WO2021176910A1 - 合金部材の製造方法、合金部材、および合金部材を用いた製造物 - Google Patents
合金部材の製造方法、合金部材、および合金部材を用いた製造物 Download PDFInfo
- Publication number
- WO2021176910A1 WO2021176910A1 PCT/JP2021/003382 JP2021003382W WO2021176910A1 WO 2021176910 A1 WO2021176910 A1 WO 2021176910A1 JP 2021003382 W JP2021003382 W JP 2021003382W WO 2021176910 A1 WO2021176910 A1 WO 2021176910A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- atomic
- alloy
- less
- heat treatment
- alloy member
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/64—Treatment of workpieces or articles after build-up by thermal means
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0433—Nickel- or cobalt-based alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C30/00—Alloys containing less than 50% by weight of each constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/02—Selection of particular materials
- F04D29/023—Selection of particular materials especially adapted for elastic fluid pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/28—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps
- F04D29/284—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps for compressors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2203/00—Controlling
- B22F2203/11—Controlling temperature, temperature profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/15—Nickel or cobalt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/20—Refractory metals
- B22F2301/205—Titanium, zirconium or hafnium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/35—Iron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2304/00—Physical aspects of the powder
- B22F2304/05—Submicron size particles
- B22F2304/054—Particle size between 1 and 100 nm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/40—Heat treatment
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/10—Metals, alloys or intermetallic compounds
- F05D2300/17—Alloys
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- the present invention relates to a method for manufacturing an alloy member manufactured by a laminated molding method, an alloy member obtained by this manufacturing method, and a product using the alloy member.
- High high entropy alloy
- MPEA multi-principal element alloy
- Patent Document 1 contains each element of Co, Cr, Fe, Ni, and Ti in the range of 5 atomic% or more and 35 atomic% or less, and Mo in the range of more than 0 atomic% and 8 atomic% or less.
- an alloy member having a chemical composition in which the balance is composed of unavoidable impurities and in which extremely small particles having an average particle size of 100 nm or less are dispersed and precipitated in the parent phase crystal grains.
- Patent Document 1 by subjecting a modeling member produced by a laminated molding method to a predetermined heat treatment, a fine structure in which nanoscale microparticles are dispersed and precipitated in the matrix crystal grains can be obtained, and as a result, It is said that it is possible to provide an alloy member in which the tensile strength is improved, the ductility is significantly improved, and the corrosion resistance is improved.
- an object of the present invention to provide an alloy member produced by additive manufacturing method using alloy powder, which has excellent mechanical properties and corrosion resistance, and further has improved hardness and wear resistance.
- the purpose is to provide the manufacturing method.
- Another object of the present invention is to provide a method for manufacturing an alloy member having higher mechanical properties. Further, it is an object of the present invention to provide a product using this alloy member, which has excellent mechanical properties and excellent corrosion and wear resistance.
- the method for producing an alloy member of the present invention contains each element of Co, Cr, Fe, Ni, and Ti in the range of 5 atomic% or more and 35 atomic% or less, and Mo in the range of more than 0 atomic% and 8 atomic% or less.
- the molding member (modeling member A) formed in the laminated molding step is heated between the laminated molding step and the aging heat treatment step, and the temperature is 1080 ° C.
- the modeling member (modeling member A) is heated between the laminated molding step and the aging heat treatment step, and the temperature range is 1080 ° C. or higher and 1180 ° C. or lower.
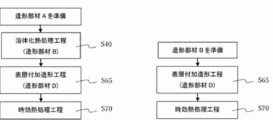
- a surface layer addition molding step of forming a melting / solidifying layer on the surface layer portion of the molding member (modeling member B) that has undergone the cooling step by a molding method (the molding member obtained in this step is referred to as a molding member D). It is a manufacturing method of an alloy member having.
- the alloy member of the present invention contains each element of Co, Cr, Fe, Ni, and Ti in the range of 5 atomic% or more and 35 atomic% or less, and Mo in the range of more than 0 atomic% and 8 atomic% or less.
- the balance is an alloy member composed of unavoidable impurities, and has a microcell structure with an average diameter of 10 ⁇ m or less in at least the crystal grains on the surface layer, and the surface density at the boundary of the microcell structure is higher than that inside the microcell structure. It is an alloy member having dislocations and characterized in that ultrafine particles having an average particle size of 50 nm or less are dispersed and precipitated at least inside the microcell structure.
- the present invention is a product using the above-mentioned alloy member.
- the product can be an impeller of a fluid machine, a screw of an injection molding machine, or a mold.
- an alloy member having excellent mechanical properties and corrosion resistance, further improved hardness and wear resistance, and a method for producing the same Further, it is possible to provide a method for manufacturing an alloy member having higher mechanical properties. Further, it is possible to provide a product using this alloy member, which has excellent mechanical properties and excellent corrosion and wear resistance.
- An example of the fine structure of the alloy member according to the comparative example is (a) a scanning electron microscope image (SEM image) and (b) a scanning transmission electron microscope image (STEM image). It is a process drawing which shows another example of the manufacturing method of the alloy member which concerns on this invention. It is a process drawing which shows still another example of the manufacturing method of the alloy member which concerns on this invention. It is a schematic diagram which shows an example of the cross-sectional view of the microstructure of the 2nd alloy member (modeling member C or modeling member D) which concerns on this invention. It is a figure which shows the relationship between the aging heat treatment temperature and hardness which concerns on this invention.
- the alloy member is a metal laminated molding member manufactured by a laminated molding method (also referred to as an additional manufacturing method), and may be simply referred to as a molding member below.
- the present inventors have repeatedly investigated and studied the relationship between the fine structure of the alloy member derived from the manufacturing method and various properties.
- the shaped member as it is shaped exceeds 500 ° C. with at least a molten solidified structure on the surface layer.
- aging heat treatment in the present invention an aging treatment step of keeping the temperature in a temperature range of less than 900 ° C.
- a cell-like region having an average diameter of 10 ⁇ m or less (book) was finely divided by a network of dislocations having a higher density than the surroundings inside the crystal grains composed of columnar crystals generated by the laminated molding method.
- it is called a microcell structure
- microparticles with an average particle size of 50 nm or less which are smaller than the microparticles in the crystal grains of the matrix other than the microcell structure, are generated in the microcell structure.
- the dislocation is a linear crystal defect contained in the crystal, and is a site where the atomic arrangement is locally changed.
- each element of Co, Cr, Fe, Ni, and Ti is contained in the range of 5 atomic% or more and 35 atomic% or less, and Mo is contained in the range of more than 0 atomic% and 8 atomic% or less, and the balance is an unavoidable impurity.
- Aged heat treatment in which a molding member A is obtained by a laminated molding method using an alloy powder composed of the above, and the molding member A is held in a temperature range of more than 500 ° C and less than 900 ° C with a melt-solidified structure at least on the surface layer portion. Is given.
- the present invention is characterized in that the shaped member as it is laminated and shaped is directly subjected to aging heat treatment without going through the solution heat treatment step, whereby the hardness is improved.
- the ductility of this alloy member is lower than that obtained through the solution heat treatment step, the alloy member is excellent in tensile strength.
- it has excellent corrosion resistance, its hardness is further improved, and it is particularly suitable for applications requiring wear resistance. This point is different from Patent Document 1.
- the basics of the manufacturing method of the present invention are as described above, but as a different manufacturing method of the present invention, there is a mode in which a new melting / solidifying step is additionally carried out on the preliminarily obtained molding member.
- the molding member A obtained in advance is subjected to a solution heat treatment for holding at 1080 ° C. or higher and 1180 ° C. or lower.
- a solution heat treatment for holding at 1080 ° C. or higher and 1180 ° C. or lower.
- a modeling member C (hereinafter, may be referred to as a remelting modeling member C) is obtained by remelting and solidifying the surface layer portion of the modeling member B using a laser beam or the like.
- the modeling member C is subjected to the above-mentioned aging heat treatment in a state where at least the surface layer portion has a melt-solidified structure, and the average particle size of the microcell structure of the surface layer portion is 50 nm, which is smaller than the microparticles in the matrix crystal grains.
- the following ultrafine particles are dispersed and precipitated to impart hardness. Therefore, according to this embodiment, in addition to the first embodiment, it is possible to obtain an alloy member having higher mechanical properties and improved hardness of the surface layer portion.
- a layered manufacturing method (re-layered modeling step) is performed on the previously obtained modeling member B by the method of (ii) above, and the surface layer portion of the modeling member B is subjected to.
- a modeling member D (hereinafter, may be referred to as a surface layer additional modeling member D) on which a new melted / solidified layer is formed is obtained.
- the modeling member D is subjected to the above-mentioned aging heat treatment in a state where at least the surface layer portion has a melt-solidified structure, and the average particle size of the microcell structure of the surface layer portion is 50 nm, which is smaller than the microparticles in the matrix crystal grains.
- the following ultrafine particles are dispersed and precipitated to impart hardness. Therefore, even with this embodiment, it is possible to obtain an alloy member having higher mechanical properties and improved hardness of the surface layer portion.
- the manufacturing methods (ii) and (iii) above selectively carry out additional melting and solidification steps on the pre-obtained (manufactured) modeling member.
- the remelt molding member C in the second embodiment and (iii) the surface layer addition molding member D in the third embodiment are (i) the molding member A in the first embodiment and at least the surface layer portion is a microcell. It is a solidified structure having a structure, and is common in that it is heat-treated by aging without undergoing solution treatment.
- These manufacturing methods correspond to the manufacturing methods of alloy members having higher mechanical properties in the present invention.
- this manufacturing method it is possible to selectively manufacture an alloy member according to the application, such as an application that requires wear resistance exclusively, or an application that requires not only wear resistance but also mechanical properties. Therefore, as the production process is shortened, the variety of products expands, which is beneficial for production control.
- a laser beam or an electron beam can be used as a heat source used in the additive manufacturing method in the additive manufacturing process and the re-additive manufacturing process. This makes it possible to perform laminated molding in an inert gas atmosphere or in a vacuum, and it is possible to reduce the mixing of impurities such as oxygen and nitrogen in the alloy member due to the atmosphere.
- a material supply method of the additive manufacturing method in the additive manufacturing process and the re-additive manufacturing process a supply method by a powder bed (powder bed) and a direct metal deposition method of ejecting powder directly to a molten portion, for example, a laser beam The powder overlay method can be used. This makes it possible to support both the powder bed method, which has an excellent degree of freedom in shape, and the direct metal deposition method, which supports local modeling.
- the alloy member of the present invention is (Vi) Each element of Co, Cr, Fe, Ni, and Ti is contained in the range of 5 atomic% or more and 35 atomic% or less, and Mo is contained in the range of more than 0 atomic% and 8 atomic% or less, and the balance is an unavoidable impurity. It is an alloy member composed of, and has a microcell structure having an average diameter of 10 ⁇ m or less in at least the crystal grains of the surface layer portion, and has dislocations having a higher surface density than the inside of the microcell structure at the boundary portion of the microcell structure. In addition, ultrafine particles having an average particle size of 50 nm or less are dispersed and precipitated at least inside the microcell structure. Having such a structure improves hardness.
- Ti is concentrated at the boundary of the microcell structure of the parent phase.
- dislocations can remain more stable because the lattice strain at the atomic level becomes larger than the surroundings.
- at least a part of the concentrated Ti is expected to have an effect of further inhibiting the movement of dislocations by transforming into ultrafine particles and other intermetallic compounds by aging heat treatment, which is effective in increasing hardness.
- the crystal structure of the parent phase has at least one of a face-centered cubic structure and a simple cubic structure. Such a crystal structure is effective in imparting ductility required as a matrix in that it is excellent in deformability.
- the alloy member has excellent hardness and can have a Vickers hardness of 550 HV or more.
- the alloy member according to the above-mentioned production methods (ii) and (iii) has a surface layer portion having a hardness of more than 550 HV in a base body having a tensile strength of 1100 MPa or more and a breaking elongation of 10% or more.
- the manufacturing method (i) also provides a breaking elongation of 5% or more and a tensile strength of 1500 MPa or more. Corrosion resistance is also superior to that of corrosion-resistant stainless steel. As described above, this alloy member is excellent in mechanical properties and hardness.
- FIG. 1 is a process diagram showing an example of a method for manufacturing an alloy member according to an embodiment of the present invention.
- the manufacturing method of the present invention is characterized by a laminated molding step and an aging heat treatment step.
- a laminated molding step and an aging heat treatment step.
- an alloy powder 20 having a desired HEA composition (Co-Cr-Fe-Ni-Ti-Mo) is prepared.
- the alloy powder 20 to be used can be obtained, for example, by an atomizing method.
- the atomizing method There are no particular restrictions on the atomizing method, and the conventional method can be used.
- a gas atomizing method vacuum gas atomizing method, electrode induction dissolution type gas atomizing method, etc.
- a centrifugal force atomizing method disk atomizing method, plasma rotating electrode atomizing method, etc.
- a plasma atomizing method or the like can be preferably used.
- the HEA composition of the present invention contains 5 elements of Co, Cr, Fe, Ni, and Ti as main components in the range of 5 atomic% or more and 35 atomic% or less, respectively, and Mo as a sub component is more than 0 atomic% and 8 atomic% or less.
- the balance is composed of unavoidable impurities.
- the chemical composition is as follows: Co is 20 atomic% or more and 35 atomic% or less, Cr is 10 atomic% or more and 25 atomic% or less, Fe is 10 atomic% or more and 25 atomic% or less, and Ni is 15 atomic% or more and 30 atomic% or less. In the following, Ti may be contained in an amount of 5 atomic% or more and 15 atomic% or less.
- the chemical composition is as follows: Co is 25 atomic% or more and 33 atomic% or less, Cr is 15 atomic% or more and 23 atomic% or less, Fe is 15 atomic% or more and 23 atomic% or less, and Ni is 17 atomic% or more and 28 atomic% or less.
- Ti may be contained in an amount of 5 atomic% or more and 10 atomic% or less, and Mo may be contained in an amount of 1 atomic% or more and 7 atomic% or less.
- the chemical composition is as follows: Co is 25 atomic% or more and less than 30 atomic%, Cr is 15 atomic% or more and less than 20 atomic%, Fe is 15 atomic% or more and less than 20 atomic%, and Ni is 23 atomic% or more and 28 atomic% or more.
- Ti may be contained in an amount of 7 atomic% or more and 10 atomic% or less, and Mo may be contained in an amount of 1 atomic% or more and 7 atomic% or less.
- the chemical composition is as follows: Co is 30 atomic% or more and 33 atomic% or less, Cr is 20 atomic% or more and 23 atomic% or less, Fe is 20 atomic% or more and 23 atomic% or less, and Ni is 17 atomic% or more and 23 atomic% or less. Less than, Ti may be contained in an amount of 5 atomic% or more and less than 7 atomic%, and Mo may be contained in an amount of 1 atomic% or more and 3 atomic% or less. Controlling to these composition ranges is more effective in achieving both improvement in ductility and improvement in tensile strength.
- Co is more preferably 25 atomic% or more and less than 30 atomic%
- Cr is more preferably 15 atomic% or more and less than 20 atomic%
- Fe is 15 atoms.
- % Or more and less than 20 atomic% is more preferable
- Ni is more preferably 23 atomic% or more and 28 atomic% or less
- Ti is more preferably 7 atomic% or more and 10 atomic% or less
- Mo is more preferably 1 atomic% or more and 7 atomic% or less. preferable.
- Co is more preferably 30 atomic% or more and 33 atomic% or less
- Cr is more preferably 20 atomic% or more and 23 atomic% or less
- Fe is 20 atoms.
- % To 23 atomic% is more preferable, Ni is more preferably 17 atomic% or more and less than 23 atomic%, Ti is more preferably 5 atomic% or more and less than 7 atomic%, and Mo is more preferably 1 atomic% or more and 3 atomic% or less. preferable.
- Co is 26.7 atomic%
- Cr is 17.9 atomic%
- Fe is 17.9
- Ni should be 26.8 atomic%
- Ti should be 8.9 atomic%
- Mo should be 1.8 atomic%
- Co may be 28.0 atomic%
- Cr may be 19.7 atomic%
- Fe may be 17.6 atomic%
- Ni may be 23.4 atomic%
- Ti may be 8.9 atomic%
- Mo may be 2.4 atomic%.
