WO2020084960A1 - Method for manufacturing end mill - Google Patents
Method for manufacturing end mill Download PDFInfo
- Publication number
- WO2020084960A1 WO2020084960A1 PCT/JP2019/036356 JP2019036356W WO2020084960A1 WO 2020084960 A1 WO2020084960 A1 WO 2020084960A1 JP 2019036356 W JP2019036356 W JP 2019036356W WO 2020084960 A1 WO2020084960 A1 WO 2020084960A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cutting blade
- cutting
- end mill
- base
- manufacturing
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/18—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing
- B23B27/20—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing with diamond bits or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
- B23C5/1009—Ball nose end mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/28—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools
- B23P15/34—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools milling cutters
Definitions
- the present invention relates to a method for manufacturing an end mill.
- the end mill is widely known as one of the cutting tools.
- An end mill typically has a main body that rotates about a rotation axis and a cutting blade attached to the surface of the main body.
- the present invention has been made to solve the above-mentioned conventional problems, and its main object is to provide a method for manufacturing an end mill that suppresses warping of a cutting blade and can favorably attach the cutting blade to a main body. Especially.
- the present inventors have found that the heat shrinkage due to the laminated structure is different between the base side made of a superhard material and the sintered diamond layer side, so that the heat generated when cutting the base material causes warpage. I got to know. Then, the base material made of a superhard material is cut out of the base material thicker than usual, and by cutting the base after that, it is possible to produce a cutting blade that suppresses the warping of the cutting blade that occurs during cutting out, The present invention has been completed.
- the manufacturing method of the end mill of the present invention is a cutting blade having a predetermined shape by electric discharge machining or laser machining from a base material having a base made of a superhard material and a sintered diamond layer provided on one surface of the base.
- the cutting blade forming piece has a thickness of 1.6 mm to 3.2 mm, and the cutting blade has a thickness of 0.7 mm to 1.6 mm.
- the base of the cutting blade forming piece has a thickness of 1.1 mm to 2.8 mm, and the base of the cutting blade has a thickness of 0.2 mm to 1.3 mm.
- the manufacturing method attaches the cutting blade to the main body by pasting. In another embodiment, the manufacturing method attaches the cutting blade to the main body by embedding the cutting blade in an embedded portion provided in the main body. Further, in such a manufacturing method, the cutting blade is fixed to the embedding portion by vacuum brazing while the cutting blade is embedded in the embedding portion.
- cutting the base of the cutting blade forming piece includes polishing.
- a cutting blade forming piece is cut out from a base material having a thick base portion, and the base portion of the cutting blade forming piece is cut. Then, by reducing the thickness of the base portion to obtain the cutting blade, it is possible to realize an end mill manufacturing method capable of suppressing the warp of the cutting blade and favorably attaching the cutting blade to the main body. As a result, an end mill excellent in cutting ability, strength and durability can be manufactured.
- the material cost is increased by cutting the thick base portion to make it thin, but considering the attachability to the main body of the cutting blade and the resulting strength and durability, the overall manufacturing efficiency is excellent. It becomes a thing. That is, the present invention solves the problem by means that is never adopted in the technical common sense of the industry.
- FIG. 1A is a schematic sectional view illustrating an example of a base material of a cutting blade used in a manufacturing method according to an embodiment of the present invention
- FIG. 1B is a schematic view of the base material of FIG. 1A.
- FIG. 2A is a schematic plan view for explaining the cutting out of the cutting blade forming piece from the base material in the manufacturing method according to the embodiment of the present invention
- FIG. 2B is the cutting out of FIG. 1A.
- It is a schematic perspective view of a cutting blade formation piece.
- FIG. 6 is a schematic cross-sectional view explaining the production of the cutting blade in the manufacturing method according to the embodiment of the present invention.
- FIG. 1A is a schematic sectional view illustrating an example of a base material of a cutting blade used in a manufacturing method according to an embodiment of the present invention
- FIG. 1B is a schematic view of the base material of FIG. 1A.
- FIG. 2A is a schematic plan view for explaining the cutting out of the cutting blade forming piece from
- FIG. 4A is a schematic plan view illustrating an example of attaching the cutting blade to the main body in the manufacturing method according to the embodiment of the present invention
- FIG. 4B is a schematic plan view illustrating another example. is there.
- FIG. 5A is a schematic plan view illustrating an example of the end mill obtained by the embodiment of FIG. 4B
- FIG. 5B is a schematic perspective view of the end mill of FIG. 5A.
- It is a schematic plan view which shows an example of the shape of the non-linearly processed optical film which can be obtained by the manufacturing method of the optical film using the end mill obtained by the manufacturing method of this invention.
- It is a schematic perspective view for demonstrating the cutting process of the optical film using the end mill obtained by the manufacturing method of this invention.
- 8 (a) to 8 (e) are schematic plan views illustrating a series of procedures of non-linear cutting processing which is an example of cutting processing of an optical film using an end mill obtained by the manufacturing method of the present invention. Is.
- the method of manufacturing the end mill of the present invention comprises a base material having a base made of a superhard material and a sintered diamond layer provided on one surface of the base, and electric discharge machining or laser machining. Cutting out a cutting blade forming piece having a predetermined shape by: cutting the base of the cutting blade forming piece to reduce the thickness of the base to obtain a cutting blade; and attaching the cutting blade to the main body. .
- each step will be described in order.
- the base material is prepared.
- 1A is a schematic sectional view illustrating an example of a base material of a cutting blade used in a manufacturing method according to an embodiment of the present invention
- FIG. 1B is a schematic view of the base material of FIG. 1A. It is a perspective view.
- the base material 10 has the base 12 made of a superhard material and the sintered diamond layer 14 provided on one surface of the base 12.
- the matrix 10 can have any suitable shape.
- the base material 10 may have a disk shape (circular shape in plan view) as illustrated.
- a typical example of the cemented carbide material forming the base 12 is cemented carbide.
- the cemented carbide is typically a composite material in which carbides of IVa, Va, and VIa group metals of the periodic table are sintered with an iron-based metal such as Fe, Co, or Ni.
- Specific examples of the cemented carbide include WC-Co alloys, WC-TiC-Co alloys, WC-TaC-Co alloys, WC-TiC-TaC-Co alloys, WC-Ni alloys, WC-Ni alloys. -Cr-based alloys are included.
- the sintered diamond constituting the sintered diamond layer 14 is typically a polycrystalline diamond obtained by baking small particles of diamond together with a binder (for example, metal powder or ceramic powder) at high temperature and high pressure.
- a binder for example, metal powder or ceramic powder
- the characteristics of the sintered diamond can be adjusted by changing the type and blending ratio of the binder.
- the base material 10 has a thickness of, for example, 1.6 mm to 3.2 mm, preferably 1.6 mm to 2.4 mm. If the thickness of the base material is in such a range, it is possible to suppress the warp of the cutting blade forming piece when the cutting blade forming piece is cut out from the base material, and thus, the warp of the obtained cutting blade is suppressed. Can be suppressed. As a result, the cutting blade can be well attached to the end mill body.
- the thickness of the base 12 is, for example, 1.1 mm to 2.8 mm. If the thickness of the base portion is in such a range, similarly to the above, it is possible to suppress the warp of the cutting blade forming piece when the cutting blade forming piece is cut out from the base material, and thereby, the obtained cutting The warp of the blade can be suppressed. As a result, the cutting blade can be well attached to the end mill body.
- the thickness of the sintered diamond layer 14 is, for example, 0.2 mm to 2.8 mm, preferably 0.2 mm to 1.0 mm, and more preferably 0.3 mm to 0.8 mm.
- the base material 10 can be produced by a method well known and used in the industry.
- the cutting blade forming piece 20 is cut out from the base material 10.
- the cutting of the cutting blade forming piece is performed by electric discharge machining or laser machining.
- the electric discharge machining is not particularly limited, and for example, wire cut electric discharge machining or die-sinking electric discharge machining can be used.
- the wire-cut electric discharge machining is performed by melting and removing the base material by using a metal wire as an electrode and immersing the base material in a working liquid to generate an electric discharge phenomenon between the base material and the electrode.
- the die-sinking electric discharge machining is performed, for example, by bringing a graphite electrode or a copper electrode formed in a shape corresponding to a shape to be formed on the base material close to the base material.
- Laser processing is performed by cutting out a base material with a laser beam.
- the cut cutting blade forming piece 20 has a base portion 12 and a sintered diamond layer 14 similar to the base material.
- the thickness of the cutting blade forming piece, the thickness of the base portion, and the thickness of the sintered diamond layer are as described in the section A for the base material.
- the cutting blade forming piece 20 typically has a rectangular plan view shape, as shown in FIG. With such a shape, a cutting blade having a desired shape can be produced by cutting the base portion as described later.
- the length L of the cutting blade forming piece 20 may correspond to the length of the obtained cutting blade.
- the cutting blade forming piece (finally, the cutting blade) can be formed as a seamless one-piece along the length direction.
- the length L of the cutting blade forming piece 20 is preferably 15 mm or more, more preferably 20 mm to 50 mm. With such a length, when the optical film is cut using the obtained end mill, it is possible to cut a work in which a desired number of optical films are laminated, thus improving the cutting efficiency. be able to.
- the cutting blade 30 is obtained by cutting the base portion 12 of the cutting blade forming piece 20 to reduce its thickness. That is, the thickness of the cutting blade 30 is smaller than the thickness of the base material 10 (the thickness of the cutting blade forming piece 20).
- Cutting can typically be done by polishing.
- the polishing is performed by polishing the surface of the base 12 with a flat polishing machine.
- the cutting is not limited to polishing and may be another method. For example, it may be milling, lathing, or wire cutting.
- the obtained cutting blade 30 has a base 16 that has been cut (hereinafter, simply referred to as the base 16 or the base 16 of the cutting blade) and the sintered diamond layer 14.
- the thickness of the cutting blade 30 is, for example, 0.7 mm to 1.6 mm, preferably 0.75 mm to 1.2 mm.
- the base 16 of the cutting blade 30 has a thickness of, for example, 0.2 mm to 1.3 mm, preferably 0.4 mm to 0.9 mm.
- the thickness of the base portion 16 of the cutting blade 30 is smaller than the thickness of the base portion 12 of the base material 10 (the thickness of the base portion 12 of the cutting blade forming piece 20).
- the ratio d 14 / d 16 of the thickness of the sintered diamond layer 14 and the base 16 of the cutting blade 30 is preferably 70% to 400%, more preferably from 100% to 300%.
- the ratio d 14 / d 16 is in such a range, it is possible to obtain the advantage that the strength as a blade can be secured while suppressing the warpage during brazing.
- the main body 40 can be manufactured, for example, by processing a sintered body obtained by a powder metallurgy method known in the art into a predetermined shape (for example, a cylindrical shape) by a method known in the art.
- the cutting blade 30 is attached to the main body 40 by pasting.
- a mounting surface 42 is formed on the body 40.
