WO2019180367A1 - Pneumatique comprenant un câblé textile aramide perfectionne à au moins triple torsion - Google Patents
Pneumatique comprenant un câblé textile aramide perfectionne à au moins triple torsion Download PDFInfo
- Publication number
- WO2019180367A1 WO2019180367A1 PCT/FR2019/050617 FR2019050617W WO2019180367A1 WO 2019180367 A1 WO2019180367 A1 WO 2019180367A1 FR 2019050617 W FR2019050617 W FR 2019050617W WO 2019180367 A1 WO2019180367 A1 WO 2019180367A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tire
- reinforcement
- cord
- torsion
- twist
- Prior art date
Links
Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/48—Tyre cords
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/0042—Reinforcements made of synthetic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/0064—Reinforcements comprising monofilaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/02—Carcasses
- B60C9/04—Carcasses the reinforcing cords of each carcass ply arranged in a substantially parallel relationship
- B60C9/08—Carcasses the reinforcing cords of each carcass ply arranged in a substantially parallel relationship the cords extend transversely from bead to bead, i.e. radial ply
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C9/2003—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel characterised by the materials of the belt cords
- B60C9/2009—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel characterised by the materials of the belt cords comprising plies of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C9/22—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel the plies being arranged with all cords disposed along the circumference of the tyre
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/28—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers characterised by the belt or breaker dimensions or curvature relative to carcass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C2009/0071—Reinforcements or ply arrangement of pneumatic tyres characterised by special physical properties of the reinforcements
- B60C2009/0078—Modulus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C2009/0071—Reinforcements or ply arrangement of pneumatic tyres characterised by special physical properties of the reinforcements
- B60C2009/0092—Twist structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C2009/2012—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel with particular configuration of the belt cords in the respective belt layers
- B60C2009/2016—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel with particular configuration of the belt cords in the respective belt layers comprising cords at an angle of 10 to 30 degrees to the circumferential direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C2009/2012—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel with particular configuration of the belt cords in the respective belt layers
- B60C2009/2019—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel with particular configuration of the belt cords in the respective belt layers comprising cords at an angle of 30 to 60 degrees to the circumferential direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C2009/2074—Physical properties or dimension of the belt cord
- B60C2009/2077—Diameters of the cords; Linear density thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C2009/2074—Physical properties or dimension of the belt cord
- B60C2009/2096—Twist structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C9/22—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel the plies being arranged with all cords disposed along the circumference of the tyre
- B60C2009/2214—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel the plies being arranged with all cords disposed along the circumference of the tyre characterised by the materials of the zero degree ply cords
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C9/22—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel the plies being arranged with all cords disposed along the circumference of the tyre
- B60C2009/2252—Physical properties or dimension of the zero degree ply cords
- B60C2009/2257—Diameters of the cords; Linear density thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C9/22—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel the plies being arranged with all cords disposed along the circumference of the tyre
- B60C2009/2252—Physical properties or dimension of the zero degree ply cords
- B60C2009/2261—Modulus of the cords
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C9/22—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel the plies being arranged with all cords disposed along the circumference of the tyre
- B60C2009/2252—Physical properties or dimension of the zero degree ply cords
- B60C2009/228—Elongation of the reinforcements at break point
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C9/22—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel the plies being arranged with all cords disposed along the circumference of the tyre
- B60C2009/2252—Physical properties or dimension of the zero degree ply cords
- B60C2009/2285—Twist structures
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
- D10B2331/021—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides aromatic polyamides, e.g. aramides
Definitions
- the present invention relates to reinforcing elements or "reinforcements" textiles used for reinforcing tires for vehicles in which the stresses are particularly important because of a particular tire architecture.
- the textile is used as a reinforcement since the origins of the tire.
- Textile cords made from continuous textile fibers such as polyester, nylon, cellulose or aramid fibers, play an important role in tires, including high-performance tires approved for use at very high speeds. .
- they must have a high tensile strength, a high extension modulus, good fatigue endurance and good adhesion to rubber matrices or other polymers that they are likely to strengthen.
- each yarn or multifilament fiber (in English "yarrt") constituting the cord is first individually twisted on itself (according to an initial twist T1) in a given direction D1 (respectively S direction) or Z), to form a strand (in English "strand”) in which the elementary filaments are imposed a helical deformation around the fiber axis (or axis of the strand);
- the role of the twisting is to adapt the properties of the material to create the transverse cohesion of the reinforcement, to increase its fatigue strength and also to improve the adhesion with the reinforced matrix.
- the resistance to fatigue (endurance in extension, flexion, compression) of these textile cords is essential. It is known that, in general, for a given material, it is even higher than the twists used are important, but that in return, their force at break in extension (called toughness when it is reduced to the weight unit) decreases inexorably when increases torsion, which of course is penalizing from the point of view of reinforcement.
- the textile cords are embedded in a polymeric matrix, preferably an elastomeric matrix, to form an article or semi-finished product comprising the matrix and the textile cords embedded in the matrix.
- the article or semi-finished product has a general shape of web.
- a tire comprising a crown comprising a tread, two sidewalls, two beads, each side connecting each bead at the top, a frame of apex extending in the apex in a circumferential direction of the tire, the crown reinforcement comprising a hoop reinforcement comprising a single hooping web comprising at least one hoop reinforcing wire element at an angle strictly less than 10 ° with the circumferential direction of the tire.
- the tire comprises a carcass reinforcement anchored in each of the beads and extending in the sidewalls and in the crown, the crown reinforcement being radially interposed between the carcass reinforcement and the tread.
- the carcass reinforcement comprises a single carcass ply, the single carcass ply comprising carcass reinforcing wire elements.
- the crown reinforcement comprises a working reinforcement comprising a single working ply, the single working ply comprises wired reinforcing elements of work.
- the textile wire element or elements of hoop reinforcement, the wire reinforcing elements of work and the wire elements of carcass reinforcement are arranged to define, in projection on the equatorial circumferential plane, a mesh triangular.
- the shrinking ply comprises textile or metal wire elements of hooping reinforcement of conventional construction but having all relatively high breaking force and modulus properties to compensate for the removal of one of the working plies from a conventional tire in which the working frame comprises two working plies.
- wireline reinforcing elements if they provide the mechanical strength properties of the top, however provide endurance perfectible to the hooping frame. This endurance is all the more necessary that, in the case of a crown reinforcement comprising only a single work web, the hooping web is supposed to bring to the crown reinforcement part of the endurance lost by the removal of one of the working plies.
- the object of the invention is a tire comprising a working reinforcement comprising a single working ply, this tire having high mechanical properties and improved endurance.
- the subject of the invention is a tire comprising a crown comprising a tread, two sidewalls, two beads, each side connecting each bead at the top, a crown reinforcement extending in the crown in a circumferential direction.
- the crown reinforcement comprising a hooping reinforcement comprising a single hooping web comprising at least one textile wire element of hoop reinforcement making an angle strictly less than 10 ° with the circumferential direction of the tire
- the tire comprising a reinforcement carcass anchored in each of the beads and extending into the flanks and the top, the crown reinforcement being radially interposed between the carcass reinforcement and the tread
- the carcass reinforcement comprises a single carcass ply, the single carcass ply comprising carcass reinforcing wire elements,
- the crown reinforcement comprises a working reinforcement comprising a single working ply
- the single working ply comprises work reinforcement thread elements, the textile reinforcing reinforcement thread element or elements, the work reinforcement thread elements.
- the wired elements of carcass reinforcement are arranged so as to define, in projection on the equatorial circumferential plane, a triangular mesh, the or each textile wire element of hoop reinforcement being formed by a triple twist cord as defined herein below. below.
- the cord or textile twist of the tire according to the invention is therefore a cord of very specific construction, whose essential characteristics include an assembly:
- each strand consisting of M> 1 pre-strands themselves twisted together in an intermediate twist T2 and an intermediate direction D1 (Z or S) opposite to D2 (S or Z);
- each pre-strand consisting of a yarn which has been previously twisted on itself by an initial twist T1 and the initial direction D1 (Z or S).
- Half of the N times spun M is composed of elementary monofilaments of aromatic polyamide or aromatic copolyamide.
- the invention therefore consists in the use of a hooping web comprising shrink reinforcement textile wire elements having high mechanical properties and endurance making it possible to compensate for the presence of a single working ply in the hoop. frame of work.
- the triple twist structure of the woven textile element of shrink reinforcement claimed provides on the one hand, an apparent toughness and, secondly, an endurance much higher than those of a conventional hybrid textile wired element as described in WO2016 / 166056.
- the yarns consisting of elementary monofilaments of aromatic polyamide or aromatic copolyamide make it possible to obtain a gain in tenacity, in apparent tenacity (tenacity compared to the apparent diameter) and in relatively high endurance. compared to similar cords using yarns comprising elementary monofilaments of polyester or nylon.
- aromatic polyamide or aromatic copolyamide By elementary monofilament of aromatic polyamide or aromatic copolyamide, it is well known that this is an elemental monofilament of linear macromolecules formed of aromatic groups linked together by amide bonds, at least 85% of which are directly linked to two aromatic rings, and more particularly poly (p-phenylene terephthalamide) (or PPTA) fibers, manufactured for a long time from optically anisotropic spinning compositions.
- aromatic polyamides or aromatic copolyamides mention may be made of polyarylamides (or PAA, in particular known under the trade name Ixef from Solvay), poly (metaxylylene adipamide), polyphthalamides (or PPAs, in particular known under the trade name Amodel of the company Solvay), the amorphous semi-aromatic polyamides (or PA 6-3T, in particular known under the trade name Trogamid de the company Evonik), para-aramides (or poly (para-phenylene terephthalamide or PA PPD-T, known in particular under the trade name Kevlar from the company Du Pont de Nemours or Twaron from the company Teijin).
- PAA polyarylamides
- PAA poly (metaxylylene adipamide)
- PPAs in particular known under the trade name Amodel of the company Solvay)
- PA 6-3T in particular known under the trade name Trogamid de the company Evonik
- para-aramides or poly
- the triple twist cable of the tire according to the invention is particularly advantageous because of its excellent endurance in the particularly demanding architecture of the tire of the invention and its reduced diameter.
- the cord reduces the thickness of the shrink web, the mass thereof, the hysteresis of the tire and therefore the rolling resistance of the tire. Indeed, all other things being equal, the greater the thickness of the hooping web, the higher the hysteresis thereof.
- the total thickness of the ply is reduced while maintaining the thickness present on the back of each cord, which makes it possible to maintain the decoupling thicknesses between, on the one hand, the tread and the ply of plywood. hooping, and secondly, the radially inner plies to the hooping web and the hooping web.
- resistance to the passage of corrosive agents through the hooping sheet is maintained, which makes it possible to protect the reinforcement, which is all the more interesting when the Work frame consists of only one working sheet.
- the tires of the invention are preferably intended for motor vehicles of the tourism type, 4x4, "SUV” (Sport Utility Vehicles).
- any range of values designated by the expression "between a and b" represents the range of values from more than a to less than b (i.e., terminals a and b excluded) while any interval
- the term "from a to b” refers to the range of values from a to b (i.e. including the strict limits a and b).
- Tested samples are pulled over an initial length of 400 mm for 4D pliers and 800 mm for 4E pliers, at a nominal speed of 200 mm / min, under a standard pretension of 0.5 cN / tex. All results given are an average of 10 measurements.
- the properties are measured on yarns, the latter are well known in a known manner a very low preliminary torsion, called "protection twist", corresponding to a helix angle of about 6 degrees, before positioning and pulling in the clamps.
- toughness is the breaking strength reported in the title, it is expressed in cN / tex.
- a device which, with the aid of a receiver composed of a collecting optical system, a photodiode and an amplifier, makes it possible to measure the shadow of a cable lit by a beam LASER of parallel light with an accuracy of 0.1 micrometer.
- a device is marketed for example by the company Z-Mike, under the reference "1210".
- the method consists in fixing on a motorized moving table, under a standard pretension of 0.5 cN / tex, a sample of the cable whose diameter is to be measured, having been pre-conditioned. Solidarity of the moving table, the cord is moved perpendicular to the shadow measurement system at a speed of 25 mm / s and orthogonally cut the beam LASER. At least 200 measurements of shadows are made over a length of 420 mm of cable; the average of these drop shadow measurements represents the apparent diameter 0.
- the breaking strength of a web is calculated from a force-elongation curve obtained by applying ASTM D 885 / D 885M-10a 2014 to a cord of the web.
- the breaking force of the web is determined by multiplying the breaking force of the cord by the number of cords per mm of web, which number is determined in a direction perpendicular to the direction in which the cords extend into the web.
- Axial direction means the direction substantially parallel to the axis of rotation of the tire.
- circumferential direction means the direction which is substantially perpendicular to both the axial direction and a tire radius (in other words, tangent to a circle whose center is on the axis of rotation of the tire. pneumatic).
- Radial direction means the direction along a radius of the tire, that is to say any direction intersecting the axis of rotation of the tire and substantially perpendicular to this axis.
- midplane By midplane (denoted M) is meant the plane perpendicular to the axis of rotation of the tire which is located halfway between the two beads and passes through the middle of the crown reinforcement.
- Equatorial circumferential plane means the theoretical plane passing through the equator of the tire, perpendicular to the median plane and the radial direction.
- the equator of the tire is, in a circumferential cutting plane (plane perpendicular to the circumferential direction and parallel to the radial and axial directions) the axis parallel to the axis of rotation of the tire and located equidistantly between the radially most external of the tread intended to be in contact with the ground and the radially innermost point of the tire intended to be in contact with a support, for example a rim, the distance between these two points being equal to H.
- orientation of an angle is meant the direction, clockwise or anticlockwise, in which it is necessary to turn from a reference line, here the circumferential direction of the tire, defining the angle to reach the another straight line defining the angle.
- each yarn consists of elementary monofilaments of aromatic polyamide or aromatic copolyamide.
- N ranges from 2 to 6, preferably from 2 to 4.
- M ranges from 2 to 6, preferably from 2 to 4.
- twists can be measured and expressed in two different ways, either simply and in a number of revolutions per meter (t; m 1 ), that is, and more stringent when comparing materials of different natures (densities) and / or titles, at helix angle or equivalent in the form of a torsion factor K.
- the T1 twist expressed in revolutions per meter (tm 1 ) ranges from 10 to 350, more preferably from 20 to 200.
- each pre-strand has a torsion coefficient K1 ranging from 2 to 80, more preferably from 6 to 70.
- the T2 twist expressed in revolutions per meter is preferably from 25 to 470, more preferably from 35 to 400.
- each strand has a torsion coefficient K2 ranging from 10 to 150, more preferably from 20 to 130.
- the torsion T3 expressed in revolutions per meter is preferably from 30 to 600, more preferably from 80 to 500.
- the cord of the invention has a torsion coefficient K3 ranging from 50 to 500, more preferably from 80 to 230.
- T2 is greater than T1 (T1 and T2 being in particular expressed in tm 1 ) ⁇
- T3 is greater than T2 (T2 and T3 being in particular expressed in tm 1 ), T2 more preferably of 0.2 times T3 to 0.95 times T3, in particular of 0.4 times T3 to 0.8 times T3.
- the sum T 1 + T2 is from 0.8 times T3 to 1, 2 times T3, more preferably from 0.9 times T3 to 1, 1 time T3 (T1, T2 and T3 being in particular expressed as mt 1), T1 + T2 being particularly preferably equal to T3.
- each yarn has a title ranging from 45 to 65 tex, preferably from 50 to 60 tex, and more preferably each yarn has a title equal to 55 tex.
- Such a combination of title, number of strands and pre-strands maximizes the endurance in flexion-compression while containing the diameter of the cable that it is not desirable to see grow, such magnification of diameter inevitably leading to thicken the hooping frame and despite apparent tenacity of the textile cord satisfactory.
- the manufacture of this cord does not require significant modifications of existing twisting facilities.
- the T1 twist expressed in turns per meter (tm 1 ) is advantageously from 125 to 165.
- each pre-strand has a torsion coefficient K1 advantageously ranging from 24 to 28.
- the T2 twist expressed in revolutions per meter is advantageously from 190 to 210.
- each strand has a torsion coefficient K2 advantageously from 62 to 69.
- the torsion T3 expressed in revolutions per meter is advantageously from 310 to 370.
- the cord has a torsion coefficient K3 advantageously from 170 to 210.
- the cord has a high apparent tenacity, here advantageously greater than or equal to 140 daN.mm 2 , preferably greater than or equal to 150 daN.mm 2
- the cord has a relatively small diameter, here preferably less than or equal to 0.95 mm, preferably less than or equal to 0.90 mm and more preferably less than or equal to 0 , 86 mm.
- each yarn has a title ranging from 90 to 130 tex, preferably from 100 to 120 tex, and more preferably each yarn has a title equal to 110 tex.
- Such a combination of titer, number of strands and pre-strands maximizes flexion-compression endurance while containing the diameter of the cable that is not desirable to see grow, such a diameter magnification leading inevitably to thicken the hooping frame and this despite an apparent tenacity of the satisfactory textile cord.
- the manufacture of this cord does not require significant modifications of existing twisting facilities.
- the T1 twist expressed in revolutions per meter (tm 1 ) is advantageously from 105 to 135.
- each pre-strand has a torsion coefficient K1 advantageously from 30 to 40.
- the T2 twist expressed in revolutions per meter is advantageously from 170 to 190.
- each strand has a torsion coefficient K2 advantageously from 69 to 86.
- the torsion T3 expressed in revolutions per meter is advantageously from 280 to 330.
- the cord has a torsion coefficient K3 advantageously from 170 to 210.
- the cord has a high apparent tenacity, here advantageously greater than or equal to 115 daN.mm 2 , preferably greater than or equal to 130 daN.mm 2 .
- the cord has a relatively small diameter, here preferably less than or equal to 1.03 mm, preferably less than or equal to 1.00 mm and more preferably less than or equal to 0 , 98 mm.
- the hooping frame comprises a single hooping web.
- the hooping frame is, with the exception of the hooping web, devoid of any sheet reinforced by wire reinforcement elements.
- the wire reinforcing elements of such reinforced plies excluded from the shrink reinforcement of the tire comprise the metallic wire reinforcing elements and the textile wire reinforcing elements.
- the hooping frame is constituted by a hooping sheet.
- the or each shrink reinforcement textile wire element makes an angle less than or equal to 7 °, and more preferably less than or equal to 5 ° with the circumferential direction of the tire.
- the carcass reinforcement comprises a single carcass ply.
- the carcass reinforcement is, with the exception of the carcass ply, devoid of any ply reinforced by wire reinforcement elements.