- Each composition corresponds to the composition range when the improvement of the tensile strength is prioritized, but the composition can be made in consideration of the improvement of ductility by increasing Co and Cr in P2 as compared with P1. ..
- the average particle size of the alloy powder 20 is preferably 10 ⁇ m or more and 200 ⁇ m or less from the viewpoint of handleability and filling property.
- the suitable average particle size differs depending on the laminating method used in this method.
- the selective laser melting method (SLM) is 10 ⁇ m or more and 50 ⁇ m or less
- the electron beam melting method (Electron Beam Melting: EBM) is used. More preferably, it is 45 ⁇ m or more and 105 ⁇ m or less.
- the laser beam powder overlay method Laser Metal Deposition: LMD
- it is preferable that the thickness is 50 ⁇ m or more and 150 ⁇ m or less.
- the alloy powder 20 tends to fly up in the next step of the laminated molding step, which may cause a decrease in the shape accuracy of the alloy laminated model.
- the average particle size exceeds 200 ⁇ m, the surface roughness of the laminated model may increase or the alloy powder 20 may be insufficiently melted in the next layered modeling step.
- an alloy additive manufacturing body having a desired shape (hereinafter, simply referred to as a modeling member) 101 by a metal powder additive manufacturing method (hereinafter, simply referred to as a layered manufacturing method) using the alloy powder 20 prepared above.
- a metal powder additive manufacturing method (hereinafter, simply referred to as a layered manufacturing method) using the alloy powder 20 prepared above.
- the laminated molding method that forms a near-net-shaped alloy member by melting and solidifying (called melting and solidification)
- a modeling member with a hardness equal to or higher than that of a forged material and a three-dimensional complex shape is produced. can do.
- the laminated molding method a laminated molding method using the SLM method, the EBM method, and the LMD method can be preferably used.
- FIG. 2 is a schematic view showing the configuration of the powder additive manufacturing apparatus 100 of the SLM method.
- the stage 102 is lowered by the thickness of one layer (for example, about 20 to 50 ⁇ m) of the modeling member 101 to be laminated.
- the alloy powder 105 is supplied from the powder supply container 104 onto the base plate 103 on the upper surface of the stage 102, and the alloy powder 105 is flattened by the recoater 160 to form a powder bed 107 (layered powder).
- the laser beam 109 output from the laser oscillator 108 is passed through the galvanometer mirror 110 to the unmelted powder on the base plate 103.
- 2D slice-shaped solidification layer 112 is formed by irradiating the surface to form a micro-melting pond and moving the micro-melting pond to sequentially melt and solidify.
- the unmelted powder is collected in the collection container 111. By repeating this operation and laminating, the modeling member 101 is manufactured.
- the modeling member 101 is manufactured integrally with the base plate 103, and is covered with unmelted powder. At the time of taking out, after the irradiation of the laser beam is completed and the powder and the modeling member 101 are sufficiently cooled, the unmelted powder is collected, and the modeling member 101 and the base plate 103 are taken out from the powder additive manufacturing device 100. After that, the modeling member 101 is cut from the base plate 103 to obtain the modeling member 101 (corresponding to the modeling member A).
- the matrix of the modeling member 101 had a structure in which fine columnar crystals (average width 50 ⁇ m or less) were forested along the stacking direction of the modeling member 101 (so-called quenching solidification structure).
- quenching solidification structure a structure in which fine columnar crystals (average width 50 ⁇ m or less) were forested along the stacking direction of the modeling member 101.
- microcell structures with an average diameter of 10 ⁇ m or less were formed inside the fine columnar crystals.
- the microcell structure refers to an elliptical or rectangular solidified structure that appears by electrolytic etching with oxalic acid or the like.
- FIG. 3 is a schematic view showing the configuration of the powder additive manufacturing apparatus 200 of the LMD method.
- the optical system is focused on the surface layer portion of the modeling member 303 to be laminated, and the alloy powder 105 is ejected and supplied from the powder supply container 201 toward the laser focal portion.
- the laser beam or electron beam 203 output from the laser oscillator 202 via the laser head portion 206 is modeled on the base plate 205.
- a solidification layer 112 is formed on the irradiation path by irradiating the member to form a micro-melting pond and moving the micro-melting pond to sequentially melt and solidify.
- the modeling member 101 (corresponding to the modeling member A) is manufactured.
- the molten portion can be formed on the surface layer portion by scanning the laser beam or the electron beam on the modeling member 303 without ejecting and supplying the alloy powder 105.
- FIG. 1 An example of aging heat treatment is shown in FIG.
- the above-mentioned modeling member 101 is heated and subjected to aging heat treatment to maintain it in a temperature range in which ultrafine particles are likely to increase, for example, in a temperature range of more than 500 ° C and less than 900 ° C.
- aging heat treatment above the operating temperature of the modeling member, it is possible to obtain a member that causes almost no decrease in hardness when used in a temperature range below the temperature of the aging heat treatment. Can be done.
- aging heat treatment For members that require wear resistance at high temperatures, it is preferable to perform aging heat treatment at a temperature higher than the temperature at which the modeling member is used. Further, when the surface treatment is applied to impart wear resistance, the surface treatment temperature is often high. In that case, it is preferable to perform aging heat treatment at a surface treatment temperature or higher.
- the temperature of the aging heat treatment for increasing the hardness of the laminated model is preferably 600 ° C. or higher and 850 ° C. or lower, and more preferably 650 ° C. or higher and 800 ° C. or lower.
- the holding time should be 0.5 hours or more and 24 hours or less. It is preferably set to 0.5 hours or more and 8 hours or less, and more preferably 1 hour or more and 8 hours or less. If it is 0.5 hours or more, the effect of improving the strength can be obtained, and if it is 24 hours or less, it is possible to suppress the formation of hexagonal precipitates that cause deterioration of corrosion resistance.
- nanoscale ultrafine particles having an average particle size of 50 nm or less can be generated in the microcell structure described later, and the strength can be improved.
- the cooling step after the aging heat treatment is not particularly limited, but if it is held for a long time in the vicinity of the aging heat treatment temperature, nanoscale ultrafine particles may be excessively generated. Cool to room temperature.
- FIG. 4 is an example, and the heat treatment pattern can be variously changed.
- the temperature raising process in the aging heat treatment for example, if the temperature rising rate is 5 ° C./min or more, the residence temperature in the intermediate temperature range where it is difficult to adjust the precipitation amount can be shortened, which is preferable. It is preferably 10 ° C./min or higher.
- the upper limit is not particularly limited, but is about 1000 ° C./min or less from the viewpoint of ensuring temperature uniformity in the modeling member 101, particularly prevention of generation of overheated parts.
- ultrafine particles are generated in the microcell structure having an average diameter of 10 ⁇ m or less. Its average particle size is 50 nm or less, which is smaller than the tiny particles in the parent phase crystal grains described below.
- the lower limit of the average particle size is not particularly limited, but is, for example, about 2 nm, preferably 3 nm, and more preferably 5 nm.
- the preferred upper limit is about 30 nm, more preferably 20 nm, and even more preferably 10 nm.
- the average particle size of the ultrafine particles is 2 nm or more and 50 nm or less, the hardness can be increased.
- ductility decreases when the average particle size of ultrafine particles exceeds 50 nm.
- the size of the ultrafine particles an image containing the ultrafine particles is acquired by a high-magnification observation means represented by a transmission electron microscopy or a high-resolution scanning electron microscopy, and the inscribed circle diameter of the ultrafine particles is obtained.
- the average value of the circumscribing circle diameters is used as the particle size of the ultrafine particles, and the average value of the particle sizes of 20 ultrafine particles is used as the average particle size.
- FIG. 5 shows an example of the fine structure of the alloy member (aging heat-treated material: M1-650AG) according to the present invention, which will be described later, and (a) and (b) are scanning electron microscope images (SEM images) and (c). (d) is a scanning transmission electron microscope image (STEM image).
- the alloy member of the present invention has a matrix structure 2 mainly composed of columnar crystals having a crystal grain size of 20 ⁇ m or more and 150 ⁇ m or less (average crystal grain size of 100 ⁇ m or less) ( Since it is difficult to distinguish in this figure, one tissue is shown by a broken line).
- the average crystal grain size is the average of 10 crystal grains measured by the cutting method using an SEM image with a magnification of 500 times. Further, although not shown in the SEM image of (a), a microcell structure having an average diameter of 10 ⁇ m or less is formed inside the tissue. For example, it can be said that the interval indicated by the arrow in the enlarged image of (b) indicates the diameter of the microcell structure. Then, in the SEM-EDS image of (b), the concentration of Ti was confirmed at the boundary portion 3 of the microcell structure shown by the white bright part.
- the brighter region shows the inside of the microstructure
- the boundary portion 3 of the microstructure is shown by a black line having a higher density than the inside. It has a dislocation 4 that is Therefore, by confirming the concentrated portion where black streaks are gathered more than the inside of the microstructure by the STEM image, it can be identified that the dislocation has a higher surface density than the inside of the tissue. Further, it was confirmed that a precipitate 5 made of an intermetallic compound was formed at the boundary portion 3 of another microcell structure. In the higher magnification (d) STEM image, ultrafine particles 6 having an average particle size of about 3 nm were confirmed.
- the element mapping image of this region by STEM-EDX is shown in the upper right of (d), and it was confirmed that the above-mentioned ultrafine particles 6 are particles in which Ni and Ti are concentrated.
- (e) is a schematic representation of the microstructure. As described above, this microstructure has a microcell structure in the crystal grains of the surface layer portion, and black streaky dislocations having a higher surface density than the inside of the microcell structure are formed at the boundary portion 3 of the microcell structure. Has 4. Further, it was found that the microcell structure was a structure in which ultrafine particles 6 were dispersed and precipitated.
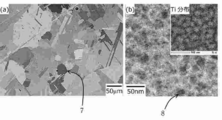
- FIG. 6 shows an example of the fine structure of the alloy member (solution treatment material: M1-S) related to the comparative example described later, in which (a) is a scanning electron microscope image (SEM image) and (b). Is a scanning transmission electron microscope image (STEM image).
- the alloy member M1 (without solution heat treatment and without aging heat treatment) of the comparative example is a parent phase crystal mainly composed of columnar crystals having a crystal grain size of 20 ⁇ m to 150 ⁇ m (average crystal grain size of 100 ⁇ m or less) as in FIG. 5 (a). It had a structure, and a microcell structure with an average diameter of 10 ⁇ m or less was formed inside. As shown in FIG.
- M1-S (with solution heat treatment and without aging heat treatment) is a matrix mainly composed of equiaxed crystals with a crystal grain size of 50 ⁇ m to 150 ⁇ m (average crystal grain size of 100 ⁇ m or less). It had a structure (crystal grain) 7. It was confirmed that the columnar crystals were recrystallized into equiaxed crystals by the solution heat treatment. Further, in M1-S, as shown in FIG. 6 (b), extremely small particles 8 having an average particle size of 20 to 30 nm were observed in the crystal grains of the matrix phase. The element mapping image by STEM-EDX is also shown in (b), and it was confirmed that the microparticles 8 are particles in which Ni and Ti are concentrated. In the alloy member M1, only the microcell structure having dislocations was observed, and no clear ultrafine particles having a particle size of 3 nm or more were observed.
- the manufacturing method according to another embodiment of the present invention can be started by preparing the preliminarily obtained modeling member A.
- the modeling member A one obtained after the above-mentioned extraction step may be used, or one separately manufactured in advance may be used.
- the modeling member A is subjected to the following solution heat treatment to obtain a modeling member B having a matrix structure mainly composed of equiaxed crystals.
- the surface layer of the modeling member B is melted and solidified by a laser beam or an electron beam to form a new solidified layer.
- the solidified layer can be formed by scanning the laser beam or the electron beam on the modeling member B without ejecting and supplying the alloy powder.
- Such a remelting / solidifying step is carried out to obtain a remelting modeling member C.
- This remelt molding member C forms a melt-solidified structure containing a microcell structure having a diameter of 10 ⁇ m or less on the surface layer on a mother body having excellent corrosion resistance and mechanical properties.
- this manufacturing method may start from the preparation of the preliminarily obtained modeling member A, or the modeling member B having a matrix structure mainly composed of equiaxed crystals is subjected to solution heat treatment. You can also start by preparing in advance. As the modeling member B, one obtained after the solution heat treatment step may be used, or one separately manufactured in advance may be used.
- a surface layer addition molding process is performed on the modeling member B by subjecting it to a layered manufacturing method using a laser or an electron beam to form a new solidification layer by melting and solidifying on the surface layer portion, and the surface layer addition modeling member (modeling member D) is formed. obtain.
- the molding member D By directly subjecting the molding member D to aging heat treatment, it is possible to obtain an alloy member having more excellent tensile strength and ductility mechanical properties and improved hardness.
- the hardness of the surface layer of the second alloy member manufactured by the above remelting / solidifying step or the manufacturing method using the surface layer addition molding step is improved. That is, as shown in FIG. 9, a matrix structure mainly composed of equiaxed crystals having excellent toughness and ductility is arranged inside the alloy member 101a, and a microcell structure and the inside 101a of the alloy member are arranged on the surface layer portion 101b. It is possible to provide a structure in which ultrafine particles smaller than the ultrafine particles contained in the above coexist. As a result, as described above, the mechanical properties of tensile strength and ductility are more excellent, and in addition, the alloy member has improved hardness.
- the solution heat treatment will be described below.
- the holding temperature in the solution heat treatment shall be in the temperature range of 1080 ° C or higher and 1180 ° C or lower (1080 ° C to 1180 ° C). It is preferably 1100 ° C. or higher and 1140 ° C. or lower, and more preferably 1110 ° C. or higher and 1130 ° C. or lower.
- 1080 ° C or higher hexagonal precipitates that lead to embrittlement are precipitated and are difficult to remain.
- defects such as coarsening of crystal grain size and partial melting are less likely to occur.
- the holding time at the maximum temperature is preferably 0.5 hours or more and 24 hours or less, preferably 0.5 hours or more and 8 hours or less, and more preferably 1 hour or more and 4 hours or less.
- it is 0.5 hours or more, the formation of hexagonal precipitates in the modeling member 101 can be suppressed, and when it is 24 hours or less, the coarsening of the crystal grain size can be suppressed.
- the temperature range in which hexagonal precipitates are likely to occur (for example, from 800 ° C. to 1080 ° C.) is swift, and if the temperature rise rate is, for example, 5 ° C./min or more, hexagonal crystals It is preferable because the amount of precipitates of the above can be reduced before the heat treatment. It is preferably 10 ° C./min or higher.
- the upper limit is not particularly limited, but is about 1000 ° C./min from the viewpoint of ensuring temperature uniformity in the modeling member 101, particularly prevention of occurrence of overheated parts.
- the solid solution limit of the alloy is not clear, and extremely small particles having an average particle size of 100 nm or less are dispersed and precipitated on the alloy member which is the final product. Therefore, the heat treatment as described above is performed. Can be said to be a pseudo-solution heat treatment. However, in the present specification, these are included and simply referred to as solution heat treatment.
- a cooling step is performed on the modeling member after the solution heat treatment step.
- the cooling step it is preferable to cool at least the temperature range from the holding temperature to 800 ° C. at a cooling rate of 110 ° C./min or more and 2400 ° C./min or less in the heat treatment.
- the cooling rate is preferably 110 ° C./min or more and less than 600 ° C./min, and more preferably 200 ° C./min or more and less than 600 ° C./min. Cooling in this range can be adjusted by gas cooling using, for example, an inert gas such as nitrogen, argon or helium.
- the cooling rate is 600 ° C./min or more and 2400 ° C./min or less, more preferably 1000 ° C./min or more and 2000 ° C./min or less. Cooling in this range can be adjusted by, for example, liquid cooling using a salt bath, quenching oil, an aqueous polymer solution, or the like. If the cooling rate is less than 110 ° C./min (for example, furnace cooling or air cooling treatment), hexagonal precipitates are likely to be generated from the grain boundaries, which may cause a problem that corrosion resistance is lowered.