- the mounting surface 42 may be formed on the body 40 by any suitable method (eg, cutting).
- the bonding is typically performed by brazing (for example, vacuum brazing or high frequency brazing).
- the cutting blade 30 is embedded in the embedding portion 44 provided in the main body 40 (typically, the cutting blade 30 is inserted into the embedding portion 44). It is attached to the main body 40 by.
- the embedded portion 44 can be formed by any suitable method. Specific examples of the forming method include laser processing and cutting processing.
- the depth of the embedding portion 44 is preferably 0.30 mm to 1.50 mm, more preferably 0.30 mm to 1.00 mm, and further preferably 0.30 mm to 0.70 mm.
- the cutting blade 30 is fixed to the embedding portion 44 by vacuum brazing while being embedded in the embedding portion 44.
- the vacuum brazing can satisfactorily adhere to the main body (embedded portion) even with a cutting blade including a sintered diamond layer. This is because residual oxygen and moisture during brazing can be removed, and thus the oxide film on the body surface can be destroyed and the oxide film can be prevented from being regenerated, so that the wettability of the body surface can be increased.
- the number of cutting blades may be one, or may be three or more (for example, three or four).
- the number of cutting blades is preferably 2 to 3. With such a configuration, since the interval between the cutting blades is appropriately secured, cutting scraps can be satisfactorily discharged. More preferably, the number of cutting blades is two. With such a configuration, the rigidity of the cutting blade is ensured, and the pocket is secured, so that cutting scraps can be satisfactorily discharged.
- the cutting edge of the cutting edge is flat has been described, but the cutting edge may be sharp (for example, in FIGS. 4A and 4B, an apex of an acute angle in plan view). You may have).
- the cutting edge can be sharpened by any appropriate cutting process.
- An end mill can be produced as described above.
- FIG. 5 (a) is a schematic plan view illustrating an example of an end mill obtained by the embodiment of FIG. 4 (b), and FIG. 5 (b) is a schematic perspective view of the end mill of FIG. 5 (a).
- the end mill 100 of the illustrated example has a main body 40 that rotates about a rotary shaft 46 that extends in the vertical direction (the stacking direction of the works, the work is a cutting target in which optical films are stacked, details will be described later), and the main body 40.
- a cutting blade 30 protruding from the outermost diameter.
- the end mill is typically a straight end mill.
- the main body 40 is provided with an embedded portion 44, and the cutting blade 30 is embedded in the embedded portion 44 and fixed to the main body 40.
- the cutting blade can be satisfactorily attached to the main body even if the end mill has a small diameter and it is difficult to sufficiently secure the attachment surface of the cutting blade on the main body surface. Therefore, a small-diameter end mill having a practically acceptable cutting ability can be actually manufactured. Furthermore, an end mill excellent in strength and durability can be realized.
- the embedded portions are preferably provided at symmetrical positions with respect to the rotation axis 46. With such a configuration, good cutting can be realized and the strength and durability of the end mill can be further improved.
- the helix angle of the cutting blade 30 is typically 0 °. With such a configuration, it is possible to satisfactorily cut the optical film described below. More specifically, when cutting with a cutting blade having a helix angle (for example, deformed machining or non-linear machining), the cutting surface may have a taper shape when viewed from the lateral direction, but the helix angle is 0 °. By using the cutting blade, it is possible to prevent the cutting surface from being tapered.
- the irregular processing means processing the optical film into a shape other than a rectangle, for example. In particular, a remarkable effect can be obtained when fine non-linear processing (deformation) is performed on the optical film using a small-diameter end mill.
- twist angle is 0 °
- 0 ° means that the cutting blade 30 extends in a direction substantially parallel to the rotary shaft 46, in other words, the blade is not twisted with respect to the rotary shaft.
- 0 ° means substantially 0 °, and also includes a case where a slight angle twist is caused by a processing error or the like.
- the outer diameter of the illustrated end mill is typically less than 10 mm, preferably 3 mm to 9 mm, and more preferably 4 mm to 7 mm. According to the embodiment of the present invention, it is possible to actually manufacture an end mill having such a small outer diameter and practically acceptable cutting ability. As a result, for example, in fine non-linear processing (deformed processing) of an optical film using such a small-diameter end mill, cracks and yellow bands of the optical film can be favorably suppressed, and further, the optical film has an adhesive layer. When it has, it is possible to satisfactorily suppress the lack of glue.
- the “outer diameter of the end mill” refers to a value obtained by doubling the distance from the rotary shaft 46 to the cutting edge 30a.
- the cutting blade 30 typically includes a cutting edge 30a, a rake surface 30b, and a relief surface 30c.
- the rake face 30b is located on the downstream side in the rotation direction R, and the pocket 50 can be defined by the rake face 30b and the main body 40.
- the relief surface 30c (base portion 16) in which the surface of the sintered diamond layer 14 corresponds to the rake surface 30b and the surface of the base portion 16 corresponds to the relief surface 30c is preferably roughened. Any appropriate treatment can be adopted as the surface-roughening treatment. A typical example is blasting.
- blocking refers to a phenomenon in which the optical films in the work adhere to each other with an adhesive or a pressure-sensitive adhesive when the optical film includes an adhesive layer, and a scraping of the adhesive or the pressure-sensitive adhesive attached to the end surface. The dust will contribute to the adhesion between the optical films.
- the end mill obtained by the production method of the present invention can typically be suitably used in the production method of an optical film.
- the manufacturing method preferably includes cutting the end surface of the optical film.
- the optical film examples include a polarizer, a retardation film, a polarizing plate (typically, a laminate of a polarizer and a protective film), a conductive film for a touch panel, a surface-treated film, and for these purposes.
- a laminate for example, a circularly polarizing plate for antireflection, a polarizing plate with a conductive layer for a touch panel
- the optical film includes an adhesive layer (eg, an adhesive layer, a pressure-sensitive adhesive layer).
- the manufacturing method when a polarizing plate with an adhesive layer is adopted as an example of an optical film Specifically, each step in the method of manufacturing a planar polarizing plate with a pressure-sensitive adhesive layer as shown in FIG. 6 will be described. It is obvious to those skilled in the art that the optical film is not limited to the polarizing plate with the pressure-sensitive adhesive layer, and that the planar shape of the polarizing plate with the pressure-sensitive adhesive layer is not limited to the planar shape of FIG. 6. That is, the end mill obtained by the manufacturing method of the present invention can be applied to the manufacturing method of any optical film having any shape.
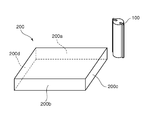
- FIG. 7 is a schematic perspective view for explaining the cutting process of the optical film, and the work piece 200 is shown in this figure.
- a work 200 is formed by stacking a plurality of optical films (polarizing plates with adhesive layers).
- the pressure-sensitive adhesive layer-attached polarizing plate can be manufactured by a method well known and commonly used in the art, and thus a detailed description of the manufacturing method is omitted.
- the polarizing plate with the pressure-sensitive adhesive layer is typically cut into any appropriate shape when forming a work.
- the pressure-sensitive adhesive layer-attached polarizing plate may be cut into a rectangular shape, may be cut into a shape similar to the rectangular shape, or may be cut into an appropriate shape (for example, a circle) according to the purpose. It may have been done.
- the pressure-sensitive adhesive layer-attached polarizing plate is cut into a rectangular shape, and the work 200 has outer peripheral surfaces (cutting surfaces) 200a and 200b facing each other and outer peripheral surfaces (cutting surfaces) 200c and 200d orthogonal thereto.
- the work 200 is preferably clamped from above and below by a clamp means (not shown).
- the total thickness of the work is preferably 10 mm to 50 mm, more preferably 15 mm to 25 mm, and further preferably about 20 mm. With such a thickness, it is possible to prevent damage due to the pressing by the clamp means or the impact during cutting.
- the polarizing plates with the pressure-sensitive adhesive layer are stacked so that the works have such a total thickness.
- the number of pressure-sensitive adhesive layer-attached polarizing plates constituting the work may be, for example, 20 to 100.
- the clamp means eg, jig
- the clamp means may be made of a soft material or a hard material. When it is made of a soft material, its hardness (JIS A) is preferably 60 ° to 80 °. If the hardness is too high, the pressing trace by the clamp means may remain. If the hardness is too low, the jig may be deformed to cause positional deviation, resulting in insufficient cutting accuracy.
- a predetermined position on the outer peripheral surface of the work 200 is cut by the end mill 100.
- the end mill 100 is typically held by a machine tool (not shown), is rotated at a high speed around the rotation axis of the end mill, and is fed in a direction intersecting with the rotation axis while the cutting blade is placed on the outer peripheral surface of the workpiece 200. Used by abutting and cutting. That is, the cutting is typically performed by bringing the cutting blade of the end mill into contact with the outer peripheral surface of the work 200 to make a cut.
- a pressure-sensitive adhesive layer-attached polarizing plate having a shape in plan view as shown in FIG.
- chamfered portions 200E, 200F, 200G, and 200H are formed at four corners of the outer periphery of the work 200, and chamfered portions 200E and A recess 200I is formed at the center of the outer peripheral surface connecting with 200H.
- FIG. 8A the portion where the chamfered portion 200E of FIG. 6 is formed is chamfered, and then, as shown in FIGS. 8B to 8D, the chamfered portion 200F, The portions where 200G and 200H are formed are sequentially chamfered. Finally, as shown in FIG. 8E, the recess 200I is cut and formed.
- the chamfered portions 200E, 200F, 200G and 200H, and the recess 200I are formed in this order, but they may be formed in any appropriate order.
- the cutting conditions can be appropriately set according to the configuration of the polarizing plate with the pressure-sensitive adhesive layer, the desired shape, and the like.
- the rotation speed (rotation speed) of the end mill is preferably less than 25000 rpm, more preferably 22000 rpm or less, and further preferably 20000 rpm or less.
- the lower limit of the rotation speed of the end mill can be, for example, 10,000 rpm.
- the feed speed of the end mill is preferably 500 mm / min to 10000 mm / min, more preferably 500 mm / min to 2500 mm / min, and further preferably 800 mm / min to 1500 mm / min.
- the cut amount of the end mill is preferably 0.8 mm or less, more preferably 0.3 mm or less.
- the number of cuts at the cutting location by the end mill may be one cut, two cuts, three cuts or more.
- a polarizing plate with a pressure-sensitive adhesive layer that has been machined can be obtained using the end mill obtained by the production method of the present invention.
- a polarizing plate with a pressure-sensitive adhesive layer including a non-linearly processed portion can be obtained.
- the end mill obtained by the manufacturing method of the present invention can be suitably used for cutting an optical film.
