WO2021246270A1 - Polyamide monofilament - Google Patents
Polyamide monofilament Download PDFInfo
- Publication number
- WO2021246270A1 WO2021246270A1 PCT/JP2021/020116 JP2021020116W WO2021246270A1 WO 2021246270 A1 WO2021246270 A1 WO 2021246270A1 JP 2021020116 W JP2021020116 W JP 2021020116W WO 2021246270 A1 WO2021246270 A1 WO 2021246270A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber diameter
- less
- hole
- diameter
- fiber
- Prior art date
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/60—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyamides
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D1/00—Treatment of filament-forming or like material
- D01D1/06—Feeding liquid to the spinning head
- D01D1/09—Control of pressure, temperature or feeding rate
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D1/00—Treatment of filament-forming or like material
- D01D1/10—Filtering or de-aerating the spinning solution or melt
- D01D1/106—Filtering
Definitions
- the present invention relates to a polyamide monofilament. More specifically, the present invention relates to a polyamide monofilament suitable for obtaining a filter having excellent filtration performance such as an automobile filter, a medical filter, and an acoustic filter. In particular, the present invention provides a polyamide monofilament having excellent mesh opening uniformity, suitable for obtaining a filter having good filtration performance, having few knots and fine threads, and having excellent fiber diameter uniformity.
- Polyamide fiber is widely used for clothing and industrial materials because it has excellent mechanical properties, chemical resistance, and heat resistance. In industrial materials, it is widely used for filters using monofilament woven fabrics (screen gauze woven fabrics), and has a wide range of applications such as automobile filters, medical filters, and acoustic filters.
- Patent Document 1 a gelled polymer is mixed in the yarn as a factor of knotting, and this portion is not sufficiently stretched.
- the spinning pack is configured by providing a sintered filter made of short metal fibers and gelling. Techniques for sufficiently dispersing the compound have been reported.
- the core-sheath structure has a small number of nodes and a small number of nodes, including fine nodes that have become apparent, as opposed to the fineness of a monofilament having high strength, high modulus, and uniform fiber diameter in the longitudinal direction. Techniques for obtaining polyester monofilaments have been reported.
- the discharge hole 1 is formed by connecting the inflow hole 2, the measuring hole 3 having a cross-sectional area smaller than that of the inflow hole 2, and the relaxation hole 4 having a cross-sectional area larger than that of the measuring hole 3 in order.
- a melt-spinning die that can extend the cleaning cycle of the spinnery surface by high-speed spinning by using a spinneret, and a melt-spinning method using the same have been reported.
- the accumulation of dirt on the base surface can be further reduced and the discharge fluctuation can be reduced, so that the production of filaments with less yarn spots can be expected.
- Patent Document 1 Although it is effective as a technique for suppressing knotting, there is no mention of fine yarn, and it is insufficient as a technique for solving fine yarn.
- the methods for evaluating the quality of abnormal fineness have been the capture rate of the number of nodes by a slab catcher and the evaluation of fineness spots in the longitudinal direction (averaged) by a Wooster tester. There was a possibility that it would be a complaint. Further, in this conventional technique, there is a problem that fineness spots in the longitudinal direction are likely to occur due to destabilization of ejection of the mouthpiece.
- Patent Document 2 in the polyester monofilament yarn having a core-sheath structure, a monofilament having less knotting yarn can be obtained, but in the production of the polyamide monofilament, the polyamide itself is easily thermally deteriorated and thermally decomposed, which causes knotting.
- This conventional technique is not sufficient for suppressing knotting and fine yarn of polyamide monofilament because it is easy to make a thermally deteriorated polymer and sublimates of low molecular weight materials (monomers, oligomers, etc.) are likely to be generated in comparison with polyester. be.
- the upper limit of the diameter of the relaxation hole is as low as 0.75 mm, and the dirt accumulation density per unit circumference is high, so that there is a problem that knotting is likely to occur.
- the present invention is a polyamide monofilament for high-quality filters, which has uniform fineness spots and suppresses knots.
- the presence of knots leads to thread breakage and scum during warping and weaving.
- a monofilament having knots is woven, since the knots have a large diameter with respect to the fiber diameter, clogging occurs in a portion adjacent to the knots when the knots are formed, and the quality of the woven fabric is significantly deteriorated.
- the presence of fine yarns smaller than the normal fiber diameter has become apparent as the quality of filters has improved.
- the presence of fine yarns widens the opening of the fabric, allowing foreign matter to pass through and lead to poor filtration, so suppression of fine yarns is extremely important.
- the present invention provides a polyamide monofilament having excellent openness uniformity of a gauze fabric, few knots and fine threads suitable for obtaining a filter having good filtration performance, and excellent fiber diameter uniformity.
- the present invention adopts the following configuration.
- Fine yarn having a fiber diameter of 135% or more with respect to the fiber diameter of 200,000 m in the fiber longitudinal direction is one or less, and the fiber diameter is 80% or less with respect to the fiber diameter.
- a polyamide monofilament having excellent mesh opening uniformity of a gauze fabric suitable for obtaining a filter having good filtration performance, few knots and fine threads, and excellent fiber diameter uniformity.
- the node in the present invention is a knob-shaped local fiber diameter abnormality existing in the fiber longitudinal direction, and means a thick fiber diameter of 120% or more with respect to the standard fiber diameter.
- the fine thread means a fine fiber diameter of 90% or less with respect to the standard fiber diameter.
- Knots and fine threads are measured with an optical external shape detection device (PSD-200 manufactured by Sensotropic) at a traveling speed of 800 m / min, a thread length interval of 0.07 mm, and a thread length of 200,000 m.
- PSD-200 manufactured by Sensotropic
- the polyamide monofilament of the present invention has one or less nodes having a fiber diameter of 135% or more with respect to the fiber diameter, which exists in the fiber longitudinal direction of 200,000 m, and has a fiber diameter of 80% or less with respect to the fiber diameter.
- a filter having good uniformity of monofilament, excellent uniformity of opening of the gauze fabric, and good filtration performance can be obtained. If there is more than one knot with a fiber diameter of 135% or more of the fiber diameter, opening or clogging will occur in the portion adjacent to the knot when the fabric is made of gauze, and the uniformity of opening will decrease. ..
- the polyamide monofilament of the present invention has 10 or less nodes having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter, existing in 200,000 m in the fiber longitudinal direction, and has more than 80% and 90% with respect to the fiber diameter. It is preferable that the number of fine yarns having a fiber diameter of% or less is 10 or less. By setting the number of knots having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter to 10 or less, it is possible to suppress the defect of clogging of the gauze fabric, and the uniformity of the opening of the gauze fabric is further improved. However, it is possible to improve the filtration performance of the filter.
- the number of fine yarns having a fiber diameter of more than 80% and 90% or less with respect to the fiber diameter is 10 or less, it is possible to suppress the defect of opening the gauze fabric, and similarly, the opening of the gauze fabric.
- the uniformity is further improved, and the filtration performance of the filter can be improved.
- the number of fine threads having a fiber diameter is 5 or less.
- the polyamide monofilament of the present invention preferably has a CV% of fiber diameter of 1.0% or less when measured at 200,000 m in the fiber longitudinal direction.
- the CV% of the fiber diameter can be calculated by the percentage obtained by dividing the standard deviation of the fiber diameter by the average value of the fiber diameter, and indicates the degree of fineness unevenness in the longitudinal direction. The lower the value, the better the uniformity of the fiber diameter. Is shown.
- a monofilament having no fineness unevenness in the fiber longitudinal direction and having excellent fiber diameter uniformity can be obtained.
- a filter having excellent opening uniformity of the gauze fabric and good filtration performance can be obtained.
- a more preferable CV% of the fiber diameter is 0.8% or less.
- the minimum value of the strong elongation product when measured 50 times continuously is 90% or more and 100% or less of the average value. If there are knots or fine threads, the points become break points and tend to become weak threads, which tends to locally reduce the durability of the gauze fabric. When it is 90% or more, the durability of the gauze fabric and the durability of the filter are improved.
- the polyamide monofilament of the present invention preferably has a fineness of 6 to 50 dtex for high mesh filter applications. More preferably, it is 8 to 47 dtex. In particular, for high-definition high-mesh filter applications, the fineness is preferably 6 to 13 dtex. Further, as will be described later, in the production of the polyamide monofilament of the present invention, by setting the value to 50 dtex or less, it is possible to obtain a polyamide monofilament having excellent filtration performance without knots or fine threads by suppressing cooling spots even in a cooling facility by air cooling. You can. Further, by setting the value to 6 dtex or more, it is possible to obtain a polyamide monofilament having excellent filtration performance without knots or fine threads by suppressing discharge fluctuations.
- the polyamide monofilament of the present invention preferably has a strength of 4.0 cN / dtex or more and an elongation of 30 to 60%. Within such a range, the durability of the gauze fabric can be guaranteed.
- the manufacturing method for obtaining the polyamide monofilament of the present invention is shown below.
- the polyamide referred to in the present invention is a high-molecular-weight body in which a so-called hydrocarbon group is linked to the main chain via an amide bond, and is preferably polycapro because of its excellent dyeability, wash fastness, and mechanical properties. It is a polyamide composed of an amide or a polyhexamethylene adipamide.
- the term "mainly” as used herein is a polyamide containing mainly ⁇ -caprolactam units constituting the polycaprolamide and mainly containing the polyhexamethylenediaminediammonium adipade unit, and these units are contained in an amount of 80 mol% or more. It is preferable to use 90 mol% or more.
- the other components are not particularly limited, but are, for example, polydodecanoamide, polyhexamethylene azelamide, polyhexamethylene sebacamide, polyhexamethylene dodecanomid, polymethoxylen adipamide, and polyhexamethylene terephthalamide. , Aminocarboxylic acid, dicarboxylic acid and other units which are monomers constituting polyhexamethylene isophthalamide and the like.
- the degree of polymerization of the polyamide may be appropriately selected from the range common sense for producing industrial fibers, but is preferably in the range of 2.0 to 3.3 with a relative viscosity of 98% sulfuric acid, and more preferably 2.
- the range of 4 to 3.3 is preferable. Within such a range, it becomes possible to obtain a polyamide monofilament having the strength required for a gauze fabric with good silk-reeling properties.
- the moisture content of the polyamide resin chip used for spinning it is preferable to adjust the moisture content of the polyamide resin chip used for spinning to 0.11 to 0.15% by drying or the like. Within this range, it becomes possible to suppress the knots and fine threads of the polyamide monofilament.
- the water content referred to here is a value measured by putting a polyamide resin chip sample into a trace moisture meter, vaporizing the moisture at 230 ° C. for 30 minutes, and reading the moisture value.
- the melt spinning temperature of the polyamide resin chip is preferably a temperature exceeding the melting point of the polyamide resin, that is, melting at a melting point of plus 20 to 40 ° C. Within this range, it becomes possible to suppress the knots and fine threads of the polyamide monofilament.
- the basic production process may be a known technique, for example, a method of continuously performing a spinning-drawing step (direct spinning and drawing method), or once winding an undrawn yarn. It is obtained by a method of stretching later (two-step method).
- the polyamide resin chips melted by the extruder are applied to the melt spinning pack 10, and the spun yarns are discharged from the spinning spouts 11 having round holes in which two discharge holes are arranged in a circumferential shape.
- the yarns are cooled by a uniflow type chimney 12 that is blown from one direction, the yarns are divided into yarns one by one, a spinning oil is applied by a refueling guide 13, and then the yarns are picked up by a first gode roller 14. It is stretched between the second god roller 15 and the third god roller 16, heat-treated by the third and fourth god rollers (16, 17), and wound by the winding device 18.
- the melt spinning pack used in the production of the polyamide monofilament of the present invention is a melt spinning pack in which at least a spinneret, a pressure plate, a metal wire filter, and a sand filter medium layer or a rectifying plate are arranged, and is a metal wire filter and a sand filter medium layer or.
- the melt-spun pack described in Patent Document 1 provided with a sintered filter made of short metal fibers having a substantially polygonal cross section between the rectifying plate and the rectifying plate is used.
- the filtration accuracy of the metal wire filter, sand filter medium layer or rectifying plate constituting the molten spinning pack is improved, and the metal short fibers having a substantially polygonal shape are used to make the metal short fibers mutual. This is because entanglement occurs and the filterability and dispersibility are further improved.
