で7~10日間エージングした。
After that, in order to increase the strength of the exterior material such as the adhesive strength of the adhesive layer, the above-mentioned aluminum foil wound in a coil shape was aged at 40 ° C. for 7 to 10 days.
次いで、このアルミニウム箔を繰り出してその全長に亘って検品し、そして圧迫痕などの外観不良が発生していないアルミニウム箔を再度コイル状に巻回することにより外装材コイルを製作した。外装材コイルの幅は240mmであり、巻き長さは250mであった。また、外装材の第1接着剤層の厚さは4μmであり、第2接着剤層の厚さは2μmであった。
Next, this aluminum foil was unwound, inspected over its entire length, and the aluminum foil, which had no appearance defects such as pressure marks, was wound again into a coil to manufacture an exterior material coil. The width of the exterior material coil was 240 mm, and the winding length was 250 m. The thickness of the first adhesive layer of the exterior material was 4 μm, and the thickness of the second adhesive layer was 2 μm.
内側表面の表面性状が異なる複数のシーラントフィルムを用いたり第2接着剤層のシーラントフィルム側の表面の凹凸形状を変更したりすることにより内側表面の表面性状が異なる複数の外装材の外装材コイルを、上述した外装材コイルの製作方法に従って製作した。
Exterior material coils for multiple exterior materials with different inner surface surface textures by using multiple sealant films with different inner surface textures or by changing the uneven shape of the surface of the second adhesive layer on the sealant film side. Was manufactured according to the method for manufacturing the exterior material coil described above.
次いで、各外装材コイルの外装材の内側表面における三次元表面性状パラメータSpc、S5p、SRC、Safc、Sk、Sxp、Sdr、Sal、Vvc及びVmcを測定した。この際に適用した具体的な測定方法は後述する。そして、これらのパラメータの値を用いてF値を上記式1に従って算出した。
Next, the three-dimensional surface texture parameters Spc, S5p, SRC, Safc, Sk, Spp, Sdr, Sal, Vvc and Vmc on the inner surface of the exterior material of each exterior material coil were measured. The specific measurement method applied at this time will be described later. Then, the F value was calculated according to the above equation 1 using the values of these parameters.
次いで、これらの外装材コイルを40℃で2日間保管し、その後、保管環境を室温25℃に移して3日間保管した。
Next, these exterior material coils were stored at 40 ° C for 2 days, and then the storage environment was moved to room temperature of 25 ° C and stored for 3 days.
次いで、各外装材コイルの外装材をその全長に亘って目視で検査し、各外装材に圧迫痕などの外観不良が発生しているか否かを調べた。その結果を表1及び2に示す。
Next, the exterior material of each exterior material coil was visually inspected over its entire length, and it was investigated whether or not each exterior material had an appearance defect such as a pressure mark. The results are shown in Tables 1 and 2.


これらの表における「外観不良」欄中の符号の意味は次のとおりである。
The meanings of the symbols in the "bad appearance" column in these tables are as follows.
○:外観不良の発生箇所が0であった(即ち外装材に外観不良が無かった)。
◯: The number of places where appearance defects occurred was 0 (that is, there was no appearance defects in the exterior material).
×:外観不良の発生箇所が1箇所以上であった。
×: There was one or more places where appearance defects occurred.
表1及び2から分かるように、F値が0よりも大きい場合、即ち実施例1~20の外装材には圧迫痕などの外観不良が無かった。したがって、F値が0よりも大きい場合、外装材を成形加工した後において外装材にフクレが生じるのを抑制できる。
As can be seen from Tables 1 and 2, when the F value is larger than 0, that is, the exterior materials of Examples 1 to 20 have no appearance defects such as pressure marks. Therefore, when the F value is larger than 0, it is possible to suppress the occurrence of blisters on the exterior material after molding the exterior material.
さらに、表1の「Spc」欄と表2の「Spc」欄とから分かるように、Spcが-40mm-1~-500mm-1の範囲である場合、F値を確実に0よりも大きくすることができ、したがって外観不良の発生を確実に抑制するにはSpcが-40mm-1~-500mm-1の範囲であることが好適であることを確認し得た。
Further, as can be seen from the "Spc" column in Table 1 and the "Spc" column in Table 2, when the Spc is in the range of -40 mm -1 to -500 mm -1 , the F value is surely made larger than 0. Therefore, it was confirmed that it is preferable that the Spc is in the range of −40 mm -1 to −500 mm -1 in order to surely suppress the occurrence of poor appearance.