- a cooling rate exceeding 2400 ° C./min for example, immersion cooling in a water tank
- deformation of the modeling member due to temperature unevenness that occurs during rapid cooling may become a problem.
- a manufacturing method is appropriately selected, such as a laminated model body subjected to aging heat treatment or a laminated model body subjected to solution heat treatment and aging heat treatment, to obtain mechanical properties and wear resistance according to the application. be able to.
- the modeling member A and the modeling member B can be separately manufactured and prepared. Since the modeling member A and the modeling member B can be appropriately used according to the desired product and the production time, the production control can be rationalized and the production can be performed at low cost. Examples of applications are fluid machine impellers, injection molding machine screws, oil well drilling equipment and injection molding screws and cylinders, turbine wheels for generators, compressor impellers, chemical plant valves and joints, heat.
- Example 1 (Preparation of HEA powder P1 to P2)
- the raw materials were mixed according to the nominal composition shown in Table 1, and an alloy powder was produced from the molten metal by the vacuum gas atomizing method.
- the obtained alloy powder was classified by sieving and sorted so that the particle size was 10 ⁇ m or more and 53 ⁇ m or less and the average particle size (d50) was about 35 ⁇ m, and HEA powders P1 and P2 were prepared.
- the reason why the compositions of P1 and P2 were selected is that they were particularly excellent in mechanical properties related to strength and ductility in the preliminary study by the inventor.
- a powder having the composition disclosed in the above-mentioned International Publication No. 2019/031577 can also be used.
- the laser output during laminated molding was set to 300 W based on a preliminary study by the inventor, the laser scanning speed was set to 1000 mm / sec, and the scanning interval was set to 0.11 mm.
- the laminated thickness of each layer was set to about 0.04 mm.
- a modeling member M1 (corresponding to the modeling member A) was obtained.
- Various heat treatments were applied to the modeling member M1 to prepare each alloy member.
- the modeling member M1 was subjected to aging heat treatment as it was.
- a sample cooled with high-pressure nitrogen gas having a set pressure of 0.5 MPa was sampled using a vacuum furnace, heated at a heating rate of 10 ° C./min, held at 500 ° C. for 8 hours, and then cooled with M1-500AG. And said.
- the sample cooled with nitrogen gas was similarly cooled with M1-600AG, M1-650AG, M1-700AG, and M1-. It was set to 800AG and M1-900AG.
- a modeling member M2 (corresponding to modeling member A) was obtained through a laminated modeling step S30 and an extraction step S50 in the same manner as described above.
- the modeling member M2 was subjected to the aging heat treatment step S70 to prepare M2-500AG, M2-600AG, M2-650AG, M2-700AG, M2-800AG, and M2-900AG.
- M2-S (corresponding to modeling member B) was produced by performing only solution heat treatment on the modeling member M2.
- M1 (M2) -RM650AG ⁇ Making alloy member M1 (M2) -RM650AG>
- M1-S corresponding to the modeling member B
- a remelting / solidification step S60 for forming the solidified layer was performed to obtain a modeling member (corresponding to modeling member C).
- the temperature was raised at a heating rate of 10 ° C./min, held at 650 ° C. for 8 hours, cooled with high-pressure nitrogen gas having a set pressure of 0.5 MPa, and subjected to the aging heat treatment step S70.
- the remelting / solidifying step S60 and the aging heat treatment step S70 were carried out in the same manner as described above to prepare M2-RM650AG.
- ⁇ Making alloy member M1 (M2) -LD650AG> A laser beam powder overlay method (LMD method) using P1 powder was carried out on the previously obtained M1-S (corresponding to modeling member B), and a new molten / solidified layer was added to the surface layer of the M1-S (corresponding to the modeling member B).
- a surface layer addition molding step S65 in which only the layers were laminated and molded was performed to obtain a molding member (corresponding to the molding member D).
- the molding conditions were a laser output of 1.0 kW, a scanning speed of 1000 mm / min, a scanning interval of 2.0 mm, and a powder supply amount of 14 g / min.
- the matrix structure of the alloy members M1 and M2 without aging heat treatment has a structure in which fine columnar crystals having an average crystal grain size of 100 ⁇ m or less stand along the stacking direction of the laminated model (so-called local structure). It had a quenching solidification structure).
- the columnar crystal referred to here is defined as a crystal in which the ratio of the major axis length of the crystal grain to the minor axis length is 2 or more. Then, a microcell structure having a diameter of 10 ⁇ m or less was formed inside each crystal grain.
- M2-700AG, M2-800AG, M2-900AG the matrix structure is composed of columnar crystals and has a microcell structure, but when the aging heat treatment is 900 ° C, the microcell structure disappears and the inside of the crystal grains The ultrafine particles of are also over 50 nm.
- the microcell structure disappears although the ultrafine particles in the crystal grains are precipitated, and the crystal grains have a polygonal shape, etc. It had changed to an axial crystal. Furthermore, in the M1-RM650AG and M2-RM650AG, in which the surface layers of the alloy members M1-S and M2-S are remelted to provide a new melting / solidifying layer and further subjected to aging heat treatment, fine particles are precipitated inside. However, the microcell structure disappeared and became equiaxed crystals.
- the molten / solidified layer on the surface is columnar crystals and has a microcell structure, and ultrafine particles are also precipitated.
- M1-LD650AG and M2-LD650AG which were provided with a new molten / solidified layer by laminated molding on the alloy members M1-S and M2-S and further subjected to aging heat treatment.
- M1-LD650AG, M2-RM650AG, and M2-LD650AG very small particles with an average particle size of 100 nm or less are generated in the crystal grains.
- TEM and STEM-EDX Furthermore, it was confirmed by STEM-EDX that the Ni component and the Ti component of these extremely small particles were thicker than those of the parent phase crystal.
- test pieces obtained a tensile strength of 1100 MPa or more and a breaking elongation of 5% or more. Among them, it was confirmed that the test pieces of M1-650AG and M2-650AG had a tensile strength of 1500 MPa or more.
- the Vickers hardness (load: 4.9 N, indentation time: 10 seconds) was measured for the cross-section test pieces of each alloy member prepared above. In each case, 5 points in the plane were measured to obtain the average value, which is shown in Table 4.
- the hardness is based on the hardness of 550HV required for wear-resistant parts such as resource mining environments, and a hardness of 550HV or higher is judged as "pass” and a hardness of less than 550HV is judged as "fail”.
- 550HV is a value necessary for ensuring wear resistance, and is a value that can be sufficiently put into practical use in a normal environment.
- the hardness is measured separately for the built-up part or remelting part of the surface layer and the inside, and the hardness depends on the hardness of the surface layer where wear resistance is required. The pass / fail was judged.
- a immersion test piece (length 25 mm ⁇ width 25 mm ⁇ thickness 2 mm) for a 10% boiling sulfuric acid immersion test was collected from each alloy member produced above.
- the boiling sulfuric acid immersion test is a test that is additionally performed especially for members used in a strongly acidic atmosphere such as a resource mining environment or a chemical plant, and is performed in order to evaluate higher corrosion resistance.
- the immersion test was performed on each test piece with a test area of 14.5 cm 2 , test equipment: a glass flask connected with a glass backflow water-cooled condenser (capacity: 1000 mL), test solution: 10% aqueous sulfuric acid solution (surface area of the test piece).
- test temperature Determine the weight loss after immersion for 24 hours under boiling conditions , and use the alloy density (8.04 g / cm 3 ), for the corrosion rate (mm / year). It was used as an index.
- a corrosion rate of 5 mm / year or less in boiling sulfuric acid was judged as "pass”, and a corrosion rate of more than 5 mm / year was judged as "fail”.