- the wired reinforcement elements of such reinforced plies excluded from the carcass reinforcement of the tire comprise the metallic wire reinforcing elements and the textile wire reinforcing elements.
- the carcass reinforcement is constituted by a carcass ply.
- the wired carcass reinforcement elements are anchored in each bead and extend from one bead to the other of the tire passing through each side and the top.
- each wire element of carcass reinforcement makes an angle ACi greater than or equal to 55 °, preferably ranging from 55 ° to 80 ° and more preferably from 60 ° to 70 °, with the circumferential direction of the tire in the median plane of the tire.
- the wired elements of carcass reinforcement by the angle formed with the circumferential direction, participates in the formation of a triangular mesh in the crown of the tire.
- each wire carcass reinforcement element making an angle A C 2 greater than or equal to 85 ° with the circumferential direction of the tire in the equatorial circumferential plane of the tire.
- the wired carcass reinforcement elements are substantially radial in each sidewall, that is to say substantially perpendicular to the circumferential direction, which makes it possible to retain all the advantages of a radial carcass tire.
- the crown reinforcement comprises a working reinforcement comprising a single working ply.
- the working reinforcement is, with the exception of the working ply, devoid of any ply reinforced by wire reinforcement elements.
- the wire reinforcing elements of such reinforced plies excluded from the working reinforcement of the tire comprise the metallic wire reinforcing elements and the textile wire reinforcement elements.
- the working frame is constituted by a working sheet.
- the endurance properties of the hooping reinforcement imparted by the cord advantageously eliminate a working ply of the working reinforcement with respect to a conventional tire in which the reinforcement comprises two tablecloths. A significantly reduced tire is obtained.
- the top comprises the tread and the crown reinforcement. Tread is understood to mean a strip of polymeric material, preferably elastomeric, delimited:
- the strip of polymeric material consists of a sheet of a polymeric material, preferably elastomeric or consisting of a stack of several layers, each sheet being made of a polymeric material, preferably elastomeric.
- the crown reinforcement comprises a single hooping frame and a single working frame.
- the crown reinforcement is, with the exception of the hooping frame and the working frame, devoid of any reinforcement reinforced by reinforcement elements.
- the reinforcing elements of such reinforcements excluded from the crown reinforcement of the tire comprise the metallic wire reinforcing elements and the textile wire reinforcement elements.
- the crown reinforcement consists of the hooping frame and the reinforcement of work.
- the vertex is, with the exception of the crown reinforcement, devoid of any reinforcement reinforced by reinforcing elements.
- the reinforcing elements of such reinforcements excluded from the top of the tire comprise the metallic wire reinforcing elements and the textile wire reinforcement elements.
- the top is constituted by the tread and the crown reinforcement.
- the carcass reinforcement is arranged directly radially in contact with the crown reinforcement and the crown reinforcement is arranged directly radially in contact with the tread.
- the single hoop and the single working ply are advantageously arranged radially directly in contact with one another.
- the hooping reinforcement is radially interposed between the working reinforcement and the tread.
- the single working ply being delimited axially by two axial edges, each axial edge being arranged radially on the outside of each flank, the Wired reinforcing elements extend from one axial edge to the other axial edge of the single working ply.
- each wire element working reinforcement forms an angle A T greater than or equal to 10 °, preferably from 30 ° to 50 ° and more preferably from 35 ° to 45 ° with the circumferential direction of the tire in the median plane of the tire.
- the wire reinforcing elements of work by the angle formed with the circumferential direction, participate in the formation of a triangular mesh in the crown of the tire.
- the textile wire element or elements of hoop reinforcement, the wire reinforcing elements and the carcass reinforcement wire elements are arranged to define, in projection on the equatorial circumferential plane, a triangular mesh.
- a mesh makes it possible to obtain a mechanical behavior similar to that of a conventional tire of the state of the art comprising a hooping sheet, two working plies and a carcass ply.
- the orientation of the angle A T and the orientation of the angle A Ci are preferably opposite with respect to the circumferential direction of the tire.
- the wire reinforcing elements of each sheet are embedded in an elastomeric matrix.
- the different plies may comprise the same elastomeric matrix or separate elastomeric matrices.
- elastomeric matrix a matrix having, in the crosslinked state, an elastomeric behavior.
- a matrix is advantageously obtained by crosslinking a composition comprising at least one elastomer and at least one other component.
- the composition comprising at least one elastomer and at least one other component comprises an elastomer, a crosslinking system and a filler.
- the compositions used for these plies are conventional compositions for calendering reinforcements, typically based on natural rubber or other diene elastomer, a reinforcing filler such as carbon black, a vulcanization system and conventional additives.
- the adhesion between the cabled of the invention and the matrix in which it is embedded is ensured for example by a usual adhesive composition, for example an adhesive of the RFL type or equivalent adhesive.
- each wire element of reinforcement of work is metallic.
- metallic wire element is meant by definition a wire element formed of one or an assembly of several son constituted integrally (for 100% of the son) of a metallic material.
- Such a metallic wire element is preferably used with one or more steel wires, more preferably carbonaceous perlitic (or ferrito-pearlitic) steel. hereinafter referred to as "carbon steel” or stainless steel (by definition, steel with at least 11% chromium and at least 50% iron). But it is of course possible to use other steels or other alloys.
- its carbon content (% by weight of steel) is preferably from 0.2% to 1.2%, especially from 0.5% to 1.1%; these levels represent a good compromise between the mechanical properties required for the tire and the feasibility of the wires.
- the metal or steel used may itself be coated with a metal layer improving for example the properties of implementation of the wire rope and / or its constituent elements, or the properties of use of the cable and / or the tire themselves, such as adhesion properties, corrosion resistance or resistance to aging.
- the steel used is covered with a layer of brass (Zn-Cu alloy) or zinc.
- a conventional (or spun) multifilament textile fiber first in the initial state (5), that is to say devoid of torsion, then after a first twisting operation T1 in the direction D1, for forming a twisted yarn on itself or "pre-stranded" (10) (Fig. 1);
- FIG 4 a sectional view perpendicular to the circumferential direction of a tire according to the invention
- FIG. 4 a torn-off view of the tire of FIG. 4 illustrating the projection on the equatorial circumferential plane E of the hoop reinforcing wire elements, wired reinforcing elements and wired carcass reinforcement elements (Fig. 5);
- FIG. 6 a view of the wired carcass reinforcement elements arranged in the sidewall of the tire of FIG. 4 in projection on the median plane M of the tire (FIG 6).
- Figure 1 shows schematically, in cross-section, a conventional multifilament textile fiber 5, also called “yarn” (in English “yarrt”), in the initial state that is to say without torsion; in a well known manner, such a yarn is formed of a plurality of elementary monofilaments 50, typically several tens to several hundred, of very fine diameter generally less than 25 microns.
- each yarn 5 consists of elementary monofilaments of aromatic polyamide or aromatic copolyamide and has a titer ranging from 45 to 65 tex, preferably from 50 to 60 tex and more preferably equal to 55 tex.
- first twist expressed in revolutions per meter ranging from 10 to 350 revolutions. m 1 , preferably from 20 to 200 revolutions. m 1 and more preferably from 125 to 165 revolutions. m 1, and here equal to 140 revolutions. m 1 in a direction D1 (here Z)
- pre-strand a direction D1 (here Z)
- the elementary monofilaments 50 are thus imposed a deformation helically around the fiber axis (or pre-strand axis).
- the M 3 pre-strands 10a, 10b, 10c are themselves twisted together, in the same direction D1 (here Z) as before, according to an intermediate twist T2 (second twist) ranging from 25 to 470 turns.
- m 1 preferably from 35 to 400 revolutions.
- m 1 more preferably from 190 to 210 revolutions.
- m 1 and here equal to 200 revolutions.
- T2 200 towers.
- N 3 strands 20a, 20b, 20c are themselves twisted together, in the direction D2 opposite to D1 (here S), according to a final twist T3 (third twist ) from 30 to 600 turns.
- m 1 preferably from 80 to 500 revolutions.
- m 1 and more preferably from 310 to 370 revolutions.
- m 1 for forming the assembly 25 of the cord 30 according to the invention.
- the cord 30 then has a torsion coefficient K3 ranging from 50 to 500, preferably from 80 to 230 and here equal to 199.
- T2 ranges from 0.2 times T3 to 0.95 times T3, preferably from 0.4 times T3 to 0.8 times T3.
- T2 0.59 times T3.
- the cord 30 is formed by the assembly 25 ecru.
- An unbleached cord is such that the elementary monofilaments constituting the cord are derived from the manufacturing process of the cord without any coating having an adhesion function to come to cover elementary monofilaments.
- an unbleached cord can be naked, that is to say that the material or materials constituting the cord are not coated, or can be sized, that is to say, coated with a composition sizing having particular functions to facilitate the sliding of the component material or the wired during its manufacturing process and to avoid the accumulation of electrostatic charges.
- the cord 30 comprises the assembly 25 and an outer layer of an adhesive composition. This is called bonded cable.
- the unbleached assembly is coated with an outer layer of a thermally crosslinkable adhesive composition and the uncoated assembly coated with the outer layer is thermally treated to crosslink the adhesive composition. to obtain the bonded assembly which then forms the cord 30.
- the cord 30 comprises the assembly 25 and two layers of adhesive compositions.
- the unbleached assembly is coated with an intermediate layer of a first thermally crosslinkable adhesive composition
- the uncoated assembly coated with the interlayer is thermally treated to crosslink the first layer. adhesive composition to obtain a pre-bonded assembly.
- the pre-bonded assembly is coated with an outer layer of a second thermally crosslinkable adhesive composition and heat treated with the pre-coated assembly coated with the outer layer to crosslink the second adhesive composition to obtain the 25 bonded assembly which then forms the cord 30.
- the cord 30 has an apparent toughness greater than or equal to 140 daN.mm 2 , preferably greater than or equal to 150 daN.mm 2 and here equal to 157 daN.mm 2 .
- the cable 30 has a diameter less than or equal to 0.95 mm, preferably less than or equal to 0.90 mm and more preferably less than or equal to 0.86 mm and here equal to 0.84 mm.
- FIG. 4 shows a tire according to the invention and designated by the general reference 100.
- the tire 100 is substantially of revolution about an axis substantially parallel to the axial direction X.
- the tire 100 is here intended for a passenger vehicle.
- the tire 100 has a top 120 comprising a tread 200 and a crown reinforcement 140 extending in the apex 120 in the circumferential direction Z.
- the crown reinforcement 140 comprises a working reinforcement 160 comprising a single working ply 180 and a hooping reinforcement 170 comprising a single hooping ply 190.
- the working reinforcement 160 is made up of the plywood web. 180 and the hooping frame 170 consists of the hooping web 190.
- the crown reinforcement 140 is surmounted by the tread 200.
- the hooping reinforcement 170 here the hooping web 190, is radially interposed between the working reinforcement 160 and the tread 200. .
- the tire 100 comprises two sidewalls 220 extending the top 120 radially inwardly.
- the tire 100 further comprises two beads 240 radially inner to the sidewalls 220 and each having an annular reinforcing structure 260, in this case a rod 280, surmounted by a mass of gum 300 padding, and a carcass reinforcement 320.
- the crown reinforcement 140 is located radially between the carcass reinforcement 320 and the tread 200.
- Each side 220 connects each bead 240 to the apex 120.
- the carcass reinforcement 320 comprises a single carcass ply 340.
- the carcass reinforcement 320 is anchored in each of the beads 240 by a turn around the rod 280 so as to form in each bead 240 a one-way strand 380 extending from the beads 240 in the sidewalls 220 and in the apex 120, and a return strand 400, the radially outer end 420 of the back strand 400 being radially outwardly of the annular reinforcing structure 260.
- the armature carcass 320 thus extends from the beads 240 through the sidewalls 220 into the apex 120. In this embodiment, the carcass reinforcement 320 also extends axially through the apex 120.
- the crown reinforcement 140 is radially interposed between the carcass reinforcement 320 and the tread 200.
- Each working ply 180, frettage 190 and carcass 340 comprises an elastomeric matrix in which are embedded one or reinforcing elements of the corresponding ply.
- the single carcass ply 340 comprises carcass reinforcing wire elements 440 anchored in each bead 240 and extending from one bead to the other of the tire 100, passing through each flank 220 and the apex 120.
- Each wired carcass reinforcement element 440 has an angle A Ci greater than or equal to 55 °, preferably from 55 ° to 80 ° and more preferably from 60 ° to 70 °, with the circumferential direction Z of the tire 100 in the median plane M of the tire 100, in other words in the apex 120.
- each wired carcass reinforcement element 440 makes a angle A C2 greater than or equal to 85 ° with the circumferential direction Z of the tire 100 in the equatorial circumferential plane E of the tire 100, in other words in each sidewall 220.
- the single working ply 180 comprises wire reinforcing members 460.
- the single ply is defined axially by two axial edges B axially defining the width L T of the ply. 180, each axial edge B is arranged radially outside each side 220.
- the wire reinforcing elements 460 extend from one axial edge B to the other axial edge B of the single ribbon. work 180.
- the single hooping web 190 comprises at least one hoop reinforcing textile wire element 480.
- the hooping web 190 comprises a single woven reinforcing textile wire element 480 wound continuously over an axial width.
- the axial width L F is less than the width L T of the working ply 180.
- wired reinforcing elements 440, work 460 and hooping 480 are arranged in the apex 120, so as to define, in projection on the equatorial circumferential plane E, a triangular mesh.
- the angle A F and the fact that the orientation of the angle A T and the orientation of the angle A Ci are opposite with respect to the circumferential direction Z of the tire 100 make it possible to obtain this triangular mesh. .
- Each wired element of carcass reinforcement 440 conventionally comprises two multifilament strands, each multifilament strand consisting of a monofilament yarn of polyesters, here PET, these two multifilament strands being individually twisted 240 revolutions. m-1 in one direction and then twisted together at 240 turns. m-1 in the opposite direction. These two multifilament strands are helically wound around each other. Each of these multifilament strands has a title equal to 220 tex.
- Each work reinforcement wire element 460 is an assembly of two steel monofilaments each having a diameter of 0.30 mm, the two steel monofilaments being wound with each other at a pitch of 14 mm.
- the hoop reinforcing textile wire element 480 is formed by the cord 30 according to the invention described above.
- the tire 100 is manufactured according to the method described below.
- the working ply 180 and the carcass ply 340 are made by arranging the reinforcing wire elements of each ply parallel to each other and embedding them, for example by calendering, in a non-ply composition.
- crosslinked composition comprising at least one elastomer, the composition being intended to form an elastomeric matrix once crosslinked.
- a so-called straight sheet is obtained in which the wire reinforcing elements of the ply are parallel to one another and are parallel to the main direction of the ply.
- each right ply portions of each right ply are cut off at a cutting angle and these portions are joined together so as to obtain a so-called angle ply, in which the wire reinforcing elements of the ply are parallel to each other. to each other and form an angle with the main direction of the web equal to the cutting angle.
- the fretted reinforcement 170 here the fretted web 190
- the fretted reinforcement 170 is arranged radially outside the working reinforcement 160.
- a tape of width B significantly less than L F is produced , in which the hoop reinforcing textile wire element 480 formed by the cord 30 according to the invention is embedded in a non-crosslinked composition and the film is wound helically. strip over several turns so as to obtain the axial width L F.
- the hooping web 190 having a width L F is manufactured in a similar manner to the carcass and working plies and the hooping web 190 is wound on a turntable on the working reinforcement 160 in a lathe.
- the wired wire reinforcement reinforcement element 480 formed by the cord 30 according to the invention is wound radially outside the working ply 180, and then deposited on a layer of a composition in which will be embedded the hoop reinforcing textile wire element 480 formed by the cord 30 according to the invention during the baking of the tire.
- the bonded reinforcing textile wire element 480 formed by the cord 30 according to the invention is embedded in a composition to form, at the end of the manufacturing process of the tire, the hooping sheet 190 comprising the wired reinforcing wire element 480 formed by the cord 30 according to the invention.
- the tire is then obtained in which the compositions of the elastomeric matrices are not yet crosslinked and are in a green state. This is called a rough tire blank.
- compositions are crosslinked, for example by baking or vulcanization, in order to obtain the tire in which the compositions exhibit a crosslinked state.
- the tire whose elastomeric matrices are in the green state, is expanded radially, circumferentially and axially, for example by pressurizing an inflation membrane, so as to press the tire against surfaces of the tire. 'a baking mold.
- triple torsion cords of the tire according to the invention were compared in order to optimize the endurance in flexion-compression while containing the diameter of the cord and limiting the modifications to be made on existing twisting facilities.
- the cords of the invention Due to their specific construction, the cords of the invention have significantly improved tensile properties, as demonstrated by the following embodiments. Five different tensile tests (Tests Nos. 1 to 5) were carried out with a total of 11 cords of different constructions, conforming or not according to the invention, based on either aliphatic polyamide or aromatic polyamide or aromatic copolyamide.
- the starting yarns are of course commercially available, for example nylon sold by the company Kordsa under the name “T728", or by the company PHP under the names “Enka 140HRT or” Enka 444HRST ", for the aramid by the company DuPont under the name “Kevlar” or by the company Teijin under the name “Twaron”.
- the toughness is the breaking force reported in the title, it is expressed in cN / tex. Also indicated is the apparent toughness (in daN / mm 2 ), in this case the breaking force is referred to the apparent diameter noted 0 which is measured according to the following method.
- breaking strength, toughness and apparent toughness were also indicated in relative values, the base 100 being selected for the control cable of each of the five tests.
- control cords (denoted “T” in Table 1) are all characterized by a conventional construction with double twist T1, T2; the other wired (comparative not in accordance with the invention, or in accordance with the invention) are all characterized by an unconventional construction with triple torsion T1, T2, T3. Only cords C8, C9 and C11 are in accordance with the invention and combine the triple twist characteristic and the fact that they consist of yarns made of elementary monofilaments of aromatic polyamide or aromatic copolyamide.
- N47 / - / 3/4" of the wired control C1 means that this cable is a double twist cable (T1, T2 ) which is simply the result of a twisting operation (T2, D2 or S) of 4 different strands which were each prepared beforehand by a reverse twisting operation (T1, D1 or Z) of 3 nylon spun yarns ( N) of title 47 tex.
- N47 / 1/3/4 of the cord C2 means that this cord is a triple-twisted cord (T1, T2, T3) which is derived from a final twisting operation (T3, D2 or S) of 4 different strands which have each been prepared beforehand by an intermediate twisting operation (T2) in the opposite direction (D1 or Z) of 3 pre-strands, each of these 3 pre-strands consisting of 1 single yarn nylon (N) title 47 tex which has been previously twisted on itself during a first T1 twist in the same direction (D1 or Z) as for the pre-strands.