- the optical film machined by the end mill of the present invention can be used for, for example, an instrument panel of a car or a deformed image display section represented by a smart watch.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
Abstract
Provided is a method for manufacturing an end mill, the method making it possible to suppress warping of a cutting blade and to attach the cutting blade to a body in an excellent manner. This method for manufacturing an end mill includes: extracting a chopping blade shape piece having a prescribed shape from a parent material that has a base part configured from a cemented carbide material and a sintered diamond layer provided to one surface of the base part, the chopping blade shape piece being extracted by electrical discharge machining or laser machining; machining a base part of the chopping blade shape piece to reduce the thickness of the base part and obtain a cutting blade; and attaching the cutting blade to a body.
Description
本発明は、エンドミルの製造方法に関する。
The present invention relates to a method for manufacturing an end mill.
切削工具の1つとしてエンドミルが広く知られている。エンドミルは、代表的には、回転軸を中心として回転する本体と当該本体表面に取り付けられた切削刃とを有する。
The end mill is widely known as one of the cutting tools. An end mill typically has a main body that rotates about a rotation axis and a cutting blade attached to the surface of the main body.
エンドミルの切削刃として、超硬材料で構成された基部と当該基部の一方の面に設けられた焼結ダイヤモンド層とを有する切削刃を用いることを検討した。このような切削刃は、母材から切り出されてエンドミル本体に取り付けられるところ、切り出しの際に切削刃に反りが発生し、当該反りに起因して切削刃の本体への取り付けが困難となる場合がある。
We considered using a cutting blade having a base made of a superhard material and a sintered diamond layer provided on one surface of the base as the cutting blade of the end mill. When such a cutting blade is cut from the base material and attached to the end mill body, when the cutting blade warps during cutting, it becomes difficult to attach the cutting blade to the body due to the warping. There is.
本発明は上記従来の課題を解決するためになされたものであり、その主たる目的は、切削刃の反りを抑制し、当該切削刃を本体に良好に取り付けることができるエンドミルの製造方法を提供することにある。
The present invention has been made to solve the above-mentioned conventional problems, and its main object is to provide a method for manufacturing an end mill that suppresses warping of a cutting blade and can favorably attach the cutting blade to a main body. Especially.
本発明者らは、積層構造に起因して熱収縮性が超硬材料で構成された基部側と焼結ダイヤモンド層側とで異なることにより、母材を切り出す際に生じる熱により反りが生じることを知得した。そして、超硬材料で構成された基部を通常よりも厚くした母材を切り出し、その後に基部を切削することにより、切り出しの際に生じる切削刃の反りを抑制した切断刃を作製できることを見いだし、本発明を完成させた。
本発明のエンドミルの製造方法は、超硬材料で構成された基部と該基部の一方の面に設けられた焼結ダイヤモンド層とを有する母材から、放電加工またはレーザー加工により所定形状の切断刃形成片を切り出すこと;該切断刃形成片の基部を切削して該基部の厚みを小さくし、切断刃を得ること;および、該切断刃を本体に取り付けること;を含む。
1つの実施形態においては、上記切断刃形成片の厚みは1.6mm~3.2mmであり、上記切断刃の厚みは0.7mm~1.6mmである。
1つの実施形態においては、上記切断刃形成片の基部の厚みは1.1mm~2.8mmであり、上記切断刃の基部の厚みは0.2mm~1.3mmである。
1つの実施形態においては、上記製造方法は、上記切断刃を貼り付けにより上記本体に取り付ける。
別の実施形態においては、上記製造方法は、上記切断刃を、上記本体に設けられた埋め込み部に埋め込むことにより該本体に取り付ける。さらに、このような製造方法は、上記切削刃を上記埋め込み部に埋め込んだ状態で、真空ろう付けにより該切削刃を該埋め込み部に固着する。
1つの実施形態においては、上記切断刃形成片の基部の切削は研磨を含む。 The present inventors have found that the heat shrinkage due to the laminated structure is different between the base side made of a superhard material and the sintered diamond layer side, so that the heat generated when cutting the base material causes warpage. I got to know. Then, the base material made of a superhard material is cut out of the base material thicker than usual, and by cutting the base after that, it is possible to produce a cutting blade that suppresses the warping of the cutting blade that occurs during cutting out, The present invention has been completed.
The manufacturing method of the end mill of the present invention is a cutting blade having a predetermined shape by electric discharge machining or laser machining from a base material having a base made of a superhard material and a sintered diamond layer provided on one surface of the base. Cutting out the forming piece; cutting the base of the cutting blade forming piece to reduce the thickness of the base to obtain a cutting blade; and attaching the cutting blade to the main body.
In one embodiment, the cutting blade forming piece has a thickness of 1.6 mm to 3.2 mm, and the cutting blade has a thickness of 0.7 mm to 1.6 mm.
In one embodiment, the base of the cutting blade forming piece has a thickness of 1.1 mm to 2.8 mm, and the base of the cutting blade has a thickness of 0.2 mm to 1.3 mm.
In one embodiment, the manufacturing method attaches the cutting blade to the main body by pasting.
In another embodiment, the manufacturing method attaches the cutting blade to the main body by embedding the cutting blade in an embedded portion provided in the main body. Further, in such a manufacturing method, the cutting blade is fixed to the embedding portion by vacuum brazing while the cutting blade is embedded in the embedding portion.
In one embodiment, cutting the base of the cutting blade forming piece includes polishing.
本発明のエンドミルの製造方法は、超硬材料で構成された基部と該基部の一方の面に設けられた焼結ダイヤモンド層とを有する母材から、放電加工またはレーザー加工により所定形状の切断刃形成片を切り出すこと;該切断刃形成片の基部を切削して該基部の厚みを小さくし、切断刃を得ること;および、該切断刃を本体に取り付けること;を含む。
1つの実施形態においては、上記切断刃形成片の厚みは1.6mm~3.2mmであり、上記切断刃の厚みは0.7mm~1.6mmである。
1つの実施形態においては、上記切断刃形成片の基部の厚みは1.1mm~2.8mmであり、上記切断刃の基部の厚みは0.2mm~1.3mmである。
1つの実施形態においては、上記製造方法は、上記切断刃を貼り付けにより上記本体に取り付ける。
別の実施形態においては、上記製造方法は、上記切断刃を、上記本体に設けられた埋め込み部に埋め込むことにより該本体に取り付ける。さらに、このような製造方法は、上記切削刃を上記埋め込み部に埋め込んだ状態で、真空ろう付けにより該切削刃を該埋め込み部に固着する。
1つの実施形態においては、上記切断刃形成片の基部の切削は研磨を含む。 The present inventors have found that the heat shrinkage due to the laminated structure is different between the base side made of a superhard material and the sintered diamond layer side, so that the heat generated when cutting the base material causes warpage. I got to know. Then, the base material made of a superhard material is cut out of the base material thicker than usual, and by cutting the base after that, it is possible to produce a cutting blade that suppresses the warping of the cutting blade that occurs during cutting out, The present invention has been completed.
The manufacturing method of the end mill of the present invention is a cutting blade having a predetermined shape by electric discharge machining or laser machining from a base material having a base made of a superhard material and a sintered diamond layer provided on one surface of the base. Cutting out the forming piece; cutting the base of the cutting blade forming piece to reduce the thickness of the base to obtain a cutting blade; and attaching the cutting blade to the main body.
In one embodiment, the cutting blade forming piece has a thickness of 1.6 mm to 3.2 mm, and the cutting blade has a thickness of 0.7 mm to 1.6 mm.
In one embodiment, the base of the cutting blade forming piece has a thickness of 1.1 mm to 2.8 mm, and the base of the cutting blade has a thickness of 0.2 mm to 1.3 mm.
In one embodiment, the manufacturing method attaches the cutting blade to the main body by pasting.
In another embodiment, the manufacturing method attaches the cutting blade to the main body by embedding the cutting blade in an embedded portion provided in the main body. Further, in such a manufacturing method, the cutting blade is fixed to the embedding portion by vacuum brazing while the cutting blade is embedded in the embedding portion.
In one embodiment, cutting the base of the cutting blade forming piece includes polishing.
本発明によれば、基部と焼結ダイヤモンド層とを有する切削刃を本体に取り付けるエンドミルの製造方法において、分厚い基部を有する母材から切断刃形成片を切り出し、当該切断刃形成片の基部を切削して当該基部の厚みを小さくして切断刃を得ることにより、切削刃の反りを抑制し、当該切削刃を本体に良好に取り付けることができるエンドミルの製造方法を実現することができる。結果として、切削能力、強度および耐久性に優れたエンドミルを製造することができる。本発明によれば、分厚い基部を切削して薄くするので材料コストが増大するが、切削刃の本体への取り付け性および結果としての強度および耐久性等を考慮すると、全体としての製造効率は優れたものとなる。すなわち、本発明は、業界の技術常識では決して採用されない手段により課題を解決するものである。
According to the present invention, in a method for manufacturing an end mill in which a cutting blade having a base portion and a sintered diamond layer is attached to a main body, a cutting blade forming piece is cut out from a base material having a thick base portion, and the base portion of the cutting blade forming piece is cut. Then, by reducing the thickness of the base portion to obtain the cutting blade, it is possible to realize an end mill manufacturing method capable of suppressing the warp of the cutting blade and favorably attaching the cutting blade to the main body. As a result, an end mill excellent in cutting ability, strength and durability can be manufactured. According to the present invention, the material cost is increased by cutting the thick base portion to make it thin, but considering the attachability to the main body of the cutting blade and the resulting strength and durability, the overall manufacturing efficiency is excellent. It becomes a thing. That is, the present invention solves the problem by means that is never adopted in the technical common sense of the industry.
以下、図面を参照して本発明の具体的な実施形態について説明するが、本発明はこれらの実施形態には限定されない。なお、見やすくするために図面は模式的に表されており、さらに、図面における長さ、幅、厚み等の比率、ならびに角度等は、実際とは異なっている。
Hereinafter, specific embodiments of the present invention will be described with reference to the drawings, but the present invention is not limited to these embodiments. It should be noted that the drawings are schematically shown for easy understanding, and the ratios of lengths, widths, thicknesses, and the like, angles, and the like in the drawings are different from actual ones.
A.エンドミルの製造方法の全体
本発明のエンドミルの製造方法は、超硬材料で構成された基部と該基部の一方の面に設けられた焼結ダイヤモンド層とを有する母材から、放電加工またはレーザー加工により所定形状の切断刃形成片を切り出すこと;該切断刃形成片の基部を切削して該基部の厚みを小さくし、切断刃を得ること;および、該切断刃を本体に取り付けること;を含む。以下、各工程を順に説明する。 A. Overall Method of Manufacturing End Mill The method of manufacturing the end mill of the present invention comprises a base material having a base made of a superhard material and a sintered diamond layer provided on one surface of the base, and electric discharge machining or laser machining. Cutting out a cutting blade forming piece having a predetermined shape by: cutting the base of the cutting blade forming piece to reduce the thickness of the base to obtain a cutting blade; and attaching the cutting blade to the main body. . Hereinafter, each step will be described in order.