- a case exceeding 5 mm / year was judged as "failed”, but it is a value that can be sufficiently put into practical use in a normal environment.
- the results of the above corrosion test are also shown in Table 4.
- Table 4 and Fig. 10 show the evaluation results and pass / fail judgment of each test piece.
- the alloy members M1 and M2 which are the samples not subjected to the heat treatment step, have a hardness of less than 550 HV and are not suitable for application to an environment requiring high wear resistance. It was also confirmed that the hardness of M1-S and M2-S, which had undergone only solution heat treatment, was similarly less than 550 HV. However, the tensile strength is 1100 MPa or more and the breaking elongation is 10% or more, so that it can be sufficiently put into practical use in applications and parts where high wear resistance is not required.
- the alloy members M1-500AG and M2-500AG basically show the same characteristics as M1 and M2, respectively, and since ultrafine particles do not precipitate, the change in hardness from M1 and M2 is small and less than 550HV. rice field.
- the alloy members M1-900AG and M2-900AG were rejected because the corrosion rate exceeded 5 mm / year. It is considered that this is because the ultrafine particles were transformed into hexagonal precipitates, which were coarser and had poor corrosion resistance, and became larger than 50 nm during the aging heat treatment at a high temperature.
- Fig. 10 shows the relationship between the aging heat treatment temperature and hardness. From the figure, it can be seen that the hardness is 550 HV or more when the aging temperature is 550 ° C or higher, and tends to be maximum near 800 ° C.
- remelt molding members M1-RM650AG, M2-RM650AG
- surface layer addition molding members M1-LD650AG, M2-LD650AG
- a new cured layer was obtained on the surface layer, and the inside was excellent in ductility. It maintained a structure consisting of axial crystals. It was confirmed that the inside of these members maintains ductility of 20% or more, and is particularly suitable for applications such as molds that require both surface hardness, ductility and toughness.
- the present invention is not limited to the specific configurations described.
- the alloy member disclosed in the present invention can be applied to corrosion-resistant and wear-resistant parts widely used in industrial fields, resource fields, chemical plants, mold members, and the like.
- Modeling member (surface layer), 200 ... Powder lamination Modeling equipment, 201 ... Powder supply container, 203 ... Laser beam or electron beam, 204 ... Table, 205 ... Vise, 206 ... Laser head, 303 ... Modeling member, S10 ... Raw material powder manufacturing process, S30 ... Laminated modeling process, S40 ... Solution heat treatment process, S50 ... Extraction process, S60 ... Remelt / solidification process, S65 ... Surface layer addition modeling process, S70 ... Aging heat treatment process
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Crystallography & Structural Chemistry (AREA)
- Powder Metallurgy (AREA)
Abstract
積層造形法により作製した合金部材であって、専ら硬度と高耐食性を備えた合金部材の製造方法、およびその合金部材、並びに金部材を用いた製造物を提供する。 Co、Cr、Fe、Ni、Tiの各元素をそれぞれ5原子%以上35原子%以下の範囲で含み、かつMoを0原子%超8原子%以下の範囲で含み、残部が不可避不純物からなる合金粉末を用いた積層造形法により、造形部材を形成する積層造形工程と、前記造形部材を、積層造形工程後に1080℃以上1180℃以下の温度範囲で保持する工程を経ずに直接、500℃超え、900℃未満の温度範囲で保持する熱処理工程を有することを特徴とする合金部材の製造方法である。
Description
本発明は、積層造形法により作製する合金部材の製造方法、この製造方法により得られた合金部材、および合金部材を用いた製造物に関するものである。
近年、従来の合金(例えば、1~3種類の主要成分元素に複数種の副成分元素を微量添加した合金)の技術思想とは一線を画した新しい技術思想の合金として、ハイエントロピー合金(High Entropy Alloy:HEA)が提唱されている。HEAとは、5種類以上の主要金属元素(それぞれ5~35原子%)から構成された合金と定義されており、下記(a)~(d)のような特徴が発現することが知られている。また、複数の主要元素を有するが多相の存在を許容する多主要元素合金(Multi-principal element alloy: MPEA)の合金概念も提案されている。本願ではHEAとMPEAを同一の概念として扱い、両者を合わせてHEAと呼称する。
(a)ギブスの自由エネルギー式における混合エントロピー項が負に増大することに起因する混合状態の安定化、(b)複雑な微細構造による拡散遅延、(c)構成原子のサイズ差に起因する高格子歪みによる高硬度化や機械的特性の温度依存性低下、(d)多種元素共存による複合影響(カクテル効果とも言う)による耐食性の向上などをHEAの特長として挙げることができる。
ここで特許文献1には、Co、Cr、Fe、Ni、Tiの各元素をそれぞれ5原子%以上35原子%以下の範囲で含み、かつMoを0原子%超8原子%以下の範囲で含み、残部が不可避不純物からなる化学組成を有し、母相結晶粒中に、平均粒径100nm以下の極小粒子が分散析出している合金部材が開示されている。
特許文献1によると、積層造形法により作製した造形部材に対して所定の熱処理を施すことにより、母相結晶粒中にナノスケールの極小粒子が分散析出した微細組織が得られること、その結果、引張強さの向上と延性の大幅な向上および耐食性の向上とが図られた合金部材を提供できるとされている。
特許文献1に係わる技術によれば、引張強さや延性等の機械的特性と耐食性に優れた合金部材を得ることができる。しかしながら、この合金部材を耐摩耗性が必要な過酷環境に適用するためには更なる硬度の向上が求められていた。
以上のことより、本発明の目的は、合金粉末を用いて積層造形法により作製した合金部材において、機械的特性と耐食性に優れ、更に硬度が改善されて耐摩耗性を備えた合金部材と、その製造方法を提供することにある。また、より高い機械的特性を備えた合金部材の製造方法を提供することにある。さらに、この合金部材を用いた機械的特性に優れ、且つ耐食耐摩耗性に優れた製造物を提供することにある。
本発明の合金部材の製造方法は、Co、Cr、Fe、Ni、Tiの各元素をそれぞれ5原子%以上35原子%以下の範囲で含み、かつMoを0原子%超8原子%以下の範囲で含み、残部が不可避不純物からなる合金粉末を用いた積層造形法により、造形部材を形成する積層造形工程(かかる工程で得られた造形部材を造形部材Aとする)と、前記造形工程を経て得られた造形部材(造形部材A)を、少なくとも表層部に溶融凝固組織を有する状態で、500℃超え900℃未満の温度範囲で保持する時効熱処理工程と、を有することを特徴とする合金部材の製造方法である。
本発明の合金部材の別の形態の製造方法は、前記積層造形工程と前記時効熱処理工程との間に、前記積層造形工程で形成された前記造形部材(造形部材A)を加熱し、1080℃以上1180℃以下の温度範囲で保持する溶体化熱処理工程と、前記溶体化熱処理工程後の造形部材を冷却する冷却工程(かかる工程で得られた造形部材を造形部材Bとする)と、その後、前記造形部材(造形部材B)の表層部を再び溶融・凝固させる再溶融・凝固工程(かかる工程で得られた造形部材を造形部材Cとする)と、を有する合金部材の製造方法である。
本発明の合金部材のさらに別の形態の製造方法は、前記積層造形工程と前記時効熱処理工程との間に、前記造形部材(造形部材A)を加熱し、1080℃以上1180℃以下の温度範囲で保持する溶体化熱処理工程と、前記溶体化熱処理工程後の造形部材を冷却する冷却工程(かかる工程で得られた造形部材を造形部材Bとする)と、その後、前記合金粉末を用いた積層造形法によって、前記冷却工程を経た前記造形部材(造形部材B)の表層部に溶融・凝固層を形成する表層付加造形工程(かかる工程で得られた造形部材を造形部材Dとする)と、を有する合金部材の製造方法である。
本発明の合金部材は、Co、Cr、Fe、Ni、Tiの各元素をそれぞれ5原子%以上35原子%以下の範囲で含み、かつMoを0原子%超8原子%以下の範囲で含み、残部が不可避不純物からなる合金部材であって、少なくとも表層部の結晶粒中に、平均直径10μm以下のミクロセル組織を有し、ミクロセル組織の境界部には、そのミクロセル組織内部よりも高い面密度の転位を有し、前記ミクロセル組織の少なくとも内部には平均粒径50nm以下の極微細粒子が分散析出していることを特徴とする合金部材である。
本発明は、上記した合金部材を用いた製造物である。この製造物としては、流体機械のインペラ、射出成型機のスクリュー、金型とすることができる。
本発明によれば、機械的特性と耐食性に優れ、更に硬度が改善されて耐摩耗性を備えた合金部材と、その製造方法を提供することができる。また、より高い機械的特性を備えた合金部材の製造方法を提供することができる。さらに、この合金部材を用いた機械的特性に優れ、且つ耐食耐摩耗性に優れた製造物を提供できる。
[本発明の基本思想]
まず、本発明者等は、ハイエントロピー合金(HEA)としての特徴を犠牲にすることなく、形状制御性や延性に優れるハイエントロピー合金部材を開発すべく、合金組成と形状制御方法について鋭意研究を重ねた。その結果、Co-Cr-Fe-Ni-Ti-Mo系合金の粉末を用いた積層造形法により積層造形部材を形成することで、従来の普通鍛造によるHEA部材よりも形状制御性が良く、引張強さと延性並びに耐食性に優れる合金部材を得ることができた。即ち、1080℃以上1180℃以下の溶体化熱処理を施すことで平均粒径100nm以下の極小粒子が分散析出した微細組織を形成し、これによって引張強さと延性が共に大きく改善されることが判った。具体的には、ニアネットシェイプの合金部材が得られると共に、この合金部材は良好な機械的特性(例えば、1100 MPa以上の引張強さ、10%以上の破断伸び)を有することが確認された。また、高い孔食発生電位を示し、優れた耐食性も有することが確認された。しかしながら、この合金部材を用いた機械装置について耐摩耗試験を行ったところ、摺動部など過酷な条件においてさらなる耐摩耗性の向上、すなわち硬度の改善が望まれるものであることが分かった。なお、本発明において合金部材とは、積層造形法(付加製造法とも言う)により製造した金属積層造形部材のことであり、以下、単に造形部材と言うことがある。
まず、本発明者等は、ハイエントロピー合金(HEA)としての特徴を犠牲にすることなく、形状制御性や延性に優れるハイエントロピー合金部材を開発すべく、合金組成と形状制御方法について鋭意研究を重ねた。その結果、Co-Cr-Fe-Ni-Ti-Mo系合金の粉末を用いた積層造形法により積層造形部材を形成することで、従来の普通鍛造によるHEA部材よりも形状制御性が良く、引張強さと延性並びに耐食性に優れる合金部材を得ることができた。即ち、1080℃以上1180℃以下の溶体化熱処理を施すことで平均粒径100nm以下の極小粒子が分散析出した微細組織を形成し、これによって引張強さと延性が共に大きく改善されることが判った。具体的には、ニアネットシェイプの合金部材が得られると共に、この合金部材は良好な機械的特性(例えば、1100 MPa以上の引張強さ、10%以上の破断伸び)を有することが確認された。また、高い孔食発生電位を示し、優れた耐食性も有することが確認された。しかしながら、この合金部材を用いた機械装置について耐摩耗試験を行ったところ、摺動部など過酷な条件においてさらなる耐摩耗性の向上、すなわち硬度の改善が望まれるものであることが分かった。なお、本発明において合金部材とは、積層造形法(付加製造法とも言う)により製造した金属積層造形部材のことであり、以下、単に造形部材と言うことがある。
そこで、本発明者等は、製造方法に由来する合金部材の微細組織と諸特性との関係について調査、研究を重ねた。その結果、1080℃以上1180℃以下の溶体化熱処理を経ずに、造形したままの造形部材(以下、造形部材Aと言う。)を少なくとも表層部に溶融凝固組織を有する状態で、500℃超え900℃未満の温度範囲に保持する時効処理工程(本発明では時効熱処理と言う。)を行うことで硬度が向上し改善できることが分かり本発明に想到した。この点が本発明に共通する基本思想である。そして、硬度の改善機構について検討したところ、積層造形法によって生じる柱状晶からなる結晶粒の内部に、周囲よりも密度の高い転位のネットワークによって細かく分けられた平均直径10μm以下のセル状領域(本発明ではミクロセル組織と言う。)が生じており、時効熱処理によってミクロセル組織中には、ミクロセル組織以外の母相の結晶粒中の極小粒子よりも小さい平均粒径50nm以下の極微細粒子が生成していることが確認された。ここで転位とは、結晶中に含まれる線状の結晶欠陥であり、局所的に原子配列に変化が生じている部位である。高密度の転位を有した状態でナノスケールの極微細粒子が生成されることで、硬度が高くなったものと考えられる。この転位は、各種電子顕微鏡法(例えば透過電子顕微鏡法(TEM)、走査透過電子顕微鏡法(STEM))による観察によって同定することができる。
以上より、本発明の合金部材の製造方法の第1の実施形態は、
(i)Co、Cr、Fe、Ni、Tiの各元素をそれぞれ5原子%以上35原子%以下の範囲で含み、かつMoを0原子%超8原子%以下の範囲で含み、残部が不可避不純物からなる合金粉末を用いた積層造形法により、造形部材Aを得て、この造形部材Aを少なくとも表層部に溶融凝固組織を有する状態で、500℃超え900℃未満の温度範囲で保持する時効熱処理を施すものである。即ち、本発明は、溶体化熱処理工程を経ずに、積層造形したままの造形部材を直接、時効熱処理することに特徴があり、これにより硬度が向上する。この合金部材は、延性は溶体化熱処理工程を経る場合よりも低いものの引張強さに優れる。また、耐食性も優れているが、さらに硬度が改善されており、特に耐摩耗性も必要な用途に適している。この点は特許文献1とは異なる特徴である。
(i)Co、Cr、Fe、Ni、Tiの各元素をそれぞれ5原子%以上35原子%以下の範囲で含み、かつMoを0原子%超8原子%以下の範囲で含み、残部が不可避不純物からなる合金粉末を用いた積層造形法により、造形部材Aを得て、この造形部材Aを少なくとも表層部に溶融凝固組織を有する状態で、500℃超え900℃未満の温度範囲で保持する時効熱処理を施すものである。即ち、本発明は、溶体化熱処理工程を経ずに、積層造形したままの造形部材を直接、時効熱処理することに特徴があり、これにより硬度が向上する。この合金部材は、延性は溶体化熱処理工程を経る場合よりも低いものの引張強さに優れる。また、耐食性も優れているが、さらに硬度が改善されており、特に耐摩耗性も必要な用途に適している。この点は特許文献1とは異なる特徴である。
本発明の製造方法の基本は上述の通りであるが、さらに本発明の異なる製造方法として、予め得られた造形部材に対して新たな溶融・凝固工程を追加で実施する形態がある。
(ii)第2の実施形態としては、予め得られた造形部材Aに対し、1080℃以上1180℃以下で保持する溶体化熱処理を施す。これにより母相結晶粒中に平均粒径50nm以上100nm以下の極小粒子が分散析出した組織を形成し、機械的特性を改善した造形部材Bを得る。その後、レーザビーム等を用いて前記造形部材Bの表層部を再び溶融・凝固させた造形部材C(以下、再溶融造形部材Cと言うことがある。)を得る。その後、この造形部材Cに対し、少なくとも表層部に溶融凝固組織を有する状態で、上記した時効熱処理を施し、表層部のミクロセル組織中に母相結晶粒中の極小粒子よりも小さい平均粒径50nm以下の極微細粒子を分散析出させて硬度を付与するものである。従って、この実施形態によれば、第1の実施形態に加えて、より高い機械的特性が得られると共に、表層部の硬度が改善された合金部材を得ることができる。