- the substantially polygonal shape is preferably a shape having an acute-angled cross-sectional shape. This is because the heat-denatured gelled polymer can be finely dispersed by colliding with the acute-angled portion of the cross section, and the heat-denatured gelled polymer can be further subdivided by forming the acute-angled cross-sectional shape. be.
- the spinneret used in the production of the polyamide monofilament of the present invention is formed by connecting a polymer inflow hole, a measuring hole having a cross-sectional area smaller than the inflow hole, and a relaxation hole having a cross-sectional area larger than the measuring hole in order. Use the existing melt spinning mouthpiece.
- low molecular weight polymers (monomers, oligomers, etc.) discharged from the spinneret sublimate and accumulate as dirt around the polymer discharge holes over time.
- a mold release material such as silicone is applied to the polymer discharge side surface of the melt spinning spout in order to improve the mold release property of the polymer.
- dirt accumulation around the polymer discharge hole and polymer release are performed. Due to the deterioration of the performance, the ejection state of the polymer from the spinneret becomes unstable, yarn spots in the yarn longitudinal direction occur, knots and fine yarns are generated, and further, yarn breakage is induced.
- Patent Document 3 Japanese Unexamined Patent Publication No. 9-268417
- the ratio (D2 / D1) of the measuring hole diameter (D1) to the relaxation hole diameter (D2) is 1.75 to 2.5
- the relaxation hole diameter (D2) Is 0.40 to 0.75 mm, and it is clearly stated that a molten spinneret for high-speed spinning that can be taken up at a high speed of 2000 m / min or more, which can extend the cleaning cycle of the mouthpiece surface by suppressing fineness spots by stabilizing discharge and reducing yarn breakage, is provided. is doing.
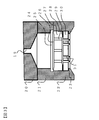
- FIG. 1 shows an example of a discharge hole provided in the spinneret used in the present invention.
- the discharge hole 1 is formed so that the inflow hole 2, the measuring hole 3, and the relaxation hole 4 are continuous in this order along the flow direction of the molten polymer.
- the measuring hole 3 has a smaller cross-sectional area than the inflow hole 2 and measures the molten polymer that has flowed in from the inflow hole 2.
- the relaxation hole 4 following the measurement hole 3 reduces the accumulation density of dirt per unit circumference around the polymer discharge hole by expanding the cross-sectional area as compared with the measurement hole 3, and also has the effect of reducing the ballast by relaxing the pressure of the molten polymer. Can be demonstrated.
- the back pressure of the discharge hole tends to decrease by making the relaxation hole diameter (D2) larger than the measuring hole diameter (D1) as described above. It is necessary to reduce the measuring hole diameter (D1) as much as the back pressure decrease. On the other hand, if the measuring hole diameter (D1) is small, it is difficult to uniformly fill the entire discharge hole with the molten polymer, and the discharge becomes unstable.
- the measuring hole diameter (D1) is preferably designed so that the ratio (L1 / D1) to the measuring hole length (L1) is 2.0 to 3.5.
- the ratio (D2 / D1) of the measuring hole diameter (D1) to the relaxation hole diameter (D2) is preferably 2.6 to 4.0.
- the molten polymer has a large cross-sectional area in the relaxation hole having a diameter larger than that of the measuring hole, so that the pressure of the molten polymer squeezed by the measuring hole is relaxed and the dirt around the discharge hole is removed. It is possible to suppress thread picking and reduce discharge fluctuations. In addition, it reduces the shear rate and stress of the molten polymer, suppresses the generation of frictional heat, and suppresses stains.
- the peripheral length is larger than the polymer discharge amount due to the larger relaxation hole diameter, the accumulation density of dirt per unit peripheral length can be reduced. Therefore, a polyamide monofilament having stable ejection of the molten polymer and good fiber diameter uniformity can be obtained. More preferably, it is 3.0 to 3.7.
- the relaxation hole diameter (D2) is 0.8 to 1.4 mm.
- the relaxation hole diameter (D2) is 1.4 mm or more, it is difficult to uniformly fill the entire discharge hole (particularly in the relaxation hole), the discharge state is liable to fluctuate, and only knots and fine threads are generated. There are also many spinning yarn breaks. More preferably, it is 1.0 to 1.2 mm.
- the spinning speed is 300 to 1000 m / min, preferably 300 to 600 m / min in the case of two steps, and 300 to 800 m / min in the case of one step. Within this range, a polyamide monofilament having few knots and fine threads and excellent fiber diameter uniformity can be obtained.
- A. Number of knots and fine threads (1) Place one package on the creel. (2) The thread is unwound at a speed of 800 m / min and passed through an optical inspection device (PSD-200 manufactured by Sensotropic). (3) The fiber diameter is measured at intervals of 0.07 m in yarn length. The measurement is carried out for 250 minutes. (4) A node having a fiber diameter of 135% or more with respect to the fiber diameter One node was set for each measured value in which the fiber diameter was increased by 35% or more (fiber diameter of 135% or more) with respect to the standard fiber diameter. (5) A node having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter. Therefore, one section was used.
- Fine yarn having a fiber diameter of 80% or less with respect to the fiber diameter One fine yarn was used for each measured value reduced by 20% or more (fiber diameter less than 80%) with respect to the standard fiber diameter. .. (7) Fine yarn having a fiber diameter of more than 80% and 90% or less with respect to the fiber diameter Measured with a decrease of 10% or more and less than 20% (fiber diameter of more than 80% and 90% or less) with respect to the standard fiber diameter. One fine thread was used for each value.
- Aperture volatility The polyamide monofilament was warped to 20 lines / mm with a warping machine, and weaved to 20 lines / mm (so that the opening was square) with a rapier loom. This trial weaving fabric was observed with a scanning electron microscope (ESEM-2700 manufactured by Nikon) at a magnification of 1000 times, and the interfiber distance of each opening at any 20 locations (the widest part of each opening) was observed. Each measurement) was measured on the order of 0.1 ⁇ m.
- Example 1 The melt spinning pack shown in FIG. 3, which is composed of a spinneret 30, a pressure plate 27, a metal wire filter 26, a sintered filter 25, and a sand filter medium 24, was used.
- the spinneret 30 has an inflow of a measuring hole diameter ⁇ (D1) 0.30 mm, a measuring hole length (L1) 0.75 mm, a relaxation hole diameter ⁇ (D2) 1.0 mm, and a measuring hole length (L2) 1.0 mm as shown in FIG. It is a discharge hole having a hole 2, a measuring hole 3, and a relaxation hole 4, and has four discharge holes.
- the sintered filter 25 is a sintered filter (thickness 2 mm) made of short stainless steel fibers having a substantially polygonal cross section, a length of 1.0 to 3.0 mm, a converted diameter of 30 to 60 ⁇ m, and an aspect ratio of 10 to 100. , Filtration accuracy 40 ⁇ m).
- Nylon 66 chips with 98% sulfuric acid relative viscosity of 2.8 are dried, the moisture content is adjusted to 0.13%, and then melted at a melting temperature of 290 ° C., and the polymer discharge rate per molten spinning pack is 6.5 g.
- the discharge amount was adjusted so as to be / minute, and the yarn was subjected to a melt spinning pack, and the spun yarn was discharged from a round-hole spinneret having two discharge holes arranged in a circumferential shape. Then, by the heating means provided to the base downstream side, heated the heating gas flow path (not shown), 130 ° C.
- the steam to die after supplying an amount of the base area of 1 cm 2 per 150 mg / min, single The yarns are cooled by a uniflow type chimney that blows from the direction, the yarns are divided into one yarn, and the spinning oil is applied with a refueling guide so that the adhesion amount is 0.5%, and then the spinning speed is 500 m.
- the thread was wound at / minute.
- the undrawn yarn was drawn 4.3 times with a drawing machine to obtain a nylon 66 monofilament.
- the obtained nylon 66 monofilament was evaluated for the number of nodes, fineness spots, strength product, and aperture ratio of the filter. The results are shown in Table 1.
- Examples 2 to 6, Comparative Examples 1 to 2 Spinning in the same manner as in Example 1 except that the measuring hole diameter (D1) 7, the measuring hole length (L1) 6, the relaxation hole diameter (D2) 9, and the relaxation hole length (L2) 8 shown in FIG. 1 were changed as shown in Table 1. , Stretching was performed to obtain a nylon 66 monofilament. The results are shown in Table 1.
- Example 7 Nylon 66 monofilament was obtained by spinning and stretching in the same manner as in Example 1 except that the spinning speed was changed as shown in Table 2. The results are shown in Table 2.
- Example 8 Using a spinneret having two discharge holes, adjust the discharge amount so that the polymer discharge amount per melt spinning pack is 15 g / min, and measure the measuring hole diameter (D1) 7 shown in FIG. Nylon 66 monofilament was obtained by spinning and stretching in the same manner as in Example 1 except that the hole length (L1) 6, the relaxation hole diameter (D2) 9, and the relaxation hole length (L2) 8 were changed as shown in Table 2. The results are shown in Table 2.
- Example 9 Using the spinning device shown in FIG. 2, the first Gode roller 14 takes over at a spinning speed of 760 m / min, stretches 4.1 times between the second Gode roller 15 and the third Gode roller 16, and the third and fourth Gode rollers (16). , 17) was heat-treated at 170 ° C., and the same procedure as in Example 1 was carried out except that the winding device 18 was used for winding at 3000 m / min to obtain a nylon 66 monofilament. The results are shown in Table 2.
Abstract
This polyamide monofilament is characterized by including at most one knot having a fiber diameter that is at least 135% of the diameter of the fiber and at most one filament having a fiber diameter that is at most 80% of the diameter of the fiber, wherein the knot and filament are present at a position of 200,000 m in the longitudinal direction of the fiber. Provided is a polyamide monofilament which is suitable for obtaining a filter having excellent filtration performance due to the excellent opening uniformity of a gauze fabric, and has excellent fiber diameter uniformity due to a small number of knots and filaments.
Description
本発明はポリアミドモノフィラメントに関する。さらに詳しくは、自動車用フィルター、医療用フィルター、音響用フィルターなど濾過性能に優れたフィルターを得るのに好適なポリアミドモノフィラメントに関する。特に、紗織物の目開き均一性に優れ、濾過性能が良好なフィルターを得るのに好適な、節や細糸が少なく、繊維径の均一性に優れるポリアミドモノフィラメントを提供する。
The present invention relates to a polyamide monofilament. More specifically, the present invention relates to a polyamide monofilament suitable for obtaining a filter having excellent filtration performance such as an automobile filter, a medical filter, and an acoustic filter. In particular, the present invention provides a polyamide monofilament having excellent mesh opening uniformity, suitable for obtaining a filter having good filtration performance, having few knots and fine threads, and having excellent fiber diameter uniformity.
ポリアミド繊維は、力学特性、耐薬品性、耐熱性に優れていることから、衣料用途や産業資材用途などで幅広く利用されている。産業資材用途では、特にモノフィラメントの織物(スクリーン紗織物)を用いたフィルター用途で幅広く展開しており、自動車用フィルター、医療用フィルター、音響用フィルターなど用途は多岐に渡る。
Polyamide fiber is widely used for clothing and industrial materials because it has excellent mechanical properties, chemical resistance, and heat resistance. In industrial materials, it is widely used for filters using monofilament woven fabrics (screen gauze woven fabrics), and has a wide range of applications such as automobile filters, medical filters, and acoustic filters.
近年急成長を続けるエレクトロニクス分野や、極めて高品位が要求される医療分野においては、目詰まりや目開きがない均一性に対する品位の要求がますます高まっている。特に、長手方向の繊度斑や局所的な繊度異常である節糸に対する要求が高まっており、これらのモノフィラメントの品位を改善するため、数多くの技術が提案されている。
In the electronics field, which has continued to grow rapidly in recent years, and in the medical field, where extremely high quality is required, the demand for quality without clogging or opening is increasing. In particular, there is an increasing demand for knotting threads having fineness spots in the longitudinal direction and local fineness abnormalities, and many techniques have been proposed to improve the quality of these monofilaments.