本発明のエンドミルの製造方法は、超硬材料で構成された基部と該基部の一方の面に設けられた焼結ダイヤモンド層とを有する母材から、放電加工またはレーザー加工により所定形状の切断刃形成片を切り出すこと;該切断刃形成片の基部を切削して該基部の厚みを小さくし、切断刃を得ること;および、該切断刃を本体に取り付けること;を含む。以下、各工程を順に説明する。 A. Overall Method of Manufacturing End Mill The method of manufacturing the end mill of the present invention comprises a base material having a base made of a superhard material and a sintered diamond layer provided on one surface of the base, and electric discharge machining or laser machining. Cutting out a cutting blade forming piece having a predetermined shape by: cutting the base of the cutting blade forming piece to reduce the thickness of the base to obtain a cutting blade; and attaching the cutting blade to the main body. . Hereinafter, each step will be described in order.
B.母材
最初に、母材を準備する。図1(a)は、本発明の実施形態による製造方法に用いられる切削刃の母材の一例を説明する概略断面図であり、図1(b)は図1(a)の母材の概略斜視図である。母材10は、上記のとおり、超硬材料で構成された基部12と基部12の一方の面に設けられた焼結ダイヤモンド層14とを有する。母材10は、任意の適切な形状を有し得る。例えば、母材10は、図示例のように円盤状(平面視円形)であり得る。 B. Base material First, the base material is prepared. 1A is a schematic sectional view illustrating an example of a base material of a cutting blade used in a manufacturing method according to an embodiment of the present invention, and FIG. 1B is a schematic view of the base material of FIG. 1A. It is a perspective view. As described above, thebase material 10 has the base 12 made of a superhard material and the sintered diamond layer 14 provided on one surface of the base 12. The matrix 10 can have any suitable shape. For example, the base material 10 may have a disk shape (circular shape in plan view) as illustrated.
最初に、母材を準備する。図1(a)は、本発明の実施形態による製造方法に用いられる切削刃の母材の一例を説明する概略断面図であり、図1(b)は図1(a)の母材の概略斜視図である。母材10は、上記のとおり、超硬材料で構成された基部12と基部12の一方の面に設けられた焼結ダイヤモンド層14とを有する。母材10は、任意の適切な形状を有し得る。例えば、母材10は、図示例のように円盤状(平面視円形)であり得る。 B. Base material First, the base material is prepared. 1A is a schematic sectional view illustrating an example of a base material of a cutting blade used in a manufacturing method according to an embodiment of the present invention, and FIG. 1B is a schematic view of the base material of FIG. 1A. It is a perspective view. As described above, the
基部12を構成する超硬材料としては、代表的には、超硬合金が挙げられる。超硬合金は、代表的には、周期律表IVa、Va、VIa族金属の炭化物をFe、Co、Niなどの鉄系金属で焼結した複合材料をいう。超硬合金の具体例としては、WC-Co系合金、WC-TiC-Co系合金、 WC-TaC-Co系合金、 WC-TiC-TaC-Co系合金、WC-Ni系合金、WC-Ni-Cr系合金が挙げられる。焼結ダイヤモンド層14を構成する焼結ダイヤモンドは、代表的には、ダイヤモンドの小さな粒をバインダー(例えば、金属粉、セラミックス粉)と共に高温・高圧で焼き固めた多結晶ダイヤモンドである。バインダーの種類および配合比率等を変化させることにより、焼結ダイヤモンドの特性を調整することができる。
A typical example of the cemented carbide material forming the base 12 is cemented carbide. The cemented carbide is typically a composite material in which carbides of IVa, Va, and VIa group metals of the periodic table are sintered with an iron-based metal such as Fe, Co, or Ni. Specific examples of the cemented carbide include WC-Co alloys, WC-TiC-Co alloys, WC-TaC-Co alloys, WC-TiC-TaC-Co alloys, WC-Ni alloys, WC-Ni alloys. -Cr-based alloys are included. The sintered diamond constituting the sintered diamond layer 14 is typically a polycrystalline diamond obtained by baking small particles of diamond together with a binder (for example, metal powder or ceramic powder) at high temperature and high pressure. The characteristics of the sintered diamond can be adjusted by changing the type and blending ratio of the binder.
母材10の厚みは、例えば1.6mm~3.2mmであり、好ましくは1.6mm~2.4mmである。母材の厚みがこのような範囲であれば、母材から切断刃形成片を切り出した際に当該切断刃形成片の反りを抑制することができ、このことにより、得られる切削刃の反りを抑制することができる。結果として、切削刃をエンドミル本体に良好に取り付けることができる。
The base material 10 has a thickness of, for example, 1.6 mm to 3.2 mm, preferably 1.6 mm to 2.4 mm. If the thickness of the base material is in such a range, it is possible to suppress the warp of the cutting blade forming piece when the cutting blade forming piece is cut out from the base material, and thus, the warp of the obtained cutting blade is suppressed. Can be suppressed. As a result, the cutting blade can be well attached to the end mill body.
基部12の厚みは、例えば1.1mm~2.8mmである。基部の厚みがこのような範囲であれば、上記と同様に、母材から切断刃形成片を切り出した際に当該切断刃形成片の反りを抑制することができ、このことにより、得られる切削刃の反りを抑制することができる。結果として、切削刃をエンドミル本体に良好に取り付けることができる。焼結ダイヤモンド層14の厚みは、例えば0.2mm~2.8mmであり、好ましくは0.2mm~1.0mmであり、より好ましくは0.3mm~0.8mmである。
The thickness of the base 12 is, for example, 1.1 mm to 2.8 mm. If the thickness of the base portion is in such a range, similarly to the above, it is possible to suppress the warp of the cutting blade forming piece when the cutting blade forming piece is cut out from the base material, and thereby, the obtained cutting The warp of the blade can be suppressed. As a result, the cutting blade can be well attached to the end mill body. The thickness of the sintered diamond layer 14 is, for example, 0.2 mm to 2.8 mm, preferably 0.2 mm to 1.0 mm, and more preferably 0.3 mm to 0.8 mm.
母材10は、業界における周知慣用な方法により作製され得る。
The base material 10 can be produced by a method well known and used in the industry.
B.切断刃形成片の切り出し
次に、図2(a)に示すように、母材10から切断刃形成片20を切り出す。切断刃形成片の切り出しは、放電加工またはレーザー加工により行われる。放電加工としては、特に限定されず、例えばワイヤーカット放電加工や形彫放電加工を用いることができる。ワイヤーカット放電加工は、例えば金属のワイヤを電極とし、母材を加工液中に浸漬して母材と電極間に放電現象を発生させることにより、母材を溶融除去することにより行われる。形彫放電加工は、例えば母材に形成したい形状に対応する形に作られた黒鉛(グラファイト)電極または銅電極等を母材に近付けるようにして行われる。レーザー加工は、レーザー光により母材を切り抜くことにより行われる。切り出された切断刃形成片20は、図2(b)に示すように、母材と同様の基部12と焼結ダイヤモンド層14とを有する。切断刃形成片の厚み、基部の厚みおよび焼結ダイヤモンド層の厚みは、母材に関して上記A項で説明したとおりである。 B. Cutting Out Cutting Blade Forming Piece Next, as shown in FIG. 2A, the cuttingblade forming piece 20 is cut out from the base material 10. The cutting of the cutting blade forming piece is performed by electric discharge machining or laser machining. The electric discharge machining is not particularly limited, and for example, wire cut electric discharge machining or die-sinking electric discharge machining can be used. The wire-cut electric discharge machining is performed by melting and removing the base material by using a metal wire as an electrode and immersing the base material in a working liquid to generate an electric discharge phenomenon between the base material and the electrode. The die-sinking electric discharge machining is performed, for example, by bringing a graphite electrode or a copper electrode formed in a shape corresponding to a shape to be formed on the base material close to the base material. Laser processing is performed by cutting out a base material with a laser beam. As shown in FIG. 2B, the cut cutting blade forming piece 20 has a base portion 12 and a sintered diamond layer 14 similar to the base material. The thickness of the cutting blade forming piece, the thickness of the base portion, and the thickness of the sintered diamond layer are as described in the section A for the base material.
次に、図2(a)に示すように、母材10から切断刃形成片20を切り出す。切断刃形成片の切り出しは、放電加工またはレーザー加工により行われる。放電加工としては、特に限定されず、例えばワイヤーカット放電加工や形彫放電加工を用いることができる。ワイヤーカット放電加工は、例えば金属のワイヤを電極とし、母材を加工液中に浸漬して母材と電極間に放電現象を発生させることにより、母材を溶融除去することにより行われる。形彫放電加工は、例えば母材に形成したい形状に対応する形に作られた黒鉛(グラファイト)電極または銅電極等を母材に近付けるようにして行われる。レーザー加工は、レーザー光により母材を切り抜くことにより行われる。切り出された切断刃形成片20は、図2(b)に示すように、母材と同様の基部12と焼結ダイヤモンド層14とを有する。切断刃形成片の厚み、基部の厚みおよび焼結ダイヤモンド層の厚みは、母材に関して上記A項で説明したとおりである。 B. Cutting Out Cutting Blade Forming Piece Next, as shown in FIG. 2A, the cutting
切断刃形成片20は、代表的には図2(b)に示すように、矩形の平面視形状を有する。このような形状を有することにより、後述するように基部を切削することにより所望の形状の切削刃を作製することができる。切断刃形成片20の長さLが、得られる切断刃の長さに対応し得る。上記のようにして母材から切断刃形成片を切り出すことにより、切断刃形成片(最終的に、切断刃)を長さ方向に沿って継ぎ目のない一体物とすることができる。その結果、切削能力、強度および耐久性のいずれにも非常に優れた切削刃(最終的に、エンドミル)を作製することができる。切断刃形成片20の長さLは、好ましくは15mm以上であり、より好ましくは20mm~50mmである。このような長さであれば、得られたエンドミルを用いて光学フィルムを切削加工する場合に、光学フィルムを所望の枚数積層したワークを切削加工することができるので、切削加工の効率を向上させることができる。
The cutting blade forming piece 20 typically has a rectangular plan view shape, as shown in FIG. With such a shape, a cutting blade having a desired shape can be produced by cutting the base portion as described later. The length L of the cutting blade forming piece 20 may correspond to the length of the obtained cutting blade. By cutting the cutting blade forming piece from the base material as described above, the cutting blade forming piece (finally, the cutting blade) can be formed as a seamless one-piece along the length direction. As a result, it is possible to produce a cutting blade (finally, an end mill) which is extremely excellent in cutting ability, strength and durability. The length L of the cutting blade forming piece 20 is preferably 15 mm or more, more preferably 20 mm to 50 mm. With such a length, when the optical film is cut using the obtained end mill, it is possible to cut a work in which a desired number of optical films are laminated, thus improving the cutting efficiency. be able to.