<<三次元表面性状パラメータの測定方法>>
上述した三次元表面性状パラメータの値の測定方法は次のとおりである。 << Measurement method of 3D surface texture parameters >>
The method for measuring the value of the above-mentioned three-dimensional surface texture parameter is as follows.
上述した三次元表面性状パラメータの値の測定方法は次のとおりである。 << Measurement method of 3D surface texture parameters >>
The method for measuring the value of the above-mentioned three-dimensional surface texture parameter is as follows.
外装材の内側表面における縦1000μm×横1000μmの正方形状の測定対象領域について、三次元表面性状パラメータの値をISO25178に準拠して白色光干渉顕微鏡法(垂直走査型低コヒーレンス干渉法)により測定した。
For the square-shaped measurement target area of 1000 μm in length × 1000 μm in width on the inner surface of the exterior material, the values of the three-dimensional surface texture parameters were measured by white light interference microscopy (vertical scanning low coherence interference method) in accordance with ISO25178. ..
この測定に使用した装置は走査型白色干渉顕微鏡「VS1330」(株式会社日立ハイテク製)であり、その面空間分解能は350nmであり、その垂直方向の分解能は0.01nmであった。
The device used for this measurement was a scanning white interference microscope "VS1330" (manufactured by Hitachi High-Tech Co., Ltd.), the surface spatial resolution of which was 350 nm, and the resolution in the vertical direction was 0.01 nm.
本発明は、リチウムイオン二次電池(LIB)、リチウムイオンキャパシタ(LIC)、電気二重層キャパシタ(EDLC)、全固体電池などの蓄電デバイス用の外装材及び蓄電デバイスに利用可能である。
The present invention can be used for exterior materials and power storage devices for power storage devices such as lithium ion secondary batteries (LIB), lithium ion capacitors (LIC), electric double layer capacitors (EDLC), and all-solid-state batteries.
本願は、2020年9月16日付で出願された日本国特許出願の特願2020-155255号の優先権主張を伴うものであり、その開示内容は、そのまま本願の一部を構成するものである。
ここに用いられた用語及び表現は、説明のために用いられたものであって限定的に解釈するために用いられたものではなく、ここに示され且つ述べられた特徴事項の如何なる均等物をも排除するものではなく、この発明のクレームされた範囲内における各種変形をも許容するものであると認識されなければならない。 This application is accompanied by the priority claim of Japanese Patent Application No. 2020-155255 filed on September 16, 2020, and the disclosure content thereof constitutes a part of the present application as it is. ..
The terms and expressions used herein are for illustration purposes only and are not used for limited interpretation, but any equivalent of the features shown and stated herein. Is not excluded, and it must be recognized that various modifications within the claimed scope of the present invention are also tolerated.
ここに用いられた用語及び表現は、説明のために用いられたものであって限定的に解釈するために用いられたものではなく、ここに示され且つ述べられた特徴事項の如何なる均等物をも排除するものではなく、この発明のクレームされた範囲内における各種変形をも許容するものであると認識されなければならない。 This application is accompanied by the priority claim of Japanese Patent Application No. 2020-155255 filed on September 16, 2020, and the disclosure content thereof constitutes a part of the present application as it is. ..
The terms and expressions used herein are for illustration purposes only and are not used for limited interpretation, but any equivalent of the features shown and stated herein. Is not excluded, and it must be recognized that various modifications within the claimed scope of the present invention are also tolerated.