例えば、特許文献1では、節糸の要因としてポリマーのゲル化物が糸中に混入し、この部分が十分に延伸されないことを挙げ、紡糸パックの構成を金属短繊維からなる焼結フィルターを設け、ゲル化物を十分に分散させる技術が報告されている。
For example, in Patent Document 1, a gelled polymer is mixed in the yarn as a factor of knotting, and this portion is not sufficiently stretched. The spinning pack is configured by providing a sintered filter made of short metal fibers and gelling. Techniques for sufficiently dispersing the compound have been reported.
特許文献2では、高強力、高モジュラス、長手方向の繊維径が均一なモノフィラメントの細繊度化に対して、顕在化した微小な節も含めて、節個数と節の大きさの少ない芯鞘構造のポリエステルモノフィラメントを得るための技術が報告されている。
In Patent Document 2, the core-sheath structure has a small number of nodes and a small number of nodes, including fine nodes that have become apparent, as opposed to the fineness of a monofilament having high strength, high modulus, and uniform fiber diameter in the longitudinal direction. Techniques for obtaining polyester monofilaments have been reported.
特許文献3では、吐出孔1が流入孔2と該流入孔2よりも横断面積が小さい計量孔3と該計量孔3よりも横断面積が大きい緩和孔4とを順に接続して形成される溶融紡糸口金を用いることで、高速紡糸にて口金面の清掃周期を延長可能とした溶融紡糸用口金、及びそれを用いる溶融紡糸方法が報告されている。この溶融紡糸口金及び溶融紡糸方法を用いることにより、口金面の汚れの蓄積を一層少なくし、吐出変動が低減できるため、糸斑の少ないフィラメントの生産が期待できる。
In Patent Document 3, the discharge hole 1 is formed by connecting the inflow hole 2, the measuring hole 3 having a cross-sectional area smaller than that of the inflow hole 2, and the relaxation hole 4 having a cross-sectional area larger than that of the measuring hole 3 in order. A melt-spinning die that can extend the cleaning cycle of the spinnery surface by high-speed spinning by using a spinneret, and a melt-spinning method using the same have been reported. By using this melt-spinning base and the melt-spinning method, the accumulation of dirt on the base surface can be further reduced and the discharge fluctuation can be reduced, so that the production of filaments with less yarn spots can be expected.
しかしながら、特許文献1では、節糸を抑制する技術として効果的だが、細糸に関する言及がなく、細糸を解決する技術としては不十分である。これまで繊度異常に関する品位の評価方法としては、スラブキャッチャーによる節個数の捕捉率やウースターテスターによる長手方向の繊度斑評価(平均化される)であったため、局所的な細糸が流出し、重大なクレームとなる可能性があった。また、この従来技術では、口金の吐出不安定化による長手方向の繊度斑が発生しやすいという課題があった。
However, in Patent Document 1, although it is effective as a technique for suppressing knotting, there is no mention of fine yarn, and it is insufficient as a technique for solving fine yarn. Until now, the methods for evaluating the quality of abnormal fineness have been the capture rate of the number of nodes by a slab catcher and the evaluation of fineness spots in the longitudinal direction (averaged) by a Wooster tester. There was a possibility that it would be a complaint. Further, in this conventional technique, there is a problem that fineness spots in the longitudinal direction are likely to occur due to destabilization of ejection of the mouthpiece.
また、特許文献2では、芯鞘構造のポリエステルモノフィラメント糸においては、節糸の少ないモノフィラメントを得ることができるが、ポリアミドモノフィラメントの生産においては、ポリアミド自体が熱劣化や熱分解しやすく、節の要因となる熱劣化ポリマーを作りやすい上に、低分子量体(モノマーやオリゴマーなど)の昇華物がポリエステル対比発生しやすいため、この従来技術をポリアミドモノフィラメントの節糸や細糸の抑制に対しては不十分である。具体的には、低分子量体の昇華物に起因する口金面汚れによる節糸、およびが細糸発生しやすいという課題があった。
Further, in Patent Document 2, in the polyester monofilament yarn having a core-sheath structure, a monofilament having less knotting yarn can be obtained, but in the production of the polyamide monofilament, the polyamide itself is easily thermally deteriorated and thermally decomposed, which causes knotting. This conventional technique is not sufficient for suppressing knotting and fine yarn of polyamide monofilament because it is easy to make a thermally deteriorated polymer and sublimates of low molecular weight materials (monomers, oligomers, etc.) are likely to be generated in comparison with polyester. be. Specifically, there has been a problem that knotted yarns and fine yarns are likely to be generated due to stains on the mouthpiece surface caused by sublimated products having a low molecular weight.
さらに、特許文献3では、緩和孔の直径の上限が0.75mmと低く、単位周長あたりの汚れ蓄積密度が大きいため、節糸が発生しやすいといった課題があった。
Further, in Patent Document 3, the upper limit of the diameter of the relaxation hole is as low as 0.75 mm, and the dirt accumulation density per unit circumference is high, so that there is a problem that knotting is likely to occur.
そこで本発明は、高品位なフィルター用途のポリアミドモノフィラメントであって、繊度斑が均一であり、節を抑制するものである。節が存在すると、整経や製織時の糸切れやスカムの発生につながる。また、節が存在するモノフィラメントを製織すると、節は繊維径に対し直径が大きいため、織物になったとき節と隣接する部分において目詰まりが発生してしまい、織物としての品位が大きく低下する。また、フィルターの高品位化に伴い顕在化してきたのが、通常繊維径よりも細い細糸の存在である。細糸が存在すると、織物開口が広くなり、異物が通過し濾過不良につながるため、細糸の抑制が極めて重要である。本発明は、紗織物の目開き均一性に優れ、濾過性能が良好なフィルターを得るのに好適な節や細糸が少ない、繊維径の均一性に優れるポリアミドモノフィラメントを提供する。
Therefore, the present invention is a polyamide monofilament for high-quality filters, which has uniform fineness spots and suppresses knots. The presence of knots leads to thread breakage and scum during warping and weaving. Further, when a monofilament having knots is woven, since the knots have a large diameter with respect to the fiber diameter, clogging occurs in a portion adjacent to the knots when the knots are formed, and the quality of the woven fabric is significantly deteriorated. In addition, the presence of fine yarns smaller than the normal fiber diameter has become apparent as the quality of filters has improved. The presence of fine yarns widens the opening of the fabric, allowing foreign matter to pass through and lead to poor filtration, so suppression of fine yarns is extremely important. The present invention provides a polyamide monofilament having excellent openness uniformity of a gauze fabric, few knots and fine threads suitable for obtaining a filter having good filtration performance, and excellent fiber diameter uniformity.
本発明は、上記目的を達成するため、以下の構成を採用する。
(1)繊維長手方向20万mに存在する、繊維径に対して135%以上の繊維径である節が1個以下であり、繊維径に対して80%以下の繊維径である細糸が1個以下であることを特徴とするポリアミドモノフィラメント。
(2)繊維長手方向20万m測定したときの繊維径のCV%が1%以下であることを特徴とする(1)に記載のポリアミドモノフィラメント。
(3)繊維長手方向20万mに存在する、繊維径に対して120%以上135%未満の繊維径である節が10個以下であり、繊維径に対して80%を超え90%以下繊維径である細糸が10個以下であることを特徴とする(1)または(2)に記載のポリアミドモノフィラメント。
(4)連続50回測定したときの強伸度積の最小値が、平均値の90%以上100%以下であることを特徴とする(1)~(3)いずれかに記載のポリアミドモノフィラメント。
(5)繊度が6~50dtexであることを特徴とする(1)~(4)いずれかに記載のポリアミドモノフィラメント。 In order to achieve the above object, the present invention adopts the following configuration.
(1) Fine yarn having a fiber diameter of 135% or more with respect to the fiber diameter of 200,000 m in the fiber longitudinal direction is one or less, and the fiber diameter is 80% or less with respect to the fiber diameter. Polyamide monofilament characterized by one or less.
(2) The polyamide monofilament according to (1), wherein the CV% of the fiber diameter when measured at 200,000 m in the fiber longitudinal direction is 1% or less.
(3) No more than 10 nodes having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter existing in the fiber longitudinal direction of 200,000 m, and more than 80% and 90% or less with respect to the fiber diameter. The polyamide monofilament according to (1) or (2), wherein the number of fine threads having a diameter is 10 or less.
(4) The polyamide monofilament according to any one of (1) to (3), wherein the minimum value of the strong elongation product when measured 50 times continuously is 90% or more and 100% or less of the average value.
(5) The polyamide monofilament according to any one of (1) to (4), which has a fineness of 6 to 50 dtex.
(1)繊維長手方向20万mに存在する、繊維径に対して135%以上の繊維径である節が1個以下であり、繊維径に対して80%以下の繊維径である細糸が1個以下であることを特徴とするポリアミドモノフィラメント。
(2)繊維長手方向20万m測定したときの繊維径のCV%が1%以下であることを特徴とする(1)に記載のポリアミドモノフィラメント。
(3)繊維長手方向20万mに存在する、繊維径に対して120%以上135%未満の繊維径である節が10個以下であり、繊維径に対して80%を超え90%以下繊維径である細糸が10個以下であることを特徴とする(1)または(2)に記載のポリアミドモノフィラメント。
(4)連続50回測定したときの強伸度積の最小値が、平均値の90%以上100%以下であることを特徴とする(1)~(3)いずれかに記載のポリアミドモノフィラメント。
(5)繊度が6~50dtexであることを特徴とする(1)~(4)いずれかに記載のポリアミドモノフィラメント。 In order to achieve the above object, the present invention adopts the following configuration.
(1) Fine yarn having a fiber diameter of 135% or more with respect to the fiber diameter of 200,000 m in the fiber longitudinal direction is one or less, and the fiber diameter is 80% or less with respect to the fiber diameter. Polyamide monofilament characterized by one or less.
(2) The polyamide monofilament according to (1), wherein the CV% of the fiber diameter when measured at 200,000 m in the fiber longitudinal direction is 1% or less.
(3) No more than 10 nodes having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter existing in the fiber longitudinal direction of 200,000 m, and more than 80% and 90% or less with respect to the fiber diameter. The polyamide monofilament according to (1) or (2), wherein the number of fine threads having a diameter is 10 or less.
(4) The polyamide monofilament according to any one of (1) to (3), wherein the minimum value of the strong elongation product when measured 50 times continuously is 90% or more and 100% or less of the average value.
(5) The polyamide monofilament according to any one of (1) to (4), which has a fineness of 6 to 50 dtex.
本発明によれば、紗織物の目開き均一性に優れ、濾過性能が良好なフィルターを得るのに好適な、節や細糸が少なく、繊維径の均一性に優れるポリアミドモノフィラメントを提供できる。
According to the present invention, it is possible to provide a polyamide monofilament having excellent mesh opening uniformity of a gauze fabric, suitable for obtaining a filter having good filtration performance, few knots and fine threads, and excellent fiber diameter uniformity.
以下、本発明の実施について詳細に説明する。
Hereinafter, the implementation of the present invention will be described in detail.
本発明でいう節とは、繊維長手方向に存在する瘤状の局所的な繊維径異常であり、標準の繊維径に対して120%以上の太い繊維径をいう。細糸とは、標準の繊維径に対して90%以下の細い繊維径をいう。節や細糸は、光学式外形検知機器(sensoptic社製 PSD-200)で、走行速度800m/分、糸長間隔0.07mm、糸長20万mで測定する。光学式外形検知機器では、繊維径、繊維径の標準偏差、節の個数と大きさ、細糸の個数と大きさが数値として記録される。
The node in the present invention is a knob-shaped local fiber diameter abnormality existing in the fiber longitudinal direction, and means a thick fiber diameter of 120% or more with respect to the standard fiber diameter. The fine thread means a fine fiber diameter of 90% or less with respect to the standard fiber diameter. Knots and fine threads are measured with an optical external shape detection device (PSD-200 manufactured by Sensotropic) at a traveling speed of 800 m / min, a thread length interval of 0.07 mm, and a thread length of 200,000 m. In the optical external shape detection device, the fiber diameter, the standard deviation of the fiber diameter, the number and size of knots, and the number and size of fine threads are recorded as numerical values.