C.切断刃の作製(基部の切削)
次に、図3に示すように、切断刃形成片20の基部12を切削してその厚みを小さくすることにより切断刃30が得られる。つまり、切断刃30の厚みは、母材10の厚み(切断刃形成片20の厚み)より小さい。切削は、代表的には研磨により行われ得る。研磨は、基部12表面を平面研磨機で研磨することにより行われる。ただし、切削は、研磨に限られず、他の方法であってもよい。例えばフライス加工であってもよく、旋盤加工であってもよく、ワイヤーカットであってもよい。 C. Making a cutting blade (cutting the base)
Next, as shown in FIG. 3, thecutting blade 30 is obtained by cutting the base portion 12 of the cutting blade forming piece 20 to reduce its thickness. That is, the thickness of the cutting blade 30 is smaller than the thickness of the base material 10 (the thickness of the cutting blade forming piece 20). Cutting can typically be done by polishing. The polishing is performed by polishing the surface of the base 12 with a flat polishing machine. However, the cutting is not limited to polishing and may be another method. For example, it may be milling, lathing, or wire cutting.
次に、図3に示すように、切断刃形成片20の基部12を切削してその厚みを小さくすることにより切断刃30が得られる。つまり、切断刃30の厚みは、母材10の厚み(切断刃形成片20の厚み)より小さい。切削は、代表的には研磨により行われ得る。研磨は、基部12表面を平面研磨機で研磨することにより行われる。ただし、切削は、研磨に限られず、他の方法であってもよい。例えばフライス加工であってもよく、旋盤加工であってもよく、ワイヤーカットであってもよい。 C. Making a cutting blade (cutting the base)
Next, as shown in FIG. 3, the
得られた切断刃30は、切削された基部16(以下、単に基部16または切断刃の基部16と称する)と焼結ダイヤモンド層14とを有する。切断刃30の厚みは、例えば0.7mm~1.6mmであり、好ましくは0.75mm~1.2mmである。切断刃30の基部16の厚みは、例えば0.2mm~1.3mmであり、好ましくは0.4mm~0.9mmである。切断刃30の基部16の厚みは、母材10の基部12の厚み(切断刃形成片20の基部12の厚み)より小さい。切断刃30の焼結ダイヤモンド層14と基部16の厚みの比d14/d16は、好ましくは70%~400%であり、より好ましくは100%~300%である。比d14/d16がこのような範囲であれば、ろう付け時の反りを抑制しつつ刃物としての強度を確保できるという利点が得られ得る。
The obtained cutting blade 30 has a base 16 that has been cut (hereinafter, simply referred to as the base 16 or the base 16 of the cutting blade) and the sintered diamond layer 14. The thickness of the cutting blade 30 is, for example, 0.7 mm to 1.6 mm, preferably 0.75 mm to 1.2 mm. The base 16 of the cutting blade 30 has a thickness of, for example, 0.2 mm to 1.3 mm, preferably 0.4 mm to 0.9 mm. The thickness of the base portion 16 of the cutting blade 30 is smaller than the thickness of the base portion 12 of the base material 10 (the thickness of the base portion 12 of the cutting blade forming piece 20). The ratio d 14 / d 16 of the thickness of the sintered diamond layer 14 and the base 16 of the cutting blade 30 is preferably 70% to 400%, more preferably from 100% to 300%. When the ratio d 14 / d 16 is in such a range, it is possible to obtain the advantage that the strength as a blade can be secured while suppressing the warpage during brazing.
D.切断刃の本体への取り付け(エンドミルの作製)
次に、図4(a)または図4(b)に示すように、得られた切断刃30をエンドミル本体40に取り付ける。本体40は、例えば、当業界で周知の粉末冶金法で得られた焼結体を業界で周知の方法で所定形状(例えば、円柱形状)に加工することにより作製され得る。 D. Attaching the cutting blade to the main body (manufacturing the end mill)
Next, as shown in FIG. 4A or FIG. 4B, the obtainedcutting blade 30 is attached to the end mill body 40. The main body 40 can be manufactured, for example, by processing a sintered body obtained by a powder metallurgy method known in the art into a predetermined shape (for example, a cylindrical shape) by a method known in the art.
次に、図4(a)または図4(b)に示すように、得られた切断刃30をエンドミル本体40に取り付ける。本体40は、例えば、当業界で周知の粉末冶金法で得られた焼結体を業界で周知の方法で所定形状(例えば、円柱形状)に加工することにより作製され得る。 D. Attaching the cutting blade to the main body (manufacturing the end mill)
Next, as shown in FIG. 4A or FIG. 4B, the obtained
1つの実施形態においては図4(a)に示すように、切断刃30は、貼り付けにより本体40に取り付けられる。本発明においては切削刃の反りが抑制されているので、このような貼り付けが可能となる。本実施形態においては、本体40には取り付け面42が形成されている。取り付け面42は、任意の適切な方法(例えば、切削)により本体40に形成され得る。貼り付けは、代表的にはろう付け(例えば、真空ろう付けまたは高周波ろう付け)により行われる。
In one embodiment, as shown in FIG. 4A, the cutting blade 30 is attached to the main body 40 by pasting. In the present invention, since the warp of the cutting blade is suppressed, such attachment is possible. In the present embodiment, a mounting surface 42 is formed on the body 40. The mounting surface 42 may be formed on the body 40 by any suitable method (eg, cutting). The bonding is typically performed by brazing (for example, vacuum brazing or high frequency brazing).
別の実施形態においては図4(b)に示すように、切断刃30は、本体40に設けられた埋め込み部44に埋め込む(代表的には、切削刃30を埋め込み部44に挿入する)ことにより本体40に取り付けられる。本発明においては切削刃の反りが抑制されているので、このような埋め込みが可能となる。さらに、図4(b)のような構成であれば、切削能力、強度および耐久性が向上し得る。埋め込み部44は、任意の適切な方法で形成され得る。形成方法の具体例としては、レーザー加工、切削加工が挙げられる。埋め込み部44の深さは、好ましくは0.30mm~1.50mmであり、より好ましくは0.30mm~1.00mmであり、さらに好ましくは0.30mm~0.70mmである。埋め込み部の深さがこのような範囲であれば、切削刃の本体への固着強度および本体自体の強度の両方を確保することができる。好ましくは、切削刃30は、埋め込み部44に埋め込まれた状態で、真空ろう付けにより埋め込み部44に固着される。このような構成であれば、切削能力、強度および耐久性がさらに向上し得る。真空ろう付けは、焼結ダイヤモンド層を含む切削刃であっても本体(埋め込み部)に良好に固着することができる。ろう付け時の残留酸素および水分を除去することができ、したがって本体表面の酸化被膜を破壊しかつ酸化被膜の再生を防止できるので、本体表面の濡れ性を増大させることができるからである。
In another embodiment, as shown in FIG. 4B, the cutting blade 30 is embedded in the embedding portion 44 provided in the main body 40 (typically, the cutting blade 30 is inserted into the embedding portion 44). It is attached to the main body 40 by. In the present invention, since the bending of the cutting blade is suppressed, such embedding becomes possible. Further, with the configuration as shown in FIG. 4B, cutting ability, strength and durability can be improved. The embedded portion 44 can be formed by any suitable method. Specific examples of the forming method include laser processing and cutting processing. The depth of the embedding portion 44 is preferably 0.30 mm to 1.50 mm, more preferably 0.30 mm to 1.00 mm, and further preferably 0.30 mm to 0.70 mm. When the depth of the embedded portion is in such a range, both the strength of fixing the cutting blade to the main body and the strength of the main body itself can be secured. Preferably, the cutting blade 30 is fixed to the embedding portion 44 by vacuum brazing while being embedded in the embedding portion 44. With such a configuration, cutting ability, strength and durability can be further improved. The vacuum brazing can satisfactorily adhere to the main body (embedded portion) even with a cutting blade including a sintered diamond layer. This is because residual oxygen and moisture during brazing can be removed, and thus the oxide film on the body surface can be destroyed and the oxide film can be prevented from being regenerated, so that the wettability of the body surface can be increased.
図示例では切削刃の数が2枚である実施形態を説明したが、切削刃の数は1枚であってもよく、3枚以上(例えば、3枚、4枚)であってもよい。切削刃の数は、好ましくは2枚~3枚である。このような構成であれば、切削刃同士の間隔が適切に確保されるので、切削クズを良好に排出することができる。より好ましくは、切削刃の数は2枚である。このような構成であれば、切削刃の剛性が確保され、かつ、かつ、ポケットが確保されて切削クズを良好に排出することができる。
In the illustrated example, the embodiment in which the number of cutting blades is two has been described, but the number of cutting blades may be one, or may be three or more (for example, three or four). The number of cutting blades is preferably 2 to 3. With such a configuration, since the interval between the cutting blades is appropriately secured, cutting scraps can be satisfactorily discharged. More preferably, the number of cutting blades is two. With such a configuration, the rigidity of the cutting blade is ensured, and the pocket is secured, so that cutting scraps can be satisfactorily discharged.
また、図示例では切削刃の刃先が平坦である実施形態を説明したが、刃先は鋭利であってもよい(例えば、図4(a)および図4(b)において平面視で鋭角の頂点を有していてもよい)。任意の適切な切削加工により、刃先を鋭利にすることができる。
Further, in the illustrated example, the embodiment in which the cutting edge of the cutting edge is flat has been described, but the cutting edge may be sharp (for example, in FIGS. 4A and 4B, an apex of an acute angle in plan view). You may have). The cutting edge can be sharpened by any appropriate cutting process.
以上のようにして、エンドミルが作製され得る。
An end mill can be produced as described above.
E.エンドミル
図5(a)は、図4(b)の実施形態により得られるエンドミルの一例を説明する概略平面図であり、図5(b)は図5(a)のエンドミルの概略斜視図である。図示例のエンドミル100は、鉛直方向(ワークの積層方向、ワークは光学フィルムを積層した切削対象物であり、詳細については後述する)に延びる回転軸46を中心として回転する本体40と、本体40から突出し最外径として構成される切削刃30と、を有する。エンドミルは、代表的にはストレートエンドミルである。図示例においては、本体40には埋め込み部44が設けられ、切削刃30は埋め込み部44に埋め込まれて本体40に固着されている。このような構成であれば、エンドミルが小径であり本体表面に切削刃の取り付け面を十分に確保することが困難であっても、本体に切削刃を良好に取り付けることができる。したがって、実用上許容可能な切削能力を有する小径のエンドミルを実際に作製することができる。さらに、強度および耐久性に優れたエンドミルを実現することができる。埋め込み部を複数設ける場合には、埋め込み部は、好ましくは回転軸46に対して対称な位置に設けられる。このような構成であれば、良好な切削が実現されるとともに、エンドミルの強度および耐久性がさらに向上し得る。 E. End Mill FIG. 5 (a) is a schematic plan view illustrating an example of an end mill obtained by the embodiment of FIG. 4 (b), and FIG. 5 (b) is a schematic perspective view of the end mill of FIG. 5 (a). . Theend mill 100 of the illustrated example has a main body 40 that rotates about a rotary shaft 46 that extends in the vertical direction (the stacking direction of the works, the work is a cutting target in which optical films are stacked, details will be described later), and the main body 40. A cutting blade 30 protruding from the outermost diameter. The end mill is typically a straight end mill. In the illustrated example, the main body 40 is provided with an embedded portion 44, and the cutting blade 30 is embedded in the embedded portion 44 and fixed to the main body 40. With such a configuration, the cutting blade can be satisfactorily attached to the main body even if the end mill has a small diameter and it is difficult to sufficiently secure the attachment surface of the cutting blade on the main body surface. Therefore, a small-diameter end mill having a practically acceptable cutting ability can be actually manufactured. Furthermore, an end mill excellent in strength and durability can be realized. When a plurality of embedded portions are provided, the embedded portions are preferably provided at symmetrical positions with respect to the rotation axis 46. With such a configuration, good cutting can be realized and the strength and durability of the end mill can be further improved.
