WO2020255665A1 - Manufacturing method for laminated polarization film and manufacturing device for laminated polarization film - Google Patents
Manufacturing method for laminated polarization film and manufacturing device for laminated polarization film Download PDFInfo
- Publication number
- WO2020255665A1 WO2020255665A1 PCT/JP2020/021096 JP2020021096W WO2020255665A1 WO 2020255665 A1 WO2020255665 A1 WO 2020255665A1 JP 2020021096 W JP2020021096 W JP 2020021096W WO 2020255665 A1 WO2020255665 A1 WO 2020255665A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- active energy
- energy ray
- adhesive
- laminated polarizing
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B37/1284—Application of adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/08—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the cooling method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0008—Electrical discharge treatment, e.g. corona, plasma treatment; wave energy or particle radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B41/00—Arrangements for controlling or monitoring lamination processes; Safety arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/023—Optical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/12—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
- G02B5/3025—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state
- G02B5/3033—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state in the form of a thin sheet or foil, e.g. Polaroid
- G02B5/3041—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state in the form of a thin sheet or foil, e.g. Polaroid comprising multiple thin layers, e.g. multilayer stacks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B2037/1253—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives curable adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B2038/0052—Other operations not otherwise provided for
- B32B2038/0076—Curing, vulcanising, cross-linking
Abstract
[Problem] To provide a manufacturing method for a laminated polarization film with which optical characteristics such as a color can fall within a certain range. [Solution] The present invention includes a laminated polarization film producing step for producing a laminated polarization film 1 by sticking a polarizer-containing film 11 and other films 12, 13 via an active energy ray curable adhesive, and curing the adhesive by irradiating the adhesive with active energy rays from an active energy ray irradiation device 56, wherein: the active energy ray irradiation device is provided with an active energy ray irradiation source 56a and a housing 56b for accommodating the active energy ray irradiation source; and in the laminated polarization film producing step, the supply amount and/or the temperature of a coolant for cooling the inside of the housing are controlled such that the variation in the internal temperature of the housing falls within a certain range.
Description
本発明は、偏光子を含むフィルムと他のフィルムとを接着剤を介して貼り合わせることによって積層偏光フィルムを製造する方法及びその製造装置に関する。特に、本発明は、積層光学フィルムの色相などの光学特性を一定の範囲に収めることができる積層偏光フィルムの製造方法及び製造装置に関する。
The present invention relates to a method for producing a laminated polarizing film by laminating a film containing a polarizer and another film via an adhesive, and an apparatus for producing the same. In particular, the present invention relates to a method and an apparatus for manufacturing a laminated polarizing film capable of keeping optical characteristics such as hue of a laminated optical film within a certain range.
従来、液晶表示装置や偏光サングラスなどの構成材料として、偏光子を含む積層偏光フィルムが使用されている。積層偏光フィルムとしては、例えば、ヨウ素などの二色性物質で染色した偏光子とこの偏光子を保護する保護フィルムとを含む積層フィルムが用いられている。
このような積層偏光フィルムは、例えば、特許文献1及び2に記載のように、保護フィルムに光硬化型接着剤のような活性エネルギー線硬化型接着剤を塗工して接着剤層を形成し、その接着剤層を介して保護フィルムと偏光子とを接着することによって得られる。
特許文献1、2には、紫外線などの活性エネルギー線を前記接着剤に照射して硬化させることが記載されている。 Conventionally, a laminated polarizing film containing a polarizer has been used as a constituent material of a liquid crystal display device, polarized sunglasses, and the like. As the laminated polarizing film, for example, a laminated film containing a polarizing element dyed with a dichroic substance such as iodine and a protective film for protecting the polarizing element is used.
In such a laminated polarizing film, for example, as described inPatent Documents 1 and 2, a protective film is coated with an active energy ray-curable adhesive such as a photocurable adhesive to form an adhesive layer. , Obtained by adhering the protective film and the polarizer via the adhesive layer.
Patent Documents 1 and 2 describe that the adhesive is cured by irradiating the adhesive with active energy rays such as ultraviolet rays.
このような積層偏光フィルムは、例えば、特許文献1及び2に記載のように、保護フィルムに光硬化型接着剤のような活性エネルギー線硬化型接着剤を塗工して接着剤層を形成し、その接着剤層を介して保護フィルムと偏光子とを接着することによって得られる。
特許文献1、2には、紫外線などの活性エネルギー線を前記接着剤に照射して硬化させることが記載されている。 Conventionally, a laminated polarizing film containing a polarizer has been used as a constituent material of a liquid crystal display device, polarized sunglasses, and the like. As the laminated polarizing film, for example, a laminated film containing a polarizing element dyed with a dichroic substance such as iodine and a protective film for protecting the polarizing element is used.
In such a laminated polarizing film, for example, as described in
しかしながら、活性エネルギー線を活性エネルギー線硬化型接着剤に連続的に照射して積層偏光フィルムを連続的に製造すると、積層偏光フィルムの色相(例えば、平行b値)などの光学特性が、活性エネルギー線の照射開始時に得られる(初期に製造される)積層偏光フィルムに比べて変化する場合のあることが分かってきた。積層偏光フィルムには、要求仕様に応じた安定した光学特性が求められるため、光学特性が一定の範囲に収まるように製造することが求められる。
However, when the laminated polarizing film is continuously produced by continuously irradiating the active energy ray-curable adhesive with active energy rays, the optical characteristics such as the hue (for example, parallel b value) of the laminated polarizing film become active energy. It has been found that it may change as compared with the laminated polarizing film obtained (produced in the early stage) at the start of line irradiation. Since the laminated polarizing film is required to have stable optical characteristics according to the required specifications, it is required to manufacture the laminated polarizing film so that the optical characteristics fall within a certain range.
したがい、本発明は、積層光学フィルムの色相などの光学特性を一定の範囲に収めることができる積層偏光フィルムの製造方法及び製造装置を提供することを課題とする。
Therefore, it is an object of the present invention to provide a method and an apparatus for manufacturing a laminated polarizing film capable of keeping optical characteristics such as hue of a laminated optical film within a certain range.
前記課題を解決するため、本発明者らは、積層偏光フィルムの色相(具体的には、平行b値)が変化する原因について鋭意検討を重ねた。具体的には、活性エネルギー線照射装置が、筐体内に活性エネルギー線照射源が収容され、この筐体内部に冷媒(具体的には、空気)を供給して筐体内部を冷却し、冷却に供した後の冷媒を筐体から排出する構成であるときに、積層偏光フィルムの色相が変化する場合があったため、この装置を用いて鋭意検討を重ねた。
その結果、まず、図7(a)に示すように、活性エネルギー線の照射を開始してから時間が経過するにつれて、排気温度(排出される冷媒としての空気の温度)が徐々に上昇していることが分かった。
そして、図7(b)に示すように、排気温度が上昇するにつれて、平行b値も上昇する傾向にあることが分かった。すなわち、排気温度と平行b値とが正の相関関係を有することが分かった。本発明者らの推測では、排気温度が上昇するにつれて、筐体の内部温度も上昇し、ひいては活性エネルギー線が照射される偏光子の雰囲気温度も上昇する結果、偏光子の光学特性が変化し、これにより積層偏光フィルムの平行b値の値が上昇するのだと考えられる。 In order to solve the above problems, the present inventors have diligently studied the cause of the change in the hue (specifically, the parallel b value) of the laminated polarizing film. Specifically, in the active energy ray irradiation device, the active energy ray irradiation source is housed in the housing, and a refrigerant (specifically, air) is supplied to the inside of the housing to cool the inside of the housing and cool it. Since the hue of the laminated polarizing film may change when the refrigerant is discharged from the housing after being subjected to the above, the device has been used for intensive studies.
As a result, first, as shown in FIG. 7A, the exhaust temperature (the temperature of the air as the discharged refrigerant) gradually rises as time elapses from the start of irradiation with the active energy rays. It turned out that there was.
Then, as shown in FIG. 7B, it was found that the parallel b value tends to increase as the exhaust temperature rises. That is, it was found that the exhaust temperature and the parallel b value have a positive correlation. The present inventors speculate that as the exhaust temperature rises, the internal temperature of the housing also rises, and as a result, the atmospheric temperature of the polarizer to which the active energy rays are irradiated also rises, and as a result, the optical characteristics of the polarizer change. It is considered that this causes the value of the parallel b value of the laminated polarizing film to increase.
その結果、まず、図7(a)に示すように、活性エネルギー線の照射を開始してから時間が経過するにつれて、排気温度(排出される冷媒としての空気の温度)が徐々に上昇していることが分かった。
そして、図7(b)に示すように、排気温度が上昇するにつれて、平行b値も上昇する傾向にあることが分かった。すなわち、排気温度と平行b値とが正の相関関係を有することが分かった。本発明者らの推測では、排気温度が上昇するにつれて、筐体の内部温度も上昇し、ひいては活性エネルギー線が照射される偏光子の雰囲気温度も上昇する結果、偏光子の光学特性が変化し、これにより積層偏光フィルムの平行b値の値が上昇するのだと考えられる。 In order to solve the above problems, the present inventors have diligently studied the cause of the change in the hue (specifically, the parallel b value) of the laminated polarizing film. Specifically, in the active energy ray irradiation device, the active energy ray irradiation source is housed in the housing, and a refrigerant (specifically, air) is supplied to the inside of the housing to cool the inside of the housing and cool it. Since the hue of the laminated polarizing film may change when the refrigerant is discharged from the housing after being subjected to the above, the device has been used for intensive studies.
As a result, first, as shown in FIG. 7A, the exhaust temperature (the temperature of the air as the discharged refrigerant) gradually rises as time elapses from the start of irradiation with the active energy rays. It turned out that there was.
Then, as shown in FIG. 7B, it was found that the parallel b value tends to increase as the exhaust temperature rises. That is, it was found that the exhaust temperature and the parallel b value have a positive correlation. The present inventors speculate that as the exhaust temperature rises, the internal temperature of the housing also rises, and as a result, the atmospheric temperature of the polarizer to which the active energy rays are irradiated also rises, and as a result, the optical characteristics of the polarizer change. It is considered that this causes the value of the parallel b value of the laminated polarizing film to increase.
上記の知見に基づき、本発明者らは、筐体の内部温度の変化が一定範囲内に収まるように、筐体の内部を冷却する冷媒の供給量及び/又は冷媒の温度を制御すれば、平行b値などの積層光学フィルムの光学特性の変化を一定の範囲に収めることができることに想到し、本発明を完成した。
Based on the above findings, the present inventors can control the supply amount of the refrigerant for cooling the inside of the housing and / or the temperature of the refrigerant so that the change in the internal temperature of the housing is within a certain range. The present invention was completed with the idea that changes in the optical characteristics of the laminated optical film such as the parallel b value can be kept within a certain range.
すなわち、前記課題を解決するため、本発明は、偏光子を含むフィルムと他のフィルムとをそれぞれ搬送し、これらの搬送過程で前記偏光子を含むフィルム及び前記他のフィルムのうち少なくとも一方に、活性エネルギー線硬化型接着剤を塗工する接着剤塗工工程と、前記偏光子を含むフィルムと前記他のフィルムとを前記接着剤を介して貼り合わせ、且つ、活性エネルギー線照射装置から活性エネルギー線を前記接着剤に照射して硬化させることによって、積層偏光フィルムを作製する積層偏光フィルム作製工程と、を含み、前記活性エネルギー線照射装置は、活性エネルギー線照射源と、該活性エネルギー線照射源を収容する筐体と、を具備し、前記積層偏光フィルム作製工程において、前記筐体の内部温度の変化が一定範囲内に収まるように、前記筐体の内部を冷却する冷媒の供給量及び/又は前記冷媒の温度を制御する、積層偏光フィルムの製造方法を提供する。
That is, in order to solve the above-mentioned problems, the present invention transports a film containing a polarizer and another film, respectively, and in the process of transporting the film and the other film to at least one of the film containing the polarizer and the other film. The adhesive coating step of applying the active energy ray-curable adhesive, the film containing the polarizer and the other film are bonded via the adhesive, and the active energy is emitted from the active energy ray irradiation device. The active energy ray irradiating apparatus includes an active energy ray irradiation source and the active energy ray irradiation, including a step of producing a laminated polarizing film for producing a laminated polarizing film by irradiating the adhesive with rays and curing the film. A housing for accommodating the source is provided, and in the laminated polarizing film manufacturing step, the supply amount of the refrigerant for cooling the inside of the housing and the supply amount of the refrigerant for cooling the inside of the housing so that the change in the internal temperature of the housing is within a certain range. / Or provide a method for producing a laminated polarizing film, which controls the temperature of the refrigerant.
本発明によれば、筐体の内部温度の変化が一定範囲内に収まるように制御するため、筐体の内部温度(活性エネルギー線が照射される偏光子の雰囲気温度)と相関を有する積層光学フィルムの色相などの光学特性の変化を一定の範囲に収めることが可能である。
なお、筐体の内部を冷却する冷媒の供給量及び冷媒の温度の双方を制御する場合には、双方を同時に予め設定した所定の変更量毎に変更する制御を採用してもよいし、何れか一方を仕様上などの限界まで変更し、それでも筐体の内部温度の変化が一定範囲内に収まらないときに、他方を変更する制御を採用することも可能である。 According to the present invention, in order to control the change in the internal temperature of the housing within a certain range, the laminated optics has a correlation with the internal temperature of the housing (the atmospheric temperature of the polarizer to which the active energy ray is irradiated). It is possible to keep the change in optical characteristics such as the hue of the film within a certain range.
In addition, when controlling both the supply amount of the refrigerant for cooling the inside of the housing and the temperature of the refrigerant, control may be adopted in which both are simultaneously changed for each predetermined change amount set in advance. It is also possible to change one of them to the limit in terms of specifications, and then adopt the control of changing the other when the change in the internal temperature of the housing does not fall within a certain range.
なお、筐体の内部を冷却する冷媒の供給量及び冷媒の温度の双方を制御する場合には、双方を同時に予め設定した所定の変更量毎に変更する制御を採用してもよいし、何れか一方を仕様上などの限界まで変更し、それでも筐体の内部温度の変化が一定範囲内に収まらないときに、他方を変更する制御を採用することも可能である。 According to the present invention, in order to control the change in the internal temperature of the housing within a certain range, the laminated optics has a correlation with the internal temperature of the housing (the atmospheric temperature of the polarizer to which the active energy ray is irradiated). It is possible to keep the change in optical characteristics such as the hue of the film within a certain range.
In addition, when controlling both the supply amount of the refrigerant for cooling the inside of the housing and the temperature of the refrigerant, control may be adopted in which both are simultaneously changed for each predetermined change amount set in advance. It is also possible to change one of them to the limit in terms of specifications, and then adopt the control of changing the other when the change in the internal temperature of the housing does not fall within a certain range.
好ましくは、前記積層偏光フィルム作製工程において、前記筐体の内部温度の変化の絶対値が5℃以内となるように、前記冷媒の供給量及び/又は前記冷媒の温度を制御する。
Preferably, in the laminated polarizing film manufacturing step, the supply amount of the refrigerant and / or the temperature of the refrigerant is controlled so that the absolute value of the change in the internal temperature of the housing is within 5 ° C.
好ましくは、前記積層偏光フィルム作製工程において、前記積層偏光フィルムの平行b値の変化の絶対値が0.2以内となるように、前記筐体の内部を冷却する冷媒の供給量及び/又は前記冷媒の温度を制御する。
Preferably, in the step of producing the laminated polarizing film, the supply amount of the refrigerant for cooling the inside of the housing and / or the above so that the absolute value of the change in the parallel b value of the laminated polarizing film is within 0.2. Control the temperature of the refrigerant.
また、前記課題を解決するため、本発明は、偏光子を含むフィルムと他のフィルムとをそれぞれ搬送する搬送装置と、前記偏光子を含むフィルム及び前記他のフィルムのうち少なくとも一方に、活性エネルギー線硬化型接着剤を塗工する接着剤塗工装置と、前記接着剤を介して張り合わされた前記偏光子を含むフィルム及び前記他のフィルム間の前記接着剤に活性エネルギー線を照射して硬化させる活性エネルギー線照射装置と、前記活性エネルギー線照射装置を制御する制御装置と、を備え、前記活性エネルギー線照射装置は、活性エネルギー線照射源と、該活性エネルギー線照射源を収容する筐体と、を具備し、前記制御装置は、前記筐体の内部温度の変化が一定範囲内に収まるように、前記筐体の内部を冷却する冷媒の供給量及び/又は前記冷媒の温度を制御する、積層偏光フィルムの製造装置としても提供される。
Further, in order to solve the above problems, the present invention provides active energy to at least one of a transport device for transporting a film containing a polarizer and another film, and the film containing the polarizer and the other film. The adhesive coating device for applying the linear curable adhesive, the film containing the polarizer bonded via the adhesive, and the adhesive between the other films are cured by irradiating the adhesive with active energy rays. A housing for accommodating an active energy ray irradiation device and a control device for controlling the active energy ray irradiation device, wherein the active energy ray irradiation device includes an active energy ray irradiation source and the active energy ray irradiation source. The control device controls the supply amount of the refrigerant for cooling the inside of the housing and / or the temperature of the refrigerant so that the change in the internal temperature of the housing is within a certain range. , Is also provided as a manufacturing apparatus for laminated polarizing films.
本発明によれば、積層光学フィルムの色相などの光学特性を一定の範囲に収めることができる。
According to the present invention, optical characteristics such as hue of a laminated optical film can be kept within a certain range.
以下、添付図面を参照しつつ、本発明の一実施形態に係る積層偏光フィルムの製造方法及び積層偏光フィルムの製造装置について説明する。
なお、本明細書において、「下限値X~上限値Y」で表される数値範囲は、下限値X以上上限値Y以下を意味する。前記数値範囲が別個に複数記載されている場合、任意の下限値と任意の上限値とを選択して、「任意の下限値~任意の上限値」を設定できるものとする。
また、各図は、参考的に表したものであり、各図に表された部材などの寸法、縮尺及び形状は、実際のものとは異なっている場合があることに留意されたい。 Hereinafter, a method for producing a laminated polarizing film and an apparatus for producing a laminated polarizing film according to an embodiment of the present invention will be described with reference to the accompanying drawings.
In this specification, the numerical range represented by "lower limit value X to upper limit value Y" means a lower limit value X or more and an upper limit value Y or less. When a plurality of the numerical range are described separately, it is possible to select an arbitrary lower limit value and an arbitrary upper limit value and set "arbitrary lower limit value to arbitrary upper limit value".
Also, please note that each figure is for reference only, and the dimensions, scale, and shape of the members shown in each figure may differ from the actual ones.
なお、本明細書において、「下限値X~上限値Y」で表される数値範囲は、下限値X以上上限値Y以下を意味する。前記数値範囲が別個に複数記載されている場合、任意の下限値と任意の上限値とを選択して、「任意の下限値~任意の上限値」を設定できるものとする。
また、各図は、参考的に表したものであり、各図に表された部材などの寸法、縮尺及び形状は、実際のものとは異なっている場合があることに留意されたい。 Hereinafter, a method for producing a laminated polarizing film and an apparatus for producing a laminated polarizing film according to an embodiment of the present invention will be described with reference to the accompanying drawings.
In this specification, the numerical range represented by "lower limit value X to upper limit value Y" means a lower limit value X or more and an upper limit value Y or less. When a plurality of the numerical range are described separately, it is possible to select an arbitrary lower limit value and an arbitrary upper limit value and set "arbitrary lower limit value to arbitrary upper limit value".
Also, please note that each figure is for reference only, and the dimensions, scale, and shape of the members shown in each figure may differ from the actual ones.
[積層偏光フィルム]
まず、本発明に係る製造方法によって得られる積層偏光フィルムの構成例について説明する。
図1~図4は、本発明に係る製造方法によって得られる積層偏光フィルム1の構成例を示す断面図である。
図1に示す構成例の積層偏光フィルム1は、第2フィルム12と、接着剤層31と、第1フィルム11と、接着剤層32と、第3フィルム13と、がこの順で積層されている。
図2に示す構成例の積層偏光フィルム1は、第2フィルム12と、接着剤層31と、第1フィルム11と、接着剤層32と、第3フィルム13と、接着剤層33と、第4フィルム14と、がこの順で積層されている。
図3に示す構成例の積層偏光フィルム1は、第1フィルム11と、接着剤層31と、第2フィルム12と、接着剤層32と、第3フィルム13と、がこの順で積層されている。
図4に示す構成例の積層偏光フィルム1は、第1フィルム11と、接着剤層31と、第2フィルム12と、がこの順で積層されている。
ただし、本発明に係る製造方法によって得られる積層偏光フィルムは、図1~図4の構成例に限定されるわけではなく、適宜変更可能である。
例えば、上記各構成例の積層偏光フィルムに、さらに、第5フィルムなどの任意の他のフィルムが1つ又は複数積層されていてもよい。 [Laminated polarizing film]
First, a configuration example of the laminated polarizing film obtained by the production method according to the present invention will be described.
1 to 4 are cross-sectional views showing a configuration example of the laminated polarizingfilm 1 obtained by the production method according to the present invention.
In the laminated polarizingfilm 1 of the configuration example shown in FIG. 1, the second film 12, the adhesive layer 31, the first film 11, the adhesive layer 32, and the third film 13 are laminated in this order. There is.
The laminated polarizingfilm 1 of the configuration example shown in FIG. 2 includes a second film 12, an adhesive layer 31, a first film 11, an adhesive layer 32, a third film 13, an adhesive layer 33, and a second film. 4 films 14 and 14 are laminated in this order.