- the exemplary control cords ("T") C1, C3, C5, C7 and C10 are all characterized by a double twist construction; they were manufactured by assembling 2, 3 or 4 strands according to a (second) final twist (T2) varying from 150 to 300 t / m depending on the case, corresponding to a torsion coefficient K2 ranging from 175 to 215 and a direction D2 (S direction). Conventionally, each of these strands was previously manufactured by a (initial) initial twist (denoted T1) of 150 to 300 rpm, depending on the case, of a yarn on itself in the opposite direction D1 (direction Z).
- the 3 examples of cords according to the invention C8, C9 and C11 are characterized by a triple twist construction T1, T2, T3 (in these examples, Z / Z / S); they were manufactured by assembling 3 or 4 strands in a final twist (denoted T3) of 150 or 300 t / m (K3 203 or 215) and a direction D2 (S direction).
- each of these strands had previously been manufactured by assembling 3 pre-strands according to a T2 twist (110, 180 or 240 t / m) and an opposite direction D1 (Z direction), each of these pre-strands.
- strands having itself been prepared beforehand by a T1 twist (respectively 40, 120 or 60 t / m) of a yarn on itself, in the direction D1 (Z direction).
- the invention therefore makes it possible, for the same given final twist, to improve the properties of compactness, breaking strength and toughness of cords using monofilament monofilament yarns of aromatic polyamide or aromatic copolyamide. .
- the fatigue strength can be analyzed by subjecting these cords to various known laboratory tests, including the fatigue test known as the "belt” test sometimes called “Shoe Shine test”, or the fatigue test called “Disc Fatigue Test” (see for example EP 848 767, US 2,595,069, US 4,902,774, ASTM D885-591 revised 67T), tests in which the cords , previously glued, are incorporated in a rubber article that is vulcanized.
- the fatigue test known as the "belt” test sometimes called “Shoe Shine test”
- Disc Fatigue Test see for example EP 848 767, US 2,595,069, US 4,902,774, ASTM D885-591 revised 67T
- the belt comprises two layers of textile filamentary elements, the first layer comprising the cords whose performance is to be drowned embedded in the pitch of 1, 25 mm in two skims with a composition of 0.4 mm each and a second stiffening layer to prevent the elongation of the first layer, this second layer comprising relatively rigid textile wire elements and comprising two aramid strands of 167 tex each twisted together at a twist of 315 turns per meter and embedded in the pitch of 0.9 mm in two skims composition of 0.3 mm each.
- the axis of each cord is oriented in the longitudinal direction of the belt.
- the belt is then subjected to the following stresses: the belt is cyclically driven by means of a crank-crank system. around a roller of given diameter, so that each elementary portion of the belt is subjected to a tension of 15 daN and undergo cycles of variation of curvature which make it pass from an infinite radius of curvature to a radius of curvature given and this during 190 000 cycles, at a frequency of 7 Hz.
- the cords of the inner layer are peeled off and the residual breaking strength of the tired cords is measured.
- the "Disc Fatigue Test” is another test well known to those skilled in the art, it consists essentially of incorporating test cords into rubber blocks, then, after cooking, to fatigue the gum test tubes thus formed. in compression, between two rotating disks, a very large number of cycles (in the examples which follow, 600 000 cycles at 33 cycles / s). After fatigue, the cords are extracted from the test pieces and their residual breaking force is measured.
- the cords C1 to C4, and C7 not in accordance with the invention and the cords C8 and C9 according to the invention of the previous tests were submitted firstly to the "Disc Fatigue Test” with a maximum geometrical compression ratio of the specimen of about 16% (angle of 3 ° between the two discs), on the other hand the “Shoe Shine test” with a geometric compression ratio of the cord of the inner layer of about 12% (20 mm roll).
- test 6 of Table 2 The above tests were completed by an additional endurance test (test 6 of Table 2) conducted on two other C12 (control) and C13 (invention) cords, based on aramid as for the test. 4 above, both having a final torsional coefficient (respectively K2 or K3) identical (equal to about 180) to those retained for the nylon controls of the preceding tests 1 to 3.
- the construction denoted "A55 / - / 3/3" of the control cable C12 means that this cable is a double twist cable (T1, T2) which is simply a result of an operation of torsion (T2 of 310 t / m, D2 or S) of 3 different strands which were each prepared beforehand by an individual torsional operation in opposite direction (T1 of 310 t / m, D1 or Z) of 3 aramid yarns ( A) Title 55 tex.
- the cable concerned is a triple twist cable (T1, T2, T3) which is derived from an operation final torsion (T3 310 t / m, D2 or S) of 3 different strands which were each prepared beforehand by an intermediate twisting operation (T2 of 185 t / m) in the opposite direction (D1 or Z) of 3 pre -strands, each of the pre-strands consisting of 1 aramid single yarn (A) of title 55 tex which was previously twisted on itself during a first T1 twist operation (125 t / m) in the same direction D1 (Z).
- T1, T2, T3 which is derived from an operation final torsion (T3 310 t / m, D2 or S) of 3 different strands which were each prepared beforehand by an intermediate twisting operation (T2 of 185 t / m) in the opposite direction (D1 or Z) of 3 pre -strands, each of the pre-strands consisting of 1 aramid single yarn (A) of title
- the starting yarns are of course commercially available here sold by the company DuPont under the name “Kevlar” or by the company Teijin under the name “Twaron”.
- the belt tested comprises two layers of textile filamentary elements, the first layer comprising the cords whose performance is to be evaluated embedded in a pitch of 1.25 mm in two skims of composition of 0.4 mm each and a second layer of stiffening to prevent elongation of the first layer, this second layer comprising relatively rigid textile wire elements and comprising two aramid strands of 167 tex each twisted together at a twist of 315 turns per meter and embedded in a pitch of 0, 9 mm in two skims with a composition of 0.3 mm each.
- the axis of each cord is oriented in the longitudinal direction of the belt.
- This belt is then subjected to the following stresses: the belt around a roller of a given diameter is cyclically driven, using a crank-handle system, so that each elementary portion of the belt is subjected to a tension of 15 daN and undergo cycles of variation of curvature which make it pass from an infinite radius of curvature to a given radius of curvature, here 20 mm, and this during 190 000 cycles, with a frequency of 7 Hz.
- This variation of curvature of the belt causes the cord of the inner layer, the one closest to the roller, a given geometric compression rate according to the diameter of the roller chosen.
- the cords of the inner layer are extracted by shelling and the residual breaking force of the tired cords is measured.
- the residual apparent toughness (s') and the decay expressed in% of the apparent tenacity lost during the test are deduced. The higher the lapse, the worse endurance is the cable.
- the other notations of the cables E2 to E4 and 30 make it possible to mutatis mutandis identify the constructions corresponding to these cords.
- cords E1 to E4 and 30 are characterized by final torsional coefficients K3 which are very close and which make it possible to ensure that the superior properties of the optimized cords are due to the specific combination.
- final torsional coefficients K3 which are very close and which make it possible to ensure that the superior properties of the optimized cords are due to the specific combination.
- the decay of the cable E1 is the most important of the cords tested.
- the cord E2 comprises yarns having a title equal to 167 tex.
- the use of a relatively high titre leads, on the one hand, to an apparent toughness o the weakest of the cords tested and, on the other hand, to a relatively large diameter and therefore to a breaking strength of the web.
- Rn relatively low.
- the decay of the cable E2 is relatively high.
- the cord E3 has a relatively small diameter but at the price of apparent toughness o lower than the cord E1 and a resistance of ribbon Rn comparable to that of the cable E2, that is to say relatively low.
- the decay of the cable E3 is relatively high.
- the cord E4 has a diameter greater than that of the cord E3 and equivalent to the cord E1.
- the web incorporating the cord E4 has a breaking force Rn higher than the plies incorporating the cords E2 and E3.
- the E4 cabling has greatly improved decay. Although it has a diameter greater than that of the cord 30, the E4 cord has a very interesting compromise between reduced diameter, improved endurance and ease of manufacture.
- the optimized cord 30 has the best compromise between reduced diameter, improved endurance and ease of manufacture.
- the diameter of the optimized cord 30 is smaller than that of the cord E1. Such a diameter thus makes it possible to reduce the thicknesses of the ply, the mass thereof, the hysteresis of the tire and therefore the rolling resistance of the tire.
- the optimized cord has an apparent toughness equivalent to that of the cord E1.
- the breaking strength Rn is maintained at a level satisfactory compared to the cable E1.
- the optimized cord 30 has an endurance far superior to that of cords E1, E2 and E3.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Tires In General (AREA)
- Ropes Or Cables (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Abstract
L'invention concerne un pneumatique comprenant une armature de travail comprenant une unique nappe de travail, une armature de carcasse et une armature de frettage. Le ou les éléments filaires textiles de renfort de frettage (480), les éléments filaires de renfort de travail (460) et les éléments filaires de renfort de carcasse (440) sont agencés de façon à définir, en projection sur le plan circonférentiel équatorial (E), un maillage triangulaire. Le ou chaque élément filaire textile de renfort de frettage (480) estformé par un câblé (30) à triple torsion (T1, T2, T3), comportant un assemblage(25)constitué de N>1 brins (20a, 20b, 20c) retordus ensemble selon une torsion T3 et une direction D2, chaque brin étant constitué de M>1pré-brins, eux-mêmes tordus ensemble selon une torsion T2 (T2a, T2b, T2c) et une direction D1 opposée à D2, chaque pré-brin consistant lui-même en un filéqui a été tordu préalablement sur lui-même selon une torsion T1 et la direction D1, dans lequel au moins la moitié des N fois M filésest constitué de monofilaments élémentaires en polyamide aromatique ou en copolyamide aromatique.
Description
PNEUMATIQUE COMPRENANT UN CÂBLÉ TEXTILE ARAMIDE PERFECTIONNE À AU
MOINS TRIPLE TORSION
[001] La présente invention est relative aux éléments de renforcement ou « renforts » textiles utilisables pour le renforcement des pneumatiques pour véhicules dans lesquelles les sollicitations sont particulièrement importantes en raison d’une architecture du pneumatique particulière.
[002] Le textile est utilisé comme renfort depuis les origines du pneu. Les câblés textiles, fabriqués à partir de fibres textiles continues telles que des fibres en polyester, nylon, cellulose ou aramide, jouent on le sait un rôle important dans les pneumatiques, y compris dans les pneumatiques à hautes performances homologués pour rouler à très haute vitesse. Pour répondre aux exigences des pneumatiques, ils doivent présenter une forte résistance à la rupture, un module en extension élevé, une bonne endurance en fatigue et enfin une bonne adhésion aux matrices de caoutchouc ou autres polymères qu’ils sont susceptibles de renforcer.
[003] On rappellera simplement ici que ces retors ou câblés textiles, traditionnellement à double torsion (T1 , T2), sont préparés par un procédé dit de retordage (« twisting ») dans lequel :
au cours d’une première étape, chaque filé ou fibre multifilamentaire (en anglais « yarrt ») constitutive du câblé est tout d’abord individuellement tordue sur elle-même (selon une torsion initiale T1 ) dans une direction donnée D1 (respectivement sens S ou Z), pour former un brin (en anglais « strand ») dans lequel les filaments élémentaires se voient imposés une déformation en hélice autour de l’axe de fibre (ou axe du brin) ;
puis, au cours d’une seconde étape, plusieurs brins, généralement au nombre de deux, trois ou quatre, de natures identiques ou différentes dans le cas de câblés dits hybrides ou composites, sont ensuite retordus ensemble selon une torsion finale T2 (pouvant être égale à ou différente de T1 ) en direction opposée D2 (respectivement sens Z ou S, selon une nomenclature reconnue désignant l’orientation des spires selon la barre transversale d’un S ou d’un Z), pour l’obtention du câblé (en anglais « cord ») ou assemblage final à plusieurs brins.
[004] Le rôle du retordage est d’adapter les propriétés du matériau afin de créer la cohésion transversale du renfort, d’accroître sa tenue en fatigue et aussi d’améliorer l’adhésion avec la matrice renforcée.
[005] De tels câblés textiles, leurs constructions et procédés de fabrication sont bien connus de l’homme du métier. Ils ont été décrits en détail dans un grand nombre de documents, pour ne citer que quelques exemples dans les documents brevet EP 021 485, EP 220 642, EP 225 391 , EP 335 588, EP 467 585, US 3 419 060, US 3 977 172, US
4 155 394, US 5 558, 144, WO97/06294 ou EP 848 767, ou plus récemment WO2012/104279, WO2012/146612, WO2014/057082.
[006] Pour pouvoir renforcer des articles en caoutchouc tels que des pneumatiques, la résistance à la fatigue (endurance en extension, flexion, compression) de ces câblés textiles est primordiale. On sait que de manière générale, pour un matériau donné, elle est d’autant plus élevée que les torsions employées sont importantes, mais qu’en contrepartie, leur force à la rupture en extension (appelée ténacité lorsqu’elle est ramenée à l’unité de poids) diminue inexorablement lorsqu’augmente la torsion, ce qui bien entendu est pénalisant du point de vue du renforcement. Une fois fabriqués, les câblés textiles sont noyés dans une matrice polymérique, de préférence une matrice élastomérique, pour former un article ou produit semi-fini comprenant la matrice et les câblés textiles noyés dans la matrice. Afin de fabriquer des pneumatiques, l’article ou produit semi-fini présente une forme générale de nappe.
[007] Aussi, les concepteurs de câblés textiles, comme les fabricants de pneumatiques, sont en permanence à la recherche de câblés textiles dont les propriétés mécaniques, particulièrement force rupture et ténacité, pour un matériau et une torsion donnés, pourraient être améliorées.
[008] Ainsi, on connaît de l’état de la technique, notamment du document WO2016/166056, un pneumatique comprenant un sommet comprenant une bande de roulement, deux flancs, deux bourrelets, chaque flanc reliant chaque bourrelet au sommet, une armature de sommet s’étendant dans le sommet selon une direction circonférentielle du pneumatique, l’armature de sommet comprenant une armature de frettage comprenant une unique nappe de frettage comprenant au moins un élément filaire de renfort de frettage faisant un angle strictement inférieur à 10° avec la direction circonférentielle du pneumatique.
[009] Le pneumatique comprend une armature de carcasse ancrée dans chacun des bourrelets et s’étendant dans les flancs et dans le sommet, l’armature de sommet étant radialement intercalée entre l'armature de carcasse et la bande de roulement.
[010] L’armature de carcasse comprend une unique nappe de carcasse, l’unique nappe de carcasse comprenant des éléments filaires de renfort de carcasse.
[011] L’armature de sommet comprend une armature de travail comprenant une unique nappe de travail, l’unique nappe de travail comprend des éléments filaires de renfort de travail.
[012] Dans ce pneumatique, le ou les éléments filaires textiles de renfort de frettage, les éléments filaires de renfort de travail et les éléments filaires de renfort de carcasse sont agencés de façon à définir, en projection sur le plan circonférentiel équatorial, un maillage
triangulaire.
[013] Dans WO2016/166056, du fait de la suppression d’une nappe de travail par rapport à des pneumatiques comprenant deux nappes de travail, la nappe de frettage comprend des éléments filaires textiles ou métalliques de renfort de frettage de construction classique mais présentant tous des propriétés de force à rupture et de module relativement élevées et ce afin de compenser la suppression d’une des nappes de travail par rapport à un pneumatique classique dans lequel l’armature de travail comprend deux nappes de travail. Ainsi, de tels éléments filaires de renfort de frettage, s’ils assurent les propriétés de résistance mécanique du sommet, confèrent toutefois une endurance perfectible à l’armature de frettage. Cette endurance est d’autant plus nécessaire que, dans le cas d’une armature de sommet ne comprenant qu’une unique nappe de travail, la nappe de frettage est censée apporter à l’armature de sommet une partie de l’endurance perdue par la suppression d’une des nappes de travail.
[014] L’ invention a pour but un pneumatique comprenant une armature de travail comprenant une unique nappe de travail, ce pneumatique présentant des propriétés mécaniques élevées et une endurance améliorée.
[015] Ainsi, l’invention a pour objet un pneumatique comprenant un sommet comprenant une bande de roulement, deux flancs, deux bourrelets, chaque flanc reliant chaque bourrelet au sommet, une armature de sommet s’étendant dans le sommet selon une direction circonférentielle du pneumatique, l’armature de sommet comprenant une armature de frettage comprenant une unique nappe de frettage comprenant au moins un élément filaire textile de renfort de frettage faisant un angle strictement inférieur à 10° avec la direction circonférentielle du pneumatique, le pneumatique comprenant une armature de carcasse ancrée dans chacun des bourrelets et s’étendant dans les flancs et dans le sommet, l’armature de sommet étant radialement intercalée entre l'armature de carcasse et la bande de roulement,
l’armature de carcasse comprend une unique nappe de carcasse, l’unique nappe de carcasse comprenant des éléments filaires de renfort de carcasse,
l’armature de sommet comprend une armature de travail comprenant une unique nappe de travail, l’unique nappe de travail comprend des éléments filaires de renfort de travail, le ou les éléments filaires textiles de renfort de frettage, les éléments filaires de renfort de travail et les éléments filaires de renfort de carcasse sont agencés de façon à définir, en projection sur le plan circonférentiel équatorial, un maillage triangulaire, le ou chaque élément filaire textile de renfort de frettage étant formé par un câblé à triple torsion tel que défini ci-dessous.
[016] Le câblé ou retors textile du pneumatique selon l'invention est donc un câblé de
construction très spécifique, qui a pour caractéristiques essentielles de comporter un assemblage:
présentant une triple (c’est-à-dire trois) torsion T 1 , T2, T3;
l’assemblage étant constitué de N>1 brins, qui sont retordus ensemble selon une torsion finale T3 et une direction finale D2 (S ou Z) ;
chaque brin étant constitué de M>1 pré-brins eux-mêmes tordus ensemble selon une torsion intermédiaire T2 et une direction intermédiaire D1 (Z ou S) opposée à D2 (S ou Z) ;
chaque pré-brin consistant en un filé qui a été tordu préalablement sur lui-même selon une torsion initiale T1 et la direction initiale D1 (Z ou S).
[017] La moitié des N fois M filés est constituée de monofilaments élémentaires en polyamide aromatique ou en copolyamide aromatique.
[018] L’ invention consiste donc en l’utilisation d’une nappe de frettage comprenant des éléments filaires textiles de renfort de frettage présentant des propriétés mécaniques et une endurance élevées permettant de compenser la présence d’une seule nappe de travail dans l’armature de travail.