1:外装材
1a:内側表面
1b:外側表面
2:金属層
3:基材層
4:シーラント層
5a、5b:接着剤層
10:外装材コイル
20:外装容器
24:電池本体(蓄電デバイス本体)
25:リチウムイオン二次電池(蓄電デバイス) 1:Exterior material 1a: Inner surface 1b: Outer surface 2: Metal layer 3: Base material layer 4: Sealant layer 5a, 5b: Adhesive layer 10: Exterior material coil 20: Exterior container 24: Battery body (power storage device body)
25: Lithium-ion secondary battery (power storage device)
1a:内側表面
1b:外側表面
2:金属層
3:基材層
4:シーラント層
5a、5b:接着剤層
10:外装材コイル
20:外装容器
24:電池本体(蓄電デバイス本体)
25:リチウムイオン二次電池(蓄電デバイス) 1:
25: Lithium-ion secondary battery (power storage device)
Claims (5)
- 外側層としての基材層と、内側層としてのシーラント層と、これら両層間に配置されたバリア層としての金属層とを備えた蓄電デバイス用外装材であって、
外装材の内側表面におけるISO25178に準拠して測定された山頂点の算術平均曲Spc(単位:mm-1)、五点山領域高さS5p(単位:μm)、スムースラフクロスオーバーSRC(単位:μm2)、エリアルフラクタルコンプレキシティーSafc(単位:無次元)、コア部のレベル差Sk(単位:μm)、極点高さSxp(単位:μm)、二乗平均平方根傾斜Sdr(単位:%)、最小自己相関長さSal(単位:μm)、コア部の空間の容積Vvc(単位:mL/m2)及びコア部の体積Vmc(単位:mL/m2)をそれぞれa~jとするとき、
下の式1で定義されるFの値が0よりも大きい蓄電デバイス用外装材。
F=-6.0-0.13a-0.51b+0.000073c-3.9d+0.91e+1.5f-3.9g+0.027h+2.1i+2.3j …(式1)。 An exterior material for a power storage device including a base material layer as an outer layer, a sealant layer as an inner layer, and a metal layer as a barrier layer arranged between both layers.
Arithmetic average music Spc (unit: mm -1 ) of mountain peaks, height S5p (unit: μm) of five-point mountain region, smooth rough crossover SRC (unit: unit: mm-1) measured according to ISO25178 on the inner surface of the exterior material. μm 2 ), Erial fractal complexity Safc (unit: dimensionless), level difference Sk (unit: μm) at the core, pole height Spp (unit: μm), squared average square root slope Sdr (unit:%), When the minimum autocorrelation length Sal (unit: μm), the volume of the space in the core part Vvc (unit: mL / m 2 ), and the volume Vmc of the core part (unit: mL / m 2 ) are a to j, respectively.
An exterior material for a power storage device in which the value of F defined by the following equation 1 is larger than 0.
F = -6.0-0.13a-0.51b + 0.000073c-3.9d + 0.91e + 1.5f-3.9g + 0.027h + 2.1i + 2.3j ... (Equation 1). - 前記山頂点の算術平均曲Spcが-40mm-1~-500mm-1の範囲である請求項1記載の蓄電デバイス用外装材。 The exterior material for a power storage device according to claim 1, wherein the arithmetic mean music Spc of the mountain peak is in the range of −40 mm -1 to −500 mm -1 .
- 前記シーラント層はポリプロピレンからなる多層フィルムで形成されている請求項1又は2記載の蓄電デバイス用外装材。 The exterior material for a power storage device according to claim 1 or 2, wherein the sealant layer is made of a multilayer film made of polypropylene.
- 請求項1~3のいずれかに記載の蓄電デバイス用外装材により蓄電デバイス本体が外装されている蓄電デバイス。 A power storage device in which the main body of the power storage device is exteriorized by the exterior material for the power storage device according to any one of claims 1 to 3.
- 外側層としての基材層と、内側層としてのシーラント層と、これら両層間に配置されたバリア層としての金属層とを備えた、蓄電デバイス用外装材の製造方法であって、
外装材の内側表面におけるISO25178に準拠して測定された山頂点の算術平均曲Spc(単位:mm-1)、五点山領域高さS5p(単位:μm)、スムースラフクロスオーバーSRC(単位:μm2)、エリアルフラクタルコンプレキシティーSafc(単位:無次元)、コア部のレベル差Sk(単位:μm)、極点高さSxp(単位:μm)、二乗平均平方根傾斜Sdr(単位:%)、最小自己相関長さSal(単位:μm)、コア部の空間の容積Vvc(単位:mL/m2)及びコア部の体積Vmc(単位:mL/m2)をそれぞれa~jとするとき、
複数の外装材の中から下の式1で定義されるFの値が0よりも大きい外装材を選別し、
選別した外装材をコイル状に巻回した状態でエージングする、蓄電デバイス用外装材の製造方法。
F=-6.0-0.13a-0.51b+0.000073c-3.9d+0.91e+1.5f-3.9g+0.027h+2.1i+2.3j …(式1)。 A method for manufacturing an exterior material for a power storage device, comprising a base material layer as an outer layer, a sealant layer as an inner layer, and a metal layer as a barrier layer arranged between both layers.