(ii)第2の実施形態としては、予め得られた造形部材Aに対し、1080℃以上1180℃以下で保持する溶体化熱処理を施す。これにより母相結晶粒中に平均粒径50nm以上100nm以下の極小粒子が分散析出した組織を形成し、機械的特性を改善した造形部材Bを得る。その後、レーザビーム等を用いて前記造形部材Bの表層部を再び溶融・凝固させた造形部材C(以下、再溶融造形部材Cと言うことがある。)を得る。その後、この造形部材Cに対し、少なくとも表層部に溶融凝固組織を有する状態で、上記した時効熱処理を施し、表層部のミクロセル組織中に母相結晶粒中の極小粒子よりも小さい平均粒径50nm以下の極微細粒子を分散析出させて硬度を付与するものである。従って、この実施形態によれば、第1の実施形態に加えて、より高い機械的特性が得られると共に、表層部の硬度が改善された合金部材を得ることができる。
(iii)第3の実施形態としては、上記(ii)の方法で、予め得た造形部材Bに対し、積層造形法(再積層造形工程)を実施して、前記造形部材Bの表層部に新たな溶融・凝固層を形成した造形部材D(以下、表層付加造形部材Dと言うことがある。)を得る。その後、この造形部材Dに対し、少なくとも表層部に溶融凝固組織を有する状態で、上記した時効熱処理を施し、表層部のミクロセル組織中に母相結晶粒中の極小粒子よりも小さい平均粒径50nm以下の極微細粒子を分散析出させて硬度を付与するものである。従って、この実施形態によっても、より高い機械的特性が得られると共に、表層部の硬度が改善された合金部材を得ることができる。
上記(ii)(iii)の製造方法は、予め得た(製造した)造形部材に対して選択的に追加の溶融・凝固工程を実施するものである。(ii)第2の実施形態における再溶融造形部材Cと、(iii)第3の実施形態における表層付加造形部材Dは、(i)第1の実施形態における造形部材Aと少なくとも表層部がミクロセル組織を有する凝固組織であり、さらに溶体化処理を経ずに時効熱処理されている点で共通する。これらの製造方法は、本発明においてより高い機械的特性を備えた合金部材の製造方法に相当する。この製造方法によれば、専ら耐摩耗性が必要な用途であったり、耐摩耗性だけでなく機械的特性も必要な用途など、用途に合わせた合金部材を選択的に製造することができる。従って、生産工程の短縮と共に製品のバリエーションが広がり、生産管理上有益である。
また、上記合金部材の製造方法において、以下のような改良や変更を加えることができる。
(iv)積層造形工程ならびに再積層造形工程における積層造形法に使用する熱源としてレーザビームあるいは電子ビームを用いることができる。これにより不活性ガス雰囲気下や真空中での積層造形も行えるようになり、合金部材中の酸素、窒素など雰囲気を起因とする不純物の混入を低減することができる。
(v) 前記積層造形工程ならびに再積層造形工程における積層造形法の材料供給方法としては、粉末床(パウダーベッド)による供給方法と、溶融部に直接粉末を噴出する直接金属堆積法、例えばレーザビーム粉末肉盛法を用いることができる。これにより、パウダーベッド法による形状自由度に優れた造形法への対応と、直接金属堆積法による局所造形への対応の双方に対応することが可能となる。
(iv)積層造形工程ならびに再積層造形工程における積層造形法に使用する熱源としてレーザビームあるいは電子ビームを用いることができる。これにより不活性ガス雰囲気下や真空中での積層造形も行えるようになり、合金部材中の酸素、窒素など雰囲気を起因とする不純物の混入を低減することができる。
(v) 前記積層造形工程ならびに再積層造形工程における積層造形法の材料供給方法としては、粉末床(パウダーベッド)による供給方法と、溶融部に直接粉末を噴出する直接金属堆積法、例えばレーザビーム粉末肉盛法を用いることができる。これにより、パウダーベッド法による形状自由度に優れた造形法への対応と、直接金属堆積法による局所造形への対応の双方に対応することが可能となる。
また、本発明の合金部材は、
(vi)Co、Cr、Fe、Ni、Tiの各元素をそれぞれ5原子%以上35原子%以下の範囲で含み、かつMoを0原子%超8原子%以下の範囲で含み、残部が不可避不純物からなる合金部材であって、少なくとも表層部の結晶粒中に、平均直径10μm以下のミクロセル組織を有し、ミクロセル組織の境界部には、そのミクロセル組織内部よりも高い面密度の転位を有し、ミクロセル組織の少なくとも内部には平均粒径50nm以下の極微細粒子が分散析出しているものである。このような組織を有することで硬度が向上する。
(vi)Co、Cr、Fe、Ni、Tiの各元素をそれぞれ5原子%以上35原子%以下の範囲で含み、かつMoを0原子%超8原子%以下の範囲で含み、残部が不可避不純物からなる合金部材であって、少なくとも表層部の結晶粒中に、平均直径10μm以下のミクロセル組織を有し、ミクロセル組織の境界部には、そのミクロセル組織内部よりも高い面密度の転位を有し、ミクロセル組織の少なくとも内部には平均粒径50nm以下の極微細粒子が分散析出しているものである。このような組織を有することで硬度が向上する。
上記合金部材において、以下のような改良や変更を加えることができる。
(vii)前記母相のミクロセル組織の境界部にはTiが濃縮している。原子半径の大きいTiが濃縮していると、原子レベルでの格子ひずみが周囲より大きくなることで転位がより安定して残存できる。また、濃縮したTiの少なくとも一部が時効熱処理で極微細粒子や他の金属間化合物に変態することで転位の運動をさらに阻害する効果も期待され、硬度の増加に有効である。
(viii)前記母相の結晶構造が、面心立方構造または単純立方構造の少なくとも一方を有している。このような結晶構造は、変形能に優れる点でマトリックスとして必要な延性を付与することに有効である。
(iX)前記合金部材は、硬度に優れており、ビッカース硬さで550HV以上とすることができる。特に上記(ii)(iii)の製造方法による合金部材は、1100 MPa以上の引張強さと、10%以上の破断伸びを有する母体に、硬度が550HVを超える硬さを示す表層部を有する。なお、(i)の製造方法でも5%以上の破断伸びと1500MPa以上の引張強さが得られる。耐食性についても耐食ステンレス鋼に比べ優れている。このように本合金部材は機械的特性及び硬度に優れている。
(vii)前記母相のミクロセル組織の境界部にはTiが濃縮している。原子半径の大きいTiが濃縮していると、原子レベルでの格子ひずみが周囲より大きくなることで転位がより安定して残存できる。また、濃縮したTiの少なくとも一部が時効熱処理で極微細粒子や他の金属間化合物に変態することで転位の運動をさらに阻害する効果も期待され、硬度の増加に有効である。
(viii)前記母相の結晶構造が、面心立方構造または単純立方構造の少なくとも一方を有している。このような結晶構造は、変形能に優れる点でマトリックスとして必要な延性を付与することに有効である。
(iX)前記合金部材は、硬度に優れており、ビッカース硬さで550HV以上とすることができる。特に上記(ii)(iii)の製造方法による合金部材は、1100 MPa以上の引張強さと、10%以上の破断伸びを有する母体に、硬度が550HVを超える硬さを示す表層部を有する。なお、(i)の製造方法でも5%以上の破断伸びと1500MPa以上の引張強さが得られる。耐食性についても耐食ステンレス鋼に比べ優れている。このように本合金部材は機械的特性及び硬度に優れている。
以下、本発明の実施形態について、図面を参照しながら製造方法の手順に沿って説明する。ただし、本発明は、ここで取り挙げた実施形態に限定されるものではなく、その発明の技術的思想を逸脱しない範囲で適宜組み合わせや改良が可能である。
<合金部材の製造方法>
図1は、本発明の実施形態に係る合金部材の製造方法の一例を示す工程図である。本発明の製造方法は、積層造形工程と時効熱処理工程とを特徴としている。以下、工程毎に本発明の実施形態をより具体的に説明する。
図1は、本発明の実施形態に係る合金部材の製造方法の一例を示す工程図である。本発明の製造方法は、積層造形工程と時効熱処理工程とを特徴としている。以下、工程毎に本発明の実施形態をより具体的に説明する。
まず、所望のHEA組成(Co-Cr-Fe-Ni-Ti-Mo)を有する合金粉末20を用意する。使用する合金粉末20は、例えばアトマイズ法で得ることができる。アトマイズ方法には特段の限定はなく、従前の方法を利用できる。例えば、ガスアトマイズ法(真空ガスアトマイズ法、電極誘導溶解式ガスアトマイズ法など)や遠心力アトマイズ法(ディスクアトマイズ法、プラズマ回転電極アトマイズ法など)、プラズマアトマイズ法などを好ましく用いることができる。
(化学組成)
本発明のHEA組成は、主要成分としてCo、Cr、Fe、Ni、Tiの5元素をそれぞれ5原子%以上35原子%以下の範囲で含み、副成分としてMoを0原子%超8原子%以下の範囲で含み、残部が不可避不純物からなるものである。
本発明のHEA組成は、主要成分としてCo、Cr、Fe、Ni、Tiの5元素をそれぞれ5原子%以上35原子%以下の範囲で含み、副成分としてMoを0原子%超8原子%以下の範囲で含み、残部が不可避不純物からなるものである。
前記化学組成は、Coを20原子%以上35原子%以下で、Crを10原子%以上25原子%以下で、Feを10原子%以上25原子%以下で、Niを15原子%以上30原子%以下で、Tiを5原子%以上15原子%以下で、含むようにしても良い。
前記化学組成は、Coを25原子%以上33原子%以下で、Crを15原子%以上23原子%以下で、Feを15原子%以上23原子%以下で、Niを17原子%以上28原子%以下で、Tiを5原子%以上10原子%以下で、Moを1原子%以上7原子%以下で、含むようにしても良い。
前記化学組成は、Coを25原子%以上30原子%未満で、Crを15原子%以上20原子%未満で、Feを15原子%以上20原子%未満で、Niを23原子%以上28原子%以下で、Tiを7原子%以上10原子%以下で、Moを1原子%以上7原子%以下で、含むようにしても良い。
前記化学組成は、Coを30原子%以上33原子%以下で、Crを20原子%以上23原子%以下で、Feを20原子%以上23原子%以下で、Niを17原子%以上23原子%未満で、Tiを5原子%以上7原子%未満で、Moを1原子%以上3原子%以下で、含むようにしても良い。
これらの組成範囲に制御することにより、延性の向上と引張強さの向上の両立にいっそう有効である。
前記化学組成は、Coを25原子%以上33原子%以下で、Crを15原子%以上23原子%以下で、Feを15原子%以上23原子%以下で、Niを17原子%以上28原子%以下で、Tiを5原子%以上10原子%以下で、Moを1原子%以上7原子%以下で、含むようにしても良い。
前記化学組成は、Coを25原子%以上30原子%未満で、Crを15原子%以上20原子%未満で、Feを15原子%以上20原子%未満で、Niを23原子%以上28原子%以下で、Tiを7原子%以上10原子%以下で、Moを1原子%以上7原子%以下で、含むようにしても良い。
前記化学組成は、Coを30原子%以上33原子%以下で、Crを20原子%以上23原子%以下で、Feを20原子%以上23原子%以下で、Niを17原子%以上23原子%未満で、Tiを5原子%以上7原子%未満で、Moを1原子%以上3原子%以下で、含むようにしても良い。
これらの組成範囲に制御することにより、延性の向上と引張強さの向上の両立にいっそう有効である。
上記組成範囲の中で、引張強さの向上をより優先する場合、Coは25原子%以上30原子%未満がより好ましく、Crは15原子%以上20原子%未満がより好ましく、Feは15原子%以上20原子%未満がより好ましく、Niは23原子%以上28原子%以下がより好ましく、Tiは7原子%以上10原子%以下がより好ましく、Moは1原子%以上7原子%以下がより好ましい。
また、上記組成範囲の中で、延性の向上をより優先する場合、Coは30原子%以上33原子%以下がより好ましく、Crは20原子%以上23原子%以下がより好ましく、Feは20原子%以上23原子%以下がより好ましく、Niは17原子%以上23原子%未満がより好ましく、Tiは5原子%以上7原子%未満がより好ましく、Moは1原子%以上3原子%以下がより好ましい。
上記の組成範囲の中で、特に引張強さと延性が共に優れている組成としては、後に示す実施例で用いた粉末P1のように、Coは26.7原子%、Crは17.9原子%、Feは17.9原子%、Niは26.8原子%、Tiは8.9原子%、Moは1.8原子%とすると良い。また、粉末P2のように、Coは28.0原子%、Crは19.7原子%、Feは17.6原子%、Niは23.4原子%、Tiは8.9原子%、Moは2.4原子%としても良い。いずれの組成も前記の引張強さの向上を優先する場合の組成範囲に相当するが、P1に比してP2ではCoやCrを増加することで延性の向上を考慮した組成とすることができる。
(粉末粒径)
合金粉末20の平均粒径は、ハンドリング性や充填性の観点から、10μm以上200μm以下が好ましい。また、この中で用いる積層造形の方法によって好適な平均粒径は異なり、選択的レーザ溶融法(Selective Laser Melting: SLM)では10μm以上50μm以下、電子ビーム積層造形法(Electron Beam Melting: EBM)では45μm以上105μm以下がより好ましい。また、レーザビーム粉末肉盛法(Laser Metal Deposition: LMD)では50μm以上150μm以下とすると良い。平均粒径が10μm未満になると、次工程の積層造形工程において合金粉末20が舞い上がり易くなり、合金積層造形体の形状精度が低下する要因となる場合がある。一方、平均粒径が200μm超になると、次工程の積層造形工程において積層造形体の表面粗さが増加したり、合金粉末20の溶融が不十分になる要因となる場合がある。
合金粉末20の平均粒径は、ハンドリング性や充填性の観点から、10μm以上200μm以下が好ましい。また、この中で用いる積層造形の方法によって好適な平均粒径は異なり、選択的レーザ溶融法(Selective Laser Melting: SLM)では10μm以上50μm以下、電子ビーム積層造形法(Electron Beam Melting: EBM)では45μm以上105μm以下がより好ましい。また、レーザビーム粉末肉盛法(Laser Metal Deposition: LMD)では50μm以上150μm以下とすると良い。平均粒径が10μm未満になると、次工程の積層造形工程において合金粉末20が舞い上がり易くなり、合金積層造形体の形状精度が低下する要因となる場合がある。一方、平均粒径が200μm超になると、次工程の積層造形工程において積層造形体の表面粗さが増加したり、合金粉末20の溶融が不十分になる要因となる場合がある。
[積層造形工程]
次に、上記で用意した合金粉末20を用いた金属粉末積層造形法(以下、単に積層造形法と言う。)により、所望形状を有する合金積層造形体(以下、単に造形部材と言う。)101を形成する積層造形工程を行う。溶融し凝固すること(溶融・凝固と言う。)によってニアネットシェイプの合金部材を造形する積層造形法の適用により、鍛造材と同等以上の硬度とともに、三次元の複雑形状を有する造形部材を作製することができる。積層造形法としては、SLM法、EBM法、LMD法を用いた積層造形法を好適に利用できる。
次に、上記で用意した合金粉末20を用いた金属粉末積層造形法(以下、単に積層造形法と言う。)により、所望形状を有する合金積層造形体(以下、単に造形部材と言う。)101を形成する積層造形工程を行う。溶融し凝固すること(溶融・凝固と言う。)によってニアネットシェイプの合金部材を造形する積層造形法の適用により、鍛造材と同等以上の硬度とともに、三次元の複雑形状を有する造形部材を作製することができる。積層造形法としては、SLM法、EBM法、LMD法を用いた積層造形法を好適に利用できる。
以下はSLM法による積層造形工程を説明する。図2は、SLM法の粉末積層造形装置100の構成を示す模式図である。積層造形しようとする造形部材101の1層厚さ分(例えば、約20~50μm)でステージ102を下降させる。ステージ102上面上のベースプレート103上にパウダー供給用コンテナ104から合金粉末105を供給し、リコータ160により合金粉末105を平坦化して粉末床107(層状粉末)を形成する。
次に、造形しようとする造形部材101の3D-CADデータから変換された2Dスライスデータに基づいて、レーザ発振器108から出力されるレーザビーム109をガルバノメーターミラー110を通してベースプレート103上の未溶融の粉末へ照射し、微小溶融池を形成すると共に、微小溶融池を移動させ逐次溶融・凝固させることにより、2Dスライス形状の凝固層112を形成する。なお、未溶融粉末は回収用コンテナ111に回収される。この操作を繰り返して積層することにより、造形部材101を製作する。
[取出工程]
造形部材101はベースプレート103と一体となって製作され、未溶融の粉末に覆われた状態となる。取出し時には、レーザビームの照射が終了して粉末と造形部材101が十分に冷却された後に未溶融の粉末を回収し、造形部材101とベースプレート103を粉末積層造形装置100から取り出す。その後に造形部材101をベースプレート103から切断することで造形部材101(造形部材Aに相当する。)を得る。
造形部材101はベースプレート103と一体となって製作され、未溶融の粉末に覆われた状態となる。取出し時には、レーザビームの照射が終了して粉末と造形部材101が十分に冷却された後に未溶融の粉末を回収し、造形部材101とベースプレート103を粉末積層造形装置100から取り出す。その後に造形部材101をベースプレート103から切断することで造形部材101(造形部材Aに相当する。)を得る。
ここで、取出し後の造形部材101から微細組織観察用の試料を採取し、走査電子顕微鏡を用いて、該試料の微細組織を観察した。その結果、造形部材101の母相は、微細な柱状晶(平均幅50μm以下)が造形部材101の積層方向に沿って林立した組織(いわゆる、急冷凝固組織)を有していた。さらに詳細に観察したところ、この微細な柱状晶の内部には平均直径10μm以下のミクロセル組織が生じていた。ここでミクロセル組織とはシュウ酸などによる電解エッチングなどにより現れる楕円形あるいは矩形の凝固組織を示している。
次に、レーザビーム粉末肉盛法(LMD法)による積層造形工程を説明する。
図3は、LMD法の粉末積層造形装置200の構成を示す模式図である。積層造形しようとする造形部材303の表層部に光学系の焦点を合わせ、パウダー供給用コンテナ201から合金粉末105をレーザ焦点部に向けて噴出供給する。
図3は、LMD法の粉末積層造形装置200の構成を示す模式図である。積層造形しようとする造形部材303の表層部に光学系の焦点を合わせ、パウダー供給用コンテナ201から合金粉末105をレーザ焦点部に向けて噴出供給する。
同時に、造形しようとする造形部材303の3D-CADデータから変換された照射パスに基づいて、レーザ発振器202からレーザヘッド部206を介して出力されるレーザビームあるいは電子ビーム203をベースプレート205上の造形部材に照射し、微小溶融池を形成すると共に、微小溶融池を移動させ逐次溶融・凝固させることにより、照射パス上に凝固層112を形成する。照射パスに沿いこの操作を進めて積層することにより凝固層を積層し、造形部材101(造形部材Aに相当する。)を製作する。なお、後述する再溶融・凝固工程では、合金粉末105を噴出供給せずにレーザビームあるいは電子ビームを造形部材303上で走査することで溶融部を表層部に形成することもできる。