[019] En effet, la structure à triple torsion de l’élément filaire textile de renfort de frettage revendiquée permet d’obtenir, d’une part, une ténacité apparente et, d’autre part, une endurance bien supérieures à celles d’un élément filaire textile hybride classique tel que décrit dans WO2016/166056.
[020] Comme le démontrent les essais comparatifs ci-dessous, les filés constitués de monofilaments élémentaires en polyamide aromatique ou en copolyamide aromatique permettent d’obtenir un gain en ténacité, en ténacité apparente (ténacité rapport au diamètre apparent) et en endurance relativement élevé par rapport à des câblés analogues utilisant des filés comprenant des monofilaments élémentaires en polyester ou en nylon. Par monofilament élémentaire en polyamide aromatique ou copolyamide aromatique, on rappelle de manière bien connue qu’il s’agit d’un monofilament élémentaire de macromolécules linéaires formées de groupes aromatiques liés entre eux par des liaisons amides dont au moins 85% sont directement liées à deux noyaux aromatiques, et plus particulièrement de fibres en poly (p-phénylène téréphtalamide) (ou PPTA), fabriquées depuis fort longtemps à partir de compositions de filage optiquement anisotropes. Parmi les polyamides aromatiques ou copolyamides aromatiques, on pourra citer les polyarylamides (ou PAA, notamment connu sous la dénomination commerciale Ixef de la société Solvay), le poly(métaxylylène adipamide), les polyphtalamides (ou PPA, notamment connu sous la dénomination commerciale Amodel de la société Solvay), les polyamides semi-aromatiques amorphes (ou PA 6-3T, notamment connu sous la dénomination commerciale Trogamid de
la société Evonik), les para-aramides (ou poly(paraphénylène téréphtalamide ou PA PPD-T notamment connu sous la dénomination commerciale Kevlar de la société Du Pont de Nemours ou Twaron de la société Teijin).
[021] Le câblé à triple torsion du pneumatique selon l’invention est particulièrement avantageux du fait de son excellente endurance dans l’architecture particulièrement sollicitante du pneumatique de l’invention et de son diamètre réduit.
[022] Ainsi, grâce à son diamètre réduit, le câblé permet de réduire les épaisseurs de la nappe de frettage, la masse de celle-ci, l’hystérèse du pneumatique et donc la résistance au roulement du pneumatique. En effet, toute chose étant égale par ailleurs, plus l’épaisseur de la nappe de frettage est importante, plus l’hystérèse de celle-ci est élevée. En réduisant le diamètre, on réduit l’épaisseur totale de la nappe tout en maintenant l’épaisseur présente au dos de chaque câblé ce qui permet de maintenir les épaisseurs de découplage entre, d’une part, la bande de roulement et la nappe de frettage, et d’autre part, les nappes radialement intérieures à la nappe de frettage et la nappe de frettage. En outre, en maintenant l’épaisseur au dos de chaque câblé constante, on conserve la résistance au passage des agents corrosifs au travers de la nappe de frettage ce qui permet de protéger l’armature de travail, protection d’autant plus intéressante lorsque l’armature de travail ne comprend qu’une unique nappe de travail.
[023] Les pneumatiques de l'invention sont préférentiellement destinés à des véhicules à moteur du type tourisme, 4x4, "SUV" (Sport Utility Vehicles).
[024] Dans la présente demande, sauf indication expresse différente, tous les pourcentages (%) indiqués sont des pourcentages en masse.
[025] Tout intervalle de valeurs désigné par l'expression "entre a et b" représente le domaine de valeurs allant de plus de a à moins de b (c’est-à-dire bornes a et b exclues) tandis que tout intervalle de valeurs désigné par l'expression "de a à b" signifie le domaine de valeurs allant de a jusqu'à b (c’est-à-dire incluant les bornes strictes a et b).
[026] Toutes les propriétés (titre, module initial des filés, force à la rupture et ténacité) indiquées précédemment sont déterminées à 20°C sur des câblés écrus (c’est-à-dire non encollés) ou adhérisés (c’est-à-dire prêts à l’emploi ou extraits de l’article qu’ils renforcent) qui ont été soumis à un conditionnement préalable ; par "conditionnement préalable", on entend le stockage des câblés (après séchage) pendant au moins 24 heures, avant mesure, dans une atmosphère standard selon la norme européenne DIN EN 20139 (température de 20 ± 2°C ; hygrométrie de 65 ± 2 %).
[027] Le titre (ou densité linéique) des filés, pré-brins, brins ou des câblés est déterminé est déterminé selon la norme ASTM D 885/D 885M - 10a de 2014 ; le titre est donné en tex (poids en grammes de 1000 m de produit - rappel: 0, 111 tex égal à 1 denier).
[028] Les propriétés mécaniques en extension (ténacité, module initial, allongement à la rupture) sont mesurées de manière connue à l'aide d'une machine de traction « INSTRON » munie de pinces à embarrage du type « 4D » (pour force rupture inférieure à 100 daN) ou « 4E » (pour force rupture au moins égale à 100 daN), sauf indications différentes selon la norme ASTM D 885/D 885M - 10a de 2014. Les échantillons testés subissent une traction sur une longueur initiale de 400 mm pour les pinces 4D et 800 mm pour les pinces 4E, à une vitesse nominale de 200 mm/min, sous une prétension standard de 0,5 cN/tex. Tous les résultats donnés sont une moyenne de 10 mesures. Lorsque les propriétés sont mesurées sur des filés, ces derniers subissent de manière bien connue une très faible torsion préalable, dite « torsion de protection », correspondant à un angle d’hélice d’environ 6 degrés, avant positionnement et traction dans les pinces.
[029] Comme connu de l’homme du métier, la ténacité est la force à la rupture rapportée au titre, elle est exprimée en cN/tex. La ténacité apparente (en daN/mm2) est la force à la rupture rapportée à la section apparente S, avec S=(Pi* 0 2)/4, où 0 est le diamètre apparent qui est mesuré selon la méthode qui suit.
[030] On utilise un appareil qui, à l’aide d'un récepteur composé d'un système optique collecteur, d'une photodiode et d'un amplificateur, permet de mesurer l’ombre d’un câblé éclairé par un faisceau LASER de lumière parallèle avec une précision de 0,1 micromètre. Un tel appareil est commercialisé par exemple par la société Z-Mike, sous la référence « 1210 ». La méthode consiste à fixer sur une table mobile motorisée, sous une prétension standard de 0,5 cN/tex, un échantillon du câblé dont on souhaite mesurer le diamètre, ayant subi un conditionnement préalable. Solidaire de la table mobile, le câblé est déplacé perpendiculairement au système de mesure d’ombre portée à une vitesse de 25 mm/s et coupe orthogonalement le faisceau LASER. Au moins 200 mesures d’ombres portées sont effectuées sur une longueur de 420 mm de câblé ; la moyenne de ces mesures d’ombre portée représente le diamètre apparent 0.
[031] On calcule la force à rupture d’une nappe à partir d’une courbe force-allongement obtenue en appliquant la norme ASTM D 885/D 885M - 10a de 2014 à un câblé de la nappe. On détermine la force à rupture de la nappe en multipliant la force à rupture du câblé par le nombre de câblés par mm de nappe, ce nombre étant déterminé selon une direction perpendiculaire à la direction selon laquelle les câblés s’étendent dans la nappe.
[032] Par direction axiale, on entend la direction sensiblement parallèle à l’axe de rotation du pneumatique.
[033] Par direction circonférentielle, on entend la direction qui est sensiblement perpendiculaire à la fois à la direction axiale et à un rayon du pneumatique (en d’autres termes, tangente à un cercle dont le centre est sur l’axe de rotation du pneumatique).
[034] Par direction radiale, on entend la direction selon un rayon du pneumatique, c’est-à- dire une direction quelconque intersectant l’axe de rotation du pneumatique et sensiblement perpendiculairement à cet axe.
[035] Par plan médian (noté M), on entend le plan perpendiculaire à l’axe de rotation du pneumatique qui est situé à mi-distance des deux bourrelets et passe par le milieu de l’armature de sommet.
[036] Par plan circonférentiel équatorial (noté E), on entend le plan théorique passant par l’équateur du pneumatique, perpendiculaire au plan médian et à la direction radiale. L’équateur du pneumatique est, dans un plan de coupe circonférentielle (plan perpendiculaire à la direction circonférentielle et parallèle aux directions radiale et axiales) l’axe parallèle à l’axe de rotation du pneumatique et située à équidistance entre le point radialement le plus externe de la bande de roulement destiné à être au contact avec le sol et le point radialement le plus interne du pneumatique destiné à être en contact avec un support, par exemple une jante, la distance entre ces deux points étant égale à H.
[037] Par orientation d’un angle, on entend le sens, horaire ou anti-horaire, dans lequel il faut tourner à partir d’une droite de référence, ici la direction circonférentielle du pneumatique, définissant l’angle pour atteindre l’autre droite définissant l’angle.
[038] Par câblé ou assemblage ayant une triple torsion (c’est-à-dire trois torsions), l’homme du métier comprendra immédiatement que trois opérations consécutives de détorsion (ou torsion en sens inverse) sont donc nécessaires pour « déconstruire » le câblé ou l’assemblage de l'invention et « remonter » aux filés initiaux le constituant, c’est-à-dire retrouver les filés (fibres comprenant les monofilaments élémentaires) de départ dans leur état initial c’est-à-dire dépourvu de torsion. Dit autrement, il y a exactement trois (ni deux, ni quatre) opérations de torsion successives pour constituer le câblé ou l’assemblage de l'invention, et non deux comme c’est le cas habituellement.
[039] Avantageusement, chaque filé est constitué de monofilaments élémentaires en polyamide aromatique ou en copolyamide aromatique.
[040] Avantageusement, N va de 2 à 6, de préférence de 2 à 4.
[041] Avantageusement, M va de 2 à 6, de préférence de 2 à 4.
[042] De manière bien connue de l’homme du métier, les torsions peuvent être mesurées et exprimées de deux manières différentes, soit et de manière simple en nombre de tours par mètre (t ;m 1), soit et ce qui est plus rigoureux lorsqu’on souhaite comparer des matériaux de natures (masses volumiques) et/ou de titres différents, en angle d’hélice ou ce qui est équivalent sous forme d’un facteur de torsion K.
[043] Le facteur de torsion K est lié à la torsion T (ici, par exemple, respectivement T1 , T2 et T3) selon la relation connue qui suit :
K = (Torsion T) x [(Titre / (1000.p)]1/2 dans laquelle la torsion T des monofilaments élémentaires (constitutifs du pré-brin, brin ou retors) est exprimée en tours par mètre, le titre est exprimé en tex (poids en gramme de 1000 mètres de pré-brin, brin ou retors), et enfin p est la densité ou masse volumique (en g/cm3) du matériau constitutif du pré-brin, brin ou retors (environ 1 ,50 g/cm3 pour la cellulose, 1 ,44 g/cm3 pour l’aramide, 1 ,38 g/cm3 pour un polyester tel que PET, 1 ,14 g/cm3 pour le nylon) ; dans le cas d’un câblé hybride, p est bien entendu une moyenne des densités pondérée par les titres respectifs des matériaux constitutifs des pré-brins, brins ou retors.
[044] Préférentiellement, la torsion T1 exprimée en tours par mètre (t.m 1) va de 10 à 350, plus préférentiellement de 20 à 200.
[045] Selon un mode de réalisation préférentiel, chaque pré-brin présente un coefficient de torsion K1 allant de 2 à 80, plus préférentiellement de 6 à 70.
[046] Selon un mode de réalisation préférentiel, la torsion T2 exprimée en tours par mètre va de préférence de 25 à 470, plus préférentiellement de 35 à 400.
[047] Selon un mode de réalisation préférentiel, chaque brin présente un coefficient de torsion K2 allant de 10 à 150, plus préférentiellement de 20 à 130.
[048] Selon un mode de réalisation préférentiel, la torsion T3 exprimée en tours par mètre va de préférence de 30 à 600, plus préférentiellement de 80 à 500.
[049] Selon un mode de réalisation préférentiel, le câblé de l'invention présente un coefficient de torsion K3 allant de 50 à 500, plus préférentiellement de 80 à 230.
[050] De préférence, T2 est supérieure à T1 (T1 et T2 étant notamment exprimées en t.m 1)·
[051] Selon un autre mode préférentiel, combiné ou non au précédent, T3 est supérieure à T2 (T2 et T3 étant notamment exprimées en t.m 1), T2 allant plus préférentiellement de 0,2 fois T3 à 0,95 fois T3, en particulier de 0,4 fois T3 à 0,8 fois T3.
[052] Selon un mode de réalisation préférentiel permettant d’améliorer encore davantage l’endurance, la somme T 1 +T2 va de 0,8 fois T3 à 1 ,2 fois T3, plus préférentiellement de 0,9 fois T3 à 1 ,1 fois T3 (T1 , T2 et T3 étant notamment exprimées en t.m 1), T1 +T2 étant en particulier préférentiellement égale à T3.
[053] Dans une première variante préférée, chaque filé présente un titre allant de 45 à 65 tex, de préférence de 50 à 60 tex, et plus préférentiellement chaque filé présente un titre égal à 55 tex. Dans cette première variante préférée, on a préférentiellement, N=3 et M=3. Une telle combinaison de titre, de nombre de brins et de pré-brins permet de maximiser l’endurance en flexion-compression tout en contenant le diamètre du câble qu’il n’est pas
souhaitable de voir grossir, un tel grossissement de diamètre conduisant inévitablement à épaissir l’armature de frettage et ce malgré une ténacité apparente du câblé textile satisfaisante. De plus, la fabrication de ce câblé ne nécessite pas de modifications importantes des installations de retordage existantes. En effet, les installations de retordage existantes peuvent facilement retordre 2 ou 3 brins ou pré-brins ensemble alors que le retordage de 4 ou plus brins ou pré-brins nécessiterait de modifier l’ensemble de l’installation à savoir les moyens d’alimentation ainsi que les moyens de retordage. De telles modifications seraient coûteuses et nécessiteraient de plus l’arrêt des installations existantes. Enfin, un tel câblé nécessite 9 filés et donc 9 étapes de fabrication de pré-brins ce qui est relativement court ou ne nécessite pas d’utiliser de nombreuses machines de retordage simultanément par rapport à d’autres câblés à tripe torsion.
[054] Dans cette première variante, la torsion T1 exprimée en tours par mètre (t.m 1) va avantageusement de 125 à 165.
[055] Dans cette première variante, chaque pré-brin présente un coefficient de torsion K1 allant avantageusement de 24 à 28.
[056] Dans cette première variante, la torsion T2 exprimée en tours par mètre va avantageusement de 190 à 210.
[057] Dans cette première variante, chaque brin présente un coefficient de torsion K2 allant avantageusement de 62 à 69.
[058] Dans cette première variante, la torsion T3 exprimée en tours par mètre va avantageusement de 310 à 370.
[059] Dans cette première variante, le câblé présente un coefficient de torsion K3 allant avantageusement de 170 à 210.
[060] Dans cette première variante, le câblé présente une ténacité apparente élevée, ici avantageusement supérieure ou égale à 140 daN.mm 2, de préférence supérieure ou égale à 150 daN.mm 2
[061] Dans cette première variante, de façon très avantageuse, le câblé présente un diamètre relativement faible, ici avantageusement inférieur ou égal à 0,95 mm, de préférence inférieur ou égal à 0,90 mm et plus préférentiellement inférieur ou égal à 0,86 mm.
[062] Dans une deuxième variante préférée, chaque filé présente un titre allant de 90 à 130 tex, de préférence de 100 à 120 tex, et plus préférentiellement chaque filé présente un titre égal à 110 tex. Dans cette première variante préférée, on a préférentiellement, N=3 et M=2. Une telle combinaison de titre, de nombre de brins et de pré-brins permet de maximiser l’endurance en flexion-compression tout en contenant le diamètre du câble qu’il n’est pas souhaitable de voir grossir, un tel grossissement de diamètre conduisant
inévitablement à épaissir l’armature de frettage et ce malgré une ténacité apparente du câblé textile satisfaisante. De plus, la fabrication de ce câblé ne nécessite pas de modifications importantes des installations de retordage existantes. En effet, les installations de retordage existantes peuvent facilement retordre 2 ou 3 brins ou pré-brins ensemble alors que le retordage de 4 ou plus brins ou pré-brins nécessiterait de modifier l’ensemble de l’installation à savoir les moyens d’alimentation ainsi que les moyens de retordage. De telles modifications seraient coûteuses et nécessiteraient de plus l’arrêt des installations existantes. Enfin, un tel câblé nécessite 6 filés et donc 6 étapes de fabrication de pré-brins ce qui est relativement court ou ne nécessite pas d’utiliser de nombreuses machines de retordage simultanément par rapport à d’autres câblés à tripe torsion.
[063] Dans cette deuxième variante, la torsion T1 exprimée en tours par mètre (t.m 1) va avantageusement de 105 à 135.
[064] Dans cette deuxième variante, chaque pré-brin présente un coefficient de torsion K1 allant avantageusement de 30 à 40.
[065] Dans cette deuxième variante, la torsion T2 exprimée en tours par mètre va avantageusement de 170 à 190.
[066] Dans cette deuxième variante, chaque brin présente un coefficient de torsion K2 allant avantageusement de 69 à 86.
[067] Dans cette deuxième variante, la torsion T3 exprimée en tours par mètre va avantageusement de 280 à 330.
[068] Dans cette deuxième variante, le câblé présente un coefficient de torsion K3 allant avantageusement de 170 à 210.
[069] Dans cette deuxième variante, le câblé présente une ténacité apparente élevée, ici avantageusement supérieure ou égale à 115 daN.mm 2, de préférence supérieure ou égale à 130 daN.mm 2.
[070] Dans cette deuxième variante, de façon très avantageuse, le câblé présente un diamètre relativement faible, ici avantageusement inférieur ou égal à 1 ,03 mm, de préférence inférieur ou égal à 1 ,00 mm et plus préférentiellement inférieur ou égal à 0,98 mm.
[071] Conformément à l’invention, l’armature de frettage comprend une unique nappe de frettage. Ainsi, l’armature de frettage est, à l’exception de la nappe de frettage, dépourvue de toute nappe renforcée par des éléments de renfort filaires. Les éléments de renfort filaires de telles nappes renforcées exclues de l’armature de frettage du pneumatique comprennent les éléments de renfort filaires métalliques et les éléments de renfort filaires textiles. De façon très préférentielle, l’armature de frettage est constituée par une nappe de frettage.