Arithmetic average music Spc (unit: mm -1 ) of mountain peaks, height S5p (unit: μm) of five-point mountain region, smooth rough crossover SRC (unit: unit: mm-1) measured according to ISO25178 on the inner surface of the exterior material. μm 2 ), Erial fractal complexity Safc (unit: dimensionless), level difference Sk (unit: μm) at the core, pole height Spp (unit: μm), squared average square root slope Sdr (unit:%), When the minimum autocorrelation length Sal (unit: μm), the volume of the space in the core part Vvc (unit: mL / m 2 ), and the volume Vmc of the core part (unit: mL / m 2 ) are a to j, respectively.
From a plurality of exterior materials, an exterior material having a value of F defined by the following formula 1 larger than 0 is selected.
A method for manufacturing an exterior material for a power storage device, in which the selected exterior material is aged in a coiled state.
F = -6.0-0.13a-0.51b + 0.000073c-3.9d + 0.91e + 1.5f-3.9g + 0.027h + 2.1i + 2.3j ... (Equation 1).
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202410651226.1A CN118380701A (en) | 2020-09-16 | 2021-09-14 | Outer packaging material for power storage device, and method for manufacturing outer packaging material for power storage device |
| KR1020237030278A KR20230133399A (en) | 2020-09-16 | 2021-09-14 | Exterior material for power storage device, power storage device, and method for manufacturing exterior material for power storage device |
| KR1020227043443A KR102577356B1 (en) | 2020-09-16 | 2021-09-14 | Exterior material for power storage device, power storage device and method of manufacturing exterior material for power storage device |
| CN202180045151.7A CN116096572B (en) | 2020-09-16 | 2021-09-14 | Outer packaging material for power storage device, and method for manufacturing outer packaging material for power storage device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020155255A JP2022049182A (en) | 2020-09-16 | 2020-09-16 | Exterior material for power storage device, power storage device, and manufacturing method of exterior material for power storage device |
| JP2020-155255 | 2020-09-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022059665A1 true WO2022059665A1 (en) | 2022-03-24 |
Family
ID=80776086
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/033687 WO2022059665A1 (en) | 2020-09-16 | 2021-09-14 | Exterior material for power storage device, power storage device, and method for manufacturing exterior material for power storage device |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP2022049182A (en) |
| KR (2) | KR102577356B1 (en) |
| CN (2) | CN116096572B (en) |
| WO (1) | WO2022059665A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7484682B2 (en) | 2020-12-02 | 2024-05-16 | 王子ホールディングス株式会社 | Biaxially oriented polypropylene film, metal layer integrated polypropylene film, film capacitor, and film roll |
| JP2024081908A (en) * | 2022-12-07 | 2024-06-19 | Toppanホールディングス株式会社 | Exterior material for power storage device and power storage device |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016081856A (en) * | 2014-10-22 | 2016-05-16 | 昭和電工パッケージング株式会社 | Exterior material for power storage device and power storage device |
| JP2017112014A (en) * | 2015-12-18 | 2017-06-22 | 大日本印刷株式会社 | Battery packaging material |
| WO2018066672A1 (en) * | 2016-10-05 | 2018-04-12 | 大日本印刷株式会社 | Packaging material for battery, manufacturing method therefor, and battery |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6299553B2 (en) * | 2014-10-16 | 2018-03-28 | 油化電子株式会社 | Laminate film for battery exterior and battery |
| CN106252533A (en) * | 2015-06-10 | 2016-12-21 | 凸版印刷株式会社 | Electrical storage device exterior member |
| JP6767795B2 (en) * | 2016-07-06 | 2020-10-14 | 昭和電工パッケージング株式会社 | Exterior materials for power storage devices and their manufacturing methods |
| JP6990505B2 (en) | 2016-10-31 | 2022-01-12 | 昭和電工パッケージング株式会社 | Exterior material for power storage device, exterior case for power storage device and power storage device |
| JP6936093B2 (en) * | 2017-09-28 | 2021-09-15 | 昭和電工パッケージング株式会社 | Exterior material for power storage device, exterior case for power storage device and power storage device |