図5(a)は、図4(b)の実施形態により得られるエンドミルの一例を説明する概略平面図であり、図5(b)は図5(a)のエンドミルの概略斜視図である。図示例のエンドミル100は、鉛直方向(ワークの積層方向、ワークは光学フィルムを積層した切削対象物であり、詳細については後述する)に延びる回転軸46を中心として回転する本体40と、本体40から突出し最外径として構成される切削刃30と、を有する。エンドミルは、代表的にはストレートエンドミルである。図示例においては、本体40には埋め込み部44が設けられ、切削刃30は埋め込み部44に埋め込まれて本体40に固着されている。このような構成であれば、エンドミルが小径であり本体表面に切削刃の取り付け面を十分に確保することが困難であっても、本体に切削刃を良好に取り付けることができる。したがって、実用上許容可能な切削能力を有する小径のエンドミルを実際に作製することができる。さらに、強度および耐久性に優れたエンドミルを実現することができる。埋め込み部を複数設ける場合には、埋め込み部は、好ましくは回転軸46に対して対称な位置に設けられる。このような構成であれば、良好な切削が実現されるとともに、エンドミルの強度および耐久性がさらに向上し得る。 E. End Mill FIG. 5 (a) is a schematic plan view illustrating an example of an end mill obtained by the embodiment of FIG. 4 (b), and FIG. 5 (b) is a schematic perspective view of the end mill of FIG. 5 (a). . The
図示例のエンドミルは、切削刃30のねじれ角は代表的には0°である。このような構成であれば、後述する光学フィルムの切削を良好に行うことができる。より詳細には、ねじれ角を有する切削刃を用いて切削(例えば、異形加工または非直線加工)する場合、切削面が横方向からみてテーパー状となる場合があるところ、ねじれ角が0°の切削刃を用いることにより、切削面がテーパー状となることを抑制することができる。ここで、異形加工とは、例えば光学フィルムを矩形以外の形状に加工することを言う。特に、小径のエンドミルを用いて光学フィルムに微細な非直線加工(異形加工)を行う場合に顕著な効果が得られ得る。なお、本明細書において「ねじれ角が0°」とは、切削刃30が回転軸46と実質的に平行な方向に延びていること、言い換えれば、刃が回転軸に対してねじれていないことをいう。なお、「0°」は実質的に0°であるという意味であり、加工誤差等によりわずかな角度ねじれている場合も包含する。
In the end mill shown in the figure, the helix angle of the cutting blade 30 is typically 0 °. With such a configuration, it is possible to satisfactorily cut the optical film described below. More specifically, when cutting with a cutting blade having a helix angle (for example, deformed machining or non-linear machining), the cutting surface may have a taper shape when viewed from the lateral direction, but the helix angle is 0 °. By using the cutting blade, it is possible to prevent the cutting surface from being tapered. Here, the irregular processing means processing the optical film into a shape other than a rectangle, for example. In particular, a remarkable effect can be obtained when fine non-linear processing (deformation) is performed on the optical film using a small-diameter end mill. In the present specification, “twist angle is 0 °” means that the cutting blade 30 extends in a direction substantially parallel to the rotary shaft 46, in other words, the blade is not twisted with respect to the rotary shaft. Say. It should be noted that “0 °” means substantially 0 °, and also includes a case where a slight angle twist is caused by a processing error or the like.
図示例のエンドミルの外径は、代表的には10mm未満であり、好ましくは3mm~9mmであり、より好ましくは4mm~7mmである。本発明の実施形態によれば、このような小さな外径を有し、かつ、実用上許容可能な切削能力を有するエンドミルを実際に作製することができる。その結果、例えばこのような小径のエンドミルを用いた光学フィルムの微細な非直線加工(異形加工)において、光学フィルムのクラックおよびイエローバンドを良好に抑制することができ、さらに、光学フィルムが接着層を有する場合には糊欠けを良好に抑制することができる。なお、本明細書において「エンドミルの外径」とは、回転軸46から刃先30aまでの距離を2倍したものをいう。
The outer diameter of the illustrated end mill is typically less than 10 mm, preferably 3 mm to 9 mm, and more preferably 4 mm to 7 mm. According to the embodiment of the present invention, it is possible to actually manufacture an end mill having such a small outer diameter and practically acceptable cutting ability. As a result, for example, in fine non-linear processing (deformed processing) of an optical film using such a small-diameter end mill, cracks and yellow bands of the optical film can be favorably suppressed, and further, the optical film has an adhesive layer. When it has, it is possible to satisfactorily suppress the lack of glue. In the present specification, the “outer diameter of the end mill” refers to a value obtained by doubling the distance from the rotary shaft 46 to the cutting edge 30a.
切削刃30は、代表的には、刃先30aとすくい面30bと逃がし面30cとを含む。すくい面30bは回転方向Rの下流側に位置し、すくい面30bと本体40とによりポケット50が規定され得る。焼結ダイヤモンド層14の表面がすくい面30bに対応し、基部16の表面が逃がし面30cに対応する、逃がし面30c(基部16)は、好ましくは、粗面化処理されている。粗面化処理としては、任意の適切な処理が採用され得る。代表例としては、ブラスト処理が挙げられる。逃がし面に粗面化処理を施すことにより、光学フィルムを切削加工する場合であって当該光学フィルムが接着層(例えば、接着剤層、粘着剤層)を含む場合に切削刃への接着剤または粘着剤の付着が抑制され、結果として、ブロッキングが抑制され得る。本明細書において「ブロッキング」とは、光学フィルムが接着層を含む場合にワークにおける光学フィルム同士が端面の接着剤または粘着剤で接着する現象をいい、端面に付着する接着剤または粘着剤の削りカスが光学フィルム同士の接着に寄与することとなる。
The cutting blade 30 typically includes a cutting edge 30a, a rake surface 30b, and a relief surface 30c. The rake face 30b is located on the downstream side in the rotation direction R, and the pocket 50 can be defined by the rake face 30b and the main body 40. The relief surface 30c (base portion 16) in which the surface of the sintered diamond layer 14 corresponds to the rake surface 30b and the surface of the base portion 16 corresponds to the relief surface 30c is preferably roughened. Any appropriate treatment can be adopted as the surface-roughening treatment. A typical example is blasting. By subjecting the relief surface to a roughening treatment, when cutting the optical film, and when the optical film includes an adhesive layer (for example, an adhesive layer, a pressure-sensitive adhesive layer), an adhesive to a cutting blade or Adhesion of the pressure-sensitive adhesive can be suppressed, and as a result, blocking can be suppressed. In the present specification, "blocking" refers to a phenomenon in which the optical films in the work adhere to each other with an adhesive or a pressure-sensitive adhesive when the optical film includes an adhesive layer, and a scraping of the adhesive or the pressure-sensitive adhesive attached to the end surface. The dust will contribute to the adhesion between the optical films.
F.エンドミルの使用方法
本発明の製造方法により得られるエンドミルは、代表的には、光学フィルムの製造方法に好適に用いられ得る。当該製造方法は、好ましくは、光学フィルムの端面を切削加工することを含む。 F. Method of Using End Mill The end mill obtained by the production method of the present invention can typically be suitably used in the production method of an optical film. The manufacturing method preferably includes cutting the end surface of the optical film.
本発明の製造方法により得られるエンドミルは、代表的には、光学フィルムの製造方法に好適に用いられ得る。当該製造方法は、好ましくは、光学フィルムの端面を切削加工することを含む。 F. Method of Using End Mill The end mill obtained by the production method of the present invention can typically be suitably used in the production method of an optical film. The manufacturing method preferably includes cutting the end surface of the optical film.
光学フィルムの具体例としては、偏光子、位相差フィルム、偏光板(代表的には、偏光子と保護フィルムとの積層体)、タッチパネル用導電性フィルム、表面処理フィルム、ならびに、これらを目的に応じて適切に積層した積層体(例えば、反射防止用円偏光板、タッチパネル用導電層付偏光板)が挙げられる。1つの実施形態においては、光学フィルムは、接着層(例えば、接着剤層、粘着剤層)を含む。本発明の実施形態によるエンドミルを用いることにより、接着層を含む光学フィルムであっても、切削加工における糊欠けを抑制することができる。
Specific examples of the optical film include a polarizer, a retardation film, a polarizing plate (typically, a laminate of a polarizer and a protective film), a conductive film for a touch panel, a surface-treated film, and for these purposes. A laminate (for example, a circularly polarizing plate for antireflection, a polarizing plate with a conductive layer for a touch panel) appropriately laminated may be used. In one embodiment, the optical film includes an adhesive layer (eg, an adhesive layer, a pressure-sensitive adhesive layer). By using the end mill according to the embodiment of the present invention, it is possible to suppress glue cracking during cutting, even with an optical film including an adhesive layer.
以下、光学フィルムの一例として粘着剤層付偏光板を採用した場合の製造方法について説明する。具体的には、図6に示すような平面形状の粘着剤層付偏光板の製造方法における各工程を説明する。なお、光学フィルムが粘着剤層付偏光板に限定されないこと、および、粘着剤層付偏光板の平面形状が図6の平面形状に限定されないことは当業者に自明である。すなわち、本発明の製造方法により得られるエンドミルは、任意の形状の任意の光学フィルムの製造方法に適用され得る。
The following will describe the manufacturing method when a polarizing plate with an adhesive layer is adopted as an example of an optical film. Specifically, each step in the method of manufacturing a planar polarizing plate with a pressure-sensitive adhesive layer as shown in FIG. 6 will be described. It is obvious to those skilled in the art that the optical film is not limited to the polarizing plate with the pressure-sensitive adhesive layer, and that the planar shape of the polarizing plate with the pressure-sensitive adhesive layer is not limited to the planar shape of FIG. 6. That is, the end mill obtained by the manufacturing method of the present invention can be applied to the manufacturing method of any optical film having any shape.