[072] Dans des modes de réalisation préférés, le ou chaque élément filaire textile de renfort de frettage fait un angle inférieur ou égal à 7°, et plus préférentiellement inférieur ou égal à 5° avec la direction circonférentielle du pneumatique.
[073] Conformément à l’invention, l’armature de carcasse comprend une unique nappe de carcasse. Ainsi, l’armature de carcasse est, à l’exception de la nappe de carcasse, dépourvue de toute nappe renforcée par des éléments de renfort filaires. Les éléments de renfort filaires de telles nappes renforcées exclues de l’armature de carcasse du pneumatique comprennent les éléments de renfort filaires métalliques et les éléments de renfort filaires textiles. De façon très préférentielle, l’armature de carcasse est constituée par une nappe de carcasse.
[074] Avantageusement, les éléments filaires de renfort de carcasse sont ancrés dans chaque bourrelet et s’étendent d’un bourrelet à l’autre du pneumatique en passant dans chaque flanc et le sommet.
[075] Dans un mode de réalisation, chaque élément filaire de renfort de carcasse fait un angle ACi supérieur ou égal à 55°, de préférence allant de 55° à 80° et plus préférentiellement de 60° à 70°, avec la direction circonférentielle du pneumatique dans le plan médian du pneumatique. Ainsi, les éléments filaires de renfort de carcasse, de par l’angle formé avec la direction circonférentielle, participe à la formation d’un maillage triangulaire dans le sommet du pneumatique.
[076] Dans un mode de réalisation, chaque élément filaire de renfort de carcasse faisant un angle AC2 supérieur ou égal à 85° avec la direction circonférentielle du pneumatique dans le plan circonférentiel équatorial du pneumatique. Les éléments filaires de renfort de carcasse sont sensiblement radiaux dans chaque flanc, c’est-à-dire sensiblement perpendiculaires à la direction circonférentielle, ce qui permet de conserver tous les avantages d’un pneumatique à carcasse radiale.
[077] Conformément à l’invention, l’armature de sommet comprend une armature de travail comprenant une unique nappe de travail. Ainsi, l’armature de travail est, à l’exception de la nappe de travail, dépourvue de toute nappe renforcée par des éléments de renfort filaires. Les éléments de renfort filaires de telles nappes renforcées exclues de l’armature de travail du pneumatique comprennent les éléments de renfort filaires métalliques et les éléments de renfort filaires textiles. De façon très préférentielle, l’armature de travail est constituée par une nappe de travail. Comme expliqué ci-dessus, les propriétés d’endurance de l’armature de frettage conférées par le câblé permettent de supprimer avantageusement une nappe de travail de l’armature de travail par rapport à un pneumatique classique dans lequel l’armature de travail comprend deux nappes de travail. On obtient un pneumatique significativement allégé.
[078] Dans le pneumatique décrit, le sommet comprend la bande de roulement et l’armature de sommet. On entend par bande de roulement une bande de matériau polymérique, de préférence élastomérique, délimitée :
radialement vers l’extérieur, par une surface destinée à être au contact d’un sol et radialement vers l’intérieur, par l’armature de sommet.
[079] La bande de matériau polymérique est constituée d’une nappe d’un matériau polymérique, de préférence élastomérique ou bien constituée d’un empilement de plusieurs nappes, chaque nappe étant constituée d’un matériau polymérique, de préférence élastomérique.
[080] Conformément à l’invention, l’armature de sommet comprend une unique armature de frettage et une unique armature de travail. Ainsi, l’armature de sommet est, à l’exception de l’armature de frettage et de l’armature de travail, dépourvue de toute armature renforcée par des éléments de renfort. Les éléments de renfort de telles armatures exclues de l’armature de sommet du pneumatique comprennent les éléments de renfort filaires métalliques et les éléments de renfort filaires textiles. De façon très préférentielle, l’armature de sommet est constituée de l’armature de frettage et de l’armature de travail.
[081] Dans un mode de réalisation très préférentiel, le sommet est, à l’exception, de l’armature de sommet, dépourvue de toute armature renforcée par des éléments de renfort. Les éléments de renfort de telles armatures exclues du sommet du pneumatique comprennent les éléments de renfort filaires métalliques et les éléments de renfort filaires textiles. De façon très préférentielle, le sommet est constitué par la bande de roulement et l’armature de sommet.
[082] Dans un mode de réalisation très préférentiel, l’armature de carcasse est agencée directement radialement au contact de l’armature de sommet et l’armature de sommet est agencée directement radialement au contact de la bande de roulement. Dans ce mode de réalisation très préférentiel, l’unique nappe de frettage et l’unique nappe de travail sont avantageusement agencées directement radialement au contact l’une de l’autre.
[083] Par directement radialement au contact, on comprend que les objets considérés directement radialement au contact l’un de l’autre, ici les nappes, armatures ou la bande de roulement, ne sont séparés radialement par aucun objet, par exemple par aucune nappe, armature ni bande qui serait interposé radialement entre les objets considérés directement radialement au contact l’un de l’autre.
[084] Dans un mode de réalisation préféré, l’armature de frettage est radialement intercalée entre l’armature de travail et la bande de roulement.
[085] Avantageusement, l’unique nappe de travail étant délimitée axialement par deux bords axiaux, chaque bord axial étant agencé radialement à l’extérieur de chaque flanc, les
éléments filaires de renfort de travail s’étendent d’un bord axial à l’autre bord axial de l’unique nappe de travail.
[086] Dans un mode de réalisation, chaque élément filaire de renfort de travail fait un angle AT supérieur ou égal à 10°, de préférence allant de 30° à 50° et plus préférentiellement de 35° à 45° avec la direction circonférentielle du pneumatique dans le plan médian du pneumatique. Ainsi, les éléments filaires de renfort de travail, de par l’angle formé avec la direction circonférentielle, participent à la formation d’un maillage triangulaire dans le sommet du pneumatique.
[087] Conformément à l’invention, le ou les éléments filaires textiles de renfort de frettage, les éléments filaires de renfort de travail et les éléments filaires de renfort de carcasse sont agencés de façon à définir, en projection sur le plan circonférentiel équatorial, un maillage triangulaire. Un tel maillage permet d’obtenir un comportement mécanique similaire à celui d’un pneumatique classique de l’état de la technique comprenant une nappe de frettage, deux nappes de travail et une nappe de carcasse.
[088] Afin de former un maillage triangulaire le plus efficace possible, l’orientation de l’angle AT et l’orientation de l’angle ACi sont préférentiellement opposées par rapport à la direction circonférentielle du pneumatique.
[089] Avantageusement, les éléments filaires de renfort de chaque nappe sont noyés dans une matrice élastomérique. Les différentes nappes peuvent comprendre la même matrice élastomérique ou bien des matrices élastomériques distinctes.
[090] Par matrice élastomérique, on entend une matrice présentant, à l’état réticulé, un comportement élastomérique. Une telle matrice est avantageusement obtenue par réticulation d’une composition comprenant au moins un élastomère et au moins un autre composant. De préférence, la composition comprenant au moins un élastomère et au moins un autre composant comprend un élastomère, un système de réticulation et une charge. Les compositions utilisées pour ces nappes sont des compositions conventionnelles pour calandrage de renforts, typiquement à base de caoutchouc naturel ou autre élastomère diénique, d’une charge renforçante telle que du noir de carbone, d'un système de vulcanisation et des additifs usuels. L'adhésion entre le câblé de l'invention et la matrice dans laquelle il est noyé est assurée par exemple par une composition adhésive usuelle, par exemple une colle du type RFL ou colle équivalente.
[091] Avantageusement, chaque élément filaire de renfort de travail est métallique. Par élément filaire métallique, on entend par définition un élément filaire formé d’un ou d’un assemblage de plusieurs fils constitués intégralement (pour 100% des fils) d'un matériau métallique. Un tel élément filaire métallique est préférentiellement mis en oeuvre avec un ou des fils en acier, plus préférentiellement en acier perlitique (ou ferrito-perlitique) au carbone
désigné ci-après par "acier au carbone", ou encore en acier inoxydable (par définition, acier comportant au moins 11 % de chrome et au moins 50% de fer). Mais il est bien entendu possible d'utiliser d'autres aciers ou d'autres alliages. Lorsqu'un acier au carbone est avantageusement utilisé, sa teneur en carbone (% en poids d'acier) va de préférence de 0,2% à 1 ,2%, notamment de 0,5% à 1 ,1 % ; ces teneurs représentent un bon compromis entre les propriétés mécaniques requises pour le pneumatique et la faisabilité des fils. Le métal ou l'acier utilisé, qu'il s'agisse en particulier d'un acier au carbone ou d'un acier inoxydable, peut être lui-même revêtu d'une couche métallique améliorant par exemple les propriétés de mise en oeuvre du câble métallique et/ou de ses éléments constitutifs, ou les propriétés d'usage du câble et/ou du pneumatique eux-mêmes, telles que les propriétés d'adhésion, de résistance à la corrosion ou encore de résistance au vieillissement. Selon un mode de réalisation préférentiel, l'acier utilisé est recouvert d'une couche de laiton (alliage Zn-Cu) ou de zinc.
[092] L'invention ainsi que ses avantages seront aisément compris à la lumière de la description détaillée et des exemples de réalisation non limitatifs qui suivent, ainsi que des figures 1 à 6 relatives à ces exemples qui schématisent (sauf indication contraire, sans respect d'une échelle spécifique) :
en coupe transversale, une fibre textile multifilamentaire conventionnelle (ou filé), tout d’abord à l’état initial (5) c’est-à-dire dépourvu de torsion, puis après une première opération de torsion T1 dans la direction D1 , pour formation d’un filé tordu sur lui-même ou « pré-brin » (10) (Fig. 1 ) ;
en coupe transversale, l’assemblage de 3 filés (10a, 10b, 10c) tels que ci-dessus remplissant la fonction de pré-brins (tordus préalablement selon T1 a, T1 b, T1c dans la même direction D1 ) qui sont assemblés par une deuxième opération de torsion T2 toujours dans la même direction D1 , pour formation d’un brin (20) destiné au câblé selon l’invention (Fig. 2) ;
en coupe transversale, l’assemblage (25) de 3 brins (20a, 20b, 20c) tels que ci- dessus (tordus préalablement selon T2a, T2b, T2c dans la même direction D1 ) qui sont assemblés par une troisième opération de torsion T3 cette fois dans la direction D2 opposée à la direction D1 , pour formation d’un câblé (30) à triple torsion (T1 , T2, T3) conforme à l'invention (Fig. 3) ;
une vue en coupe perpendiculaire à la direction circonférentielle d’un pneumatique selon l’invention (Fig. 4) ;
une vue en arraché du pneumatique de la figure 4 illustrant la projection sur le plan circonférentiel équatorial E des éléments de filaire de renfort de frettage, des
éléments filaires de renfort de travail et des éléments filaires de renfort de carcasse (Fig. 5) ;
une vue des éléments filaires de renfort de carcasse agencés dans le flanc du pneumatique de la figure 4 en projection sur le plan médian M du pneumatique (Fig. 6).
[093] Tout d’abord, la figure 1 schématise, en coupe transversale, une fibre textile multifilamentaire conventionnelle 5, encore appelé « filé » (en anglais « yarrt »), à l’état initial c’est-à-dire dépourvu de torsion ; de manière bien connue, un tel filé est formé d’une pluralité de monofilaments élémentaires 50, typiquement plusieurs dizaines à plusieurs centaines, de diamètre très fin généralement inférieur à 25 pm. Ici, chaque filé 5 est constitué de monofilaments élémentaires en polyamide aromatique ou en copolyamide aromatique et présente un titre allant de 45 à 65 tex, de préférence de 50 à 60 tex et plus préférentiellement égal à 55 tex.
[094] Durant une première opération de torsion T1 (première torsion) exprimée en tours par mètre allant de 10 à 350 tours. m 1, de préférence de 20 à 200 tours. m 1 et plus préférentiellement de 125 à 165 tours. m 1, et ici égale à 140 tours. m 1 dans une direction D1 (ici Z), le filé initial 5 est transformé en un filé tordu sur lui-même appelé « pré-brin » 10. Dans ce pré-brin 10, les monofilaments élémentaires 50 se voient ainsi imposés une déformation en hélice autour de l’axe de fibre (ou axe du pré-brin).
[095] Comme illustré à la figure 2, chacun des M=3 pré-brins 10a, 10b, 10c est caractérisé par une première torsion T1 spécifique (par exemple ici, T1a, T1 b, T1c) qui peut être égale (dans le cas général, c’est-à-dire qu’ici on a par exemple T1 a = T1 b = T1c) ou différente d’un brin à l’autre. Ici, chacun des M=3 pré-brins 10a, 10b, 10c présente un coefficient de torsion K1 allant de 2 à 80, de préférence de 6 à 70 et plus préférentiellement de 24 à 28 et ici égal à 27.
[096] Puis, toujours en référence à la figure 2, les M=3 pré-brins 10a, 10b, 10c sont ensuite eux-mêmes tordus ensemble, dans la même direction D1 (ici Z) que précédemment, selon une torsion intermédiaire T2 (deuxième torsion) allant de 25 à 470 tours. m 1, de préférence de 35 à 400 tours. m 1, plus préférentiellement de 190 à 210 tours. m 1 et ici égale à 200 tours. m 1 pour formation d’un « brin » 20.
[097] Comme illustré à la figure 3, chacun des N=3 brins 20a, 20b, 20c est caractérisé par une deuxième torsion T2 spécifique (par exemple ici, T2a, T2b, T2c) qui peut être égale (dans le cas général, c’est-à-dire qu’ici on a par exemple T2a = T2b = T2c) ou différente d’un brin à l’autre. Ici, chacun des N=3 brins 20a, 20b, 20c présente un coefficient de torsion K2 allant de 10 à 150, de préférence de 20 à 130 et plus préférentiellement de 62 à 69 et ici égal à 68. On notera que T2=200 tours. m 1 est supérieure à T1 =100 tours. m 1.
[098] Enfin, toujours en référence à la figure 3, N=3 brins 20a, 20b, 20c sont ensuite eux- mêmes tordus ensemble, dans la direction D2 opposée à D1 (ici S), selon une torsion finale T3 (troisième torsion) allant de 30 à 600 tours. m 1, de préférence de 80 à 500 tours. m 1 et plus préférentiellement de 310 à 370 tours. m 1 et ici égale à 340 tours. m 1 pour formation de l’assemblage 25 du câblé 30 conforme à l'invention. Le câblé 30 présente alors coefficient de torsion K3 allant de 50 à 500, de préférence de 80 à 230 et ici égal à 199.
[099] On notera que T3=340 tours. m 1 est supérieure à T2=200 tours. m 1. En outre, T2 va de 0,2 fois T3 à 0,95 fois T3, de préférence de 0,4 fois T3 à 0,8 fois T3. Ici, T2=0,59 fois T3. De plus, la somme T 1 +T2 est comprise va de 0,8 fois T3 à 1 ,2 fois T3, de préférence de 0,9 fois T3 à 1 ,1 fois T3 et ici T 1 +T2=T3.
[0100] Dans un premier mode de réalisation, le câblé 30 est formé par l’assemblage 25 écru. On parle alors de câblé écru. Un câblé écru est tel que les monofilaments élémentaires constituants le câblé sont issus du procédé de fabrication du câblé sans qu’aucun revêtement ayant une fonction d’adhésion ne vienne recouvrir monofilaments élémentaires. Ainsi, un câblé écru peut être nu, c’est-à-dire que le ou les matériaux constituants le câblé ne sont revêtus d’aucun revêtement, ou bien peut être ensimé, c’est-à- dire revêtu d’une composition d’ensimage ayant notamment pour fonctions de faciliter le glissement du ou des matériaux constituants le câblé lors de son procédé de fabrication et d’éviter l’accumulation des charges électrostatiques.
[0101] Dans un deuxième mode de réalisation, le câblé 30 comprend l’assemblage 25 et une couche externe d’une composition adhésive. On parle alors de câblé adhérisé. Ainsi, après fabrication de l’assemblage 25 écru, on revêt l’assemblage 25 écru d’une couche externe d’une composition adhésive thermoréticulable et on traite thermiquement l’assemblage 25 écru revêtu de la couche externe de façon à réticuler la composition adhésive pour obtenir l’assemblage 25 adhérisé qui forme alors le câblé 30.
[0102] Dans un troisième mode de réalisation, le câblé 30 comprend l’assemblage 25 et deux couches de compositions adhésives. Ainsi, après fabrication de l’assemblage 25 écru, on revêt l’assemblage 25 écru d’une couche intermédiaire d’une première composition adhésive thermoréticulable, on traite thermiquement l’assemblage 25 écru revêtu de la couche intermédiaire de façon à réticuler la première composition adhésive pour obtenir un assemblage 25 pré-adhérisé. Puis, on revêt l’assemblage 25 pré-adhérisé d’une couche externe d’une deuxième composition adhésive thermoréticulable et on traite thermiquement l’assemblage 25 pré-adhérisé revêtu de la couche externe de façon à réticuler la deuxième composition adhésive pour obtenir l’assemblage 25 adhérisé qui forme alors le câblé 30.
[0103] Le câblé 30 présente une ténacité apparente supérieure ou égale à 140 daN.mm 2, de préférence supérieure ou égale à 150 daN.mm 2 et ici égale à 157 daN.mm 2. Le câblé 30
présente un diamètre inférieur ou égal à 0,95 mm, de préférence inférieur ou égal à 0,90 mm et plus préférentiellement inférieur ou égal à 0,86 mm et ici égal à 0,84 mm.
[0104] Dans les figures 4 à 6, on a représenté un repère X, Y, Z correspondant aux directions habituelles respectivement axiale (X), radiale (Y) et circonférentielle (Z) d’un pneumatique.
[0105] On a représenté sur la figure 4 un pneumatique, conforme à l’invention et désigné par la référence générale 100. Le pneumatique 100 est sensiblement de révolution autour d’un axe sensiblement parallèle à la direction axiale X. Le pneumatique 100 est ici destiné à un véhicule de tourisme.
[0106] Le pneumatique 100 comporte un sommet 120 comprenant une bande de roulement 200 et une armature de sommet 140 s’étendant dans le sommet 120 selon la direction circonférentielle Z.
[0107] L’armature de sommet 140 comprend une armature de travail 160 comprenant une unique nappe de travail 180 et une armature de frettage 170 comprenant une unique nappe de frettage 190. Ici, l’armature de travail 160 est constituée de la nappe de travail 180 et l’armature de frettage 170 est constituée de la nappe de frettage 190.
[0108] L’armature de sommet 140 est surmontée de la bande de roulement 200. Ici, l’armature de frettage 170, ici la nappe de frettage 190, est radialement intercalée entre l’armature de travail 160 et la bande de roulement 200.