| JP6979847B2 (en) * | 2017-10-16 | 2021-12-15 | 昭和電工パッケージング株式会社 | Exterior materials for power storage devices and power storage devices |
-
2020
- 2020-09-16 JP JP2020155255A patent/JP2022049182A/en active Pending
-
2021
- 2021-09-14 CN CN202180045151.7A patent/CN116096572B/en active Active
- 2021-09-14 KR KR1020227043443A patent/KR102577356B1/en active IP Right Grant
- 2021-09-14 KR KR1020237030278A patent/KR20230133399A/en active Search and Examination
- 2021-09-14 WO PCT/JP2021/033687 patent/WO2022059665A1/en active Application Filing
- 2021-09-14 CN CN202410651226.1A patent/CN118380701A/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016081856A (en) * | 2014-10-22 | 2016-05-16 | 昭和電工パッケージング株式会社 | Exterior material for power storage device and power storage device |
| JP2017112014A (en) * | 2015-12-18 | 2017-06-22 | 大日本印刷株式会社 | Battery packaging material |
| WO2018066672A1 (en) * | 2016-10-05 | 2018-04-12 | 大日本印刷株式会社 | Packaging material for battery, manufacturing method therefor, and battery |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022049182A (en) | 2022-03-29 |
| CN116096572B (en) | 2024-06-14 |
| CN116096572A (en) | 2023-05-09 |
| KR102577356B1 (en) | 2023-09-13 |
| CN118380701A (en) | 2024-07-23 |
| KR20230133399A (en) | 2023-09-19 |
| KR20230009968A (en) | 2023-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2022059665A1 (en) | Exterior material for power storage device, power storage device, and method for manufacturing exterior material for power storage device | |
| JP6943547B2 (en) | Sealant film for exterior material of power storage device, exterior material for power storage device and its manufacturing method | |
| KR102426166B1 (en) | Sealant film for exterior material of electric storage device, exterior material for electric storage device and manufacturing method thereof | |
| JP2021177488A (en) | Sealant film for exterior material of power storage device, exterior material for power storage device, and method for manufacturing the same | |
| JP7033411B2 (en) | Packaging materials for molding, exterior cases for power storage devices and power storage devices | |
| JP2023038255A (en) | Method for manufacturing exterior case for power storage device | |
| JP7226979B2 (en) | Exterior material for power storage device and power storage device | |
| JP7142558B2 (en) | Exterior material for power storage device and power storage device | |
| JP6767795B2 (en) | Exterior materials for power storage devices and their manufacturing methods | |
| WO2023085090A1 (en) | Exterior material for power storage device, and power storage device | |
| JP6979847B2 (en) | Exterior materials for power storage devices and power storage devices | |
| JP2023160741A (en) | Packaging material for power storage device, packaging case for power storage device, and power storage device | |
| KR20230150201A (en) | Packaging material for electricity storage device, packaging case for electricity storage device and electricity storage device | |
| JP2023180219A (en) | Packing material for power storage device, packing case for power storage device, and power storage device | |
| JP6936088B2 (en) | Packaging material for molding, exterior case for power storage device and power storage device | |
| JP2019043647A (en) | Molding packaging material, exterior case for power storage device and power storage device | |
| CN110739412B (en) | Outer packaging material for electricity storage device and method for producing same | |
| CN116979194A (en) | Packaging material for power storage device, packaging case for power storage device, and power storage device | |
| WO2024219399A1 (en) | Exterior material for electricity storage device | |
| KR20230168965A (en) | Packaging material for electrical storage device, Packaging case for electrical storage device and electrical storage device | |
| JP6488827B2 (en) | Winding body for battery packaging materials | |
| JP2024052936A (en) | Outer case for power storage devices and manufacturing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21869352 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20227043443 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21869352 Country of ref document: EP Kind code of ref document: A1 |