本発明のポリアミドモノフィラメントは、繊維長手方向20万mに存在する、繊維径に対して135%以上の繊維径である節が1個以下であり、繊維径に対して80%以下の繊維径である細糸が1個以下である。節と細糸をかかる範囲とすることにより、モノフィラメントの均一性が良好で、紗織物の目開き均一性に優れ、濾過性能が良好なフィルターが得られる。繊維径に対して135%以上の繊維径である節が1個を超えると、紗織物になったとき節と隣接する部分においては目開きや目詰まりが発生し、目開き均一性が低下する。また、高次加工の際、筬に引っ掛かり、糸切れやスカムが増大する。繊維径に対して80%以下の繊維径である細糸が1個を超えると、紗織物の目開きが発生し、目開き均一性が低下する。紗織物に目開きが発生すると、フィルターにしたときに異物が通過し、濾過性能が低下する。
The polyamide monofilament of the present invention has one or less nodes having a fiber diameter of 135% or more with respect to the fiber diameter, which exists in the fiber longitudinal direction of 200,000 m, and has a fiber diameter of 80% or less with respect to the fiber diameter. There is one or less fine threads. By setting the range of knots and fine threads, a filter having good uniformity of monofilament, excellent uniformity of opening of the gauze fabric, and good filtration performance can be obtained. If there is more than one knot with a fiber diameter of 135% or more of the fiber diameter, opening or clogging will occur in the portion adjacent to the knot when the fabric is made of gauze, and the uniformity of opening will decrease. .. In addition, during high-order processing, it gets caught in the reed, and thread breakage and scum increase. When the number of fine threads having a fiber diameter of 80% or less with respect to the fiber diameter exceeds one, the mesh fabric is opened and the opening uniformity is lowered. If the gauze fabric is opened, foreign matter will pass through it when it is used as a filter, and the filtration performance will deteriorate.
本発明のポリアミドモノフィラメントは、繊維長手方向20万mに存在する、繊維径に対して120%以上135%未満の繊維径である節が10個以下であり、繊維径に対して80%超え90%以下の繊維径である細糸が10個以下であることが好ましい。繊維径に対して120%以上135%未満の繊維径である節を10個以下とすることで、紗織物の目詰まりとなる欠点を抑えることができ、紗織物の目開き均一性がより向上し、フィルターの濾過性能を上げることが可能となる。また、繊維径に対して80%超え90%以下の繊維径である細糸を10個以下とすることで、紗織物の目開きとなる欠点を抑えることができ、同様に紗織物の目開き均一性がより向上し、フィルターの濾過性能を上げることが可能となる。さらに好ましくは、繊維長手方向20万mに存在する、繊維径に対して120%以上135%未満の繊維径である節が5個以下であり、繊維径に対して80%超え90%以下の繊維径である細糸が5個以下である。
The polyamide monofilament of the present invention has 10 or less nodes having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter, existing in 200,000 m in the fiber longitudinal direction, and has more than 80% and 90% with respect to the fiber diameter. It is preferable that the number of fine yarns having a fiber diameter of% or less is 10 or less. By setting the number of knots having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter to 10 or less, it is possible to suppress the defect of clogging of the gauze fabric, and the uniformity of the opening of the gauze fabric is further improved. However, it is possible to improve the filtration performance of the filter. Further, by reducing the number of fine yarns having a fiber diameter of more than 80% and 90% or less with respect to the fiber diameter to 10 or less, it is possible to suppress the defect of opening the gauze fabric, and similarly, the opening of the gauze fabric. The uniformity is further improved, and the filtration performance of the filter can be improved. More preferably, there are 5 or less nodes having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter existing in the fiber longitudinal direction of 200,000 m, and 80% or more and 90% or less with respect to the fiber diameter. The number of fine threads having a fiber diameter is 5 or less.
本発明のポリアミドモノフィラメントは、繊維長手方向20万m測定したときの繊維径のCV%が1.0%以下であることが好ましい。繊維径のCV%とは、繊維径標準偏差を繊維径平均値で割り返した百分率で計算でき、長手方向の繊度斑の度合いを示し、数値が低い程繊維径の均一性に優れていることを示す。CV%を1.0%以下とすることで、繊維長手方向に繊度斑がない繊維径の均一性に優れたモノフィラメントとなる。また、紗織物の目開き均一性に優れ、濾過性能が良好なフィルターが得られる。さらに好ましい繊維径のCV%は、0.8%以下である。
The polyamide monofilament of the present invention preferably has a CV% of fiber diameter of 1.0% or less when measured at 200,000 m in the fiber longitudinal direction. The CV% of the fiber diameter can be calculated by the percentage obtained by dividing the standard deviation of the fiber diameter by the average value of the fiber diameter, and indicates the degree of fineness unevenness in the longitudinal direction. The lower the value, the better the uniformity of the fiber diameter. Is shown. By setting the CV% to 1.0% or less, a monofilament having no fineness unevenness in the fiber longitudinal direction and having excellent fiber diameter uniformity can be obtained. In addition, a filter having excellent opening uniformity of the gauze fabric and good filtration performance can be obtained. A more preferable CV% of the fiber diameter is 0.8% or less.
本発明のポリアミドモノフィラメントは、連続50回測定したときの強伸度積の最小値が、平均値の90%以上100%以下であることが好ましい。節や細糸が存在すると、その箇所が破断点となって弱糸になりやすく、局所的に紗織物の耐久性を低下させやすい。90%以上とすることで、紗織物の耐久性およびフィルターの耐久性が向上する。
In the polyamide monofilament of the present invention, it is preferable that the minimum value of the strong elongation product when measured 50 times continuously is 90% or more and 100% or less of the average value. If there are knots or fine threads, the points become break points and tend to become weak threads, which tends to locally reduce the durability of the gauze fabric. When it is 90% or more, the durability of the gauze fabric and the durability of the filter are improved.
本発明のポリアミドモノフィラメントは、ハイメッシュフィルター用途として、繊度が6~50dtexであることが好ましい。さらに好ましくは8~47dtexである。特に、高精細ハイメッシュフィルター用途として、繊度が6~13dtexであることが好ましい。また、後述するが、本発明のポリアミドモノフィラメントの製造において、50dtex以下とすることにより、空冷による冷却設備においても、冷却斑を抑制し節や細糸のない濾過性能に優れるポリアミドモノフィラメントを得ることが出来る。また、6dtex以上とすることにより、吐出変動を抑制し、節や細糸が無い濾過性能に優れるポリアミドモノフィラメントを得ることが出来る。
The polyamide monofilament of the present invention preferably has a fineness of 6 to 50 dtex for high mesh filter applications. More preferably, it is 8 to 47 dtex. In particular, for high-definition high-mesh filter applications, the fineness is preferably 6 to 13 dtex. Further, as will be described later, in the production of the polyamide monofilament of the present invention, by setting the value to 50 dtex or less, it is possible to obtain a polyamide monofilament having excellent filtration performance without knots or fine threads by suppressing cooling spots even in a cooling facility by air cooling. You can. Further, by setting the value to 6 dtex or more, it is possible to obtain a polyamide monofilament having excellent filtration performance without knots or fine threads by suppressing discharge fluctuations.
本発明のポリアミドモノフィラメントは、強度が4.0cN/dtex以上、伸度は30~60%であることが好ましい。かかる範囲とすることで、紗織物の耐久性を担保することができる。
The polyamide monofilament of the present invention preferably has a strength of 4.0 cN / dtex or more and an elongation of 30 to 60%. Within such a range, the durability of the gauze fabric can be guaranteed.
本発明のポリアミドモノフィラメントを得るための製造方法を以下に示す。
The manufacturing method for obtaining the polyamide monofilament of the present invention is shown below.
本発明でいうポリアミドとは、いわゆる炭化水素基が主鎖にアミド結合を介して連結された高分子量体であって、好ましくは染色性、洗濯堅牢度、機械特性に優れる点から、主としてポリカプロアミド、もしくはポリヘキサメチレンアジパミドからなるポリアミドである。ここでいう主としてとは、ポリカプロアミドではポリカプロアミドを構成するε-カプロラクタム単位を主として含み、ポリヘキサメチレンジアミンジアンモニウムアジペード単位を主として含むポリアミドであり、これら単位は80モル%以上含有することが好ましく、さらに好ましくは90モル%以上である。その他成分としては、特に制限されないが、例えば、ポリドデカノアミド、ポリヘキサメチレンアゼラミド、ポリヘキサメチレンセバカミド、ポリヘキサメチレンドデカノミド、ポリメタキシレンアジパミド、ポリヘキサメチレンテレフタラミド、ポリヘキサメチレンイソフタラミド等を構成するモノマーであるアミノカルボン酸、ジカルボン酸などの単位が挙げられる。
The polyamide referred to in the present invention is a high-molecular-weight body in which a so-called hydrocarbon group is linked to the main chain via an amide bond, and is preferably polycapro because of its excellent dyeability, wash fastness, and mechanical properties. It is a polyamide composed of an amide or a polyhexamethylene adipamide. The term "mainly" as used herein is a polyamide containing mainly ε-caprolactam units constituting the polycaprolamide and mainly containing the polyhexamethylenediaminediammonium adipade unit, and these units are contained in an amount of 80 mol% or more. It is preferable to use 90 mol% or more. The other components are not particularly limited, but are, for example, polydodecanoamide, polyhexamethylene azelamide, polyhexamethylene sebacamide, polyhexamethylene dodecanomid, polymethoxylen adipamide, and polyhexamethylene terephthalamide. , Aminocarboxylic acid, dicarboxylic acid and other units which are monomers constituting polyhexamethylene isophthalamide and the like.
ポリアミドの重合度は、産業用繊維を製造するに常識的な範囲より適宜選択して良いが、好ましくは98%硫酸相対粘度で2.0~3.3の範囲であり、さらに好ましくは2.4~3.3の範囲が好ましい。かかる範囲にすることにより、紗織物で要求される強度を有するポリアミドモノフィラメントを良好な製糸性にて得ることが可能となる。
The degree of polymerization of the polyamide may be appropriately selected from the range common sense for producing industrial fibers, but is preferably in the range of 2.0 to 3.3 with a relative viscosity of 98% sulfuric acid, and more preferably 2. The range of 4 to 3.3 is preferable. Within such a range, it becomes possible to obtain a polyamide monofilament having the strength required for a gauze fabric with good silk-reeling properties.
本発明のポリアミドモノフィラメントの製造において、紡糸に供するポリアミド樹脂チップは乾燥等により水分率を0.11~0.15%に調整することが好ましい。かかる範囲にすることにより、ポリアミドモノフィラメントの節および細糸を抑制することが可能となる。ここでいう水分率は、ポリアミド樹脂チップ試料を微量水分計に投入し、230℃、30分の条件にて水分を気化させ水分値を読み取って測定される値である。
In the production of the polyamide monofilament of the present invention, it is preferable to adjust the moisture content of the polyamide resin chip used for spinning to 0.11 to 0.15% by drying or the like. Within this range, it becomes possible to suppress the knots and fine threads of the polyamide monofilament. The water content referred to here is a value measured by putting a polyamide resin chip sample into a trace moisture meter, vaporizing the moisture at 230 ° C. for 30 minutes, and reading the moisture value.
ポリアミド樹脂チップの溶融紡糸温度は、ポリアミド樹脂の融点を超える温度、すなわち融点プラス20~40℃で溶融することが好ましい。かかる範囲にすることにより、ポリアミドモノフィラメントの節および細糸を抑制することが可能となる。
The melt spinning temperature of the polyamide resin chip is preferably a temperature exceeding the melting point of the polyamide resin, that is, melting at a melting point of plus 20 to 40 ° C. Within this range, it becomes possible to suppress the knots and fine threads of the polyamide monofilament.
本発明のポリアミドモノフィラメントの製造方法において、その基本的な製造プロセスは公知の技術でよく、例えば、紡糸-延伸工程を連続して行う方法(直接紡糸延伸法)、未延伸糸を一旦巻き取った後に延伸する方法(2工程法)によって得られる。
In the method for producing a polyamide monofilament of the present invention, the basic production process may be a known technique, for example, a method of continuously performing a spinning-drawing step (direct spinning and drawing method), or once winding an undrawn yarn. It is obtained by a method of stretching later (two-step method).