In the laminated polarizingfilm 1 of the configuration example shown in FIG. 3, the first film 11, the adhesive layer 31, the second film 12, the adhesive layer 32, and the third film 13 are laminated in this order. There is.
In the laminated polarizingfilm 1 of the configuration example shown in FIG. 4, the first film 11, the adhesive layer 31, and the second film 12 are laminated in this order.
However, the laminated polarizing film obtained by the production method according to the present invention is not limited to the configuration examples of FIGS. 1 to 4, and can be appropriately changed.
For example, one or more arbitrary other films such as the fifth film may be further laminated on the laminated polarizing film of each of the above-mentioned configuration examples.
まず、本発明に係る製造方法によって得られる積層偏光フィルムの構成例について説明する。
図1~図4は、本発明に係る製造方法によって得られる積層偏光フィルム1の構成例を示す断面図である。
図1に示す構成例の積層偏光フィルム1は、第2フィルム12と、接着剤層31と、第1フィルム11と、接着剤層32と、第3フィルム13と、がこの順で積層されている。
図2に示す構成例の積層偏光フィルム1は、第2フィルム12と、接着剤層31と、第1フィルム11と、接着剤層32と、第3フィルム13と、接着剤層33と、第4フィルム14と、がこの順で積層されている。
図3に示す構成例の積層偏光フィルム1は、第1フィルム11と、接着剤層31と、第2フィルム12と、接着剤層32と、第3フィルム13と、がこの順で積層されている。
図4に示す構成例の積層偏光フィルム1は、第1フィルム11と、接着剤層31と、第2フィルム12と、がこの順で積層されている。
ただし、本発明に係る製造方法によって得られる積層偏光フィルムは、図1~図4の構成例に限定されるわけではなく、適宜変更可能である。
例えば、上記各構成例の積層偏光フィルムに、さらに、第5フィルムなどの任意の他のフィルムが1つ又は複数積層されていてもよい。 [Laminated polarizing film]
First, a configuration example of the laminated polarizing film obtained by the production method according to the present invention will be described.
1 to 4 are cross-sectional views showing a configuration example of the laminated polarizing
In the laminated polarizing
The laminated polarizing
In the laminated polarizing
In the laminated polarizing
However, the laminated polarizing film obtained by the production method according to the present invention is not limited to the configuration examples of FIGS. 1 to 4, and can be appropriately changed.
For example, one or more arbitrary other films such as the fifth film may be further laminated on the laminated polarizing film of each of the above-mentioned configuration examples.
<第1フィルム>
第1フィルム11は、偏光子を含むフィルムである。
偏光子は、特定の1つの方向のみに振動する光(偏光)を透過し、それ以外の方向に振動する光を遮断する性質を有する光学素子をいう。本発明の偏光子は、柔軟なフィルム状である。
第1フィルム11は、偏光子を含んでいればよい。
例えば、第1フィルム11は、偏光子そのものでもよく、偏光子と任意のフィルムとが積層一体化されているフィルムでもよい。
具体的には、第1フィルム11としては、例えば、二色性物質によって染色された親水性ポリマーフィルム(例えば、二色性物質によって染色されたポリビニルアルコール系フィルムなど)、或いは、二色性物質によって染色された親水性ポリマーフィルムと任意のフィルムとが積層一体化されたフィルムなどが挙げられる。二色性物質によって染色された親水性ポリマーフィルムが、偏光子に相当する。 <First film>
Thefirst film 11 is a film containing a polarizer.
A polarizer is an optical element that has the property of transmitting light (polarized light) that vibrates in only one specific direction and blocking light that vibrates in the other direction. The polarizer of the present invention is in the form of a flexible film.
Thefirst film 11 may include a polarizer.
For example, thefirst film 11 may be the polarizer itself, or may be a film in which the polarizer and an arbitrary film are laminated and integrated.
Specifically, thefirst film 11 includes, for example, a hydrophilic polymer film dyed with a dichroic substance (for example, a polyvinyl alcohol-based film dyed with a dichroic substance), or a dichroic substance. Examples thereof include a film in which a hydrophilic polymer film dyed by the above film and an arbitrary film are laminated and integrated. A hydrophilic polymer film dyed with a dichroic material corresponds to a polarizer.
第1フィルム11は、偏光子を含むフィルムである。
偏光子は、特定の1つの方向のみに振動する光(偏光)を透過し、それ以外の方向に振動する光を遮断する性質を有する光学素子をいう。本発明の偏光子は、柔軟なフィルム状である。
第1フィルム11は、偏光子を含んでいればよい。
例えば、第1フィルム11は、偏光子そのものでもよく、偏光子と任意のフィルムとが積層一体化されているフィルムでもよい。
具体的には、第1フィルム11としては、例えば、二色性物質によって染色された親水性ポリマーフィルム(例えば、二色性物質によって染色されたポリビニルアルコール系フィルムなど)、或いは、二色性物質によって染色された親水性ポリマーフィルムと任意のフィルムとが積層一体化されたフィルムなどが挙げられる。二色性物質によって染色された親水性ポリマーフィルムが、偏光子に相当する。 <First film>
The
A polarizer is an optical element that has the property of transmitting light (polarized light) that vibrates in only one specific direction and blocking light that vibrates in the other direction. The polarizer of the present invention is in the form of a flexible film.
The
For example, the
Specifically, the
<第2フィルム、第3フィルム、第4フィルムなど>
第2フィルム12、第3フィルム13及び第4フィルム14などの他のフィルム(第1フィルム以外のフィルム)は、いずれも偏光子を含まないフィルムである。
第2フィルム12は、第1フィルム11の片面に接着剤層31を介して接着される(図1~図4参照)。
第3フィルム13は、必要に応じて、第1フィルム11のもう一方の片面に接着剤層32を介して接着される(図1及び図2参照)。また、第3フィルム13は、必要に応じて、第2フィルム12などに接着剤層32を介して接着される(図3参照)。
第4フィルム14などの他のフィルムは、必要に応じて、第3フィルム13などに接着剤層33を介して接着される(図2参照)。 <2nd film, 3rd film, 4th film, etc.>
Other films (films other than the first film) such as thesecond film 12, the third film 13, and the fourth film 14 are all films that do not contain a polarizer.
Thesecond film 12 is adhered to one side of the first film 11 via an adhesive layer 31 (see FIGS. 1 to 4).
Thethird film 13 is adhered to the other side of the first film 11 via the adhesive layer 32, if necessary (see FIGS. 1 and 2). Further, the third film 13 is adhered to the second film 12 or the like via the adhesive layer 32, if necessary (see FIG. 3).
Another film such as thefourth film 14 is adhered to the third film 13 or the like via the adhesive layer 33 (see FIG. 2), if necessary.
第2フィルム12、第3フィルム13及び第4フィルム14などの他のフィルム(第1フィルム以外のフィルム)は、いずれも偏光子を含まないフィルムである。
第2フィルム12は、第1フィルム11の片面に接着剤層31を介して接着される(図1~図4参照)。
第3フィルム13は、必要に応じて、第1フィルム11のもう一方の片面に接着剤層32を介して接着される(図1及び図2参照)。また、第3フィルム13は、必要に応じて、第2フィルム12などに接着剤層32を介して接着される(図3参照)。
第4フィルム14などの他のフィルムは、必要に応じて、第3フィルム13などに接着剤層33を介して接着される(図2参照)。 <2nd film, 3rd film, 4th film, etc.>
Other films (films other than the first film) such as the
The
The
Another film such as the
第2フィルム12、第3フィルム13及び第4フィルム14などの他のフィルムとしては、任意の光学フィルムを用いることができる。
光学フィルムとしては、従来公知のものを使用でき、例えば、保護フィルム、位相差フィルム、アンチグレアフィルム、輝度向上フィルム、視野角向上フィルム、透明導電性フィルムなどが挙げられる。
第2フィルム12、第3フィルム13及び第4フィルム14などの他のフィルムは、それぞれ独立して、保護フィルム、位相差フィルム、アンチグレアフィルム、輝度向上フィルム、視野角向上フィルム、透明導電性フィルムなどから選ばれるフィルムを用いることができる。
中でも、第2フィルム12としては、TACフィルムなどの保護フィルムを用いることが好ましい。第3フィルム13が第1フィルム11の片面に接着される場合には、第3フィルム13として保護フィルムを用いることが好ましい。 Any optical film can be used as the other film such as thesecond film 12, the third film 13, and the fourth film 14.
As the optical film, conventionally known ones can be used, and examples thereof include a protective film, a retardation film, an antiglare film, a brightness improving film, a viewing angle improving film, and a transparent conductive film.
Other films such as thesecond film 12, the third film 13, and the fourth film 14 are independently protective films, retardation films, antiglare films, brightness improving films, viewing angle improving films, transparent conductive films, and the like. A film selected from the above can be used.
Above all, it is preferable to use a protective film such as a TAC film as thesecond film 12. When the third film 13 is adhered to one side of the first film 11, it is preferable to use a protective film as the third film 13.
光学フィルムとしては、従来公知のものを使用でき、例えば、保護フィルム、位相差フィルム、アンチグレアフィルム、輝度向上フィルム、視野角向上フィルム、透明導電性フィルムなどが挙げられる。
第2フィルム12、第3フィルム13及び第4フィルム14などの他のフィルムは、それぞれ独立して、保護フィルム、位相差フィルム、アンチグレアフィルム、輝度向上フィルム、視野角向上フィルム、透明導電性フィルムなどから選ばれるフィルムを用いることができる。
中でも、第2フィルム12としては、TACフィルムなどの保護フィルムを用いることが好ましい。第3フィルム13が第1フィルム11の片面に接着される場合には、第3フィルム13として保護フィルムを用いることが好ましい。 Any optical film can be used as the other film such as the
As the optical film, conventionally known ones can be used, and examples thereof include a protective film, a retardation film, an antiglare film, a brightness improving film, a viewing angle improving film, and a transparent conductive film.
Other films such as the
Above all, it is preferable to use a protective film such as a TAC film as the
<接着剤層>
接着剤層は、接着剤の固化層であって、2つのフィルムの間に介在し、その2つのフィルムを接着する層である。
第1フィルムと第2フィルムとの層間の接着剤層は、活性エネルギー線硬化型接着剤から構成される。
第1フィルムと第2フィルムとの層間以外のフィルムの層間の接着剤層は、活性エネルギー線硬化型接着剤から構成されていてもよく、或いは、それ以外の接着剤から構成されていてもよい。接着剤層のうち、少なくとも第1フィルムと他のフィルムとの層間の接着剤層は、活性エネルギー線硬化型接着剤から構成されていることが好ましく、全ての接着剤層が活性エネルギー線硬化型接着剤から構成されていることがより好ましい。
具体的には、図1及び図2に示す各積層偏光フィルム1の場合、接着剤層31は、活性エネルギー線硬化型接着剤から構成されており、接着剤層32は、活性エネルギー線硬化型接着剤から構成されていることが好ましい。図3及び図4に示す各積層偏光フィルム1の場合、接着剤層31は、活性エネルギー線硬化型接着剤から構成されている。図2に示す積層偏光フィルム1の場合、接着剤層33は、活性エネルギー線硬化型接着剤から構成されていてもよく、或いは、それ以外の接着剤から構成されていてもよいが、好ましくは、活性エネルギー線硬化型接着剤から構成される。また、図3に示す積層偏光フィルム1の場合、接着剤層32は、活性エネルギー線硬化型接着剤から構成されていてもよく、或いは、それ以外の接着剤から構成されていてもよいが、好ましくは、活性エネルギー線硬化型接着剤から構成される。
活性エネルギー線硬化型接着剤及び接着剤層の詳細については、後述する。 <Adhesive layer>
The adhesive layer is a solidifying layer of an adhesive, which is a layer interposed between two films and adhering the two films.
The adhesive layer between the first film and the second film is composed of an active energy ray-curable adhesive.
The adhesive layer between the layers of the film other than the layer between the first film and the second film may be composed of an active energy ray-curable adhesive, or may be composed of another adhesive. .. Of the adhesive layers, at least the adhesive layer between the first film and the other film is preferably composed of an active energy ray-curable adhesive, and all the adhesive layers are active energy ray-curable type. More preferably, it is composed of an adhesive.
Specifically, in the case of each laminatedpolarizing film 1 shown in FIGS. 1 and 2, the adhesive layer 31 is composed of an active energy ray-curable adhesive, and the adhesive layer 32 is an active energy ray-curable type. It is preferably composed of an adhesive. In the case of each of the laminated polarizing films 1 shown in FIGS. 3 and 4, the adhesive layer 31 is composed of an active energy ray-curable adhesive. In the case of the laminated polarizing film 1 shown in FIG. 2, the adhesive layer 33 may be composed of an active energy ray-curable adhesive, or may be composed of other adhesives, but is preferable. , Consists of active energy ray-curable adhesive. Further, in the case of the laminated polarizing film 1 shown in FIG. 3, the adhesive layer 32 may be composed of an active energy ray-curable adhesive, or may be composed of any other adhesive. Preferably, it is composed of an active energy ray-curable adhesive.
Details of the active energy ray-curable adhesive and the adhesive layer will be described later.
接着剤層は、接着剤の固化層であって、2つのフィルムの間に介在し、その2つのフィルムを接着する層である。
第1フィルムと第2フィルムとの層間の接着剤層は、活性エネルギー線硬化型接着剤から構成される。
第1フィルムと第2フィルムとの層間以外のフィルムの層間の接着剤層は、活性エネルギー線硬化型接着剤から構成されていてもよく、或いは、それ以外の接着剤から構成されていてもよい。接着剤層のうち、少なくとも第1フィルムと他のフィルムとの層間の接着剤層は、活性エネルギー線硬化型接着剤から構成されていることが好ましく、全ての接着剤層が活性エネルギー線硬化型接着剤から構成されていることがより好ましい。
具体的には、図1及び図2に示す各積層偏光フィルム1の場合、接着剤層31は、活性エネルギー線硬化型接着剤から構成されており、接着剤層32は、活性エネルギー線硬化型接着剤から構成されていることが好ましい。図3及び図4に示す各積層偏光フィルム1の場合、接着剤層31は、活性エネルギー線硬化型接着剤から構成されている。図2に示す積層偏光フィルム1の場合、接着剤層33は、活性エネルギー線硬化型接着剤から構成されていてもよく、或いは、それ以外の接着剤から構成されていてもよいが、好ましくは、活性エネルギー線硬化型接着剤から構成される。また、図3に示す積層偏光フィルム1の場合、接着剤層32は、活性エネルギー線硬化型接着剤から構成されていてもよく、或いは、それ以外の接着剤から構成されていてもよいが、好ましくは、活性エネルギー線硬化型接着剤から構成される。
活性エネルギー線硬化型接着剤及び接着剤層の詳細については、後述する。 <Adhesive layer>
The adhesive layer is a solidifying layer of an adhesive, which is a layer interposed between two films and adhering the two films.
The adhesive layer between the first film and the second film is composed of an active energy ray-curable adhesive.
The adhesive layer between the layers of the film other than the layer between the first film and the second film may be composed of an active energy ray-curable adhesive, or may be composed of another adhesive. .. Of the adhesive layers, at least the adhesive layer between the first film and the other film is preferably composed of an active energy ray-curable adhesive, and all the adhesive layers are active energy ray-curable type. More preferably, it is composed of an adhesive.
Specifically, in the case of each laminated
Details of the active energy ray-curable adhesive and the adhesive layer will be described later.
[積層偏光フィルムの製造装置]
次に、本発明に係る積層偏光フィルムの製造装置について説明する。
本発明に係る積層偏光フィルムの製造装置は、偏光子を含むフィルムと他のフィルムとをそれぞれ搬送する搬送装置と、前記偏光子を含むフィルム及び前記他のフィルムのうち少なくとも一方に、活性エネルギー線硬化型接着剤を塗工する接着剤塗工装置と、前記接着剤を介して張り合わされた前記偏光子を含むフィルム及び前記他のフィルム間の前記接着剤に活性エネルギー線を照射して硬化させる活性エネルギー線照射装置と、前記活性エネルギー線照射装置を制御する制御装置と、を備える。前記活性エネルギー線照射装置は、活性エネルギー線照射源と、該活性エネルギー線照射源を収容する筐体と、を具備する。本発明においては、前記制御装置は、前記筐体の内部温度の変化が一定範囲内に収まるように、前記筐体の内部を冷却する冷媒の供給量及び/又は前記冷媒の温度を制御することを特徴とする。 [Manufacturing equipment for laminated polarizing film]
Next, an apparatus for producing a laminated polarizing film according to the present invention will be described.
The apparatus for producing a laminated polarizing film according to the present invention has an active energy ray on at least one of a transport device for transporting a film containing a polarizer and another film, and the film containing the polarizer and the other film. The adhesive coating device for applying the curable adhesive, the film containing the polarizer bonded via the adhesive, and the adhesive between the other films are irradiated with active energy rays and cured. It includes an active energy ray irradiating device and a control device for controlling the active energy ray irradiating device. The active energy ray irradiation device includes an active energy ray irradiation source and a housing accommodating the active energy ray irradiation source. In the present invention, the control device controls the supply amount of the refrigerant for cooling the inside of the housing and / or the temperature of the refrigerant so that the change in the internal temperature of the housing is within a certain range. It is characterized by.
次に、本発明に係る積層偏光フィルムの製造装置について説明する。
本発明に係る積層偏光フィルムの製造装置は、偏光子を含むフィルムと他のフィルムとをそれぞれ搬送する搬送装置と、前記偏光子を含むフィルム及び前記他のフィルムのうち少なくとも一方に、活性エネルギー線硬化型接着剤を塗工する接着剤塗工装置と、前記接着剤を介して張り合わされた前記偏光子を含むフィルム及び前記他のフィルム間の前記接着剤に活性エネルギー線を照射して硬化させる活性エネルギー線照射装置と、前記活性エネルギー線照射装置を制御する制御装置と、を備える。前記活性エネルギー線照射装置は、活性エネルギー線照射源と、該活性エネルギー線照射源を収容する筐体と、を具備する。本発明においては、前記制御装置は、前記筐体の内部温度の変化が一定範囲内に収まるように、前記筐体の内部を冷却する冷媒の供給量及び/又は前記冷媒の温度を制御することを特徴とする。 [Manufacturing equipment for laminated polarizing film]
Next, an apparatus for producing a laminated polarizing film according to the present invention will be described.
The apparatus for producing a laminated polarizing film according to the present invention has an active energy ray on at least one of a transport device for transporting a film containing a polarizer and another film, and the film containing the polarizer and the other film. The adhesive coating device for applying the curable adhesive, the film containing the polarizer bonded via the adhesive, and the adhesive between the other films are irradiated with active energy rays and cured. It includes an active energy ray irradiating device and a control device for controlling the active energy ray irradiating device. The active energy ray irradiation device includes an active energy ray irradiation source and a housing accommodating the active energy ray irradiation source. In the present invention, the control device controls the supply amount of the refrigerant for cooling the inside of the housing and / or the temperature of the refrigerant so that the change in the internal temperature of the housing is within a certain range. It is characterized by.
本発明に係る積層偏光フィルムの製造装置は、偏光子を含むフィルムを製造した後、そのフィルムに他のフィルムを連続的に接着する形式でもよく、或いは、偏光子を含むフィルムを別途準備しておき、そのフィルムに他のフィルムを接着する形式でもよい。前者の形式は、偏光子を含むフィルムの製造から他のフィルムを接着して積層偏光フィルムを得るまでの一連の工程を1つの製造ライン上で行う形式であり、後者の形式は、偏光子を含むフィルムの製造を1つの製造ライン上で行い、そのフィルムに他のフィルムを接着して積層偏光フィルムを得る工程を別の製造ライン上で行う形式である。
本発明に係る製造装置は、偏光子を含むフィルムの製造から少なくとも第2フィルムを接着して積層偏光フィルムを得るまでの一連の工程を1つの製造ライン上で行うロールツーロール形式であることが好ましい。 The apparatus for producing a laminated polarizing film according to the present invention may be in a form in which another film is continuously adhered to the film after producing a film containing a polarizer, or a film containing a polarizer is separately prepared. It may be in the form of adhering another film to the film. The former form is a form in which a series of steps from the production of a film containing a polarizer to the bonding of another film to obtain a laminated polarizing film is performed on one production line, and the latter form is a form in which a polarizer is used. In this format, a film containing the film is produced on one production line, and another film is adhered to the film to obtain a laminated polarizing film on another production line.
The manufacturing apparatus according to the present invention is a roll-to-roll type in which a series of steps from the production of a film containing a polarizer to the adhesion of at least a second film to obtain a laminated polarizing film is performed on one production line. preferable.
本発明に係る製造装置は、偏光子を含むフィルムの製造から少なくとも第2フィルムを接着して積層偏光フィルムを得るまでの一連の工程を1つの製造ライン上で行うロールツーロール形式であることが好ましい。 The apparatus for producing a laminated polarizing film according to the present invention may be in a form in which another film is continuously adhered to the film after producing a film containing a polarizer, or a film containing a polarizer is separately prepared. It may be in the form of adhering another film to the film. The former form is a form in which a series of steps from the production of a film containing a polarizer to the bonding of another film to obtain a laminated polarizing film is performed on one production line, and the latter form is a form in which a polarizer is used. In this format, a film containing the film is produced on one production line, and another film is adhered to the film to obtain a laminated polarizing film on another production line.
The manufacturing apparatus according to the present invention is a roll-to-roll type in which a series of steps from the production of a film containing a polarizer to the adhesion of at least a second film to obtain a laminated polarizing film is performed on one production line. preferable.