F-1.ワークの形成
図7は、光学フィルムの切削加工を説明するための概略斜視図であり、本図にワーク200が示されている。図7に示すように、光学フィルム(粘着剤層付偏光板)を複数枚重ねたワーク200が形成される。粘着剤層付偏光板は、業界で周知慣用の方法により製造され得るので、当該製造方法の詳細な説明は省略する。粘着剤層付偏光板は、ワーク形成に際し、代表的には任意の適切な形状に切断されている。具体的には、粘着剤層付偏光板は矩形形状に切断されていてもよく、矩形形状に類似する形状に切断されていてもよく、目的に応じた適切な形状(例えば、円形)に切断されていてもよい。図示例では、粘着剤層付偏光板は矩形形状に切断されており、ワーク200は、互いに対向する外周面(切削面)200a、200bおよびそれらと直交する外周面(切削面)200c、200dを有している。ワーク200は、好ましくは、クランプ手段(図示せず)により上下からクランプされている。ワークの総厚みは、好ましくは10mm~50mmであり、より好ましくは15mm~25mmであり、さらに好ましくは約20mmである。このような厚みであれば、クランプ手段による押圧または切削加工時の衝撃による損傷を防止し得る。粘着剤層付偏光板は、ワークがこのような総厚みとなるように重ねられる。ワークを構成する粘着剤層付偏光板の枚数は、例えば20枚~100枚であり得る。クランプ手段(例えば、治具)は、軟質材料で構成されてもよく硬質材料で構成されてもよい。軟質材料で構成される場合、その硬度(JIS A)は、好ましくは60°~80°である。硬度が高すぎると、クランプ手段による押し跡が残る場合がある。硬度が低すぎると、治具の変形により位置ずれが生じ、切削精度が不十分となる場合がある。 F-1. Formation of Workpiece FIG. 7 is a schematic perspective view for explaining the cutting process of the optical film, and thework piece 200 is shown in this figure. As shown in FIG. 7, a work 200 is formed by stacking a plurality of optical films (polarizing plates with adhesive layers). The pressure-sensitive adhesive layer-attached polarizing plate can be manufactured by a method well known and commonly used in the art, and thus a detailed description of the manufacturing method is omitted. The polarizing plate with the pressure-sensitive adhesive layer is typically cut into any appropriate shape when forming a work. Specifically, the pressure-sensitive adhesive layer-attached polarizing plate may be cut into a rectangular shape, may be cut into a shape similar to the rectangular shape, or may be cut into an appropriate shape (for example, a circle) according to the purpose. It may have been done. In the illustrated example, the pressure-sensitive adhesive layer-attached polarizing plate is cut into a rectangular shape, and the work 200 has outer peripheral surfaces (cutting surfaces) 200a and 200b facing each other and outer peripheral surfaces (cutting surfaces) 200c and 200d orthogonal thereto. Have The work 200 is preferably clamped from above and below by a clamp means (not shown). The total thickness of the work is preferably 10 mm to 50 mm, more preferably 15 mm to 25 mm, and further preferably about 20 mm. With such a thickness, it is possible to prevent damage due to the pressing by the clamp means or the impact during cutting. The polarizing plates with the pressure-sensitive adhesive layer are stacked so that the works have such a total thickness. The number of pressure-sensitive adhesive layer-attached polarizing plates constituting the work may be, for example, 20 to 100. The clamp means (eg, jig) may be made of a soft material or a hard material. When it is made of a soft material, its hardness (JIS A) is preferably 60 ° to 80 °. If the hardness is too high, the pressing trace by the clamp means may remain. If the hardness is too low, the jig may be deformed to cause positional deviation, resulting in insufficient cutting accuracy.
図7は、光学フィルムの切削加工を説明するための概略斜視図であり、本図にワーク200が示されている。図7に示すように、光学フィルム(粘着剤層付偏光板)を複数枚重ねたワーク200が形成される。粘着剤層付偏光板は、業界で周知慣用の方法により製造され得るので、当該製造方法の詳細な説明は省略する。粘着剤層付偏光板は、ワーク形成に際し、代表的には任意の適切な形状に切断されている。具体的には、粘着剤層付偏光板は矩形形状に切断されていてもよく、矩形形状に類似する形状に切断されていてもよく、目的に応じた適切な形状(例えば、円形)に切断されていてもよい。図示例では、粘着剤層付偏光板は矩形形状に切断されており、ワーク200は、互いに対向する外周面(切削面)200a、200bおよびそれらと直交する外周面(切削面)200c、200dを有している。ワーク200は、好ましくは、クランプ手段(図示せず)により上下からクランプされている。ワークの総厚みは、好ましくは10mm~50mmであり、より好ましくは15mm~25mmであり、さらに好ましくは約20mmである。このような厚みであれば、クランプ手段による押圧または切削加工時の衝撃による損傷を防止し得る。粘着剤層付偏光板は、ワークがこのような総厚みとなるように重ねられる。ワークを構成する粘着剤層付偏光板の枚数は、例えば20枚~100枚であり得る。クランプ手段(例えば、治具)は、軟質材料で構成されてもよく硬質材料で構成されてもよい。軟質材料で構成される場合、その硬度(JIS A)は、好ましくは60°~80°である。硬度が高すぎると、クランプ手段による押し跡が残る場合がある。硬度が低すぎると、治具の変形により位置ずれが生じ、切削精度が不十分となる場合がある。 F-1. Formation of Workpiece FIG. 7 is a schematic perspective view for explaining the cutting process of the optical film, and the
F-2.エンドミル加工
次に、ワーク200の外周面の所定の位置を、エンドミル100により切削する。エンドミル100は、代表的には、工作機械(図示せず)に保持され、エンドミルの回転軸まわりに高速回転されて、回転軸に交差する方向に送り出されながら切削刃をワーク200の外周面に当接させ切り込ませて用いられる。すなわち、切削は、代表的には、エンドミルの切削刃をワーク200の外周面に当接させ切り込ませることにより行われる。図6に示すような平面視形状の粘着剤層付偏光板を作製する場合には、ワーク200の外周の4つの隅部に面取り部200E、200F、200G、200Hを形成し、面取り部200Eと200Hとを結ぶ外周面の中央部に凹部200Iを形成する。 F-2. End Mill Processing Next, a predetermined position on the outer peripheral surface of thework 200 is cut by the end mill 100. The end mill 100 is typically held by a machine tool (not shown), is rotated at a high speed around the rotation axis of the end mill, and is fed in a direction intersecting with the rotation axis while the cutting blade is placed on the outer peripheral surface of the workpiece 200. Used by abutting and cutting. That is, the cutting is typically performed by bringing the cutting blade of the end mill into contact with the outer peripheral surface of the work 200 to make a cut. In the case of producing a pressure-sensitive adhesive layer-attached polarizing plate having a shape in plan view as shown in FIG. 6, chamfered portions 200E, 200F, 200G, and 200H are formed at four corners of the outer periphery of the work 200, and chamfered portions 200E and A recess 200I is formed at the center of the outer peripheral surface connecting with 200H.
次に、ワーク200の外周面の所定の位置を、エンドミル100により切削する。エンドミル100は、代表的には、工作機械(図示せず)に保持され、エンドミルの回転軸まわりに高速回転されて、回転軸に交差する方向に送り出されながら切削刃をワーク200の外周面に当接させ切り込ませて用いられる。すなわち、切削は、代表的には、エンドミルの切削刃をワーク200の外周面に当接させ切り込ませることにより行われる。図6に示すような平面視形状の粘着剤層付偏光板を作製する場合には、ワーク200の外周の4つの隅部に面取り部200E、200F、200G、200Hを形成し、面取り部200Eと200Hとを結ぶ外周面の中央部に凹部200Iを形成する。 F-2. End Mill Processing Next, a predetermined position on the outer peripheral surface of the
ワーク200の切削加工について詳細に説明する。まず、図8(a)に示すように、図6の面取り部200Eが形成される部分が面取り加工され、次いで、図8(b)~図8(d)に示すように、面取り部200F、200Gおよび200Hが形成される部分が順次面取り加工される。最後に、図8(e)に示すように、凹部200Iが切削形成される。なお、図示例では面取り部200E、200F、200Gおよび200H、ならびに凹部200Iをこの順に形成しているが、これらは任意の適切な順序で形成されればよい。
Explain the cutting process of the work 200 in detail. First, as shown in FIG. 8A, the portion where the chamfered portion 200E of FIG. 6 is formed is chamfered, and then, as shown in FIGS. 8B to 8D, the chamfered portion 200F, The portions where 200G and 200H are formed are sequentially chamfered. Finally, as shown in FIG. 8E, the recess 200I is cut and formed. In the illustrated example, the chamfered portions 200E, 200F, 200G and 200H, and the recess 200I are formed in this order, but they may be formed in any appropriate order.
切削加工の条件は、粘着剤層付偏光板の構成、所望の形状等に応じて適切に設定され得る。例えば、エンドミルの回転速度(回転数)は、好ましくは25000rpm未満であり、より好ましくは22000rpm以下であり、さらに好ましくは20000rpm以下である。エンドミルの回転速度の下限は、例えば10000rpmであり得る。また例えば、エンドミルの送り速度は、好ましくは500mm/分~10000mm/分であり、より好ましくは500mm/分~2500mm/分であり、さらに好ましくは800mm/分~1500mm/分である。また例えば、エンドミルの切り込み量は、好ましくは0.8mm以下であり、より好ましくは0.3mm以下である。エンドミルによる切削箇所の切削回数は、1回削り、2回削り、3回削りまたはそれ以上であり得る。
The cutting conditions can be appropriately set according to the configuration of the polarizing plate with the pressure-sensitive adhesive layer, the desired shape, and the like. For example, the rotation speed (rotation speed) of the end mill is preferably less than 25000 rpm, more preferably 22000 rpm or less, and further preferably 20000 rpm or less. The lower limit of the rotation speed of the end mill can be, for example, 10,000 rpm. Further, for example, the feed speed of the end mill is preferably 500 mm / min to 10000 mm / min, more preferably 500 mm / min to 2500 mm / min, and further preferably 800 mm / min to 1500 mm / min. Further, for example, the cut amount of the end mill is preferably 0.8 mm or less, more preferably 0.3 mm or less. The number of cuts at the cutting location by the end mill may be one cut, two cuts, three cuts or more.
以上のようにして、本発明の製造方法により得られるエンドミルを用いて、切削加工された粘着剤層付偏光板が得られ得る。図示例においては、非直線加工された部分を含む粘着剤層付偏光板が得られ得る。
As described above, a polarizing plate with a pressure-sensitive adhesive layer that has been machined can be obtained using the end mill obtained by the production method of the present invention. In the illustrated example, a polarizing plate with a pressure-sensitive adhesive layer including a non-linearly processed portion can be obtained.
本発明の製造方法により得られるエンドミルは、光学フィルムの切削加工に好適に用いられ得る。本発明のエンドミルにより切削加工された光学フィルムは、例えば、自動車のインストゥルメントパネルやスマートウォッチに代表される異形の画像表示部に用いられ得る。
The end mill obtained by the manufacturing method of the present invention can be suitably used for cutting an optical film. The optical film machined by the end mill of the present invention can be used for, for example, an instrument panel of a car or a deformed image display section represented by a smart watch.