本発明のポリアミドモノフィラメントの製造方法の一例について、図2の工程概略図にしたがって説明する。まず、押し出し機で溶融したポリアミド樹脂チップを、溶融紡糸パック10に供し、吐出孔を円周状に2孔配列した丸孔の紡糸口金11より紡出糸条を吐出する。次に、一方向から吹き付ける風のユニフロー形式のチムニー12により糸条を冷却し、糸条を1糸条ずつに分けて、給油ガイド13で紡糸油剤を付与した後、第1ゴデローラー14で引き取り、第2ゴデローラー15と第3ゴデローラー16間で延伸するとともに、第3、第4ゴデローラ(16,17)で熱処理を行い、巻取り装置18で巻き取る。
An example of the method for producing a polyamide monofilament of the present invention will be described with reference to the process schematic diagram of FIG. First, the polyamide resin chips melted by the extruder are applied to the melt spinning pack 10, and the spun yarns are discharged from the spinning spouts 11 having round holes in which two discharge holes are arranged in a circumferential shape. Next, the yarns are cooled by a uniflow type chimney 12 that is blown from one direction, the yarns are divided into yarns one by one, a spinning oil is applied by a refueling guide 13, and then the yarns are picked up by a first gode roller 14. It is stretched between the second god roller 15 and the third god roller 16, heat-treated by the third and fourth god rollers (16, 17), and wound by the winding device 18.
本発明のポリアミドモノフィラメントの製造において使用する溶融紡糸パックは、少なくとも紡糸口金、耐圧板、金属線フィルター、および砂濾材層または整流板を配置した溶融紡糸パックであり、金属線フィルターと砂濾材層または整流板との間に略多角形状の断面を有する金属短繊維からなる焼結フィルターを設けた特許文献1に記載の溶融紡糸パックを用いる。
The melt spinning pack used in the production of the polyamide monofilament of the present invention is a melt spinning pack in which at least a spinneret, a pressure plate, a metal wire filter, and a sand filter medium layer or a rectifying plate are arranged, and is a metal wire filter and a sand filter medium layer or. The melt-spun pack described in Patent Document 1 provided with a sintered filter made of short metal fibers having a substantially polygonal cross section between the rectifying plate and the rectifying plate is used.
ポリアミドモノフィラメントに発生する節の原因の主要因として、ポリアミド溶融ポリマーの粘度バラツキにより熱変性したゲル化ポリマーが発生し、ポリマーが完全に溶融されずに口金孔からゲル状物が糸中に混入した状態で糸条が吐出され、この部分が十分に延伸されないためであると考えられる。節の改善のためには、このゲル状物を分散させる事が必要である。ゲル状物を分散させるためには、溶融紡糸パックを構成する金属線フィルターや砂濾材層または整流板の濾過精度を上げ、さらに略多角形状を有する金属短繊維を用いることによって金属短繊維相互の絡み合いが発生し濾過性や分散性がより向上するためである。略多角形状としては、鋭角な断面形状を有する形状であることが好ましい。該断面の鋭角部分に熱変性したゲル化ポリマーが衝突することで細かく分散させることができ、さらに鋭角な断面形状とすることにより熱変性したゲル化ポリマーをいっそう細かく細分化することができるからである。
As the main cause of the nodes generated in the polyamide monofilament, a gelled polymer that was heat-modified due to the variation in the viscosity of the polyamide molten polymer was generated, and the polymer was not completely melted and a gel-like substance was mixed into the thread from the mouthpiece hole. It is considered that this is because the threads are ejected in this state and this portion is not sufficiently stretched. In order to improve the knots, it is necessary to disperse this gel-like substance. In order to disperse the gel-like material, the filtration accuracy of the metal wire filter, sand filter medium layer or rectifying plate constituting the molten spinning pack is improved, and the metal short fibers having a substantially polygonal shape are used to make the metal short fibers mutual. This is because entanglement occurs and the filterability and dispersibility are further improved. The substantially polygonal shape is preferably a shape having an acute-angled cross-sectional shape. This is because the heat-denatured gelled polymer can be finely dispersed by colliding with the acute-angled portion of the cross section, and the heat-denatured gelled polymer can be further subdivided by forming the acute-angled cross-sectional shape. be.
本発明のポリアミドモノフィラメントの製造において使用する紡糸口金は、ポリマー流入孔と該流入孔よりも横断面積が小さい計量孔と該計量孔よりも横断面積の大きい緩和孔とを順に接続して形成されている溶融紡糸用口金を用いる。
The spinneret used in the production of the polyamide monofilament of the present invention is formed by connecting a polymer inflow hole, a measuring hole having a cross-sectional area smaller than the inflow hole, and a relaxation hole having a cross-sectional area larger than the measuring hole in order. Use the existing melt spinning mouthpiece.
ポリアミドの溶融紡糸では、紡糸口金から吐出されたポリマーの低分子体(モノマー、オリゴマーなど)が昇華し、それが経時的にポリマー吐出孔周辺に汚れとして蓄積する。また、一般に溶融紡糸口金のポリマー吐出側表面には、ポリマーの離型性を高めるため、シリコーンなどの離型材を塗布するが、上述のように、ポリマー吐出孔周辺の汚れ蓄積やポリマーの離型性能の低下により、紡糸口金からのポリマーの吐出状態が不安定になり、糸長手方向の糸斑が生じ、節や細糸が発生し、さらには糸切れを誘発する。該対策として特許文献3(特開平9-268417号公報)では、計量孔径(D1)と緩和孔径(D2)の比(D2/D1)が1.75~2.5で、緩和孔径(D2)が0.40~0.75mmとし、吐出安定化による繊度斑抑制と糸切れ低減により口金面の清掃周期を延長可能にした2000m/分以上の高速で引き取る高速紡糸用溶融紡糸口金の提供を明記している。また、単糸繊度8デニール(9dtex)まで有効としているが、単糸繊度6dtex以上の1000m/分以下で引き取るポリアミドモノフィラメントの製造に適用しても、経時的にポリマーの吐出状態が不安定になり、節や細糸などの糸斑が生じていた。
In melt spinning of polyamide, low molecular weight polymers (monomers, oligomers, etc.) discharged from the spinneret sublimate and accumulate as dirt around the polymer discharge holes over time. In general, a mold release material such as silicone is applied to the polymer discharge side surface of the melt spinning spout in order to improve the mold release property of the polymer. However, as described above, dirt accumulation around the polymer discharge hole and polymer release are performed. Due to the deterioration of the performance, the ejection state of the polymer from the spinneret becomes unstable, yarn spots in the yarn longitudinal direction occur, knots and fine yarns are generated, and further, yarn breakage is induced. As a countermeasure, in Patent Document 3 (Japanese Unexamined Patent Publication No. 9-268417), the ratio (D2 / D1) of the measuring hole diameter (D1) to the relaxation hole diameter (D2) is 1.75 to 2.5, and the relaxation hole diameter (D2). Is 0.40 to 0.75 mm, and it is clearly stated that a molten spinneret for high-speed spinning that can be taken up at a high speed of 2000 m / min or more, which can extend the cleaning cycle of the mouthpiece surface by suppressing fineness spots by stabilizing discharge and reducing yarn breakage, is provided. is doing. Further, although it is effective up to a single yarn fineness of 8 denier (9 dtex), even if it is applied to the production of a polyamide monofilament to be taken up at a single yarn fineness of 6 dtex or more and 1000 m / min or less, the discharge state of the polymer becomes unstable over time. , There were thread spots such as knots and fine threads.
図1は本発明で用いる紡糸口金に設けた吐出孔の一例を示すものである。図1において、吐出孔1は、流入孔2、計量孔3、緩和孔4が順に溶融ポリマーの流動方向に沿って連続するように形成している。吐出孔1の構成において、計量孔3は流入孔2よりも横断面積が小さく絞られており、流入孔2から流入した溶融ポリマーを計量する。計量孔3に続く緩和孔4は、計量孔3よりも横断面積を拡大することでポリマー吐出孔周辺の単位周長あたりの汚れの蓄積密度を低下させるとともに、溶融ポリマーの圧力緩和によるバラス低減効果を発揮することが可能となる。
FIG. 1 shows an example of a discharge hole provided in the spinneret used in the present invention. In FIG. 1, the discharge hole 1 is formed so that the inflow hole 2, the measuring hole 3, and the relaxation hole 4 are continuous in this order along the flow direction of the molten polymer. In the configuration of the discharge hole 1, the measuring hole 3 has a smaller cross-sectional area than the inflow hole 2 and measures the molten polymer that has flowed in from the inflow hole 2. The relaxation hole 4 following the measurement hole 3 reduces the accumulation density of dirt per unit circumference around the polymer discharge hole by expanding the cross-sectional area as compared with the measurement hole 3, and also has the effect of reducing the ballast by relaxing the pressure of the molten polymer. Can be demonstrated.
本発明の製造で用いる紡糸口金において、上記のように緩和孔径(D2)を計量孔径(D1)よりも大きくしたことにより、吐出孔の背面圧が低下する傾向になるが、その対策としてはその背圧低下に見合うだけ計量孔径(D1)を小さくする必要がある。一方、計量孔径(D1)が小さいと、吐出孔全体に溶融ポリマーを均一に充填することが難しく、吐出が不安定になる。計量孔径(D1)は、計量孔長(L1)との比(L1/D1)が2.0~3.5となるように設計することが好ましい。かかる範囲とすることにより、背面圧と計量性を担保しつつ溶融ポリマーの吐出を安定することができ、節や細糸が少なく、繊維径の均一性に優れるポリアミドモノフィラメントが得られる。さらに好ましくは、2.5~3.0である。
In the spinneret used in the production of the present invention, the back pressure of the discharge hole tends to decrease by making the relaxation hole diameter (D2) larger than the measuring hole diameter (D1) as described above. It is necessary to reduce the measuring hole diameter (D1) as much as the back pressure decrease. On the other hand, if the measuring hole diameter (D1) is small, it is difficult to uniformly fill the entire discharge hole with the molten polymer, and the discharge becomes unstable. The measuring hole diameter (D1) is preferably designed so that the ratio (L1 / D1) to the measuring hole length (L1) is 2.0 to 3.5. Within such a range, it is possible to stabilize the discharge of the molten polymer while ensuring the back pressure and the measurable property, and it is possible to obtain a polyamide monofilament having few knots and fine threads and having excellent fiber diameter uniformity. More preferably, it is 2.5 to 3.0.
本発明の製造で用いる紡糸口金において、計量孔径(D1)と緩和孔径(D2)の比(D2/D1)が2.6~4.0であることが好ましい。かかる範囲とすることにより、溶融ポリマーは、計量孔よりも径の大きい緩和孔で横断面積が大きく拡大するため、計量孔で絞られた溶融ポリマーの圧力が緩和され、吐出孔周りの汚れへの糸取られを抑制し、吐出変動を低減することができる。また、溶融ポリマーのズリ速度や応力を低減させて摩擦熱の発生を抑制し、汚れを抑制する。さらには、緩和孔径が大きくなっていることによって、周長がポリマー吐出量に対し大きくなっているため、単位周長当たりの汚れの蓄積密度を小さくすることができる。従って、溶融ポリマーの吐出が安定し、繊維径の均一性が良好なポリアミドモノフィラメントが得られる。さらに好ましくは、3.0~3.7である。
In the spinneret used in the production of the present invention, the ratio (D2 / D1) of the measuring hole diameter (D1) to the relaxation hole diameter (D2) is preferably 2.6 to 4.0. By setting this range, the molten polymer has a large cross-sectional area in the relaxation hole having a diameter larger than that of the measuring hole, so that the pressure of the molten polymer squeezed by the measuring hole is relaxed and the dirt around the discharge hole is removed. It is possible to suppress thread picking and reduce discharge fluctuations. In addition, it reduces the shear rate and stress of the molten polymer, suppresses the generation of frictional heat, and suppresses stains. Further, since the peripheral length is larger than the polymer discharge amount due to the larger relaxation hole diameter, the accumulation density of dirt per unit peripheral length can be reduced. Therefore, a polyamide monofilament having stable ejection of the molten polymer and good fiber diameter uniformity can be obtained. More preferably, it is 3.0 to 3.7.