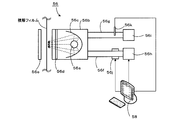
図5は、本実施形態に係る積層偏光フィルムの製造装置の構成例を概略的に示す図である。図5に示す製造装置は、図1に示す構成例の積層偏光フィルム1を製造する装置である。すなわち、第2フィルム12/接着剤層31/第1フィルム11/接着剤層32/第3フィルム13、の層構成を有する積層偏光フィルムを製造する装置である。
図5に示すように、本実施形態に係る製造装置9は、偏光子を含む第1フィルム11を作製する偏光子作製ゾーン4と、その第1フィルム11に第2フィルム12及び第3フィルム13を接着するフィルム積層ゾーン5と、を少なくとも有する。
偏光子作製ゾーン4は、未処理のフィルム原反1aが巻き付けられた第1ロール部41と、フィルム原反1aを搬送する搬送装置42と、処理部と、乾燥装置43と、を有する。処理部は、未処理のフィルム原反1aを処理して、フィルム原反1aを偏光子を含む第1フィルム11に変化させる部分である。処理部は、フィルムの搬送方向上流側から順に、例えば、膨潤処理槽4Aと、染色処理槽4Bと、架橋処理槽4Cと、延伸処理槽4Dと、洗浄処理槽4Eと、を有する。
フィルム積層ゾーン5は、第1フィルム11、第2フィルム12及び第3フィルム13を搬送する搬送装置51と、第2フィルム12が巻き付けられた第2ロール部52と、第3フィルム13が巻き付けられた第3ロール部53と、グラビアロール61を有する接着剤塗工装置54と、ニップロール7を有する貼り合わせ部55と、第1フィルム11と他のフィルム間の接着剤に活性エネルギー線を照射して硬化させる活性エネルギー線照射装置56と、活性エネルギー線照射装置56を制御する制御装置58(図5には図示せず。後述の図6参照)と、製造された積層偏光フィルムを巻き取る巻取りロール部57と、を有する。 FIG. 5 is a diagram schematically showing a configuration example of a laminated polarizing film manufacturing apparatus according to the present embodiment. The manufacturing apparatus shown in FIG. 5 is an apparatus for manufacturing the laminatedpolarizing film 1 of the configuration example shown in FIG. That is, it is an apparatus for producing a laminated polarizing film having a layer structure of a second film 12 / an adhesive layer 31 / a first film 11 / an adhesive layer 32 / a third film 13.
As shown in FIG. 5, themanufacturing apparatus 9 according to the present embodiment has a polarizer production zone 4 for producing a first film 11 including a polarizer, and a second film 12 and a third film 13 on the first film 11. It has at least a film lamination zone 5 for adhering the film.
The polarizer manufacturing zone 4 includes afirst roll portion 41 around which the untreated film raw fabric 1a is wound, a conveying device 42 for conveying the film raw fabric 1a, a processing portion, and a drying device 43. The processing unit is a portion that processes the untreated film raw fabric 1a and changes the film raw fabric 1a into a first film 11 containing a polarizer. The treatment unit includes, for example, a swelling treatment tank 4A, a dyeing treatment tank 4B, a cross-linking treatment tank 4C, a stretching treatment tank 4D, and a cleaning treatment tank 4E in order from the upstream side in the film transport direction.
In thefilm lamination zone 5, the transport device 51 for transporting the first film 11, the second film 12, and the third film 13, the second roll portion 52 around which the second film 12 is wound, and the third film 13 are wound. The third roll portion 53, the adhesive coating device 54 having the gravure roll 61, the bonding portion 55 having the nip roll 7, and the adhesive between the first film 11 and the other film are irradiated with active energy rays. A winding of the active energy ray irradiating device 56 to be cured, a control device 58 for controlling the active energy ray irradiating device 56 (not shown in FIG. 5, see FIG. 6 described later), and a manufactured laminated polarizing film. It has a take-roll portion 57 and.
図5に示すように、本実施形態に係る製造装置9は、偏光子を含む第1フィルム11を作製する偏光子作製ゾーン4と、その第1フィルム11に第2フィルム12及び第3フィルム13を接着するフィルム積層ゾーン5と、を少なくとも有する。
偏光子作製ゾーン4は、未処理のフィルム原反1aが巻き付けられた第1ロール部41と、フィルム原反1aを搬送する搬送装置42と、処理部と、乾燥装置43と、を有する。処理部は、未処理のフィルム原反1aを処理して、フィルム原反1aを偏光子を含む第1フィルム11に変化させる部分である。処理部は、フィルムの搬送方向上流側から順に、例えば、膨潤処理槽4Aと、染色処理槽4Bと、架橋処理槽4Cと、延伸処理槽4Dと、洗浄処理槽4Eと、を有する。
フィルム積層ゾーン5は、第1フィルム11、第2フィルム12及び第3フィルム13を搬送する搬送装置51と、第2フィルム12が巻き付けられた第2ロール部52と、第3フィルム13が巻き付けられた第3ロール部53と、グラビアロール61を有する接着剤塗工装置54と、ニップロール7を有する貼り合わせ部55と、第1フィルム11と他のフィルム間の接着剤に活性エネルギー線を照射して硬化させる活性エネルギー線照射装置56と、活性エネルギー線照射装置56を制御する制御装置58(図5には図示せず。後述の図6参照)と、製造された積層偏光フィルムを巻き取る巻取りロール部57と、を有する。 FIG. 5 is a diagram schematically showing a configuration example of a laminated polarizing film manufacturing apparatus according to the present embodiment. The manufacturing apparatus shown in FIG. 5 is an apparatus for manufacturing the laminated
As shown in FIG. 5, the
The polarizer manufacturing zone 4 includes a
In the
(1)偏光子作製ゾーン
<未処理のフィルム原反及び搬送装置>
第1ロール部41には、未処理のフィルム原反1aが巻き付けられている。フィルム原反1aは、ガイドローラなどを備える搬送装置42によって、処理部へと搬送される。図5に示す白抜き矢符は、搬送されるフィルムの搬送方向(進行方向)を示す。 (1) Polarizer production zone <Untreated film raw fabric and transport device>
An untreated filmraw fabric 1a is wound around the first roll portion 41. The original film 1a is transported to the processing unit by a transport device 42 provided with a guide roller or the like. The white arrow shown in FIG. 5 indicates the transport direction (traveling direction) of the film to be transported.
<未処理のフィルム原反及び搬送装置>
第1ロール部41には、未処理のフィルム原反1aが巻き付けられている。フィルム原反1aは、ガイドローラなどを備える搬送装置42によって、処理部へと搬送される。図5に示す白抜き矢符は、搬送されるフィルムの搬送方向(進行方向)を示す。 (1) Polarizer production zone <Untreated film raw fabric and transport device>
An untreated film
フィルム原反1aは、長尺帯状である。本明細書において、長尺帯状は、長手方向の長さが短手方向(長手方向と直交する方向)の長さよりも十分に大きい長方形状を意味する。長尺帯状の長手方向の長さは、例えば、10m以上であり、好ましくは50m以上である。
フィルム原反1aとしては、特に限定されないが、二色性物質による染色性に優れていることから、好ましくは、親水性ポリマーフィルム(例えば、ポリビニルアルコール系フィルムなど)を含むフィルムが用いられ、より好ましくは、親水性ポリマーフィルムが用いられる。親水性ポリマーフィルムを含むフィルムとしては、親水性ポリマーフィルムと非親水性ポリマーフィルムとが積層されたフィルムが挙げられる。この場合、非親水性ポリマーフィルムの表面及び/又は裏面に親水性ポリマーフィルムが積層されていることが好ましい。この場合、非親水性ポリマーフィルムの表面及び/又は裏面に積層される親水性ポリマーフィルムは、厚み数μm程度の薄い膜状であってもよい。 Theoriginal film 1a has a long strip shape. In the present specification, the long strip shape means a rectangular shape whose length in the longitudinal direction is sufficiently larger than the length in the lateral direction (direction orthogonal to the longitudinal direction). The length of the long strip in the longitudinal direction is, for example, 10 m or more, preferably 50 m or more.
Theoriginal film 1a is not particularly limited, but a film containing a hydrophilic polymer film (for example, a polyvinyl alcohol-based film) is preferably used because it is excellent in dyeability with a bicolor substance. Preferably, a hydrophilic polymer film is used. Examples of the film containing the hydrophilic polymer film include a film in which a hydrophilic polymer film and a non-hydrophilic polymer film are laminated. In this case, it is preferable that the hydrophilic polymer film is laminated on the front surface and / or the back surface of the non-hydrophilic polymer film. In this case, the hydrophilic polymer film laminated on the front surface and / or the back surface of the non-hydrophilic polymer film may be in the form of a thin film having a thickness of about several μm.
フィルム原反1aとしては、特に限定されないが、二色性物質による染色性に優れていることから、好ましくは、親水性ポリマーフィルム(例えば、ポリビニルアルコール系フィルムなど)を含むフィルムが用いられ、より好ましくは、親水性ポリマーフィルムが用いられる。親水性ポリマーフィルムを含むフィルムとしては、親水性ポリマーフィルムと非親水性ポリマーフィルムとが積層されたフィルムが挙げられる。この場合、非親水性ポリマーフィルムの表面及び/又は裏面に親水性ポリマーフィルムが積層されていることが好ましい。この場合、非親水性ポリマーフィルムの表面及び/又は裏面に積層される親水性ポリマーフィルムは、厚み数μm程度の薄い膜状であってもよい。 The
The
親水性ポリマーフィルムとしては、特に限定されず、従来公知のフィルムを使用できる。具体的には、親水性ポリマーフィルムとしては、例えば、ポリビニルアルコール(PVA)系フィルム、部分ホルマール化PVA系フィルム、ポリエチレンテレフタレート(PET)フィルム、エチレン・酢酸ビニル共重合体系フィルム、これらの部分ケン化フィルムなどが挙げられる。また、これらの他にも、PVAの脱水処理物やポリ塩化ビニルの脱塩酸処理物などのポリエン配向フィルム、延伸配向されたポリビニレン系フィルムなども使用できる。これらの中でも、特に二色性物質による染色性に優れることから、PVA系ポリマーフィルムが好ましい。
PVA系ポリマーフィルムの原料ポリマーとしては、例えば、酢酸ビニルを重合した後にケン化したポリマー、酢酸ビニルに対して少量の不飽和カルボン酸や不飽和スルホン酸等の共重合可能なモノマーを共重合したポリマー、などが挙げられる。PVA系ポリマーの重合度は、特に限定されないが、水に対する溶解度の点等から、500~10000が好ましく、より好ましくは、1000~6000である。また、PVA系ポリマーのケン化度は、75モル%以上が好ましく、より好ましくは、98モル%~100モル%である。
未処理のフィルム原反1aの厚みは、特に限定されないが、例えば、15μm~110μmである。 The hydrophilic polymer film is not particularly limited, and conventionally known films can be used. Specifically, examples of the hydrophilic polymer film include polyvinyl alcohol (PVA) -based film, partially formalized PVA-based film, polyethylene terephthalate (PET) film, ethylene / vinyl acetate copolymer film, and partial saponification of these. Examples include film. In addition to these, a polyene-oriented film such as a dehydrated product of PVA and a dehydrochlorinated product of polyvinyl chloride, a stretch-oriented polyvinylene-based film, and the like can also be used. Among these, a PVA-based polymer film is particularly preferable because it is excellent in dyeability with a dichroic substance.
As the raw material polymer of the PVA-based polymer film, for example, a polymer obtained by polymerizing vinyl acetate and then saponified, or a small amount of a copolymerizable monomer such as unsaturated carboxylic acid or unsaturated sulfonic acid is copolymerized with vinyl acetate. Polymers, etc. may be mentioned. The degree of polymerization of the PVA-based polymer is not particularly limited, but is preferably 500 to 10000, more preferably 1000 to 6000, from the viewpoint of solubility in water and the like. The degree of saponification of the PVA-based polymer is preferably 75 mol% or more, more preferably 98 mol% to 100 mol%.
The thickness of the untreated filmraw fabric 1a is not particularly limited, but is, for example, 15 μm to 110 μm.
PVA系ポリマーフィルムの原料ポリマーとしては、例えば、酢酸ビニルを重合した後にケン化したポリマー、酢酸ビニルに対して少量の不飽和カルボン酸や不飽和スルホン酸等の共重合可能なモノマーを共重合したポリマー、などが挙げられる。PVA系ポリマーの重合度は、特に限定されないが、水に対する溶解度の点等から、500~10000が好ましく、より好ましくは、1000~6000である。また、PVA系ポリマーのケン化度は、75モル%以上が好ましく、より好ましくは、98モル%~100モル%である。
未処理のフィルム原反1aの厚みは、特に限定されないが、例えば、15μm~110μmである。 The hydrophilic polymer film is not particularly limited, and conventionally known films can be used. Specifically, examples of the hydrophilic polymer film include polyvinyl alcohol (PVA) -based film, partially formalized PVA-based film, polyethylene terephthalate (PET) film, ethylene / vinyl acetate copolymer film, and partial saponification of these. Examples include film. In addition to these, a polyene-oriented film such as a dehydrated product of PVA and a dehydrochlorinated product of polyvinyl chloride, a stretch-oriented polyvinylene-based film, and the like can also be used. Among these, a PVA-based polymer film is particularly preferable because it is excellent in dyeability with a dichroic substance.
As the raw material polymer of the PVA-based polymer film, for example, a polymer obtained by polymerizing vinyl acetate and then saponified, or a small amount of a copolymerizable monomer such as unsaturated carboxylic acid or unsaturated sulfonic acid is copolymerized with vinyl acetate. Polymers, etc. may be mentioned. The degree of polymerization of the PVA-based polymer is not particularly limited, but is preferably 500 to 10000, more preferably 1000 to 6000, from the viewpoint of solubility in water and the like. The degree of saponification of the PVA-based polymer is preferably 75 mol% or more, more preferably 98 mol% to 100 mol%.
The thickness of the untreated film
<膨潤処理槽>
膨潤処理槽4Aは、膨潤処理液が収容された処理槽である。膨潤処理液は、フィルム原反1aを膨潤させる。膨潤処理液としては、例えば、水を使用することができる。さらに、水に、グリセリンやヨウ化カリウムなどのヨウ素化合物を適量加えた水を膨潤処理液としてもよい。グリセリンを添加する場合、その濃度は5重量%以下が好ましく、ヨウ化カリウムなどのヨウ素化合物を添加する場合、その濃度は10重量%以下が好ましい。 <Swelling treatment tank>
The swellingtreatment tank 4A is a treatment tank containing a swelling treatment liquid. The swelling treatment liquid swells the film raw fabric 1a. As the swelling treatment liquid, for example, water can be used. Further, water obtained by adding an appropriate amount of an iodine compound such as glycerin or potassium iodide to water may be used as the swelling treatment liquid. When glycerin is added, the concentration is preferably 5% by weight or less, and when an iodine compound such as potassium iodide is added, the concentration is preferably 10% by weight or less.
膨潤処理槽4Aは、膨潤処理液が収容された処理槽である。膨潤処理液は、フィルム原反1aを膨潤させる。膨潤処理液としては、例えば、水を使用することができる。さらに、水に、グリセリンやヨウ化カリウムなどのヨウ素化合物を適量加えた水を膨潤処理液としてもよい。グリセリンを添加する場合、その濃度は5重量%以下が好ましく、ヨウ化カリウムなどのヨウ素化合物を添加する場合、その濃度は10重量%以下が好ましい。 <Swelling treatment tank>
The swelling
<染色処理槽>
染色処理槽4Bは、染色処理液が収容された処理槽である。染色処理液は、フィルム原反1aを染色する。染色処理液としては、有効成分として二色性物質を含む溶液が挙げられる。二色性物質としては、ヨウ素、有機染料などが挙げられる。好ましくは、染色処理液として、ヨウ素を溶媒に溶解させた溶液を使用できる。溶媒としては、水が一般的に使用されるが、水と相溶性のある有機溶媒が更に添加されてもよい。染色処理液中のヨウ素の濃度としては、特に限定されないが、0.01重量%~10重量%であることが好ましく、0.02重量%~7重量%の範囲がより好ましく、0.025重量%~5重量%であることがさらに好ましい。染色効率をより一層向上させるために、必要に応じて、染色処理液にヨウ素化合物を添加してもよい。ヨウ素化合物は、分子内にヨウ素とヨウ素以外の元素とを含む化合物であり、例えば、ヨウ化カリウム、ヨウ化リチウム、ヨウ化ナトリウム、ヨウ化亜鉛、ヨウ化アルミニウム、ヨウ化鉛、ヨウ化銅、ヨウ化バリウム、ヨウ化カルシウム、ヨウ化錫、ヨウ化チタンなどが挙げられる。 <Dyeing tank>
Thedyeing treatment tank 4B is a treatment tank containing a dyeing treatment liquid. The dyeing solution dyes the original film 1a. Examples of the dyeing solution include a solution containing a dichroic substance as an active ingredient. Examples of the dichroic substance include iodine and organic dyes. Preferably, a solution in which iodine is dissolved in a solvent can be used as the dyeing solution. Water is generally used as the solvent, but an organic solvent compatible with water may be further added. The concentration of iodine in the dyeing solution is not particularly limited, but is preferably 0.01% by weight to 10% by weight, more preferably 0.02% by weight to 7% by weight, and 0.025% by weight. It is more preferably% to 5% by weight. If necessary, an iodine compound may be added to the dyeing solution in order to further improve the dyeing efficiency. The iodine compound is a compound containing iodine and an element other than iodine in the molecule. For example, potassium iodide, lithium iodide, sodium iodide, zinc iodide, aluminum iodide, lead iodide, copper iodide, etc. Examples thereof include barium iodide, calcium iodide, tin iodide, and titanium iodide.
染色処理槽4Bは、染色処理液が収容された処理槽である。染色処理液は、フィルム原反1aを染色する。染色処理液としては、有効成分として二色性物質を含む溶液が挙げられる。二色性物質としては、ヨウ素、有機染料などが挙げられる。好ましくは、染色処理液として、ヨウ素を溶媒に溶解させた溶液を使用できる。溶媒としては、水が一般的に使用されるが、水と相溶性のある有機溶媒が更に添加されてもよい。染色処理液中のヨウ素の濃度としては、特に限定されないが、0.01重量%~10重量%であることが好ましく、0.02重量%~7重量%の範囲がより好ましく、0.025重量%~5重量%であることがさらに好ましい。染色効率をより一層向上させるために、必要に応じて、染色処理液にヨウ素化合物を添加してもよい。ヨウ素化合物は、分子内にヨウ素とヨウ素以外の元素とを含む化合物であり、例えば、ヨウ化カリウム、ヨウ化リチウム、ヨウ化ナトリウム、ヨウ化亜鉛、ヨウ化アルミニウム、ヨウ化鉛、ヨウ化銅、ヨウ化バリウム、ヨウ化カルシウム、ヨウ化錫、ヨウ化チタンなどが挙げられる。 <Dyeing tank>
The
<架橋処理槽>
架橋処理槽4Cは、架橋処理液が収容された処理槽である。架橋処理液は、染色されたフィルム原反1aを架橋する。架橋処理液としては、有効成分としてホウ素化合物を含む溶液を使用できる。例えば、架橋処理液としては、ホウ素化合物を溶媒に溶解させた溶液が使用できる。溶媒としては、水が一般的に使用されるが、水と相溶性のある有機溶媒が更に添加されてもよい。ホウ素化合物としては、ホウ酸、ホウ砂などが挙げられる。架橋処理液中のホウ素化合物の濃度としては、特に限定されないが、1重量%~10重量%であることが好ましく、2重量%~7重量%がより好ましく、2重量%~6重量%であることがさらに好ましい。さらに、均一な光学特性を有する偏光子が得られることから、必要に応じて、架橋処理液にヨウ素化合物を添加してもよい。 <Crosslink processing tank>
Thecross-linking treatment tank 4C is a treatment tank containing a cross-linking treatment liquid. The cross-linking treatment liquid cross-links the dyed film raw fabric 1a. As the cross-linking treatment liquid, a solution containing a boron compound as an active ingredient can be used. For example, as the cross-linking treatment liquid, a solution in which a boron compound is dissolved in a solvent can be used. Water is generally used as the solvent, but an organic solvent compatible with water may be further added. Examples of the boron compound include boric acid and borax. The concentration of the boron compound in the cross-linking treatment liquid is not particularly limited, but is preferably 1% by weight to 10% by weight, more preferably 2% by weight to 7% by weight, and 2% by weight to 6% by weight. Is even more preferable. Further, since a polarizer having uniform optical characteristics can be obtained, an iodine compound may be added to the cross-linking treatment liquid, if necessary.
架橋処理槽4Cは、架橋処理液が収容された処理槽である。架橋処理液は、染色されたフィルム原反1aを架橋する。架橋処理液としては、有効成分としてホウ素化合物を含む溶液を使用できる。例えば、架橋処理液としては、ホウ素化合物を溶媒に溶解させた溶液が使用できる。溶媒としては、水が一般的に使用されるが、水と相溶性のある有機溶媒が更に添加されてもよい。ホウ素化合物としては、ホウ酸、ホウ砂などが挙げられる。架橋処理液中のホウ素化合物の濃度としては、特に限定されないが、1重量%~10重量%であることが好ましく、2重量%~7重量%がより好ましく、2重量%~6重量%であることがさらに好ましい。さらに、均一な光学特性を有する偏光子が得られることから、必要に応じて、架橋処理液にヨウ素化合物を添加してもよい。 <Crosslink processing tank>
The
<延伸処理槽>
延伸処理槽4Dは、延伸処理液が収容された処理槽である。
延伸処理液は、特に限定されないが、例えば、有効成分としてホウ素化合物を含む溶液を使用できる。延伸処理液としては、例えば、ホウ素化合物、及び必要に応じて、各種金属塩、亜鉛化合物などを溶媒に溶解させた溶液が使用できる。溶媒としては、水が一般的に使用されるが、水と相溶性のある有機溶媒が更に添加されてもよい。延伸処理液中のホウ素化合物の濃度としては、特に限定されないが、1重量%~10重量%であることが好ましく、2重量%~7重量%がより好ましい。フィルムに吸着させたヨウ素の溶出を抑制する観点から、必要に応じて、延伸処理液に、ヨウ素化合物を添加してもよい。 <Stretching tank>
The stretchingtreatment tank 4D is a treatment tank containing the stretching treatment liquid.