[時効熱処理工程]
時効熱処理の一例を図4に示す。造形部材の硬度を高めることを目的に、上記の造形部材101を昇温加熱して極微細粒子が増加し易い温度領域、例えば500℃超え900℃未満の温度範囲で保持する時効熱処理を施す。例えば後述するポンプや金型のような用途では造形部材の使用温度以上で時効熱処理を施すことで、時効熱処理の温度以下の温度域で使用する場合に硬さ低下がほとんど生じない部材を得ることができる。高温下で耐摩耗性が要求される部材については、造形部材を使用する温度以上で時効熱処理することが好ましい。また、耐摩耗性を付与するために表面処理が適用される際は、表面処理温度は高温下であることが多い。その場合、表面処理温度以上で時効熱処理することが好ましい。積層造形体の硬度を高める時効熱処理の温度は、好ましくは600℃以上850℃以下、より好ましくは650℃以上800℃以下である。時効熱処理温度が500℃より高いと強度の改善効果が得られ、900℃未満であると六方晶の析出物が生成することを抑制して延性を保持することができる。なお、上限値と下限値は任意に組み合わせることができる。以下の数値も同様に任意に組み合わせることができる。保持時間は0.5時間以上24時間以下が良い。好ましくは0.5時間以上8時間以下、より好ましくは1時間以上8時間以下に設定する。0.5時間以上であると強度の改善効果が得られ、24時間以下であると耐食性悪化の原因となる六方晶の析出物が生成することを抑制できる。以上の時効熱処理により、後述するミクロセル組織内に平均粒径50nm以下のナノスケールの極微細粒子を生成して、強度を改善することができる。
時効熱処理の一例を図4に示す。造形部材の硬度を高めることを目的に、上記の造形部材101を昇温加熱して極微細粒子が増加し易い温度領域、例えば500℃超え900℃未満の温度範囲で保持する時効熱処理を施す。例えば後述するポンプや金型のような用途では造形部材の使用温度以上で時効熱処理を施すことで、時効熱処理の温度以下の温度域で使用する場合に硬さ低下がほとんど生じない部材を得ることができる。高温下で耐摩耗性が要求される部材については、造形部材を使用する温度以上で時効熱処理することが好ましい。また、耐摩耗性を付与するために表面処理が適用される際は、表面処理温度は高温下であることが多い。その場合、表面処理温度以上で時効熱処理することが好ましい。積層造形体の硬度を高める時効熱処理の温度は、好ましくは600℃以上850℃以下、より好ましくは650℃以上800℃以下である。時効熱処理温度が500℃より高いと強度の改善効果が得られ、900℃未満であると六方晶の析出物が生成することを抑制して延性を保持することができる。なお、上限値と下限値は任意に組み合わせることができる。以下の数値も同様に任意に組み合わせることができる。保持時間は0.5時間以上24時間以下が良い。好ましくは0.5時間以上8時間以下、より好ましくは1時間以上8時間以下に設定する。0.5時間以上であると強度の改善効果が得られ、24時間以下であると耐食性悪化の原因となる六方晶の析出物が生成することを抑制できる。以上の時効熱処理により、後述するミクロセル組織内に平均粒径50nm以下のナノスケールの極微細粒子を生成して、強度を改善することができる。
時効熱処理後の冷却工程は、特に限定はされないが、時効熱処理温度の近傍で長時間保持するとナノスケールの極微細粒子が過剰に生成する可能性があるため、空放冷、またはガス冷却などによって室温まで冷却すると良い。また、図4は一例であって熱処理パターンは種々変更が可能である。また、時効熱処理における昇温プロセスでは、例えば5℃/分以上の昇温速度とすれば析出量の調整が難しくなる中間温度域での滞留温度を短くできるため好適である。好ましくは10℃/分以上である。上限は特別には限定されないが、造形部材101中の温度均一性、特に過熱部の発生防止の確保の観点で1000℃/分以下程度である。
(極微細粒子)
上述した様に本発明における時効熱処理において、平均直径10μm以下のミクロセル組織の中に極微細粒子が生じる。その平均粒径は50 nm以下で、下記する母相結晶粒中の極小粒子よりも小さい。平均粒径の下限は特に限定するものではないが、例えば2nm程度であり、好ましくは3nm、より好ましくは5nmである。好ましい上限は30nm程度であり、より好ましくは20nm、さらに好ましくは10nmである。極微細粒子の平均粒径が2 nm以上50 nm以下である場合、硬度を高めることが可能となる。極微細粒子の平均粒径が50 nm超になると、延性が低下することが分かっている。なお、極微細粒子の大きさは、透過電子顕微鏡法、高分解能走査電子顕微鏡法に代表される高倍率の観察手段によって極微細粒子を含む画像を取得し、その極微細粒子の内接円直径と外接円直径の平均値を極微細粒子の粒径とし、極微細粒子20個分の粒径の平均値を平均粒径として用いる。
上述した様に本発明における時効熱処理において、平均直径10μm以下のミクロセル組織の中に極微細粒子が生じる。その平均粒径は50 nm以下で、下記する母相結晶粒中の極小粒子よりも小さい。平均粒径の下限は特に限定するものではないが、例えば2nm程度であり、好ましくは3nm、より好ましくは5nmである。好ましい上限は30nm程度であり、より好ましくは20nm、さらに好ましくは10nmである。極微細粒子の平均粒径が2 nm以上50 nm以下である場合、硬度を高めることが可能となる。極微細粒子の平均粒径が50 nm超になると、延性が低下することが分かっている。なお、極微細粒子の大きさは、透過電子顕微鏡法、高分解能走査電子顕微鏡法に代表される高倍率の観察手段によって極微細粒子を含む画像を取得し、その極微細粒子の内接円直径と外接円直径の平均値を極微細粒子の粒径とし、極微細粒子20個分の粒径の平均値を平均粒径として用いる。
(合金部材の微細組織)
図5は、後述する本発明に関わる合金部材(時効熱処理材:M1-650AG)の微細組織の一例を示すもので、(a)(b)が走査電子顕微鏡像(SEM像)、(c)(d)が走査型透過電子顕微鏡像(STEM像)である。
本発明の合金部材は、(a)のSEM像に示すように、結晶粒径20μm以上150μm以下(平均結晶粒径100μm以下)の柱状晶を主とする母相組織2を有している(この図では判別しづらいので一個の組織を破線で示している)。なお、平均結晶粒径は倍率500倍のSEM像にて切断法により計測した10個の結晶粒の平均である。また、(a)のSEM像では図示されていないが、組織の内部には平均直径10μm以下のミクロセル組織が形成されている。これは例えば、(b) の拡大像において矢印で示す間隔がミクロセル組織の直径を示していると言える。そして、(b)のSEM-EDS像において、白い明部で示すミクロセル組織の境界部3には、Tiの濃縮が確認された。また、(c)のSTEM像による高倍の明視野像では、より明るい領域がミクロセル組織の内部を示しており、ミクロ組織の境界部3には、その内部よりも高密度の黒線にて示される転位4を有している。従って、STEM像によりミクロ組織の内部よりも黒い筋が集まった濃化部を確認することにより、組織内部よりも高い面密度の転位を有していることが識別できる。また、別のミクロセル組織の境界部3には金属間化合物からなる析出物5が生成していることが確認された。さらに高倍の(d)STEM像には平均粒径が3nm程度の極微細粒子6を確認した。また(d)の右上にこの領域のSTEM-EDXによる元素マッピング像を示しているが、上記の極微細粒子6はNiとTiが濃化した粒子であることを確認した。(e)は微細組織を模式的に示したものである。上述したようにこの微細組織は、表層部の結晶粒中にミクロセル組織を有しており、このミクロセル組織の境界部3には、ミクロセル組織内部よりも高い面密度となった黒い筋状の転位4を有している。さらに、ミクロセル組織の内部には極微細粒子6が分散析出している組織であることが分かった。
図5は、後述する本発明に関わる合金部材(時効熱処理材:M1-650AG)の微細組織の一例を示すもので、(a)(b)が走査電子顕微鏡像(SEM像)、(c)(d)が走査型透過電子顕微鏡像(STEM像)である。
本発明の合金部材は、(a)のSEM像に示すように、結晶粒径20μm以上150μm以下(平均結晶粒径100μm以下)の柱状晶を主とする母相組織2を有している(この図では判別しづらいので一個の組織を破線で示している)。なお、平均結晶粒径は倍率500倍のSEM像にて切断法により計測した10個の結晶粒の平均である。また、(a)のSEM像では図示されていないが、組織の内部には平均直径10μm以下のミクロセル組織が形成されている。これは例えば、(b) の拡大像において矢印で示す間隔がミクロセル組織の直径を示していると言える。そして、(b)のSEM-EDS像において、白い明部で示すミクロセル組織の境界部3には、Tiの濃縮が確認された。また、(c)のSTEM像による高倍の明視野像では、より明るい領域がミクロセル組織の内部を示しており、ミクロ組織の境界部3には、その内部よりも高密度の黒線にて示される転位4を有している。従って、STEM像によりミクロ組織の内部よりも黒い筋が集まった濃化部を確認することにより、組織内部よりも高い面密度の転位を有していることが識別できる。また、別のミクロセル組織の境界部3には金属間化合物からなる析出物5が生成していることが確認された。さらに高倍の(d)STEM像には平均粒径が3nm程度の極微細粒子6を確認した。また(d)の右上にこの領域のSTEM-EDXによる元素マッピング像を示しているが、上記の極微細粒子6はNiとTiが濃化した粒子であることを確認した。(e)は微細組織を模式的に示したものである。上述したようにこの微細組織は、表層部の結晶粒中にミクロセル組織を有しており、このミクロセル組織の境界部3には、ミクロセル組織内部よりも高い面密度となった黒い筋状の転位4を有している。さらに、ミクロセル組織の内部には極微細粒子6が分散析出している組織であることが分かった。
一方、図6は、後述する比較例に関わる合金部材(溶体化処理材:M1-S)の微細組織の一例を示すもので、(a)が走査電子顕微鏡像(SEM像)、(b)が走査型透過電子顕微鏡像(STEM像)である。
比較例の合金部材M1(溶体化熱処理なし、時効熱処理なし)は、図5(a)と同様に結晶粒径20μm~150μm(平均結晶粒径100μm以下)の柱状晶を主とする母相結晶組織を有し、内部に平均直径10μm以下のミクロセル組織が形成されていた。また、M1-S(溶体化熱処理あり、時効熱処理なし)は、図6(a)に示すように結晶粒径50μm~150μm(平均結晶粒径100μm以下)の等軸晶を主とする母相組織(結晶粒)7を有していた。溶体化熱処理により柱状晶が等軸晶に再結晶化したことが確認された。また、M1-Sでは図6(b)に示すように、母相の結晶粒中に平均粒径20~30nmの極小粒子8が観察された。(b)にはSTEM-EDXによる元素マッピング像も示しているが、この極小粒子8はNiとTiが濃化した粒子であることを確認した。なお、合金部材M1では転位を有するミクロセル組織のみが見られて粒径3nm以上の明確な極微細粒子は観察されなかった。
比較例の合金部材M1(溶体化熱処理なし、時効熱処理なし)は、図5(a)と同様に結晶粒径20μm~150μm(平均結晶粒径100μm以下)の柱状晶を主とする母相結晶組織を有し、内部に平均直径10μm以下のミクロセル組織が形成されていた。また、M1-S(溶体化熱処理あり、時効熱処理なし)は、図6(a)に示すように結晶粒径50μm~150μm(平均結晶粒径100μm以下)の等軸晶を主とする母相組織(結晶粒)7を有していた。溶体化熱処理により柱状晶が等軸晶に再結晶化したことが確認された。また、M1-Sでは図6(b)に示すように、母相の結晶粒中に平均粒径20~30nmの極小粒子8が観察された。(b)にはSTEM-EDXによる元素マッピング像も示しているが、この極小粒子8はNiとTiが濃化した粒子であることを確認した。なお、合金部材M1では転位を有するミクロセル組織のみが見られて粒径3nm以上の明確な極微細粒子は観察されなかった。
[再溶融・凝固工程を有する製造方法]
上述したミクロセル組織と極微細粒子が共存する組織は、ミクロセル組織を有する溶融凝固組織をそのまま直接、時効熱処理することによって生じる。この特性を活かした別の製造方法の概要を以下に説明する。
本発明に係る別の実施形態による製造方法は、図7に示すように、予め得た造形部材Aを準備するところから始めることができる。造形部材Aは、上述の取出工程後に得られたものを用いても良いし、予め別途製造されていたものを用いてもよい。造形部材Aに対し下記する溶体化熱処理を施し、等軸晶を主とする母相組織を有する造形部材Bを得る。この造形部材Bの表層をレーザビームあるいは電子ビームにより溶融・凝固させて新たな凝固層を形成する。上述したように合金粉末を噴出供給せずにレーザビームあるいは電子ビームを造形部材B上で走査することにより凝固層を形成するができる。このような再溶融・凝固工程を実施して再溶融造形部材Cを得る。この再溶融造形部材Cは、優れた耐食性と機械的特性を有する母体の上に、表層に直径10μm以下のミクロセル組織を含む溶融凝固組織を形成している。この再溶融造形部材Cに対し直接、時効熱処理を施すことで、引張強さや延性の機械的特性がより優れており、尚かつ硬度が改善された合金部材を得ることが出来る。
上述したミクロセル組織と極微細粒子が共存する組織は、ミクロセル組織を有する溶融凝固組織をそのまま直接、時効熱処理することによって生じる。この特性を活かした別の製造方法の概要を以下に説明する。
本発明に係る別の実施形態による製造方法は、図7に示すように、予め得た造形部材Aを準備するところから始めることができる。造形部材Aは、上述の取出工程後に得られたものを用いても良いし、予め別途製造されていたものを用いてもよい。造形部材Aに対し下記する溶体化熱処理を施し、等軸晶を主とする母相組織を有する造形部材Bを得る。この造形部材Bの表層をレーザビームあるいは電子ビームにより溶融・凝固させて新たな凝固層を形成する。上述したように合金粉末を噴出供給せずにレーザビームあるいは電子ビームを造形部材B上で走査することにより凝固層を形成するができる。このような再溶融・凝固工程を実施して再溶融造形部材Cを得る。この再溶融造形部材Cは、優れた耐食性と機械的特性を有する母体の上に、表層に直径10μm以下のミクロセル組織を含む溶融凝固組織を形成している。この再溶融造形部材Cに対し直接、時効熱処理を施すことで、引張強さや延性の機械的特性がより優れており、尚かつ硬度が改善された合金部材を得ることが出来る。
[表層付加造形工程を有する製造方法]
また、本発明に係るミクロセル組織と極微細粒子が共存する組織を得るための、さらに別の製造方法の概要を説明する。
この製造方法は、図8に示すように、予め得た造形部材Aを準備するところから始めても良いし、溶体化熱処理を施し、等軸晶を主とする母相組織を有する造形部材Bを予め準備するところから始めることもできる。造形部材Bは、溶体化熱処理工程後に得られたものを用いても良いし、予め別途製造されていたものを用いてもよい。造形部材Bに対しレーザあるいは電子ビームによる積層造形法を施して、その表層部に溶融・凝固による新たな凝固層を形成する表層付加造形工程を実施し、表層付加造形部材(造形部材D)を得る。この造形部材Dに対し直接、時効熱処理を施すことで、引張強さや延性の機械的特性がより優れており、尚かつ硬度が改善された合金部材を得ることが出来る。
また、本発明に係るミクロセル組織と極微細粒子が共存する組織を得るための、さらに別の製造方法の概要を説明する。
この製造方法は、図8に示すように、予め得た造形部材Aを準備するところから始めても良いし、溶体化熱処理を施し、等軸晶を主とする母相組織を有する造形部材Bを予め準備するところから始めることもできる。造形部材Bは、溶体化熱処理工程後に得られたものを用いても良いし、予め別途製造されていたものを用いてもよい。造形部材Bに対しレーザあるいは電子ビームによる積層造形法を施して、その表層部に溶融・凝固による新たな凝固層を形成する表層付加造形工程を実施し、表層付加造形部材(造形部材D)を得る。この造形部材Dに対し直接、時効熱処理を施すことで、引張強さや延性の機械的特性がより優れており、尚かつ硬度が改善された合金部材を得ることが出来る。
以上の再溶融・凝固工程または表層付加造形工程を用いた製造方法によって製造された第二の合金部材は表層部の硬度が改善されている。すなわち、図9に示すように、合金部材の内部101aには靭性や延性に優れた等軸晶を主とする母相組織を配し、表層部101bにはミクロセル組織と、合金部材の内部101aに含まれる極小粒子よりも小さい極微細粒子とが共存する構成を備えることが出来ている。これにより、上述の通り引張強さや延性の機械的特性がより優れており、加えて硬度が改善された合金部材となる。
[溶体化熱処理]
溶体化熱処理について以下に説明する。溶体化熱処理での保持温度は、1080℃以上1180℃以下(1080℃~1180℃)の温度範囲とする。好ましくは1100℃以上1140℃以下、より好ましくは1110℃以上1130℃以下である。1080℃以上とすると脆化に繋がる六方晶の析出物が析出し残存し難くなる。また、1180℃以下であると結晶粒径の粗大化や部分溶融などの不良が生じ難くなる。また、最高温度での保持時間は0.5時間以上24時間以下が良く、好ましくは0.5時間以上8時間以下、より好ましくは1時間以上4時間以下である。0.5時間以上とすると造形部材101中に六方晶の析出物の生成を抑制することができ、24時間以下であると結晶粒径の粗大化を抑制することができる。
溶体化熱処理について以下に説明する。溶体化熱処理での保持温度は、1080℃以上1180℃以下(1080℃~1180℃)の温度範囲とする。好ましくは1100℃以上1140℃以下、より好ましくは1110℃以上1130℃以下である。1080℃以上とすると脆化に繋がる六方晶の析出物が析出し残存し難くなる。また、1180℃以下であると結晶粒径の粗大化や部分溶融などの不良が生じ難くなる。また、最高温度での保持時間は0.5時間以上24時間以下が良く、好ましくは0.5時間以上8時間以下、より好ましくは1時間以上4時間以下である。0.5時間以上とすると造形部材101中に六方晶の析出物の生成を抑制することができ、24時間以下であると結晶粒径の粗大化を抑制することができる。
また、この溶体化熱処理における昇温プロセスでは、六方晶の析出物が生じ易い温度帯(例えば800℃から1080℃まで)は速やかに、例えば5℃/分以上の昇温速度とすれば六方晶の析出物量を熱処理前に低減できるので好適である。好ましくは10℃/分以上である。上限は特別には限定されないが、造形部材101中の温度均一性、特に過熱部の発生防止の確保の観点で1000℃/分程度である。なお、本発明では、合金の固溶限が明確ではないこと、および最終生成物である合金部材には平均粒径100 nm以下の極小粒子が分散析出していることから、上述のような熱処理を擬溶体化熱処理とも言える。しかし、本明細書ではこれらを含めて単に溶体化熱処理と称している。
[冷却工程]