[0109] Le pneumatique 100 comprend deux flancs 220 prolongeant le sommet 120 radialement vers l'intérieur. Le pneumatique 100 comporte en outre deux bourrelets 240 radialement intérieurs aux flancs 220 et comportant chacun une structure annulaire de renfort 260, en l'occurrence une tringle 280, surmontée d'un masse de gomme 300 de bourrage, ainsi qu'une armature de carcasse radiale 320. L’armature de sommet 140 est située radialement entre l’armature de carcasse 320 et la bande de roulement 200. Chaque flanc 220 relie chaque bourrelet 240 au sommet 120.
[0110] L’armature de carcasse 320 comporte une unique nappe de carcasse 340. L’armature de carcasse 320 est ancrée dans chacun des bourrelets 240 par un retournement autour de la tringle 280 de manière à former dans chaque bourrelet 240 un brin aller 380 s'étendant depuis les bourrelets 240 dans les flancs 220 et dans le sommet 120, et un brin retour 400, l'extrémité radialement extérieure 420 du brin retour 400 étant radialement à l’extérieur de la structure annulaire de renfort 260. L'armature de carcasse 320 s'étend ainsi depuis les bourrelets 240 à travers les flancs 220 jusque dans le sommet 120. Dans ce mode de réalisation, l’armature de carcasse 320 s’étend également axialement au travers du sommet 120. L’armature de sommet 140 est radialement intercalée entre l’armature de carcasse 320 et la bande de roulement 200.
[0111] Chaque nappe de travail 180, de frettage 190 et de carcasse 340 comprend une matrice élastomérique dans laquelle sont noyés un ou des éléments de renfort de la nappe correspondante.
[0112] En référence à la figure 5, l’unique nappe de carcasse 340 comprend des éléments filaires de renfort de carcasse 440 ancrés dans chaque bourrelet 240 et s’étendent d’un bourrelet à l’autre du pneumatique 100 en passant dans chaque flanc 220 et le sommet 120. Chaque élément filaire de renfort de carcasse 440 fait un angle ACi supérieur ou égal à 55°, de préférence allant de 55° à 80° et plus préférentiellement de 60° à 70°, avec la direction circonférentielle Z du pneumatique 100 dans le plan médian M du pneumatique 100, autrement dit dans le sommet 120.
[0113] En référence à la figure 6 qui est une vue simplifiée où, compte tenu de l’échelle, tous les éléments filaires de renfort de carcasse 440 sont représentés parallèles les uns aux autres, chaque élément filaire de renfort de carcasse 440 fait un angle AC2 supérieur ou égal à 85° avec la direction circonférentielle Z du pneumatique 100 dans le plan circonférentiel équatorial E du pneumatique 100, autrement dit dans chaque flanc 220.
[0114] Dans cet exemple, on prend comme convention qu’un angle orienté dans le sens anti-horaire à partir de la droite de référence, ici la direction circonférentielle Z, est de signe positif et qu’un angle orienté dans le sens horaire à partir de la droite de référence, ici la direction circonférentielle Z, est de signe négatif. En l’espèce, ACi=+67° et AC2=+90°.
[0115] En référence à la figure 5, l’unique nappe de travail 180 comprend des éléments filaires de renfort de travail 460. L’unique nappe de travail étant délimitée axialement par deux bords axiaux B définissant axialement la largeur LT de la nappe de travail 180, chaque bord axial B est agencé radialement à l’extérieur de chaque flanc 220. Les éléments filaires de renfort de travail 460 s’étendent d’un bord axial B à l’autre bord axial B de l’unique nappe de travail 180.
[0116] Chaque élément filaire de renfort de travail 460 fait un angle AT supérieur ou égal à 10°, de préférence allant de 30° à 50° et plus préférentiellement de 35° à 45° avec la direction circonférentielle Z du pneumatique 100 dans le plan médian M. Compte tenu de l’orientation définie précédemment, AT=-40°.
[0117] L’ unique nappe de frettage 190 comprend au moins un élément filaire textile de renfort de frettage 480. En l’espèce, la nappe de frettage 190 comprend un unique élément filaire textile de renfort de frettage 480 enroulé continûment sur une largeur axiale LF du sommet 120 du pneumatique 100. Avantageusement, la largeur axiale LF est inférieure à la largeur LT de la nappe de travail 180. L’élément filaire textile de renfort de frettage 480 fait un angle AF strictement inférieur à 10° avec la direction circonférentielle Z du pneumatique 100, de préférence inférieur ou égal à 7°, et plus préférentiellement inférieur ou égal à 5°.
En l’espèce, AF=+5°.
[0118] On notera que les éléments filaires de renfort de carcasse 440, de travail 460 et de frettage 480 sont agencés, dans le sommet 120, de façon à définir, en projection sur le plan circonférentiel équatorial E, un maillage triangulaire. Ici, l’angle AF et le fait que l’orientation de l’angle AT et l’orientation de l’angle ACi soient opposées par rapport à la direction circonférentielle Z du pneumatique 100, permettent d’obtenir ce maillage triangulaire.
[0119] Chaque élément filaire de renfort de carcasse 440 comprend classiquement deux brins multifilamentaires, chaque brin multifilamentaire étant constitué d’un filé de monofilaments de polyesters, ici de PET, ces deux brins multifilamentaires étant surtordus individuellement à 240 tours. m-1 dans un sens puis retordus ensemble à 240 tours. m-1 dans le sens opposé. Ces deux brins multifilamentaires sont enroulés en hélice l’un autour de l’autre. Chacun de ces brins multifilamentaires présente un titre égal à 220 tex.
[0120] Chaque élément filaire de renfort de travail 460 est un assemblage de deux monofilaments en acier présentant chacun un diamètre égal à 0,30 mm, les deux monofilaments en acier étant enroulés l’un avec l’autre au pas de 14 mm.
[0121] L’élément filaire textile de renfort de frettage 480 est formé par le câblé 30 selon l’invention décrit précédemment.
[0122] On fabrique le pneumatique 100 selon le procédé décrit ci-dessous.
[0123] Tout d’abord, on fabrique la nappe de travail 180 et la nappe de carcasse 340 en agençant parallèlement les uns aux autres les éléments filaires de renfort de chaque nappe et en les noyant, par exemple par calandrage, dans une composition non réticulée comprenant au moins un élastomère, la composition étant destinée à former une matrice élastomérique une fois réticulée. On obtient une nappe dite droite, dans laquelle les éléments filaires de renfort de la nappe sont parallèles les uns aux autres et sont parallèles à la direction principale de la nappe. Puis, si nécessaire, on découpe des portions de chaque nappe droite selon un angle de découpe et on aboute ces portions les unes aux autres de façon à obtenir une nappe dite à angle, dans laquelle les éléments filaires de renfort de la nappe sont parallèles les uns aux autres et forment un angle avec la direction principale de la nappe égal à l’angle de découpe.
[0124] Puis, on met en oeuvre un procédé d’assemblage tel que décrit dans EP1623819 ou bien dans FR1413102.
[0125] Lors de ce procédé d’assemblage, on agence l’armature de frettage 170, ici la nappe de frettage 190, radialement à l’extérieur de l’armature de travail 160. En l’espèce, dans une première variante, on fabrique une bandelette de largeur B significativement inférieure à LF, dans laquelle l’élément filaire textile de renfort de frettage 480 formé par le câblé 30 selon l’invention est noyé dans une composition non réticulée et on enroule hélicoïdalement la
bandelette sur plusieurs tours de façon à obtenir la largeur axiale LF. Dans une deuxième variante, on fabrique la nappe de frettage 190 présentant une largeur LF d’une façon analogue aux nappes de carcasse et de travail et on enroule sur un tour la nappe de frettage 190 sur l’armature de travail 160. Dans une troisième variante, on enroule l’élément filaire textile de renfort de frettage 480 formé par le câblé 30 selon l’invention radialement à l’extérieur de la nappe de travail 180, puis on dépose dessus une couche d’une composition dans laquelle sera noyé l’élément filaire textile de renfort de frettage 480 formé par le câblé 30 selon l’invention lors de la cuisson du pneumatique. Dans les trois variantes, on noie l’élément filaire textile de renfort adhérisé 480 formé par le câblé 30 selon l’invention dans une composition pour former, à l’issue du procédé de fabrication du pneumatique, la nappe de frettage 190 comprenant l’élément filaire textile de renfort de frettage 480 formé par le câblé 30 selon l’invention.
[0126] Après une étape de pose de la bande de roulement 200, on obtient alors le pneumatique dans lequel les compositions des matrices élastomériques ne sont pas encore réticulées et sont dans un état cru. On parle alors d’une ébauche crue du pneumatique.
[0127] Enfin, on réticule les compositions, par exemple par cuisson ou vulcanisation, afin d’obtenir le pneumatique dans lequel les compositions présentent un état réticulé. Lors de cette étape de cuisson, on expanse radialement, circonférentiellement et axialement le pneumatique dont les matrices élastomériques sont à l’état cru, par exemple par mise sous pression d’une membrane de gonflage, de façon à plaquer le pneumatique contre des surfaces d’un moule de cuisson.
[0128] ESSAIS COMPARATIFS
[0129] On a procédé à deux séries de tests comparatifs.
[0130] Dans une première série de tests, on a comparé des câblés de construction connue et des câblés à triple torsion du pneumatique selon l’invention afin de démontrer les propriétés en traction et en endurance notablement améliorées.
[0131] Dans une deuxième série de tests, on a comparé des câblés à triple torsion du pneumatique selon l’invention afin d’optimiser l’endurance en flexion-compression tout en contenant le diamètre du câblé et en limitant les modifications à apporter sur les installations de retordage existantes.
[0132] PREMIERE SERIE DE TESTS
[0133] Essais de traction
[0134] Grâce à leur construction spécifique, les câblés de l'invention présentent des propriétés en traction notablement améliorées, comme le démontrent les exemples de réalisation qui suivent.
[0135] Cinq essais de traction différents (Essais N°1 à N°5) ont été conduits avec fabrication au total de 11 câblés de constructions différentes, conformes ou non conformes à l'invention, à base soit de polyamide aliphatique, soit de polyamide aromatique ou de copolyamide aromatique.
[0136] La nature de chaque exemple de câblé (« T » pour témoin, « C » pour comparatif et « I » pour conforme à l'invention), le matériau utilisé (« N » pour polyamide aliphatique, ici le nylon, « A » pour polyamide aromatique, ici l’aramide), sa construction et ses propriétés finales sont résumés dans le tableau 1 annexé.
[0137] Les filés de départ sont bien entendu disponibles commercialement, par exemple pour le nylon vendus par la société Kordsa sous la dénomination « T728 », ou par la société PHP sous les dénominations « Enka 140HRT ou « Enka 444HRST », pour l’aramide par la société DuPont sous la dénomination « Kevlar » ou par la société Teijin sous la dénomination « Twaron ».
[0138] Comme déjà expliqué, la ténacité est la force à la rupture rapportée au titre, elle est exprimée en cN/tex. Est également indiquée la ténacité apparente (en daN/mm2), dans ce cas la force à la rupture est rapportée au diamètre apparent noté 0 qui est mesuré selon la méthode qui suit.
[0139] Pour chaque essai, force rupture, ténacité et ténacité apparente ont été également indiquées en valeurs relatives, la base 100 étant retenue pour le câblé témoin de chacun des cinq essais.
[0140] Les câblés témoins (notés «T» dans le tableau 1 ) se caractérisent tous par une construction conventionnelle à double torsion T1 , T2; les autres câblés (comparatifs non conformes à l'invention, ou conformes à l'invention) se caractérisent tous par une construction non conventionnelle à triple torsion T1 , T2, T3. Seuls les câblés C8, C9 et C11 sont conformes à l'invention et cumulent la caractéristique de triple torsion et le fait d’être constitués de filés constitués de monofilaments élémentaires en polyamide aromatique ou en copolyamide aromatique.
[0141] Pour aider à la lecture de ce tableau 1 , on notera ici que par exemple que la construction notée « N47/-/3/4 » du câblé C1 témoin signifie que ce câblé est un câblé à double torsion (T1 , T2) qui est issu simplement d’une opération de torsion (T2, D2 ou S) de 4 brins différents qui ont été chacun préparés préalablement par une opération de torsion en sens inverse (T1 , D1 ou Z) individuelle de 3 filés de nylon (N) de titre 47 tex.
[0142] La construction notée « N47/1/3/4 » du câblé C2 signifie que ce câblé est un câblé à triple torsion (T1 , T2, T3) qui est issu d’une opération de torsion finale (T3, D2 ou S) de 4 brins différents qui ont été chacun préparés préalablement par une opération de torsion intermédiaire (T2) en sens inverse (D1 ou Z) de 3 pré-brins, chacun de ces 3 pré-brins
consistant en 1 filé unique de nylon (N) de titre 47 tex qui a été tordu préalablement sur lui- même au cours d’une première opération de torsion T1 dans la même direction (D1 ou Z) que pour les pré-brins.
[0143] Les 5 exemples de câblés témoins («T») C1 , C3, C5, C7 et C10 se caractérisent tous par une construction à double torsion; ils ont été fabriqués par assemblage de 2, 3 ou 4 brins selon une (deuxième) torsion finale (T2) variant selon les cas de 150 à 300 t/m, correspondant à un coefficient de torsion K2 variant de 175 à 215 et une direction D2 (sens S). De manière conventionnelle, chacun de ces brins avait été préalablement fabriqué par une (première) torsion initiale (notée T1 ) de 150 à 300 t/m, selon les cas, d’un filé sur lui- même selon la direction opposée D1 (sens Z).
[0144] Les 3 exemples de câblés selon l'invention C8, C9 et C11 (aussi notés «I» et en gras dans le tableau 1 ) se caractérisent par une construction à triple torsion T1 , T2, T3 (dans ces exemples, Z/Z/S); ils ont été fabriqués par assemblage de 3 ou 4 brins selon une torsion finale (notée T3) de 150 ou 300 t/m (K3 de 203 ou 215) et une direction D2 (sens S). Conformément à l’invention, chacun de ces brins avait été préalablement fabriqué par assemblage de 3 pré-brins selon une torsion T2 (110, 180 ou 240 t/m) et une direction opposée D1 (sens Z), chacun de ces pré-brins ayant été lui-même préparé préalablement par une torsion T1 (respectivement 40, 120 ou 60 t/m) d’un filé sur lui-même, selon la direction D1 (sens Z).
[0145] Quant aux 3 exemples comparatifs (notés «C» dans le tableau 1 ) de câblés non conformes à l'invention C2, C4 et C6, ils se caractérisent tous par une construction à triple torsion T 1 , T2, T3. A la différence des câblés conformes à l'invention, les filés constitutifs de ces câblés étaient tous des filés en nylon et non des filés aramides.
[0146] Il est important de noter que tous les câblés de ces exemples se caractérisent, quels que soient le matériau (nylon ou aramide) et le titre (47, 94, 140, 55 ou 330 tex) de leurs filés de départ, par des coefficients de torsion finaux (respectivement K2 ou K3 selon que le câblé présente une construction à double torsion T1 , T2, ou à triple torsion T1 , T2, T3) qui sont très proches, de valeur moyenne égale à environ 195 (variant de 175 à 215).
[0147] A la lecture détaillée de ce tableau 1 , on note tout d’abord, pour les essais 1 à 3, tous conduits avec des filés en nylon (Mi de 440 cN/tex environ), que le passage de la double torsion (C1 , C3 et C5) à la triple torsion (C2, C4 et C6) ne s’accompagne d’aucune modification notable de la force rupture ni des autres propriétés (0, titre, ténacité).
[0148] Par contre, pour les essais 4 et 5, conduits avec des filés aramides, plus précisément des filés en « Kevlar » de 55 tex ou de 330 tex (Mi de 4000 cN/tex environ), on peut observer que le passage de la construction double torsion (respectivement C7 et C10) à la construction triple torsion (respectivement C8 et C9 d’une part, C11 d’autre part), toutes
choses égales par ailleurs, s’accompagne de manière inattendue :
d’une amélioration de 6% (câblé C9) à 16% (câblé C11 ) de la force à la rupture et de 8% (câblé C9) à 17% (câblé C1 1 ) de la ténacité, ce qui est très significatif pour l’homme du métier ;
combinée à une diminution notable du diamètre apparent 0 et du titre, indicateurs clairs d’une meilleure compacité des câblés selon l'invention et in fine de la qualité de ces renforts, grâce à leur construction très spécifique ;
le tout se traduisant finalement par une augmentation variant de 12% (câblé C9) à 26% (câblé C11 ) de la ténacité apparente.
[0149] En résumé, l'invention permet donc, pour une même torsion finale donnée, d'améliorer les propriétés de compacité, de force à la rupture et de ténacité des câblés utilisant des filés concstitués de monofilaments en polyamide aromatique ou en copolyamide aromatique.
[0150] En outre et de manière tout aussi surprenante, leur construction nouvelle leur confère une endurance en compression ou flexion-compression qui elle aussi est notablement améliorée, comme attesté par les résultats des essais d’endurance qui suivent.
[0151] Essais d’endurance en compression (« Disc Fatigue Test ») ou en flexion- compression (« Shoe Shine Test »)
[0152] Pour des câblés destinés notamment à renforcer des structures de pneumatiques, la résistance à la fatigue peut être analysée en soumettant ces câblés à divers tests de laboratoire connus, notamment au test de fatigue connu sous le nom de test « courroie » parfois nommé « Shoe Shine test », ou encore au test de fatigue dit "Disc Fatigue Test" (voir par exemple EP 848 767, US 2 595 069, US 4 902 774, norme ASTM D885-591 révisée 67T), tests dans lesquels les câblés, préalablement encollés, sont incorporés dans un article en caoutchouc que l'on vulcanise.
[0153] Le principe du test « courroie », tout d’abord, est le suivant : la courroie comprend deux couches d’éléments filaires textiles, la première couche comprenant les câblés dont on souhaite évaluer la performance noyés au pas de 1 ,25 mm dans deux skims de composition de 0,4 mm chacun et une deuxième couche de rigidification permettant d’éviter l’allongement de la première couche, cette deuxième couche comprenant des éléments filaires textiles relativement rigides et comprenant deux brins en aramide de 167 tex chacun retordus ensemble à une torsion de 315 tours par mètre et noyés au pas de 0,9 mm dans deux skims de composition de 0,3 mm chacun. L'axe de chaque câblé est orienté selon la direction longitudinale de la courroie. On fait ensuite subir à cette courroie les sollicitations suivantes: on entraîne de façon cyclique, à l’aide d’un système bielle-manivelle, la courroie
autour d’un galet de diamètre donné, de telle sorte que chaque portion élémentaire de la courroie soit soumise à une tension de 15 daN et subisse des cycles de variation de courbure qui la font passer d'un rayon de courbure infini à un rayon de courbure donné et ceci pendant 190 000 cycles, à une fréquence de 7 Hz. Cette variation de courbure de la courroie fait subir au câblé de la couche intérieure, celle la plus proche du galet, un taux de compression géométrique donné selon le diamètre du galet choisi. A la fin de ces sollicitations, on extrait par décorticage les câblés de la couche intérieure et on mesure la force rupture résiduelle des câblés fatigués.