本発明の製造で用いる紡糸口金において、緩和孔径(D2)は、0.8~1.4mmである。緩和孔径(D2)をこのような設定にすることにより、溶融ポリマーの吐出が安定し、吐出孔周辺の汚れによるポリマー曲がりやピクツキを抑制することができる。吐出安定性が向上することで、吐出不良による節や細糸の発生を抑制することができ、濾過性能に優れるポリアミドモノフィラメントを得ることが出来る。緩和孔径(D2)0.8mm未満の場合、単位周長当たりの汚れの蓄積密度が大きくなるため、吐出孔周辺の汚れによるポリマー曲がりやピクツキが発生しやすくなる。また、溶融ポリマーの圧力を緩和する作用も低下するため、溶融ポリマーのズリ速度が大きくなり、摩擦熱による吐出孔周辺の汚れが発生し、吐出安定性が低下する。緩和孔径(D2)が1.4mm以上の場合、吐出孔全体(特に緩和孔内)にポリマーを均一に充填することが難しく、吐出状態が変動しやすくなって節や細糸が発生するだけでなく、紡糸糸切れも多発する。さらに好ましくは1.0~1.2mmである。
In the spinneret used in the production of the present invention, the relaxation hole diameter (D2) is 0.8 to 1.4 mm. By setting the relaxation hole diameter (D2) in this way, the discharge of the molten polymer is stable, and the polymer bending and picking due to dirt around the discharge hole can be suppressed. By improving the discharge stability, it is possible to suppress the generation of knots and fine threads due to poor discharge, and it is possible to obtain a polyamide monofilament having excellent filtration performance. When the relaxation hole diameter (D2) is less than 0.8 mm, the accumulation density of dirt per unit circumference becomes large, so that polymer bending and picking due to dirt around the discharge hole are likely to occur. In addition, since the action of relaxing the pressure of the molten polymer is also reduced, the shear rate of the molten polymer is increased, the area around the discharge hole is contaminated by frictional heat, and the discharge stability is lowered. When the relaxation hole diameter (D2) is 1.4 mm or more, it is difficult to uniformly fill the entire discharge hole (particularly in the relaxation hole), the discharge state is liable to fluctuate, and only knots and fine threads are generated. There are also many spinning yarn breaks. More preferably, it is 1.0 to 1.2 mm.
また、緩和孔4を大きくすると、ポリマー吐出孔から吐出されるポリマー速度(ズリ速度)が低下するため、紡糸速度を最適化することが好ましい。紡糸速度を大きくすると、このズリ速度と紡糸速度の差が大きくなる程、不規則な結晶配向化が進み、節、細糸が発生しやすくなる。従って、本発明のポリアミドモノフィラメントの製造方法において、紡糸速度300~1000m/分、好ましくは2工程の場合は300~600m/分、1工程の場合は300~800m/分である。かかる範囲にすることで、節、細糸が少なく、繊維径の均一性に優れるポリアミドモノフィラメントが得られる。
Further, if the relaxation hole 4 is increased, the polymer rate (slip rate) discharged from the polymer discharge hole decreases, so it is preferable to optimize the spinning speed. When the spinning speed is increased, the larger the difference between the slipping speed and the spinning speed, the more irregular crystal orientation progresses, and knots and fine yarns are more likely to occur. Therefore, in the method for producing a polyamide monofilament of the present invention, the spinning speed is 300 to 1000 m / min, preferably 300 to 600 m / min in the case of two steps, and 300 to 800 m / min in the case of one step. Within this range, a polyamide monofilament having few knots and fine threads and excellent fiber diameter uniformity can be obtained.
以下、実施例により本発明をさらに具体的に説明する。なお、実施例中の物性値は以下に述べる方法で測定した。
Hereinafter, the present invention will be described in more detail by way of examples. The physical property values in the examples were measured by the method described below.
A.節、細糸の個数
(1)クリールにパッケージを1個仕掛ける。
(2)800m/分の速度で糸を解舒し、光学式検査機器(sensoptic社製 PSD-200)に通す。
(3)糸長0.07m間隔で繊維径を測定する。測定は250分間行う。
(4)繊維径に対して135%以上の繊維径である節
標準の繊維径に対して35%以上増加(135%以上の繊維径)した測定値1つにつき、1個の節とした。
(5)繊維径に対して120%以上135%未満の繊維径である節
標準の繊維径に対して20%以上35%未満増加(120%以上135%未満の繊維径)した測定値1つにつき、1個の節とした。
(6)繊維径に対して80%以下の繊維径である細糸
標準の繊維径に対して20%以上減少(80%未満の繊維径)した測定値1つにつき、1個細糸とした。
(7)繊維径に対して80%を超え90%以下の繊維径である細糸
標準の繊維径に対して10%以上20%未満減少(80%を超え90%以下の繊維径)した測定値1つにつき、1個細糸とした。 A. Number of knots and fine threads (1) Place one package on the creel.
(2) The thread is unwound at a speed of 800 m / min and passed through an optical inspection device (PSD-200 manufactured by Sensotropic).
(3) The fiber diameter is measured at intervals of 0.07 m in yarn length. The measurement is carried out for 250 minutes.
(4) A node having a fiber diameter of 135% or more with respect to the fiber diameter One node was set for each measured value in which the fiber diameter was increased by 35% or more (fiber diameter of 135% or more) with respect to the standard fiber diameter.
(5) A node having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter. Therefore, one section was used.
(6) Fine yarn having a fiber diameter of 80% or less with respect to the fiber diameter One fine yarn was used for each measured value reduced by 20% or more (fiber diameter less than 80%) with respect to the standard fiber diameter. ..
(7) Fine yarn having a fiber diameter of more than 80% and 90% or less with respect to the fiber diameter Measured with a decrease of 10% or more and less than 20% (fiber diameter of more than 80% and 90% or less) with respect to the standard fiber diameter. One fine thread was used for each value.
(1)クリールにパッケージを1個仕掛ける。
(2)800m/分の速度で糸を解舒し、光学式検査機器(sensoptic社製 PSD-200)に通す。
(3)糸長0.07m間隔で繊維径を測定する。測定は250分間行う。
(4)繊維径に対して135%以上の繊維径である節
標準の繊維径に対して35%以上増加(135%以上の繊維径)した測定値1つにつき、1個の節とした。
(5)繊維径に対して120%以上135%未満の繊維径である節
標準の繊維径に対して20%以上35%未満増加(120%以上135%未満の繊維径)した測定値1つにつき、1個の節とした。
(6)繊維径に対して80%以下の繊維径である細糸
標準の繊維径に対して20%以上減少(80%未満の繊維径)した測定値1つにつき、1個細糸とした。
(7)繊維径に対して80%を超え90%以下の繊維径である細糸
標準の繊維径に対して10%以上20%未満減少(80%を超え90%以下の繊維径)した測定値1つにつき、1個細糸とした。 A. Number of knots and fine threads (1) Place one package on the creel.
(2) The thread is unwound at a speed of 800 m / min and passed through an optical inspection device (PSD-200 manufactured by Sensotropic).
(3) The fiber diameter is measured at intervals of 0.07 m in yarn length. The measurement is carried out for 250 minutes.
(4) A node having a fiber diameter of 135% or more with respect to the fiber diameter One node was set for each measured value in which the fiber diameter was increased by 35% or more (fiber diameter of 135% or more) with respect to the standard fiber diameter.
(5) A node having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter. Therefore, one section was used.
(6) Fine yarn having a fiber diameter of 80% or less with respect to the fiber diameter One fine yarn was used for each measured value reduced by 20% or more (fiber diameter less than 80%) with respect to the standard fiber diameter. ..
(7) Fine yarn having a fiber diameter of more than 80% and 90% or less with respect to the fiber diameter Measured with a decrease of 10% or more and less than 20% (fiber diameter of more than 80% and 90% or less) with respect to the standard fiber diameter. One fine thread was used for each value.
B.繊維径のCV%
(1)クリールにパッケージを1個仕掛ける。
(2)800m/分の速度で糸を解舒し、光学式検査機器(sensoptic社製 PSD-200)に通す。
(3)糸長0.07m間隔で繊維径を測定する。測定は250分間行う。
(4)繊維径の標準偏差、繊維径平均値を読み取り、繊維径のCV%は下記式にて求めた。
繊維径のCV%=(繊維径標準偏差)/(繊維径平均値)×100。 B. CV% of fiber diameter
(1) Place one package on the creel.
(2) The thread is unwound at a speed of 800 m / min and passed through an optical inspection device (PSD-200 manufactured by Sensotropic).
(3) The fiber diameter is measured at intervals of 0.07 m in yarn length. The measurement is carried out for 250 minutes.
(4) The standard deviation of the fiber diameter and the average value of the fiber diameter were read, and the CV% of the fiber diameter was calculated by the following formula.
CV% of fiber diameter = (standard deviation of fiber diameter) / (average value of fiber diameter) × 100.
(1)クリールにパッケージを1個仕掛ける。
(2)800m/分の速度で糸を解舒し、光学式検査機器(sensoptic社製 PSD-200)に通す。
(3)糸長0.07m間隔で繊維径を測定する。測定は250分間行う。
(4)繊維径の標準偏差、繊維径平均値を読み取り、繊維径のCV%は下記式にて求めた。
繊維径のCV%=(繊維径標準偏差)/(繊維径平均値)×100。 B. CV% of fiber diameter
(1) Place one package on the creel.
(2) The thread is unwound at a speed of 800 m / min and passed through an optical inspection device (PSD-200 manufactured by Sensotropic).
(3) The fiber diameter is measured at intervals of 0.07 m in yarn length. The measurement is carried out for 250 minutes.
(4) The standard deviation of the fiber diameter and the average value of the fiber diameter were read, and the CV% of the fiber diameter was calculated by the following formula.
CV% of fiber diameter = (standard deviation of fiber diameter) / (average value of fiber diameter) × 100.
C.強度、伸度、強伸度積
繊維試料を、オリエンテック(株)社製“テンシロン”(登録商標)で、JIS L1013(2010)に準じ、定速伸長条件、つかみ間隔50cm、引張速度50cm/分にて、50回測定した。強力は、引張強さ―伸び曲線における最大強力を示した点、伸度は、最大強力を示した伸びから求めた。また、強度は、最大強力を総繊度で除した値を強度とした。強伸度積は下記式にて求め、50回測定の個々値の最小値と平均値を算出した。
強伸度積=強度[cN/dtex]×(1+伸度[%]/100)。 C. Strength, Elongation, Strong Elongation Product Fiber sample is "Tencilon" (registered trademark) manufactured by Orientec Co., Ltd., according to JIS L1013 (2010), constant speed elongation condition, grip interval 50 cm, tensile speed 50 cm / It was measured 50 times in minutes. The strength was obtained from the point showing the maximum strength in the tensile strength-elongation curve, and the elongation was obtained from the elongation showing the maximum strength. The strength was defined as the value obtained by dividing the maximum strength by the total fineness. The strong elongation product was calculated by the following formula, and the minimum value and the average value of the individual values of 50 measurements were calculated.
Strong elongation product = strength [cN / dtex] × (1 + elongation [%] / 100).
繊維試料を、オリエンテック(株)社製“テンシロン”(登録商標)で、JIS L1013(2010)に準じ、定速伸長条件、つかみ間隔50cm、引張速度50cm/分にて、50回測定した。強力は、引張強さ―伸び曲線における最大強力を示した点、伸度は、最大強力を示した伸びから求めた。また、強度は、最大強力を総繊度で除した値を強度とした。強伸度積は下記式にて求め、50回測定の個々値の最小値と平均値を算出した。
強伸度積=強度[cN/dtex]×(1+伸度[%]/100)。 C. Strength, Elongation, Strong Elongation Product Fiber sample is "Tencilon" (registered trademark) manufactured by Orientec Co., Ltd., according to JIS L1013 (2010), constant speed elongation condition, grip interval 50 cm, tensile speed 50 cm / It was measured 50 times in minutes. The strength was obtained from the point showing the maximum strength in the tensile strength-elongation curve, and the elongation was obtained from the elongation showing the maximum strength. The strength was defined as the value obtained by dividing the maximum strength by the total fineness. The strong elongation product was calculated by the following formula, and the minimum value and the average value of the individual values of 50 measurements were calculated.
Strong elongation product = strength [cN / dtex] × (1 + elongation [%] / 100).