次に、溶体化熱処理工程後の造形部材に冷却工程を施す。冷却工程は、熱処理において少なくとも保持温度から800℃迄の温度範囲を、110℃/分以上2400℃/分以下の冷却速度で冷却を行うことが好ましい。ここで好ましくは110℃/分以上600℃/分未満、より好ましくは200℃/分以上600℃/分未満の冷却速度で行う。この範囲の冷却は、例えば、窒素、アルゴン、ヘリウム等の不活性ガスを用いたガス冷却で調節することができる。また、600℃/分以上2400℃/分以下、より好ましくは1000℃/分以上2000℃/分以下の冷却速度で行う実施形態もある。この範囲の冷却は、例えば、塩浴、焼入油、ポリマー水溶液等を用いた液体冷却で調節することができる。110℃/分未満の冷却速度(例えば炉冷や空放冷処理)では、六方晶の析出物が粒界から生じ易く耐食性が低下する課題が生じる場合がある。また、2400℃/分を超える冷却速度(例えば水槽への浸漬冷却)では、急速冷却中に生じる温度ムラに起因する造形部材の変形が課題となる場合がある。また、800℃以下の温度でも冷却を継続して行うのが良い。例えば700℃から室温までの温度範囲をおよそ上記冷却速度で継続的に冷却することは好ましい。
次に、溶体化熱処理工程後の造形部材に冷却工程を施す。冷却工程は、熱処理において少なくとも保持温度から800℃迄の温度範囲を、110℃/分以上2400℃/分以下の冷却速度で冷却を行うことが好ましい。ここで好ましくは110℃/分以上600℃/分未満、より好ましくは200℃/分以上600℃/分未満の冷却速度で行う。この範囲の冷却は、例えば、窒素、アルゴン、ヘリウム等の不活性ガスを用いたガス冷却で調節することができる。また、600℃/分以上2400℃/分以下、より好ましくは1000℃/分以上2000℃/分以下の冷却速度で行う実施形態もある。この範囲の冷却は、例えば、塩浴、焼入油、ポリマー水溶液等を用いた液体冷却で調節することができる。110℃/分未満の冷却速度(例えば炉冷や空放冷処理)では、六方晶の析出物が粒界から生じ易く耐食性が低下する課題が生じる場合がある。また、2400℃/分を超える冷却速度(例えば水槽への浸漬冷却)では、急速冷却中に生じる温度ムラに起因する造形部材の変形が課題となる場合がある。また、800℃以下の温度でも冷却を継続して行うのが良い。例えば700℃から室温までの温度範囲をおよそ上記冷却速度で継続的に冷却することは好ましい。
[用途・製造物]
本発明の合金部材を用いた用途や製造物は任意である。積層造形体に時効熱処理を施したもの、また、積層造形体に溶体化熱処理と時効熱処理を施したものなど、製造方法を適宜選択して、用途に応じた機械的特性と耐摩耗性を得ることができる。また、造形部材Aや造形部材Bは、別途製造して用意しておくことができる。所望する製造物や製造時期に応じて造形部材Aや造形部材Bを適宜用いることが出来るので、生産管理が合理化できて安価に製造することができる。
用途の一例としては、流体機械のインペラ、射出成型機のスクリュー、油井の掘削装置や射出成形用のスクリューやシリンダー、発電機などのタービンホイール、圧縮機のインペラ、化学プラントのバルブや継手、熱交換機、ポンプ、半導体製造装置や部材、鋳造金型、鍛造金型、プレス金型、プラスチック成型金型など各種金型に適用される。本発明ではこれらの機械、機器、部材、金型、部品等を総称して製造物と言う。
本発明の合金部材を用いた用途や製造物は任意である。積層造形体に時効熱処理を施したもの、また、積層造形体に溶体化熱処理と時効熱処理を施したものなど、製造方法を適宜選択して、用途に応じた機械的特性と耐摩耗性を得ることができる。また、造形部材Aや造形部材Bは、別途製造して用意しておくことができる。所望する製造物や製造時期に応じて造形部材Aや造形部材Bを適宜用いることが出来るので、生産管理が合理化できて安価に製造することができる。
用途の一例としては、流体機械のインペラ、射出成型機のスクリュー、油井の掘削装置や射出成形用のスクリューやシリンダー、発電機などのタービンホイール、圧縮機のインペラ、化学プラントのバルブや継手、熱交換機、ポンプ、半導体製造装置や部材、鋳造金型、鍛造金型、プレス金型、プラスチック成型金型など各種金型に適用される。本発明ではこれらの機械、機器、部材、金型、部品等を総称して製造物と言う。
以下、実施例および比較例により本発明をさらに具体的に説明する。なお、本発明はこれらの実施例に限定されるものではない。
[実験1]
(HEA粉末P1~P2の作製)
表1に示す名目組成で原料を混合し、真空ガスアトマイズ法により、溶湯から合金粉末を製造した。次に、得られた合金粉末に対して、ふるいによる分級を行って粒径を10μm以上53μm以下、平均粒径(d50)を約35μmとなるよう選別してHEA粉末P1、P2を用意した。尚、P1、P2の組成を選定した理由は、発明者による予備検討において特に強度、延性に関わる機械的特性に優れていたためである。なお、例えば、上述の国際公開2019/031577号公報で開示された組成の粉末等を用いることもできる。
(HEA粉末P1~P2の作製)
表1に示す名目組成で原料を混合し、真空ガスアトマイズ法により、溶湯から合金粉末を製造した。次に、得られた合金粉末に対して、ふるいによる分級を行って粒径を10μm以上53μm以下、平均粒径(d50)を約35μmとなるよう選別してHEA粉末P1、P2を用意した。尚、P1、P2の組成を選定した理由は、発明者による予備検討において特に強度、延性に関わる機械的特性に優れていたためである。なお、例えば、上述の国際公開2019/031577号公報で開示された組成の粉末等を用いることもできる。

[実験2]
<合金部材M1(M2)、M1(M2)-500AG、M1(M2)-600AG、M1(M2)-650AG、M1(M2)-700AG、M1(M2)-800AG、M1(M2)-900AG、M1(M2)-Sの作製>
実験1で用意したHEA粉末P1に対し、図2に示したような粉末積層造形装置(EOS社製EOS M290)を用いて、図1の積層造形工程の手順に沿ってSLM法による造形部材M1(積層造形体:25mm×25mm×高さ10mmの角柱材、高さ方向が積層方向)を積層造形した。尚、積層造形時のレーザ出力は、発明者による事前検討を基に300Wに設定し、レーザ走査速度は1000mm/秒、走査間隔は0.11mmとした。また、一層毎の積層厚みは約0.04mmに設定した。
<合金部材M1(M2)、M1(M2)-500AG、M1(M2)-600AG、M1(M2)-650AG、M1(M2)-700AG、M1(M2)-800AG、M1(M2)-900AG、M1(M2)-Sの作製>
実験1で用意したHEA粉末P1に対し、図2に示したような粉末積層造形装置(EOS社製EOS M290)を用いて、図1の積層造形工程の手順に沿ってSLM法による造形部材M1(積層造形体:25mm×25mm×高さ10mmの角柱材、高さ方向が積層方向)を積層造形した。尚、積層造形時のレーザ出力は、発明者による事前検討を基に300Wに設定し、レーザ走査速度は1000mm/秒、走査間隔は0.11mmとした。また、一層毎の積層厚みは約0.04mmに設定した。
積層造形工程S30と取出工程S50の後、造形部材M1(造形部材Aに相当)を得た。この造形部材M1に各種熱処理を施して各合金部材を作製した。
先ず、造形部材M1に対し、そのまま時効熱処理を施した。時効熱処理工程S70は、真空炉を用い、昇温速度10℃/分で昇温して500℃で8時間保持した後に、設定圧0.5MPaの高圧窒素ガスを用いて冷却した試料をM1-500AGとした。同様に600℃、650℃、700℃、800℃、900℃の温度で8時間保持した後に、同様に窒素ガスを用いて冷却した試料をM1-600AG、M1-650AG、M1-700AG、M1-800AG、M1-900AGとした。
先ず、造形部材M1に対し、そのまま時効熱処理を施した。時効熱処理工程S70は、真空炉を用い、昇温速度10℃/分で昇温して500℃で8時間保持した後に、設定圧0.5MPaの高圧窒素ガスを用いて冷却した試料をM1-500AGとした。同様に600℃、650℃、700℃、800℃、900℃の温度で8時間保持した後に、同様に窒素ガスを用いて冷却した試料をM1-600AG、M1-650AG、M1-700AG、M1-800AG、M1-900AGとした。
次に、造形部材M1に対し、溶体化熱処理のみを施した。溶体化熱処理工程は、真空炉を用い、昇温速度10℃/分で昇温して1120℃で1時間保持した後に、設定圧0.5MPaの高圧窒素ガスを用いて冷却した試料をM1-S(造形部材Bに相当)とした。
さらに、HEA粉末P2についても上記と同様に、積層造形工程S30と取出工程S50を経て造形部材M2(造形部材Aに相当)を得た。造形部材M2に時効熱処理工程S70を行って、M2-500AG、M2-600AG、M2-650AG、M2-700AG、M2-800AG、M2-900AGを作製した。また、造形部材M2に溶体化熱処理のみを行ってM2-S(造形部材Bに相当)を作製した。
<合金部材M1(M2)-RM650AGの作製>
先に得られたM1-S(造形部材Bに相当)に対して、粉末を供給せずに上記と同じ条件でレーザビームを照射し、その表層を1層分のみ溶融して新たな溶融・凝固層を造形する再溶融・凝固工程S60を行い造形部材(造形部材Cに相当)を得た。その後、真空炉を用い、昇温速度10℃/分で昇温して650℃で8時間保持した後に、設定圧0.5MPaの高圧窒素ガスを用いて冷却し、時効熱処理工程S70を施した試料をM1-RM650AGとした。さらに、M2-Sに対しても上記と同様に再溶融・凝固工程S60と時効熱処理工程S70を行ってM2-RM650AGを作製した。
先に得られたM1-S(造形部材Bに相当)に対して、粉末を供給せずに上記と同じ条件でレーザビームを照射し、その表層を1層分のみ溶融して新たな溶融・凝固層を造形する再溶融・凝固工程S60を行い造形部材(造形部材Cに相当)を得た。その後、真空炉を用い、昇温速度10℃/分で昇温して650℃で8時間保持した後に、設定圧0.5MPaの高圧窒素ガスを用いて冷却し、時効熱処理工程S70を施した試料をM1-RM650AGとした。さらに、M2-Sに対しても上記と同様に再溶融・凝固工程S60と時効熱処理工程S70を行ってM2-RM650AGを作製した。
<合金部材M1(M2)-LD650AGの作製>
先に得られたM1-S(造形部材Bに相当)に対して、P1粉末を用いたレーザビーム粉末肉盛法(LMD法)を実施し、その表層部に新たな溶融・凝固層を1層だけ積層造形する表層付加造形工程S65を行い造形部材(造形部材Dに相当)を得た。造形条件は、レーザ出力を1.0kW、走査速度を1000mm/分、走査間隔を2.0mm、粉末供給量を14g/分とした。その後、真空炉を用い、昇温速度10℃/分で昇温して650℃で8時間保持した後に、設定圧0.5MPaの高圧窒素ガスを用いて冷却し、時効熱処理工程S70を施した試料をM1-LD650AGとした。さらに、M2-Sに対してもHEA粉末P2を用いて上記と同様に表層付加造形工程S65と時効熱処理工程S70を行ってM2-LD650AGを作製した。なお、ここでは新たな溶融・凝固層を1層だけとしたが、同様の表層付加造形工程を複数回実施することで2層以上の積層を行うことも可能である。
先に得られたM1-S(造形部材Bに相当)に対して、P1粉末を用いたレーザビーム粉末肉盛法(LMD法)を実施し、その表層部に新たな溶融・凝固層を1層だけ積層造形する表層付加造形工程S65を行い造形部材(造形部材Dに相当)を得た。造形条件は、レーザ出力を1.0kW、走査速度を1000mm/分、走査間隔を2.0mm、粉末供給量を14g/分とした。その後、真空炉を用い、昇温速度10℃/分で昇温して650℃で8時間保持した後に、設定圧0.5MPaの高圧窒素ガスを用いて冷却し、時効熱処理工程S70を施した試料をM1-LD650AGとした。さらに、M2-Sに対してもHEA粉末P2を用いて上記と同様に表層付加造形工程S65と時効熱処理工程S70を行ってM2-LD650AGを作製した。なお、ここでは新たな溶融・凝固層を1層だけとしたが、同様の表層付加造形工程を複数回実施することで2層以上の積層を行うことも可能である。
[実験3]
(合金部材の微細組織観察)
上記で作製した各種合金部材から微細組織観察用の試験片を採取し、光学顕微鏡と各種電子顕微鏡(SEM、STEM、STEM-EDX)を用いて、上記した手法にて微細組織観察を行った。各合金部材の作製仕様と共に、微細組織観察結果を表2に示す。各試料とも母相はFCCを含んでいた。
(合金部材の微細組織観察)
上記で作製した各種合金部材から微細組織観察用の試験片を採取し、光学顕微鏡と各種電子顕微鏡(SEM、STEM、STEM-EDX)を用いて、上記した手法にて微細組織観察を行った。各合金部材の作製仕様と共に、微細組織観察結果を表2に示す。各試料とも母相はFCCを含んでいた。

表2に示したように、時効熱処理なしの合金部材M1およびM2の母相組織は、平均結晶粒径100μm以下の微細な柱状晶が積層造形体の積層方向に沿って林立した組織(いわゆる局所急冷凝固組織)を有していた。なお、ここでいう柱状晶とは結晶粒の長軸長さの短軸長さに対する比が2以上の結晶と定義する。そして、その各結晶粒の内部には直径10μm以下のミクロセル組織が生成していた。また、これらの合金部材M1、M2に時効熱処理を施したM1-500AG、M1-600AG、M1-650AG、M1-700AG、M1-800AG、M1-900AG、M2-500AG、M2-600AG、M2-650AG、M2-700AG、M2-800AG、M2-900AGについてみると、母相組織は、概ね柱状晶からなりミクロセル組織を有しているが、時効熱処理が900℃ではミクロセル組織が消失し、結晶粒内の極微細粒子も50nmを超えている。
また、合金部材M1、M2に溶体化熱処理のみを施したM1-S、M2-Sは、結晶粒内の極微細粒子は析出しているもののミクロセル組織は消失し、結晶粒は多角形状の等軸晶へと変化していた。
さらに、合金部材M1-S、M2-Sの表層を再溶融して、新たな溶融・凝固層を設け、さらに時効熱処理を施したM1-RM650AG、M2-RM650AGは、内部については微小粒子は析出しているもののミクロセル組織は消失して等軸晶となっていた。但し、表層の溶融・凝固層については柱状晶でミクロセル組織を有し、極微細粒子も析出している。
また、合金部材M1-S、M2-Sに積層造形による新たな溶融・凝固層を設け、さらに時効熱処理を施したM1-LD650AG、M2-LD650AGについても同様の結果であった。なお、合金部材M1-S、M2-S、およびM1-RM650AG 、M1-LD650AG、M2-RM650AG 、M2-LD650AGの内部については、結晶粒中に平均粒径100nm以下の極小粒子が生じていることをTEM、STEM-EDX によって確認した。さらに、この極小粒子ではNi成分とTi成分とが母相結晶よりも濃化していることをSTEM-EDX によって確認した。
さらに、合金部材M1-S、M2-Sの表層を再溶融して、新たな溶融・凝固層を設け、さらに時効熱処理を施したM1-RM650AG、M2-RM650AGは、内部については微小粒子は析出しているもののミクロセル組織は消失して等軸晶となっていた。但し、表層の溶融・凝固層については柱状晶でミクロセル組織を有し、極微細粒子も析出している。
また、合金部材M1-S、M2-Sに積層造形による新たな溶融・凝固層を設け、さらに時効熱処理を施したM1-LD650AG、M2-LD650AGについても同様の結果であった。なお、合金部材M1-S、M2-S、およびM1-RM650AG 、M1-LD650AG、M2-RM650AG 、M2-LD650AGの内部については、結晶粒中に平均粒径100nm以下の極小粒子が生じていることをTEM、STEM-EDX によって確認した。さらに、この極小粒子ではNi成分とTi成分とが母相結晶よりも濃化していることをSTEM-EDX によって確認した。
[実験4]
(引張強さ、破断伸びの測定)
上記の試験片からM1、M1-S、M1-650AG、M2、M2-S、M2-650AGを選択し、先に示した手法にて製造した素材を基に規格試験(ASTM E8)に準拠する引張試験片(平行部直径 6mm、標点間長さ 24mm)を作製した。この引張試験片に対して室温(22℃)での引張試験をN=3にて実施して引張強さと破断伸びの平均値を求め、表3に記載した。表3より何れの試験片も1100MPa以上の引張強さと5%以上の破断伸びが得られた。中でもM1-650AGおよびM2-650AGの試験片では、1500MPa以上の引張強さが得られることを確認した。
(引張強さ、破断伸びの測定)
上記の試験片からM1、M1-S、M1-650AG、M2、M2-S、M2-650AGを選択し、先に示した手法にて製造した素材を基に規格試験(ASTM E8)に準拠する引張試験片(平行部直径 6mm、標点間長さ 24mm)を作製した。この引張試験片に対して室温(22℃)での引張試験をN=3にて実施して引張強さと破断伸びの平均値を求め、表3に記載した。表3より何れの試験片も1100MPa以上の引張強さと5%以上の破断伸びが得られた。中でもM1-650AGおよびM2-650AGの試験片では、1500MPa以上の引張強さが得られることを確認した。

(耐摩耗性の測定)
上記で作製した各合金部材の断面試験片を対象にビッカース硬度(荷重:4.9N、押込時間:10秒) を測定した。何れも面内の5か所を測定してその平均値を求め、表4に記載した。硬度は資源採掘環境などの耐摩耗部品で必要とされる550HVの硬度を基準とし、550HV以上を「合格」、550HVを下回る場合を「不合格」と判定した。なお、550HVは耐摩耗性の確保に必要な値であり、通常の環境では十分実用に供せる数値である。M1-LD650AG、M1-RM650AG、M2-LD650AG、M2-RM650AGについては表層部の肉盛部若しくは再溶融部と内部とに分けて硬度を測定し、耐摩耗性が必要となる表層部の硬度により合否を判定した。
上記で作製した各合金部材の断面試験片を対象にビッカース硬度(荷重:4.9N、押込時間:10秒) を測定した。何れも面内の5か所を測定してその平均値を求め、表4に記載した。硬度は資源採掘環境などの耐摩耗部品で必要とされる550HVの硬度を基準とし、550HV以上を「合格」、550HVを下回る場合を「不合格」と判定した。なお、550HVは耐摩耗性の確保に必要な値であり、通常の環境では十分実用に供せる数値である。M1-LD650AG、M1-RM650AG、M2-LD650AG、M2-RM650AGについては表層部の肉盛部若しくは再溶融部と内部とに分けて硬度を測定し、耐摩耗性が必要となる表層部の硬度により合否を判定した。
(耐食性の測定)
また、上記で作製した各合金部材から10%沸騰硫酸浸漬試験用の浸漬試験片(縦25 mm×横25 mm×厚さ2 mm)を採取した。沸騰硫酸浸漬試験は、資源採掘環境や化学プラントなど強酸性雰囲気で用いられる部材に対し、特に追加で実施する試験であり、より高い耐食性を評価するために行ったものである。浸漬試験は、各試験片に対して試験面積:14.5 cm2、試験器具:ガラス製逆流水冷コンデンサを接続したガラス製フラスコ(容量:1000 mL)、試験溶液: 10%硫酸水溶液(試験片の表面積1cm2当たり約10 mL)、試験温度:沸騰条件の条件下で24時間浸漬した後の重量減少量を求め、合金密度(8.04 g/cm3)、を用いて腐食速度(mm/年)の指標とした。耐食性の評価は、沸騰硫酸中の腐食速度5mm/年以下を「合格」と判定し、5mm/年を超える場合を「不合格」と判定した。なお、ここでは5mm/年を超える場合を「不合格」と判定したが、通常の環境では十分実用に供せる数値である。以上の腐食試験の結果を表4に併記する。
また、上記で作製した各合金部材から10%沸騰硫酸浸漬試験用の浸漬試験片(縦25 mm×横25 mm×厚さ2 mm)を採取した。沸騰硫酸浸漬試験は、資源採掘環境や化学プラントなど強酸性雰囲気で用いられる部材に対し、特に追加で実施する試験であり、より高い耐食性を評価するために行ったものである。浸漬試験は、各試験片に対して試験面積:14.5 cm2、試験器具:ガラス製逆流水冷コンデンサを接続したガラス製フラスコ(容量:1000 mL)、試験溶液: 10%硫酸水溶液(試験片の表面積1cm2当たり約10 mL)、試験温度:沸騰条件の条件下で24時間浸漬した後の重量減少量を求め、合金密度(8.04 g/cm3)、を用いて腐食速度(mm/年)の指標とした。耐食性の評価は、沸騰硫酸中の腐食速度5mm/年以下を「合格」と判定し、5mm/年を超える場合を「不合格」と判定した。なお、ここでは5mm/年を超える場合を「不合格」と判定したが、通常の環境では十分実用に供せる数値である。以上の腐食試験の結果を表4に併記する。

表4および図10に各試験片の評価結果と合否判定を示す。まず、熱処理工程を行っていない試料である合金部材M1、M2は、硬さが550HVを下回っており、高い耐摩耗性を必要とする環境への適用には適さないことが確認された。また、溶体化熱処理のみを行ったM1-S、M2-Sについても同様に硬さが550HVを下回っていることが確認された。但し、引張強さは1100MPa以上、破断伸びは10%以上の数値を得ており、高い耐摩耗性を要求されない用途や部位では十分実用に供せるものである。また、合金部材M1-500AG、M2-500AGは基本的にはそれぞれM1、M2と同様の特性を示し、極微細粒子が析出しないために硬さについてもM1、M2からの変化は小さく550HVを下回った。一方、合金部材M1-900AG、M2-900AGは腐食速度が5mm/年を上回り不合格となった。これは高い温度での時効熱処理中に極微細粒子が、より粗大で耐食性に劣る六方晶系の析出物に変態すると共に、50nmを超える大きさになった為とみられる。
一方、その他の合金部材(実施例)は、表層の硬さは550HVを上回り良好な硬さを有していることが実証された。また、耐食性についても基準とする5mm/年の値を大きく下回り好適となった。また、時効熱処理温度と硬さの関係を図10に示す。図より、硬さは時効温度を550℃以上とすると550HV以上が得られ、800℃近傍で最大となる傾向にあることが分かる。また、再溶融造形部材(M1-RM650AG、M2-RM650AG)と表層付加造形部材(M1-LD650AG、M2-LD650AG)については、表層部に新たに硬化層が得られ、内部は延性に優れた等軸晶からなる組織を保っていた。これらの部材の内部は20%以上の延性を保ち、特に表面硬度と延性及びじん性の両立を必要とする金型などの用途に好適であることを確認した。
上述した実施形態や実施例は、本発明の理解を助けるために説明したものであり、本発明は、記載した具体的な構成のみに限定されるものではない。例えば、ある実施形態の構成の一部を他の実施形態の構成に置き換えることが可能であり、また、ある実施形態の構成に他の実施形態の構成を加えることも可能である。すなわち、本発明は、本明細書の実施形態や実施例の構成の一部について、削除したり、他の構成に置換したり、また他の構成の追加をすることが可能である。このような実施形態の調整により、本発明で開示した合金部材は、産業分野や資源分野、化学プラント、金型部材などで広く用いられる耐食耐摩耗部品へと適用することが可能となる。
2…母相組織、3…ミクロセル組織の境界部、4…転位、5…析出物、6…極微細粒子、7…母相結晶粒、8…極小粒子、10…溶湯、20…合金粉末、100…SLM粉末積層造形装置、101…造形部材、102…ステージ、103…ベースプレート、104…パウダー供給用コンテナ、105…合金粉末、160…リコータ、107…粉末床(層状粉末)、108…レーザ発振器、109…レーザビーム、110…ガルバノメーターミラー、111…未溶融粉末回収用コンテナ、112…2Dスライス形状の凝固層 101a…造形部材(内部) 101b…造形部材(表層)、200・・・粉末積層造形装置、201・・・パウダー供給コンテナ、203・・・レーザービームあるいは電子ビーム、204・・・テーブル、205・・・バイス、206・・・レーザヘッド部、303…造形部材、S10・・・原料粉末製造工程、S30…積層造形工程、S40…溶体化熱処理工程、S50…取出工程、S60…再溶融・凝固工程、S65…表層付加造形工程、S70…時効熱処理工程
Claims (10)
- Co、Cr、Fe、Ni、Tiの各元素をそれぞれ5原子%以上35原子%以下の範囲で含み、かつMoを0原子%超8原子%以下の範囲で含み、残部が不可避不純物からなる合金粉末を用いた積層造形法により、造形部材を形成する積層造形工程と、
前記積層造形工程を経て得られた造形部材を、少なくとも表層部に溶融凝固組織を有する状態で、500℃超え900℃未満の温度範囲で保持する時効熱処理工程と、
を有することを特徴とする合金部材の製造方法。 - 前記積層造形工程と前記時効熱処理工程との間に、
前記積層造形工程で形成された前記造形部材を加熱し、1080℃以上1180℃以下の温度範囲で保持する溶体化熱処理工程と、
前記溶体化熱処理工程後の造形部材を冷却する冷却工程と、
その後、前記造形部材の表層部を再び溶融・凝固させる再溶融・凝固工程と、
を有することを特徴とする請求項1に記載の合金部材の製造方法。 - 前記積層造形工程と前記時効熱処理工程との間に、
前記造形部材を加熱し、1080℃以上1180℃以下の温度範囲で保持する溶体化熱処理工程と、
前記溶体化熱処理工程後の造形部材を冷却する冷却工程と、
その後、前記合金粉末を用いた積層造形法によって、前記冷却工程を経た前記造形部材の表層部に溶融・凝固層を形成する表層付加造形工程と、
を有することを特徴とする請求項1に記載の合金部材の製造方法。 - 前記積層造形工程において、積層造形法に使用する熱源がレーザビームあるいは電子ビームであることを特徴とする請求項1から請求項3のいずれか一項に記載の合金部材の製造方法。
- Co、Cr、Fe、Ni、Tiの各元素をそれぞれ5原子%以上35原子%以下の範囲で含み、かつMoを0原子%超8原子%以下の範囲で含み、残部が不可避不純物からなる合金部材であって、少なくとも表層部の結晶粒中に、平均直径10μm以下のミクロセル組織を有し、前記ミクロセル組織の境界部には、そのミクロセル組織内部よりも高い面密度の転位を有し、前記ミクロセル組織の少なくとも内部には平均粒径50nm以下の極微細粒子が分散析出していることを特徴とする合金部材。
- 前記ミクロセル組織の境界部にはTiが濃縮していることを特徴とする請求項5に記載の合金部材。
- 前記表層部よりも内側の部材内部の母相の結晶粒中に、平均粒径100nm以下の極小粒子が分散析出していることを特徴とする請求項5または請求項6に記載の合金部材。
- ビッカース硬さが550HV以上である部位を有することを特徴とする請求項5から請求項7のいずれか一項に記載の合金部材。
- 請求項5から請求項8のいずれか一項に記載の合金部材を用いた製造物。
- 前記製造物が、流体機械のインペラ、射出成型機のスクリュー、金型のいずれかであることを特徴とする請求項9に記載の製造物。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022505041A JP7173397B2 (ja) | 2020-03-03 | 2021-01-29 | 合金部材の製造方法、合金部材、および合金部材を用いた製造物 |
| US17/908,529 US20230122004A1 (en) | 2020-03-03 | 2021-01-29 | Production method of alloy member, alloy member, and product using alloy member |
| EP21764385.7A EP4116013A4 (en) | 2020-03-03 | 2021-01-29 | METHOD FOR PRODUCING AN ALLOY ELEMENT, ALLOY ELEMENT AND PRODUCT COMPRISING THE ALLOY ELEMENT |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-035862 | 2020-03-03 | ||
| JP2020035862 | 2020-03-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021176910A1 true WO2021176910A1 (ja) | 2021-09-10 |
Family
ID=77613851
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/003382 WO2021176910A1 (ja) | 2020-03-03 | 2021-01-29 | 合金部材の製造方法、合金部材、および合金部材を用いた製造物 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20230122004A1 (ja) |
| EP (1) | EP4116013A4 (ja) |
| JP (1) | JP7173397B2 (ja) |
| WO (1) | WO2021176910A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116103592A (zh) * | 2023-04-12 | 2023-05-12 | 北京中辰至刚科技有限公司 | 一种高熵合金的热处理方法 |
| CN116815077A (zh) * | 2023-08-30 | 2023-09-29 | 北京中辰至刚科技有限公司 | 一种基于TaHfNbZrTi系难熔高熵合金气淬时效热处理方法 |
| EP4242335A4 (en) * | 2020-11-04 | 2024-04-24 | Proterial, Ltd. | METHOD FOR MANUFACTURING ALLOY ELEMENT, ALLOY ELEMENT AND PRODUCT USING ALLOY ELEMENT |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017138191A1 (ja) * | 2016-02-09 | 2017-08-17 | 株式会社日立製作所 | 合金部材、該合金部材の製造方法、および該合金部材を用いた製造物 |
| WO2019031577A1 (ja) | 2017-08-09 | 2019-02-14 | 日立金属株式会社 | 合金部材、該合金部材の製造方法、および該合金部材を用いた製造物 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106119835A (zh) * | 2016-07-28 | 2016-11-16 | 四川建筑职业技术学院 | 一种等轴晶高熵合金涂层及其制备方法 |
| JP6937491B2 (ja) | 2017-03-02 | 2021-09-22 | 株式会社日立製作所 | 合金部材、該合金部材の製造方法、および該合金部材を用いた製造物 |
-
2021
- 2021-01-29 JP JP2022505041A patent/JP7173397B2/ja active Active
- 2021-01-29 EP EP21764385.7A patent/EP4116013A4/en active Pending
- 2021-01-29 US US17/908,529 patent/US20230122004A1/en active Pending
- 2021-01-29 WO PCT/JP2021/003382 patent/WO2021176910A1/ja unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017138191A1 (ja) * | 2016-02-09 | 2017-08-17 | 株式会社日立製作所 | 合金部材、該合金部材の製造方法、および該合金部材を用いた製造物 |
| WO2019031577A1 (ja) | 2017-08-09 | 2019-02-14 | 日立金属株式会社 | 合金部材、該合金部材の製造方法、および該合金部材を用いた製造物 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4242335A4 (en) * | 2020-11-04 | 2024-04-24 | Proterial, Ltd. | METHOD FOR MANUFACTURING ALLOY ELEMENT, ALLOY ELEMENT AND PRODUCT USING ALLOY ELEMENT |
| CN116103592A (zh) * | 2023-04-12 | 2023-05-12 | 北京中辰至刚科技有限公司 | 一种高熵合金的热处理方法 |
| CN116815077A (zh) * | 2023-08-30 | 2023-09-29 | 北京中辰至刚科技有限公司 | 一种基于TaHfNbZrTi系难熔高熵合金气淬时效热处理方法 |
| CN116815077B (zh) * | 2023-08-30 | 2023-11-21 | 北京中辰至刚科技有限公司 | 一种基于TaHfNbZrTi系难熔高熵合金气淬时效热处理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230122004A1 (en) | 2023-04-20 |
| JP7173397B2 (ja) | 2022-11-16 |
| JPWO2021176910A1 (ja) | 2021-09-10 |
| EP4116013A1 (en) | 2023-01-11 |
| EP4116013A4 (en) | 2023-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113862543B (zh) | 合金部件的制造方法 | |
| Brenne et al. | Microstructural design of Ni-base alloys for high-temperature applications: impact of heat treatment on microstructure and mechanical properties after selective laser melting | |
| WO2021176910A1 (ja) | 合金部材の製造方法、合金部材、および合金部材を用いた製造物 | |
| Khorasani et al. | On the role of different annealing heat treatments on mechanical properties and microstructure of selective laser melted and conventional wrought Ti-6Al-4V | |
| Qi et al. | Studies of standard heat treatment effects on microstructure and mechanical properties of laser net shape manufactured Inconel 718 | |
| JP6849128B2 (ja) | 金属積層造形用混合粉末 | |
| Bai et al. | Selective laser melting of maraging steel: mechanical properties development and its application in mold | |
| Ma et al. | Advances in additively manufactured titanium alloys by powder bed fusion and directed energy deposition: Microstructure, defects, and mechanical behavior | |
| KR101909152B1 (ko) | 열 저항 알루미늄 기본 합금 및 제조 방법 | |
| JP7248196B2 (ja) | 合金部材の製造方法、合金部材、および合金部材を用いた製造物 | |
| TWI820307B (zh) | 由積層成型體構成的Ni基合金構件、Ni基合金構件的製造方法以及使用Ni基合金構件的產品 | |
| Xiao et al. | Effect of direct aging and annealing on the microstructure and mechanical properties of AlSi10Mg fabricated by selective laser melting | |
| JP6960099B2 (ja) | 合金部材の製造方法 | |
| JP7327704B2 (ja) | 合金材、合金材を用いた合金製造物、及び合金製造物を備える機械装置 | |
| WO2022071378A1 (ja) | 合金材料、該合金材料を用いた合金製造物、および該合金製造物を有する機械装置 | |
| WO2023176650A1 (ja) | 積層造形体からなるNi-Cr合金部材、Ni-Cr合金部材の製造方法、およびNi-Cr合金部材を用いた製造物 | |
| RU2797351C2 (ru) | Высокопрочный титановый сплав для аддитивного производства | |
| JP2023045935A (ja) | Fe-Al系合金、Fe-Al系合金部材、Fe-Al系合金粉末およびFe-Al系合金の製造方法 | |
| Farhang | ENHANCING MICROSTRUCTURE, COMPOSITION HOMOGENEITY, AND MECHANICAL PROPERTIES IN LASER POWDER BED FUSED METALLIC ALLOYS: DESIGN, FABRICATION, AND EVALUATION | |
| Schloetter | Effect of Composition and Build Direction on Additively Manufactured Hastelloy X Alloys | |
| JP2024071286A (ja) | Ni基合金造形物の製造方法、およびNi基合金造形物 | |
| Spitzer et al. | Effect of Composition and Build Direction on Additively Manufactured Hastelloy X Alloys | |
| JP2022053869A (ja) | 合金組成物および合金組成物の製造方法、並びに金型 | |
| JP2022047833A (ja) | 積層造形物の熱処理方法および低熱膨張合金造形物の製造方法 | |
| Pramod et al. | Improved tensile strength and ductility of IN718 via functionally gradient structure processed through Laser Powder Bed Fusion (L-PBF) technique. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21764385 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022505041 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021764385 Country of ref document: EP Effective date: 20221004 |