[0154] Le « Disc Fatigue Test » est un autre test bien connu de l'homme du métier, il consiste essentiellement à incorporer des câblés à tester dans des blocs de caoutchouc, puis, après cuisson, à fatiguer les éprouvettes de gomme ainsi constituées en compression, entre deux disques tournants, un très grand nombre de cycles (dans les exemples qui suivent, 600 000 cycles à 33 cycles/s). Après fatigue, les câblés sont extraits des éprouvettes et on mesure leur force rupture résiduelle.
[0155] Tout d’abord, les câblés C1 à C4, et C7 non conformes à l'invention et les câblés C8 et C9 conformes à l'invention des essais précédents ont été soumis d’une part au « Disc Fatigue Test » avec un taux de compression géométrique maximal de l'éprouvette d’environ 16% (angle de 3° entre les deux disques), d’autre part au « Shoe Shine test » avec un taux de compression géométrique du câblé de la couche intérieure d’environ 12% (galet de 20 mm).
[0156] Dans les deux cas, on a mesuré, sur les câblés extraits après fatigue, les forces à la rupture (Fr) résiduelles indiquées en valeurs relatives dans le tableau 2 annexé. Pour les deux conditions de fatigue, la base 100 a été retenue pour la force à la rupture (Fr) résiduelle mesurée sur les câblés témoins (« T ») à double torsion T1 , T2. Une valeur supérieure à 100 indique une force rupture résiduelle qui est augmentée, par conséquent une endurance qui est améliorée par rapport au témoin correspondant.
[0157] A la lecture détaillée de ce tableau 2, on note tout d’abord que, pour les essais 1 et 2 conduits avec des filés en nylon, le passage de la double torsion (respectivement C1 et C3) à la triple torsion (respectivement C2 et C4), et ceci quel que soit le type de test ( Disc Fatigue Test ou Shoe Shine Test), ne s’accompagne d’aucune modification notable compte tenu de la précision habituelle sur ces types de tests, en tout cas pas d’une amélioration quelconque, de l’endurance en compression ou en flexion-compression.
[0158] Par contre, pour l’essai 4, conduit avec des filés aramides, on constate de manière surprenante que le passage de la construction double torsion (câblé C7) à la construction triple torsion (câblés C8 et C9), toutes choses égales par ailleurs, s’accompagne de manière inattendue d’une amélioration tout à fait notable (variant de 20% à 62% selon les cas) de la
force à la rupture résiduelle, pour chacun des deux tests de fatigue.
[0159] On note en particulier que dans le cas du câblé C9 selon l'invention, dans lequel T2 est comprise entre 0,4 et 0,8 fois (en l’occurrence, ici 0,6 fois) T3, l’endurance est encore améliorée par rapport au câblé C8 selon l'invention pour lequel T2 ne vérifie pas cette relation.
[0160] Les essais ci-dessus ont été complétés par un essai d’endurance supplémentaire (essai 6 du tableau 2) conduit sur deux autres câblés C12 (témoin) et C13 (invention), à base d’aramide comme pour l’essai 4 précédent, présentant tous deux un coefficient de torsion final (respectivement K2 ou K3) identique (égal à environ 180) à ceux retenus pour les témoins en nylon des essais 1 à 3 précédents.
[0161] De manière analogue aux constructions commentées précédemment, la construction notée « A55/-/3/3 » du câblé C12 témoin signifie que ce câblé est un câblé à double torsion (T1 , T2) qui est issu simplement d’une opération de torsion (T2 de 310 t/m, D2 ou S) de 3 brins différents qui ont été chacun préparés préalablement par une opération de torsion individuelle en sens inverse (T1 de 310 t/m, D1 ou Z) de 3 filés aramide (A) de titre 55 tex.
[0162] Comparativement, pour la construction notée « A55/1/3/3 » du câblé C13 conforme à l'invention, le câblé concerné est un câblé à triple torsion (T1 , T2, T3) qui est issu d’une opération de torsion finale (T3 de 310 t/m, D2 ou S) de 3 brins différents qui ont été chacun préparés préalablement par une opération de torsion intermédiaire (T2 de 185 t/m) en sens inverse (D1 ou Z) de 3 pré-brins, chacun des pré-brins consistant en 1 filé unique aramide (A) de titre 55 tex qui a été tordu préalablement sur lui-même au cours d’une première opération de torsion T1 (125 t/m) dans la même direction D1 (Z).
[0163] Les résultats obtenus ont été ajoutés au tableau 2, ils confirment bien la supériorité du câblé C13 de l'invention à triple torsion, par rapport au câblé C12 témoin à double torsion, avec une augmentation tout à fait notable de la force à la rupture résiduelle, pour chacun des deux tests de fatigue, particulièrement importante pour le test courroie.
[0164] En conclusion, grâce à l'invention, il possible, pour une même torsion finale donnée, d'améliorer non seulement les propriétés de compacité, de force à la rupture et de ténacité des câblés utilisant des filés constitués de monofilament en polyamide aromatique ou en copolyamide aromatique, mais encore leur endurance en compression ou flexion- compression, et ainsi permettre d’obtenir un pneumatique comprenant une unique nappe de travail endurant.
[0165] DEUXIEME SERIE DE TESTS
[0166] On a comparé cinq câblés à triple torsion de constructions différentes, non optimisés au vu des critères d’endurance en flexion-compression, de diamètre et de limitation des
modifications à apporter sur les installations de retordage existantes mais conformes à l'invention (câblés E1 , E2, E3) et optimisés au vu de ces critères et conformes à l’invention (câblés E4 et 30).
[0167] La construction de chaque câblé ainsi que ses propriétés finales sont résumés dans le tableau 3 ci-dessous.
[0168] Les filés de départ sont bien entendu disponibles commercialement, ici vendu par la société DuPont sous la dénomination « Kevlar » ou par la société Teijin sous la dénomination « Twaron ».
[0169] Pour chaque câblé, on a mesuré la force rupture (Fr) et le diamètre apparent (0). On en a déduit la ténacité apparente (s). On a également indiqué les valeurs en base 100 par rapport au câblé E1 de la force à rupture et de la ténacité apparente.
[0170] On a également indiqué la densité de câblés et le pas de pose nécessaire à l’obtention d’une nappe dont le coefficient de calandrabilité varie de 4,8 à 4,9, ces deux valeurs étant non significativement différentes et correspondant à une nappe fabricable dans des conditions industrielles courantes et présentant des ponts de matière polymérique correctement formés entre les câblés adjacents. Le coefficient de calandrabilité est défini comme le rapport entre le diamètre du câblé et la différence entre le pas de pose dans la nappe et le diamètre du câblé. Pour les nappes envisagées, on a également calculé la force à rupture de cette nappe (Rn) exprimée en daN par mm de nappe.
[0171] On a également évalué l’endurance en flexion-compression d’une façon analogue à celle de la première série de tests. Ainsi, la courroie testée comprend deux couches d’éléments filaires textiles, la première couche comprenant les câblés dont on souhaite évaluer la performance noyés au pas de 1 ,25 mm dans deux skims de composition de 0,4 mm chacun et une deuxième couche de rigidification permettant d’éviter l’allongement de la première couche, cette deuxième couche comprenant des éléments filaires textiles relativement rigides et comprenant deux brins en aramide de 167 tex chacun retordus ensemble à une torsion de 315 tours par mètre et noyés au pas de 0,9 mm dans deux skims de composition de 0,3 mm chacun. L'axe de chaque câblé est orienté selon la direction longitudinale de la courroie. On fait ensuite subir à cette courroie les sollicitations suivantes : on entraîne de façon cyclique, à l’aide d’un système bielle-manivelle, la courroie autour d’un galet de diamètre donné, de telle sorte que chaque portion élémentaire de la courroie soit soumise à une tension de 15 daN et subisse des cycles de variation de courbure qui la font passer d'un rayon de courbure infini à un rayon de courbure donné, ici 20 mm, et ceci pendant 190 000 cycles, à une fréquence de 7 Hz. Cette variation de courbure de la courroie fait subir au câblé de la couche intérieure, celle la plus proche du galet, un taux de compression géométrique donné selon le diamètre du galet choisi. A la fin de ces
sollicitations, on extrait par décorticage les câblés de la couche intérieure et on mesure la force rupture résiduelle des câblés fatigués. On en déduit la ténacité apparente résiduelle (s') ainsi que la déchéance exprimée en % de la ténacité apparente perdue au cours du test. Plus la déchéance est élevée, moins bon en endurance est le câblé.
[0172] La construction notée «A55/1/3/4- Z120/Z180/S300 » du câblé E1 signifie que ce câblé est un câblé à triple torsion (T1 , T2, T3) qui est issu d’une opération de torsion finale (T3=300 tours. m 1, sens S) de 4 brins différents qui ont été chacun préparés préalablement par une opération de torsion intermédiaire (T2=180 tours. m 1) en sens inverse ( sens Z) de 3 pré-brins, chacun de ces 3 pré-brins consistant en 1 filé unique constitué de monofilaments élémentaires en polyamide aromatique, ici l’aramide (A) de titre 55 tex qui a été tordu préalablement sur lui-même au cours d’une première opération de torsion T1 =120 tours. m 1 dans la même direction (sens Z) que pour les pré-brins. Les autres notations des câblés E2 à E4 et 30 permettent d’identifier mutatis mutandis les constructions correspondantes à ces câblés.
[0173] Il est important de noter que tous les câblés E1 à E4 et 30 se caractérisent par des coefficients de torsion finaux K3 qui sont très proches et qui permettent de s’assurer que les propriétés supérieures du câblés optimisé sont dues à la combinaison spécifique du titre de ses filés et des valeurs de N et M et pas à d’autres caractéristiques, comme par exemple les torsions T1 , T2 et T3.
[0174] A l’exception des câblés E1 et 30, aucun des câblés testé n’est à base de filés constitué de monofilaments élémentaires en polyamide aromatique ou en copolyamide aromatique, et présentant un titre allant de 45 à 65 tex, ici allant de 50 à 60 tex et égal à 55 tex. Les câblés E2 à E4 présentent tous des filés présentant des titres plus élevés. Seul le câblé 30 optimisé présente une construction dans laquelle M=3 et N=3 et dans laquelle chaque filé présente un titre allant de 45 à 65 tex. Par ailleurs, seul le câblé 34 également optimisé présente une construction dans laquelle M=2et N=3 et dans laquelle chaque filé présente un titre allant de 90 à 130 tex, ici allant de 100 à 120 tex et égal à 110 tex.
[0175] En effet, le câblé E1 présente une construction dans laquelle M=3 et N=4 ce qui a pour effet d’obtenir la meilleure force à rupture Fr et la meilleure ténacité apparente s d’entre celles des câblés testés. Néanmoins, la construction M=3 et N=4 a aussi pour effet, d’une part, de rendre ce câblé coûteux à fabriquer car nécessitant de nombreuses modifications aux installations de retordage existantes et, d’autre part, soit d’utiliser un procédé de fabrication relativement long, soit d’utiliser de nombreuses machines de retordage simultanément du fait que ce câblé est à base de 12 filés. En outre, et surtout, la déchéance du câblé E1 est la plus importante des câblés testés.
[0176] Le câblé E2 présente une construction dans laquelle N=M=2. Afin d’essayer de
compenser un nombre relativement faible de filés, le câblé E2 comprend des filés présentant un titre égal à 167 tex. La construction N=M=2 du câblé E2 permet, d’une part, sa fabrication sur les installations de retordage existantes sans modifications de celles-ci, et d’autre part, un procédé à la fois relativement rapide et nécessitant un nombre très réduit de machines en raison du nombre très réduit de filés à base du câblé (4 pour le câblé E2 contre 12 pour le câblé E1 ). Néanmoins, l’utilisation d’un titre relativement élevé conduit, d’une part, à une ténacité apparente o la plus faible des câblés testés et, d’autre part, à un diamètre relativement élevé et donc à une force à rupture de nappe Rn relativement faible. En outre, la déchéance du câblé E2 est relativement élevée.
[0177] Le câblé E3 présente une construction dans laquelle M=2 et N=3 de sorte qu’il est possible de réduire le titre de chaque filé par rapport au câblé E2. La construction M=2 et N=3 du câblé E3 permet, d’une part, sa fabrication sur les installations de retordage existantes sans modifications de celles-ci, et d’autre part, un procédé à la fois relativement rapide et nécessitant un nombre réduit de machines en raison du nombre réduit de filés à base du câblé (6 pour le câblé E3 contre 12 pour le câblé E1 ). Ainsi, le câblé E3 présente un diamètre relativement faible mais au prix d’une ténacité apparente o plus faible que le câblé E1 et d’une résistance de nappe Rn comparable à celle du câblé E2, c’est-à-dire relativement faible. En outre, la déchéance du câblé E3 est relativement élevée.
[0178] Le câblé E4 présente une construction dans laquelle M=2 et N=3 de sorte qu’il est possible de réduire le titre de chaque filé par rapport au câblé E2 et de l’augmenter par rapport au câblé E1. Comme pour le câblé E3, la construction M=2 et N=3 du câblé E4 permet, d’une part, sa fabrication sur les installations de retordage existantes sans modifications de celles-ci, et d’autre part, un procédé à la fois relativement rapide et nécessitant un nombre réduit de machines en raison du nombre réduit de filés à base du câblé (6 pour le câblé E4 contre 12 pour le câblé E1 ). Ainsi, le câblé E4 présente un diamètre plus élevé que celui du câblé E3 et équivalent au câblé E1 . Néanmoins, en raison d’une force à rupture Fr plus élevée que celles des câblés E2 et E3, la nappe incorporant le câblé E4 présente une force à rupture de nappe Rn plus élevée que les nappes incorporant les câblés E2 et E3. Contrairement aux câblés E1 , E2 et E3, le câblé E4 présente une déchéance largement améliorée. Même s’il présente un diamètre plus grand que celui du câblé 30, le câblé E4 présente un compromis très intéressant entre diamètre réduit, endurance améliorée et facilité de fabrication.
[0179] Enfin, le câblé 30 optimisé présente le meilleur compromis entre diamètre réduit, endurance améliorée et facilité de fabrication. En effet, contrairement au câblé E1 , la construction du câblé 30 optimisé est telle que M=N=3 permettant, d’une part, sa fabrication sur les installations de retordage existantes sans modifications de celles-ci et d’autre part,
un procédé à la fois rapide et ne nécessitant pas beaucoup de machines en raison du nombre réduit de filés à base du câblé (9 pour le câblé 30 optimisé contre 12 pour le câblé E1 ). Contrairement aux câblés E2 et E4, le diamètre du câblé 30 optimisé est plus petit que celui du câblé E1. Un tel diamètre permet ainsi de réduire les épaisseurs de nappe, la masse de celle-ci, l’hystérèse du pneumatique et donc la résistance au roulement du pneumatique. Egalement en tant que conséquence du diamètre réduit, contrairement aux câblés E2, E3 et E4, le câblé 30 optimisé présente une ténacité apparente équivalente à celle du câblé E1. De plus, contrairement aux câblés E2 et E3, la force à rupture de nappe Rn est maintenue à un niveau satisfaisant par rapport au câblé E1. Enfin, et surtout, le câblé 30 optimisé présente une endurance largement supérieure à celles des câblés E1 , E2 et E3.
[0180] En conclusion, grâce à cette optimisation, il est désormais possible, pour une même torsion finale donnée, d'améliorer non seulement les propriétés de compacité et d’endurance en flexion-compression, ainsi que d’optimiser encore l’architecture des pneumatiques que ces câblés sont susceptibles de renforcer sans pour autant avoir, d’une part, à apporter de nombreuses modifications aux installations de fabrication existantes et, d’autre part, en mettant en oeuvre un procédé à la fois relativement rapide et ne nécessitant pas un nombre trop important de machines en raison du nombre raisonnables de filés à base du câblé.