D.開口変動率
整経機にてポリアミドモノフィラメントを20本/mmなるように整経し、レピア織機にて20本/mm(開口部が正方形となるように)となるように製織した。この試織反を走査型電子顕微鏡(Nikon社製ESEM-2700)により倍率1000倍で観察し、任意の20ヶ所の各開口部の繊維間距離(各開口部の中で最も距離の広い部分をそれぞれ測定)を0.1μmオーダーで測定した。開口変動率は次式で算出した。
開口変動率(%)=(繊維間距離標準偏差)/(繊維間距離平均値)×100
なお、開口変動率は高精密なフィルターの指標である3%以下を合格とした。 D. Aperture volatility The polyamide monofilament was warped to 20 lines / mm with a warping machine, and weaved to 20 lines / mm (so that the opening was square) with a rapier loom. This trial weaving fabric was observed with a scanning electron microscope (ESEM-2700 manufactured by Nikon) at a magnification of 1000 times, and the interfiber distance of each opening at any 20 locations (the widest part of each opening) was observed. Each measurement) was measured on the order of 0.1 μm. The aperture volatility was calculated by the following equation.
Aperture volatility (%) = (standard deviation of interfiber distance) / (average value of interfiber distance) × 100
As for the aperture volatility, 3% or less, which is an index of a highly precise filter, was accepted.
整経機にてポリアミドモノフィラメントを20本/mmなるように整経し、レピア織機にて20本/mm(開口部が正方形となるように)となるように製織した。この試織反を走査型電子顕微鏡(Nikon社製ESEM-2700)により倍率1000倍で観察し、任意の20ヶ所の各開口部の繊維間距離(各開口部の中で最も距離の広い部分をそれぞれ測定)を0.1μmオーダーで測定した。開口変動率は次式で算出した。
開口変動率(%)=(繊維間距離標準偏差)/(繊維間距離平均値)×100
なお、開口変動率は高精密なフィルターの指標である3%以下を合格とした。 D. Aperture volatility The polyamide monofilament was warped to 20 lines / mm with a warping machine, and weaved to 20 lines / mm (so that the opening was square) with a rapier loom. This trial weaving fabric was observed with a scanning electron microscope (ESEM-2700 manufactured by Nikon) at a magnification of 1000 times, and the interfiber distance of each opening at any 20 locations (the widest part of each opening) was observed. Each measurement) was measured on the order of 0.1 μm. The aperture volatility was calculated by the following equation.
Aperture volatility (%) = (standard deviation of interfiber distance) / (average value of interfiber distance) × 100
As for the aperture volatility, 3% or less, which is an index of a highly precise filter, was accepted.
[実施例1]
紡糸口金30、耐圧板27、金属線フィルター26、焼結フィルター25、砂濾材24から構成される図3に示す溶融紡糸パックを用いた。紡糸口金30は、計量孔径φ(D1)0.30mm、計量孔長(L1)0.75mm、緩和孔径φ(D2)1.0mm、計量孔長(L2)1.0mmの図1に示す流入孔2、計量孔3,緩和孔4を有する吐出孔であり、吐出孔数は4つである。焼結フィルター25は、略多角形状の断面を有し、長さ1.0~3.0mm、換算直径30~60μm、アスペクト比10~100バラツキを有するステンレス短繊維からなる焼結フィルター(厚み2mm、濾過精度40μm)である。 [Example 1]
The melt spinning pack shown in FIG. 3, which is composed of aspinneret 30, a pressure plate 27, a metal wire filter 26, a sintered filter 25, and a sand filter medium 24, was used. The spinneret 30 has an inflow of a measuring hole diameter φ (D1) 0.30 mm, a measuring hole length (L1) 0.75 mm, a relaxation hole diameter φ (D2) 1.0 mm, and a measuring hole length (L2) 1.0 mm as shown in FIG. It is a discharge hole having a hole 2, a measuring hole 3, and a relaxation hole 4, and has four discharge holes. The sintered filter 25 is a sintered filter (thickness 2 mm) made of short stainless steel fibers having a substantially polygonal cross section, a length of 1.0 to 3.0 mm, a converted diameter of 30 to 60 μm, and an aspect ratio of 10 to 100. , Filtration accuracy 40 μm).
紡糸口金30、耐圧板27、金属線フィルター26、焼結フィルター25、砂濾材24から構成される図3に示す溶融紡糸パックを用いた。紡糸口金30は、計量孔径φ(D1)0.30mm、計量孔長(L1)0.75mm、緩和孔径φ(D2)1.0mm、計量孔長(L2)1.0mmの図1に示す流入孔2、計量孔3,緩和孔4を有する吐出孔であり、吐出孔数は4つである。焼結フィルター25は、略多角形状の断面を有し、長さ1.0~3.0mm、換算直径30~60μm、アスペクト比10~100バラツキを有するステンレス短繊維からなる焼結フィルター(厚み2mm、濾過精度40μm)である。 [Example 1]
The melt spinning pack shown in FIG. 3, which is composed of a
98%硫酸相対粘度が2.8のナイロン66チップを乾燥し、水分率を0.13%に調整した上で、溶融温度290℃で溶融し、溶融紡糸パックあたりのポリマー吐出量を6.5g/分となるように吐出量を調整し、溶融紡糸パックに供し、吐出孔を円周状に2孔配列した丸孔の紡糸口金より紡出糸条を吐出した。次に、口金下流側面に設けた加熱手段により、加熱した加熱気体流路を(図示せず)から、口金へ水蒸気を130℃、口金面積1cm2あたり150mg/分の量で供給した後、一方向から吹き付ける風のユニフロー形式のチムニーにより糸条を冷却し、糸条を1糸条ずつに分けて、給油ガイドで紡糸油剤を付着量0.5%となるように付与した後、紡糸速度500m/分で糸を巻き取った。未延伸糸を延伸機で、4.3倍に延伸し、ナイロン66モノフィラメントを得た。
Nylon 66 chips with 98% sulfuric acid relative viscosity of 2.8 are dried, the moisture content is adjusted to 0.13%, and then melted at a melting temperature of 290 ° C., and the polymer discharge rate per molten spinning pack is 6.5 g. The discharge amount was adjusted so as to be / minute, and the yarn was subjected to a melt spinning pack, and the spun yarn was discharged from a round-hole spinneret having two discharge holes arranged in a circumferential shape. Then, by the heating means provided to the base downstream side, heated the heating gas flow path (not shown), 130 ° C. The steam to die, after supplying an amount of the base area of 1 cm 2 per 150 mg / min, single The yarns are cooled by a uniflow type chimney that blows from the direction, the yarns are divided into one yarn, and the spinning oil is applied with a refueling guide so that the adhesion amount is 0.5%, and then the spinning speed is 500 m. The thread was wound at / minute. The undrawn yarn was drawn 4.3 times with a drawing machine to obtain a nylon 66 monofilament.
得られたナイロン66モノフィラメントについて、節個数、繊度斑、強伸度積、フィルターの開口率について評価した。その結果を表1に示す。
The obtained nylon 66 monofilament was evaluated for the number of nodes, fineness spots, strength product, and aperture ratio of the filter. The results are shown in Table 1.
[実施例2~6、比較例1~2]
図1に示す計量孔径(D1)7、計量孔長(L1)6、緩和孔径(D2)9、緩和孔長(L2)8を表1のとおり変更した以外は、実施例1と同様に紡糸、延伸を行い、ナイロン66モノフィラメントを得た。結果を表1に示す。 [Examples 2 to 6, Comparative Examples 1 to 2]
Spinning in the same manner as in Example 1 except that the measuring hole diameter (D1) 7, the measuring hole length (L1) 6, the relaxation hole diameter (D2) 9, and the relaxation hole length (L2) 8 shown in FIG. 1 were changed as shown in Table 1. , Stretching was performed to obtain a nylon 66 monofilament. The results are shown in Table 1.
図1に示す計量孔径(D1)7、計量孔長(L1)6、緩和孔径(D2)9、緩和孔長(L2)8を表1のとおり変更した以外は、実施例1と同様に紡糸、延伸を行い、ナイロン66モノフィラメントを得た。結果を表1に示す。 [Examples 2 to 6, Comparative Examples 1 to 2]
Spinning in the same manner as in Example 1 except that the measuring hole diameter (D1) 7, the measuring hole length (L1) 6, the relaxation hole diameter (D2) 9, and the relaxation hole length (L2) 8 shown in FIG. 1 were changed as shown in Table 1. , Stretching was performed to obtain a nylon 66 monofilament. The results are shown in Table 1.

[実施例7]
紡糸速度を表2のとおり変更した以外は、実施例1と同様に紡糸、延伸を行い、ナイロン66モノフィラメントを得た。結果を表2に示す。 [Example 7]
Nylon 66 monofilament was obtained by spinning and stretching in the same manner as in Example 1 except that the spinning speed was changed as shown in Table 2. The results are shown in Table 2.
紡糸速度を表2のとおり変更した以外は、実施例1と同様に紡糸、延伸を行い、ナイロン66モノフィラメントを得た。結果を表2に示す。 [Example 7]
Nylon 66 monofilament was obtained by spinning and stretching in the same manner as in Example 1 except that the spinning speed was changed as shown in Table 2. The results are shown in Table 2.
[実施例8]
紡糸口金の吐出孔数が2つであるものを使用し、溶融紡糸パックあたりのポリマー吐出量を15g/分となるように吐出量を調整し、図1に示す計量孔径(D1)7、計量孔長(L1)6、緩和孔径(D2)9、緩和孔長(L2)8を表2のとおり変更した以外は、実施例1と同様に紡糸、延伸を行い、ナイロン66モノフィラメントを得た。結果を表2に示す。 [Example 8]
Using a spinneret having two discharge holes, adjust the discharge amount so that the polymer discharge amount per melt spinning pack is 15 g / min, and measure the measuring hole diameter (D1) 7 shown in FIG. Nylon 66 monofilament was obtained by spinning and stretching in the same manner as in Example 1 except that the hole length (L1) 6, the relaxation hole diameter (D2) 9, and the relaxation hole length (L2) 8 were changed as shown in Table 2. The results are shown in Table 2.
紡糸口金の吐出孔数が2つであるものを使用し、溶融紡糸パックあたりのポリマー吐出量を15g/分となるように吐出量を調整し、図1に示す計量孔径(D1)7、計量孔長(L1)6、緩和孔径(D2)9、緩和孔長(L2)8を表2のとおり変更した以外は、実施例1と同様に紡糸、延伸を行い、ナイロン66モノフィラメントを得た。結果を表2に示す。 [Example 8]
Using a spinneret having two discharge holes, adjust the discharge amount so that the polymer discharge amount per melt spinning pack is 15 g / min, and measure the measuring hole diameter (D1) 7 shown in FIG. Nylon 66 monofilament was obtained by spinning and stretching in the same manner as in Example 1 except that the hole length (L1) 6, the relaxation hole diameter (D2) 9, and the relaxation hole length (L2) 8 were changed as shown in Table 2. The results are shown in Table 2.
[実施例9]
図2に示す紡糸装置を用い、第1ゴデローラー14で紡糸速度760m/分で引き取り、第2ゴデローラー15と第3ゴデローラー16間で4.1倍に延伸するとともに、第3、第4ゴデローラー(16,17)で170℃での熱処理を行い、巻取り装置18で3000m/分で巻き取った以外は、実施例1と同様に行い、ナイロン66モノフィラメントを得た。結果を表2に示す。 [Example 9]
Using the spinning device shown in FIG. 2, the first Gode roller 14 takes over at a spinning speed of 760 m / min, stretches 4.1 times between the second Gode roller 15 and the third Gode roller 16, and the third and fourth Gode rollers (16). , 17) was heat-treated at 170 ° C., and the same procedure as in Example 1 was carried out except that the windingdevice 18 was used for winding at 3000 m / min to obtain a nylon 66 monofilament. The results are shown in Table 2.