The stretching treatment liquid is not particularly limited, but for example, a solution containing a boron compound as an active ingredient can be used. As the stretching treatment liquid, for example, a solution in which a boron compound and, if necessary, various metal salts, zinc compounds and the like are dissolved in a solvent can be used. Water is generally used as the solvent, but an organic solvent compatible with water may be further added. The concentration of the boron compound in the stretching treatment liquid is not particularly limited, but is preferably 1% by weight to 10% by weight, more preferably 2% by weight to 7% by weight. From the viewpoint of suppressing the elution of iodine adsorbed on the film, an iodine compound may be added to the stretching treatment liquid, if necessary.
延伸処理槽4Dは、延伸処理液が収容された処理槽である。
延伸処理液は、特に限定されないが、例えば、有効成分としてホウ素化合物を含む溶液を使用できる。延伸処理液としては、例えば、ホウ素化合物、及び必要に応じて、各種金属塩、亜鉛化合物などを溶媒に溶解させた溶液が使用できる。溶媒としては、水が一般的に使用されるが、水と相溶性のある有機溶媒が更に添加されてもよい。延伸処理液中のホウ素化合物の濃度としては、特に限定されないが、1重量%~10重量%であることが好ましく、2重量%~7重量%がより好ましい。フィルムに吸着させたヨウ素の溶出を抑制する観点から、必要に応じて、延伸処理液に、ヨウ素化合物を添加してもよい。 <Stretching tank>
The stretching
The stretching treatment liquid is not particularly limited, but for example, a solution containing a boron compound as an active ingredient can be used. As the stretching treatment liquid, for example, a solution in which a boron compound and, if necessary, various metal salts, zinc compounds and the like are dissolved in a solvent can be used. Water is generally used as the solvent, but an organic solvent compatible with water may be further added. The concentration of the boron compound in the stretching treatment liquid is not particularly limited, but is preferably 1% by weight to 10% by weight, more preferably 2% by weight to 7% by weight. From the viewpoint of suppressing the elution of iodine adsorbed on the film, an iodine compound may be added to the stretching treatment liquid, if necessary.
<洗浄処理槽>
洗浄処理槽4Eは、洗浄処理液が収容された処理槽である。洗浄処理液は、延伸後のフィルム原反1aを洗浄する。洗浄処理液は、フィルム原反1aに付着した染色処理液や架橋処理液などの処理液を洗浄するための処理液である。洗浄処理液としては、代表的には、イオン交換水、蒸留水、純水などの水が用いられる。 <Washing tank>
The cleaningtreatment tank 4E is a treatment tank in which the cleaning treatment liquid is stored. The cleaning treatment liquid cleans the film raw fabric 1a after stretching. The cleaning treatment liquid is a treatment liquid for cleaning the treatment liquid such as the dyeing treatment liquid and the cross-linking treatment liquid adhering to the original film 1a. As the cleaning treatment liquid, water such as ion-exchanged water, distilled water, and pure water is typically used.
洗浄処理槽4Eは、洗浄処理液が収容された処理槽である。洗浄処理液は、延伸後のフィルム原反1aを洗浄する。洗浄処理液は、フィルム原反1aに付着した染色処理液や架橋処理液などの処理液を洗浄するための処理液である。洗浄処理液としては、代表的には、イオン交換水、蒸留水、純水などの水が用いられる。 <Washing tank>
The cleaning
<乾燥装置>
乾燥装置43は、洗浄処理槽4Eの下流側に設けられている。乾燥装置43は、処理後のフィルムを乾燥するために設けられている。
なお、図5に示す例では、処理部は、膨潤処理槽4A、染色処理槽4B、架橋処理槽4C、延伸処理槽4D及び洗浄処理槽4Eを有するが、このうちの1つ又は2つの処理槽を省略してもよい。他方、処理部は、さらに、調整処理槽(図示せず)を有していてもよい。調整処理槽は、調整処理液が収容された処理槽である。この調整処理槽は、架橋処理槽4Cと延伸処理槽4Dとの間、又は、延伸処理槽4Dと洗浄処理槽4Eとの間に設けられる。調整処理液は、フィルムの色相調整などのための溶液であり、有効成分としてヨウ素化合物を含む溶液を使用できる。
洗浄後のフィルム原反1aを乾燥装置43にて乾燥して得られるフィルムが、偏光子を含む第1フィルム11である。 <Drying device>
The dryingdevice 43 is provided on the downstream side of the cleaning treatment tank 4E. The drying device 43 is provided for drying the processed film.
In the example shown in FIG. 5, the treatment unit includes a swellingtreatment tank 4A, a dyeing treatment tank 4B, a cross-linking treatment tank 4C, a stretching treatment tank 4D, and a cleaning treatment tank 4E, and one or two of them are treated. The tank may be omitted. On the other hand, the processing unit may further have an adjustment processing tank (not shown). The adjustment treatment tank is a treatment tank in which the adjustment treatment liquid is stored. This adjustment treatment tank is provided between the cross-linking treatment tank 4C and the stretching treatment tank 4D, or between the stretching treatment tank 4D and the cleaning treatment tank 4E. The adjusting treatment solution is a solution for adjusting the hue of the film, and a solution containing an iodine compound as an active ingredient can be used.
The film obtained by drying the washed filmraw fabric 1a in the drying apparatus 43 is the first film 11 containing a polarizer.
乾燥装置43は、洗浄処理槽4Eの下流側に設けられている。乾燥装置43は、処理後のフィルムを乾燥するために設けられている。
なお、図5に示す例では、処理部は、膨潤処理槽4A、染色処理槽4B、架橋処理槽4C、延伸処理槽4D及び洗浄処理槽4Eを有するが、このうちの1つ又は2つの処理槽を省略してもよい。他方、処理部は、さらに、調整処理槽(図示せず)を有していてもよい。調整処理槽は、調整処理液が収容された処理槽である。この調整処理槽は、架橋処理槽4Cと延伸処理槽4Dとの間、又は、延伸処理槽4Dと洗浄処理槽4Eとの間に設けられる。調整処理液は、フィルムの色相調整などのための溶液であり、有効成分としてヨウ素化合物を含む溶液を使用できる。
洗浄後のフィルム原反1aを乾燥装置43にて乾燥して得られるフィルムが、偏光子を含む第1フィルム11である。 <Drying device>
The drying
In the example shown in FIG. 5, the treatment unit includes a swelling
The film obtained by drying the washed film
(2)フィルム積層ゾーン
<搬送装置>
フィルム積層ゾーン5における搬送装置51は、ガイドローラなどを備える。搬送装置51は、長尺帯状の偏光子を含む第1フィルム11を、貼り合わせ部55などの下流側に搬送する。また、搬送装置51は、第1フィルム11に積層する長尺帯状の第2フィルム12及び第3フィルム13を貼り合わせ部55などの下流側へと搬送する。 (2) Film lamination zone <Conveyor>
Thetransport device 51 in the film lamination zone 5 includes a guide roller and the like. The transport device 51 transports the first film 11 including the long strip-shaped polarizer to the downstream side such as the bonding portion 55. Further, the transport device 51 transports the long strip-shaped second film 12 and the third film 13 laminated on the first film 11 to the downstream side such as the bonding portion 55.
<搬送装置>
フィルム積層ゾーン5における搬送装置51は、ガイドローラなどを備える。搬送装置51は、長尺帯状の偏光子を含む第1フィルム11を、貼り合わせ部55などの下流側に搬送する。また、搬送装置51は、第1フィルム11に積層する長尺帯状の第2フィルム12及び第3フィルム13を貼り合わせ部55などの下流側へと搬送する。 (2) Film lamination zone <Conveyor>
The
本実施形態に係る製造装置9は、長尺帯状の第2フィルム12が巻き付けられた第2ロール部52と、長尺帯状の第3フィルム13が巻き付けられた第3ロール部53と、を有する。第2ロール部52の第2フィルム12及び第3ロール部53の第3フィルム13は、それぞれ独立して、搬送装置51によって各ロール部52、53から貼り合わせ部55などの下流側へと搬送される。
The manufacturing apparatus 9 according to the present embodiment has a second roll portion 52 around which the long strip-shaped second film 12 is wound, and a third roll portion 53 around which the long strip-shaped third film 13 is wound. .. The second film 12 of the second roll portion 52 and the third film 13 of the third roll portion 53 are independently transported from the roll portions 52 and 53 to the downstream side such as the bonding portion 55 by the transport device 51, respectively. Will be done.
<接着剤塗工装置>
接着剤塗工装置54は、グラビアロール61によってフィルムに接着剤を塗布する。接着剤塗工装置54は、貼り合わせ部55の上流側に配置されている。
図5に示す製造装置9においては、接着剤塗工部54は、偏光子を含む第1フィルム11の片面側、その第1フィルム11のもう一方の片面側、第2フィルム12の片面側及び第3フィルム13の片面側に、それぞれ配置されている。
接着剤塗工装置54にて第1フィルム11の片面に接着剤を塗工し且つ第2フィルム12の片面に接着剤を塗工し、両接着剤層が対面するようにして第1フィルム11と第2フィルム12とを貼り合わせることにより、第1フィルム11と第2フィルム12との層間に気泡が生じることを効果的に防止できる。
同様に、接着剤塗工装置54にて第1フィルム11の片面に接着剤を塗工し且つ第3フィルム13の片面に接着剤を塗工し、両接着剤層が対面するようにして第1フィルム11と第3フィルム13とを貼り合わせることにより、第1フィルム11と第3フィルム13との層間に気泡が生じることを効果的に防止できる。 <Adhesive coating device>
Theadhesive coating device 54 applies the adhesive to the film by the gravure roll 61. The adhesive coating device 54 is arranged on the upstream side of the bonding portion 55.
In themanufacturing apparatus 9 shown in FIG. 5, the adhesive coating unit 54 includes one side of the first film 11 containing a polarizer, the other side of the first film 11, and one side of the second film 12. They are arranged on one side of the third film 13.
An adhesive is applied to one side of thefirst film 11 and an adhesive is applied to one side of the second film 12 by the adhesive coating device 54 so that the two adhesive layers face each other. By laminating the second film 12 and the second film 12, it is possible to effectively prevent the generation of air bubbles between the first film 11 and the second film 12.
Similarly, an adhesive is applied to one side of thefirst film 11 and an adhesive is applied to one side of the third film 13 by the adhesive coating device 54 so that both adhesive layers face each other. By laminating the 1st film 11 and the 3rd film 13, it is possible to effectively prevent the formation of air bubbles between the layers of the 1st film 11 and the 3rd film 13.
接着剤塗工装置54は、グラビアロール61によってフィルムに接着剤を塗布する。接着剤塗工装置54は、貼り合わせ部55の上流側に配置されている。
図5に示す製造装置9においては、接着剤塗工部54は、偏光子を含む第1フィルム11の片面側、その第1フィルム11のもう一方の片面側、第2フィルム12の片面側及び第3フィルム13の片面側に、それぞれ配置されている。
接着剤塗工装置54にて第1フィルム11の片面に接着剤を塗工し且つ第2フィルム12の片面に接着剤を塗工し、両接着剤層が対面するようにして第1フィルム11と第2フィルム12とを貼り合わせることにより、第1フィルム11と第2フィルム12との層間に気泡が生じることを効果的に防止できる。
同様に、接着剤塗工装置54にて第1フィルム11の片面に接着剤を塗工し且つ第3フィルム13の片面に接着剤を塗工し、両接着剤層が対面するようにして第1フィルム11と第3フィルム13とを貼り合わせることにより、第1フィルム11と第3フィルム13との層間に気泡が生じることを効果的に防止できる。 <Adhesive coating device>
The
In the
An adhesive is applied to one side of the
Similarly, an adhesive is applied to one side of the
ただし、第1フィルム11及び第2フィルム12のうち少なくともいずれか一方の片面に接着剤を塗布すれば第1フィルム11と第2フィルム12とを接着できるので、第1フィルム11の片面側に配置された接着剤塗工装置54及び第2フィルム12の片面側に配置された接着剤塗工装置54のうち、いずれか一方は省略してもよい。同様に、第1フィルム11及び第3フィルム13のうち少なくともいずれか一方の片面に接着剤を塗布すれば第1フィルム11と第3フィルム13とを接着できるので、第1フィルム11の片面側に配置された接着剤塗工装置54及び第3フィルム13の片面側に配置された接着剤塗工装置54のうち、いずれか一方は省略してもよい。
However, since the first film 11 and the second film 12 can be adhered by applying an adhesive to at least one side of the first film 11 and the second film 12, they are arranged on one side of the first film 11. Either one of the adhesive coating device 54 and the adhesive coating device 54 arranged on one side of the second film 12 may be omitted. Similarly, if an adhesive is applied to at least one side of the first film 11 and the third film 13, the first film 11 and the third film 13 can be adhered to each other, so that the first film 11 and the third film 13 can be adhered to one side. One of the arranged adhesive coating device 54 and the adhesive coating device 54 arranged on one side of the third film 13 may be omitted.
接着剤塗工装置54は、グラビアロール61と、グラビアロール61に対向配置されたバックアップロール62と、接着剤が貯留された容器63と、ドクターブレード64と、を有する。なお、第1フィルム11の片面側及びもう一方の片面側に配置された接着剤塗工装置54、54については、バックアップロールが省略され、各グラビアロール61、61が第1フィルム11を挟んで対向配置されている。
グラビアロール61は、表面に複数のセル(接着剤が入る凹部)が形成されている。グラビアロール61は、その表面が容器63内に貯留された接着剤に接触するように軸周りに回転する(グラビアロール61の回転方向を矢印で示す)。回転に伴い、グラビアロール61のセルを含む表面に接着剤が付着し、余分な接着剤は、ドクターブレード64によって容器63内に掻き落とされる。セル内に接着剤が入ったグラビアロール61が第1フィルム11などに接触することにより、セル内の接着剤が第1フィルム11などの片面に転写される。このようにして、グラビアロール61から第1フィルム11などの各フィルムの片面に、それぞれ接着剤がベタ状に塗工される。 Theadhesive coating device 54 includes a gravure roll 61, a backup roll 62 arranged to face the gravure roll 61, a container 63 in which the adhesive is stored, and a doctor blade 64. Note that backup rolls are omitted for the adhesive coating devices 54 and 54 arranged on one side and the other side of the first film 11, and the gravure rolls 61 and 61 sandwich the first film 11. They are arranged facing each other.
The surface of thegravure roll 61 is formed with a plurality of cells (recesses into which an adhesive enters). The surface of the gravure roll 61 rotates about an axis so as to come into contact with the adhesive stored in the container 63 (the direction of rotation of the gravure roll 61 is indicated by an arrow). As the rotation proceeds, the adhesive adheres to the surface of the gravure roll 61 including the cells, and the excess adhesive is scraped off into the container 63 by the doctor blade 64. When the gravure roll 61 containing the adhesive in the cell comes into contact with the first film 11 or the like, the adhesive in the cell is transferred to one side of the first film 11 or the like. In this way, the adhesive is applied to one side of each film such as the gravure roll 61 to the first film 11 in a solid shape.
グラビアロール61は、表面に複数のセル(接着剤が入る凹部)が形成されている。グラビアロール61は、その表面が容器63内に貯留された接着剤に接触するように軸周りに回転する(グラビアロール61の回転方向を矢印で示す)。回転に伴い、グラビアロール61のセルを含む表面に接着剤が付着し、余分な接着剤は、ドクターブレード64によって容器63内に掻き落とされる。セル内に接着剤が入ったグラビアロール61が第1フィルム11などに接触することにより、セル内の接着剤が第1フィルム11などの片面に転写される。このようにして、グラビアロール61から第1フィルム11などの各フィルムの片面に、それぞれ接着剤がベタ状に塗工される。 The
The surface of the
<接着剤>
グラビアロール61にて塗工する接着剤としては、活性エネルギー線硬化型接着剤が用いられる。つまり、接着剤塗工装置54の容器63内には、未硬化の活性エネルギー線硬化型接着剤が入れられている。
活性エネルギー線硬化型接着剤としては、従来公知のものを使用できる。活性エネルギー線硬化型接着剤は、一般に、活性エネルギー線硬化性成分及び重合開始剤を含み、必要に応じて、各種の添加剤を含む。
活性エネルギー線硬化性成分は、電子線硬化性、紫外線硬化性、可視光線硬化性に大別できる。また、活性エネルギー線硬化性成分は、硬化のメカニズムの観点では、ラジカル重合性化合物とカチオン重合性化合物とに大別できる。 <Adhesive>
As the adhesive to be coated with thegravure roll 61, an active energy ray-curable adhesive is used. That is, the uncured active energy ray-curable adhesive is contained in the container 63 of the adhesive coating device 54.
As the active energy ray-curable adhesive, conventionally known ones can be used. The active energy ray-curable adhesive generally contains an active energy ray-curable component and a polymerization initiator, and if necessary, contains various additives.
The active energy ray-curable component can be roughly classified into electron beam curability, ultraviolet curability, and visible light curability. Further, the active energy ray-curable component can be roughly classified into a radical-polymerizable compound and a cationically polymerizable compound from the viewpoint of the curing mechanism.
グラビアロール61にて塗工する接着剤としては、活性エネルギー線硬化型接着剤が用いられる。つまり、接着剤塗工装置54の容器63内には、未硬化の活性エネルギー線硬化型接着剤が入れられている。
活性エネルギー線硬化型接着剤としては、従来公知のものを使用できる。活性エネルギー線硬化型接着剤は、一般に、活性エネルギー線硬化性成分及び重合開始剤を含み、必要に応じて、各種の添加剤を含む。
活性エネルギー線硬化性成分は、電子線硬化性、紫外線硬化性、可視光線硬化性に大別できる。また、活性エネルギー線硬化性成分は、硬化のメカニズムの観点では、ラジカル重合性化合物とカチオン重合性化合物とに大別できる。 <Adhesive>
As the adhesive to be coated with the
As the active energy ray-curable adhesive, conventionally known ones can be used. The active energy ray-curable adhesive generally contains an active energy ray-curable component and a polymerization initiator, and if necessary, contains various additives.
The active energy ray-curable component can be roughly classified into electron beam curability, ultraviolet curability, and visible light curability. Further, the active energy ray-curable component can be roughly classified into a radical-polymerizable compound and a cationically polymerizable compound from the viewpoint of the curing mechanism.
ラジカル重合性化合物としては、(メタ)アクリロイル基、ビニル基などの炭素-炭素二重結合のラジカル重合性の官能基を有する化合物が挙げられる。また、単官能ラジカル重合性化合物又は二官能以上の多官能ラジカル重合性化合物のいずれも用いることができる。また、これらラジカル重合性化合物は、1種単独で又は2種以上を併用してもよい。ラジカル重合性化合物としては、(メタ)アクリロイル基を有する化合物が好ましく、例えば、(メタ)アクリルアミド基を有する(メタ)アクリルアミド誘導体、(メタ)アクリロイルオキシ基を有する(メタ)アクリレートなどが挙げられる。
活性エネルギー線硬化型接着剤としてラジカル重合性化合物を用いる場合の重合開始剤は、活性エネルギー線に応じて適宜に選択される。紫外線又は可視光線により接着剤を硬化させる場合には、紫外線開裂又は可視光線開裂の重合開始剤が用いられる。このような重合開始剤としては、例えば、ベンゾフェノン系化合物、芳香族ケトン化合物、アセトフェノン系化合物、芳香族ケタール系化合物、芳香族スルホニルクロリド系化合物、チオキサントン系化合物などが挙げられる。 Examples of the radically polymerizable compound include compounds having a radically polymerizable functional group of a carbon-carbon double bond such as a (meth) acryloyl group and a vinyl group. Moreover, either a monofunctional radical polymerizable compound or a bifunctional or higher functional radical polymerizable compound can be used. Further, these radically polymerizable compounds may be used alone or in combination of two or more. The radically polymerizable compound is preferably a compound having a (meth) acryloyl group, and examples thereof include a (meth) acrylamide derivative having a (meth) acrylamide group and a (meth) acrylate having a (meth) acryloyloxy group.
When a radically polymerizable compound is used as the active energy ray-curable adhesive, the polymerization initiator is appropriately selected according to the active energy ray. When the adhesive is cured by ultraviolet rays or visible light, an ultraviolet cleaving or visible light cleaving polymerization initiator is used. Examples of such a polymerization initiator include benzophenone compounds, aromatic ketone compounds, acetophenone compounds, aromatic ketal compounds, aromatic sulfonyl chloride compounds, and thioxanthone compounds.
活性エネルギー線硬化型接着剤としてラジカル重合性化合物を用いる場合の重合開始剤は、活性エネルギー線に応じて適宜に選択される。紫外線又は可視光線により接着剤を硬化させる場合には、紫外線開裂又は可視光線開裂の重合開始剤が用いられる。このような重合開始剤としては、例えば、ベンゾフェノン系化合物、芳香族ケトン化合物、アセトフェノン系化合物、芳香族ケタール系化合物、芳香族スルホニルクロリド系化合物、チオキサントン系化合物などが挙げられる。 Examples of the radically polymerizable compound include compounds having a radically polymerizable functional group of a carbon-carbon double bond such as a (meth) acryloyl group and a vinyl group. Moreover, either a monofunctional radical polymerizable compound or a bifunctional or higher functional radical polymerizable compound can be used. Further, these radically polymerizable compounds may be used alone or in combination of two or more. The radically polymerizable compound is preferably a compound having a (meth) acryloyl group, and examples thereof include a (meth) acrylamide derivative having a (meth) acrylamide group and a (meth) acrylate having a (meth) acryloyloxy group.
When a radically polymerizable compound is used as the active energy ray-curable adhesive, the polymerization initiator is appropriately selected according to the active energy ray. When the adhesive is cured by ultraviolet rays or visible light, an ultraviolet cleaving or visible light cleaving polymerization initiator is used. Examples of such a polymerization initiator include benzophenone compounds, aromatic ketone compounds, acetophenone compounds, aromatic ketal compounds, aromatic sulfonyl chloride compounds, and thioxanthone compounds.
カチオン重合性化合物としては、分子内にカチオン重合性官能基を1つ有する単官能カチオン重合性化合物、分子内にカチオン重合性官能基を2つ以上有する多官能カチオン重合性化合物などが挙げられる。カチオン重合性官能基としては、エポキシ基、オキセタニル基、ビニルエーテル基などが挙げられる。エポキシ基を有するカチオン重合性化合物としては、脂肪族エポキシ化合物、脂環式エポキシ化合物、芳香族エポキシ化合物などが挙げられる。オキセタニル基を有するカチオン重合性化合物としては、3-エチル-3-ヒドロキシメチルオキセタン、1,4-ビス[(3-エチル-3-オキセタニル)メトキシメチル]ベンゼン、3-エチル-3-(フェノキシメチル)オキセタンなどが挙げられる。ビニルエーテル基を有するカチオン重合性化合物としては、2-ヒドロキシエチルビニルエーテル、ジエチレングリコールモノビニルエーテル、4-ヒドロキシブチルビニルエーテルなどが挙げられる。
活性エネルギー線硬化型接着剤としてカチオン重合性化合物を用いる場合、カチオン重合開始剤が配合される。このカチオン重合開始剤は、可視光線、紫外線、電子線などの活性エネルギー線の照射によって、カチオン種又はルイス酸を発生し、カチオン重合性化合物のエポキシ基などと重合反応を開始する。カチオン重合開始剤としては、光酸発生剤と光塩基発生剤とを使用することができる。 Examples of the cationically polymerizable compound include a monofunctional cationically polymerizable compound having one cationically polymerizable functional group in the molecule, a polyfunctional cationically polymerizable compound having two or more cationically polymerizable functional groups in the molecule, and the like. Examples of the cationically polymerizable functional group include an epoxy group, an oxetanyl group, and a vinyl ether group. Examples of the cationically polymerizable compound having an epoxy group include an aliphatic epoxy compound, an alicyclic epoxy compound, and an aromatic epoxy compound. Examples of the cationically polymerizable compound having an oxetanyl group include 3-ethyl-3-hydroxymethyloxetane, 1,4-bis [(3-ethyl-3-oxetanyl) methoxymethyl] benzene, and 3-ethyl-3- (phenoxymethyl). ) Oxetane and the like. Examples of the cationically polymerizable compound having a vinyl ether group include 2-hydroxyethyl vinyl ether, diethylene glycol monovinyl ether, and 4-hydroxybutyl vinyl ether.
When a cationically polymerizable compound is used as the active energy ray-curable adhesive, a cationic polymerization initiator is blended. This cationic polymerization initiator generates a cationic species or Lewis acid by irradiation with active energy rays such as visible light, ultraviolet rays, and electron beams, and initiates a polymerization reaction with an epoxy group of a cationically polymerizable compound. As the cationic polymerization initiator, a photoacid generator and a photobase generator can be used.
活性エネルギー線硬化型接着剤としてカチオン重合性化合物を用いる場合、カチオン重合開始剤が配合される。このカチオン重合開始剤は、可視光線、紫外線、電子線などの活性エネルギー線の照射によって、カチオン種又はルイス酸を発生し、カチオン重合性化合物のエポキシ基などと重合反応を開始する。カチオン重合開始剤としては、光酸発生剤と光塩基発生剤とを使用することができる。 Examples of the cationically polymerizable compound include a monofunctional cationically polymerizable compound having one cationically polymerizable functional group in the molecule, a polyfunctional cationically polymerizable compound having two or more cationically polymerizable functional groups in the molecule, and the like. Examples of the cationically polymerizable functional group include an epoxy group, an oxetanyl group, and a vinyl ether group. Examples of the cationically polymerizable compound having an epoxy group include an aliphatic epoxy compound, an alicyclic epoxy compound, and an aromatic epoxy compound. Examples of the cationically polymerizable compound having an oxetanyl group include 3-ethyl-3-hydroxymethyloxetane, 1,4-bis [(3-ethyl-3-oxetanyl) methoxymethyl] benzene, and 3-ethyl-3- (phenoxymethyl). ) Oxetane and the like. Examples of the cationically polymerizable compound having a vinyl ether group include 2-hydroxyethyl vinyl ether, diethylene glycol monovinyl ether, and 4-hydroxybutyl vinyl ether.
When a cationically polymerizable compound is used as the active energy ray-curable adhesive, a cationic polymerization initiator is blended. This cationic polymerization initiator generates a cationic species or Lewis acid by irradiation with active energy rays such as visible light, ultraviolet rays, and electron beams, and initiates a polymerization reaction with an epoxy group of a cationically polymerizable compound. As the cationic polymerization initiator, a photoacid generator and a photobase generator can be used.
本発明においては、380nm~450nmの可視光線を含む光で硬化する活性エネルギー線硬化型接着剤を用いることもできる。この場合、ラジカル重合性化合物と重合開始剤とを含む活性エネルギー線硬化型接着剤を用いることが好ましい。
このような活性エネルギー線硬化型接着剤は、例えば、特許文献2(特開2018-092186号公報)に開示されており、本発明の活性エネルギー線硬化型接着剤として、特許文献2に記載の活性エネルギー線硬化型接着剤を用いることができる。本明細書においては、紙面の都合上、特許文献2の記載を転記することを省略するが、特許文献2の接着剤に関する記載を本明細書にそのまま取り込めるものとする。 In the present invention, an active energy ray-curable adhesive that cures with light containing visible light of 380 nm to 450 nm can also be used. In this case, it is preferable to use an active energy ray-curable adhesive containing a radically polymerizable compound and a polymerization initiator.
Such an active energy ray-curable adhesive is disclosed in, for example, Patent Document 2 (Japanese Unexamined Patent Publication No. 2018-092186), and is described in Patent Document 2 as the active energy ray-curable adhesive of the present invention. An active energy ray-curable adhesive can be used. In this specification, the description of Patent Document 2 is omitted due to space limitations, but the description of the adhesive of Patent Document 2 can be incorporated into this specification as it is.
このような活性エネルギー線硬化型接着剤は、例えば、特許文献2(特開2018-092186号公報)に開示されており、本発明の活性エネルギー線硬化型接着剤として、特許文献2に記載の活性エネルギー線硬化型接着剤を用いることができる。本明細書においては、紙面の都合上、特許文献2の記載を転記することを省略するが、特許文献2の接着剤に関する記載を本明細書にそのまま取り込めるものとする。 In the present invention, an active energy ray-curable adhesive that cures with light containing visible light of 380 nm to 450 nm can also be used. In this case, it is preferable to use an active energy ray-curable adhesive containing a radically polymerizable compound and a polymerization initiator.
Such an active energy ray-curable adhesive is disclosed in, for example, Patent Document 2 (Japanese Unexamined Patent Publication No. 2018-092186), and is described in Patent Document 2 as the active energy ray-curable adhesive of the present invention. An active energy ray-curable adhesive can be used. In this specification, the description of Patent Document 2 is omitted due to space limitations, but the description of the adhesive of Patent Document 2 can be incorporated into this specification as it is.
<貼り合わせ部>
貼り合わせ部55には、一対のニップロール7、7が具備されている。
接着剤層を介して貼り合わされた第1フィルム11と第2フィルム12及び第3フィルム13とからなる積層フィルムは、ニップロール7、7に挿通され、押圧される。 <Lasting part>
Thebonding portion 55 is provided with a pair of nip rolls 7 and 7.
The laminated film composed of thefirst film 11, the second film 12, and the third film 13 bonded via the adhesive layer is inserted into the nip rolls 7 and 7 and pressed.
貼り合わせ部55には、一対のニップロール7、7が具備されている。
接着剤層を介して貼り合わされた第1フィルム11と第2フィルム12及び第3フィルム13とからなる積層フィルムは、ニップロール7、7に挿通され、押圧される。 <Lasting part>
The
The laminated film composed of the
<活性エネルギー線照射装置及び制御装置>
活性エネルギー線照射装置56は、ニップロール7、7で押圧された積層フィルムに対して活性エネルギー線を照射する装置である。活性エネルギー線は、活性エネルギー線硬化型接着剤の硬化性に応じて適宜選択される。活性エネルギー線としては、電子線、紫外線、可視光線などが挙げられる。
また、活性エネルギー線照射装置56は、図5に示すように、積層体の両面側にそれぞれ配置され、積層体の両面側からそれぞれ活性エネルギー線を照射できるようにすることが好ましい。 <Active energy ray irradiation device and control device>
The active energyray irradiating device 56 is a device that irradiates the laminated film pressed by the nip rolls 7 and 7 with the active energy ray. The active energy ray is appropriately selected depending on the curability of the active energy ray-curable adhesive. Examples of the active energy ray include an electron beam, ultraviolet rays, and visible light.
Further, as shown in FIG. 5, it is preferable that the active energyray irradiating device 56 is arranged on both side surfaces of the laminated body so that the active energy rays can be irradiated from both side surfaces of the laminated body.
活性エネルギー線照射装置56は、ニップロール7、7で押圧された積層フィルムに対して活性エネルギー線を照射する装置である。活性エネルギー線は、活性エネルギー線硬化型接着剤の硬化性に応じて適宜選択される。活性エネルギー線としては、電子線、紫外線、可視光線などが挙げられる。
また、活性エネルギー線照射装置56は、図5に示すように、積層体の両面側にそれぞれ配置され、積層体の両面側からそれぞれ活性エネルギー線を照射できるようにすることが好ましい。 <Active energy ray irradiation device and control device>
The active energy
Further, as shown in FIG. 5, it is preferable that the active energy
図6は、活性エネルギー線照射装置56及び制御装置58の具体的な構成を概略的に示す図である。図6は、各構成要素の内部を適宜透視した状態で図示している。
図6に示すように、活性エネルギー線照射装置56は、活性エネルギー線照射源56aと、活性エネルギー線照射源56aを収容する筐体56bと、を具備する。
また、活性エネルギー線照射装置56は、活性エネルギー線照射源56aから放出した活性エネルギー線(図6において破線で図示)を積層フィルム側に反射して集光する反射鏡56cと、活性エネルギー線を透過させる光学窓56dと、積層フィルムを透過した活性エネルギー線を活性エネルギー線照射源56a側に反射させる反射板56eと、を具備する。筐体56bの一方の端部(積層フィルム側の端部)は開口しているが、その開口が光学窓56dによって閉塞されることで、活性エネルギー線照射源56a及び反射鏡56cは、密閉空間に収容されている。 FIG. 6 is a diagram schematically showing a specific configuration of the active energyray irradiation device 56 and the control device 58. FIG. 6 shows a state in which the inside of each component is appropriately seen through.
As shown in FIG. 6, the active energyray irradiation device 56 includes an active energy ray irradiation source 56a and a housing 56b that houses the active energy ray irradiation source 56a.
Further, the active energyray irradiating device 56 transmits the active energy ray 56c that reflects the active energy ray emitted from the active energy ray irradiation source 56a (shown by a broken line in FIG. 6) toward the laminated film side and collects the active energy ray, and the active energy ray. It includes an optical window 56d for transmitting light and a reflecting plate 56e for reflecting active energy rays transmitted through the laminated film toward the active energy ray irradiation source 56a. One end of the housing 56b (the end on the laminated film side) is open, but the opening is closed by the optical window 56d, so that the active energy ray irradiation source 56a and the reflector 56c are in a closed space. Is housed in.
図6に示すように、活性エネルギー線照射装置56は、活性エネルギー線照射源56aと、活性エネルギー線照射源56aを収容する筐体56bと、を具備する。
また、活性エネルギー線照射装置56は、活性エネルギー線照射源56aから放出した活性エネルギー線(図6において破線で図示)を積層フィルム側に反射して集光する反射鏡56cと、活性エネルギー線を透過させる光学窓56dと、積層フィルムを透過した活性エネルギー線を活性エネルギー線照射源56a側に反射させる反射板56eと、を具備する。筐体56bの一方の端部(積層フィルム側の端部)は開口しているが、その開口が光学窓56dによって閉塞されることで、活性エネルギー線照射源56a及び反射鏡56cは、密閉空間に収容されている。 FIG. 6 is a diagram schematically showing a specific configuration of the active energy
As shown in FIG. 6, the active energy
Further, the active energy
筐体56b及び光学窓56dによって区画される上記の密閉空間には、筐体56b内部を冷却するための冷媒が供給される。本実施形態では、冷媒として空気が用いられているが、特に限定されるものではなく、その他の気体や、水などの液体を冷媒として用いることも可能である。
具体的には、活性エネルギー線照射装置56は、筐体56b内部に連通し、筐体56内部に冷媒としての空気を供給する供給管56fと、筐体56b内部に連通し、筐体56b内部から冷媒としての空気を排出する排出管56gと、を具備する。供給管56fには、供給管56fに空気を供給するための給気ファン56hが接続されている。排出管56gには、排出管56gを通じて空気を排出するための排気ファン56iが接続されている。
給気ファン56h及び排気ファン56iとしては、昭和電機社製の電動送風機(KSBシリーズ)を用いることができる。 A refrigerant for cooling the inside of thehousing 56b is supplied to the enclosed space partitioned by the housing 56b and the optical window 56d. In the present embodiment, air is used as the refrigerant, but the present invention is not particularly limited, and other gases or liquids such as water can be used as the refrigerant.
Specifically, the active energyray irradiation device 56 communicates with the inside of the housing 56b and communicates with the supply pipe 56f that supplies air as a refrigerant to the inside of the housing 56, and communicates with the inside of the housing 56b and inside the housing 56b. A discharge pipe (56 g) for discharging air as a refrigerant is provided. An air supply fan 56h for supplying air to the supply pipe 56f is connected to the supply pipe 56f. An exhaust fan 56i for discharging air through the discharge pipe 56g is connected to the discharge pipe 56g.
As theair supply fan 56h and the exhaust fan 56i, an electric blower (KSB series) manufactured by Showa Denki Co., Ltd. can be used.
具体的には、活性エネルギー線照射装置56は、筐体56b内部に連通し、筐体56内部に冷媒としての空気を供給する供給管56fと、筐体56b内部に連通し、筐体56b内部から冷媒としての空気を排出する排出管56gと、を具備する。供給管56fには、供給管56fに空気を供給するための給気ファン56hが接続されている。排出管56gには、排出管56gを通じて空気を排出するための排気ファン56iが接続されている。
給気ファン56h及び排気ファン56iとしては、昭和電機社製の電動送風機(KSBシリーズ)を用いることができる。 A refrigerant for cooling the inside of the
Specifically, the active energy
As the
供給管56fには、供給する空気を冷却するための熱交換器56jが取り付けられている。熱交換器56jとしては、特に限定されないが、例えば内部に冷却水(例えば7℃程度)を流通させる冷却コイルを備えた熱交換器を用いることができ、この冷却コイルを例えば供給管56fの外面に巻回して取り付けることができる。
さらに、排出管56gには、排出管56gを流れる空気の温度(排気温度)を測定するための温度計56kが取り付けられている。温度計56kとしては、特に限定されないが、例えば熱電対やサーミスタなどを用いることができる。
なお、本実施形態では、排出管56gを流れる空気の温度を測定しているが、特に限定されるものではなく、筐体56b内部に温度計56kを配置して、筐体56bの内部を直接測定してもよい。 Aheat exchanger 56j for cooling the supplied air is attached to the supply pipe 56f. The heat exchanger 56j is not particularly limited, but for example, a heat exchanger provided with a cooling coil for circulating cooling water (for example, about 7 ° C.) can be used, and this cooling coil can be used, for example, on the outer surface of the supply pipe 56f. Can be wound around and attached.
Further, athermometer 56k for measuring the temperature (exhaust temperature) of the air flowing through the discharge pipe 56g is attached to the discharge pipe 56g. The thermometer 56k is not particularly limited, but for example, a thermocouple or a thermistor can be used.
In the present embodiment, the temperature of the air flowing through thedischarge pipe 56g is measured, but the temperature is not particularly limited, and a thermometer 56k is arranged inside the housing 56b to directly inside the housing 56b. You may measure.
さらに、排出管56gには、排出管56gを流れる空気の温度(排気温度)を測定するための温度計56kが取り付けられている。温度計56kとしては、特に限定されないが、例えば熱電対やサーミスタなどを用いることができる。
なお、本実施形態では、排出管56gを流れる空気の温度を測定しているが、特に限定されるものではなく、筐体56b内部に温度計56kを配置して、筐体56bの内部を直接測定してもよい。 A
Further, a
In the present embodiment, the temperature of the air flowing through the
制御装置58は、活性エネルギー線照射装置56に設けられた給気ファン56h、熱交換器56jの流量調整弁(図示せず)及び温度計56kに電気的に接続されている。
制御装置58は、筐体56bの内部温度(具体的には、筐体56bの内部温度と同等と考えられる排気温度)の変化が一定範囲内に収まるように、筐体56bの内部を冷却する空気の供給量(給気風量)及び/又は空気の温度(給気温度)を制御する。具体的には、制御装置58には、温度計56kで測定した排気温度が連続的に入力され、制御装置58は、この温度計56kで測定した排気温度の変化が一定範囲内に収まるように、給気ファン56hの回転周波数及び/又は熱交換器56jの冷却コイル内を流れる冷却水の流量である冷却水量(具体的には熱交換器56jが具備する流量調整弁の開度)を制御(フィードバック制御)する。好ましくは、制御装置58は、排気温度の変化の絶対値が5℃以内となるように、より好ましくは2℃以内となるように、給気ファン56hの回転周波数及び/又は熱交換器56jの冷却水量を制御する。なお、給気ファン56hの回転周波数を高めることで、給気風量も増加することになる。 Thecontrol device 58 is electrically connected to an air supply fan 56h provided in the active energy ray irradiation device 56, a flow rate adjusting valve (not shown) of the heat exchanger 56j, and a thermometer 56k.
Thecontrol device 58 cools the inside of the housing 56b so that the change in the internal temperature of the housing 56b (specifically, the exhaust temperature considered to be equivalent to the internal temperature of the housing 56b) is within a certain range. Control the air supply amount (supply air volume) and / or the air temperature (supply air temperature). Specifically, the exhaust temperature measured by the thermometer 56k is continuously input to the control device 58, and the control device 58 keeps the change in the exhaust temperature measured by the thermometer 56k within a certain range. Controls the rotation frequency of the air supply fan 56h and / or the amount of cooling water (specifically, the opening degree of the flow control valve provided in the heat exchanger 56j) which is the flow rate of the cooling water flowing in the cooling coil of the heat exchanger 56j. (Feedback control). Preferably, the control device 58 has a rotation frequency of the air supply fan 56h and / or a heat exchanger 56j so that the absolute value of the change in the exhaust temperature is within 5 ° C., more preferably within 2 ° C. Control the amount of cooling water. By increasing the rotation frequency of the air supply fan 56h, the air supply air volume also increases.
制御装置58は、筐体56bの内部温度(具体的には、筐体56bの内部温度と同等と考えられる排気温度)の変化が一定範囲内に収まるように、筐体56bの内部を冷却する空気の供給量(給気風量)及び/又は空気の温度(給気温度)を制御する。具体的には、制御装置58には、温度計56kで測定した排気温度が連続的に入力され、制御装置58は、この温度計56kで測定した排気温度の変化が一定範囲内に収まるように、給気ファン56hの回転周波数及び/又は熱交換器56jの冷却コイル内を流れる冷却水の流量である冷却水量(具体的には熱交換器56jが具備する流量調整弁の開度)を制御(フィードバック制御)する。好ましくは、制御装置58は、排気温度の変化の絶対値が5℃以内となるように、より好ましくは2℃以内となるように、給気ファン56hの回転周波数及び/又は熱交換器56jの冷却水量を制御する。なお、給気ファン56hの回転周波数を高めることで、給気風量も増加することになる。 The
The
[積層偏光フィルムの製造方法]
次に、本発明に係る積層偏光フィルムの製造方法について説明する。
<偏光子を含むフィルムの製造工程>
図5に示すように、未処理のフィルム原反1aを第1ロール部41から引き出し、搬送装置42にてフィルム原反1aを膨潤処理槽4Aに搬送する。膨潤処理槽4A内のガイドローラ42でフィルム原反1aを搬送しながら、フィルム原反1aを膨潤処理液に浸漬することによって、フィルム原反1aが膨潤する。膨潤処理液の温度は、特に限定されないが、例えば、20℃~45℃である。フィルム原反1aを膨潤処理液に浸漬する時間は、特に限定されないが、例えば、5秒~300秒である。次に、膨潤後のフィルム原反1aを染色処理槽4B内の染色処理液に浸漬することによって、フィルム原反1aが二色性物質によって染色される。染色処理液の温度は、特に限定されないが、例えば、20℃~50℃である。フィルム原反1aを染色処理液に浸漬する時間は、特に限定されないが、例えば、5秒~300秒である。染色後のフィルム原反1aを架橋処理槽4C内の架橋処理液に浸漬することによって、フィルム原反1aの二色性物質が架橋される。架橋処理液の温度は、特に限定されないが、例えば、25℃以上であり、好ましくは40℃~70℃である。フィルム原反1aを架橋処理液に浸漬する時間は、特に限定されないが、例えば、5秒~800秒である。 [Manufacturing method of laminated polarizing film]
Next, a method for producing a laminated polarizing film according to the present invention will be described.
<Manufacturing process of film containing a polarizer>
As shown in FIG. 5, the untreated filmraw fabric 1a is pulled out from the first roll portion 41, and the film raw fabric 1a is conveyed to the swelling treatment tank 4A by the conveying device 42. The film raw fabric 1a is swelled by immersing the film raw fabric 1a in the swelling treatment liquid while transporting the film raw fabric 1a by the guide roller 42 in the swelling treatment tank 4A. The temperature of the swelling treatment liquid is not particularly limited, but is, for example, 20 ° C to 45 ° C. The time for immersing the film raw fabric 1a in the swelling treatment liquid is not particularly limited, but is, for example, 5 seconds to 300 seconds. Next, by immersing the swelled film raw fabric 1a in the dyeing treatment liquid in the dyeing treatment tank 4B, the film raw fabric 1a is dyed with a dichroic substance. The temperature of the dyeing solution is not particularly limited, but is, for example, 20 ° C to 50 ° C. The time for immersing the film raw fabric 1a in the dyeing treatment liquid is not particularly limited, but is, for example, 5 seconds to 300 seconds. By immersing the dyed film raw fabric 1a in the cross-linking treatment liquid in the cross-linking treatment tank 4C, the bicolor substance of the film raw fabric 1a is crosslinked. The temperature of the cross-linking treatment liquid is not particularly limited, but is, for example, 25 ° C. or higher, preferably 40 ° C. to 70 ° C. The time for immersing the film raw fabric 1a in the cross-linking treatment liquid is not particularly limited, but is, for example, 5 seconds to 800 seconds.
次に、本発明に係る積層偏光フィルムの製造方法について説明する。
<偏光子を含むフィルムの製造工程>
図5に示すように、未処理のフィルム原反1aを第1ロール部41から引き出し、搬送装置42にてフィルム原反1aを膨潤処理槽4Aに搬送する。膨潤処理槽4A内のガイドローラ42でフィルム原反1aを搬送しながら、フィルム原反1aを膨潤処理液に浸漬することによって、フィルム原反1aが膨潤する。膨潤処理液の温度は、特に限定されないが、例えば、20℃~45℃である。フィルム原反1aを膨潤処理液に浸漬する時間は、特に限定されないが、例えば、5秒~300秒である。次に、膨潤後のフィルム原反1aを染色処理槽4B内の染色処理液に浸漬することによって、フィルム原反1aが二色性物質によって染色される。染色処理液の温度は、特に限定されないが、例えば、20℃~50℃である。フィルム原反1aを染色処理液に浸漬する時間は、特に限定されないが、例えば、5秒~300秒である。染色後のフィルム原反1aを架橋処理槽4C内の架橋処理液に浸漬することによって、フィルム原反1aの二色性物質が架橋される。架橋処理液の温度は、特に限定されないが、例えば、25℃以上であり、好ましくは40℃~70℃である。フィルム原反1aを架橋処理液に浸漬する時間は、特に限定されないが、例えば、5秒~800秒である。 [Manufacturing method of laminated polarizing film]
Next, a method for producing a laminated polarizing film according to the present invention will be described.
<Manufacturing process of film containing a polarizer>
As shown in FIG. 5, the untreated film
架橋後のフィルム原反1aを、延伸処理槽4Dの延伸処理液中においてガイドローラで搬送しながら延伸する。延伸処理液の温度は、特に限定されないが、例えば、40℃~90℃である。延伸倍率は目的に応じて適宜に設定できるが、総延伸倍率は、例えば、2倍~7倍であり、好ましくは4.5倍~6.8倍である。総延伸倍率は、フィルム原反1aの最終的な延伸倍率を意味する。延伸後のフィルム原反1aを、洗浄処理槽4E内の洗浄処理液に浸漬することによって、フィルム原反1aが洗浄される。洗浄処理液の温度は、例えば、5℃~50℃である。洗浄時間は、例えば、1秒~300秒である。
洗浄後のフィルム原反1aを、乾燥装置43にて乾燥することによって、偏光子を含む第1フィルム11が得られる。得られた第1フィルム11は、引き続きフィルム積層ゾーン5に搬送される。 Theoriginal film 1a after cross-linking is stretched while being conveyed by a guide roller in the stretching treatment liquid of the stretching treatment tank 4D. The temperature of the stretching treatment liquid is not particularly limited, but is, for example, 40 ° C. to 90 ° C. The draw ratio can be appropriately set depending on the intended purpose, but the total draw ratio is, for example, 2 to 7 times, preferably 4.5 to 6.8 times. The total draw ratio means the final draw ratio of the film raw fabric 1a. The film raw fabric 1a is washed by immersing the stretched film raw fabric 1a in the cleaning treatment liquid in the cleaning treatment tank 4E. The temperature of the cleaning treatment liquid is, for example, 5 ° C to 50 ° C. The cleaning time is, for example, 1 second to 300 seconds.
By drying the washed filmraw fabric 1a in the drying device 43, the first film 11 containing a polarizer can be obtained. The obtained first film 11 is continuously conveyed to the film lamination zone 5.
洗浄後のフィルム原反1aを、乾燥装置43にて乾燥することによって、偏光子を含む第1フィルム11が得られる。得られた第1フィルム11は、引き続きフィルム積層ゾーン5に搬送される。 The
By drying the washed film
<接着剤塗工工程>
偏光子を含む長尺帯状の第1フィルム11は、搬送装置51によって貼り合わせ部55に搬送される。搬送過程で、第1フィルム11の両面に、グラビアロール61によって活性エネルギー線硬化型接着剤が塗工される。グラビアロール61にて活性エネルギー線硬化型接着剤を塗工することにより、第1フィルム11の両面に、それぞれ活性エネルギー線硬化型接着剤からなる接着剤層が形成される。
他方、第2ロール部52から長尺帯状の第2フィルム12が引き出され、搬送装置51によって貼り合わせ部55に搬送される。同様に、第3ロール部53から長尺帯状の第3フィルム13が引き出され、搬送装置51によって貼り合わせ部55に搬送される。それぞれの搬送過程で、第2フィルム12の片面及び第3フィルム13の片面に、それぞれグラビアロール61によって活性エネルギー線硬化型接着剤が塗工される。グラビアロール61にて活性エネルギー線硬化型接着剤を塗工することにより、第2フィルム12の片面及び第3フィルム13の片面に、それぞれ活性エネルギー線硬化型接着剤からなる接着剤層が形成される。 <Adhesive coating process>
The long strip-shapedfirst film 11 including the polarizer is conveyed to the bonding portion 55 by the conveying device 51. In the transport process, the active energy ray-curable adhesive is applied to both sides of the first film 11 by the gravure roll 61. By applying the active energy ray-curable adhesive with the gravure roll 61, an adhesive layer made of the active energy ray-curable adhesive is formed on both sides of the first film 11.
On the other hand, the long strip-shapedsecond film 12 is pulled out from the second roll portion 52 and is conveyed to the bonding portion 55 by the conveying device 51. Similarly, the long strip-shaped third film 13 is pulled out from the third roll portion 53 and conveyed to the bonding portion 55 by the conveying device 51. In each transfer process, the active energy ray-curable adhesive is applied to one side of the second film 12 and one side of the third film 13 by the gravure roll 61, respectively. By applying the active energy ray-curable adhesive with the gravure roll 61, an adhesive layer made of the active energy ray-curable adhesive is formed on one side of the second film 12 and one side of the third film 13, respectively. To.
偏光子を含む長尺帯状の第1フィルム11は、搬送装置51によって貼り合わせ部55に搬送される。搬送過程で、第1フィルム11の両面に、グラビアロール61によって活性エネルギー線硬化型接着剤が塗工される。グラビアロール61にて活性エネルギー線硬化型接着剤を塗工することにより、第1フィルム11の両面に、それぞれ活性エネルギー線硬化型接着剤からなる接着剤層が形成される。
他方、第2ロール部52から長尺帯状の第2フィルム12が引き出され、搬送装置51によって貼り合わせ部55に搬送される。同様に、第3ロール部53から長尺帯状の第3フィルム13が引き出され、搬送装置51によって貼り合わせ部55に搬送される。それぞれの搬送過程で、第2フィルム12の片面及び第3フィルム13の片面に、それぞれグラビアロール61によって活性エネルギー線硬化型接着剤が塗工される。グラビアロール61にて活性エネルギー線硬化型接着剤を塗工することにより、第2フィルム12の片面及び第3フィルム13の片面に、それぞれ活性エネルギー線硬化型接着剤からなる接着剤層が形成される。 <Adhesive coating process>
The long strip-shaped
On the other hand, the long strip-shaped
接着剤層の塗工厚みは、特に限定されないが、余りに小さいと、フィルムの接着強度が低下し、余りに大きいと、積層偏光フィルムの厚みが相対的に大きくなりすぎる。かかる観点から、第1フィルム11、第2フィルム12及び第3フィルム13に形成する接着剤層の塗工厚みは、それぞれ独立して、0.1μm~5μmであることが好ましい。
The coating thickness of the adhesive layer is not particularly limited, but if it is too small, the adhesive strength of the film decreases, and if it is too large, the thickness of the laminated polarizing film becomes relatively too large. From this point of view, the coating thickness of the adhesive layer formed on the first film 11, the second film 12, and the third film 13 is preferably 0.1 μm to 5 μm, respectively.
また、塗工時の活性エネルギー線硬化型接着剤の粘度は、特に限定されないが、余りに小さい又は大きいと、接着剤の塗工斑を生じるおそれがある。かかる観点から、活性エネルギー線硬化型接着剤は、25℃での粘度が1mPa・s~100mPa・sに調整されていることが好ましく、25℃での粘度が10mPa・s~50mPa・sに調整されていることがより好ましい。本実施形態で用いる活性エネルギー線硬化型接着剤は、無溶剤タイプであり、このような無溶剤タイプの活性エネルギー線硬化型接着剤については、増粘剤などの粘性調整剤を調整することによって、上記の好ましい範囲の粘度に調整できる。
なお、上記の粘度は、いわゆるハーゲンポアズイユ(Hagen-Poiseuille)の法則を測定原理とする細管式連続粘度計によって測定可能である。 Further, the viscosity of the active energy ray-curable adhesive at the time of coating is not particularly limited, but if it is too small or too large, coating spots of the adhesive may occur. From this point of view, the viscosity of the active energy ray-curable adhesive is preferably adjusted to 1 mPa · s to 100 mPa · s at 25 ° C., and the viscosity at 25 ° C. is adjusted to 10 mPa · s to 50 mPa · s. It is more preferable that it is. The active energy ray-curable adhesive used in the present embodiment is a solvent-free type, and for such a solvent-free type active energy ray-curable adhesive, a viscosity modifier such as a thickener is adjusted. , The viscosity can be adjusted to the above-mentioned preferable range.
The above viscosity can be measured by a thin tube type continuous viscometer based on the so-called Hagen-Poiseuille law.
なお、上記の粘度は、いわゆるハーゲンポアズイユ(Hagen-Poiseuille)の法則を測定原理とする細管式連続粘度計によって測定可能である。 Further, the viscosity of the active energy ray-curable adhesive at the time of coating is not particularly limited, but if it is too small or too large, coating spots of the adhesive may occur. From this point of view, the viscosity of the active energy ray-curable adhesive is preferably adjusted to 1 mPa · s to 100 mPa · s at 25 ° C., and the viscosity at 25 ° C. is adjusted to 10 mPa · s to 50 mPa · s. It is more preferable that it is. The active energy ray-curable adhesive used in the present embodiment is a solvent-free type, and for such a solvent-free type active energy ray-curable adhesive, a viscosity modifier such as a thickener is adjusted. , The viscosity can be adjusted to the above-mentioned preferable range.
The above viscosity can be measured by a thin tube type continuous viscometer based on the so-called Hagen-Poiseuille law.
さらに、塗工時の活性エネルギー線硬化型接着剤は、表面張力が50mN/m以下であることが好ましく、さらに、5mN/m~45mN/m以下であることがより好ましい。このような表面張力を有する活性エネルギー線硬化型接着剤を用いることにより、接着剤がグラビアロール61のセルから第1フィルム11などに良好に移行するようになる(接着剤が良好に転写されるようになる)。
なお、上記の表面張力は、いわゆる懸滴法(ペンダントドロップ法)によって測定可能である。 Further, the surface tension of the active energy ray-curable adhesive at the time of coating is preferably 50 mN / m or less, and more preferably 5 mN / m to 45 mN / m or less. By using the active energy ray-curable adhesive having such surface tension, the adhesive is satisfactorily transferred from the cell of thegravure roll 61 to the first film 11 or the like (the adhesive is satisfactorily transferred). Will be).
The above surface tension can be measured by the so-called suspension method (pendant drop method).
なお、上記の表面張力は、いわゆる懸滴法(ペンダントドロップ法)によって測定可能である。 Further, the surface tension of the active energy ray-curable adhesive at the time of coating is preferably 50 mN / m or less, and more preferably 5 mN / m to 45 mN / m or less. By using the active energy ray-curable adhesive having such surface tension, the adhesive is satisfactorily transferred from the cell of the
The above surface tension can be measured by the so-called suspension method (pendant drop method).
さらに、塗工時の第1フィルム11、第2フィルム12及び第3フィルム13の各搬送速度(ライン速度)は、特に限定されないが、余りに速いと、気泡を生じるおそれがあり、余りに遅いと、積層偏光フィルムの生産効率が低下する。かかる観点から、塗工時の第1フィルム11、第2フィルム12及び第3フィルム13の各搬送速度は、15m/分~40m/分が好ましく、さらに、20m/分~35m/分がより好ましい。
Further, the transport speeds (line speeds) of the first film 11, the second film 12, and the third film 13 at the time of coating are not particularly limited, but if they are too fast, bubbles may be generated, and if they are too slow, they may generate bubbles. The production efficiency of the laminated polarizing film is reduced. From this point of view, the transport speeds of the first film 11, the second film 12, and the third film 13 at the time of coating are preferably 15 m / min to 40 m / min, more preferably 20 m / min to 35 m / min. ..
<積層偏光フィルム作製工程>
接着剤層(未硬化の活性エネルギー線硬化型接着剤)が形成された第1フィルム11、第2フィルム12及び第3フィルム13は、それぞれ独立して、貼り合わせ部55に搬送される。第1フィルム11に形成された接着剤層と第2フィルム12に形成された接着剤層とを対面させ、且つ、第1フィルム11に形成された接着剤層と第3フィルム13に形成された接着剤層とを対面させながら、これらのフィルムは、ニップロール7、7間に挿通される。ニップロール7を通過することにより、第1フィルム11、第2フィルム12及び第3フィルム13が貼り合わされ、第2フィルム/未硬化の接着剤層/第1フィルム/未硬化の接着剤層/第3フィルムからなる積層フィルムが得られる。
この積層フィルムに対して、活性エネルギー線照射装置56によって活性エネルギー線を照射することで、活性エネルギー線硬化型接着剤が硬化し、第2フィルム12/硬化後の接着剤層/第1フィルム11/硬化後の接着剤層/第3フィルム13からなる積層偏光フィルム1が得られる。なお、活性エネルギー線硬化型接着剤からなる接着剤層は、硬化前(塗工時)の厚みと硬化後の厚みとが実質的に同じとなる。 <Laminated polarizing film manufacturing process>
Thefirst film 11, the second film 12, and the third film 13 on which the adhesive layer (uncured active energy ray-curable adhesive) is formed are independently conveyed to the bonding portion 55. The adhesive layer formed on the first film 11 and the adhesive layer formed on the second film 12 face each other, and the adhesive layer formed on the first film 11 and the adhesive layer formed on the third film 13 are formed. These films are inserted between the nip rolls 7 and 7 while facing the adhesive layer. By passing through the nip roll 7, the first film 11, the second film 12, and the third film 13 are bonded together, and the second film / uncured adhesive layer / first film / uncured adhesive layer / third film. A laminated film made of a film can be obtained.
By irradiating the laminated film with active energy rays by the active energyray irradiating device 56, the active energy ray-curable adhesive is cured, and the second film 12 / the cured adhesive layer / the first film 11 is cured. A laminated polarizing film 1 composed of / an adhesive layer after curing / a third film 13 is obtained. The thickness of the adhesive layer made of the active energy ray-curable adhesive is substantially the same before curing (at the time of coating) and after curing.
接着剤層(未硬化の活性エネルギー線硬化型接着剤)が形成された第1フィルム11、第2フィルム12及び第3フィルム13は、それぞれ独立して、貼り合わせ部55に搬送される。第1フィルム11に形成された接着剤層と第2フィルム12に形成された接着剤層とを対面させ、且つ、第1フィルム11に形成された接着剤層と第3フィルム13に形成された接着剤層とを対面させながら、これらのフィルムは、ニップロール7、7間に挿通される。ニップロール7を通過することにより、第1フィルム11、第2フィルム12及び第3フィルム13が貼り合わされ、第2フィルム/未硬化の接着剤層/第1フィルム/未硬化の接着剤層/第3フィルムからなる積層フィルムが得られる。
この積層フィルムに対して、活性エネルギー線照射装置56によって活性エネルギー線を照射することで、活性エネルギー線硬化型接着剤が硬化し、第2フィルム12/硬化後の接着剤層/第1フィルム11/硬化後の接着剤層/第3フィルム13からなる積層偏光フィルム1が得られる。なお、活性エネルギー線硬化型接着剤からなる接着剤層は、硬化前(塗工時)の厚みと硬化後の厚みとが実質的に同じとなる。 <Laminated polarizing film manufacturing process>
The
By irradiating the laminated film with active energy rays by the active energy
図6に示すように、活性エネルギー線照射装置56によって活性エネルギー線を照射している間、制御装置58は、温度計56kで測定した排気温度の変化が一定範囲内に収まるように(筐体56bの内部温度の変化が一定範囲内に収まるように)、筐体56bの内部を冷却する冷媒の供給量(給気ファン56hの回転周波数)及び/又は冷媒の温度(熱交換器56jの冷却水量)を制御する。
以上のようにして得られた積層偏光フィルムは、巻取りロール部57に巻き取られる。 As shown in FIG. 6, while the active energyray irradiation device 56 irradiates the active energy ray, the control device 58 keeps the change in the exhaust temperature measured by the thermometer 56k within a certain range (housing). The amount of refrigerant supplied to cool the inside of the housing 56b (rotation frequency of the air supply fan 56h) and / or the temperature of the refrigerant (cooling of the heat exchanger 56j) so that the change in the internal temperature of the 56b is within a certain range). Water volume) is controlled.
The laminated polarizing film obtained as described above is wound around the windingroll portion 57.
以上のようにして得られた積層偏光フィルムは、巻取りロール部57に巻き取られる。 As shown in FIG. 6, while the active energy
The laminated polarizing film obtained as described above is wound around the winding
<変形例>
上記の製造方法では、第2フィルム12/硬化後の接着剤層/第1フィルム11/硬化後の接着剤層/第3フィルム13からなる積層偏光フィルム(図1に示す積層偏光フィルム1)を製造する場合を例示したが、これに限定されない。例えば、上記の積層偏光フィルムの下流側に、グラビアロールを有する接着剤塗工装置を配置し、積層偏光フィルムの片面及び/又は第4フィルムの片面に接着剤を塗布して貼り合わせ且つ接着剤層を硬化させることにより、例えば図2に示すような第2フィルム12/硬化後の接着剤層/第1フィルム11/硬化後の接着剤層/第3フィルム13/硬化後の接着剤層/第4フィルム14からなる積層偏光フィルム1を得ることもできる。また、上記の製造方法における第3フィルム13の第1フィルム11に対する貼り合わせを省略することにより、図3及び図4に示すような第1フィルム11の片面に他のフィルムが積層されていない積層偏光フィルム1を得ることができる。 <Modification example>
In the above manufacturing method, a laminated polarizing film (laminatedpolarizing film 1 shown in FIG. 1) composed of a second film 12 / an adhesive layer after curing / a first film 11 / an adhesive layer after curing / a third film 13 is formed. The case of manufacturing is illustrated, but the present invention is not limited to this. For example, an adhesive coating device having a gravure roll is arranged on the downstream side of the above-mentioned laminated polarizing film, and an adhesive is applied to one side of the laminated polarizing film and / or one side of the fourth film to bond and adhere. By curing the layer, for example, the second film 12 as shown in FIG. 2 / the adhesive layer after curing / the first film 11 / the adhesive layer after curing / the third film 13 / the adhesive layer after curing / A laminated polarizing film 1 made of a fourth film 14 can also be obtained. Further, by omitting the bonding of the third film 13 to the first film 11 in the above manufacturing method, the other film is not laminated on one side of the first film 11 as shown in FIGS. 3 and 4. The polarizing film 1 can be obtained.
上記の製造方法では、第2フィルム12/硬化後の接着剤層/第1フィルム11/硬化後の接着剤層/第3フィルム13からなる積層偏光フィルム(図1に示す積層偏光フィルム1)を製造する場合を例示したが、これに限定されない。例えば、上記の積層偏光フィルムの下流側に、グラビアロールを有する接着剤塗工装置を配置し、積層偏光フィルムの片面及び/又は第4フィルムの片面に接着剤を塗布して貼り合わせ且つ接着剤層を硬化させることにより、例えば図2に示すような第2フィルム12/硬化後の接着剤層/第1フィルム11/硬化後の接着剤層/第3フィルム13/硬化後の接着剤層/第4フィルム14からなる積層偏光フィルム1を得ることもできる。また、上記の製造方法における第3フィルム13の第1フィルム11に対する貼り合わせを省略することにより、図3及び図4に示すような第1フィルム11の片面に他のフィルムが積層されていない積層偏光フィルム1を得ることができる。 <Modification example>
In the above manufacturing method, a laminated polarizing film (laminated
さらに、上記の製造方法では、第1フィルム11の両面に活性エネルギー線硬化型接着剤を塗工し、第2フィルム12及び第3フィルム13の各片面にも活性エネルギー線硬化型接着剤を塗工して、接着剤層が向かい合うようにして貼り合わせているが、これに限定されない。例えば、第1フィルム11の片面又は第2フィルム12の片面のいずれか一方のみに、活性エネルギー線硬化型接着剤を塗工して接着剤層を形成し、この接着剤層を介して第1フィルム11と第2フィルム12とを貼り合わせてもよい。同様に、第1フィルム11の片面又は第3フィルム13の片面のいずれか一方のみに、活性エネルギー線硬化型接着剤を塗工して接着剤層を形成し、この接着剤層を介して第1フィルム11と第3フィルム13とを貼り合わせてもよい。
Further, in the above manufacturing method, the active energy ray-curable adhesive is applied to both sides of the first film 11, and the active energy ray-curable adhesive is also applied to each side of the second film 12 and the third film 13. It is processed so that the adhesive layers face each other, but it is not limited to this. For example, an active energy ray-curable adhesive is applied to only one side of the first film 11 or one side of the second film 12 to form an adhesive layer, and the first is formed through the adhesive layer. The film 11 and the second film 12 may be bonded together. Similarly, an active energy ray-curable adhesive is applied to only one side of the first film 11 or one side of the third film 13 to form an adhesive layer, and a first layer is formed through the adhesive layer. The 1st film 11 and the 3rd film 13 may be bonded together.
[積層偏光フィルムの用途など]
本発明に係る製造方法によって得られる積層偏光フィルムは、代表的には、液晶表示装置や有機表示装置などのディスプレイの光学フィルムとして使用される。
また、本発明に係る製造方法によって得られる積層偏光フィルムは、前述のディスプレイに使用される場合に限定されず、ディスプレイ以外の用途に使用することもできる。ディスプレイ以外の用途としては、光学機器、建築物、医療・食品分野などが挙げられる。積層偏光フィルムが光学機器に使用される場合には、その積層偏光フィルムは、例えば、偏光レンズ、透明電波遮断フィルムなどに加工される。積層偏光フィルムが電子デバイスに使用される場合には、その積層偏光フィルムは、例えば、調光窓用フィルムなどに加工される。積層偏光フィルムが医療・食品分野に使用される場合には、その積層偏光フィルムは、例えば、光劣化防止フィルムなどに加工される。 [Use of laminated polarizing film, etc.]
The laminated polarizing film obtained by the production method according to the present invention is typically used as an optical film for a display such as a liquid crystal display device or an organic display device.
Further, the laminated polarizing film obtained by the production method according to the present invention is not limited to the case where it is used for the above-mentioned display, and can be used for applications other than the display. Applications other than displays include optical equipment, buildings, medical / food fields, and the like. When a laminated polarizing film is used in an optical device, the laminated polarizing film is processed into, for example, a polarizing lens or a transparent radio wave blocking film. When a laminated polarizing film is used for an electronic device, the laminated polarizing film is processed into, for example, a film for a light control window. When the laminated polarizing film is used in the medical / food field, the laminated polarizing film is processed into, for example, a photodegradation prevention film.
本発明に係る製造方法によって得られる積層偏光フィルムは、代表的には、液晶表示装置や有機表示装置などのディスプレイの光学フィルムとして使用される。
また、本発明に係る製造方法によって得られる積層偏光フィルムは、前述のディスプレイに使用される場合に限定されず、ディスプレイ以外の用途に使用することもできる。ディスプレイ以外の用途としては、光学機器、建築物、医療・食品分野などが挙げられる。積層偏光フィルムが光学機器に使用される場合には、その積層偏光フィルムは、例えば、偏光レンズ、透明電波遮断フィルムなどに加工される。積層偏光フィルムが電子デバイスに使用される場合には、その積層偏光フィルムは、例えば、調光窓用フィルムなどに加工される。積層偏光フィルムが医療・食品分野に使用される場合には、その積層偏光フィルムは、例えば、光劣化防止フィルムなどに加工される。 [Use of laminated polarizing film, etc.]
The laminated polarizing film obtained by the production method according to the present invention is typically used as an optical film for a display such as a liquid crystal display device or an organic display device.
Further, the laminated polarizing film obtained by the production method according to the present invention is not limited to the case where it is used for the above-mentioned display, and can be used for applications other than the display. Applications other than displays include optical equipment, buildings, medical / food fields, and the like. When a laminated polarizing film is used in an optical device, the laminated polarizing film is processed into, for example, a polarizing lens or a transparent radio wave blocking film. When a laminated polarizing film is used for an electronic device, the laminated polarizing film is processed into, for example, a film for a light control window. When the laminated polarizing film is used in the medical / food field, the laminated polarizing film is processed into, for example, a photodegradation prevention film.
以下、実施例及び比較例を説明し、本発明を更に詳述する。但し、本発明は、下記実施例に限定されるものではない。
Hereinafter, examples and comparative examples will be described, and the present invention will be described in more detail. However, the present invention is not limited to the following examples.
[使用材料]
<活性エネルギー線硬化型接着剤>
54.48重量%の1,9-ノナンジオールジアクリレート、10重量%のヒドロキシエチルアクリルアミド及び30重量%のアクリロイルモルフォリン(活性エネルギー線硬化性成分)と、BYK社製「BYK-UV3570」を0.52重量%(気泡抑制剤)と、3重量%のIRGACURE 907及び2重量%のKAYACURE DETX-S(重合開始剤)と、を混合し、3時間撹拌することにより、活性エネルギー線硬化型接着剤を得た。 [Material used]
<Active energy ray-curable adhesive>
54.48% by weight of 1,9-nonanediol diacrylate, 10% by weight of hydroxyethylacrylamide and 30% by weight of acryloylmorpholin (active energy ray-curable component), and BYK's "BYK-UV3570" 0 Active energy ray-curable adhesion by mixing .52% by weight (bubble inhibitor), 3% by weight IRGACURE 907 and 2% by weight KAYACURE DETX-S (polymerization initiator) and stirring for 3 hours. I got the agent.
<活性エネルギー線硬化型接着剤>
54.48重量%の1,9-ノナンジオールジアクリレート、10重量%のヒドロキシエチルアクリルアミド及び30重量%のアクリロイルモルフォリン(活性エネルギー線硬化性成分)と、BYK社製「BYK-UV3570」を0.52重量%(気泡抑制剤)と、3重量%のIRGACURE 907及び2重量%のKAYACURE DETX-S(重合開始剤)と、を混合し、3時間撹拌することにより、活性エネルギー線硬化型接着剤を得た。 [Material used]
<Active energy ray-curable adhesive>
54.48% by weight of 1,9-nonanediol diacrylate, 10% by weight of hydroxyethylacrylamide and 30% by weight of acryloylmorpholin (active energy ray-curable component), and BYK's "BYK-UV3570" 0 Active energy ray-curable adhesion by mixing .52% by weight (bubble inhibitor), 3% by weight IRGACURE 907 and 2% by weight KAYACURE DETX-S (polymerization initiator) and stirring for 3 hours. I got the agent.
<偏光子を含む第1フィルム>
平均重合度2400、ケン化度99.9モル%の厚み45μmのポリビニルアルコールフィルムを、30℃の温水中に60秒間浸漬し膨潤させた。次いで、ヨウ素/ヨウ化カリウム(重量比=0.5/8)の濃度0.3%の水溶液に浸漬し、3.5倍まで延伸させながらフィルムを染色した。その後、65℃のホウ酸エステル水溶液中で、トータルの延伸倍率が6倍となるように延伸を行った。延伸後に、40℃の乾燥装置にて3分間乾燥を行い、長尺帯状のポリビニルアルコール系偏光子(厚み18μm)を得た。このポリビニルアルコール系偏光子を第1フィルムとした。 <First film containing a polarizer>
A polyvinyl alcohol film having an average degree of polymerization of 2400 and a saponification degree of 99.9 mol% and a thickness of 45 μm was immersed in warm water at 30 ° C. for 60 seconds to swell. Then, the film was dyed by immersing it in an aqueous solution having a concentration of iodine / potassium iodide (weight ratio = 0.5 / 8) at a concentration of 0.3% and stretching it up to 3.5 times. Then, stretching was carried out in a boric acid ester aqueous solution at 65 ° C. so that the total stretching ratio was 6 times. After stretching, it was dried in a drying device at 40 ° C. for 3 minutes to obtain a long strip-shaped polyvinyl alcohol-based polarizer (thickness 18 μm). This polyvinyl alcohol-based polarizer was used as the first film.
平均重合度2400、ケン化度99.9モル%の厚み45μmのポリビニルアルコールフィルムを、30℃の温水中に60秒間浸漬し膨潤させた。次いで、ヨウ素/ヨウ化カリウム(重量比=0.5/8)の濃度0.3%の水溶液に浸漬し、3.5倍まで延伸させながらフィルムを染色した。その後、65℃のホウ酸エステル水溶液中で、トータルの延伸倍率が6倍となるように延伸を行った。延伸後に、40℃の乾燥装置にて3分間乾燥を行い、長尺帯状のポリビニルアルコール系偏光子(厚み18μm)を得た。このポリビニルアルコール系偏光子を第1フィルムとした。 <First film containing a polarizer>
A polyvinyl alcohol film having an average degree of polymerization of 2400 and a saponification degree of 99.9 mol% and a thickness of 45 μm was immersed in warm water at 30 ° C. for 60 seconds to swell. Then, the film was dyed by immersing it in an aqueous solution having a concentration of iodine / potassium iodide (weight ratio = 0.5 / 8) at a concentration of 0.3% and stretching it up to 3.5 times. Then, stretching was carried out in a boric acid ester aqueous solution at 65 ° C. so that the total stretching ratio was 6 times. After stretching, it was dried in a drying device at 40 ° C. for 3 minutes to obtain a long strip-shaped polyvinyl alcohol-based polarizer (thickness 18 μm). This polyvinyl alcohol-based polarizer was used as the first film.
<第2フィルム及び第3フィルム>
特開2010-284840号公報の製造例1に記載のイミド化MS樹脂100重量部及びトリアジン系紫外線吸収剤(アデカ社製、商品名:T-712)0.62重量部を、2軸混練機にて220℃にて混合し、樹脂ペレットを作製した。得られた樹脂ペレットを、100.5kPa、100℃で12時間乾燥させ、単軸の押出機にてダイス温度270℃でTダイから押出してフィルム状に成形した(厚み160μm)。さらに、当該フィルムを、その搬送方向に150℃の雰囲気下に延伸し(厚み80μm)、次いで水性ウレタン樹脂を含む易接着剤を塗布した後、フィルム搬送方向と直交する方向に150℃の雰囲気下に延伸して、厚み40μm(透湿度58g/m2/24h)の透明アクリルフィルムを得た。この透明アクリルフィルムを第2フィルムとした。
第3フィルムとしては、厚み52μmの環状ポリオレフィンフィルム(日本ゼオン社製)を使用した。 <2nd film and 3rd film>
A twin-screw kneader containing 100 parts by weight of the imidized MS resin and 0.62 parts by weight of a triazine-based ultraviolet absorber (trade name: T-712) described in Production Example 1 of JP-A-2010-284840. The mixture was mixed at 220 ° C. to prepare resin pellets. The obtained resin pellets were dried at 100.5 kPa at 100 ° C. for 12 hours and extruded from a T-die at a die temperature of 270 ° C. using a single-screw extruder to form a film (thickness 160 μm). Further, the film is stretched in an atmosphere of 150 ° C. in the transport direction (thickness 80 μm), then an easy-adhesive containing an aqueous urethane resin is applied, and then in an atmosphere of 150 ° C. in a direction orthogonal to the film transport direction. A transparent acrylic film having a thickness of 40 μm (water permeability 58 g / m 2 / 24h) was obtained. This transparent acrylic film was used as the second film.
As the third film, a cyclic polyolefin film (manufactured by Zeon Corporation) having a thickness of 52 μm was used.
特開2010-284840号公報の製造例1に記載のイミド化MS樹脂100重量部及びトリアジン系紫外線吸収剤(アデカ社製、商品名:T-712)0.62重量部を、2軸混練機にて220℃にて混合し、樹脂ペレットを作製した。得られた樹脂ペレットを、100.5kPa、100℃で12時間乾燥させ、単軸の押出機にてダイス温度270℃でTダイから押出してフィルム状に成形した(厚み160μm)。さらに、当該フィルムを、その搬送方向に150℃の雰囲気下に延伸し(厚み80μm)、次いで水性ウレタン樹脂を含む易接着剤を塗布した後、フィルム搬送方向と直交する方向に150℃の雰囲気下に延伸して、厚み40μm(透湿度58g/m2/24h)の透明アクリルフィルムを得た。この透明アクリルフィルムを第2フィルムとした。
第3フィルムとしては、厚み52μmの環状ポリオレフィンフィルム(日本ゼオン社製)を使用した。 <2nd film and 3rd film>
A twin-screw kneader containing 100 parts by weight of the imidized MS resin and 0.62 parts by weight of a triazine-based ultraviolet absorber (trade name: T-712) described in Production Example 1 of JP-A-2010-284840. The mixture was mixed at 220 ° C. to prepare resin pellets. The obtained resin pellets were dried at 100.5 kPa at 100 ° C. for 12 hours and extruded from a T-die at a die temperature of 270 ° C. using a single-screw extruder to form a film (thickness 160 μm). Further, the film is stretched in an atmosphere of 150 ° C. in the transport direction (
As the third film, a cyclic polyolefin film (manufactured by Zeon Corporation) having a thickness of 52 μm was used.
<活性エネルギー照射源>
活性エネルギー照射装置が具備する活性エネルギー照射源として、波長範囲380nm~450nmの可視光線を含む活性エネルギー線を放出するガリウム封入メタルハライドランプを用いた。 <Active energy irradiation source>
As an active energy irradiation source included in the active energy irradiation device, a gallium-filled metal halide lamp that emits active energy rays including visible light having a wavelength range of 380 nm to 450 nm was used.
活性エネルギー照射装置が具備する活性エネルギー照射源として、波長範囲380nm~450nmの可視光線を含む活性エネルギー線を放出するガリウム封入メタルハライドランプを用いた。 <Active energy irradiation source>
As an active energy irradiation source included in the active energy irradiation device, a gallium-filled metal halide lamp that emits active energy rays including visible light having a wavelength range of 380 nm to 450 nm was used.
[実施例1]
図5に示す接着剤塗工装置54の容器63に上記の活性エネルギー線硬化型接着剤を貯留した。上記の第1フィルム、第2フィルム及び第3フィルムを、搬送装置51でそれぞれ25m/分の速度で搬送しながら、グラビアロール61にて第1フィルムの両面、第2フィルムの片面及び第3フィルムの片面に、ベタ状に活性エネルギー線硬化型接着剤を塗工して、塗工厚み約0.7μmの接着剤層をそれぞれ形成した後、ニップロール7、7に通して、第2フィルム/未硬化の接着剤層/第1フィルム/未硬化の接着剤層/第3フィルムの積層フィルムを得た。その積層フィルムの両面から上記の活性エネルギー線源を具備する活性エネルギー照射装置56から放出された活性エネルギー線を照射して接着剤層を硬化させることにより、連続的に積層偏光フィルムを作製した。上記の活性エネルギー線照射装置56を約12時間連続的に稼働させて長尺帯状の積層偏光フィルムを作製した。
活性エネルギー線照射装置56から接着剤層に対して活性エネルギー線の照射を開始するときには、熱交換器56jを駆動せず、図6では図示を省略した温度計で給気温度(供給管56fを流れる空気の温度)を測定したところ室温(20℃)であった。また、活性エネルギー線の照射開始時には、給気ファン56hの回転周波数は15Hzとした。そして、活性エネルギー線照射装置56を約12時間連続的に稼働させた際に、制御装置58により、筐体56bの内部温度(温度計56kで測定した排気温度)の変化の絶対値が5℃以内に収まるように、給気ファン56hの回転周波数を制御した。熱交換器56jは駆動しないままとした。 [Example 1]
The above-mentioned active energy ray-curable adhesive was stored in thecontainer 63 of the adhesive coating apparatus 54 shown in FIG. While the above-mentioned first film, second film and third film are each conveyed at a speed of 25 m / min by the conveying device 51, both sides of the first film, one side of the second film and the third film are conveyed by the gravure roll 61. An active energy ray-curable adhesive is applied to one side of the film to form an adhesive layer having a coating thickness of about 0.7 μm, which is then passed through nip rolls 7 and 7 to form a second film / not yet. A laminated film of a cured adhesive layer / first film / uncured adhesive layer / third film was obtained. A laminated polarizing film was continuously produced by irradiating both sides of the laminated film with active energy rays emitted from the active energy irradiation device 56 provided with the above-mentioned active energy radiation source to cure the adhesive layer. The above-mentioned active energy ray irradiation device 56 was continuously operated for about 12 hours to prepare a long strip-shaped laminated polarizing film.
When starting the irradiation of the adhesive layer with the active energy ray from the active energyray irradiating device 56, the heat exchanger 56j is not driven, and the supply air temperature (supply pipe 56f) is measured by a thermometer (not shown in FIG. 6). The temperature of the flowing air) was measured and found to be room temperature (20 ° C.). Further, at the start of irradiation with the active energy rays, the rotation frequency of the air supply fan 56h was set to 15 Hz. Then, when the active energy ray irradiation device 56 is continuously operated for about 12 hours, the absolute value of the change in the internal temperature of the housing 56b (exhaust gas temperature measured by the thermometer 56k) is 5 ° C. by the control device 58. The rotation frequency of the air supply fan 56h was controlled so as to be within the range. The heat exchanger 56j was left undriven.
図5に示す接着剤塗工装置54の容器63に上記の活性エネルギー線硬化型接着剤を貯留した。上記の第1フィルム、第2フィルム及び第3フィルムを、搬送装置51でそれぞれ25m/分の速度で搬送しながら、グラビアロール61にて第1フィルムの両面、第2フィルムの片面及び第3フィルムの片面に、ベタ状に活性エネルギー線硬化型接着剤を塗工して、塗工厚み約0.7μmの接着剤層をそれぞれ形成した後、ニップロール7、7に通して、第2フィルム/未硬化の接着剤層/第1フィルム/未硬化の接着剤層/第3フィルムの積層フィルムを得た。その積層フィルムの両面から上記の活性エネルギー線源を具備する活性エネルギー照射装置56から放出された活性エネルギー線を照射して接着剤層を硬化させることにより、連続的に積層偏光フィルムを作製した。上記の活性エネルギー線照射装置56を約12時間連続的に稼働させて長尺帯状の積層偏光フィルムを作製した。
活性エネルギー線照射装置56から接着剤層に対して活性エネルギー線の照射を開始するときには、熱交換器56jを駆動せず、図6では図示を省略した温度計で給気温度(供給管56fを流れる空気の温度)を測定したところ室温(20℃)であった。また、活性エネルギー線の照射開始時には、給気ファン56hの回転周波数は15Hzとした。そして、活性エネルギー線照射装置56を約12時間連続的に稼働させた際に、制御装置58により、筐体56bの内部温度(温度計56kで測定した排気温度)の変化の絶対値が5℃以内に収まるように、給気ファン56hの回転周波数を制御した。熱交換器56jは駆動しないままとした。 [Example 1]
The above-mentioned active energy ray-curable adhesive was stored in the
When starting the irradiation of the adhesive layer with the active energy ray from the active energy
[実施例2]
活性エネルギー線照射装置56を約12時間連続的に稼働させた際に、制御装置58により、筐体56bの内部温度(温度計56kで測定した排気温度)の変化の絶対値が2℃以内に収まるように、熱交換器56jの冷却水量を制御(給気温度を制御)したこと以外は、実施例1と同様にして、積層偏光フィルムを連続的に作製した。なお、給気ファン56hの回転周波数は15Hzのままとした。 [Example 2]
When the active energyray irradiation device 56 is continuously operated for about 12 hours, the absolute value of the change in the internal temperature of the housing 56b (exhaust gas temperature measured by the thermometer 56k) is within 2 ° C. by the control device 58. A laminated polarizing film was continuously produced in the same manner as in Example 1 except that the amount of cooling water of the heat exchanger 56j was controlled (the supply air temperature was controlled) so as to fit. The rotation frequency of the air supply fan 56h was left at 15 Hz.
活性エネルギー線照射装置56を約12時間連続的に稼働させた際に、制御装置58により、筐体56bの内部温度(温度計56kで測定した排気温度)の変化の絶対値が2℃以内に収まるように、熱交換器56jの冷却水量を制御(給気温度を制御)したこと以外は、実施例1と同様にして、積層偏光フィルムを連続的に作製した。なお、給気ファン56hの回転周波数は15Hzのままとした。 [Example 2]
When the active energy
[実施例3]
活性エネルギー線照射装置56を約12時間連続的に稼働させた際に、制御装置58により、筐体56bの内部温度(温度計56kで測定した排気温度)の変化の絶対値が2℃以内に収まるように、給気ファン56hの回転周波数及び熱交換器56jの冷却水量の双方を制御したこと以外は、実施例1と同様にして、積層偏光フィルムを連続的に作製した。
なお、給気ファン56hの回転周波数及び熱交換器56jの冷却水量の双方を制御するにあたっては、給気ファン56hの回転周波数及び熱交換器56jの冷却水量の双方を同時に予め設定した所定の変更量毎に変更する制御を行った。 [Example 3]
When the active energyray irradiation device 56 is continuously operated for about 12 hours, the absolute value of the change in the internal temperature of the housing 56b (exhaust gas temperature measured by the thermometer 56k) is within 2 ° C. by the control device 58. A laminated polarizing film was continuously produced in the same manner as in Example 1 except that both the rotation frequency of the air supply fan 56h and the amount of cooling water of the heat exchanger 56j were controlled so as to fit.
In controlling both the rotation frequency of theair supply fan 56h and the amount of cooling water of the heat exchanger 56j, both the rotation frequency of the air supply fan 56h and the amount of cooling water of the heat exchanger 56j are set in advance at the same time. Control was performed to change each amount.
活性エネルギー線照射装置56を約12時間連続的に稼働させた際に、制御装置58により、筐体56bの内部温度(温度計56kで測定した排気温度)の変化の絶対値が2℃以内に収まるように、給気ファン56hの回転周波数及び熱交換器56jの冷却水量の双方を制御したこと以外は、実施例1と同様にして、積層偏光フィルムを連続的に作製した。
なお、給気ファン56hの回転周波数及び熱交換器56jの冷却水量の双方を制御するにあたっては、給気ファン56hの回転周波数及び熱交換器56jの冷却水量の双方を同時に予め設定した所定の変更量毎に変更する制御を行った。 [Example 3]
When the active energy
In controlling both the rotation frequency of the
[比較例1]
活性エネルギー線照射装置56を約12時間連続的に稼働させた際に、制御装置58による制御を行わなかったこと以外は、実施例1と同様にして、積層偏光フィルムを連続的に作製した。 [Comparative Example 1]
A laminated polarizing film was continuously produced in the same manner as in Example 1 except that the active energyray irradiation device 56 was continuously operated for about 12 hours and was not controlled by the control device 58.
活性エネルギー線照射装置56を約12時間連続的に稼働させた際に、制御装置58による制御を行わなかったこと以外は、実施例1と同様にして、積層偏光フィルムを連続的に作製した。 [Comparative Example 1]
A laminated polarizing film was continuously produced in the same manner as in Example 1 except that the active energy
[排気温度の変化及び平行b値の評価]
実施例1~3及び比較例1において活性エネルギー線照射装置56を約12時間連続的に稼働させた際の排気温度の変化と、実施例1~3及び比較例1で得られた積層偏光フィルムの平行b値とを評価した。その結果を表1に示す。

なお、平行b値は、長尺帯状の積層偏光フィルムの先端部(初期に製造される部分)と後端部(約12時間の稼働後に製造される部分)とを切断し、先端部及び後端部のそれぞれについて得られた各2枚の試験片を、互いの偏光方向が平行となるようにして配置し、積分球付き分光光度計(日本分光製、V7100)を用いて測定した。b値は、ハンターLab表色系におけるb値を意味する。表1に示す「平行b値(初期値)」は、積層偏光フィルムの先端部を切断して得られた2枚の試験片について得られた平行b値を意味し、「平行b値(12時間連続稼働後)」は、積層偏光フィルムの後端部を切断して得られた2枚の試験片について得られた平行b値を意味する。 [Evaluation of changes in exhaust temperature and parallel b value]
Changes in the exhaust temperature when the active energyray irradiation device 56 was continuously operated for about 12 hours in Examples 1 to 3 and Comparative Example 1, and the laminated polarizing films obtained in Examples 1 to 3 and Comparative Example 1. The parallel b value of was evaluated. The results are shown in Table 1.
The parallel b value is obtained by cutting the front end portion (the portion manufactured at the initial stage) and the rear end portion (the portion manufactured after about 12 hours of operation) of the long strip-shaped laminated polarizing film, and the tip portion and the rear end portion. The two test pieces obtained for each of the ends were arranged so that the polarization directions were parallel to each other, and the measurement was performed using a spectrophotometer with an integrating sphere (JASCO Corporation, V7100). The b value means the b value in the Hunter Lab color system. The "parallel b value (initial value)" shown in Table 1 means the parallel b value obtained for two test pieces obtained by cutting the tip of the laminated polarizing film, and is "parallel b value (12)". "After continuous operation for hours)" means the parallel b value obtained for the two test pieces obtained by cutting the rear end portion of the laminated polarizing film.
実施例1~3及び比較例1において活性エネルギー線照射装置56を約12時間連続的に稼働させた際の排気温度の変化と、実施例1~3及び比較例1で得られた積層偏光フィルムの平行b値とを評価した。その結果を表1に示す。
なお、平行b値は、長尺帯状の積層偏光フィルムの先端部(初期に製造される部分)と後端部(約12時間の稼働後に製造される部分)とを切断し、先端部及び後端部のそれぞれについて得られた各2枚の試験片を、互いの偏光方向が平行となるようにして配置し、積分球付き分光光度計(日本分光製、V7100)を用いて測定した。b値は、ハンターLab表色系におけるb値を意味する。表1に示す「平行b値(初期値)」は、積層偏光フィルムの先端部を切断して得られた2枚の試験片について得られた平行b値を意味し、「平行b値(12時間連続稼働後)」は、積層偏光フィルムの後端部を切断して得られた2枚の試験片について得られた平行b値を意味する。 [Evaluation of changes in exhaust temperature and parallel b value]
Changes in the exhaust temperature when the active energy
The parallel b value is obtained by cutting the front end portion (the portion manufactured at the initial stage) and the rear end portion (the portion manufactured after about 12 hours of operation) of the long strip-shaped laminated polarizing film, and the tip portion and the rear end portion. The two test pieces obtained for each of the ends were arranged so that the polarization directions were parallel to each other, and the measurement was performed using a spectrophotometer with an integrating sphere (JASCO Corporation, V7100). The b value means the b value in the Hunter Lab color system. The "parallel b value (initial value)" shown in Table 1 means the parallel b value obtained for two test pieces obtained by cutting the tip of the laminated polarizing film, and is "parallel b value (12)". "After continuous operation for hours)" means the parallel b value obtained for the two test pieces obtained by cutting the rear end portion of the laminated polarizing film.
表1に示すように、実施例1~3によれば、活性エネルギー線照射装置56の約12時間の連続的な稼働中、排気温度の変化の絶対値を5℃以内(実施例2、3は2℃以内)に収めることができた。この結果、平行b値の変化の絶対値を0.2以内(実施例2、3は0.1以内)に収めることができた。
これに対し、比較例1によれば、制御装置58による制御を行わなかった結果、排気温度の変化の絶対値が10℃(10℃上昇)になり、これに伴い、平行b値の変化の絶対値も0.5(0.5上昇)になった。 As shown in Table 1, according to Examples 1 to 3, the absolute value of the change in the exhaust temperature is kept within 5 ° C. (Examples 2 and 3) during the continuous operation of the active energyray irradiation device 56 for about 12 hours. Was able to be stored within 2 ° C. As a result, the absolute value of the change in the parallel b value could be kept within 0.2 (within 0.1 in Examples 2 and 3).
On the other hand, according to Comparative Example 1, as a result of not performing control by thecontrol device 58, the absolute value of the change in the exhaust temperature became 10 ° C. (10 ° C. increase), and the change in the parallel b value was accompanied by this. The absolute value also became 0.5 (0.5 increase).
これに対し、比較例1によれば、制御装置58による制御を行わなかった結果、排気温度の変化の絶対値が10℃(10℃上昇)になり、これに伴い、平行b値の変化の絶対値も0.5(0.5上昇)になった。 As shown in Table 1, according to Examples 1 to 3, the absolute value of the change in the exhaust temperature is kept within 5 ° C. (Examples 2 and 3) during the continuous operation of the active energy
On the other hand, according to Comparative Example 1, as a result of not performing control by the
1・・・積層偏光フィルム
11・・・偏光子を含むフィルム(第1フィルム)
12・・・他のフィルム(第2フィルム)
13・・・他のフィルム(第3フィルム)
4・・・偏光子作製ゾーン
5・・・フィルム積層ゾーン
9・・・積層偏光フィルムの製造装置
56・・・活性エネルギー線照射装置
56a・・・活性エネルギー線照射源
56b・・・筐体
56h・・・給気ファン
56k・・・温度計
58・・・制御装置 1 ... Laminatedpolarizing film 11 ... Film containing a polarizer (first film)
12 ... Other film (second film)
13 ... Other film (third film)
4 ...Polarizer production zone 5 ... Film laminated zone 9 ... Laminated polarizing film manufacturing equipment 56 ... Active energy ray irradiation device 56a ... Active energy ray irradiation source 56b ... Housing 56h・ ・ ・ Air supply fan 56k ・ ・ ・ Thermometer 58 ・ ・ ・ Control device
11・・・偏光子を含むフィルム(第1フィルム)
12・・・他のフィルム(第2フィルム)
13・・・他のフィルム(第3フィルム)
4・・・偏光子作製ゾーン
5・・・フィルム積層ゾーン
9・・・積層偏光フィルムの製造装置
56・・・活性エネルギー線照射装置
56a・・・活性エネルギー線照射源
56b・・・筐体
56h・・・給気ファン
56k・・・温度計
58・・・制御装置 1 ... Laminated
12 ... Other film (second film)
13 ... Other film (third film)
4 ...
Claims (4)
- 偏光子を含むフィルムと他のフィルムとをそれぞれ搬送し、これらの搬送過程で前記偏光子を含むフィルム及び前記他のフィルムのうち少なくとも一方に、活性エネルギー線硬化型接着剤を塗工する接着剤塗工工程と、
前記偏光子を含むフィルムと前記他のフィルムとを前記接着剤を介して貼り合わせ、且つ、活性エネルギー線照射装置から活性エネルギー線を前記接着剤に照射して硬化させることによって、積層偏光フィルムを作製する積層偏光フィルム作製工程と、を含み、
前記活性エネルギー線照射装置は、活性エネルギー線照射源と、該活性エネルギー線照射源を収容する筐体と、を具備し、
前記積層偏光フィルム作製工程において、前記筐体の内部温度の変化が一定範囲内に収まるように、前記筐体の内部を冷却する冷媒の供給量及び/又は前記冷媒の温度を制御する、
積層偏光フィルムの製造方法。 An adhesive that transports a film containing a polarizer and another film, respectively, and applies an active energy ray-curable adhesive to at least one of the film containing the polarizer and the other film in the transporting process. The coating process and
The laminated polarizing film is formed by bonding the film containing the polarizing element and the other film via the adhesive, and irradiating the adhesive with active energy rays from an active energy ray irradiator to cure the adhesive. Including the step of producing a laminated polarizing film to be produced,
The active energy ray irradiation device includes an active energy ray irradiation source and a housing accommodating the active energy ray irradiation source.
In the laminated polarizing film manufacturing step, the supply amount of the refrigerant for cooling the inside of the housing and / or the temperature of the refrigerant are controlled so that the change in the internal temperature of the housing is within a certain range.
A method for manufacturing a laminated polarizing film. - 前記積層偏光フィルム作製工程において、前記筐体の内部温度の変化の絶対値が5℃以内となるように、前記冷媒の供給量及び/又は前記冷媒の温度を制御する、
請求項1に記載の積層偏光フィルムの製造方法。 In the laminated polarizing film manufacturing step, the supply amount of the refrigerant and / or the temperature of the refrigerant is controlled so that the absolute value of the change in the internal temperature of the housing is within 5 ° C.
The method for producing a laminated polarizing film according to claim 1. - 前記積層偏光フィルム作製工程において、前記積層偏光フィルムの平行b値の変化の絶対値が0.2以内となるように、前記筐体の内部を冷却する冷媒の供給量及び/又は前記冷媒の温度を制御する、
請求項1又は2に記載の積層偏光フィルムの製造方法。 In the laminated polarizing film manufacturing step, the supply amount of the refrigerant for cooling the inside of the housing and / or the temperature of the refrigerant so that the absolute value of the change in the parallel b value of the laminated polarizing film is within 0.2. To control,
The method for producing a laminated polarizing film according to claim 1 or 2. - 偏光子を含むフィルムと他のフィルムとをそれぞれ搬送する搬送装置と、
前記偏光子を含むフィルム及び前記他のフィルムのうち少なくとも一方に、活性エネルギー線硬化型接着剤を塗工する接着剤塗工装置と、
前記接着剤を介して張り合わされた前記偏光子を含むフィルム及び前記他のフィルム間の前記接着剤に活性エネルギー線を照射して硬化させる活性エネルギー線照射装置と、
前記活性エネルギー線照射装置を制御する制御装置と、を備え、
前記活性エネルギー線照射装置は、活性エネルギー線照射源と、該活性エネルギー線照射源を収容する筐体と、を具備し、
前記制御装置は、前記筐体の内部温度の変化が一定範囲内に収まるように、前記筐体の内部を冷却する冷媒の供給量及び/又は前記冷媒の温度を制御する、
積層偏光フィルムの製造装置。 A transport device that transports a film containing a polarizer and another film, respectively.
An adhesive coating device for applying an active energy ray-curable adhesive to at least one of the film containing the polarizer and the other film.
An active energy ray irradiating device that irradiates and cures the adhesive between the film containing the polarizer and the other films bonded via the adhesive.
A control device for controlling the active energy ray irradiation device is provided.
The active energy ray irradiation device includes an active energy ray irradiation source and a housing accommodating the active energy ray irradiation source.
The control device controls the supply amount of the refrigerant for cooling the inside of the housing and / or the temperature of the refrigerant so that the change in the internal temperature of the housing is within a certain range.
Laminated polarizing film manufacturing equipment.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202080005400.5A CN112770909A (en) | 2019-06-17 | 2020-05-28 | Method for manufacturing laminated polarizing film and apparatus for manufacturing laminated polarizing film |
| KR1020217007634A KR20220022048A (en) | 2019-06-17 | 2020-05-28 | Manufacturing method of laminated polarizing film and manufacturing apparatus of laminated polarizing film |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019112068A JP2020204700A (en) | 2019-06-17 | 2019-06-17 | Method for manufacturing laminated polarization film and device for manufacturing laminated polarization film |
| JP2019-112068 | 2019-06-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020255665A1 true WO2020255665A1 (en) | 2020-12-24 |
Family
ID=73838380
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/021096 WO2020255665A1 (en) | 2019-06-17 | 2020-05-28 | Manufacturing method for laminated polarization film and manufacturing device for laminated polarization film |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP2020204700A (en) |
| KR (1) | KR20220022048A (en) |
| CN (1) | CN112770909A (en) |
| TW (1) | TW202101043A (en) |
| WO (1) | WO2020255665A1 (en) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09320131A (en) * | 1996-05-31 | 1997-12-12 | Ushio Inc | Disk sticking device |
| JP2003020452A (en) * | 2001-06-19 | 2003-01-24 | Three M Innovative Properties Co | Method for bonding substrates by using ultraviolet activation type adhesive film and ultraviolet irradiation device |
| JP2003246970A (en) * | 2001-12-21 | 2003-09-05 | Sekisui Chem Co Ltd | Apparatus and method for producing structure adhered by photoreactive adhesive |
| JP2007144301A (en) * | 2005-11-28 | 2007-06-14 | Konica Minolta Opto Inc | Curing method of ultraviolet curing resin layer and ultraviolet ray irradiation apparatus |
| JP2009224208A (en) * | 2008-03-17 | 2009-10-01 | Harison Toshiba Lighting Corp | Ultraviolet irradiation device |
| JP2012192313A (en) * | 2011-03-15 | 2012-10-11 | Lintec Corp | Light irradiation device and light irradiation method |
| JP2014122967A (en) * | 2012-12-20 | 2014-07-03 | Sumitomo Chemical Co Ltd | Method for manufacturing polarizing plate |
| JP2014178485A (en) * | 2013-03-14 | 2014-09-25 | Fujifilm Corp | Polarizing plate and liquid crystal display device |
| JP2016088042A (en) * | 2014-11-11 | 2016-05-23 | コニカミノルタ株式会社 | Antistatic heat shielding film and method for producing antistatic heat shielding film |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006198803A (en) * | 2005-01-18 | 2006-08-03 | Konica Minolta Photo Imaging Inc | Light irradiation device |
| CN100533186C (en) * | 2006-05-16 | 2009-08-26 | 日东电工株式会社 | Polarizing plate and image display including the same |
| JP5691261B2 (en) | 2010-06-25 | 2015-04-01 | 東洋インキScホールディングス株式会社 | Photocurable adhesive for polarizing plate formation and polarizing plate |
| JP5773685B2 (en) * | 2011-02-28 | 2015-09-02 | 京セラ株式会社 | Light irradiation module and printing apparatus |
| CN103874943B (en) * | 2011-10-07 | 2016-09-28 | 住友化学株式会社 | The manufacture method of polarization plates |
| JP6481059B2 (en) | 2018-02-16 | 2019-03-13 | 日東電工株式会社 | Polarizing film and method for manufacturing the same, optical film and image display device |
-
2019
- 2019-06-17 JP JP2019112068A patent/JP2020204700A/en active Pending
-
2020
- 2020-05-28 KR KR1020217007634A patent/KR20220022048A/en unknown
- 2020-05-28 CN CN202080005400.5A patent/CN112770909A/en active Pending
- 2020-05-28 WO PCT/JP2020/021096 patent/WO2020255665A1/en active Application Filing
- 2020-06-03 TW TW109118682A patent/TW202101043A/en unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09320131A (en) * | 1996-05-31 | 1997-12-12 | Ushio Inc | Disk sticking device |
| JP2003020452A (en) * | 2001-06-19 | 2003-01-24 | Three M Innovative Properties Co | Method for bonding substrates by using ultraviolet activation type adhesive film and ultraviolet irradiation device |
| JP2003246970A (en) * | 2001-12-21 | 2003-09-05 | Sekisui Chem Co Ltd | Apparatus and method for producing structure adhered by photoreactive adhesive |
| JP2007144301A (en) * | 2005-11-28 | 2007-06-14 | Konica Minolta Opto Inc | Curing method of ultraviolet curing resin layer and ultraviolet ray irradiation apparatus |
| JP2009224208A (en) * | 2008-03-17 | 2009-10-01 | Harison Toshiba Lighting Corp | Ultraviolet irradiation device |
| JP2012192313A (en) * | 2011-03-15 | 2012-10-11 | Lintec Corp | Light irradiation device and light irradiation method |
| JP2014122967A (en) * | 2012-12-20 | 2014-07-03 | Sumitomo Chemical Co Ltd | Method for manufacturing polarizing plate |
| JP2014178485A (en) * | 2013-03-14 | 2014-09-25 | Fujifilm Corp | Polarizing plate and liquid crystal display device |
| JP2016088042A (en) * | 2014-11-11 | 2016-05-23 | コニカミノルタ株式会社 | Antistatic heat shielding film and method for producing antistatic heat shielding film |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202101043A (en) | 2021-01-01 |
| CN112770909A (en) | 2021-05-07 |
| KR20220022048A (en) | 2022-02-23 |
| JP2020204700A (en) | 2020-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104062701B (en) | The manufacturing method of polarizer | |
| WO2020255665A1 (en) | Manufacturing method for laminated polarization film and manufacturing device for laminated polarization film | |
| JP6446810B2 (en) | Retardation film, optical film, and method for producing optical film | |
| JP7305473B2 (en) | Polarizing film manufacturing method and polarizing film manufacturing apparatus | |
| JP2021018300A (en) | Manufacturing method of laminated polarization film, drier for polarizer and manufacturing apparatus of polarizer | |
| TWI801549B (en) | Manufacturing method of polarizer | |
| TWI837379B (en) | Polarizing film manufacturing method and polarizing film manufacturing device | |
| WO2020217613A1 (en) | Method for manufacturing laminated polarizing film and device for manufacturing laminated polarizing film | |
| WO2021095304A1 (en) | Method for producing multilayer polarizing film | |
| JP2021131532A (en) | Optical laminate | |
| TW202212156A (en) | Method for manufacturing optical laminate and manufacturing device of optical laminate | |
| WO2021100253A1 (en) | Method for manufacturing polarizer | |
| JP2017146431A (en) | Method for manufacturing laminate and method for manufacturing polarizing plate, and laminate | |
| WO2021100249A1 (en) | Polarizing film manufacturing method, polarizing film manufacturing device, and control system | |
| TWI801548B (en) | Manufacturing method of polarizer | |
| WO2021100423A1 (en) | Production method for optical layered product, adhesive application device, and production device for optical layered product | |
| CN110356025B (en) | Method for manufacturing polarizing plate | |
| WO2021166578A1 (en) | Optical multilayer body | |
| CN110361804B (en) | Method for manufacturing polarizing plate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20827265 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20827265 Country of ref document: EP Kind code of ref document: A1 |