Tableau 1
5
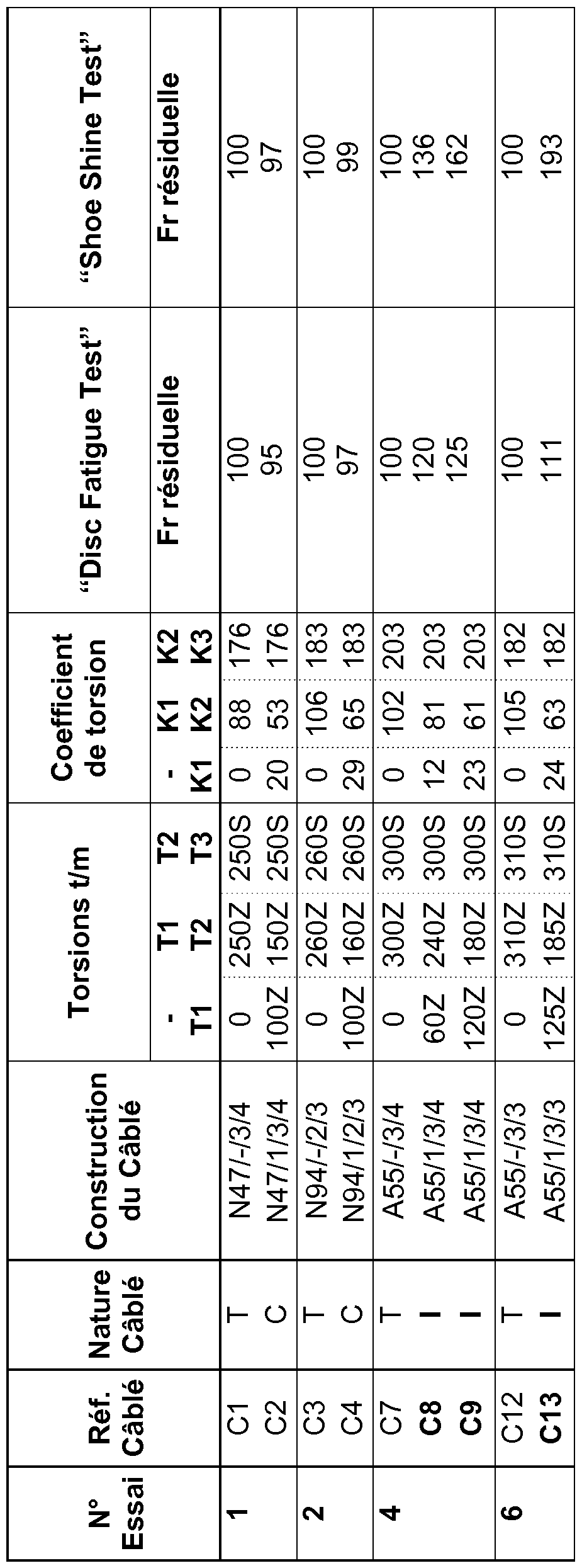
Tableau 2
5
O
O
s©
O
©s
h3
O
H

Tableau 3 o
O o
Claims
1. Pneumatique (100) comprenant un sommet (120) comprenant une bande de roulement (200), deux flancs (220), deux bourrelets (240), chaque flanc (220) reliant chaque bourrelet (240) au sommet (120), une armature de sommet (140) s’étendant dans le sommet (120) selon une direction circonférentielle (Z) du pneumatique (100), l’armature de sommet (140) comprenant une armature de frettage (170) comprenant une unique nappe de frettage (190) comprenant au moins un élément filaire textile de renfort de frettage (480) faisant un angle strictement inférieur à 10° avec la direction circonférentielle (Z) du pneumatique (10), le pneumatique comprenant une armature de carcasse (320) ancrée dans chacun des bourrelets (240) et s’étendant dans les flancs (220) et dans le sommet (120), l’armature de sommet (140) étant radialement intercalée entre l'armature de carcasse (320) et la bande de roulement (200),
l’armature de carcasse (320) comprend une unique nappe de carcasse (340), l’unique nappe de carcasse (340) comprenant des éléments filaires de renfort de carcasse (440), l’armature de sommet (140) comprend une armature de travail (160) comprenant une unique nappe de travail (180), l’unique nappe de travail (180) comprend des éléments filaires de renfort de travail (460),
le ou les éléments filaires textiles de renfort de frettage (480), les éléments filaires de renfort de travail (460) et les éléments filaires de renfort de carcasse (440) sont agencés de façon à définir, en projection sur le plan circonférentiel équatorial (E), un maillage triangulaire, le ou chaque élément filaire textile de renfort de frettage (480) étant formé par un câblé (30) à triple torsion (T1 , T2, T3), comportant un assemblage constitué de N>1 brins (20, 20a, 20b, 20c) retordus ensemble selon une torsion T3 et une direction D2, chaque brin étant constitué de M>1 pré-brins (10, 10a, 10b, 10c), eux-mêmes tordus ensemble selon une torsion T2 (T2a, T2b, T2c) et une direction D1 opposée à D2, chaque pré-brin consistant lui- même en un filé (5) qui a été tordu préalablement sur lui-même selon une torsion T1 (T1 a, T1 b, T1 c) et la direction D1 , et dans lequel au moins la moitié des N fois M filés (5) est constituée de monofilaments élémentaires en polyamide aromatique ou en copolyamide aromatique.
2. Pneumatique (100) selon la revendication précédente, dans lequel chaque filé (5) est constitué de monofilaments élémentaires en polyamide aromatique ou en copolyamide aromatique.
3. Pneumatique (100) selon l’une quelconque des revendications précédentes, dans lequel N va de 2 à 6, de préférence de 2 à 4.
4. Pneumatique (100) selon l’une quelconque des revendications précédentes, dans lequel M va de 2 à 6, de préférence de 2 à 4.
5. Pneumatique (100) selon l’une quelconque des revendications précédentes, dans lequel la torsion T1 exprimée en tours par mètre va de 10 à 350, de préférence de 20 à 200.
6. Pneumatique (100) selon l’une quelconque des revendications précédentes, dans lequel chaque pré-brin présente un coefficient de torsion K1 allant de 2 à 80, de préférence de 6 à 70.
7. Pneumatique (100) selon l’une quelconque des revendications précédentes, dans lequel la torsion T2 exprimée en tours par mètre va de 25 à 470, de préférence de 35 à 400.
8. Pneumatique (100) selon l’une quelconque des revendications précédentes, dans lequel chaque brin présente un coefficient de torsion K2 allant de 10 à 150, de préférence de 20 à 130.
9. Pneumatique (100) selon l’une quelconque des revendications précédentes, dans lequel la torsion T3 exprimée en tours par mètre va de 30 à 600, de préférence de 80 à 500.
10. Pneumatique (100) selon l’une quelconque des revendications précédentes, présentant un coefficient de torsion K3 allant de 50 à 500, de préférence de 80 à 230.
11. Pneumatique (100) selon l’une quelconque des revendications précédentes, dans lequel T2 est supérieure à T1.
12. Pneumatique (100) selon l’une quelconque des revendications précédentes, dans lequel T3 est supérieure à T2.
13. Pneumatique (100) selon l’une quelconque des revendications précédentes, dans lequel la somme T1 +T2 va de 0,8 fois T3 à 1 ,2 fois T3, de préférence de 0,9 fois T3 à 1 ,1 fois T3 et plus préférentiellement la somme T1 +T2 est égale à T3.
14. Pneumatique (100) selon l’une quelconque des revendications précédentes, dans lequel chaque élément filaire de renfort de carcasse (440) fait un angle ACi supérieur ou égal à 55°, de préférence allant de 55° à 80° et plus préférentiellement de 60° à 70°, avec la direction circonférentielle (Z) du pneumatique (100) dans le plan médian (M) du pneumatique (100).
15. Pneumatique (100) selon l’une quelconque des revendications précédentes, dans lequel chaque élément filaire de renfort de carcasse (440) fait un angle AC2 supérieur ou égal à 85° avec la direction circonférentielle (Z) du pneumatique (100) dans le plan circonférentiel équatorial (E) du pneumatique (100).
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980034324.8A CN112204180A (zh) | 2018-03-20 | 2019-03-19 | 包括改善的具有至少三重捻的芳纶织物帘线的充气轮胎 |
| EP19718780.0A EP3768883B1 (fr) | 2018-03-20 | 2019-03-19 | Pneumatique comprenant un câblé textile aramide perfectionné à au moins triple torsion |
| US16/982,248 US20210155045A1 (en) | 2018-03-20 | 2019-03-19 | Pneumatic tire comprising an improved aramid textile cord with an at least triple twist |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1852370 | 2018-03-20 | ||
| FR1852371 | 2018-03-20 | ||
| FR1852371 | 2018-03-20 | ||
| FR1852370 | 2018-03-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019180367A1 true WO2019180367A1 (fr) | 2019-09-26 |
Family
ID=66240159
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/FR2019/050617 WO2019180367A1 (fr) | 2018-03-20 | 2019-03-19 | Pneumatique comprenant un câblé textile aramide perfectionne à au moins triple torsion |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20210155045A1 (fr) |
| EP (1) | EP3768883B1 (fr) |
| CN (1) | CN112204180A (fr) |
| WO (1) | WO2019180367A1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020212886A1 (fr) * | 2019-04-17 | 2020-10-22 | Pirelli Tyre S.P.A. | Fil câblé hybride et pneu ayant un tel fil câblé |
| WO2021074511A1 (fr) | 2019-10-16 | 2021-04-22 | Compagnie Generale Des Etablissements Michelin | Pneumatique a faible resistance au roulement et son procede de fabrication |
| EP3950385A1 (fr) * | 2020-08-07 | 2022-02-09 | The Goodyear Tire & Rubber Company | Pneu doté d'une structure de bande de cisaillement |
| CN114555347A (zh) * | 2019-10-16 | 2022-05-27 | 米其林集团总公司 | 具有改进的均匀性的轮胎及其制造方法 |
Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US144A (en) | 1837-03-11 | Improvement in scythe-snaths | ||
| US5558A (en) | 1848-05-09 | Peters | ||
| US2595069A (en) | 1948-05-22 | 1952-04-29 | Goodrich Co B F | Rotary cyclic stress testing apparatus |
| FR1413102A (fr) | 1964-05-14 | 1965-10-08 | Michelin & Cie | Perfectionnements aux enveloppes de pneumatiques |
| US3419060A (en) | 1963-11-19 | 1968-12-31 | Dunlop Rubber Co | Textile cord material and pneumatic tires manufactured therewith |
| US3977172A (en) | 1975-02-06 | 1976-08-31 | E. I. Du Pont De Nemours And Company | Reinforcement cord |
| US4155394A (en) | 1977-08-29 | 1979-05-22 | The Goodyear Tire & Rubber Company | Tire cord composite and pneumatic tire |
| EP0021485A1 (fr) | 1979-06-08 | 1981-01-07 | Akzo N.V. | Fibre, faisceau de filaments et câblé de poly-p-phénylène-téréphtalamide |
| EP0220642A1 (fr) | 1985-10-24 | 1987-05-06 | Michelin Recherche Et Technique S.A. | Enveloppe de pneumatique dont la carcasse est constituée par une fibre en cellulose régénérée |
| EP0225391A1 (fr) | 1985-06-12 | 1987-06-16 | Toray Industries, Inc. | Cable pour pneus en alcool polyvinylique |
| EP0335588A2 (fr) | 1988-03-28 | 1989-10-04 | Sumitomo Rubber Industries Limited | Pneumatique radial |
| US4902774A (en) | 1988-03-02 | 1990-02-20 | E. I. Dupont De Nemours And Company | Poly(p-phenyleneterephthalamide) yarn of improved fatigue resistance |
| EP0467585A1 (fr) | 1990-07-11 | 1992-01-22 | Sumitomo Rubber Industries Limited | Pneumatique à carcasse radiale pour motocycle |
| WO1997006294A1 (fr) | 1995-08-10 | 1997-02-20 | Michelin Recherche Et Technique S.A. | Fibres cellulosiques a allongement rupture ameliore et procedes pour les obtenir |
| EP1623819A1 (fr) | 2004-08-02 | 2006-02-08 | Société de Technologie Michelin | Tambour conformant à prises sous talon rotatives |
| WO2012104279A1 (fr) | 2011-02-03 | 2012-08-09 | Compagnie Generale Des Etablissements Michelin | Composite de caoutchouc renforce d'un materiau textile pourvu d'une colle thermoplastique |
| WO2012146612A1 (fr) | 2011-04-28 | 2012-11-01 | Compagnie Generale Des Etablissements Michelin | Câblé textile composite aramide-polycétone |
| WO2014057082A1 (fr) | 2012-10-12 | 2014-04-17 | Compagnie Generale Des Etablissements Michelin | Pneumatique adapté pour un roulage à plat comprenant nappe de carcasse hybride |
| WO2016091811A1 (fr) * | 2014-12-09 | 2016-06-16 | Compagnie Generale Des Etablissements Michelin | Câblé textile aramide à au moins triple torsion |
| WO2016166056A1 (fr) | 2015-04-17 | 2016-10-20 | Compagnie Generale Des Etablissements Michelin | Armature de renforcement de pneumatique |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3029539B1 (fr) * | 2014-12-09 | 2017-05-19 | Michelin & Cie | Cable textile a au moins triple torsion |
| FR3029542B1 (fr) * | 2014-12-09 | 2017-07-28 | Michelin & Cie | Cable textile haut module a au moins triple torsion |
-
2019
- 2019-03-19 EP EP19718780.0A patent/EP3768883B1/fr active Active
- 2019-03-19 WO PCT/FR2019/050617 patent/WO2019180367A1/fr unknown
- 2019-03-19 CN CN201980034324.8A patent/CN112204180A/zh active Pending
- 2019-03-19 US US16/982,248 patent/US20210155045A1/en not_active Abandoned
Patent Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5558A (en) | 1848-05-09 | Peters | ||
| US144A (en) | 1837-03-11 | Improvement in scythe-snaths | ||
| US2595069A (en) | 1948-05-22 | 1952-04-29 | Goodrich Co B F | Rotary cyclic stress testing apparatus |
| US3419060A (en) | 1963-11-19 | 1968-12-31 | Dunlop Rubber Co | Textile cord material and pneumatic tires manufactured therewith |
| FR1413102A (fr) | 1964-05-14 | 1965-10-08 | Michelin & Cie | Perfectionnements aux enveloppes de pneumatiques |
| US3977172A (en) | 1975-02-06 | 1976-08-31 | E. I. Du Pont De Nemours And Company | Reinforcement cord |
| US4155394A (en) | 1977-08-29 | 1979-05-22 | The Goodyear Tire & Rubber Company | Tire cord composite and pneumatic tire |
| EP0021485A1 (fr) | 1979-06-08 | 1981-01-07 | Akzo N.V. | Fibre, faisceau de filaments et câblé de poly-p-phénylène-téréphtalamide |
| EP0225391A1 (fr) | 1985-06-12 | 1987-06-16 | Toray Industries, Inc. | Cable pour pneus en alcool polyvinylique |
| EP0220642A1 (fr) | 1985-10-24 | 1987-05-06 | Michelin Recherche Et Technique S.A. | Enveloppe de pneumatique dont la carcasse est constituée par une fibre en cellulose régénérée |
| US4902774A (en) | 1988-03-02 | 1990-02-20 | E. I. Dupont De Nemours And Company | Poly(p-phenyleneterephthalamide) yarn of improved fatigue resistance |
| EP0335588A2 (fr) | 1988-03-28 | 1989-10-04 | Sumitomo Rubber Industries Limited | Pneumatique radial |
| EP0467585A1 (fr) | 1990-07-11 | 1992-01-22 | Sumitomo Rubber Industries Limited | Pneumatique à carcasse radiale pour motocycle |
| WO1997006294A1 (fr) | 1995-08-10 | 1997-02-20 | Michelin Recherche Et Technique S.A. | Fibres cellulosiques a allongement rupture ameliore et procedes pour les obtenir |
| EP0848767A1 (fr) | 1995-08-10 | 1998-06-24 | Michelin Recherche Et Technique S.A. | Fibres cellulosiques a allongement rupture ameliore et procedes pour les obtenir |
| EP1623819A1 (fr) | 2004-08-02 | 2006-02-08 | Société de Technologie Michelin | Tambour conformant à prises sous talon rotatives |
| WO2012104279A1 (fr) | 2011-02-03 | 2012-08-09 | Compagnie Generale Des Etablissements Michelin | Composite de caoutchouc renforce d'un materiau textile pourvu d'une colle thermoplastique |
| WO2012146612A1 (fr) | 2011-04-28 | 2012-11-01 | Compagnie Generale Des Etablissements Michelin | Câblé textile composite aramide-polycétone |
| WO2014057082A1 (fr) | 2012-10-12 | 2014-04-17 | Compagnie Generale Des Etablissements Michelin | Pneumatique adapté pour un roulage à plat comprenant nappe de carcasse hybride |
| WO2016091811A1 (fr) * | 2014-12-09 | 2016-06-16 | Compagnie Generale Des Etablissements Michelin | Câblé textile aramide à au moins triple torsion |
| WO2016166056A1 (fr) | 2015-04-17 | 2016-10-20 | Compagnie Generale Des Etablissements Michelin | Armature de renforcement de pneumatique |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020212886A1 (fr) * | 2019-04-17 | 2020-10-22 | Pirelli Tyre S.P.A. | Fil câblé hybride et pneu ayant un tel fil câblé |
| WO2021074511A1 (fr) | 2019-10-16 | 2021-04-22 | Compagnie Generale Des Etablissements Michelin | Pneumatique a faible resistance au roulement et son procede de fabrication |
| FR3102095A1 (fr) | 2019-10-16 | 2021-04-23 | Compagnie Generale Des Etablissements Michelin | Pneumatique a faible resistance au roulement et son procede de fabrication |
| CN114555347A (zh) * | 2019-10-16 | 2022-05-27 | 米其林集团总公司 | 具有改进的均匀性的轮胎及其制造方法 |
| EP3950385A1 (fr) * | 2020-08-07 | 2022-02-09 | The Goodyear Tire & Rubber Company | Pneu doté d'une structure de bande de cisaillement |
| CN114056008A (zh) * | 2020-08-07 | 2022-02-18 | 固特异轮胎和橡胶公司 | 用于轮胎的剪切带结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3768883A1 (fr) | 2021-01-27 |
| US20210155045A1 (en) | 2021-05-27 |
| CN112204180A (zh) | 2021-01-08 |
| EP3768883B1 (fr) | 2023-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3768883B1 (fr) | Pneumatique comprenant un câblé textile aramide perfectionné à au moins triple torsion | |
| EP1246964B1 (fr) | Cable d'acier multicouches pour carcasse de pneumatique | |
| EP1200671B1 (fr) | Cable d'acier multicouches pour carcasse de pneumatique | |
| EP3448695B1 (fr) | Pneu avion ayant une armature de carcasse à endurance améliorée | |
| EP3230503B1 (fr) | Câblé textile aramide à au moins triple torsion | |
| EP3230504B1 (fr) | Câblé textile haut module à au moins triple torsion | |
| EP3768882B1 (fr) | Câblé textile aramide perfectionne à au moins triple torsion | |
| EP3727890B1 (fr) | Pneumatique comprenant une nappe de frettage perfectionnée | |
| EP1466048B1 (fr) | Cable metallique utilisable dans une armature de carcasse d'un pneumatique | |
| EP3727889B1 (fr) | Pneumatique comprenant une nappe de frettage perfectionnée | |
| FR3029539A1 (fr) | Cable textile a au moins triple torsion | |
| EP4045337B1 (fr) | Pneumatique a faible resistance au roulement et son procede de fabrication | |
| EP3303686B1 (fr) | Procédé d'assemblage comprenant une étape de préformation | |
| EP3303687A1 (fr) | Installation de fabrication d'un assemblage | |
| EP3727826B1 (fr) | Procédé de fabrication d'un élément filaire de renfort | |
| EP1305171A1 (fr) | Pneumatique avec nappe sommet de protection en fibre aramide | |
| EP3727888B1 (fr) | Pneumatique comprenant des éléments de renfort sous forme de bandelettes stratifiées | |
| EP4100264B1 (fr) | Pneumatique pour véhicule agricole comprenant un élément de renfort de carcasse hybride | |
| EP3880492B1 (fr) | Pneumatique pour véhicule à deux roues comprenant un renfort de frettage hybride | |
| WO2004056589A1 (fr) | Pneumatique pour avion | |
| WO2024017580A1 (fr) | Tissu pour pneumatique comprenant des éléments de renfort comprenant un assemblage constitué de deux brins multifilamentaires de polyamide 5,6 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19718780 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019718780 Country of ref document: EP Effective date: 20201020 |