10 母材
12 切削刃形成片の基部
14 焼結ダイヤモンド層
16 切削刃の基部
20 切削刃形成片
30 切削刃
30a 刃先
30b すくい面
30c 逃がし面
40 本体
42 取り付け面
44 埋め込み部
46 回転軸
50 ポケット
100 エンドミル
200 ワーク
10Base Material 12 Base of Cutting Blade Forming Piece 14 Sintered Diamond Layer 16 Base of Cutting Blade 20 Cutting Blade Forming Piece 30 Cutting Blade 30a Cutting Edge 30b Rake Face 30c Relief Surface 40 Main Body 42 Mounting Surface 44 Embedded Section 46 Rotating Shaft 50 Pocket 100 End mill 200 work
12 切削刃形成片の基部
14 焼結ダイヤモンド層
16 切削刃の基部
20 切削刃形成片
30 切削刃
30a 刃先
30b すくい面
30c 逃がし面
40 本体
42 取り付け面
44 埋め込み部
46 回転軸
50 ポケット
100 エンドミル
200 ワーク
10
Claims (7)
- 超硬材料で構成された基部と該基部の一方の面に設けられた焼結ダイヤモンド層とを有する母材から、放電加工またはレーザー加工により所定形状の切断刃形成片を切り出すこと;
該切断刃形成片の基部を切削して該基部の厚みを小さくし、切断刃を得ること;および、
該切断刃を本体に取り付けること;
を含む、エンドミルの製造方法。 Cutting a cutting blade forming piece having a predetermined shape by electric discharge machining or laser machining from a base material having a base made of a superhard material and a sintered diamond layer provided on one surface of the base.
Cutting the base of the cutting blade forming piece to reduce the thickness of the base to obtain a cutting blade; and
Attaching the cutting blade to the body;
And a method for manufacturing an end mill. - 前記切断刃形成片の厚みが1.6mm~3.2mmであり、前記切断刃の厚みが0.7mm~1.6mmである、請求項1に記載のエンドミルの製造方法。 The method for manufacturing an end mill according to claim 1, wherein the cutting blade forming piece has a thickness of 1.6 mm to 3.2 mm, and the cutting blade has a thickness of 0.7 mm to 1.6 mm.
- 前記切断刃形成片の基部の厚みが1.1mm~2.8mmであり、前記切断刃の基部の厚みが0.2mm~1.3mmである、請求項1または2に記載のエンドミルの製造方法。 3. The method for manufacturing an end mill according to claim 1, wherein the base of the cutting blade forming piece has a thickness of 1.1 mm to 2.8 mm, and the base of the cutting blade has a thickness of 0.2 mm to 1.3 mm. .
- 前記切断刃を貼り付けにより前記本体に取り付ける、請求項1から3のいずれかに記載のエンドミルの製造方法。 The method of manufacturing an end mill according to any one of claims 1 to 3, wherein the cutting blade is attached to the main body by pasting.
- 前記切断刃を、前記本体に設けられた埋め込み部に埋め込むことにより該本体に取り付ける、請求項1から3のいずれかに記載のエンドミルの製造方法。 The method for manufacturing an end mill according to any one of claims 1 to 3, wherein the cutting blade is attached to the main body by embedding it in an embedded portion provided in the main body.
- 前記切削刃を前記埋め込み部に埋め込んだ状態で、真空ろう付けにより該切削刃を該埋め込み部に固着する、請求項5に記載のエンドミルの製造方法。 The method for manufacturing an end mill according to claim 5, wherein the cutting blade is fixed to the embedded portion by vacuum brazing while the cutting blade is embedded in the embedded portion.
- 前記切断刃形成片の基部の切削が研磨を含む、請求項1から6のいずれかに記載のエンドミルの製造方法。 The method for manufacturing an end mill according to any one of claims 1 to 6, wherein the cutting of the base of the cutting blade forming piece includes polishing.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980070272.XA CN112930245B (en) | 2018-10-24 | 2019-09-17 | Method for manufacturing end mill |
| KR1020217012119A KR20210076017A (en) | 2018-10-24 | 2019-09-17 | End mill manufacturing method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-199730 | 2018-10-24 | ||
| JP2018199730A JP7378716B2 (en) | 2018-10-24 | 2018-10-24 | End mill manufacturing method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020084960A1 true WO2020084960A1 (en) | 2020-04-30 |
Family
ID=70331345
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/036356 WO2020084960A1 (en) | 2018-10-24 | 2019-09-17 | Method for manufacturing end mill |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP7378716B2 (en) |
| KR (1) | KR20210076017A (en) |
| CN (1) | CN112930245B (en) |
| TW (1) | TWI794542B (en) |
| WO (1) | WO2020084960A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7366510B2 (en) * | 2022-03-14 | 2023-10-23 | 日東電工株式会社 | Composite cutting tool and method for manufacturing resin sheet using the same |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04240004A (en) * | 1991-01-16 | 1992-08-27 | Sumitomo Electric Ind Ltd | Polycrystal diamond cutting tool and manufacture thereof |
| JPH0623615A (en) * | 1992-03-09 | 1994-02-01 | Norton Co | Cutting tool using diamond film |
| EP0628369A1 (en) * | 1993-05-13 | 1994-12-14 | Herramientas Preziss, S.L. | Methods for obtaining cutting tools, and cutting tools obtained by these methods |
| JPH09314406A (en) * | 1996-05-27 | 1997-12-09 | Osaka Diamond Ind Co Ltd | Hard cutting tip and its manufacturing |
| JP2001030107A (en) * | 1999-07-23 | 2001-02-06 | Hoei Kogyo:Kk | Axially rotating cutting tool |
| JP2008272863A (en) * | 2007-04-27 | 2008-11-13 | Allied Material Corp | Gaseous phase synthetic diamond tip and diamond tool |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020170407A1 (en) * | 2001-02-20 | 2002-11-21 | Sheffield Saw And Tool Co., Inc. | Polycrystalline cubic baron nitride (PCBN) woodworking tools and methods |
| JP2004026514A (en) | 2002-06-21 | 2004-01-29 | Showa Denko Kk | Cubic boron nitride sintered compact and its manufacturing method |
| EP1960568A1 (en) * | 2005-12-12 | 2008-08-27 | Element Six (Production) (Pty) Ltd. | Pcbn cutting tool components |
| JP6038652B2 (en) | 2009-07-24 | 2016-12-07 | ダイヤモンド イノヴェーションズ インコーポレイテッド | Metal-free supported polycrystalline diamond (PCD) and formation method |
| CN102658605B (en) * | 2012-05-02 | 2015-05-20 | 厦门钨业股份有限公司 | Manufacturing method of super-hard material high-wear-resistance precision support frame/block |
| DE102014109390A1 (en) | 2014-07-04 | 2016-01-07 | Jakob Lach Gmbh & Co. Kg | Cutting tool, in particular friction, milling or drilling tool |
| JP6614491B2 (en) * | 2014-12-25 | 2019-12-04 | 三菱マテリアル株式会社 | Composite sintered body cutting tool and surface-coated composite sintered body cutting tool |
| JP6277150B2 (en) | 2015-03-26 | 2018-02-07 | ナカオテクニカ株式会社 | Processing equipment |
| WO2017163972A1 (en) * | 2016-03-25 | 2017-09-28 | 株式会社神戸製鋼所 | Hard coating, hard coating-covered member, and method for producing hard coating |
-
2018
- 2018-10-24 JP JP2018199730A patent/JP7378716B2/en active Active
-
2019
- 2019-09-17 CN CN201980070272.XA patent/CN112930245B/en active Active
- 2019-09-17 WO PCT/JP2019/036356 patent/WO2020084960A1/en active Application Filing
- 2019-09-17 KR KR1020217012119A patent/KR20210076017A/en unknown
- 2019-09-23 TW TW108134246A patent/TWI794542B/en active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04240004A (en) * | 1991-01-16 | 1992-08-27 | Sumitomo Electric Ind Ltd | Polycrystal diamond cutting tool and manufacture thereof |
| JPH0623615A (en) * | 1992-03-09 | 1994-02-01 | Norton Co | Cutting tool using diamond film |
| EP0628369A1 (en) * | 1993-05-13 | 1994-12-14 | Herramientas Preziss, S.L. | Methods for obtaining cutting tools, and cutting tools obtained by these methods |
| JPH09314406A (en) * | 1996-05-27 | 1997-12-09 | Osaka Diamond Ind Co Ltd | Hard cutting tip and its manufacturing |
| JP2001030107A (en) * | 1999-07-23 | 2001-02-06 | Hoei Kogyo:Kk | Axially rotating cutting tool |
| JP2008272863A (en) * | 2007-04-27 | 2008-11-13 | Allied Material Corp | Gaseous phase synthetic diamond tip and diamond tool |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20210076017A (en) | 2021-06-23 |
| CN112930245B (en) | 2024-07-05 |
| TWI794542B (en) | 2023-03-01 |
| TW202019591A (en) | 2020-06-01 |
| CN112930245A (en) | 2021-06-08 |
| JP2020066087A (en) | 2020-04-30 |
| JP7378716B2 (en) | 2023-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016189935A1 (en) | Cutting insert, cutting tool, and method for manufacturing cut workpieces | |
| JP6413037B1 (en) | Cutting tool for sputtering target, sputtering target processing method, and sputtering target product manufacturing method | |
| WO2020084960A1 (en) | Method for manufacturing end mill | |
| JP2019191464A (en) | Resin sheet and method for producing the same | |
| JP2020066087A5 (en) | ||
| JP2012171028A (en) | Square end mill | |
| JP2020001160A (en) | End mill for cutting optical film, and optical film manufacturing method using the same | |
| WO2020084958A1 (en) | End mill and manufacturing method thereof | |
| JP7345808B2 (en) | End mill and its manufacturing method | |
| CN114786851A (en) | End mill for cutting optical thin film and method for manufacturing optical thin film using the same | |
| TWI853315B (en) | Composite cutting tool and method for manufacturing resin sheet using the same | |
| KR20200095498A (en) | Cutting tool having a hard coating layer and a carbide coating layer, and a manufacturing method thereof | |
| JP7366510B2 (en) | Composite cutting tool and method for manufacturing resin sheet using the same | |
| WO2023176342A1 (en) | Production method for resin sheet | |
| JP5929144B2 (en) | Hard sintered ball end mill | |
| WO2019244505A1 (en) | Optical film cutting end mill and optical film production method using said end mill | |
| JP2013220487A (en) | Electrocast sharp-edge wheel, work method using the same, and molded body | |
| JP2013154423A (en) | Cutting blade | |
| JPH0379265A (en) | Cutting method for body to be worked | |
| JP2013136135A (en) | Insert for ball end mill and indexable ball end mill |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19876241 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19876241 Country of ref document: EP Kind code of ref document: A1 |