図2に示す紡糸装置を用い、第1ゴデローラー14で紡糸速度760m/分で引き取り、第2ゴデローラー15と第3ゴデローラー16間で4.1倍に延伸するとともに、第3、第4ゴデローラー(16,17)で170℃での熱処理を行い、巻取り装置18で3000m/分で巻き取った以外は、実施例1と同様に行い、ナイロン66モノフィラメントを得た。結果を表2に示す。 [Example 9]
Using the spinning device shown in FIG. 2, the first Gode roller 14 takes over at a spinning speed of 760 m / min, stretches 4.1 times between the second Gode roller 15 and the third Gode roller 16, and the third and fourth Gode rollers (16). , 17) was heat-treated at 170 ° C., and the same procedure as in Example 1 was carried out except that the winding
[比較例3]
流入孔2、計量孔3のみで構成された吐出孔であり、計量孔径(D1)、計量孔長(L1)、を表2のとおり変更した以外は、実施例1と同様に紡糸、延伸を行い、ナイロン66モノフィラメントを得た。結果を表2に示す。 [Comparative Example 3]
It is a discharge hole composed of only theinflow hole 2 and the measuring hole 3, and spinning and stretching are performed in the same manner as in the first embodiment except that the measuring hole diameter (D1) and the measuring hole length (L1) are changed as shown in Table 2. This was done to obtain a nylon 66 monofilament. The results are shown in Table 2.
流入孔2、計量孔3のみで構成された吐出孔であり、計量孔径(D1)、計量孔長(L1)、を表2のとおり変更した以外は、実施例1と同様に紡糸、延伸を行い、ナイロン66モノフィラメントを得た。結果を表2に示す。 [Comparative Example 3]
It is a discharge hole composed of only the

1:吐出孔
2:流入孔
3:計量孔
4:緩和孔
5:流入孔径
6:計量孔長(L1)
7:計量孔径(D1)
8:緩和孔長(L2)
9:緩和孔径(D2)
10:溶融紡糸パック
11:溶融紡糸口金
12:チムニー
13:給油ガイド
14:第1ゴデローラー
15:第2ゴデローラー
16:第3ゴデローラー
17:第4ゴデローラー
18:巻取り装置
19:ポリマー導入部
20:上部パックブロック
21:中間パックブロック
22:下部パックブロック
23:突出段部
24:砂濾材
25:焼結フィルター
26:金属線フィルター
27:耐圧板
28:ポリマー通過孔
29:パッキン
30:紡糸口金
31:吐出孔 1: Discharge hole 2: Inflow hole 3: Measuring hole 4: Relaxing hole 5: Inflow hole diameter 6: Measuring hole length (L1)
7: Measuring hole diameter (D1)
8: Relaxation hole length (L2)
9: Relaxation hole diameter (D2)
10: Molten spinning pack 11: Molten spinneret 12: Chimney 13: Refueling guide 14: 1st Gode roller 15: 2nd Gode roller 16: 3rd Gode roller 17: 4th Gode roller 18: Winding device 19: Polymer introduction part 20: Upper part Pack block 21: Intermediate pack block 22: Lower pack block 23: Protruding step 24: Sand filter medium 25: Sintered filter 26: Metal wire filter 27: Pressure plate 28: Polymer passage hole 29: Packing 30: Spinner 31: Discharge Hole
2:流入孔
3:計量孔
4:緩和孔
5:流入孔径
6:計量孔長(L1)
7:計量孔径(D1)
8:緩和孔長(L2)
9:緩和孔径(D2)
10:溶融紡糸パック
11:溶融紡糸口金
12:チムニー
13:給油ガイド
14:第1ゴデローラー
15:第2ゴデローラー
16:第3ゴデローラー
17:第4ゴデローラー
18:巻取り装置
19:ポリマー導入部
20:上部パックブロック
21:中間パックブロック
22:下部パックブロック
23:突出段部
24:砂濾材
25:焼結フィルター
26:金属線フィルター
27:耐圧板
28:ポリマー通過孔
29:パッキン
30:紡糸口金
31:吐出孔 1: Discharge hole 2: Inflow hole 3: Measuring hole 4: Relaxing hole 5: Inflow hole diameter 6: Measuring hole length (L1)
7: Measuring hole diameter (D1)
8: Relaxation hole length (L2)
9: Relaxation hole diameter (D2)
10: Molten spinning pack 11: Molten spinneret 12: Chimney 13: Refueling guide 14: 1st Gode roller 15: 2nd Gode roller 16: 3rd Gode roller 17: 4th Gode roller 18: Winding device 19: Polymer introduction part 20: Upper part Pack block 21: Intermediate pack block 22: Lower pack block 23: Protruding step 24: Sand filter medium 25: Sintered filter 26: Metal wire filter 27: Pressure plate 28: Polymer passage hole 29: Packing 30: Spinner 31: Discharge Hole
Claims (5)
- 繊維長手方向20万mに存在する、繊維径に対して135%以上の繊維径である節が1個以下であり、繊維径に対して80%以下の繊維径である細糸が1個以下であることを特徴とするポリアミドモノフィラメント。 One or less knots having a fiber diameter of 135% or more with respect to the fiber diameter and one or less fine yarn having a fiber diameter of 80% or less with respect to the fiber diameter existing in the fiber longitudinal direction of 200,000 m. Polyamide monofilament characterized by being.
- 繊維長手方向20万m測定したときの繊維径のCV%が1%以下であることを特徴とする請求項1に記載のポリアミドモノフィラメント。 The polyamide monofilament according to claim 1, wherein the CV% of the fiber diameter when measured at 200,000 m in the fiber longitudinal direction is 1% or less.
- 繊維長手方向20万mに存在する、繊維径に対して120%以上135%未満の繊維径である節が10個以下であり、繊維径に対して80%を超え、90%以下の繊維径である細糸が10個以下であることを特徴とする請求項1または請求項2に記載のポリアミドモノフィラメント。 There are 10 or less nodes having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter existing at 200,000 m in the fiber longitudinal direction, and the fiber diameter is more than 80% and 90% or less with respect to the fiber diameter. The polyamide monofilament according to claim 1 or 2, wherein the number of fine threads is 10 or less.
- 連続50回測定したときの強伸度積の最小値が、平均値の90%以上100%以下であることを特徴とする請求項1~3いずれかに記載のポリアミドモノフィラメント。 The polyamide monofilament according to any one of claims 1 to 3, wherein the minimum value of the strong elongation product when measured 50 times continuously is 90% or more and 100% or less of the average value.
- 繊度が6~50dtexであることを特徴とする請求項1~4いずれかに記載のポリアミドモノフィラメント。 The polyamide monofilament according to any one of claims 1 to 4, wherein the fineness is 6 to 50 dtex.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180027255.5A CN115427617B (en) | 2020-06-02 | 2021-05-27 | Polyamide monofilament |
| EP21817409.2A EP4141153A1 (en) | 2020-06-02 | 2021-05-27 | Polyamide monofilament |
| JP2021534684A JPWO2021246270A1 (en) | 2020-06-02 | 2021-05-27 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-095968 | 2020-06-02 | ||
| JP2020095968 | 2020-06-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021246270A1 true WO2021246270A1 (en) | 2021-12-09 |
Family
ID=78831094
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/020116 WO2021246270A1 (en) | 2020-06-02 | 2021-05-27 | Polyamide monofilament |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4141153A1 (en) |
| JP (1) | JPWO2021246270A1 (en) |
| CN (1) | CN115427617B (en) |
| WO (1) | WO2021246270A1 (en) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS549225B2 (en) * | 1971-08-09 | 1979-04-23 | ||
| JPH09209212A (en) * | 1996-01-04 | 1997-08-12 | Bayer Faser Gmbh | Abrasion-resistant melt-spun monofilament |
| JPH09268417A (en) | 1996-03-29 | 1997-10-14 | Toray Ind Inc | Spinneret for melt spinning and melt spinning using the same |
| JPH09511801A (en) * | 1995-02-09 | 1997-11-25 | ローヌ−プーラン ヴィスコスイス ソシエテ アノニム | Polyamide-6,6 monofilament for precision fabrics |
| JP2014231651A (en) | 2013-05-29 | 2014-12-11 | 東レ株式会社 | Method of producing polyamide monofilament |
| WO2019044449A1 (en) | 2017-08-30 | 2019-03-07 | 東レ株式会社 | Single component polyester monofilament for superfine high-mesh filter |
| WO2019208404A1 (en) * | 2018-04-25 | 2019-10-31 | 東レ株式会社 | Polyamide monofilament |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW371679B (en) * | 1996-02-21 | 1999-10-11 | Toray Industries | Method for producing coarse and fine polyesteramide staple |
| JP4042585B2 (en) * | 2002-02-18 | 2008-02-06 | 東レ株式会社 | Polyamide multifilament and brush comprising the same |
| CN104812949A (en) * | 2012-11-28 | 2015-07-29 | 东丽株式会社 | Polyamide crimped yarn for clothing and woven or knitted fabric for clothing comprising same |
-
2021
- 2021-05-27 CN CN202180027255.5A patent/CN115427617B/en active Active
- 2021-05-27 JP JP2021534684A patent/JPWO2021246270A1/ja active Pending
- 2021-05-27 EP EP21817409.2A patent/EP4141153A1/en active Pending
- 2021-05-27 WO PCT/JP2021/020116 patent/WO2021246270A1/en unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS549225B2 (en) * | 1971-08-09 | 1979-04-23 | ||
| JPH09511801A (en) * | 1995-02-09 | 1997-11-25 | ローヌ−プーラン ヴィスコスイス ソシエテ アノニム | Polyamide-6,6 monofilament for precision fabrics |
| JPH09209212A (en) * | 1996-01-04 | 1997-08-12 | Bayer Faser Gmbh | Abrasion-resistant melt-spun monofilament |
| JPH09268417A (en) | 1996-03-29 | 1997-10-14 | Toray Ind Inc | Spinneret for melt spinning and melt spinning using the same |
| JP2014231651A (en) | 2013-05-29 | 2014-12-11 | 東レ株式会社 | Method of producing polyamide monofilament |
| WO2019044449A1 (en) | 2017-08-30 | 2019-03-07 | 東レ株式会社 | Single component polyester monofilament for superfine high-mesh filter |
| WO2019208404A1 (en) * | 2018-04-25 | 2019-10-31 | 東レ株式会社 | Polyamide monofilament |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115427617A (en) | 2022-12-02 |
| CN115427617B (en) | 2024-02-09 |
| JPWO2021246270A1 (en) | 2021-12-09 |
| EP4141153A1 (en) | 2023-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7943071B2 (en) | Polyethylene terephthalate filament having high tenacity for industrial use | |
| TWI496966B (en) | Polyester monofilament, manufacturing process thereof, and manufacturing process for screen yarn using the same | |
| JP5780237B2 (en) | Polyamide ultrafine fiber and melt spinning method and apparatus thereof | |
| TW201630649A (en) | Polyphenylene sulfide monofilament and manufacturing method therefor, and package | |
| US7078096B2 (en) | Method for producing polyester extra fine multi-filament yarn and polyester extra fine false twist textured yarn, polyester extra fine multi-filament yarn, and polyester extra-fine false twist textured yarn | |
| TWI760592B (en) | Polyamide multifilament and lace fabric using same | |
| WO2021246270A1 (en) | Polyamide monofilament | |
| JP4905320B2 (en) | Method for producing polyamide monofilament | |
| JP6160250B2 (en) | Method for producing polyamide monofilament | |
| JP7275733B2 (en) | High strength polyamide monofilament | |
| JP2021161572A (en) | Fiber package made of polyphenylene sulfide monofilament, and method of producing the same | |
| JP2008208513A (en) | Production apparatus and production method of polyamide monofilament | |
| JP2010520384A (en) | Polyester yarn and woven fabric containing the same | |
| JP2006265758A (en) | Polyamide monofilament and method for producing the same | |
| JP4519649B2 (en) | Polyamide yarn method and polyamide yarn | |
| WO2023136307A1 (en) | Polyamide multifilament and fabric | |
| JP2022157916A5 (en) | ||
| JP2017155348A (en) | Polyamide fiber and fabric made thereof | |
| US7165963B2 (en) | Spinneret for producing circular cross section yarn and process for making the same | |
| JP2022156186A (en) | Melt-spinning apparatus and melt-spinning method | |
| JP4867205B2 (en) | Strings | |
| JPH1193015A (en) | Monofilament and its production | |
| JPS5847488B2 (en) | Multifilament yarn for knitting and weaving | |
| JPH0819565B2 (en) | Method for producing fine denier polyester fiber | |
| JPS6359413A (en) | Polyamide fiber of thick single fiber |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021534684 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21817409 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021817409 Country of ref document: EP Effective date: 20221122 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |