WO2018155446A1 - Ni-based super heat-resistant alloy and method for manufacturing same - Google Patents
Ni-based super heat-resistant alloy and method for manufacturing same Download PDFInfo
- Publication number
- WO2018155446A1 WO2018155446A1 PCT/JP2018/006046 JP2018006046W WO2018155446A1 WO 2018155446 A1 WO2018155446 A1 WO 2018155446A1 JP 2018006046 W JP2018006046 W JP 2018006046W WO 2018155446 A1 WO2018155446 A1 WO 2018155446A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- alloy
- cross
- base superalloy
- plastic
- Prior art date
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/056—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 10% but less than 20%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/007—Alloys based on nickel or cobalt with a light metal (alkali metal Li, Na, K, Rb, Cs; earth alkali metal Be, Mg, Ca, Sr, Ba, Al Ga, Ge, Ti) or B, Si, Zr, Hf, Sc, Y, lanthanides, actinides, as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/055—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 20% but less than 30%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/057—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being less 10%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/10—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of nickel or cobalt or alloys based thereon
Definitions
- the present invention relates to a Ni-base superalloy and a manufacturing method thereof.
- Ni-based super heat-resistant alloys such as Inconel (registered trademark) 718 alloy are often used. With the improvement in performance and fuel efficiency of gas turbines, heat-resistant parts having a high heat-resistant temperature are required.
- a gamma prime phase hereinafter referred to as “ ⁇ ′” phase
- ⁇ ′ gamma prime phase
- the Ni-base superalloy can further improve the high-temperature strength of the Ni-base superalloy by including Al, Ti, and Nb that are ⁇ ′-generating elements. In the future, in order to satisfy high heat resistance and high strength, a Ni-base superalloy having a larger amount of ⁇ ′ phase is required.
- Ni-based superalloys are difficult to process because the deformation resistance of hot working increases as the ⁇ 'phase increases.
- the amount of ⁇ ′ phase is 35 to 40 mol% or more of ⁇ ′ mole ratio, the workability is particularly lowered.
- alloys such as Inconel (registered trademark) 713C alloy, IN939, IN100, and Mar-M247 have a particularly large ⁇ 'phase and are not capable of plastic working, and are usually as-cast as a cast alloy. Used in.
- Patent Document 1 As a proposal for improving the hot plastic workability of such a Ni-base superalloy, in Patent Document 1, a Ni superbase heat-resistant alloy ingot having a composition with a ⁇ ′ molar ratio of 40 mol% or more is processed at a processing rate of 5%. A manufacturing method is described in which after cold working at less than 30%, heat treatment is performed at a temperature exceeding the ⁇ ′ solid solution temperature. This method obtains a recrystallization rate of 90% or higher that allows hot working to be applied to a Ni-base superalloy by combining a cold working process and a heat treatment process.
- Ni-based superheat-resistant alloy fine wire is required as a modeling material.
- This fine wire can also be used after being processed into a part shape such as a spring.
- the wire diameter (diameter) of the Ni-based superheat-resistant alloy is as thin as 5 mm or less, and further 3 mm or less, for example. For example, it is efficient to prepare such a thin wire by preparing a “wire” having a wire diameter of 10 mm or less as an intermediate product and subjecting this wire to plastic working.
- Ni-based superalloys can be produced efficiently.
- a method for producing such a super heat-resistant alloy thin wire a method has been proposed in which a cast wire having a wire diameter of 5 mm or more is used as a starting material, and a bundle of these cast wires is hot-extruded and then separated ( Patent Document 2).
- Patent Document 2 As described above, hot plastic workability of Ni-base superalloys decreases as the amount of ⁇ ′ phase increases.
- the technique of Patent Document 2 is effective for the production of fine wires in a limited component composition, but can be applied only to the component composition, and the amount of ⁇ ′ phase is “35 mol% or more” described later.
- the method of Patent Document 2 has problems such as a complicated process and an increase in manufacturing cost.
- the method of Patent Document 1 is effective for Ni-base superalloys to which hot working is applied. However, for that purpose, it is necessary to further perform heat treatment after cold working the ingot at a working rate of 5% or more and less than 30%.
- the Ni-based superalloy is preferably 500 HV or higher. Further, according to one specific example, it is preferable that five or more crystal grains having a maximum diameter of 75 nm or less exist per 1 ⁇ m 2 in the cross-sectional structure.
- the Ni-base superalloy is, by mass, C: 0 to 0.25%, Cr: 8.0 to 25.0%, Al: 0.5 to 8.0%, Ti: 0.4 to 7.0%, Co: 0 to 28.0%, Mo: 0 to 8%, W: 0 to 6.0%, Nb: 0 to 4.0%, Ta: 0 to 3 0.0%, Fe: 0 to 10.0%, V: 0 to 1.2%, Hf: 0 to 1.0%, B: 0 to 0.300%, Zr: 0 to 0.300%
- the balance is preferably made of Ni and impurities.
- this Ni-based superalloy preferably has a component composition in which the equilibrium precipitation amount of the gamma prime phase at 700 ° C. is 40 mol% or more.
- the Ni-base superalloy is, by mass, C: 0 to 0.03%, Cr: 8.0 to 22.0%, Al: 2.0 to 8.0%, Ti: 0.4-7.0%, Co: 0-28.0%, Mo: 2.0-7.0%, W: 0-6.0%, Nb: 0-4.0%, Ta : 0-3.0%, Fe: 0-10.0%, V: 0-1.2%, Hf: 0-1.0%, B: 0-0.300%, Zr: 0-0. It is preferable that 300% is included and the balance is made of Ni and impurities.
- a method for producing the above Ni-base superalloy is provided.
- This manufacturing method is A preparation step of preparing a Ni-based superalloy material having the above component composition;
- This material includes a processing step of performing plastic processing a plurality of times at a temperature of 500 ° C. or less so that the cumulative processing rate is 30% or more.
- this plastic material has a shape of a bar, and a plurality of plastic processings in which the cumulative processing rate is 30% or more is a process of reducing the cross-sectional area of the bar.
- This plastic working preferably includes a step of compressing from the peripheral surface of the bar toward the axis.
- This method A preparation step of preparing an alloy material having a hardness of 500 HV or more and a crystal grain having a maximum diameter of 75 nm or less in a cross-sectional structure; This alloy material is subjected to plastic working at a temperature of 500 ° C. or lower to obtain an alloy having a hardness of 500 HV or higher.
- the alloy material and the alloy preferably include 5 or more crystal grains having a maximum diameter of 75 nm or less per 1 ⁇ m 2 in the cross-sectional structure.
- the Ni-base superalloy preferably has a component composition in which the equilibrium precipitation amount of the gamma prime phase at 700 ° C. is 40 mol% or more. Furthermore, it is preferable that this Ni-base superalloy has the component composition described above.
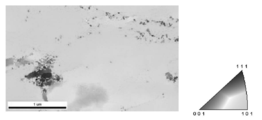
- Invention Example No. It is a figure which shows an example of the electron beam backscattering diffraction (EBSD) image of the cross-sectional microstructure of the 1-2 Ni-base superalloy.
- Invention Example No. It is a figure which shows an example of the EBSD image of the cross-sectional microstructure of 1-4 Ni-base superalloy.
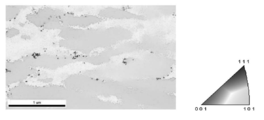
- Invention Example No. It is a figure which shows an example of the EBSD image of the cross-sectional microstructure of 1-5 Ni-base superalloy.
- FIG. 7 is a diagram showing an example of an EBSD image of a cross-sectional microstructure of a 1-7 Ni-base superalloy.
- the present invention is very novel that a Ni-based superalloy having excellent plastic workability can be provided by a new approach that does not rely on conventional hot plastic working.
- the present inventor studied the plastic workability of a Ni-base superalloy having a large amount of ⁇ ′ phase. As a result, the inventors have found a phenomenon in which the plastic workability of the Ni-based superalloy is dramatically improved by generating “nanocrystal grains” in the structure of the Ni-based superalloy. And it discovered that the production
- the Ni-base superalloy according to the present invention has a component composition in which the equilibrium precipitation amount of the gamma prime ( ⁇ ′) phase at 700 ° C. is 35 mol% or more, and has crystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure. Is.
- the Ni-base superalloy having crystal grains having a maximum diameter of 75 nm or less has excellent plastic workability. And regarding this plastic workability, the Ni-base superalloy according to the present invention is particularly excellent in cold plastic workability.
- the amount of the ⁇ ′ phase of the Ni-base superalloy can be expressed by a numerical index such as “volume ratio” or “area ratio” of the ⁇ ′ phase.
- the amount of the ⁇ ′ phase is represented by a numerical index of “ ⁇ ′ molar ratio”.
- the ⁇ ′ molar ratio is a stable gamma prime phase equilibrium precipitation amount in which the Ni-base superalloy can be precipitated in a thermodynamic equilibrium state.
- the value representing the equilibrium precipitation amount of the gamma prime phase in terms of “molar ratio” is determined by the component composition of the Ni-base superalloy.
- the value of mol% of the equilibrium precipitation amount can be obtained by analysis by thermodynamic equilibrium calculation. In the analysis by thermodynamic equilibrium calculation, it can be obtained accurately and easily by using various thermodynamic equilibrium calculation software.
- the ⁇ 'molar ratio of the Ni-base superalloy is defined as “equilibrium precipitation at 700 ° C.”.
- the high temperature strength of the Ni-base superalloy can be evaluated by the equilibrium precipitation amount of the gamma prime phase in the structure. The higher the high temperature strength, the more difficult the hot plastic working.
- the equilibrium precipitation amount of the gamma prime phase in the tissue becomes generally constant at approximately 700 ° C. or less, and the temperature dependency becomes substantially constant. Therefore, the value at the above “700 ° C.” is used as a reference.
- the hot plastic working is usually more difficult as the ⁇ 'molar ratio of the Ni-base superalloy is larger.
- increasing the ⁇ 'molar ratio is greatly involved in improving the cold plastic workability of the Ni-base superalloy.
- the Ni-base superalloy according to the present invention having “nanocrystal grains” in the cross-sectional structure thereof, the cold plastic workability can be dramatically improved.
- the nanocrystal grains are most likely to be generated from the phase interface between the austenite phase (gamma ( ⁇ )), which is a matrix of the Ni-base superalloy, and the gamma prime phase.
- a component composition in which the equilibrium precipitation amount of the gamma prime phase at 700 ° C. is 40 mol% or more is more preferable.
- a more preferable equilibrium precipitation amount of the gamma prime phase is 50 mol% or more, and even more preferably 60 mol% or more.
- a particularly preferable equilibrium precipitation amount of the gamma prime phase is 63 mol% or more, more preferably 66 mol% or more, and still more preferably 68 mol% or more.
- the upper limit of the equilibrium precipitation amount of the gamma prime phase at 700 ° C. is not particularly limited, but about 75 mol% is realistic.
- the precipitation strengthened Ni-base superalloy having an equilibrium precipitation amount of gamma prime phase at 700 ° C. of 35 mol% or more, for example, in mass%, C: 0 to 0.25%, Cr: 8.0 to 25. 0%, Al: 0.5 to 8.0%, Ti: 0.4 to 7.0%, Co: 0 to 28.0%, Mo: 0 to 8%, W: 0 to 6.0%, Nb: 0 to 4.0%, Ta: 0 to 3.0%, Fe: 0 to 10.0%, V: 0 to 1.2%, Hf: 0 to 1.0%, B: 0 to 0 .300%, Zr: 0 to 0.300%, with the balance being composed of Ni and impurities.
- the Ni-base superalloy is in mass%, C: 0 to 0.03%, Cr: 8.0 to 22.0%, Al: 2.0 to 8.0%, Ti: 0.4 to 7.0%, Co: 0-28.0%, Mo: 2.0-7.0%, W: 0-6.0%, Nb: 0-4.0%, Ta: 0-3.0 %, Fe: 0 to 10.0%, V: 0 to 1.2%, Hf: 0 to 1.0%, B: 0 to 0.300%, Zr: 0 to 0.300%, the balance Preferably has a composition comprising Ni and impurities.
- each component having a preferable composition as an embodiment of the Ni-base superalloy according to the present invention will be described (the unit of the component composition is “mass%”).
- Carbon (C) C is conventionally contained as an element that enhances the castability of Ni-base superalloys.
- Ni-base superalloys with a large amount of ⁇ ′ phase are difficult to be plastically processed, and are usually used as cast parts, and a certain amount of C is added.
- the added C remains as carbide in the cast structure, and a part thereof is formed as coarse eutectic carbide.
- Such coarse carbides serve as crack starting points and crack propagation paths when plastic processing of Ni-based superalloys, particularly at room temperature. It adversely affects plastic workability.
- the present invention which aims to provide a Ni-base superalloy having a large amount of ⁇ 'phase as a Ni-base superheater alloy material excellent in plastic workability, not as a cast part, the Ni-base superheater alloy is provided. Reduction of C in the heat-resistant alloy is very important. On the other hand, in the Ni-base superalloy according to the present invention, the cold plastic workability is dramatically improved by having “nanocrystalline grains” in the cross-sectional structure.
- a C content comparable to the content in can be allowed.
- the C content is preferably 0.25% or less. More preferably, the order is 0.1% or less and 0.03% or less.
- C is a regulating element and is preferably controlled to be lower. And when it is good also as C without addition (inevitable impurity level), the minimum of C can be made into 0 mass%. Usually, even if it is a Ni base superalloy without addition of C, when the component composition is analyzed, for example, a C content of about 0.001% can be recognized.
- Chrome (Cr) Cr is an element that improves oxidation resistance and corrosion resistance. However, when Cr is contained excessively, an embrittlement phase such as ⁇ (sigma) phase is formed, and the strength and hot workability at the time of material preparation are lowered. Therefore, Cr is preferably 8.0 to 25.0%, for example. More preferably, it is 8.0 to 22.0%. A preferable lower limit is 9.0%, and more preferably 9.5%. More preferably, it is 10.0%. Moreover, a preferable upper limit is 18.0%, More preferably, it is 16.0%. More preferably, it is 14.0%. Particularly preferably, it is 12.5%.
- Mo Molybdenum
- Mo contributes to the solid solution strengthening of the matrix and has the effect of improving the high temperature strength.
- Mo is preferably 0 to 8% (may be non-added (inevitable impurity level)). More preferably, it is 2.0 to 7.0%.
- a more preferable lower limit is 2.5%, and more preferably 3.0%. More preferably, it is 3.5%.
- the upper limit is more preferably 6.0%, more preferably 5.0%.
- Aluminum (Al) Al is an element that forms a strengthening phase ⁇ ′ (Ni 3 Al) phase and improves high-temperature strength. However, excessive addition reduces the hot workability during material preparation and causes material defects such as cracks during processing. Therefore, Al is preferably 0.5 to 8.0%. More preferably, it is 2.0 to 8.0%. A more preferable lower limit is 2.5%, and more preferably 3.0%. More preferably, it is 4.0%, More preferably, it is 4.5%. Particularly preferably, it is 5.1%. Further, the upper limit is more preferably 7.5%, and more preferably 7.0%. More preferably, it is 6.5%.
- the content of Cr of the reduced amount can be permitted.
- the upper limit of Cr is 13.5%
- the lower limit of the Al content is preferably 3.5%.
- Titanium (Ti) Ti is an element that forms a ⁇ ′ phase and enhances the high temperature strength by solid solution strengthening of the ⁇ ′ phase.
- Ti is preferably, for example, 0.4 to 7.0%.
- the preferable lower limit of Ti is 0.6%, more preferably 0.7%. More preferably, it is 0.8%.
- a preferable upper limit is 6.5%, More preferably, it is 6.0%. More preferably, it is 4.0%, and particularly preferably 2.0%.
- Co Cobalt (Co) Co improves the stability of the structure and makes it possible to maintain the hot workability at the time of material preparation even if it contains a large amount of Ti as a strengthening element.
- Co is one of optional elements that can be contained in a range of 28.0% or less, for example, in combination with other elements.
- a preferable lower limit in the case of adding Co is preferably 8.0%. More preferably, it is 10.0%.
- the preferable upper limit of Co is 18.0%. More preferably, it is 16.0%.
- the lower limit of Co is set to 0%.
- Tungsten (W) W is one of the selective elements that contribute to solid solution strengthening of the matrix.
- W is one of the selective elements that contribute to solid solution strengthening of the matrix.
- the upper limit is set to 6.0%.
- a preferable upper limit is 5.5%, and more preferably 5.0%.
- the lower limit of W is preferably set to 1.0%.
- the solid solution strengthening effect can be exhibited more by adding W and Mo in combination.
- W is preferably 0.8% or more.
- the minimum of W shall be 0%.
- Niobium (Nb) Nb is one of the selective elements that form a ⁇ ′ phase and enhance the high temperature strength by solid solution strengthening of the ⁇ ′ phase.
- the upper limit of Nb is, for example, 4.0%.
- a preferable upper limit is 3.5%, more preferably 2.5%.
- the lower limit of Nb is preferably set to 1.0%. Preferably it is 2.0%. In the case where Nb is allowed to be at the non-addition level (inevitable impurity level) by adding other ⁇ ′-generating elements, the lower limit of Nb is set to 0%.
- Tantalum (Ta) Ta is one of the selective elements that forms a ⁇ ′ phase and strengthens the ⁇ ′ phase by solid solution strengthening to increase the high-temperature strength.
- Ta is set to 3.0% or less, for example. Preferably it is 2.5% or less.
- the lower limit of Ta is preferably set to 0.3%. In the case where Ta is allowed to be a non-added level (inevitable impurity level) due to the addition of ⁇ ′-generating elements such as Ti and Nb and the balance with the matrix, the lower limit of Ta is set to 0%.
- Iron (Fe) Fe is one of the selective elements used as an alternative to expensive Ni and Co, and is effective in reducing alloy costs. In order to acquire this effect, it is good to determine whether to add in combination with other elements. However, if Fe is contained excessively, an embrittlement phase such as ⁇ (sigma) phase is formed, and the strength and hot workability at the time of material preparation are lowered. Therefore, the upper limit of Fe is, for example, 10.0%. A preferable upper limit is 9.0%, more preferably 8.0%. On the other hand, when Fe may be made into an additive-free level (inevitable impurity level) due to the balance with the ⁇ ′-generating element and the Ni matrix, the lower limit of Fe is set to 0%.
- Vanadium (V) V is one of the selective elements useful for strengthening the solid solution of the matrix and strengthening the grain boundaries by forming carbides.
- the upper limit of V is, for example, 1.2%.
- a preferable upper limit is 1.0%, and more preferably 0.8%.
- the lower limit of V is preferably set to 0.5%. In the case where V may be made an additive-free level (inevitable impurity level) due to balance with other alloy elements in the alloy, the lower limit of V is set to 0%.
- Hafnium (Hf) Hf is one of the selective elements useful for improving the oxidation resistance of alloys and strengthening grain boundaries by forming carbides.
- the upper limit of Hf is, for example, 1.0%.
- the lower limit of Hf is preferably set to 0.1%.
- Hf may be an additive-free level (inevitable impurity level) due to the balance with other alloy elements in the alloy, the lower limit of Hf is set to 0%.
- B B is an element that improves the grain boundary strength and improves the creep strength and ductility.
- B does not exceed 0.300%, for example, because it has a large effect of lowering the melting point, and when a coarse boride is formed, hot workability during material preparation is hindered. It is good to control as follows.
- a preferable upper limit is 0.200%, and more preferably 0.100%. More preferably, it is 0.050%, Most preferably, it is 0.020%. In order to obtain the above effect, a content of at least 0.001% is preferable.
- a more preferred lower limit is 0.003%, and even more preferably 0.005%. Particularly preferred is 0.010%.
- B may be an additive-free level (inevitable impurity level) due to balance with other alloy elements in the alloy
- the lower limit of B is set to 0%.
- Zirconium (Zr) Zr like B, has the effect of improving the grain boundary strength.
- the upper limit of Zr is, for example, 0.300%.
- a preferable upper limit is 0.250%, and more preferably 0.200%. More preferably, it is 0.100%, Most preferably, it is 0.050%.
- a content of at least 0.001% is preferable.
- a more preferable lower limit is 0.005%, and further preferably 0.010%.
- the lower limit of Zr is set to 0%.
- Ni but may contain inevitable impurities.
- the Ni-based superalloy according to the present invention has “nanocrystal grains” having a maximum diameter of 75 nm or less in the cross-sectional structure, thereby greatly improving the plastic workability in cold. This mechanism is not yet fully understood. However, as described above, the phase interface between the ⁇ phase and the ⁇ ′ phase seems to contribute to the formation of nanocrystal grains. The number of the generated nanocrystal grains increases as the plastic working rate increases, and this causes plastic deformation of the Ni-base superalloy by causing grain boundary sliding or crystal rotation. There is a possibility that the deformation mechanism is different from the conventional plastic deformation due to crystal slip due to the occurrence and growth of dislocations.
- the size of the nanocrystal grains contributing to the improvement of plastic workability is “the maximum diameter is 75 nm or less” in the cross-sectional structure of the Ni-base superalloy.
- the crystal grain size having a maximum diameter of 75 nm or less can be distinguished from the crystal grain size found in the conventional normal process.
- the above-described cross-sectional structure may be collected from a cross-section when it is divided in the longitudinal direction (that is, a cross-section including the central axis of the wire rod).
- the Ni-base superalloy according to the present invention has nanocrystal grains having a “maximum diameter of 75 nm or less” in the cross-sectional structure. It is preferable that 5 or more nanocrystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure exist per 1 ⁇ m 2 of the cross-sectional structure. By increasing the number of nanocrystal grains, the number of media that play the role of plastic deformation increases, and the plastic workability is further improved. More preferably, there are 10 or more, more preferably 50 or more, and still more preferably 100 or more crystal grains having a maximum diameter of 75 nm or less per 1 ⁇ m 2 of the cross-sectional structure.
- the number density of the above-mentioned nanocrystal grains may be obtained by averaging the total number of nanocrystal grains confirmed in all observed cross-sectional structures divided by all observed visual field areas.
- tissue is 75 nm or less
- the minimum of the maximum diameter does not need to set in particular.
- the presence / absence and number of nanocrystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure can be confirmed by, for example, an EBSD image.
- Such Ni-base superalloys preferably have a hardness of 500 HV or higher.
- the Ni-base superalloy according to the present invention is excellent in cold plastic workability, it can be made “for cold plastic working”.
- the Ni-base superalloy according to the present invention can be a “wire material” which is an intermediate product shape in which cold plastic working is performed.
- the wire has a thin wire diameter (diameter) of, for example, 10 mm or less, 8 mm or less, or 6 mm or less, and eventually 5 mm or less, 4 mm or less, 3 mm or less, or 2 mm or less.
- the length of the wire is, for example, 10 times or more, 50 times or more, or 100 times or more of the wire diameter of the wire.
- the Ni-base superalloy according to the present invention can be a “wire product” which is the final product shape obtained by the cold plastic working.
- the fine wire has a wire diameter (diameter) of, for example, 5 mm or less, 4 mm or less, 3 mm or less, and eventually 2 mm or less, 1 mm or less.
- the fine wire has a length that is longer than the wire diameter of the fine wire, for example, 50 times or more, 100 times or more, or 300 times or more.
- This manufacturing method includes a preparation step of preparing a raw material of a Ni-based superalloy having the above composition, and a cumulative processing rate of 30% or more at a temperature of 500 ° C. or less. And a processing step of performing plastic processing a plurality of times. It has been found that “nanocrystal grains” can be formed in the structure of the Ni-base superalloy material by increasing the “processing rate” of the compression processing.
- the material for the Ni-base superalloy may be obtained by a melting method in which molten metal is poured into a mold to produce an ingot. And ingot manufacturing may be applied by combining vacuum melting and conventional methods such as vacuum arc remelting and electroslag remelting. Moreover, the raw material may be obtained by a powder metallurgy method. Then, the ingot or the alloy ingot produced by the powder metallurgy method is subjected to hot working or machining as necessary to obtain a predetermined shape such as a billet or a bar ( Bar material may be finished.
- plastic working with a cumulative working rate of 30% or more is performed at a temperature of 500 ° C. or lower.
- the present invention can generate nanocrystal grains in the structure of a Ni-base superalloy by the “cold” plastic working. An excellent Ni-base superalloy can be obtained.
- the above-described cold plastic working needs to be in a low temperature region where recovery and recrystallization cannot occur during the plastic working. Therefore, it is preferable not to perform heat treatment during plastic working.
- the heat treatment here refers to a heat treatment in a high temperature region where recovery and recrystallization occur, and is a heat treatment for heating to a temperature exceeding 500 ° C., for example.
- the plastic working temperature in the present invention is “500 ° C. or lower”. Preferably it is 300 degrees C or less, More preferably, it is 100 degrees C or less, More preferably, it is 50 degrees C or less (for example, room temperature). It is clear that the production of the Ni-base superalloy described above can be applied to wire form, plate material, strip material and the like. At this time, the Ni-based superalloy according to the present invention has an intermediate product shape of a wire, a sheet material, and a strip material, as well as a thin wire, a sheet product, and a ribbon. It is also clear that the final product shape may be (strip product). Regarding the plate material (thin plate) and the strip material (thin strip), the dimensional relationship can be changed from the wire diameter of the above-described wire rod (thin wire) to the plate thickness or the strip thickness.
- the bar when the material of the Ni-base superalloy is a bar, in order to form the nanocrystal grains, the bar can be processed by compressing the cross-sectional area.
- the pressure can be uniformly applied to the bar as a mode of plastic working performed on this bar “vertical to the longitudinal direction of the bar” It is preferable to perform a process of compressing the cross-sectional area of the cross section. Then, the cross-sectional area (rod diameter) is plastically compressed to extend the length of the bar material.
- a “bar” having a larger cross-sectional area (diameter) than the wire by plastic working.
- the cross-sectional area of the bar is compressed by performing plastic working with a cumulative working rate of 30% or more at a temperature of 500 ° C. or less from the peripheral surface of the bar to the axis.
- Such processing includes swaging, cassette roller die drawing, hole die drawing, and the like.
- rolling can also be used for the production of a Ni-base superalloy alloy plate, strip, and the like.
- the cumulative processing rate of the plastic processing is increased to “30% or more”.
- Cumulative working ratio is preferably at least 40%, which is the number of cross-section per tissue 1 [mu] m 2 of said nano-crystal grains, for example, preferred to generate 10 or more.
- the cumulative processing rate is more preferably 60% or more, which is preferable for generating, for example, 50 or more nanocrystal grains. More preferably, it is 70% or more, and more preferably 80% or more. This is preferable for generating, for example, 100 or more nanocrystal grains. Still more preferably, it is 90% or more, particularly preferably 97% or more.
- the processing rate is expressed by the area reduction rate when swaging or die drawing a bar.
- the area reduction ratio is the relationship between the cross-sectional area A 0 of the bar material before plastic working and the cross-sectional area A 1 of the wire or thin wire after plastic working. [(A 0 ⁇ A 1 ) / A 0 ] ⁇ 100 (%) (1) It is calculated by the following formula.
- the processing rate is expressed as a reduction rate.
- the reduction ratio is defined as follows: t 0 is the thickness of the material before plastic working, and t 1 is the thickness of the plate or strip after plastic working. [(T 0 ⁇ t 1 ) / t 0 ] ⁇ 100 (%) (2) It is calculated by the following formula.
- the cumulative processing rate indicates the processing rate for the material of the final workpiece when plastic processing is performed a plurality of times or over a plurality of passes.
- the mechanism by which nanocrystal grains are generated in the tissue has not yet been fully elucidated.
- the above-mentioned processing rate is required to be at least about 30% in order to sufficiently generate nanocrystal grains (see Examples).
- the above-described Ni-base superheat-resistant alloy bar is cold plastically processed and the cumulative processing rate reaches about 30%, the nanocrystal grains are first converted into ⁇ phase and ⁇ ′. It was observed that it was preferentially produced at the phase interface with the phase. Then, when the plastic processing by cold is further added to the Ni-based superalloy (for example, rod (wire)) once the nanocrystal grains are generated, the number of nanocrystal grains increases.
- the increase in grains further improves the plastic workability of Ni-based superalloys (eg, rods (wires)).
- Ni-based superalloys eg, rods (wires)
- the plastic workability of Ni-base superalloys is further improved, and heat treatment is performed during the plastic working.
- the "room temperature superplastic" plastic working phenomenon was confirmed, in which it was possible to perform plastic working with a cumulative working rate of 97% or more in the cold.
- the above-described plastic processing with a processing rate of “30% or more” is not completed by a single plastic processing, but before the formation of nanocrystal grains in the structure, for example, cracks and wrinkles in the alloy.
- the nanocrystal grains can be uniformly and uniformly formed in the material, and the occurrence of cracks, wrinkles and the like during the plastic working can be suppressed.
- the upper limit of the processing rate of 30% or more does not need to be set in particular, and may be set appropriately according to, for example, the shape of the intermediate product or the final product.
- numerical values, such as 50%, 45%, 40%, 35%, can be set according to the specification etc., for example.
- the processing rate (area reduction) in a given plastic processing (pass) is larger than the processing rate (area reduction) in the previous plastic processing (pass)
- the processing rate (area reduction rate) may be increased for each plastic processing (pass).
- the “pass” in the present invention when plastic processing is performed by one (or a pair) of dies or rolls in the types of plastic processing such as swaging, die drawing, and rolling described above, “one pass” is counted. be able to.
- plastic working is effective in which the cross-sectional area of the bar is compressed from the circumferential surface of the bar toward the axis. At this time, there is no need to limit the plastic working method.
- a plastic working method in which pressure is evenly applied to the entire circumference of the rod to be plastic processed is advantageous.
- a specific example is swaging. Swaging is preferable for producing nanocrystal grains because the peripheral surface of the bar is forged while rotating a plurality of dies surrounding the entire circumference of the bar.
- other plastic processing such as cassette roller die drawing and hole die drawing is also applicable.
- a heat treatment may be performed in which a material (for example, a rod) before the plastic working is heated and held at a temperature Th equal to or higher than a ⁇ ′ solid solution temperature (solvus temperature) Ts and cooled.
- a material for example, a rod
- Ts a ⁇ ′ solid solution temperature
- the ⁇ 'phase can be uniformly reprecipitated in the structure of the material. This facilitates the formation of nanocrystal grains in the structure after plastic working. This is thought to be due to the fact that the phase interface between the ⁇ phase and the ⁇ ′ phase of the Ni-base superheat-resistant alloy becomes uniform, thereby promoting the formation of nanocrystal grains.
- the heating and holding temperature Th is preferably higher by 10 ° C. or more than the solvus temperature Ts. It is not necessary to provide an upper limit for the heating and holding temperature Th.
- the heated holding temperature Th is theoretically less than the temperature at which the Ni-based superalloy material starts to melt (solidus temperature).
- maintenance time of the rod after reaching said heating holding temperature Th shall be 2 hours or more. And 10 hours or less is realistic. Preferably, it is 7 hours or less. More preferably, it is 4 hours or less. Thereby, there is an effect (soaking effect) also in equalizing the component composition.
- a method for producing a Ni-base superalloy having the above component composition includes a preparation step of preparing an alloy material having a hardness of 500 HV or more and a crystal grain having a maximum diameter of 75 nm or less in a cross-sectional structure, and plastic processing of the material at a temperature of 500 ° C. or less. And a processing step of obtaining an alloy having a hardness of 500 HV or higher.
- the alloy material that is the starting material for processing is the Ni-base superalloy according to the present invention described above, and is, for example, the wire, plate, or strip described above.
- the Ni-based superalloy having a crystal grain having a maximum diameter of 75 nm or less in the cross-sectional structure is repeatedly subjected to plastic working at a temperature of 500 ° C. or less
- the nanocrystal grains in the cross-sectional structure increased (continuously formed) along the way, and a phenomenon was observed in which plastic workability was maintained.
- the hardness of the alloy is maintained at 500 HV or higher or slightly increases.
- the Ni-base superalloy having “nanocrystal grains in the cross-sectional structure” of the present invention is excellent in the initial plastic workability, and the excellent plastic workability is maintained even in the subsequent plastic working. To go.
- the Ni-based super heat-resistant alloy that has undergone all plastic working also has nanocrystal grains in the cross-sectional structure, which can be made into fine wires, thin plates, and ribbons of the final product shape. .
- the Ni-base superalloy after plastic working has a linear structure in which the ⁇ phase and the ⁇ ′ phase extend in the stretching direction.
- a desired equiaxed crystal structure can be obtained by performing a heat treatment as necessary when plastic products are processed into predetermined dimensions and shapes and then supplied as final products.
- the hardness can be adjusted to less than 500 HV, and it becomes easy to bend or cut the final product into a form suitable for a transportation form or a use form.
- Ni By this manufacturing method, for example, only by cold plastic working, various forms of Ni from intermediate product shapes such as wire, plate, and strip to final product shapes such as thin wire, thin plate, and strip.
- a base superalloy can also be provided.
- the molten metal prepared by vacuum melting was cast to prepare a cylindrical Ni-based superalloy A having a diameter of 100 mm and a mass of 10 kg.
- Table 1 shows the composition (% by mass) of the Ni-base superalloy A.
- Table 1 also shows the “ ⁇ ′ molar ratio” and “ ⁇ ′ solid solution temperature (solvus temperature) Ts” of the ingot. These values were calculated using a commercially available thermodynamic equilibrium calculation software “JMatPro (Version 8.0.1, product of Senti Software Ltd.)”. The contents of each element listed in Table 1 were input to this thermodynamic equilibrium calculation software, and the above-mentioned “ ⁇ ′ molar ratio” and “ ⁇ ′ solid solution temperature Ts” were obtained.
- the ingot of this Ni-based superalloy A is subjected to a heat treatment at a holding temperature Th: 1200 ° C. and a holding time: 8 hours, cooled in a furnace, and then 6.0 mm in diameter and length in a direction parallel to the length direction of the ingot.
- a 60 mm bar was sampled and used as a material for plastic working.
- the bar had a hardness of 320 HV.
- This bar was subjected to “swaging process 1” (described in alloy 1-2 in Table 2) at room temperature (25 ° C.) and a processing rate of 31% to obtain a Ni-based superalloy according to Example 1 of the present invention.
- the wire (wire diameter 5.0 mm) was produced.
- Ni-based superalloy alloy wire of Example 1 of the present invention could be produced while maintaining a good surface condition.
- hardness of the wire of the Ni-based superheat-resistant alloy of Invention Example 1 was 595 HV.
- processing rate was calculated
- FIG. 1 shows an alloy no. 2 shows an EBSD image of a cross-sectional microstructure of the wire 1-2.
- This cross-sectional microstructure is a structure taken from a cross-section at a position (position A) that is 1 ⁇ 4D from the surface of the wire toward the central axis in the cross-section divided in the longitudinal direction of the wire (D is the wire of the wire) Indicates the diameter).
- position A position A
- D is the wire of the wire
- the measurement conditions of EBSD used the EBSD measurement system "OIM Version 5.3.1 (made by TSL Solution)" attached to the scanning electron microscope "ULTRA55 (made by Zeiss)", magnification: 10000 times.
- the definition of the crystal grain was defined as a grain boundary having an orientation difference of 15 ° or more.
- the maximum diameter (maximum length) of the nanocrystal grains confirmed in the EBSD image was about 25 nm, which was small, and the presence and number of nanocrystal grains with the maximum diameter exceeding this value were confirmed.
- the wire No. 1-2 had nanocrystal grains having a maximum diameter of 75 nm or less (for example, a dark spot within a circle) in the cross-sectional structure. Alloy No.
- the structure was also collected from the cross-section at the surface position (position B) of the wire rod and the cross-section at the position of the central axis of the wire rod (position C). Analysis by EBSD was performed. And about the total of six cross-sectional structures collected from two positions A, B, C, respectively, the total number of nanocrystal grains having a maximum diameter of 75 nm or less counted in the same visual field area (2 ⁇ m ⁇ 3 ⁇ m) as in FIG. The number density per unit area of the nanocrystal grains obtained by dividing by the total visual field area (6 ⁇ m 2 ⁇ 6) was “8 particles / ⁇ m 2 ”.
- Alloy No. In 1-1 swaging was performed at room temperature (25 ° C.), but the wire diameter after processing was 5.5 mm, and the processing rate (area reduction rate) was 16.0%.
- This cross-sectional microstructure is designated as alloy no.
- no nanocrystal grains having a maximum diameter of 75 nm or less were observed as shown in FIG.
- the hardness was 480 HV.
- Alloy No. of the present invention example For the wire No. 1-2, at the room temperature (25 ° C.), the “swinging processing 3 to 10” of the processing rates shown in Table 2 was sequentially accumulated while increasing the cumulative processing rate from the bar. Alloy No. 1-3 to Alloy No. Ni-base superalloy alloys up to 1-10 were prepared, respectively. Note that heat treatment is not performed between the swaging processes. Alloy No. 1-3 to Alloy No. All the wires up to 1-10 could be produced while maintaining a good surface condition. These wire rods also had nanocrystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure (visible as black grains in the figure). 2 to 5 show the alloy No. of the present invention.
- the cumulative processing rate of the alloy material from the wire is 96. %, And if the cumulative processing rate from the original bar material, as much as 97% plastic working could be performed cold. Furthermore, alloy no. The wire of No. 1-10 was in a state where it could be further cold-worked after the plastic working with the large cumulative working rate.
- the hardness of the alloy after working in the example of the present invention was almost constant (595 HV to 605 HV) regardless of the working rate, so that once the crystal grains having the maximum diameter of 75 nm or less were formed, the hardness of 500 HV or more was formed. It can be seen that the alloy material having a thickness can be subsequently cold worked.
- the molten metal prepared by vacuum melting was cast to produce a cylindrical Ni-based superalloy B having a diameter of 100 mm and a mass of 10 kg.
- Table 3 shows the component composition (% by mass) of the Ni-base superalloy B.
- the “ ⁇ ′ molar ratio” and “ ⁇ ′ solid solution temperature Ts” shown in Table 3 were also calculated using a commercially available thermodynamic equilibrium calculation software “JMatPro (Version 8.0.1, product of Senté Software Ltd.).
- the ingot of the Ni-base superalloy B is subjected to a heat treatment with a holding temperature Th: 1250 ° C.
- the wire diameter of 2-1 was 5.5 mm after swaging, and the processing rate (area reduction rate) was 16.0%. No nanocrystal grains having a maximum diameter of 75 nm or less were observed in this cross-sectional microstructure. Further, the hardness was 494 HV.
- the hardness of these alloys was 500 HV or more, but unlike the results of Example 1, there was a tendency for the hardness to increase slightly as the processing rate increased.
- the processed wire has a hardness of 600 HV or higher.
- the molten metal prepared by vacuum melting was cast to prepare a cylindrical Ni-based superalloy C ingot having a diameter of 100 mm and a mass of 10 kg.
- Table 5 shows the component composition (mass%) of the Ni-base superalloy C.
- the “ ⁇ ′ molar ratio” and “ ⁇ ′ solid solution temperature Ts” shown in Table 5 were also calculated using a commercially available thermodynamic equilibrium calculation software “JMatPro (Version 8.0.1, product of Senté Software Ltd.).
- the ingot of the Ni-base superalloy C is subjected to a heat treatment of holding temperature Th: 1200 ° C.
- alloy no The wire diameter of 3-1 was 5.5 mm after swaging, and the processing rate (area reduction rate) was 16.0%. No nanocrystal grains having a maximum diameter of 75 nm or less were observed in this cross-sectional microstructure. The hardness was also 468HV. Alloy No. No. 3-2 The wire rods up to 3-10 have a processing rate (area reduction rate) of 30% or more, and nanocrystal grains having a maximum diameter of 75 nm or less are observed in the cross-sectional structure. The number density of crystal grains also increased. The hardness of these alloys was 500 HV or more, but was almost constant (524 HV to 542 HV) regardless of the processing rate as in Example 1.
- Alloy No. 1 of Example 1 A wire rod of 1-9 (wire diameter: 1.5 mm) was used as a starting material, and this was subjected to four-pass hole die drawing at room temperature (25 ° C.). 4-1 (wire diameter 1.35 mm), 4-2 (wire diameter 1.20 mm), 3-3 (wire diameter 1.05 mm), and finally, alloy no. A 4-4 wire (wire diameter: 0.95 mm) was produced. Processing could be performed without any problem even for a wire having a diameter of less than 1 mm. In addition, heat processing is not performed between each pass. The processing rate was obtained by the equation (1) described above.
- alloy no In the middle of the above four passes, alloy no.
- the hardness of 4-1, 4-2, and 4-3 was 593HV, 602HV, and 598HV in order.
- nanocrystal grains having a maximum diameter of 75 nm or less were observed in the cross-sectional structure, and the number density of the nanocrystal grains increased as the processing rate increased.
- the alloy No. obtained after finishing the four-pass die drawing was obtained.
- 620 nanocrystal grains having a maximum diameter of 75 nm or less were observed per 1 ⁇ m 2 in the cross-sectional structure, and the hardness was 593 HV.
- alloy no The hardness of the wires from 4-1 to 4-4 was 500 HV or more, and was almost constant (593 HV to 602 HV) regardless of the processing rate, as in Example 1.
- the Ni-base superalloys of each example are excellent in plastic workability, and the Ni-base superalloys of the examples of the present invention can be processed into a wire having an arbitrary wire diameter by plastic working in the cold. confirmed.
- the present Example was performed about manufacture of a wire, of course, these wires can also be handled as a fine wire of a final product shape.
- the Ni-base superalloy according to the present invention is excellent in plastic workability, it is clear that plastic working into shapes other than wires and fine wires is possible.
Abstract
This Ni-based super heat-resistant alloy has a component composition in which the equilibrium precipitated amount of a gamma prime phase at 700°C is 35 mol% or greater, and has crystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure thereof. Also provided is a method for manufacturing this Ni-based super heat-resistant alloy. This method includes a preparation step for preparing a raw material of a Ni-based super heat-resistant alloy having a component composition in which the equilibrium precipitated amount of a gamma prime phase at 700°C is 35 mol% or greater, and a processing step for performing plastic processing of the raw material a plurality of times at a temperature of 500°C or less so as to obtain a cumulative processing rate of 30% or greater. Furthermore provided is a method for manufacturing a Ni-based super heat-resistant alloy, comprising preparing an alloy material having the abovementioned component composition, a hardness of 500 HV or greater, and crystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure thereof, performing plastic processing of the alloy material at a temperature of 500°C or less, and obtaining an alloy having a hardness of 500 HV or greater.
Description
本発明は、Ni基超耐熱合金およびその製造方法に関するものである。
The present invention relates to a Ni-base superalloy and a manufacturing method thereof.
航空機エンジンや発電用のガスタービンに用いられる耐熱部品として、例えば、インコネル(登録商標)718合金のようなNi基超耐熱合金が多く用いられている。ガスタービンの高性能化と低燃費化に伴って、高い耐熱温度を有する耐熱部品が求められている。Ni基超耐熱合金の耐熱性(高温強度)を向上させるためには、Ni3Alを主組成とする金属間化合物の析出強化相であるガンマプライム相(以下、「γ’」相とも記す。)量を増やすことが最も有効である。そして、Ni基超耐熱合金が、更に、γ’生成元素であるAl、Ti、Nbを含有することで、Ni基超耐熱合金の高温強度をさらに向上させることができる。今後、高耐熱性、高強度を満足させるために、γ’相の量がより多いNi基超耐熱合金が求められる。
As heat-resistant parts used in aircraft engines and gas turbines for power generation, for example, Ni-based super heat-resistant alloys such as Inconel (registered trademark) 718 alloy are often used. With the improvement in performance and fuel efficiency of gas turbines, heat-resistant parts having a high heat-resistant temperature are required. In order to improve the heat resistance (high temperature strength) of the Ni-base superalloy, it is also referred to as a gamma prime phase (hereinafter referred to as “γ ′” phase) which is a precipitation strengthening phase of an intermetallic compound mainly composed of Ni 3 Al. ) Increasing the amount is most effective. The Ni-base superalloy can further improve the high-temperature strength of the Ni-base superalloy by including Al, Ti, and Nb that are γ′-generating elements. In the future, in order to satisfy high heat resistance and high strength, a Ni-base superalloy having a larger amount of γ ′ phase is required.
しかし、Ni基超耐熱合金は、γ’相の増加と共に、熱間加工の変形抵抗が大きくなり、難加工であることが知られている。とりわけ、γ’相の量が35~40モル%以上のγ’モル率になると加工性は特に低下する。例えば、インコネル(登録商標)713C合金、IN939、IN100、Mar-M247等の合金は、特別にγ’相が多く、塑性加工が不可能とされ、通常は鋳造合金として鋳造まま(as-cast)で使用されている。
However, it is known that Ni-based superalloys are difficult to process because the deformation resistance of hot working increases as the γ 'phase increases. In particular, when the amount of γ ′ phase is 35 to 40 mol% or more of γ ′ mole ratio, the workability is particularly lowered. For example, alloys such as Inconel (registered trademark) 713C alloy, IN939, IN100, and Mar-M247 have a particularly large γ 'phase and are not capable of plastic working, and are usually as-cast as a cast alloy. Used in.
このようなNi基超耐熱合金の熱間塑性加工性を向上させる提案として、特許文献1では、γ’モル率が40モル%以上となる組成を有するNi超基耐熱合金インゴットを加工率5%以上30%未満で冷間加工を行った後にγ’固溶温度を超える温度で熱処理する製造方法が記載されている。この方法は、冷間加工工程と熱処理工程の組合せにより、Ni基超耐熱合金に熱間加工を適用することが可能な90%以上の再結晶率を得るものである。
As a proposal for improving the hot plastic workability of such a Ni-base superalloy, in Patent Document 1, a Ni superbase heat-resistant alloy ingot having a composition with a γ ′ molar ratio of 40 mol% or more is processed at a processing rate of 5%. A manufacturing method is described in which after cold working at less than 30%, heat treatment is performed at a temperature exceeding the γ ′ solid solution temperature. This method obtains a recrystallization rate of 90% or higher that allows hot working to be applied to a Ni-base superalloy by combining a cold working process and a heat treatment process.
また、近年、上述したγ’相の量が多いNi基超耐熱合金の耐熱部品を補修したり、または、その耐熱部品自体を3次元成形で作製したりするニーズが高まっている。その場合の造形素材としてNi基超耐熱合金の細線が求められている。この細線は、ばね等の部品形状に加工して使用することもできる。Ni基超耐熱合金の細線の線径(直径)は、例えば、5mm以下、更には3mm以下という細いものである。このような細線は、例えば、線径が10mm以下の「線材」を中間製品として準備し、この線材に塑性加工を行って作製することが効率的である。この中間製品である「線材」も、塑性加工によって得ることができれば、Ni基超耐熱合金の細線を効率的に製造することができる。
このような超耐熱合金の細線の製造方法として、線径が5mm以上の鋳造ワイヤを出発材にして、これら鋳造ワイヤを束ねたものを熱間押出した後、分離する手法が提案されている(特許文献2)。 In recent years, there has been an increasing need for repairing the heat-resistant parts of the Ni-base superheat-resistant alloy having a large amount of the γ ′ phase described above or producing the heat-resistant parts themselves by three-dimensional molding. In this case, a Ni-based superheat-resistant alloy fine wire is required as a modeling material. This fine wire can also be used after being processed into a part shape such as a spring. The wire diameter (diameter) of the Ni-based superheat-resistant alloy is as thin as 5 mm or less, and further 3 mm or less, for example. For example, it is efficient to prepare such a thin wire by preparing a “wire” having a wire diameter of 10 mm or less as an intermediate product and subjecting this wire to plastic working. If this “intermediate product” “wire” can also be obtained by plastic working, Ni-based superalloys can be produced efficiently.
As a method for producing such a super heat-resistant alloy thin wire, a method has been proposed in which a cast wire having a wire diameter of 5 mm or more is used as a starting material, and a bundle of these cast wires is hot-extruded and then separated ( Patent Document 2).
このような超耐熱合金の細線の製造方法として、線径が5mm以上の鋳造ワイヤを出発材にして、これら鋳造ワイヤを束ねたものを熱間押出した後、分離する手法が提案されている(特許文献2)。 In recent years, there has been an increasing need for repairing the heat-resistant parts of the Ni-base superheat-resistant alloy having a large amount of the γ ′ phase described above or producing the heat-resistant parts themselves by three-dimensional molding. In this case, a Ni-based superheat-resistant alloy fine wire is required as a modeling material. This fine wire can also be used after being processed into a part shape such as a spring. The wire diameter (diameter) of the Ni-based superheat-resistant alloy is as thin as 5 mm or less, and further 3 mm or less, for example. For example, it is efficient to prepare such a thin wire by preparing a “wire” having a wire diameter of 10 mm or less as an intermediate product and subjecting this wire to plastic working. If this “intermediate product” “wire” can also be obtained by plastic working, Ni-based superalloys can be produced efficiently.
As a method for producing such a super heat-resistant alloy thin wire, a method has been proposed in which a cast wire having a wire diameter of 5 mm or more is used as a starting material, and a bundle of these cast wires is hot-extruded and then separated ( Patent Document 2).
上記のとおりNi基超耐熱合金はγ’相の量の増加と共に、熱間塑性加工性が低下する。特許文献2の手法は、限られた成分組成においては細線の製造に効果的なものであるが、その成分組成にしか適用できず、γ’相の量が後述する「35モル%以上」のNi基超耐熱合金にもなると、これを熱間塑性加工して細線にすることは極めて困難である。また、特許文献2の手法は、工程が複雑で、製造コストが大きくなる等の問題があった。
特許文献1の方法は、熱間加工を適用するNi基超耐熱合金には効果がある。しかし、そのためにインゴットに加工率5%以上30%未満で冷間加工を行った後にさらに熱処理を行う必要がある。 As described above, hot plastic workability of Ni-base superalloys decreases as the amount of γ ′ phase increases. The technique of Patent Document 2 is effective for the production of fine wires in a limited component composition, but can be applied only to the component composition, and the amount of γ ′ phase is “35 mol% or more” described later. When it becomes a Ni-based super heat-resistant alloy, it is very difficult to make it into a fine wire by hot plastic working. Further, the method of Patent Document 2 has problems such as a complicated process and an increase in manufacturing cost.
The method ofPatent Document 1 is effective for Ni-base superalloys to which hot working is applied. However, for that purpose, it is necessary to further perform heat treatment after cold working the ingot at a working rate of 5% or more and less than 30%.
特許文献1の方法は、熱間加工を適用するNi基超耐熱合金には効果がある。しかし、そのためにインゴットに加工率5%以上30%未満で冷間加工を行った後にさらに熱処理を行う必要がある。 As described above, hot plastic workability of Ni-base superalloys decreases as the amount of γ ′ phase increases. The technique of Patent Document 2 is effective for the production of fine wires in a limited component composition, but can be applied only to the component composition, and the amount of γ ′ phase is “35 mol% or more” described later. When it becomes a Ni-based super heat-resistant alloy, it is very difficult to make it into a fine wire by hot plastic working. Further, the method of Patent Document 2 has problems such as a complicated process and an increase in manufacturing cost.
The method of
本発明の目的は、従来とは全く異なる斬新な手法を用いて、塑性加工性に優れたNi基超耐熱合金およびその製造方法を提供することである。本発明の他の目的は、熱間加工を行なわないでも大きな加工率を伴う塑性加工を行なうことが可能なNi基超耐熱合金およびその製造方法を提供することである。本発明の他の目的は、途中に熱処理を施すことなく大きな加工率を伴う塑性加工を行なうことが可能なNi基超耐熱合金およびその製造方法を提供することである。本発明の他の目的は、Ni基超耐熱合金の線材や細線を製造する新たな方法を提供することである。
An object of the present invention is to provide a Ni-base superalloy having excellent plastic workability and a method for producing the same using a novel method that is completely different from the conventional one. Another object of the present invention is to provide a Ni-base superalloy capable of performing plastic working with a large working rate without performing hot working and a method for producing the same. Another object of the present invention is to provide a Ni-based superalloy and a method for producing the same that can perform plastic working with a large working rate without performing heat treatment in the middle. Another object of the present invention is to provide a new method for producing a Ni-base superalloy alloy wire or fine wire.
本発明の一観点によれば、700℃におけるガンマプライム相の平衡析出量が35モル%以上の成分組成を有し、断面組織中に最大径が75nm以下の結晶粒を有するNi基超耐熱合金が提供される。
According to one aspect of the present invention, a Ni-based superalloy having a component composition in which the equilibrium precipitation amount of a gamma prime phase at 700 ° C. is 35 mol% or more and having crystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure. Is provided.
一具体例によれば、このNi基超耐熱合金は500HV以上の硬さを有することが好ましい。
また、一具体例によれば、この最大径が75nm以下の結晶粒は、断面組織中に1μm2あたり5個以上存在することが好ましい。 According to one specific example, the Ni-based superalloy is preferably 500 HV or higher.
Further, according to one specific example, it is preferable that five or more crystal grains having a maximum diameter of 75 nm or less exist per 1 μm 2 in the cross-sectional structure.
また、一具体例によれば、この最大径が75nm以下の結晶粒は、断面組織中に1μm2あたり5個以上存在することが好ましい。 According to one specific example, the Ni-based superalloy is preferably 500 HV or higher.
Further, according to one specific example, it is preferable that five or more crystal grains having a maximum diameter of 75 nm or less exist per 1 μm 2 in the cross-sectional structure.
一具体例によれば、このNi基超耐熱合金は、質量%で、C:0~0.25%、Cr:8.0~25.0%、Al:0.5~8.0%、Ti:0.4~7.0%、Co:0~28.0%、Mo:0~8%、W:0~6.0%、Nb:0~4.0%、Ta:0~3.0%、Fe:0~10.0%、V:0~1.2%、Hf:0~1.0%、B:0~0.300%、Zr:0~0.300%を含み、残部がNiおよび不純物からなることが好ましい。
According to one specific example, the Ni-base superalloy is, by mass, C: 0 to 0.25%, Cr: 8.0 to 25.0%, Al: 0.5 to 8.0%, Ti: 0.4 to 7.0%, Co: 0 to 28.0%, Mo: 0 to 8%, W: 0 to 6.0%, Nb: 0 to 4.0%, Ta: 0 to 3 0.0%, Fe: 0 to 10.0%, V: 0 to 1.2%, Hf: 0 to 1.0%, B: 0 to 0.300%, Zr: 0 to 0.300% The balance is preferably made of Ni and impurities.
一具体例によれば、このNi基超耐熱合金は、700℃におけるガンマプライム相の平衡析出量が40モル%以上の成分組成を有することが好ましい。
According to one specific example, this Ni-based superalloy preferably has a component composition in which the equilibrium precipitation amount of the gamma prime phase at 700 ° C. is 40 mol% or more.
一具体例によれば、このNi基超耐熱合金は、質量%で、C:0~0.03%、Cr:8.0~22.0%、Al:2.0~8.0%、Ti:0.4~7.0%、Co:0~28.0%、Mo:2.0~7.0%、W:0~6.0%、Nb:0~4.0%、Ta:0~3.0%、Fe:0~10.0%、V:0~1.2%、Hf:0~1.0%、B:0~0.300%、Zr:0~0.300%を含み、残部がNiおよび不純物からなることが好ましい。
According to one specific example, the Ni-base superalloy is, by mass, C: 0 to 0.03%, Cr: 8.0 to 22.0%, Al: 2.0 to 8.0%, Ti: 0.4-7.0%, Co: 0-28.0%, Mo: 2.0-7.0%, W: 0-6.0%, Nb: 0-4.0%, Ta : 0-3.0%, Fe: 0-10.0%, V: 0-1.2%, Hf: 0-1.0%, B: 0-0.300%, Zr: 0-0. It is preferable that 300% is included and the balance is made of Ni and impurities.
本発明の他の観点によれば、上記のNi基超耐熱合金を製造する方法が提供される。この製造方法は、
上記成分組成を有するNi基超耐熱合金の素材を準備する準備工程と、
この素材に500℃以下の温度で、累積の加工率が30%以上となるように複数回の塑性加工を行なう加工工程とを含む。 According to another aspect of the present invention, a method for producing the above Ni-base superalloy is provided. This manufacturing method is
A preparation step of preparing a Ni-based superalloy material having the above component composition;
This material includes a processing step of performing plastic processing a plurality of times at a temperature of 500 ° C. or less so that the cumulative processing rate is 30% or more.
上記成分組成を有するNi基超耐熱合金の素材を準備する準備工程と、
この素材に500℃以下の温度で、累積の加工率が30%以上となるように複数回の塑性加工を行なう加工工程とを含む。 According to another aspect of the present invention, a method for producing the above Ni-base superalloy is provided. This manufacturing method is
A preparation step of preparing a Ni-based superalloy material having the above component composition;
This material includes a processing step of performing plastic processing a plurality of times at a temperature of 500 ° C. or less so that the cumulative processing rate is 30% or more.
一具体例によれば、この素材が棒材の形状を有し、累積の加工率が30%以上となる複数回の塑性加工が、この棒材の断面積を縮小させる加工である。
この塑性加工は、棒材の周面から軸心に向けて圧縮を行なう工程を含むことが好ましい。 According to a specific example, this plastic material has a shape of a bar, and a plurality of plastic processings in which the cumulative processing rate is 30% or more is a process of reducing the cross-sectional area of the bar.
This plastic working preferably includes a step of compressing from the peripheral surface of the bar toward the axis.
この塑性加工は、棒材の周面から軸心に向けて圧縮を行なう工程を含むことが好ましい。 According to a specific example, this plastic material has a shape of a bar, and a plurality of plastic processings in which the cumulative processing rate is 30% or more is a process of reducing the cross-sectional area of the bar.
This plastic working preferably includes a step of compressing from the peripheral surface of the bar toward the axis.
一具体例によれば、複数回の塑性加工の間に熱処理を行わないことが好ましい。
According to a specific example, it is preferable not to perform heat treatment between a plurality of plastic workings.
本発明の他の観点によれば、700℃におけるガンマプライム相の平衡析出量が35モル%以上の成分組成を有するNi基超耐熱合金を製造(または加工する)方法が提供される。この方法は、
硬さが500HV以上であり断面組織中に最大径が75nm以下の結晶粒を有する合金材料を準備する準備工程と、
この合金材料に500℃以下の温度で塑性加工を行なって、硬さが500HV以上の合金を得る加工工程とを含む。 According to another aspect of the present invention, there is provided a method for manufacturing (or processing) a Ni-base superalloy having a component composition in which the equilibrium precipitation amount of the gamma prime phase at 700 ° C. is 35 mol% or more. This method
A preparation step of preparing an alloy material having a hardness of 500 HV or more and a crystal grain having a maximum diameter of 75 nm or less in a cross-sectional structure;
This alloy material is subjected to plastic working at a temperature of 500 ° C. or lower to obtain an alloy having a hardness of 500 HV or higher.
硬さが500HV以上であり断面組織中に最大径が75nm以下の結晶粒を有する合金材料を準備する準備工程と、
この合金材料に500℃以下の温度で塑性加工を行なって、硬さが500HV以上の合金を得る加工工程とを含む。 According to another aspect of the present invention, there is provided a method for manufacturing (or processing) a Ni-base superalloy having a component composition in which the equilibrium precipitation amount of the gamma prime phase at 700 ° C. is 35 mol% or more. This method
A preparation step of preparing an alloy material having a hardness of 500 HV or more and a crystal grain having a maximum diameter of 75 nm or less in a cross-sectional structure;
This alloy material is subjected to plastic working at a temperature of 500 ° C. or lower to obtain an alloy having a hardness of 500 HV or higher.
一具体例によれば、上記の加工工程を複数回繰り返すことが好ましい。
また、この複数回の加工工程の間に熱処理を行わないことが好ましい。 According to one specific example, it is preferable to repeat the above-described processing steps a plurality of times.
Further, it is preferable not to perform heat treatment during the plurality of processing steps.
また、この複数回の加工工程の間に熱処理を行わないことが好ましい。 According to one specific example, it is preferable to repeat the above-described processing steps a plurality of times.
Further, it is preferable not to perform heat treatment during the plurality of processing steps.
一具体例によれば、合金材料および前記合金には、最大径が75nm以下の結晶粒が、断面組織中に1μm2あたり5個以上存在することが好ましい。
According to a specific example, the alloy material and the alloy preferably include 5 or more crystal grains having a maximum diameter of 75 nm or less per 1 μm 2 in the cross-sectional structure.
一具体例によれば、このNi基超耐熱合金は、700℃におけるガンマプライム相の平衡析出量が40モル%以上の成分組成を有することが好ましい。
さらに、このNi基超耐熱合金は、上記に記載の成分組成を有することが好ましい。 According to a specific example, the Ni-base superalloy preferably has a component composition in which the equilibrium precipitation amount of the gamma prime phase at 700 ° C. is 40 mol% or more.
Furthermore, it is preferable that this Ni-base superalloy has the component composition described above.
さらに、このNi基超耐熱合金は、上記に記載の成分組成を有することが好ましい。 According to a specific example, the Ni-base superalloy preferably has a component composition in which the equilibrium precipitation amount of the gamma prime phase at 700 ° C. is 40 mol% or more.
Furthermore, it is preferable that this Ni-base superalloy has the component composition described above.
以下の非限定的な具体例の説明および添付の図面を参照することにより、本発明の利点、特徴及び詳細が明らかになるであろう。
BRIEF DESCRIPTION OF THE DRAWINGS Advantages, features and details of the present invention will become apparent by reference to the following non-limiting example description and accompanying drawings.
本発明は、従来の熱間塑性加工によらない新しいアプローチによって、塑性加工性に優れたNi基超耐熱合金を提供できるという、実に斬新なものである。
本発明者は、γ’相の量が多いNi基超耐熱合金の塑性加工性について研究した。その結果、Ni基超耐熱合金の組織中に「ナノ結晶粒」を生成させることにより、Ni基超耐熱合金の塑性加工性が飛躍的に向上する現象を突きとめた。そして、このナノ結晶粒の生成は、所定条件の「冷間塑性加工」によって達成できることを見いだして、本発明に至った。 The present invention is very novel that a Ni-based superalloy having excellent plastic workability can be provided by a new approach that does not rely on conventional hot plastic working.
The present inventor studied the plastic workability of a Ni-base superalloy having a large amount of γ ′ phase. As a result, the inventors have found a phenomenon in which the plastic workability of the Ni-based superalloy is dramatically improved by generating “nanocrystal grains” in the structure of the Ni-based superalloy. And it discovered that the production | generation of this nanocrystal grain could be achieved by "cold plastic working" of predetermined conditions, and came to this invention.
本発明者は、γ’相の量が多いNi基超耐熱合金の塑性加工性について研究した。その結果、Ni基超耐熱合金の組織中に「ナノ結晶粒」を生成させることにより、Ni基超耐熱合金の塑性加工性が飛躍的に向上する現象を突きとめた。そして、このナノ結晶粒の生成は、所定条件の「冷間塑性加工」によって達成できることを見いだして、本発明に至った。 The present invention is very novel that a Ni-based superalloy having excellent plastic workability can be provided by a new approach that does not rely on conventional hot plastic working.
The present inventor studied the plastic workability of a Ni-base superalloy having a large amount of γ ′ phase. As a result, the inventors have found a phenomenon in which the plastic workability of the Ni-based superalloy is dramatically improved by generating “nanocrystal grains” in the structure of the Ni-based superalloy. And it discovered that the production | generation of this nanocrystal grain could be achieved by "cold plastic working" of predetermined conditions, and came to this invention.
本発明によるNi基超耐熱合金は、700℃におけるガンマプライム(γ’)相の平衡析出量が35モル%以上の成分組成を有し、断面組織中に最大径が75nm以下の結晶粒を有するものである。この最大径が75nm以下の結晶粒を有するNi基超耐熱合金は、優れた塑性加工性を有している。そして、この塑性加工性について、本発明によるNi基超耐熱合金は、特に、冷間塑性加工性に優れるものである。
The Ni-base superalloy according to the present invention has a component composition in which the equilibrium precipitation amount of the gamma prime (γ ′) phase at 700 ° C. is 35 mol% or more, and has crystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure. Is. The Ni-base superalloy having crystal grains having a maximum diameter of 75 nm or less has excellent plastic workability. And regarding this plastic workability, the Ni-base superalloy according to the present invention is particularly excellent in cold plastic workability.
ここで、Ni基超耐熱合金のγ’相の量は、そのγ’相の「体積率」や「面積率」等の数値的指標で表すことができる。本明細書では、γ’相の量を、「γ’モル率」の数値的指標で表す。γ’モル率とは、Ni基超耐熱合金が熱力学的な平衡状態において析出することができる、安定的なガンマプライム相の平衡析出量のことである。ガンマプライム相の平衡析出量を「モル率」で表した値は、Ni基超耐熱合金が有する成分組成により決定される。この平衡析出量のモル%の値は、熱力学平衡計算による解析で求めることができる。熱力学平衡計算による解析では、各種の熱力学平衡計算ソフトを用いることで、精度よく、かつ、容易に求めることができる。
Here, the amount of the γ ′ phase of the Ni-base superalloy can be expressed by a numerical index such as “volume ratio” or “area ratio” of the γ ′ phase. In the present specification, the amount of the γ ′ phase is represented by a numerical index of “γ ′ molar ratio”. The γ ′ molar ratio is a stable gamma prime phase equilibrium precipitation amount in which the Ni-base superalloy can be precipitated in a thermodynamic equilibrium state. The value representing the equilibrium precipitation amount of the gamma prime phase in terms of “molar ratio” is determined by the component composition of the Ni-base superalloy. The value of mol% of the equilibrium precipitation amount can be obtained by analysis by thermodynamic equilibrium calculation. In the analysis by thermodynamic equilibrium calculation, it can be obtained accurately and easily by using various thermodynamic equilibrium calculation software.
本発明では、Ni基超耐熱合金のγ’モル率を、「700℃における平衡析出量」とする。Ni基超耐熱合金の高温強度は、組織中のガンマプライム相の平衡析出量で評価でき、この高温強度が大きいほど、熱間塑性加工は困難になる。組織中のガンマプライム相の平衡析出量は、一般的に、概ね700℃以下で温度依存性が小さくなり、概ね一定となるので、上記の「700℃」のときの値を基準とする。
In the present invention, the γ 'molar ratio of the Ni-base superalloy is defined as “equilibrium precipitation at 700 ° C.”. The high temperature strength of the Ni-base superalloy can be evaluated by the equilibrium precipitation amount of the gamma prime phase in the structure. The higher the high temperature strength, the more difficult the hot plastic working. In general, the equilibrium precipitation amount of the gamma prime phase in the tissue becomes generally constant at approximately 700 ° C. or less, and the temperature dependency becomes substantially constant. Therefore, the value at the above “700 ° C.” is used as a reference.
上記の通り、通常はNi基超耐熱合金のγ’モル率が大きいほど熱間塑性加工は困難である。しかし、本発明によれば、γ’モル率を大きくすることが、Ni基超耐熱合金の冷間の塑性加工性の向上に大きく関与する。本発明のNi基超耐熱合金では、その断面組織中に「ナノ結晶粒」を有することで、冷間塑性加工性を飛躍的に改善できる。このナノ結晶粒は、Ni基超耐熱合金のマトリックスであるオーステナイト相(ガンマ(γ))とガンマプライム相との相界面から最も発生しやすい。したがって、Ni基超耐熱合金のγ’モル率を大きくすることは、上記の相界面の増加に繋がって、ナノ結晶粒の生成に寄与する。そして、γ’モル率が35%のレベルにまで達すると、上記のナノ結晶粒の生成が促進される。700℃におけるガンマプライム相の平衡析出量が40モル%以上の成分組成がより好ましい。更に好ましいガンマプライム相の平衡析出量は、50モル%以上であり、更により好ましくは60モル%以上である。特に好ましいガンマプライム相の平衡析出量は63モル%以上であり、いっそう好ましくは66モル%以上、よりいっそう好ましくは68モル%以上である。700℃におけるガンマプライム相の平衡析出量の上限は、特に限定しないが、75モル%程度が現実的である。
As described above, the hot plastic working is usually more difficult as the γ 'molar ratio of the Ni-base superalloy is larger. However, according to the present invention, increasing the γ 'molar ratio is greatly involved in improving the cold plastic workability of the Ni-base superalloy. In the Ni-base superalloy according to the present invention, having “nanocrystal grains” in the cross-sectional structure thereof, the cold plastic workability can be dramatically improved. The nanocrystal grains are most likely to be generated from the phase interface between the austenite phase (gamma (γ)), which is a matrix of the Ni-base superalloy, and the gamma prime phase. Therefore, increasing the γ 'molar ratio of the Ni-base superalloy will lead to an increase in the phase interface and contribute to the generation of nanocrystal grains. When the γ 'molar ratio reaches a level of 35%, the formation of the nanocrystal grains is promoted. A component composition in which the equilibrium precipitation amount of the gamma prime phase at 700 ° C. is 40 mol% or more is more preferable. A more preferable equilibrium precipitation amount of the gamma prime phase is 50 mol% or more, and even more preferably 60 mol% or more. A particularly preferable equilibrium precipitation amount of the gamma prime phase is 63 mol% or more, more preferably 66 mol% or more, and still more preferably 68 mol% or more. The upper limit of the equilibrium precipitation amount of the gamma prime phase at 700 ° C. is not particularly limited, but about 75 mol% is realistic.
700℃におけるガンマプライム相の平衡析出量が35モル%以上の析出強化型のNi基超耐熱合金として、例えば、質量%で、C:0~0.25%、Cr:8.0~25.0%、Al:0.5~8.0%、Ti:0.4~7.0%、Co:0~28.0%、Mo:0~8%、W:0~6.0%、Nb:0~4.0%、Ta:0~3.0%、Fe:0~10.0%、V:0~1.2%、Hf:0~1.0%、B:0~0.300%、Zr:0~0.300%を含み、残部がNiおよび不純物からなる組成を有することが好ましい。
The precipitation strengthened Ni-base superalloy having an equilibrium precipitation amount of gamma prime phase at 700 ° C. of 35 mol% or more, for example, in mass%, C: 0 to 0.25%, Cr: 8.0 to 25. 0%, Al: 0.5 to 8.0%, Ti: 0.4 to 7.0%, Co: 0 to 28.0%, Mo: 0 to 8%, W: 0 to 6.0%, Nb: 0 to 4.0%, Ta: 0 to 3.0%, Fe: 0 to 10.0%, V: 0 to 1.2%, Hf: 0 to 1.0%, B: 0 to 0 .300%, Zr: 0 to 0.300%, with the balance being composed of Ni and impurities.
あるいは、Ni基超耐熱合金は、質量%で、C:0~0.03%、Cr:8.0~22.0%、Al:2.0~8.0%、Ti:0.4~7.0%、Co:0~28.0%、Mo:2.0~7.0%、W:0~6.0%、Nb:0~4.0%、Ta:0~3.0%、Fe:0~10.0%、V:0~1.2%、Hf:0~1.0%、B:0~0.300%、Zr:0~0.300%を含み、残部がNiおよび不純物からなる組成を有することが好ましい。
Alternatively, the Ni-base superalloy is in mass%, C: 0 to 0.03%, Cr: 8.0 to 22.0%, Al: 2.0 to 8.0%, Ti: 0.4 to 7.0%, Co: 0-28.0%, Mo: 2.0-7.0%, W: 0-6.0%, Nb: 0-4.0%, Ta: 0-3.0 %, Fe: 0 to 10.0%, V: 0 to 1.2%, Hf: 0 to 1.0%, B: 0 to 0.300%, Zr: 0 to 0.300%, the balance Preferably has a composition comprising Ni and impurities.
以下、本発明のNi基超耐熱合金の一形態として好ましい組成の各成分について説明する(成分組成の単位は「質量%」である)。
Hereinafter, each component having a preferable composition as an embodiment of the Ni-base superalloy according to the present invention will be described (the unit of the component composition is “mass%”).
炭素(C)
Cは、従来、Ni基超耐熱合金の鋳造性を高める元素として含有するものである。そして、特に、γ’相の量の多いNi基超耐熱合金は、塑性加工が困難であるため、通常、鋳造部品として使用され、一定量のCが添加されている。この添加されたCは、鋳造組織中に炭化物として残り、一部は粗大な共晶炭化物として形成される。そして、このような粗大な炭化物は、Ni基超耐熱合金を塑性加工したときに、特に、室温で塑性加工したときに、き裂の起点およびき裂の進展経路となり、Ni基超耐熱合金の塑性加工性に悪影響を及ぼす。 Carbon (C)
C is conventionally contained as an element that enhances the castability of Ni-base superalloys. In particular, Ni-base superalloys with a large amount of γ ′ phase are difficult to be plastically processed, and are usually used as cast parts, and a certain amount of C is added. The added C remains as carbide in the cast structure, and a part thereof is formed as coarse eutectic carbide. Such coarse carbides serve as crack starting points and crack propagation paths when plastic processing of Ni-based superalloys, particularly at room temperature. It adversely affects plastic workability.
Cは、従来、Ni基超耐熱合金の鋳造性を高める元素として含有するものである。そして、特に、γ’相の量の多いNi基超耐熱合金は、塑性加工が困難であるため、通常、鋳造部品として使用され、一定量のCが添加されている。この添加されたCは、鋳造組織中に炭化物として残り、一部は粗大な共晶炭化物として形成される。そして、このような粗大な炭化物は、Ni基超耐熱合金を塑性加工したときに、特に、室温で塑性加工したときに、き裂の起点およびき裂の進展経路となり、Ni基超耐熱合金の塑性加工性に悪影響を及ぼす。 Carbon (C)
C is conventionally contained as an element that enhances the castability of Ni-base superalloys. In particular, Ni-base superalloys with a large amount of γ ′ phase are difficult to be plastically processed, and are usually used as cast parts, and a certain amount of C is added. The added C remains as carbide in the cast structure, and a part thereof is formed as coarse eutectic carbide. Such coarse carbides serve as crack starting points and crack propagation paths when plastic processing of Ni-based superalloys, particularly at room temperature. It adversely affects plastic workability.
したがって、γ’相の量の多いNi基超耐熱合金を、鋳造部品としてではなく、塑性加工性に優れたNi基超耐熱合金材として提供することを目的とした本発明にとって、そのNi基超耐熱合金中のCの低減は大変に重要である。そして、この一方で、本発明のNi基超耐熱合金では、その断面組織中に「ナノ結晶粒」を有することで、冷間塑性加工性を飛躍的に改善しているので、例えば、鋳造部品における含有量と同程度のC含有量を許容することができる。本発明の場合、Cの含有量は0.25%以下とすることが好ましい。より好ましくは0.1%以下、0.03%以下の順とすることである。さらに好ましくは0.025%以下、さらにより好ましくは0.02%以下である。特に好ましくは0.02%未満である。
本発明のNi基超耐熱合金にとって、Cは規制元素であり、より低く管理されることが好ましい。そして、Cを無添加(不可避不純物レベル)としても良い場合は、Cの下限を0質量%とできる。通常、C無添加のNi基超耐熱合金であっても、その成分組成を分析したときには、例えば、0.001%程度のC含有量が認められ得る。 Therefore, for the present invention, which aims to provide a Ni-base superalloy having a large amount of γ 'phase as a Ni-base superheater alloy material excellent in plastic workability, not as a cast part, the Ni-base superheater alloy is provided. Reduction of C in the heat-resistant alloy is very important. On the other hand, in the Ni-base superalloy according to the present invention, the cold plastic workability is dramatically improved by having “nanocrystalline grains” in the cross-sectional structure. A C content comparable to the content in can be allowed. In the present invention, the C content is preferably 0.25% or less. More preferably, the order is 0.1% or less and 0.03% or less. More preferably, it is 0.025% or less, More preferably, it is 0.02% or less. Particularly preferably, it is less than 0.02%.
For the Ni-base superalloy according to the present invention, C is a regulating element and is preferably controlled to be lower. And when it is good also as C without addition (inevitable impurity level), the minimum of C can be made into 0 mass%. Usually, even if it is a Ni base superalloy without addition of C, when the component composition is analyzed, for example, a C content of about 0.001% can be recognized.
本発明のNi基超耐熱合金にとって、Cは規制元素であり、より低く管理されることが好ましい。そして、Cを無添加(不可避不純物レベル)としても良い場合は、Cの下限を0質量%とできる。通常、C無添加のNi基超耐熱合金であっても、その成分組成を分析したときには、例えば、0.001%程度のC含有量が認められ得る。 Therefore, for the present invention, which aims to provide a Ni-base superalloy having a large amount of γ 'phase as a Ni-base superheater alloy material excellent in plastic workability, not as a cast part, the Ni-base superheater alloy is provided. Reduction of C in the heat-resistant alloy is very important. On the other hand, in the Ni-base superalloy according to the present invention, the cold plastic workability is dramatically improved by having “nanocrystalline grains” in the cross-sectional structure. A C content comparable to the content in can be allowed. In the present invention, the C content is preferably 0.25% or less. More preferably, the order is 0.1% or less and 0.03% or less. More preferably, it is 0.025% or less, More preferably, it is 0.02% or less. Particularly preferably, it is less than 0.02%.
For the Ni-base superalloy according to the present invention, C is a regulating element and is preferably controlled to be lower. And when it is good also as C without addition (inevitable impurity level), the minimum of C can be made into 0 mass%. Usually, even if it is a Ni base superalloy without addition of C, when the component composition is analyzed, for example, a C content of about 0.001% can be recognized.
クロム(Cr)
Crは、耐酸化性、耐食性を向上させる元素である。しかし、Crを過剰に含有すると、σ(シグマ)相などの脆化相を形成し、強度や素材準備の際の熱間加工性を低下させる。したがって、Crは、例えば、8.0~25.0%とすることが好ましい。より好ましくは8.0~22.0%である。好ましい下限は9.0%であり、より好ましくは9.5%である。さらに好ましくは10.0%である。また、好ましい上限は18.0%であり、より好ましくは16.0%である。さらに好ましくは14.0%である。特に好ましくは12.5%である。 Chrome (Cr)
Cr is an element that improves oxidation resistance and corrosion resistance. However, when Cr is contained excessively, an embrittlement phase such as σ (sigma) phase is formed, and the strength and hot workability at the time of material preparation are lowered. Therefore, Cr is preferably 8.0 to 25.0%, for example. More preferably, it is 8.0 to 22.0%. A preferable lower limit is 9.0%, and more preferably 9.5%. More preferably, it is 10.0%. Moreover, a preferable upper limit is 18.0%, More preferably, it is 16.0%. More preferably, it is 14.0%. Particularly preferably, it is 12.5%.
Crは、耐酸化性、耐食性を向上させる元素である。しかし、Crを過剰に含有すると、σ(シグマ)相などの脆化相を形成し、強度や素材準備の際の熱間加工性を低下させる。したがって、Crは、例えば、8.0~25.0%とすることが好ましい。より好ましくは8.0~22.0%である。好ましい下限は9.0%であり、より好ましくは9.5%である。さらに好ましくは10.0%である。また、好ましい上限は18.0%であり、より好ましくは16.0%である。さらに好ましくは14.0%である。特に好ましくは12.5%である。 Chrome (Cr)
Cr is an element that improves oxidation resistance and corrosion resistance. However, when Cr is contained excessively, an embrittlement phase such as σ (sigma) phase is formed, and the strength and hot workability at the time of material preparation are lowered. Therefore, Cr is preferably 8.0 to 25.0%, for example. More preferably, it is 8.0 to 22.0%. A preferable lower limit is 9.0%, and more preferably 9.5%. More preferably, it is 10.0%. Moreover, a preferable upper limit is 18.0%, More preferably, it is 16.0%. More preferably, it is 14.0%. Particularly preferably, it is 12.5%.
モリブデン(Mo)
Moは、マトリックスの固溶強化に寄与し、高温強度を向上させる効果がある。しかし、Moが過剰になると金属間化合物相が形成されて高温強度を損なう。よって、Moは、0~8%とすることが好ましい(無添加(不可避不純物レベル)でもよい)。より好ましくは、2.0~7.0%である。さらに好ましい下限は2.5%であり、より好ましくは3.0%である。さらに好ましくは3.5%である。また、さらに好ましい上限は6.0%であり、より好ましくは5.0%である。 Molybdenum (Mo)
Mo contributes to the solid solution strengthening of the matrix and has the effect of improving the high temperature strength. However, when Mo becomes excessive, an intermetallic compound phase is formed and high temperature strength is impaired. Therefore, Mo is preferably 0 to 8% (may be non-added (inevitable impurity level)). More preferably, it is 2.0 to 7.0%. A more preferable lower limit is 2.5%, and more preferably 3.0%. More preferably, it is 3.5%. Further, the upper limit is more preferably 6.0%, more preferably 5.0%.
Moは、マトリックスの固溶強化に寄与し、高温強度を向上させる効果がある。しかし、Moが過剰になると金属間化合物相が形成されて高温強度を損なう。よって、Moは、0~8%とすることが好ましい(無添加(不可避不純物レベル)でもよい)。より好ましくは、2.0~7.0%である。さらに好ましい下限は2.5%であり、より好ましくは3.0%である。さらに好ましくは3.5%である。また、さらに好ましい上限は6.0%であり、より好ましくは5.0%である。 Molybdenum (Mo)
Mo contributes to the solid solution strengthening of the matrix and has the effect of improving the high temperature strength. However, when Mo becomes excessive, an intermetallic compound phase is formed and high temperature strength is impaired. Therefore, Mo is preferably 0 to 8% (may be non-added (inevitable impurity level)). More preferably, it is 2.0 to 7.0%. A more preferable lower limit is 2.5%, and more preferably 3.0%. More preferably, it is 3.5%. Further, the upper limit is more preferably 6.0%, more preferably 5.0%.
アルミニウム(Al)
Alは、強化相であるγ’(Ni3Al)相を形成し、高温強度を向上させる元素である。しかし、過度の添加は素材準備の際の熱間加工性を低下させ、加工中の割れなどの材料欠陥の原因となる。よって、Alは、0.5~8.0%が好ましい。より好ましくは2.0~8.0%である。さらに好ましい下限は2.5%であり、より好ましくは3.0%である。さらに好ましくは4.0%であり、よりさらに好ましくは4.5%である。特に好ましくは5.1%である。また、さらに好ましい上限は7.5%であり、より好ましくは7.0%である。さらに好ましくは6.5%である。
なお、上述したCrとの関係で、素材準備の際の熱間加工性を確保するために、Crの含有量を低減したときには、その低減分のAlの含有量を許容することができる。そして、例えば、Crの上限を13.5%にしたときに、Alの含有量の下限を3.5%とすることが好ましい。 Aluminum (Al)
Al is an element that forms a strengthening phase γ ′ (Ni 3 Al) phase and improves high-temperature strength. However, excessive addition reduces the hot workability during material preparation and causes material defects such as cracks during processing. Therefore, Al is preferably 0.5 to 8.0%. More preferably, it is 2.0 to 8.0%. A more preferable lower limit is 2.5%, and more preferably 3.0%. More preferably, it is 4.0%, More preferably, it is 4.5%. Particularly preferably, it is 5.1%. Further, the upper limit is more preferably 7.5%, and more preferably 7.0%. More preferably, it is 6.5%.
In addition, in order to ensure the hot workability at the time of raw material preparation in relation to Cr mentioned above, when content of Cr is reduced, the content of Al of the reduced amount can be permitted. For example, when the upper limit of Cr is 13.5%, the lower limit of the Al content is preferably 3.5%.
Alは、強化相であるγ’(Ni3Al)相を形成し、高温強度を向上させる元素である。しかし、過度の添加は素材準備の際の熱間加工性を低下させ、加工中の割れなどの材料欠陥の原因となる。よって、Alは、0.5~8.0%が好ましい。より好ましくは2.0~8.0%である。さらに好ましい下限は2.5%であり、より好ましくは3.0%である。さらに好ましくは4.0%であり、よりさらに好ましくは4.5%である。特に好ましくは5.1%である。また、さらに好ましい上限は7.5%であり、より好ましくは7.0%である。さらに好ましくは6.5%である。
なお、上述したCrとの関係で、素材準備の際の熱間加工性を確保するために、Crの含有量を低減したときには、その低減分のAlの含有量を許容することができる。そして、例えば、Crの上限を13.5%にしたときに、Alの含有量の下限を3.5%とすることが好ましい。 Aluminum (Al)
Al is an element that forms a strengthening phase γ ′ (Ni 3 Al) phase and improves high-temperature strength. However, excessive addition reduces the hot workability during material preparation and causes material defects such as cracks during processing. Therefore, Al is preferably 0.5 to 8.0%. More preferably, it is 2.0 to 8.0%. A more preferable lower limit is 2.5%, and more preferably 3.0%. More preferably, it is 4.0%, More preferably, it is 4.5%. Particularly preferably, it is 5.1%. Further, the upper limit is more preferably 7.5%, and more preferably 7.0%. More preferably, it is 6.5%.
In addition, in order to ensure the hot workability at the time of raw material preparation in relation to Cr mentioned above, when content of Cr is reduced, the content of Al of the reduced amount can be permitted. For example, when the upper limit of Cr is 13.5%, the lower limit of the Al content is preferably 3.5%.
チタン(Ti)
Tiは、Alと同様、γ’相を形成し、γ’相を固溶強化して高温強度を高める元素である。しかし、過度の添加は、γ’相が高温で不安定となって高温での粗大化を招くとともに、有害なη(イータ)相を形成し、素材準備の際の熱間加工性を損なう。よって、Tiは、例えば、0.4~7.0%が好ましい。他のγ’生成元素やNiマトリックスとのバランスを考慮すると、Tiの好ましい下限は0.6%であり、より好ましくは0.7%である。さらに好ましくは0.8%である。また、好ましい上限は6.5%であり、より好ましくは6.0%である。さらに好ましくは4.0%であり、特に好ましくは2.0%である。 Titanium (Ti)
Ti, like Al, is an element that forms a γ ′ phase and enhances the high temperature strength by solid solution strengthening of the γ ′ phase. However, excessive addition causes the γ ′ phase to become unstable at a high temperature, leading to coarsening at a high temperature, and forming a harmful η (eta) phase, thereby impairing hot workability during material preparation. Therefore, Ti is preferably, for example, 0.4 to 7.0%. Considering the balance with other γ′-forming elements and Ni matrix, the preferable lower limit of Ti is 0.6%, more preferably 0.7%. More preferably, it is 0.8%. Moreover, a preferable upper limit is 6.5%, More preferably, it is 6.0%. More preferably, it is 4.0%, and particularly preferably 2.0%.
Tiは、Alと同様、γ’相を形成し、γ’相を固溶強化して高温強度を高める元素である。しかし、過度の添加は、γ’相が高温で不安定となって高温での粗大化を招くとともに、有害なη(イータ)相を形成し、素材準備の際の熱間加工性を損なう。よって、Tiは、例えば、0.4~7.0%が好ましい。他のγ’生成元素やNiマトリックスとのバランスを考慮すると、Tiの好ましい下限は0.6%であり、より好ましくは0.7%である。さらに好ましくは0.8%である。また、好ましい上限は6.5%であり、より好ましくは6.0%である。さらに好ましくは4.0%であり、特に好ましくは2.0%である。 Titanium (Ti)
Ti, like Al, is an element that forms a γ ′ phase and enhances the high temperature strength by solid solution strengthening of the γ ′ phase. However, excessive addition causes the γ ′ phase to become unstable at a high temperature, leading to coarsening at a high temperature, and forming a harmful η (eta) phase, thereby impairing hot workability during material preparation. Therefore, Ti is preferably, for example, 0.4 to 7.0%. Considering the balance with other γ′-forming elements and Ni matrix, the preferable lower limit of Ti is 0.6%, more preferably 0.7%. More preferably, it is 0.8%. Moreover, a preferable upper limit is 6.5%, More preferably, it is 6.0%. More preferably, it is 4.0%, and particularly preferably 2.0%.
以下、本発明のNi基超耐熱合金に添加可能な任意成分について説明する。
Hereinafter, optional components that can be added to the Ni-base superalloy of the present invention will be described.
コバルト(Co)
Coは、組織の安定性を改善し、強化元素であるTiを多く含有しても素材準備の際の熱間加工性を維持することを可能とする。一方で、Coは高価なものであるため、コストが上昇する。よって、Coは、他元素との組み合わせにより、例えば、28.0%以下の範囲で含有することができる任意元素の一つである。Coを添加する場合の好ましい下限は8.0%とすると良い。より好ましくは10.0%である。また、Coの好ましい上限は18.0%とする。より好ましくは16.0%である。なお、γ’生成元素やNiマトリックスとのバランスにより、Coを無添加レベル(原料の不可避不純物レベル)としても良い場合は、Coの下限を0%とする。 Cobalt (Co)
Co improves the stability of the structure and makes it possible to maintain the hot workability at the time of material preparation even if it contains a large amount of Ti as a strengthening element. On the other hand, since Co is expensive, the cost increases. Therefore, Co is one of optional elements that can be contained in a range of 28.0% or less, for example, in combination with other elements. A preferable lower limit in the case of adding Co is preferably 8.0%. More preferably, it is 10.0%. The preferable upper limit of Co is 18.0%. More preferably, it is 16.0%. In addition, when it is possible to set Co to the non-addition level (the inevitable impurity level of the raw material) due to the balance with the γ ′ generating element and the Ni matrix, the lower limit of Co is set to 0%.
Coは、組織の安定性を改善し、強化元素であるTiを多く含有しても素材準備の際の熱間加工性を維持することを可能とする。一方で、Coは高価なものであるため、コストが上昇する。よって、Coは、他元素との組み合わせにより、例えば、28.0%以下の範囲で含有することができる任意元素の一つである。Coを添加する場合の好ましい下限は8.0%とすると良い。より好ましくは10.0%である。また、Coの好ましい上限は18.0%とする。より好ましくは16.0%である。なお、γ’生成元素やNiマトリックスとのバランスにより、Coを無添加レベル(原料の不可避不純物レベル)としても良い場合は、Coの下限を0%とする。 Cobalt (Co)
Co improves the stability of the structure and makes it possible to maintain the hot workability at the time of material preparation even if it contains a large amount of Ti as a strengthening element. On the other hand, since Co is expensive, the cost increases. Therefore, Co is one of optional elements that can be contained in a range of 28.0% or less, for example, in combination with other elements. A preferable lower limit in the case of adding Co is preferably 8.0%. More preferably, it is 10.0%. The preferable upper limit of Co is 18.0%. More preferably, it is 16.0%. In addition, when it is possible to set Co to the non-addition level (the inevitable impurity level of the raw material) due to the balance with the γ ′ generating element and the Ni matrix, the lower limit of Co is set to 0%.
タングステン(W)
Wは、Moと同様、マトリックスの固溶強化に寄与する選択元素の一つである。しかし、Wが過剰となると有害な金属間化合物相が形成されて高温強度を損なうため、例えば、上限を6.0%とする。好ましい上限は5.5%であり、より好ましくは5.0%である。上記のWの効果をより確実に発揮させるには、Wの下限を1.0%とすると良い。また、WとMoとを複合添加することにより、より固溶強化効果が発揮できる。複合添加の場合のWは0.8%以上の添加が好ましい。なお、Moの十分な添加により、Wを無添加レベル(原料の不可避不純物レベル)としても良い場合は、Wの下限を0%とする。 Tungsten (W)
W, like Mo, is one of the selective elements that contribute to solid solution strengthening of the matrix. However, when W is excessive, a harmful intermetallic compound phase is formed and the high-temperature strength is impaired. For example, the upper limit is set to 6.0%. A preferable upper limit is 5.5%, and more preferably 5.0%. In order to exhibit the effect of W more reliably, the lower limit of W is preferably set to 1.0%. Moreover, the solid solution strengthening effect can be exhibited more by adding W and Mo in combination. In the case of composite addition, W is preferably 0.8% or more. In addition, when it is good also considering W as an additive-free level (inevitable impurity level of a raw material) by sufficient addition of Mo, the minimum of W shall be 0%.
Wは、Moと同様、マトリックスの固溶強化に寄与する選択元素の一つである。しかし、Wが過剰となると有害な金属間化合物相が形成されて高温強度を損なうため、例えば、上限を6.0%とする。好ましい上限は5.5%であり、より好ましくは5.0%である。上記のWの効果をより確実に発揮させるには、Wの下限を1.0%とすると良い。また、WとMoとを複合添加することにより、より固溶強化効果が発揮できる。複合添加の場合のWは0.8%以上の添加が好ましい。なお、Moの十分な添加により、Wを無添加レベル(原料の不可避不純物レベル)としても良い場合は、Wの下限を0%とする。 Tungsten (W)
W, like Mo, is one of the selective elements that contribute to solid solution strengthening of the matrix. However, when W is excessive, a harmful intermetallic compound phase is formed and the high-temperature strength is impaired. For example, the upper limit is set to 6.0%. A preferable upper limit is 5.5%, and more preferably 5.0%. In order to exhibit the effect of W more reliably, the lower limit of W is preferably set to 1.0%. Moreover, the solid solution strengthening effect can be exhibited more by adding W and Mo in combination. In the case of composite addition, W is preferably 0.8% or more. In addition, when it is good also considering W as an additive-free level (inevitable impurity level of a raw material) by sufficient addition of Mo, the minimum of W shall be 0%.
ニオブ(Nb)
Nbは、AlやTiと同様、γ’相を形成し、γ’相を固溶強化して高温強度を高める選択元素の一つである。しかし、Nbの過度の添加は有害なδ(デルタ)相を形成し、素材準備の際の熱間加工性を損なう。よって、Nbの上限は、例えば、4.0%とする。好ましい上限は3.5%であり、より好ましくは2.5%である。なお、上記のNbの効果をより確実に発揮させるには、Nbの下限を1.0%とすると良い。好ましくは2.0%とすると良い。他のγ’生成元素の添加により、Nbを無添加レベル(不可避不純物レベル)としてもよい場合は、Nbの下限を0%とする。 Niobium (Nb)
Nb, like Al and Ti, is one of the selective elements that form a γ ′ phase and enhance the high temperature strength by solid solution strengthening of the γ ′ phase. However, excessive addition of Nb forms a harmful δ (delta) phase and impairs hot workability during material preparation. Therefore, the upper limit of Nb is, for example, 4.0%. A preferable upper limit is 3.5%, more preferably 2.5%. In order to exhibit the effect of Nb more reliably, the lower limit of Nb is preferably set to 1.0%. Preferably it is 2.0%. In the case where Nb is allowed to be at the non-addition level (inevitable impurity level) by adding other γ′-generating elements, the lower limit of Nb is set to 0%.
Nbは、AlやTiと同様、γ’相を形成し、γ’相を固溶強化して高温強度を高める選択元素の一つである。しかし、Nbの過度の添加は有害なδ(デルタ)相を形成し、素材準備の際の熱間加工性を損なう。よって、Nbの上限は、例えば、4.0%とする。好ましい上限は3.5%であり、より好ましくは2.5%である。なお、上記のNbの効果をより確実に発揮させるには、Nbの下限を1.0%とすると良い。好ましくは2.0%とすると良い。他のγ’生成元素の添加により、Nbを無添加レベル(不可避不純物レベル)としてもよい場合は、Nbの下限を0%とする。 Niobium (Nb)
Nb, like Al and Ti, is one of the selective elements that form a γ ′ phase and enhance the high temperature strength by solid solution strengthening of the γ ′ phase. However, excessive addition of Nb forms a harmful δ (delta) phase and impairs hot workability during material preparation. Therefore, the upper limit of Nb is, for example, 4.0%. A preferable upper limit is 3.5%, more preferably 2.5%. In order to exhibit the effect of Nb more reliably, the lower limit of Nb is preferably set to 1.0%. Preferably it is 2.0%. In the case where Nb is allowed to be at the non-addition level (inevitable impurity level) by adding other γ′-generating elements, the lower limit of Nb is set to 0%.
タンタル(Ta)
Taは、AlやTiと同様、γ’相を形成し、γ’相を固溶強化して高温強度を高める選択元素の一つである。ただし、Taの過度の添加は、γ’相が高温で不安定となって高温での粗大化を招くとともに、有害なη(イータ)相を形成し、素材準備の際の熱間加工性を損なう。よって、Taは、例えば、3.0%以下とする。好ましくは2.5%以下である。なお、上記のTaの効果をより確実に発揮させるには、Taの下限を0.3%とすると良い。TiやNbなどのγ’生成元素添加やマトリックスとのバランスにより、Taは無添加レベル(不可避不純物レベル)としても良い場合は、Taの下限を0%とする。 Tantalum (Ta)
Ta, like Al and Ti, is one of the selective elements that forms a γ ′ phase and strengthens the γ ′ phase by solid solution strengthening to increase the high-temperature strength. However, excessive addition of Ta causes the γ 'phase to become unstable at high temperatures, leading to coarsening at high temperatures, and forming a harmful η (eta) phase, thereby improving hot workability during material preparation. To lose. Therefore, Ta is set to 3.0% or less, for example. Preferably it is 2.5% or less. In order to exhibit the above Ta effect more reliably, the lower limit of Ta is preferably set to 0.3%. In the case where Ta is allowed to be a non-added level (inevitable impurity level) due to the addition of γ′-generating elements such as Ti and Nb and the balance with the matrix, the lower limit of Ta is set to 0%.
Taは、AlやTiと同様、γ’相を形成し、γ’相を固溶強化して高温強度を高める選択元素の一つである。ただし、Taの過度の添加は、γ’相が高温で不安定となって高温での粗大化を招くとともに、有害なη(イータ)相を形成し、素材準備の際の熱間加工性を損なう。よって、Taは、例えば、3.0%以下とする。好ましくは2.5%以下である。なお、上記のTaの効果をより確実に発揮させるには、Taの下限を0.3%とすると良い。TiやNbなどのγ’生成元素添加やマトリックスとのバランスにより、Taは無添加レベル(不可避不純物レベル)としても良い場合は、Taの下限を0%とする。 Tantalum (Ta)
Ta, like Al and Ti, is one of the selective elements that forms a γ ′ phase and strengthens the γ ′ phase by solid solution strengthening to increase the high-temperature strength. However, excessive addition of Ta causes the γ 'phase to become unstable at high temperatures, leading to coarsening at high temperatures, and forming a harmful η (eta) phase, thereby improving hot workability during material preparation. To lose. Therefore, Ta is set to 3.0% or less, for example. Preferably it is 2.5% or less. In order to exhibit the above Ta effect more reliably, the lower limit of Ta is preferably set to 0.3%. In the case where Ta is allowed to be a non-added level (inevitable impurity level) due to the addition of γ′-generating elements such as Ti and Nb and the balance with the matrix, the lower limit of Ta is set to 0%.
鉄(Fe)
Feは、高価なNi、Coの代替として用いる選択元素の一つであり、合金コストの低減に有効である。この効果を得るには、他元素との組み合わせで添加するかどうかを決定すると良い。ただし、Feを過剰に含有するとσ(シグマ)相などの脆化相を形成し、強度や素材準備の際の熱間加工性を低下させる。よって、Feの上限は、例えば、10.0%とする。好ましい上限は9.0%であり、より好ましくは8.0%である。一方、γ’生成元素やNiマトリックスとのバランスにより、Feを無添加レベル(不可避不純物レベル)としてもよい場合は、Feの下限を0%とする。 Iron (Fe)
Fe is one of the selective elements used as an alternative to expensive Ni and Co, and is effective in reducing alloy costs. In order to acquire this effect, it is good to determine whether to add in combination with other elements. However, if Fe is contained excessively, an embrittlement phase such as σ (sigma) phase is formed, and the strength and hot workability at the time of material preparation are lowered. Therefore, the upper limit of Fe is, for example, 10.0%. A preferable upper limit is 9.0%, more preferably 8.0%. On the other hand, when Fe may be made into an additive-free level (inevitable impurity level) due to the balance with the γ′-generating element and the Ni matrix, the lower limit of Fe is set to 0%.
Feは、高価なNi、Coの代替として用いる選択元素の一つであり、合金コストの低減に有効である。この効果を得るには、他元素との組み合わせで添加するかどうかを決定すると良い。ただし、Feを過剰に含有するとσ(シグマ)相などの脆化相を形成し、強度や素材準備の際の熱間加工性を低下させる。よって、Feの上限は、例えば、10.0%とする。好ましい上限は9.0%であり、より好ましくは8.0%である。一方、γ’生成元素やNiマトリックスとのバランスにより、Feを無添加レベル(不可避不純物レベル)としてもよい場合は、Feの下限を0%とする。 Iron (Fe)
Fe is one of the selective elements used as an alternative to expensive Ni and Co, and is effective in reducing alloy costs. In order to acquire this effect, it is good to determine whether to add in combination with other elements. However, if Fe is contained excessively, an embrittlement phase such as σ (sigma) phase is formed, and the strength and hot workability at the time of material preparation are lowered. Therefore, the upper limit of Fe is, for example, 10.0%. A preferable upper limit is 9.0%, more preferably 8.0%. On the other hand, when Fe may be made into an additive-free level (inevitable impurity level) due to the balance with the γ′-generating element and the Ni matrix, the lower limit of Fe is set to 0%.
バナジウム(V)
Vは、マトリックスの固溶強化、炭化物生成による粒界強化に有用な選択元素の一つである。ただし、Vの過度の添加は製造過程の高温不安定相の生成を招き、製造性および高温力学性能に悪影響を招く。よって、Vの上限は、例えば、1.2%とする。好ましい上限は1.0%であり、より好ましくは0.8%である。なお、上記のVの効果をより確実に発揮させるには、Vの下限を0.5%とすると良い。合金中の他合金元素とのバランスにより、Vを無添加レベル(不可避不純物レベル)としても良い場合は、Vの下限を0%とする。 Vanadium (V)
V is one of the selective elements useful for strengthening the solid solution of the matrix and strengthening the grain boundaries by forming carbides. However, excessive addition of V leads to the formation of a high-temperature unstable phase in the production process, which adversely affects manufacturability and high-temperature dynamic performance. Therefore, the upper limit of V is, for example, 1.2%. A preferable upper limit is 1.0%, and more preferably 0.8%. In order to exhibit the effect of V more reliably, the lower limit of V is preferably set to 0.5%. In the case where V may be made an additive-free level (inevitable impurity level) due to balance with other alloy elements in the alloy, the lower limit of V is set to 0%.
Vは、マトリックスの固溶強化、炭化物生成による粒界強化に有用な選択元素の一つである。ただし、Vの過度の添加は製造過程の高温不安定相の生成を招き、製造性および高温力学性能に悪影響を招く。よって、Vの上限は、例えば、1.2%とする。好ましい上限は1.0%であり、より好ましくは0.8%である。なお、上記のVの効果をより確実に発揮させるには、Vの下限を0.5%とすると良い。合金中の他合金元素とのバランスにより、Vを無添加レベル(不可避不純物レベル)としても良い場合は、Vの下限を0%とする。 Vanadium (V)
V is one of the selective elements useful for strengthening the solid solution of the matrix and strengthening the grain boundaries by forming carbides. However, excessive addition of V leads to the formation of a high-temperature unstable phase in the production process, which adversely affects manufacturability and high-temperature dynamic performance. Therefore, the upper limit of V is, for example, 1.2%. A preferable upper limit is 1.0%, and more preferably 0.8%. In order to exhibit the effect of V more reliably, the lower limit of V is preferably set to 0.5%. In the case where V may be made an additive-free level (inevitable impurity level) due to balance with other alloy elements in the alloy, the lower limit of V is set to 0%.
ハフニウム(Hf)
Hfは、合金の耐酸化性向上、炭化物生成による粒界強化に有用な選択元素の一つである。ただし、Hfの過度の添加は、製造過程の酸化物生成、高温不安定相の生成を招き、製造性および高温力学性能に悪影響を招く。よって、Hfの上限は、例えば、1.0%とする。なお、上記のHfの効果をより確実に発揮させるには、Hfの下限を0.1%とすると良い。合金中の他合金元素とのバランスにより、Hfが無添加レベル(不可避不純物レベル)としても良い場合は、Hfの下限を0%とする。 Hafnium (Hf)
Hf is one of the selective elements useful for improving the oxidation resistance of alloys and strengthening grain boundaries by forming carbides. However, excessive addition of Hf leads to production of oxides and high temperature unstable phases in the production process, and adversely affects manufacturability and high temperature dynamic performance. Therefore, the upper limit of Hf is, for example, 1.0%. In order to exhibit the effect of Hf more reliably, the lower limit of Hf is preferably set to 0.1%. In the case where Hf may be an additive-free level (inevitable impurity level) due to the balance with other alloy elements in the alloy, the lower limit of Hf is set to 0%.
Hfは、合金の耐酸化性向上、炭化物生成による粒界強化に有用な選択元素の一つである。ただし、Hfの過度の添加は、製造過程の酸化物生成、高温不安定相の生成を招き、製造性および高温力学性能に悪影響を招く。よって、Hfの上限は、例えば、1.0%とする。なお、上記のHfの効果をより確実に発揮させるには、Hfの下限を0.1%とすると良い。合金中の他合金元素とのバランスにより、Hfが無添加レベル(不可避不純物レベル)としても良い場合は、Hfの下限を0%とする。 Hafnium (Hf)
Hf is one of the selective elements useful for improving the oxidation resistance of alloys and strengthening grain boundaries by forming carbides. However, excessive addition of Hf leads to production of oxides and high temperature unstable phases in the production process, and adversely affects manufacturability and high temperature dynamic performance. Therefore, the upper limit of Hf is, for example, 1.0%. In order to exhibit the effect of Hf more reliably, the lower limit of Hf is preferably set to 0.1%. In the case where Hf may be an additive-free level (inevitable impurity level) due to the balance with other alloy elements in the alloy, the lower limit of Hf is set to 0%.
ホウ素(B)
Bは、粒界強度を向上させ、クリープ強度、延性を改善する元素である。一方で、Bは融点を低下させる効果が大きいこと、また、粗大なホウ化物が形成されると素材準備の際の熱間加工性が阻害されることから、例えば、0.300%を超えないように制御すると良い。好ましい上限は0.200%であり、より好ましくは0.100%である。さらに好ましくは0.050%であり、特に好ましくは0.020%である。なお、上記の効果を得るには最低0.001%の含有が好ましい。より好ましい下限は0.003%であり、さらに好ましくは0.005%である。特に好ましくは0.010%である。合金中の他合金元素とのバランスにより、Bが無添加レベル(不可避不純物レベル)としても良い場合は、Bの下限を0%とする。 Boron (B)
B is an element that improves the grain boundary strength and improves the creep strength and ductility. On the other hand, B does not exceed 0.300%, for example, because it has a large effect of lowering the melting point, and when a coarse boride is formed, hot workability during material preparation is hindered. It is good to control as follows. A preferable upper limit is 0.200%, and more preferably 0.100%. More preferably, it is 0.050%, Most preferably, it is 0.020%. In order to obtain the above effect, a content of at least 0.001% is preferable. A more preferred lower limit is 0.003%, and even more preferably 0.005%. Particularly preferred is 0.010%. In the case where B may be an additive-free level (inevitable impurity level) due to balance with other alloy elements in the alloy, the lower limit of B is set to 0%.
Bは、粒界強度を向上させ、クリープ強度、延性を改善する元素である。一方で、Bは融点を低下させる効果が大きいこと、また、粗大なホウ化物が形成されると素材準備の際の熱間加工性が阻害されることから、例えば、0.300%を超えないように制御すると良い。好ましい上限は0.200%であり、より好ましくは0.100%である。さらに好ましくは0.050%であり、特に好ましくは0.020%である。なお、上記の効果を得るには最低0.001%の含有が好ましい。より好ましい下限は0.003%であり、さらに好ましくは0.005%である。特に好ましくは0.010%である。合金中の他合金元素とのバランスにより、Bが無添加レベル(不可避不純物レベル)としても良い場合は、Bの下限を0%とする。 Boron (B)
B is an element that improves the grain boundary strength and improves the creep strength and ductility. On the other hand, B does not exceed 0.300%, for example, because it has a large effect of lowering the melting point, and when a coarse boride is formed, hot workability during material preparation is hindered. It is good to control as follows. A preferable upper limit is 0.200%, and more preferably 0.100%. More preferably, it is 0.050%, Most preferably, it is 0.020%. In order to obtain the above effect, a content of at least 0.001% is preferable. A more preferred lower limit is 0.003%, and even more preferably 0.005%. Particularly preferred is 0.010%. In the case where B may be an additive-free level (inevitable impurity level) due to balance with other alloy elements in the alloy, the lower limit of B is set to 0%.
ジルコニウム(Zr)
Zrは、Bと同様、粒界強度を向上させる効果を有している。一方で、Zrが過剰となると、やはり融点の低下を招き、高温強度や素材準備の際の熱間加工性が阻害される。よって、Zrの上限は、例えば、0.300%とする。好ましい上限は0.250%であり、より好ましくは0.200%である。さらに好ましくは0.100%であり、特に好ましくは0.050%である。なお、上記の効果を得るには最低0.001%の含有が好ましい。より好ましい下限は0.005%であり、さらに好ましくは0.010%である。合金中の他合金元素とのバランスにより、Zrが無添加レベル(不可避不純物レベル)としても良い場合は、Zrの下限を0%とする。 Zirconium (Zr)
Zr, like B, has the effect of improving the grain boundary strength. On the other hand, when Zr is excessive, the melting point is also lowered, and the high temperature strength and hot workability during material preparation are hindered. Therefore, the upper limit of Zr is, for example, 0.300%. A preferable upper limit is 0.250%, and more preferably 0.200%. More preferably, it is 0.100%, Most preferably, it is 0.050%. In order to obtain the above effect, a content of at least 0.001% is preferable. A more preferable lower limit is 0.005%, and further preferably 0.010%. In the case where Zr may be at an additive-free level (inevitable impurity level) due to balance with other alloy elements in the alloy, the lower limit of Zr is set to 0%.
Zrは、Bと同様、粒界強度を向上させる効果を有している。一方で、Zrが過剰となると、やはり融点の低下を招き、高温強度や素材準備の際の熱間加工性が阻害される。よって、Zrの上限は、例えば、0.300%とする。好ましい上限は0.250%であり、より好ましくは0.200%である。さらに好ましくは0.100%であり、特に好ましくは0.050%である。なお、上記の効果を得るには最低0.001%の含有が好ましい。より好ましい下限は0.005%であり、さらに好ましくは0.010%である。合金中の他合金元素とのバランスにより、Zrが無添加レベル(不可避不純物レベル)としても良い場合は、Zrの下限を0%とする。 Zirconium (Zr)
Zr, like B, has the effect of improving the grain boundary strength. On the other hand, when Zr is excessive, the melting point is also lowered, and the high temperature strength and hot workability during material preparation are hindered. Therefore, the upper limit of Zr is, for example, 0.300%. A preferable upper limit is 0.250%, and more preferably 0.200%. More preferably, it is 0.100%, Most preferably, it is 0.050%. In order to obtain the above effect, a content of at least 0.001% is preferable. A more preferable lower limit is 0.005%, and further preferably 0.010%. In the case where Zr may be at an additive-free level (inevitable impurity level) due to balance with other alloy elements in the alloy, the lower limit of Zr is set to 0%.
以上に説明した元素以外の残部はNiであるが、不可避不純物を含んでもよい。
The balance other than the elements described above is Ni, but may contain inevitable impurities.
本発明のNi基超耐熱合金は、その断面組織中に最大径が75nm以下の「ナノ結晶粒」を有することによって、冷間での塑性加工性が飛躍的に向上する。このメカニズムはまだ十分に解明できていない。しかし、上述したようにγ相とγ’相との相界面が、ナノ結晶粒の生成に寄与しているものと思われる。そして、この生成されたナノ結晶粒は、塑性加工率の上昇とともにその数が増加し、かつ、これが粒界滑りを生じたり結晶回転したりすることによってNi基超耐熱合金の塑性変形を実現し、従来の転位の発生と増殖とによる結晶のすべりによる塑性変形とは、その変形のメカニズムが異なる可能性がある。この可能性を示唆する一つの事実として、Ni基超耐熱合金に後述する冷間での塑性加工を行ったとき、ナノ結晶粒が一旦生成し始めると、更に塑性加工を行うことで(塑性加工率を増加させることで)、ナノ結晶粒の数が増えていくが、合金の硬さは塑性加工率の増加によらず(若干増大する場合も含み)“ほぼ一定”(例えば、上記のγ’モル率が35モル%以上のNi基超耐熱合金の場合で500HV以上)であることを、本発明者は確認している。この現象は、塑性加工による転位密度の上昇が生じていないことを示唆する。
The Ni-based superalloy according to the present invention has “nanocrystal grains” having a maximum diameter of 75 nm or less in the cross-sectional structure, thereby greatly improving the plastic workability in cold. This mechanism is not yet fully understood. However, as described above, the phase interface between the γ phase and the γ ′ phase seems to contribute to the formation of nanocrystal grains. The number of the generated nanocrystal grains increases as the plastic working rate increases, and this causes plastic deformation of the Ni-base superalloy by causing grain boundary sliding or crystal rotation. There is a possibility that the deformation mechanism is different from the conventional plastic deformation due to crystal slip due to the occurrence and growth of dislocations. One fact that suggests this possibility is that when the Ni-based superalloy is subjected to cold plastic processing, which will be described later, once nanocrystal grains begin to form, further plastic processing is performed (plastic processing). By increasing the rate, the number of nanocrystal grains increases, but the hardness of the alloy is “almost constant” regardless of an increase in the plastic working rate (including the case where it increases slightly) (for example, the above γ The inventor has confirmed that the molar ratio is 500 HV or more in the case of a Ni-base superalloy having a molar ratio of 35 mol% or more. This phenomenon suggests that no increase in dislocation density has occurred due to plastic working.
このように塑性加工性の向上に寄与するナノ結晶粒の大きさは、Ni基超耐熱合金の断面組織において、「最大径が75nm以下」のものである。そして、この最大径が75nm以下という結晶粒のサイズは、従来の通常のプロセスにおいて見られる結晶粒のサイズと区別できるものである。このとき、上記の断面組織は、例えば線材の場合、長手方向に半割したときの断面(つまり、線材の中心軸を含む断面)から採取すればよい。そして、この断面において、例えば、線材の表面の位置、線材の表面から中心軸に向かって1/4D入った位置(Dは線径である)、および、線材の中心軸の位置の、それぞれの断面から採取すればよい。そして、これらそれぞれの断面の一つ、または二つ以上の断面組織に、上記のナノ結晶粒が存在していることを確認すればよい。
なお、線材以外の形状でも、上記と同様に、長手方向に半割したときの断面を観察すればよい。 As described above, the size of the nanocrystal grains contributing to the improvement of plastic workability is “the maximum diameter is 75 nm or less” in the cross-sectional structure of the Ni-base superalloy. The crystal grain size having a maximum diameter of 75 nm or less can be distinguished from the crystal grain size found in the conventional normal process. At this time, for example, in the case of a wire rod, the above-described cross-sectional structure may be collected from a cross-section when it is divided in the longitudinal direction (that is, a cross-section including the central axis of the wire rod). And in this section, for example, the position of the surface of the wire, the position of 1 / 4D from the surface of the wire toward the central axis (D is the wire diameter), and the position of the central axis of the wire What is necessary is just to extract | collect from a cross section. And what is necessary is just to confirm that said nanocrystal grain exists in one or two or more cross-sectional structures of each of these cross sections.
In addition, it is only necessary to observe a cross-section when the shape other than the wire is halved in the longitudinal direction as described above.
なお、線材以外の形状でも、上記と同様に、長手方向に半割したときの断面を観察すればよい。 As described above, the size of the nanocrystal grains contributing to the improvement of plastic workability is “the maximum diameter is 75 nm or less” in the cross-sectional structure of the Ni-base superalloy. The crystal grain size having a maximum diameter of 75 nm or less can be distinguished from the crystal grain size found in the conventional normal process. At this time, for example, in the case of a wire rod, the above-described cross-sectional structure may be collected from a cross-section when it is divided in the longitudinal direction (that is, a cross-section including the central axis of the wire rod). And in this section, for example, the position of the surface of the wire, the position of 1 / 4D from the surface of the wire toward the central axis (D is the wire diameter), and the position of the central axis of the wire What is necessary is just to extract | collect from a cross section. And what is necessary is just to confirm that said nanocrystal grain exists in one or two or more cross-sectional structures of each of these cross sections.
In addition, it is only necessary to observe a cross-section when the shape other than the wire is halved in the longitudinal direction as described above.
上記の通り本発明のNi基超耐熱合金は、断面組織中に「最大径が75nm以下」のナノ結晶粒を有する。この断面組織中の最大径が75nm以下のナノ結晶粒は、断面組織1μm2あたり5個以上存在することが好ましい。ナノ結晶粒が増えることで、塑性変形の役割を果たす媒体が増えて、塑性加工性がさらに向上する。さらには好ましくは、最大径が75nm以下の結晶粒が、断面組織1μm2あたり10個以上、より好ましくは50個以上、さらに好ましくは100個以上存在することである。そして、200個以上、300個以上の順番で、よりさらに好ましい。上記のナノ結晶粒の個数密度は、観察した全ての断面組織で確認されたナノ結晶粒の総個数を、観察した全ての視野面積で割って、平均して求めればよい。
なお、断面組織中の最大径が75nm以下のナノ結晶粒について、その最大径の下限は特に設定する必要がない。そして、断面組織中の最大径が75nm以下のナノ結晶粒の有無や個数は、例えば、EBSD像によって確認することができる。そして、EBSDの測定条件を、スキャンステップ:0.01μmとし、結晶粒の定義を方位差15°以上の粒界としたときに認識できる結晶粒のうちから、最大径が75nm以下のナノ結晶粒を抽出して数えることができる。そして、一例として、最大径が約25nm以上のナノ結晶粒の有無および個数を確認することができる。
このようなNi基超耐熱合金は、500HV以上の硬さを有することが好ましい。 As described above, the Ni-base superalloy according to the present invention has nanocrystal grains having a “maximum diameter of 75 nm or less” in the cross-sectional structure. It is preferable that 5 or more nanocrystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure exist per 1 μm 2 of the cross-sectional structure. By increasing the number of nanocrystal grains, the number of media that play the role of plastic deformation increases, and the plastic workability is further improved. More preferably, there are 10 or more, more preferably 50 or more, and still more preferably 100 or more crystal grains having a maximum diameter of 75 nm or less per 1 μm 2 of the cross-sectional structure. And it is still more preferable in order of 200 or more and 300 or more. The number density of the above-mentioned nanocrystal grains may be obtained by averaging the total number of nanocrystal grains confirmed in all observed cross-sectional structures divided by all observed visual field areas.
In addition, about the nanocrystal grain whose maximum diameter in a cross-sectional structure | tissue is 75 nm or less, the minimum of the maximum diameter does not need to set in particular. The presence / absence and number of nanocrystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure can be confirmed by, for example, an EBSD image. Nanocrystal grains having a maximum diameter of 75 nm or less among crystal grains that can be recognized when the measurement condition of EBSD is a scan step: 0.01 μm and the definition of crystal grains is a grain boundary having an orientation difference of 15 ° or more. Can be extracted and counted. As an example, the presence and number of nanocrystal grains having a maximum diameter of about 25 nm or more can be confirmed.
Such Ni-base superalloys preferably have a hardness of 500 HV or higher.
なお、断面組織中の最大径が75nm以下のナノ結晶粒について、その最大径の下限は特に設定する必要がない。そして、断面組織中の最大径が75nm以下のナノ結晶粒の有無や個数は、例えば、EBSD像によって確認することができる。そして、EBSDの測定条件を、スキャンステップ:0.01μmとし、結晶粒の定義を方位差15°以上の粒界としたときに認識できる結晶粒のうちから、最大径が75nm以下のナノ結晶粒を抽出して数えることができる。そして、一例として、最大径が約25nm以上のナノ結晶粒の有無および個数を確認することができる。
このようなNi基超耐熱合金は、500HV以上の硬さを有することが好ましい。 As described above, the Ni-base superalloy according to the present invention has nanocrystal grains having a “maximum diameter of 75 nm or less” in the cross-sectional structure. It is preferable that 5 or more nanocrystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure exist per 1 μm 2 of the cross-sectional structure. By increasing the number of nanocrystal grains, the number of media that play the role of plastic deformation increases, and the plastic workability is further improved. More preferably, there are 10 or more, more preferably 50 or more, and still more preferably 100 or more crystal grains having a maximum diameter of 75 nm or less per 1 μm 2 of the cross-sectional structure. And it is still more preferable in order of 200 or more and 300 or more. The number density of the above-mentioned nanocrystal grains may be obtained by averaging the total number of nanocrystal grains confirmed in all observed cross-sectional structures divided by all observed visual field areas.
In addition, about the nanocrystal grain whose maximum diameter in a cross-sectional structure | tissue is 75 nm or less, the minimum of the maximum diameter does not need to set in particular. The presence / absence and number of nanocrystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure can be confirmed by, for example, an EBSD image. Nanocrystal grains having a maximum diameter of 75 nm or less among crystal grains that can be recognized when the measurement condition of EBSD is a scan step: 0.01 μm and the definition of crystal grains is a grain boundary having an orientation difference of 15 ° or more. Can be extracted and counted. As an example, the presence and number of nanocrystal grains having a maximum diameter of about 25 nm or more can be confirmed.
Such Ni-base superalloys preferably have a hardness of 500 HV or higher.
以上のことによって、本発明のNi基超耐熱合金は、冷間での塑性加工性に優れていることから、これを「冷間塑性加工用」とすることができる。
また、本発明のNi基超耐熱合金は、冷間塑性加工が行われる中間製品形状である「線材(wire material)」とすることができる。線材とは、その線径(直径)が、例えば、10mm以下、8mm以下、6mm以下といったものから、果ては5mm以下、4mm以下、3mm以下、2mm以下といった細いものである。そして、線材とは、その長さが、上記の線材の線径に対して、例えば、10倍以上、50倍以上、100倍以上といった長いものである。
また、本発明のNi基超耐熱合金は、上記の冷間塑性加工によって得られた最終製品形状である「細線(wire product)」とすることができる。細線とは、その線径(直径)が、例えば、5mm以下、4mm以下、3mm以下といったものから、果ては2mm以下、1mm以下といった更に細いものである。そして、細線とは、その長さが、上記の細線の線径に対して、例えば、50倍以上、100倍以上、300倍以上といった更に長いものである。 As described above, since the Ni-base superalloy according to the present invention is excellent in cold plastic workability, it can be made “for cold plastic working”.
Moreover, the Ni-base superalloy according to the present invention can be a “wire material” which is an intermediate product shape in which cold plastic working is performed. The wire has a thin wire diameter (diameter) of, for example, 10 mm or less, 8 mm or less, or 6 mm or less, and eventually 5 mm or less, 4 mm or less, 3 mm or less, or 2 mm or less. The length of the wire is, for example, 10 times or more, 50 times or more, or 100 times or more of the wire diameter of the wire.
Further, the Ni-base superalloy according to the present invention can be a “wire product” which is the final product shape obtained by the cold plastic working. The fine wire has a wire diameter (diameter) of, for example, 5 mm or less, 4 mm or less, 3 mm or less, and eventually 2 mm or less, 1 mm or less. The fine wire has a length that is longer than the wire diameter of the fine wire, for example, 50 times or more, 100 times or more, or 300 times or more.
また、本発明のNi基超耐熱合金は、冷間塑性加工が行われる中間製品形状である「線材(wire material)」とすることができる。線材とは、その線径(直径)が、例えば、10mm以下、8mm以下、6mm以下といったものから、果ては5mm以下、4mm以下、3mm以下、2mm以下といった細いものである。そして、線材とは、その長さが、上記の線材の線径に対して、例えば、10倍以上、50倍以上、100倍以上といった長いものである。
また、本発明のNi基超耐熱合金は、上記の冷間塑性加工によって得られた最終製品形状である「細線(wire product)」とすることができる。細線とは、その線径(直径)が、例えば、5mm以下、4mm以下、3mm以下といったものから、果ては2mm以下、1mm以下といった更に細いものである。そして、細線とは、その長さが、上記の細線の線径に対して、例えば、50倍以上、100倍以上、300倍以上といった更に長いものである。 As described above, since the Ni-base superalloy according to the present invention is excellent in cold plastic workability, it can be made “for cold plastic working”.
Moreover, the Ni-base superalloy according to the present invention can be a “wire material” which is an intermediate product shape in which cold plastic working is performed. The wire has a thin wire diameter (diameter) of, for example, 10 mm or less, 8 mm or less, or 6 mm or less, and eventually 5 mm or less, 4 mm or less, 3 mm or less, or 2 mm or less. The length of the wire is, for example, 10 times or more, 50 times or more, or 100 times or more of the wire diameter of the wire.
Further, the Ni-base superalloy according to the present invention can be a “wire product” which is the final product shape obtained by the cold plastic working. The fine wire has a wire diameter (diameter) of, for example, 5 mm or less, 4 mm or less, 3 mm or less, and eventually 2 mm or less, 1 mm or less. The fine wire has a length that is longer than the wire diameter of the fine wire, for example, 50 times or more, 100 times or more, or 300 times or more.
次に、上記成分組成を有し、断面組織中に最大径が75nm以下の結晶粒を有する、本発明のNi基超耐熱合金を得る製造方法を説明する。この製造方法は、上記成分組成を有するNi基超耐熱合金の素材(raw material)を準備する準備工程と、この素材に500℃以下の温度で、累積の加工率が30%以上となるように複数回の塑性加工を行なう加工工程とを含む。この圧縮加工の「加工率」を高くすることで、Ni基超耐熱合金材の組織中に「ナノ結晶粒」を形成させることができることを突きとめた。
Next, a manufacturing method for obtaining the Ni-based superalloy according to the present invention having the above component composition and having crystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure will be described. This manufacturing method includes a preparation step of preparing a raw material of a Ni-based superalloy having the above composition, and a cumulative processing rate of 30% or more at a temperature of 500 ° C. or less. And a processing step of performing plastic processing a plurality of times. It has been found that “nanocrystal grains” can be formed in the structure of the Ni-base superalloy material by increasing the “processing rate” of the compression processing.
この製造方法を説明する。
Ni基超耐熱合金の素材は、溶湯を鋳型に注湯して鋳塊を作製する溶製法によって得られたものであってもよい。そして、鋳塊の製造には、例えば、真空溶解と、真空アーク再溶解やエレクトロスラグ再溶解等の常法を、組み合わせる等して適用すればよい。また、素材は、粉末冶金法によって得られたものであってもよい。そして、上記の鋳塊や、粉末冶金法で作製された合金塊に対して、必要に応じて、熱間加工や機械加工を施して、所定の形状、例えば、ビレット(billet)や棒材(bar material)の形状の素材に仕上げればよい。 This manufacturing method will be described.
The material for the Ni-base superalloy may be obtained by a melting method in which molten metal is poured into a mold to produce an ingot. And ingot manufacturing may be applied by combining vacuum melting and conventional methods such as vacuum arc remelting and electroslag remelting. Moreover, the raw material may be obtained by a powder metallurgy method. Then, the ingot or the alloy ingot produced by the powder metallurgy method is subjected to hot working or machining as necessary to obtain a predetermined shape such as a billet or a bar ( Bar material may be finished.
Ni基超耐熱合金の素材は、溶湯を鋳型に注湯して鋳塊を作製する溶製法によって得られたものであってもよい。そして、鋳塊の製造には、例えば、真空溶解と、真空アーク再溶解やエレクトロスラグ再溶解等の常法を、組み合わせる等して適用すればよい。また、素材は、粉末冶金法によって得られたものであってもよい。そして、上記の鋳塊や、粉末冶金法で作製された合金塊に対して、必要に応じて、熱間加工や機械加工を施して、所定の形状、例えば、ビレット(billet)や棒材(bar material)の形状の素材に仕上げればよい。 This manufacturing method will be described.
The material for the Ni-base superalloy may be obtained by a melting method in which molten metal is poured into a mold to produce an ingot. And ingot manufacturing may be applied by combining vacuum melting and conventional methods such as vacuum arc remelting and electroslag remelting. Moreover, the raw material may be obtained by a powder metallurgy method. Then, the ingot or the alloy ingot produced by the powder metallurgy method is subjected to hot working or machining as necessary to obtain a predetermined shape such as a billet or a bar ( Bar material may be finished.
次に、500℃以下の温度で累積加工率が30%以上の塑性加工を行う。本発明は、従来の「熱間による」塑性加工によるものとは異なり、「冷間による」塑性加工によって、Ni基超耐熱合金の組織中にナノ結晶粒を生成でき、かつ、塑性加工性に優れたNi基超耐熱合金を得られるものである。この達成のために、上記の冷間による塑性加工は、その塑性加工中に回復や再結晶が発生できない低い温度領域であることが必要である。したがって、塑性加工中に熱処理を行わないことが好ましい。ここでいう熱処理とは、回復や再結晶が発生するような高い温度領域での熱処理のことであり、例えば、500℃を超える温度に加熱する熱処理である。
本発明における上記の塑性加工温度は、「500℃以下」とすることが重要である。好ましくは300℃以下、より好ましくは100℃以下、さらに好ましくは50℃以下(例えば、室温)である。
以上に説明したNi基超耐熱合金の製造は、線材形態、板材、帯材などに適用できることは明らかである。そして、このとき、本発明のNi基超耐熱合金は、線材、板材(sheet material)、帯材(strip material)の中間製品形状であることの他に、細線、薄板(sheet product)、薄帯(strip product)の最終製品形状であってもよいことも、明らかである。板材(薄板)、帯材(薄帯)において、その寸法の関係は、上述した線材(細線)のときの線径を、板厚または帯厚に替えることができる。 Next, plastic working with a cumulative working rate of 30% or more is performed at a temperature of 500 ° C. or lower. Unlike the conventional “hot” plastic working, the present invention can generate nanocrystal grains in the structure of a Ni-base superalloy by the “cold” plastic working. An excellent Ni-base superalloy can be obtained. In order to achieve this, the above-described cold plastic working needs to be in a low temperature region where recovery and recrystallization cannot occur during the plastic working. Therefore, it is preferable not to perform heat treatment during plastic working. The heat treatment here refers to a heat treatment in a high temperature region where recovery and recrystallization occur, and is a heat treatment for heating to a temperature exceeding 500 ° C., for example.
It is important that the plastic working temperature in the present invention is “500 ° C. or lower”. Preferably it is 300 degrees C or less, More preferably, it is 100 degrees C or less, More preferably, it is 50 degrees C or less (for example, room temperature).
It is clear that the production of the Ni-base superalloy described above can be applied to wire form, plate material, strip material and the like. At this time, the Ni-based superalloy according to the present invention has an intermediate product shape of a wire, a sheet material, and a strip material, as well as a thin wire, a sheet product, and a ribbon. It is also clear that the final product shape may be (strip product). Regarding the plate material (thin plate) and the strip material (thin strip), the dimensional relationship can be changed from the wire diameter of the above-described wire rod (thin wire) to the plate thickness or the strip thickness.
本発明における上記の塑性加工温度は、「500℃以下」とすることが重要である。好ましくは300℃以下、より好ましくは100℃以下、さらに好ましくは50℃以下(例えば、室温)である。
以上に説明したNi基超耐熱合金の製造は、線材形態、板材、帯材などに適用できることは明らかである。そして、このとき、本発明のNi基超耐熱合金は、線材、板材(sheet material)、帯材(strip material)の中間製品形状であることの他に、細線、薄板(sheet product)、薄帯(strip product)の最終製品形状であってもよいことも、明らかである。板材(薄板)、帯材(薄帯)において、その寸法の関係は、上述した線材(細線)のときの線径を、板厚または帯厚に替えることができる。 Next, plastic working with a cumulative working rate of 30% or more is performed at a temperature of 500 ° C. or lower. Unlike the conventional “hot” plastic working, the present invention can generate nanocrystal grains in the structure of a Ni-base superalloy by the “cold” plastic working. An excellent Ni-base superalloy can be obtained. In order to achieve this, the above-described cold plastic working needs to be in a low temperature region where recovery and recrystallization cannot occur during the plastic working. Therefore, it is preferable not to perform heat treatment during plastic working. The heat treatment here refers to a heat treatment in a high temperature region where recovery and recrystallization occur, and is a heat treatment for heating to a temperature exceeding 500 ° C., for example.
It is important that the plastic working temperature in the present invention is “500 ° C. or lower”. Preferably it is 300 degrees C or less, More preferably, it is 100 degrees C or less, More preferably, it is 50 degrees C or less (for example, room temperature).
It is clear that the production of the Ni-base superalloy described above can be applied to wire form, plate material, strip material and the like. At this time, the Ni-based superalloy according to the present invention has an intermediate product shape of a wire, a sheet material, and a strip material, as well as a thin wire, a sheet product, and a ribbon. It is also clear that the final product shape may be (strip product). Regarding the plate material (thin plate) and the strip material (thin strip), the dimensional relationship can be changed from the wire diameter of the above-described wire rod (thin wire) to the plate thickness or the strip thickness.
とりわけNi基超耐熱合金の素材が棒材の場合、上記のナノ結晶粒を形成させるためには、棒材の場合は断面積を圧縮する棒材加工を行なうことができる。この場合、Ni基超耐熱合金の「棒材」を出発材料として、この棒材に行う塑性加工の様態として、棒材中に均一に圧力を付与することができる「棒材の長手方向に垂直な断面の断面積を圧縮する加工」を施すことが好ましい。そして、この棒材の素材に、断面積(棒径)を塑性的に圧縮して、長さを伸ばしていく加工を行う。特に、Ni基超耐熱合金の線材を得る場合、線材よりも断面積(直径)が大きい「棒材」を塑性加工して作製することが効率的である。棒材の周面から軸心に向けて、500℃以下の温度で累積加工率が30%以上の塑性加工を行って、棒材の断面積を圧縮する。このような加工として、スエジング、カセットローラダイス伸線、孔型ダイス伸線などがある。
他方、Ni基超耐熱合金の板材、帯材等の製造には、圧延加工を用いることもできる。 In particular, when the material of the Ni-base superalloy is a bar, in order to form the nanocrystal grains, the bar can be processed by compressing the cross-sectional area. In this case, starting from the “bar” of the Ni-base superalloy, the pressure can be uniformly applied to the bar as a mode of plastic working performed on this bar “vertical to the longitudinal direction of the bar” It is preferable to perform a process of compressing the cross-sectional area of the cross section. Then, the cross-sectional area (rod diameter) is plastically compressed to extend the length of the bar material. In particular, when obtaining a Ni-based superalloy alloy wire, it is efficient to produce a “bar” having a larger cross-sectional area (diameter) than the wire by plastic working. The cross-sectional area of the bar is compressed by performing plastic working with a cumulative working rate of 30% or more at a temperature of 500 ° C. or less from the peripheral surface of the bar to the axis. Such processing includes swaging, cassette roller die drawing, hole die drawing, and the like.
On the other hand, rolling can also be used for the production of a Ni-base superalloy alloy plate, strip, and the like.
他方、Ni基超耐熱合金の板材、帯材等の製造には、圧延加工を用いることもできる。 In particular, when the material of the Ni-base superalloy is a bar, in order to form the nanocrystal grains, the bar can be processed by compressing the cross-sectional area. In this case, starting from the “bar” of the Ni-base superalloy, the pressure can be uniformly applied to the bar as a mode of plastic working performed on this bar “vertical to the longitudinal direction of the bar” It is preferable to perform a process of compressing the cross-sectional area of the cross section. Then, the cross-sectional area (rod diameter) is plastically compressed to extend the length of the bar material. In particular, when obtaining a Ni-based superalloy alloy wire, it is efficient to produce a “bar” having a larger cross-sectional area (diameter) than the wire by plastic working. The cross-sectional area of the bar is compressed by performing plastic working with a cumulative working rate of 30% or more at a temperature of 500 ° C. or less from the peripheral surface of the bar to the axis. Such processing includes swaging, cassette roller die drawing, hole die drawing, and the like.
On the other hand, rolling can also be used for the production of a Ni-base superalloy alloy plate, strip, and the like.
本発明では、ナノ結晶粒の形成のためには、上記の塑性加工の累積加工率を「30%以上」に高くする。累積加工率は、40%以上が好ましく、これは、上記のナノ結晶粒の断面組織1μm2あたりの個数を、例えば、10個以上生成させるのに好ましい。
そして、累積加工率は60%以上が更に好ましく、これは上記のナノ結晶粒の個数を、例えば50個以上生成させるのに好ましい。より好ましくは70%以上、さらに好ましくは80%以上であり、これは上記のナノ結晶粒の個数を、例えば100個以上生成させるのに好ましい。よりさらに好ましくは90%以上、特に好ましくは97%以上であり、これらの累積加工率は上記のナノ結晶粒の個数を、例えば、順に、200個以上、300個以上生成させるのに好ましい。
ここで、加工率とは、棒材をスエジングやダイス伸線を行なう場合には、減面率により表す。減面率は、塑性加工前の棒材の断面積A0と、塑性加工後の線材や細線の断面積A1との関係で、
[(A0-A1)/A0]×100(%) (1)
の式で算出される。
他方、圧延加工を行なう場合には、加工率は圧下率で表す。圧下率は、塑性加工前の素材の厚さをt0と、塑性加工後の板材や帯材、薄板や薄帯の厚さをt1とすると、
[(t0-t1)/t0]×100(%) (2)
の式で算出される。
累積加工率とは塑性加工を複数回、あるいは複数パスにわたって行なった場合の、最終加工物の素材に対する加工率を示す。 In the present invention, in order to form nanocrystal grains, the cumulative processing rate of the plastic processing is increased to “30% or more”. Cumulative working ratio is preferably at least 40%, which is the number of cross-section per tissue 1 [mu] m 2 of said nano-crystal grains, for example, preferred to generate 10 or more.
The cumulative processing rate is more preferably 60% or more, which is preferable for generating, for example, 50 or more nanocrystal grains. More preferably, it is 70% or more, and more preferably 80% or more. This is preferable for generating, for example, 100 or more nanocrystal grains. Still more preferably, it is 90% or more, particularly preferably 97% or more. These cumulative processing rates are preferable for generating the number of the above-mentioned nanocrystal grains, for example, 200 or more and 300 or more in order.
Here, the processing rate is expressed by the area reduction rate when swaging or die drawing a bar. The area reduction ratio is the relationship between the cross-sectional area A 0 of the bar material before plastic working and the cross-sectional area A 1 of the wire or thin wire after plastic working.
[(A 0 −A 1 ) / A 0 ] × 100 (%) (1)
It is calculated by the following formula.
On the other hand, when rolling, the processing rate is expressed as a reduction rate. The reduction ratio is defined as follows: t 0 is the thickness of the material before plastic working, and t 1 is the thickness of the plate or strip after plastic working.
[(T 0 −t 1 ) / t 0 ] × 100 (%) (2)
It is calculated by the following formula.
The cumulative processing rate indicates the processing rate for the material of the final workpiece when plastic processing is performed a plurality of times or over a plurality of passes.
そして、累積加工率は60%以上が更に好ましく、これは上記のナノ結晶粒の個数を、例えば50個以上生成させるのに好ましい。より好ましくは70%以上、さらに好ましくは80%以上であり、これは上記のナノ結晶粒の個数を、例えば100個以上生成させるのに好ましい。よりさらに好ましくは90%以上、特に好ましくは97%以上であり、これらの累積加工率は上記のナノ結晶粒の個数を、例えば、順に、200個以上、300個以上生成させるのに好ましい。
ここで、加工率とは、棒材をスエジングやダイス伸線を行なう場合には、減面率により表す。減面率は、塑性加工前の棒材の断面積A0と、塑性加工後の線材や細線の断面積A1との関係で、
[(A0-A1)/A0]×100(%) (1)
の式で算出される。
他方、圧延加工を行なう場合には、加工率は圧下率で表す。圧下率は、塑性加工前の素材の厚さをt0と、塑性加工後の板材や帯材、薄板や薄帯の厚さをt1とすると、
[(t0-t1)/t0]×100(%) (2)
の式で算出される。
累積加工率とは塑性加工を複数回、あるいは複数パスにわたって行なった場合の、最終加工物の素材に対する加工率を示す。 In the present invention, in order to form nanocrystal grains, the cumulative processing rate of the plastic processing is increased to “30% or more”. Cumulative working ratio is preferably at least 40%, which is the number of cross-section per tissue 1 [mu] m 2 of said nano-crystal grains, for example, preferred to generate 10 or more.
The cumulative processing rate is more preferably 60% or more, which is preferable for generating, for example, 50 or more nanocrystal grains. More preferably, it is 70% or more, and more preferably 80% or more. This is preferable for generating, for example, 100 or more nanocrystal grains. Still more preferably, it is 90% or more, particularly preferably 97% or more. These cumulative processing rates are preferable for generating the number of the above-mentioned nanocrystal grains, for example, 200 or more and 300 or more in order.
Here, the processing rate is expressed by the area reduction rate when swaging or die drawing a bar. The area reduction ratio is the relationship between the cross-sectional area A 0 of the bar material before plastic working and the cross-sectional area A 1 of the wire or thin wire after plastic working.
[(A 0 −A 1 ) / A 0 ] × 100 (%) (1)
It is calculated by the following formula.
On the other hand, when rolling, the processing rate is expressed as a reduction rate. The reduction ratio is defined as follows: t 0 is the thickness of the material before plastic working, and t 1 is the thickness of the plate or strip after plastic working.
[(T 0 −t 1 ) / t 0 ] × 100 (%) (2)
It is calculated by the following formula.
The cumulative processing rate indicates the processing rate for the material of the final workpiece when plastic processing is performed a plurality of times or over a plurality of passes.
組織中にナノ結晶粒が生成されるメカニズムは、まだ完全に解明できていない。しかし、ナノ結晶粒が十分に生成されるためには、上記の加工率が最低でも30%程度必要であることを実験的に確認した(実施例参照)。つまり、上記のNi基超耐熱合金の棒材に冷間による塑性加工を行って、その累積の加工率が約30%に到達したときに、ナノ結晶粒が、最初に、γ相とγ’相との相界面に優先的に生成されることを観察した。そして、このナノ結晶粒が一旦生成したNi基超耐熱合金(例えば、棒材(線材))に、さらに冷間による塑性加工を加えていくと、ナノ結晶粒の数が増加し、このナノ結晶粒の増加が、Ni基超耐熱合金(例えば、棒材(線材))の塑性加工性をさらに向上させる。そして、この塑性加工の繰り返しによって(累積の加工率の増加によって)、Ni基超耐熱合金(例えば、棒材(線材))の塑性加工性は益々向上して、塑性加工の途中に熱処理を行わずに、冷間で累積の加工率が97%以上にも及ぶ塑性加工が可能であったという、「室温超塑性的な」塑性加工の現象を確認した。
The mechanism by which nanocrystal grains are generated in the tissue has not yet been fully elucidated. However, it was experimentally confirmed that the above-mentioned processing rate is required to be at least about 30% in order to sufficiently generate nanocrystal grains (see Examples). In other words, when the above-described Ni-base superheat-resistant alloy bar is cold plastically processed and the cumulative processing rate reaches about 30%, the nanocrystal grains are first converted into γ phase and γ ′. It was observed that it was preferentially produced at the phase interface with the phase. Then, when the plastic processing by cold is further added to the Ni-based superalloy (for example, rod (wire)) once the nanocrystal grains are generated, the number of nanocrystal grains increases. The increase in grains further improves the plastic workability of Ni-based superalloys (eg, rods (wires)). By repeating this plastic working (by increasing the cumulative working rate), the plastic workability of Ni-base superalloys (for example, rods (wires)) is further improved, and heat treatment is performed during the plastic working. In addition, the "room temperature superplastic" plastic working phenomenon was confirmed, in which it was possible to perform plastic working with a cumulative working rate of 97% or more in the cold.
上記の「30%以上」の加工率の塑性加工は、一回の塑性加工で完了するのではなくて、組織中にナノ結晶粒が形成されるまでの間において、例えば、合金に割れや疵等が発生することを抑制するために、複数回の塑性加工に分けて完了することがよい。30%以上の加工率による「大きなひずみ」を、複数回の塑性加工に分けて素材に付与することで、そのひずみが素材中に適度に分散して、上述したナノ結晶粒の粒界滑りや結晶回転を素材中で均一に生じさせるのに効果的である。その結果、素材中にナノ結晶粒を均一かつ均等に形成させることができるとともに、その塑性加工中の割れや疵等の発生も抑制することをできる。複数回の塑性加工に分けるときは、その各々の塑性加工間に熱処理を行う必要はない。そして、上記の30%以上の加工率の上限は、特に設定する必要がなく、例えば、中間製品や最終製品の形状等に応じて、適宜、設定すればよい。そして、後述する合金材料を準備するのであれば、その仕様等に応じて、例えば、50%、45%、40%、35%といった数値を設定することができる。
The above-described plastic processing with a processing rate of “30% or more” is not completed by a single plastic processing, but before the formation of nanocrystal grains in the structure, for example, cracks and wrinkles in the alloy. In order to suppress the occurrence of the like, it is preferable to complete by dividing into a plurality of plastic workings. By applying “large strain” with a processing rate of 30% or more to the material by dividing it into a plurality of plastic processing, the strain is moderately dispersed in the material, and the above-described intergranular sliding of nanocrystal grains It is effective in causing crystal rotation to occur uniformly in the material. As a result, the nanocrystal grains can be uniformly and uniformly formed in the material, and the occurrence of cracks, wrinkles and the like during the plastic working can be suppressed. When divided into a plurality of plastic workings, it is not necessary to perform a heat treatment between the plastic workings. The upper limit of the processing rate of 30% or more does not need to be set in particular, and may be set appropriately according to, for example, the shape of the intermediate product or the final product. And if the alloy material mentioned later is prepared, numerical values, such as 50%, 45%, 40%, 35%, can be set according to the specification etc., for example.
また、複数回の塑性加工に分ける場合、ある任意の塑性加工(パス)における加工率(減面率)を、その前の回の塑性加工(パス)における加工率(減面率)よりも大きくして、加工効率を上げることも可能である。各塑性加工(パス)毎に加工率(減面率)を大きくしてもよい。
本発明における「パス」については、上述したスエジングやダイス伸線、圧延といった種類の塑性加工において、一つの(または、一対でなる)ダイスやロールによって塑性加工されたときを「1パス」と数えることができる。 Also, when dividing into multiple times of plastic processing, the processing rate (area reduction) in a given plastic processing (pass) is larger than the processing rate (area reduction) in the previous plastic processing (pass) Thus, it is possible to increase the processing efficiency. The processing rate (area reduction rate) may be increased for each plastic processing (pass).
Regarding the “pass” in the present invention, when plastic processing is performed by one (or a pair) of dies or rolls in the types of plastic processing such as swaging, die drawing, and rolling described above, “one pass” is counted. be able to.
本発明における「パス」については、上述したスエジングやダイス伸線、圧延といった種類の塑性加工において、一つの(または、一対でなる)ダイスやロールによって塑性加工されたときを「1パス」と数えることができる。 Also, when dividing into multiple times of plastic processing, the processing rate (area reduction) in a given plastic processing (pass) is larger than the processing rate (area reduction) in the previous plastic processing (pass) Thus, it is possible to increase the processing efficiency. The processing rate (area reduction rate) may be increased for each plastic processing (pass).
Regarding the “pass” in the present invention, when plastic processing is performed by one (or a pair) of dies or rolls in the types of plastic processing such as swaging, die drawing, and rolling described above, “one pass” is counted. be able to.
とりわけNi基超耐熱合金の素材が棒材の場合、ナノ結晶粒の形成のためには、上記の塑性加工で、棒材中に均一かつ均等に圧力を付与することが重要と思われる。そして、このためには、棒材の周面から軸心に向けて、棒材の断面積を圧縮するような塑性加工が効果的である。このとき、塑性加工方式を限定する必要はない。但し、塑性加工される棒材の全周に均等に圧力を加える塑性加工方式が有利である。この具体例として、スエジング加工が挙げられる。スエジング加工は、棒材の全周を囲む複数のダイスを回転させながら、棒材の周面を鍛造するので、ナノ結晶粒の生成に好ましい。その他、カセットローラダイス伸線、孔型ダイス伸線などその他の塑性加工も適用可能である。
In particular, when the material of the Ni-base superalloy is a rod, it seems to be important to apply a uniform and even pressure to the rod by the above-described plastic working for the formation of nanocrystal grains. For this purpose, plastic working is effective in which the cross-sectional area of the bar is compressed from the circumferential surface of the bar toward the axis. At this time, there is no need to limit the plastic working method. However, a plastic working method in which pressure is evenly applied to the entire circumference of the rod to be plastic processed is advantageous. A specific example is swaging. Swaging is preferable for producing nanocrystal grains because the peripheral surface of the bar is forged while rotating a plurality of dies surrounding the entire circumference of the bar. In addition, other plastic processing such as cassette roller die drawing and hole die drawing is also applicable.
本発明の場合、上記の塑性加工を行う前の素材(例えば棒材)を、γ’固溶温度(ソルバス温度)Ts以上の温度Thに加熱保持して冷却する熱処理を行ってもよい。この熱処理を行うことにより、素材の組織中にγ’相を均一に再析出させることができる。このことによって、塑性加工後の組織中にナノ結晶粒が形成されやすくなる。これは、Ni基超耐熱合金が有するγ相とγ’相との相界面が均一になることで、ナノ結晶粒の形成が促されるものと考えられる。
In the case of the present invention, a heat treatment may be performed in which a material (for example, a rod) before the plastic working is heated and held at a temperature Th equal to or higher than a γ ′ solid solution temperature (solvus temperature) Ts and cooled. By performing this heat treatment, the γ 'phase can be uniformly reprecipitated in the structure of the material. This facilitates the formation of nanocrystal grains in the structure after plastic working. This is thought to be due to the fact that the phase interface between the γ phase and the γ ′ phase of the Ni-base superheat-resistant alloy becomes uniform, thereby promoting the formation of nanocrystal grains.
上記の加熱保持温度Thは、ソルバス温度Tsよりも10℃以上高い温度であることが好ましい。そして、加熱保持温度Thの上限を設ける必要はない。加熱保持温度Thは、理論上、Ni基超耐熱合金の素材が溶融し始める温度(固相線温度)未満となる。また、上記の加熱保持温度Thに達してからの棒材の保持時間は、2時間以上とすることが好ましい。そして、10時間以下が現実的である。好ましくは、7時間以下である。より好ましくは、4時間以下である。これにより、成分組成の均一化にも効果(ソーキング効果)がある。
The heating and holding temperature Th is preferably higher by 10 ° C. or more than the solvus temperature Ts. It is not necessary to provide an upper limit for the heating and holding temperature Th. The heated holding temperature Th is theoretically less than the temperature at which the Ni-based superalloy material starts to melt (solidus temperature). Moreover, it is preferable that the holding | maintenance time of the rod after reaching said heating holding temperature Th shall be 2 hours or more. And 10 hours or less is realistic. Preferably, it is 7 hours or less. More preferably, it is 4 hours or less. Thereby, there is an effect (soaking effect) also in equalizing the component composition.
本発明の他の具体例によれば、上記成分組成を有するNi基超耐熱合金を製造する方法が提供される。この方法は、硬さが500HV以上であり断面組織中に最大径が75nm以下の結晶粒を有する合金材料(alloy material)を準備する準備工程と、前記素材に500℃以下の温度で塑性加工を行なって、硬さが500HV以上の合金を得る加工工程とを含む。ここで、加工の出発材料である合金材料は、上記に説明した本発明によるNi基超耐熱合金であり、例えば、上記に説明した線材や、板材、帯材である。本発明においては、上記の硬さが500HV以上であり断面組織中に最大径が75nm以下の結晶粒を有するNi基超耐熱合金に、500℃以下の温度での塑性加工を繰り返したときに、その途中毎に断面組織中のナノ結晶粒が増えて行き(形成され続ける)、塑性加工性が維持される現象を見出した。その際、合金の硬さは、500HV以上を維持するか、或いは若干増加する。これによって、本発明の「断面組織中にナノ結晶粒を有した」Ni基超耐熱合金は、初期の塑性加工性に優れて、かつ、その優れた塑性加工性が、続く塑性加工でも維持されていく。そして、全ての塑性加工が完了したNi基超耐熱合金もまた、断面組織中にナノ結晶粒を有しており、これを最終製品形状の細線や、薄板、薄帯とすることが可能である。
According to another embodiment of the present invention, a method for producing a Ni-base superalloy having the above component composition is provided. This method includes a preparation step of preparing an alloy material having a hardness of 500 HV or more and a crystal grain having a maximum diameter of 75 nm or less in a cross-sectional structure, and plastic processing of the material at a temperature of 500 ° C. or less. And a processing step of obtaining an alloy having a hardness of 500 HV or higher. Here, the alloy material that is the starting material for processing is the Ni-base superalloy according to the present invention described above, and is, for example, the wire, plate, or strip described above. In the present invention, when the above-mentioned hardness is 500 HV or more and the Ni-based superalloy having a crystal grain having a maximum diameter of 75 nm or less in the cross-sectional structure is repeatedly subjected to plastic working at a temperature of 500 ° C. or less, The nanocrystal grains in the cross-sectional structure increased (continuously formed) along the way, and a phenomenon was observed in which plastic workability was maintained. At that time, the hardness of the alloy is maintained at 500 HV or higher or slightly increases. As a result, the Ni-base superalloy having “nanocrystal grains in the cross-sectional structure” of the present invention is excellent in the initial plastic workability, and the excellent plastic workability is maintained even in the subsequent plastic working. To go. And the Ni-based super heat-resistant alloy that has undergone all plastic working also has nanocrystal grains in the cross-sectional structure, which can be made into fine wires, thin plates, and ribbons of the final product shape. .
塑性加工後のNi基超耐熱合金は、γ相とγ’相とが延伸方向に延びた線状組織になる。しかし、所定の寸法、形状に塑性加工した後、最終製品として供給するときに、必要に応じて、熱処理を施すことにより所望の等軸結晶組織にすることができる。この熱処理によって、例えば、硬さを500HV未満に調整することが可能であり、最終製品を輸送形態や使用形態に見合った形態に曲げたり切断したりするのが容易になる。
The Ni-base superalloy after plastic working has a linear structure in which the γ phase and the γ ′ phase extend in the stretching direction. However, a desired equiaxed crystal structure can be obtained by performing a heat treatment as necessary when plastic products are processed into predetermined dimensions and shapes and then supplied as final products. By this heat treatment, for example, the hardness can be adjusted to less than 500 HV, and it becomes easy to bend or cut the final product into a form suitable for a transportation form or a use form.
この製造方法により、例えば冷間塑性加工のみによって、上述した線材、板材、帯材などの中間製品形状のものから、細線、薄板、薄帯などの最終製品形状のものまでの様々な形態のNi基超耐熱合金を提供することもできる。
By this manufacturing method, for example, only by cold plastic working, various forms of Ni from intermediate product shapes such as wire, plate, and strip to final product shapes such as thin wire, thin plate, and strip. A base superalloy can also be provided.
真空溶解によって準備した溶湯を鋳造して、直径100mm、質量10kgの円柱状のNi基超耐熱合金Aのインゴットを作製した。Ni基超耐熱合金Aの成分組成(質量%)を表1に示す。表1には、上記のインゴットの「γ’モル率」および「γ’固溶温度(ソルバス温度)Ts」も示す。これらの値は、市販の熱力学平衡計算ソフト「JMatPro(Version 8.0.1,Sente Software Ltd.社製品)」を用いて計算した。この熱力学平衡計算ソフトに、表1に列挙された各元素の含有量を入力して、上記の「γ’モル率」および「γ’固溶温度Ts」を求めた。このNi基超耐熱合金Aのインゴットに保持温度Th:1200℃、保持時間:8時間の熱処理を施し、炉冷してから、このインゴットの長さ方向に平行方向に直径6.0mm、長さ60mmの棒材を採取して、この棒材を塑性加工のための素材とした。この棒材の硬さは320HVであった。この棒材に、室温(25℃)で、加工率が31%の「スエジング加工1」(表2の合金1-2に記載のもの)を行って、本発明例1のNi基超耐熱合金の線材(線径5.0mm)を作製した。本発明例1のNi基超耐熱合金の線材は、良好な表面状態を保って作製することができた。そして、本発明例1のNi基超耐熱合金の線材の硬さは、595HVであった。なお、加工率は、上記で説明した式(1)により求めた。
The molten metal prepared by vacuum melting was cast to prepare a cylindrical Ni-based superalloy A having a diameter of 100 mm and a mass of 10 kg. Table 1 shows the composition (% by mass) of the Ni-base superalloy A. Table 1 also shows the “γ ′ molar ratio” and “γ ′ solid solution temperature (solvus temperature) Ts” of the ingot. These values were calculated using a commercially available thermodynamic equilibrium calculation software “JMatPro (Version 8.0.1, product of Senti Software Ltd.)”. The contents of each element listed in Table 1 were input to this thermodynamic equilibrium calculation software, and the above-mentioned “γ ′ molar ratio” and “γ ′ solid solution temperature Ts” were obtained. The ingot of this Ni-based superalloy A is subjected to a heat treatment at a holding temperature Th: 1200 ° C. and a holding time: 8 hours, cooled in a furnace, and then 6.0 mm in diameter and length in a direction parallel to the length direction of the ingot. A 60 mm bar was sampled and used as a material for plastic working. The bar had a hardness of 320 HV. This bar was subjected to “swaging process 1” (described in alloy 1-2 in Table 2) at room temperature (25 ° C.) and a processing rate of 31% to obtain a Ni-based superalloy according to Example 1 of the present invention. The wire (wire diameter 5.0 mm) was produced. The Ni-based superalloy alloy wire of Example 1 of the present invention could be produced while maintaining a good surface condition. And the hardness of the wire of the Ni-based superheat-resistant alloy of Invention Example 1 was 595 HV. In addition, the processing rate was calculated | required by Formula (1) demonstrated above.

図1は、本発明例である合金No.1-2の線材の断面ミクロ組織のEBSD像を示したものである。この断面ミクロ組織は、線材の長手方向に半割した断面において、線材の表面から中心軸に向かって1/4D入った位置(位置A)の断面から採取した組織である(Dは線材の線径を示す)。そして、EBSDの測定条件は、走査型電子顕微鏡「ULTRA55(Zeiss社製)」に付属したEBSD測定システム「OIM Version 5.3.1(TSL Solution社製)」を使用して、倍率:10000倍、スキャンステップ:0.01μmとし、結晶粒の定義は方位差15°以上を粒界とした。このとき、EBSD像に確認されたナノ結晶粒の最大径(最大長さ)は、小さいもので約25nmであり、この値以上の最大径のナノ結晶粒の有無および個数を確認した。図1より、本発明例の合金No.1-2の線材は、その断面組織中に最大径が75nm以下のナノ結晶粒(例えば、丸囲み内にある濃色点)を有していた。合金No.1-2の線材の長手方向に半割した断面において、線材の表面の位置(位置B)の断面および線材の中心軸の位置(位置C)の断面からも組織を採取して、上記と同様のEBSDによる解析を行った。そして、位置A、B、Cからそれぞれ2ヶ所採取した計6ヶ所の断面組織について、図1と同じ視野面積(2μm×3μm)でカウントされた最大径が75nm以下のナノ結晶粒の総数を、総視野面積(6μm2×6)で割って求めた、上記のナノ結晶粒の単位面積あたりの個数密度は「8個/μm2」であった。
FIG. 1 shows an alloy no. 2 shows an EBSD image of a cross-sectional microstructure of the wire 1-2. This cross-sectional microstructure is a structure taken from a cross-section at a position (position A) that is ¼D from the surface of the wire toward the central axis in the cross-section divided in the longitudinal direction of the wire (D is the wire of the wire) Indicates the diameter). And the measurement conditions of EBSD used the EBSD measurement system "OIM Version 5.3.1 (made by TSL Solution)" attached to the scanning electron microscope "ULTRA55 (made by Zeiss)", magnification: 10000 times. , Scan step: 0.01 μm, and the definition of the crystal grain was defined as a grain boundary having an orientation difference of 15 ° or more. At this time, the maximum diameter (maximum length) of the nanocrystal grains confirmed in the EBSD image was about 25 nm, which was small, and the presence and number of nanocrystal grains with the maximum diameter exceeding this value were confirmed. As shown in FIG. The wire No. 1-2 had nanocrystal grains having a maximum diameter of 75 nm or less (for example, a dark spot within a circle) in the cross-sectional structure. Alloy No. In the cross section of the wire rod halved in the longitudinal direction, the structure was also collected from the cross-section at the surface position (position B) of the wire rod and the cross-section at the position of the central axis of the wire rod (position C). Analysis by EBSD was performed. And about the total of six cross-sectional structures collected from two positions A, B, C, respectively, the total number of nanocrystal grains having a maximum diameter of 75 nm or less counted in the same visual field area (2 μm × 3 μm) as in FIG. The number density per unit area of the nanocrystal grains obtained by dividing by the total visual field area (6 μm 2 × 6) was “8 particles / μm 2 ”.
他方、合金No.1-1は、室温(25℃)でスエジング加工を行ったが、加工後の線径5.5mmであり、加工率(減面率)は16.0%であった。この断面ミクロ組織を、合金No.1-2と同じ要領で観察したところ、図6に示すとおり、最大径が75nm以下のナノ結晶粒は観察されなかった。また、硬さも480HVであった。
On the other hand, Alloy No. In 1-1, swaging was performed at room temperature (25 ° C.), but the wire diameter after processing was 5.5 mm, and the processing rate (area reduction rate) was 16.0%. This cross-sectional microstructure is designated as alloy no. When observed in the same manner as in 1-2, no nanocrystal grains having a maximum diameter of 75 nm or less were observed as shown in FIG. Moreover, the hardness was 480 HV.
本発明例の合金No.1-2の線材に、室温(25℃)で、表2に示した加工率の「スエジング加工3~10」を、順次、累積しながら行って、棒材からの累積加工率を増加させた合金No.1-3から合金No.1-10までのNi基超耐熱合金の線材をそれぞれ作製した。なお、各スエジング加工どうしの間で熱処理は行っていない。合金No.1-3から合金No.1-10までの線材も、何れも良好な表面状態を保って作製することができた。そして、これらの線材も、その断面組織中に最大径が75nm以下のナノ結晶粒を有していた(図中では黒色の粒として見える)。図2~図5は、本発明例の合金No.1-4、No.1-5、No.1-7、No.1-9の断面ミクロ組織のEBSD像を、それぞれの順番で示したものである。この断面ミクロ組織の採取位置および、EBSDの測定条件は、図1と同じ要領である。そして、これらの線材について、合金No.1-1と同じ要領で、その断面組織中にある75nm以下のナノ結晶粒の単位面積あたりの個数密度を測定した。また、線材の硬さも測定した。これら測定結果を、本発明例1のものと併せて、表2に示す。
Alloy No. of the present invention example For the wire No. 1-2, at the room temperature (25 ° C.), the “swinging processing 3 to 10” of the processing rates shown in Table 2 was sequentially accumulated while increasing the cumulative processing rate from the bar. Alloy No. 1-3 to Alloy No. Ni-base superalloy alloys up to 1-10 were prepared, respectively. Note that heat treatment is not performed between the swaging processes. Alloy No. 1-3 to Alloy No. All the wires up to 1-10 could be produced while maintaining a good surface condition. These wire rods also had nanocrystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure (visible as black grains in the figure). 2 to 5 show the alloy No. of the present invention. 1-4, no. 1-5, No. 1 1-7, No. 1 The EBSD images of the cross-sectional microstructure of 1-9 are shown in the respective order. The sampling position of the cross-sectional microstructure and the EBSD measurement conditions are the same as in FIG. And about these wires, alloy No. In the same manner as in 1-1, the number density per unit area of nanocrystal grains of 75 nm or less in the cross-sectional structure was measured. Moreover, the hardness of the wire was also measured. These measurement results are shown in Table 2 together with those of Example 1 of the present invention.
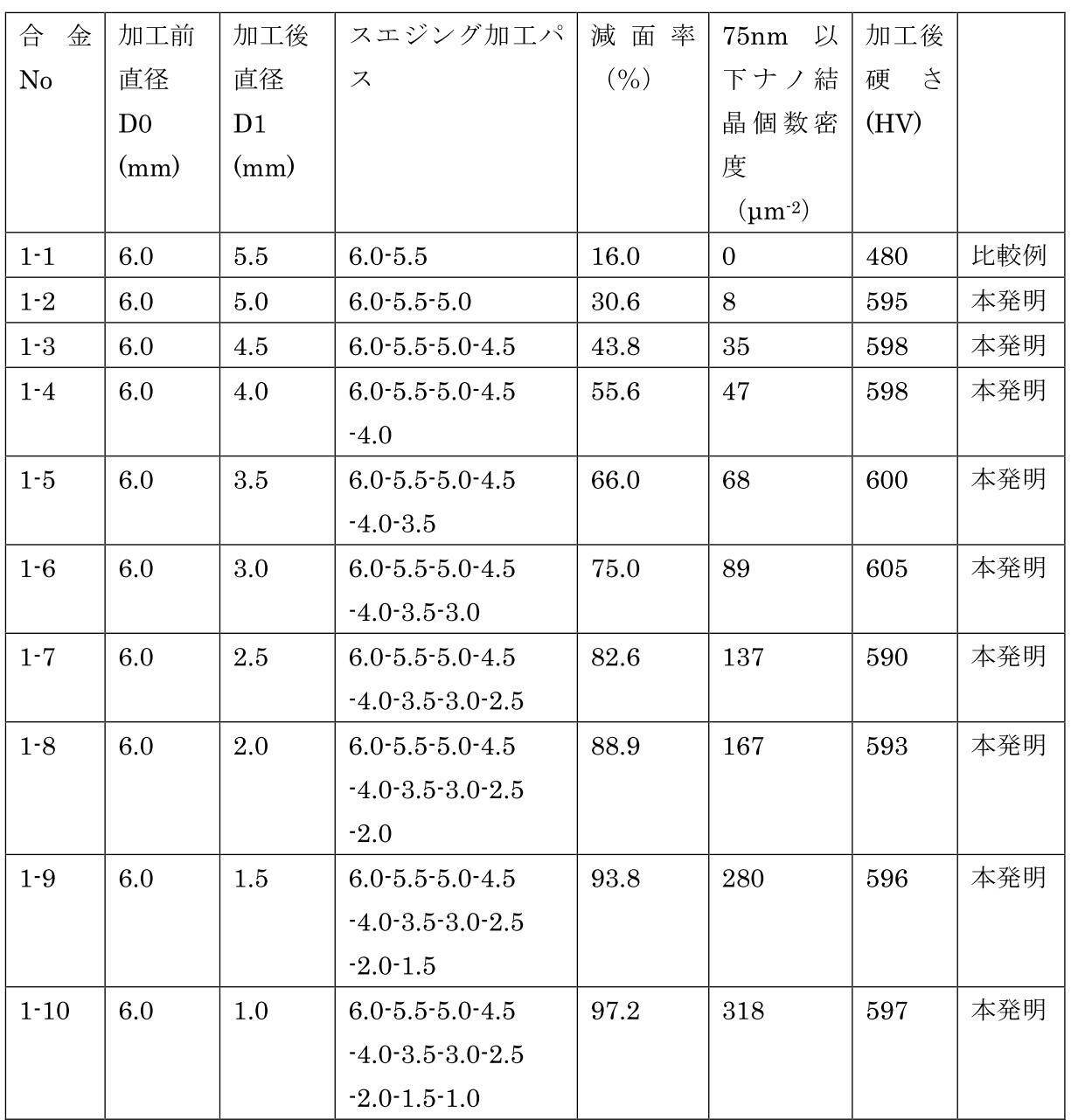
表2の結果より、ナノ結晶粒が一旦生成したNi基超耐熱合金に、さらに冷間による塑性加工を加えていくことで、ナノ結晶粒の数が増加することがわかる。しかし、ナノ結晶粒の数が増えていく一方で、Ni基超耐熱合金の硬さは塑性加工率の増加によらず、ほぼ一定であった。このため、スエジング加工により線径が1.0mmである本発明例No.1-10の線材にまで冷間で塑性加工することができた。これを合金No.1-2の線材を出発材料(つまり、硬さが500HV以上であり断面組織中に最大径が75nm以下の結晶粒を有する合金材料)とすると、この合金材料の線材からの累積加工率が96%に及び、当初の棒材素材からの累積加工率であれば97%にも及ぶ塑性加工を冷間で行うことができた。さらに、本発明例の合金No.1-10の線材は、上記の大きな累積加工率による塑性加工以降も、さらに冷間で塑性加工を行うことができる状態であった。すなわち、本発明例の加工後の合金の硬さは、加工率にかかわらずほぼ一定(595HV~605HV)であったことから一旦、最大径が75nm以下の結晶粒が形成され、500HV以上の硬さを有する合金材料は、続けて冷間加工を行なうことが可能であることがわかる。
From the results shown in Table 2, it can be seen that the number of nanocrystal grains is increased by further applying cold plastic working to the Ni-based superalloy having nanocrystal grains once generated. However, while the number of nanocrystal grains increased, the hardness of the Ni-base superalloy was almost constant regardless of the increase in the plastic working rate. For this reason, this invention example No. whose wire diameter is 1.0 mm by swaging process. It was possible to carry out plastic working to 1-10 wires. This is referred to as Alloy No. When the 1-2 wire is used as a starting material (that is, an alloy material having a hardness of 500 HV or more and a crystal grain having a maximum diameter of 75 nm or less in the cross-sectional structure), the cumulative processing rate of the alloy material from the wire is 96. %, And if the cumulative processing rate from the original bar material, as much as 97% plastic working could be performed cold. Furthermore, alloy no. The wire of No. 1-10 was in a state where it could be further cold-worked after the plastic working with the large cumulative working rate. That is, the hardness of the alloy after working in the example of the present invention was almost constant (595 HV to 605 HV) regardless of the working rate, so that once the crystal grains having the maximum diameter of 75 nm or less were formed, the hardness of 500 HV or more was formed. It can be seen that the alloy material having a thickness can be subsequently cold worked.
真空溶解によって準備した溶湯を鋳造して、直径100mm、質量10kgの円柱状のNi基超耐熱合金Bのインゴットを作製した。Ni基超耐熱合金Bの成分組成(質量%)を表3に示す。表3に示す「γ’モル率」および「γ’固溶温度Ts」も、市販の熱力学平衡計算ソフト「JMatPro(Version 8.0.1,Sente Software Ltd.社製品)により計算した。このNi基超耐熱合金Bのインゴットに保持温度Th:1250℃、保持時間:8時間の熱処理を施し、炉冷してから、このインゴットの長さ方向と平行の方向に直径6.0mm、長さ60mmの棒材を採取して、この棒材を塑性加工のための素材とした。この棒材の硬さは、381HVであった。この棒材に、実施例1と同様に、順次、スエジング加工を行なって、合金No.2-1からNo.2-6までの線材を作製した。
The molten metal prepared by vacuum melting was cast to produce a cylindrical Ni-based superalloy B having a diameter of 100 mm and a mass of 10 kg. Table 3 shows the component composition (% by mass) of the Ni-base superalloy B. The “γ ′ molar ratio” and “γ ′ solid solution temperature Ts” shown in Table 3 were also calculated using a commercially available thermodynamic equilibrium calculation software “JMatPro (Version 8.0.1, product of Senté Software Ltd.). The ingot of the Ni-base superalloy B is subjected to a heat treatment with a holding temperature Th: 1250 ° C. and a holding time: 8 hours, cooled in the furnace, and then 6.0 mm in diameter and length in a direction parallel to the length direction of the ingot. A 60 mm bar was sampled and used as a raw material for plastic working, and the bar had a hardness of 381 HV, which was sequentially swaging in the same manner as in Example 1. Processing was performed to prepare wires Nos. 2-1 to 2-6.

表4の結果より、合金No.2-1の線材は、スエジング加工後の線径は5.5mmであり、加工率(減面率)は16.0%であった。この断面ミクロ組織には、最大径が75nm以下のナノ結晶粒は観察されなかった。また、硬さも494HVであった。
他方、合金No.2-2からNo.2-6までの線材は、加工率(減面率)は30%以上であり、いずれもその断面組織中に最大径が75nm以下のナノ結晶粒が観察され、加工率の増加に伴ってナノ結晶粒の個数密度も増大した。これらの合金の硬さはいずれも500HV以上であったが、実施例1の結果と異なり、加工率の増加に伴って硬さは僅かに増加する傾向が見られた。加工が進んだ線材では600HV以上の硬さであった。 From the results in Table 4, alloy no. The wire diameter of 2-1 was 5.5 mm after swaging, and the processing rate (area reduction rate) was 16.0%. No nanocrystal grains having a maximum diameter of 75 nm or less were observed in this cross-sectional microstructure. Further, the hardness was 494 HV.
On the other hand, Alloy No. No. 2-2 No. In the wires up to 2-6, the processing rate (area reduction rate) is 30% or more, and nanocrystal grains having a maximum diameter of 75 nm or less are observed in the cross-sectional structure of each wire. The number density of crystal grains also increased. The hardness of these alloys was 500 HV or more, but unlike the results of Example 1, there was a tendency for the hardness to increase slightly as the processing rate increased. The processed wire has a hardness of 600 HV or higher.
他方、合金No.2-2からNo.2-6までの線材は、加工率(減面率)は30%以上であり、いずれもその断面組織中に最大径が75nm以下のナノ結晶粒が観察され、加工率の増加に伴ってナノ結晶粒の個数密度も増大した。これらの合金の硬さはいずれも500HV以上であったが、実施例1の結果と異なり、加工率の増加に伴って硬さは僅かに増加する傾向が見られた。加工が進んだ線材では600HV以上の硬さであった。 From the results in Table 4, alloy no. The wire diameter of 2-1 was 5.5 mm after swaging, and the processing rate (area reduction rate) was 16.0%. No nanocrystal grains having a maximum diameter of 75 nm or less were observed in this cross-sectional microstructure. Further, the hardness was 494 HV.
On the other hand, Alloy No. No. 2-2 No. In the wires up to 2-6, the processing rate (area reduction rate) is 30% or more, and nanocrystal grains having a maximum diameter of 75 nm or less are observed in the cross-sectional structure of each wire. The number density of crystal grains also increased. The hardness of these alloys was 500 HV or more, but unlike the results of Example 1, there was a tendency for the hardness to increase slightly as the processing rate increased. The processed wire has a hardness of 600 HV or higher.
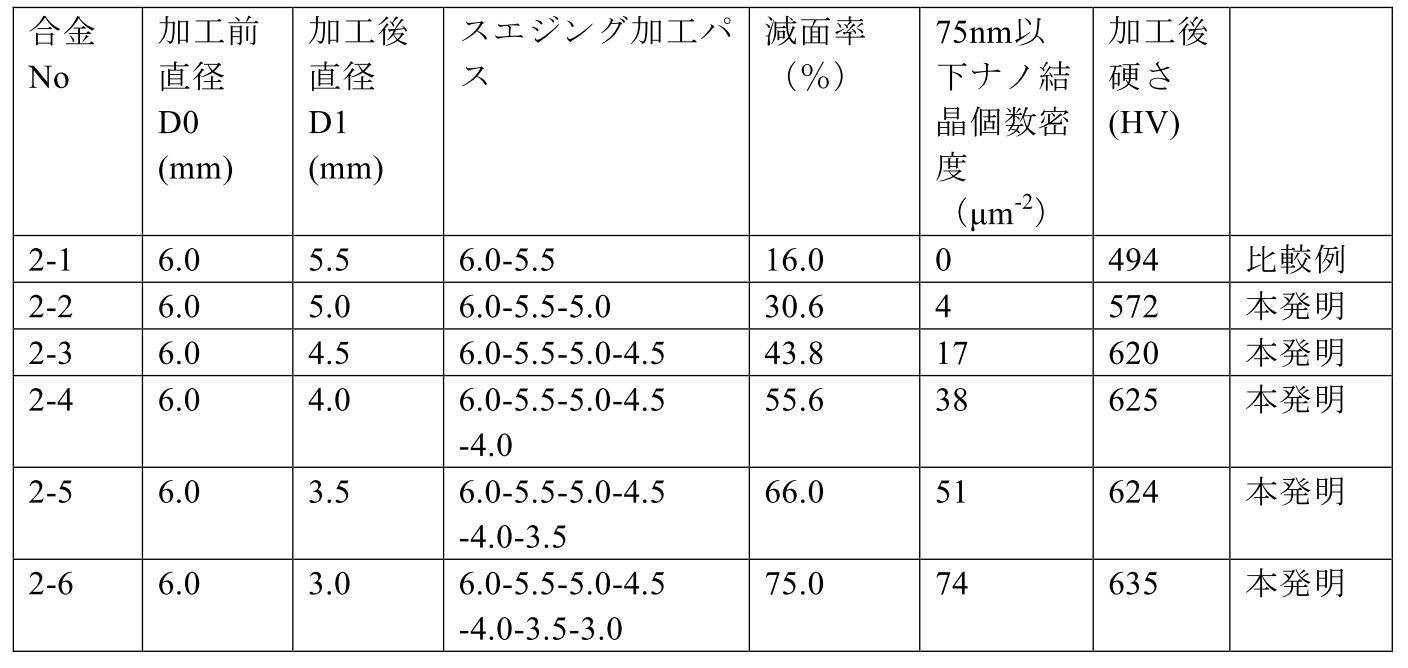
真空溶解によって準備した溶湯を鋳造して、直径100mm、質量10kgの円柱状のNi基超耐熱合金Cのインゴットを作製した。Ni基超耐熱合金Cの成分組成(質量%)を表5に示す。表5に示す「γ’モル率」および「γ’固溶温度Ts」も、市販の熱力学平衡計算ソフト「JMatPro(Version 8.0.1,Sente Software Ltd.社製品)により計算した。このNi基超耐熱合金Cのインゴットに保持温度Th:1200℃×保持時間:8hの熱処理を施し、炉冷してから、このインゴットの長さ方向と平行の方向に直径6.0mm、長さ60mmの棒材を採取して、この棒材を塑性加工のための素材とした。この棒材の硬さは、389HVであった。この棒材に、実施例1と同様に、順次スエジング加工を行なって、合金No.3-1からNo.3-10までの線材を作製した。
The molten metal prepared by vacuum melting was cast to prepare a cylindrical Ni-based superalloy C ingot having a diameter of 100 mm and a mass of 10 kg. Table 5 shows the component composition (mass%) of the Ni-base superalloy C. The “γ ′ molar ratio” and “γ ′ solid solution temperature Ts” shown in Table 5 were also calculated using a commercially available thermodynamic equilibrium calculation software “JMatPro (Version 8.0.1, product of Senté Software Ltd.). The ingot of the Ni-base superalloy C is subjected to a heat treatment of holding temperature Th: 1200 ° C. × holding time: 8 h, cooled in the furnace, and then 6.0 mm in diameter and 60 mm in length in a direction parallel to the length direction of the ingot. This bar was used as a raw material for plastic working, and the hardness of this bar was 389 HV, which was sequentially subjected to swaging as in Example 1. Accordingly, wires Nos. 3-1 to 3-10 were produced.
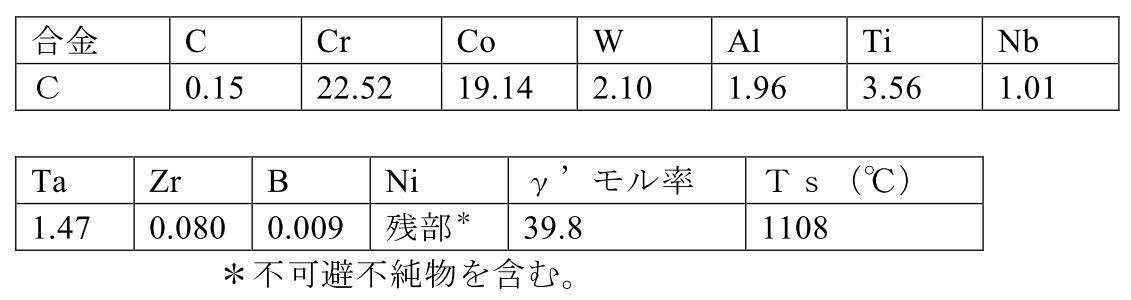
表6の結果より、合金No.3-1の線材は、スエジング加工後の線径は5.5mmであり、加工率(減面率)は16.0%であった。この断面ミクロ組織には、最大径が75nm以下のナノ結晶粒は観察されなかった。また、硬さも468HVであった。
合金No.3-2からNo.3-10までの線材は、加工率(減面率)は30%以上であり、いずれもその断面組織中に最大径が75nm以下のナノ結晶粒が観察され、加工率の増加に伴ってナノ結晶粒の個数密度も増大した。これらの合金の硬さはいずれも500HV以上であったが、実施例1と同様、加工率にかかわらず概ね一定(524HV~542HV)であった。 From the results in Table 6, alloy no. The wire diameter of 3-1 was 5.5 mm after swaging, and the processing rate (area reduction rate) was 16.0%. No nanocrystal grains having a maximum diameter of 75 nm or less were observed in this cross-sectional microstructure. The hardness was also 468HV.
Alloy No. No. 3-2 The wire rods up to 3-10 have a processing rate (area reduction rate) of 30% or more, and nanocrystal grains having a maximum diameter of 75 nm or less are observed in the cross-sectional structure. The number density of crystal grains also increased. The hardness of these alloys was 500 HV or more, but was almost constant (524 HV to 542 HV) regardless of the processing rate as in Example 1.
合金No.3-2からNo.3-10までの線材は、加工率(減面率)は30%以上であり、いずれもその断面組織中に最大径が75nm以下のナノ結晶粒が観察され、加工率の増加に伴ってナノ結晶粒の個数密度も増大した。これらの合金の硬さはいずれも500HV以上であったが、実施例1と同様、加工率にかかわらず概ね一定(524HV~542HV)であった。 From the results in Table 6, alloy no. The wire diameter of 3-1 was 5.5 mm after swaging, and the processing rate (area reduction rate) was 16.0%. No nanocrystal grains having a maximum diameter of 75 nm or less were observed in this cross-sectional microstructure. The hardness was also 468HV.
Alloy No. No. 3-2 The wire rods up to 3-10 have a processing rate (area reduction rate) of 30% or more, and nanocrystal grains having a maximum diameter of 75 nm or less are observed in the cross-sectional structure. The number density of crystal grains also increased. The hardness of these alloys was 500 HV or more, but was almost constant (524 HV to 542 HV) regardless of the processing rate as in Example 1.
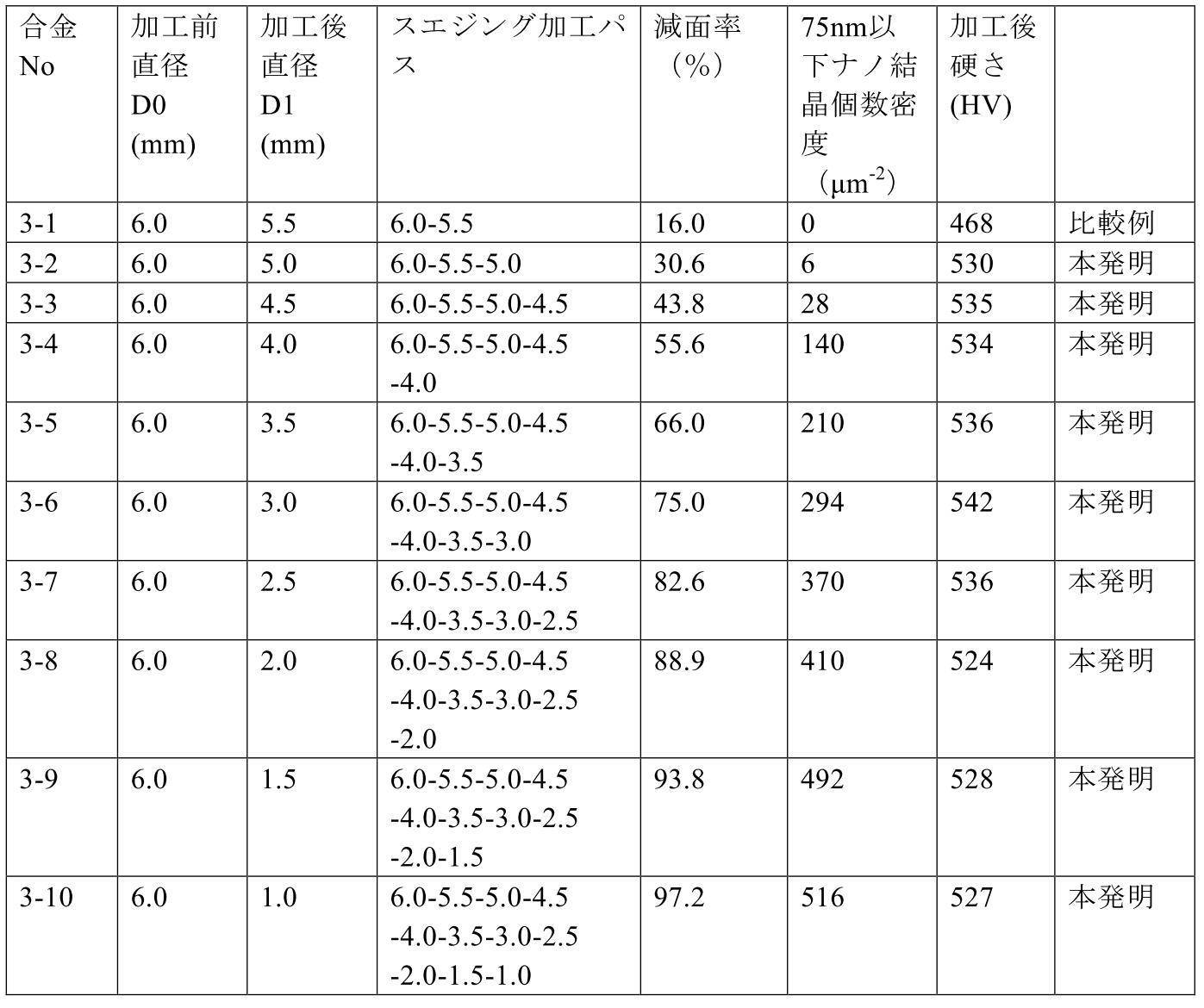
実施例1の合金No.1-9の線材(線径1.5mm)を出発材料にして、これに、室温(25℃)で、4パスでなる孔型ダイス伸線加工を行なって、途中、合金No.4-1(線径1.35mm)、4-2(線径1.20mm)、4-3(線径1.05mm)の線材を経て、最終的に、合金No.4-4の線材(線径0.95mm)を作製した。直径が1mm未満の線材まで問題なく、加工を行うことができた。なお、各パス間で熱処理は行っていない。加工率は、上記で説明した式(1)により求めた。
Alloy No. 1 of Example 1 A wire rod of 1-9 (wire diameter: 1.5 mm) was used as a starting material, and this was subjected to four-pass hole die drawing at room temperature (25 ° C.). 4-1 (wire diameter 1.35 mm), 4-2 (wire diameter 1.20 mm), 3-3 (wire diameter 1.05 mm), and finally, alloy no. A 4-4 wire (wire diameter: 0.95 mm) was produced. Processing could be performed without any problem even for a wire having a diameter of less than 1 mm. In addition, heat processing is not performed between each pass. The processing rate was obtained by the equation (1) described above.
上記した4パス間の途中で、合金No.4-1、4-2、4-3の硬さは、順番に、593HV、602HV、598HVであった。そして、いずれの線材も、その断面組織中に最大径が75nm以下のナノ結晶粒が観察され、加工率の増加に伴ってナノ結晶粒の個数密度も増大した。そして、表7の通り、4パスのダイス伸線加工を終えて得た合金No.4-4の線材は、その断面組織中に最大径が75nm以下のナノ結晶粒が1μm2あたり620個観察され、硬さは593HVであった。そして、合金No.4-1から4-4までの線材の硬さはいずれも500HV以上であり、実施例1と同様、加工率にかかわらず概ね一定(593HV~602HV)であった。
In the middle of the above four passes, alloy no. The hardness of 4-1, 4-2, and 4-3 was 593HV, 602HV, and 598HV in order. In each of the wires, nanocrystal grains having a maximum diameter of 75 nm or less were observed in the cross-sectional structure, and the number density of the nanocrystal grains increased as the processing rate increased. And as shown in Table 7, the alloy No. obtained after finishing the four-pass die drawing was obtained. With respect to the wire 4-4, 620 nanocrystal grains having a maximum diameter of 75 nm or less were observed per 1 μm 2 in the cross-sectional structure, and the hardness was 593 HV. And alloy no. The hardness of the wires from 4-1 to 4-4 was 500 HV or more, and was almost constant (593 HV to 602 HV) regardless of the processing rate, as in Example 1.
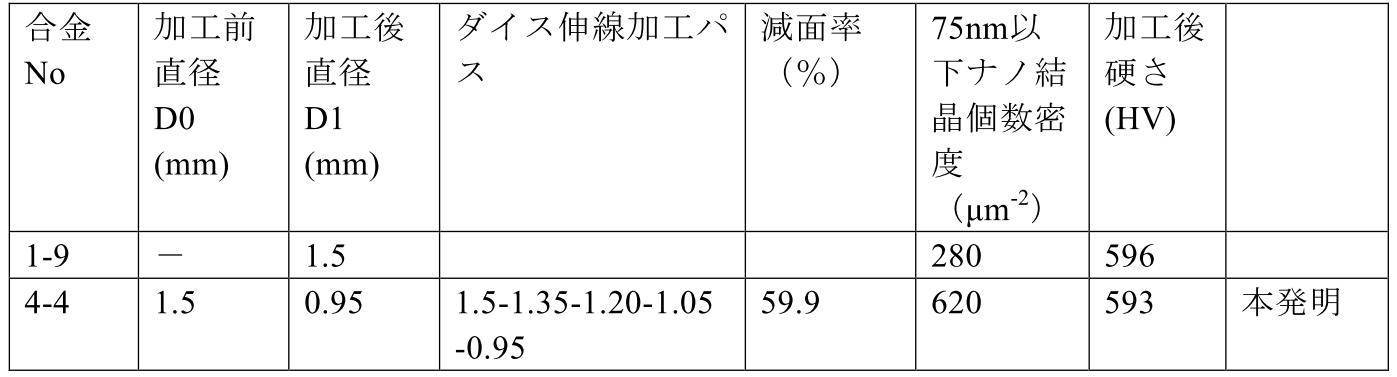
以上、各実施例のNi基超耐熱合金は、塑性加工性に優れており、本発明例のNi基超耐熱合金を冷間で塑性加工することで、任意の線径の線材に加工できることを確認した。本実施例は、線材の製造について行なったが、これら線材を、もちろん、最終製品形状の細線として扱うこともできる。そして、本発明のNi基超耐熱合金は塑性加工性に優れているため、線材や細線以外の形状への塑性加工も可能であることは明らかである。
As described above, the Ni-base superalloys of each example are excellent in plastic workability, and the Ni-base superalloys of the examples of the present invention can be processed into a wire having an arbitrary wire diameter by plastic working in the cold. confirmed. Although the present Example was performed about manufacture of a wire, of course, these wires can also be handled as a fine wire of a final product shape. And since the Ni-base superalloy according to the present invention is excellent in plastic workability, it is clear that plastic working into shapes other than wires and fine wires is possible.
As described above, the Ni-base superalloys of each example are excellent in plastic workability, and the Ni-base superalloys of the examples of the present invention can be processed into a wire having an arbitrary wire diameter by plastic working in the cold. confirmed. Although the present Example was performed about manufacture of a wire, of course, these wires can also be handled as a fine wire of a final product shape. And since the Ni-base superalloy according to the present invention is excellent in plastic workability, it is clear that plastic working into shapes other than wires and fine wires is possible.
Claims (17)
- 700℃におけるガンマプライム相の平衡析出量が35モル%以上の成分組成を有し、断面組織中に最大径が75nm以下の結晶粒を有する、Ni基超耐熱合金。 A Ni-based superalloy having a component composition in which the equilibrium precipitation amount of the gamma prime phase at 700 ° C. is 35 mol% or more and having crystal grains having a maximum diameter of 75 nm or less in the cross-sectional structure.
- 前記Ni基超耐熱合金が500HV以上の硬さを有する、請求項1に記載されたNi基超耐熱合金。 The Ni-base superalloy according to claim 1, wherein the Ni-base superalloy has a hardness of 500 HV or more.
- 前記最大径が75nm以下の結晶粒が、断面組織中に1μm2あたり5個以上存在する請求項1または2に記載されたNi基超耐熱合金。 3. The Ni-base superalloy according to claim 1, wherein five or more crystal grains having a maximum diameter of 75 nm or less are present in a cross-sectional structure per 1 μm 2 .
- 前記Ni基超耐熱合金が、質量%で、
C:0~0.25%、
Cr:8.0~25.0%、
Al:0.5~8.0%、
Ti:0.4~7.0%、
Co:0~28.0%、
Mo:0~8%、
W:0~6.0%、
Nb:0~4.0%、
Ta:0~3.0%、
Fe:0~10.0%、
V:0~1.2%、
Hf:0~1.0%、
B:0~0.300%、
Zr:0~0.300%
を含み、残部がNiおよび不純物からなる、請求項1から請求項3までのいずれか1項に記載されたNi基超耐熱合金。 The Ni-based superalloy is mass%,
C: 0 to 0.25%
Cr: 8.0-25.0%,
Al: 0.5 to 8.0%,
Ti: 0.4 to 7.0%,
Co: 0 to 28.0%,
Mo: 0-8%,
W: 0 to 6.0%,
Nb: 0 to 4.0%,
Ta: 0 to 3.0%,
Fe: 0 to 10.0%,
V: 0 to 1.2%
Hf: 0 to 1.0%
B: 0 to 0.300%,
Zr: 0 to 0.300%
The Ni-base superalloy according to any one of claims 1 to 3, wherein the balance is made of Ni and impurities. - 700℃におけるガンマプライム相の平衡析出量が40モル%以上の成分組成を有する請求項1から請求項4までのいずれか1項に記載されたNi基超耐熱合金。 The Ni-based superalloy according to any one of claims 1 to 4, which has a component composition in which an equilibrium precipitation amount of a gamma prime phase at 700 ° C is 40 mol% or more.
- 前記Ni基超耐熱合金が、質量%で、
C:0~0.03%、
Cr:8.0~22.0%、
Al:2.0~8.0%、
Ti:0.4~7.0%、
Co:0~28.0%、
Mo:2.0~7.0%、
W:0~6.0%、
Nb:0~4.0%、
Ta:0~3.0%、
Fe:0~10.0%、
V:0~1.2%、
Hf:0~1.0%、
B:0~0.300%、
Zr:0~0.300%
を含み、残部がNiおよび不純物からなる、請求項1から請求項5までのいずれか1項に記載されたNi基超耐熱合金。 The Ni-based superalloy is mass%,
C: 0 to 0.03%,
Cr: 8.0-22.0%,
Al: 2.0 to 8.0%,
Ti: 0.4 to 7.0%,
Co: 0 to 28.0%,
Mo: 2.0 to 7.0%,
W: 0 to 6.0%,
Nb: 0 to 4.0%,
Ta: 0 to 3.0%,
Fe: 0 to 10.0%,
V: 0 to 1.2%
Hf: 0 to 1.0%
B: 0 to 0.300%,
Zr: 0 to 0.300%
The Ni-base superalloy according to any one of claims 1 to 5, wherein the balance is made of Ni and impurities. - 請求項1から請求項6までのいずれか1項に記載されたNi基超耐熱合金を製造する方法において、
前記成分組成を有するNi基超耐熱合金の素材を準備する準備工程と、
前記素材に500℃以下の温度で、累積の加工率が30%以上となるように複数回の塑性加工を行なう加工工程と
を含む、方法。 In the method for producing a Ni-base superalloy according to any one of claims 1 to 6,
A preparation step of preparing a Ni-based superalloy material having the component composition;
And a processing step of performing plastic processing a plurality of times so that the cumulative processing rate is 30% or more at a temperature of 500 ° C. or less. - 前記素材が棒材の形状を有し、
前記累積の加工率が30%以上となる複数回の塑性加工が、前記棒材の断面積を縮小させる加工である、請求項7に記載された方法。 The material has the shape of a bar;
The method according to claim 7, wherein the plurality of times of plastic processing in which the cumulative processing rate is 30% or more is processing to reduce a cross-sectional area of the bar material. - 前記塑性加工が、前記棒材の周面から軸心に向けて圧縮を行なう工程を含む、請求項8に記載された方法。 The method according to claim 8, wherein the plastic working includes a step of compressing from a peripheral surface of the bar toward an axis.
- 前記複数回の塑性加工の間に熱処理を行わない、請求項7から請求項9までのいずれか1項に記載された方法。 The method according to any one of claims 7 to 9, wherein no heat treatment is performed during the plurality of plastic workings.
- 700℃におけるガンマプライム相の平衡析出量が35モル%以上の成分組成を有するNi基超耐熱合金を製造する方法において、
硬さが500HV以上であり断面組織中に最大径が75nm以下の結晶粒を有する合金材料を準備する準備工程と、
前記合金材料に500℃以下の温度で塑性加工を行なって、硬さが500HV以上の合金を得る加工工程と
を含む方法。 In a method for producing a Ni-base superalloy having a component composition in which the equilibrium precipitation amount of a gamma prime phase at 700 ° C. is 35 mol% or more,
A preparation step of preparing an alloy material having a hardness of 500 HV or more and a crystal grain having a maximum diameter of 75 nm or less in a cross-sectional structure;
And a processing step of performing plastic working on the alloy material at a temperature of 500 ° C. or lower to obtain an alloy having a hardness of 500 HV or higher. - 前記加工工程を複数回繰り返す、請求項11に記載された方法。 The method according to claim 11, wherein the processing step is repeated a plurality of times.
- 前記複数回の加工工程の間に熱処理を行わない、請求項12に記載された方法。 The method according to claim 12, wherein no heat treatment is performed during the plurality of processing steps.
- 前記合金材料および前記合金には、前記最大径が75nm以下の結晶粒が、断面組織中に1μm2あたり5個以上存在する請求項11から請求項13までのいずれか1項に記載された方法。 14. The method according to claim 11, wherein the alloy material and the alloy have 5 or more crystal grains having a maximum diameter of 75 nm or less per 1 μm 2 in a cross-sectional structure. .
- 前記Ni基超耐熱合金が、質量%で、
C:0~0.25%、
Cr:8.0~25.0%、
Al:0.5~8.0%、
Ti:0.4~7.0%、
Co:0~28.0%、
Mo:0~8%、
W:0~6.0%、
Nb:0~4.0%、
Ta:0~3.0%、
Fe:0~10.0%、
V:0~1.2%、
Hf:0~1.0%、
B:0~0.300%、
Zr:0~0.300%
を含み、残部がNiおよび不純物からなる、請求項11から請求項14までのいずれか1項に記載された方法。 The Ni-based superalloy is mass%,
C: 0 to 0.25%
Cr: 8.0-25.0%,
Al: 0.5 to 8.0%,
Ti: 0.4 to 7.0%,
Co: 0 to 28.0%,
Mo: 0-8%,
W: 0 to 6.0%,
Nb: 0 to 4.0%,
Ta: 0 to 3.0%,
Fe: 0 to 10.0%,
V: 0 to 1.2%
Hf: 0 to 1.0%
B: 0 to 0.300%,
Zr: 0 to 0.300%
The method according to claim 11, wherein the balance is made of Ni and impurities. - 700℃におけるガンマプライム相の平衡析出量が40モル%以上の成分組成を有する請求項11から請求項15までのいずれか1項に記載された方法。 The method according to any one of claims 11 to 15, wherein the equilibrium composition amount of the gamma prime phase at 700 ° C has a component composition of 40 mol% or more.
- 前記Ni基超耐熱合金が、質量%で、
C:0~0.03%、
Cr:8.0~22.0%、
Al:2.0~8.0%、
Ti:0.4~7.0%、
Co:0~28.0%、
Mo:2.0~7.0%、
W:0~6.0%、
Nb:0~4.0%、
Ta:0~3.0%、
Fe:0~10.0%、
V:1.2%以下、
Hf:0~1.0%、
B:0~0.300%、
Zr:0~0.300%
を含み、残部がNiおよび不純物からなる、請求項11から請求項16までのいずれか1項に記載された方法。
The Ni-based superalloy is mass%,
C: 0 to 0.03%,
Cr: 8.0-22.0%,
Al: 2.0 to 8.0%,
Ti: 0.4 to 7.0%,
Co: 0 to 28.0%,
Mo: 2.0 to 7.0%,
W: 0 to 6.0%,
Nb: 0 to 4.0%,
Ta: 0 to 3.0%,
Fe: 0 to 10.0%,
V: 1.2% or less,
Hf: 0 to 1.0%
B: 0 to 0.300%,
Zr: 0 to 0.300%
The method according to claim 11, wherein the balance is made of Ni and impurities.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018531683A JP6422045B1 (en) | 2017-02-21 | 2018-02-20 | Ni-base superalloy and manufacturing method thereof |
| US16/483,967 US20200010930A1 (en) | 2017-02-21 | 2018-02-20 | Ni-based super heat-resistant alloy and method for manufacturing same |
| EP18758195.4A EP3587606A4 (en) | 2017-02-21 | 2018-02-20 | Ni-based super heat-resistant alloy and method for manufacturing same |
| CN201880006208.0A CN110337500A (en) | 2017-02-21 | 2018-02-20 | Ni base superalloy and its manufacturing method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-029974 | 2017-02-21 | ||
| JP2017029974 | 2017-02-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018155446A1 true WO2018155446A1 (en) | 2018-08-30 |
Family
ID=63254312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/006046 WO2018155446A1 (en) | 2017-02-21 | 2018-02-20 | Ni-based super heat-resistant alloy and method for manufacturing same |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20200010930A1 (en) |
| EP (1) | EP3587606A4 (en) |
| JP (1) | JP6422045B1 (en) |
| CN (1) | CN110337500A (en) |
| WO (1) | WO2018155446A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019172000A1 (en) * | 2018-03-06 | 2019-09-12 | 日立金属株式会社 | Method for manufacturing super-refractory nickel-based alloy and super-refractory nickel-based alloy |
| WO2020195049A1 (en) * | 2019-03-26 | 2020-10-01 | 日立金属株式会社 | Method for producing ni-based super-heat-resistant alloy, and ni-based super-heat-resistant alloy |
| JP2022516454A (en) * | 2018-12-27 | 2022-02-28 | シーメンス エナジー グローバル ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト | Nickel-based alloys and methods for additive manufacturing |
| US11634792B2 (en) | 2017-07-28 | 2023-04-25 | Alloyed Limited | Nickel-based alloy |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2949234B1 (en) * | 2009-08-20 | 2011-09-09 | Aubert & Duval Sa | SUPERALLIAGE NICKEL BASE AND PIECES REALIZED IN THIS SUPALLIATION |
| CN111118423B (en) * | 2019-11-27 | 2020-12-15 | 北京钢研高纳科技股份有限公司 | GH4282 nickel-based high-temperature alloy bar and preparation method thereof |
| CN111254317B (en) * | 2020-01-19 | 2021-04-09 | 北京钢研高纳科技股份有限公司 | Nickel-based casting alloy and preparation method thereof |
| CN111118350B (en) * | 2020-03-02 | 2021-12-28 | 上海一郎合金材料有限公司 | Ce-Mg-N composite treated GH4065 nickel-based high-temperature alloy and preparation process thereof |
| CN111394621A (en) * | 2020-05-08 | 2020-07-10 | 中国华能集团有限公司 | Deformation high-temperature alloy capable of forming composite corrosion-resistant layer and preparation process thereof |
| CN111549259B (en) * | 2020-05-25 | 2021-06-04 | 中国科学院金属研究所 | Nickel-cobalt-based high-temperature alloy turbine disc and preparation method thereof |
| CN112030040B (en) * | 2020-07-18 | 2021-10-15 | 北京钢研高纳科技股份有限公司 | High-niobium-content high-strength nickel-based wrought superalloy and preparation method thereof |
| CN111826570B (en) * | 2020-07-23 | 2021-11-16 | 矿冶科技集团有限公司 | High-temperature-resistant and high-wear-resistant nickel-based titanium carbide powder and preparation method thereof |
| CN112226649B (en) * | 2020-10-14 | 2023-06-30 | 中国科学院金属研究所 | Deformed high-temperature alloy and preparation method thereof |
| CN112553504B (en) * | 2020-11-23 | 2021-12-14 | 中国华能集团有限公司 | Precipitation strengthening type nickel-cobalt-based alloy with high oxidation resistance and preparation method thereof |
| DE102021203258A1 (en) * | 2021-03-31 | 2022-10-06 | Siemens Energy Global GmbH & Co. KG | Alloy, powder, process and component |
| CN113106297B (en) * | 2021-04-10 | 2022-06-17 | 江苏明越精密高温合金有限公司 | Thermal-cracking-resistant cast high-temperature alloy master alloy and preparation method thereof |
| CN113604762B (en) * | 2021-07-14 | 2022-04-26 | 北京科技大学 | Vacuum solid solution and aging treatment process for improving high-temperature plasticity of GH4738 alloy ring piece |
| CN113604706B (en) * | 2021-07-30 | 2022-06-21 | 北京北冶功能材料有限公司 | Low-density low-expansion high-entropy high-temperature alloy and preparation method thereof |
| CN113584370A (en) * | 2021-07-30 | 2021-11-02 | 北京北冶功能材料有限公司 | Low-density high-strength high-entropy high-temperature alloy and preparation method thereof |
| CN115707788A (en) * | 2021-08-19 | 2023-02-21 | 大同特殊钢株式会社 | Heat-resistant alloy material and elastic member obtained by processing and forming the same |
| CN114737084A (en) * | 2022-06-07 | 2022-07-12 | 中国航发北京航空材料研究院 | High-strength creep-resistant high-temperature alloy and preparation method thereof |
| CN115449670B (en) * | 2022-09-14 | 2023-10-20 | 浙江大学 | High-strength nickel-based deformation superalloy without medium-temperature brittleness |
| US11807930B1 (en) | 2022-11-02 | 2023-11-07 | University Of Science And Technology Beijing | Vacuum solution and aging treatment process for improving high-temperature plasticity of GH4738 rings |
| CN116463538A (en) * | 2023-04-21 | 2023-07-21 | 北京北冶功能材料有限公司 | High-toughness low-density medium-entropy high-temperature alloy and preparation method and application thereof |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4777710A (en) | 1987-04-23 | 1988-10-18 | Polymet Corporation | Apparatus and method used in making wire and similar elongate members and wire made using same |
| US20020041821A1 (en) * | 2000-09-29 | 2002-04-11 | Manning Andrew J. | Nickel base superalloy |
| JP2008075171A (en) * | 2006-09-25 | 2008-04-03 | Nippon Seisen Co Ltd | HEAT RESISTANT ALLOY SPRING AND Ni-BASED ALLOY WIRE USED THEREFOR |
| JP2008144202A (en) * | 2006-12-07 | 2008-06-26 | Daido Steel Co Ltd | Heat-resistant spring and manufacturing method therefor |
| JP2008179845A (en) * | 2007-01-23 | 2008-08-07 | General Electric Co <Ge> | Nanostructured superalloy structural component, and manufacturing method |
| JP2009013450A (en) * | 2007-07-03 | 2009-01-22 | Hitachi Ltd | Nickel-based alloy |
| WO2009028671A1 (en) * | 2007-08-31 | 2009-03-05 | Hitachi Metals, Ltd. | Low-thermal-expansion ni-based super-heat-resistant alloy for boiler and having excellent high-temperature strength, and boiler component and boiler component production method using the same |
| JP2009097094A (en) * | 2007-10-02 | 2009-05-07 | Rolls Royce Plc | Nickel-base superalloy |
| JP2013057122A (en) * | 2011-08-24 | 2013-03-28 | Rolls Royce Plc | Nickel alloy |
| JP2013177668A (en) * | 2012-02-10 | 2013-09-09 | Toshiba Corp | Ni-BASED ALLOY, METHOD OF MANUFACTURING THE SAME AND COMPONENT FOR TURBINE |
| WO2016129485A1 (en) | 2015-02-12 | 2016-08-18 | 日立金属株式会社 | METHOD FOR MANUFACTURING Ni-BASED SUPER-HEAT-RESISTANT ALLOY |
| WO2016158705A1 (en) * | 2015-03-30 | 2016-10-06 | 日立金属株式会社 | METHOD FOR MANUFACTURING Ni-BASED HEAT-RESISTANT SUPERALLOY |
| JP2017179592A (en) * | 2016-03-23 | 2017-10-05 | 日立金属株式会社 | MANUFACTURING METHOD OF Ni-BASED HEAT-RESISTANT SUPERALLOY |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4169231B2 (en) * | 1999-06-08 | 2008-10-22 | 日本精線株式会社 | High heat resistant alloy wire for spring and high heat resistant alloy spring using the same |
| JP4421877B2 (en) * | 2003-03-26 | 2010-02-24 | セイコーインスツル株式会社 | Co-Ni based high elastic alloy, power spring using Co-Ni based high elastic alloy and method for manufacturing the same |
| JP5201708B2 (en) * | 2006-04-14 | 2013-06-05 | 三菱マテリアル株式会社 | Ni-based heat-resistant alloy welding wire |
| KR101280114B1 (en) * | 2008-06-16 | 2013-06-28 | 신닛테츠스미킨 카부시키카이샤 | Heat-resistant austenitic alloy, heat-resistant pressure-resistant member comprising the alloy, and process for producing the same |
| US20100329883A1 (en) * | 2009-06-30 | 2010-12-30 | General Electric Company | Method of controlling and refining final grain size in supersolvus heat treated nickel-base superalloys |
| EP3023509B1 (en) * | 2013-07-17 | 2020-03-18 | Mitsubishi Hitachi Power Systems, Ltd. | Ni-based alloy product and method for producing same |
-
2018
- 2018-02-20 US US16/483,967 patent/US20200010930A1/en not_active Abandoned
- 2018-02-20 EP EP18758195.4A patent/EP3587606A4/en not_active Withdrawn
- 2018-02-20 JP JP2018531683A patent/JP6422045B1/en active Active
- 2018-02-20 CN CN201880006208.0A patent/CN110337500A/en active Pending
- 2018-02-20 WO PCT/JP2018/006046 patent/WO2018155446A1/en unknown
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4777710A (en) | 1987-04-23 | 1988-10-18 | Polymet Corporation | Apparatus and method used in making wire and similar elongate members and wire made using same |
| US20020041821A1 (en) * | 2000-09-29 | 2002-04-11 | Manning Andrew J. | Nickel base superalloy |
| JP2008075171A (en) * | 2006-09-25 | 2008-04-03 | Nippon Seisen Co Ltd | HEAT RESISTANT ALLOY SPRING AND Ni-BASED ALLOY WIRE USED THEREFOR |
| JP2008144202A (en) * | 2006-12-07 | 2008-06-26 | Daido Steel Co Ltd | Heat-resistant spring and manufacturing method therefor |
| JP2008179845A (en) * | 2007-01-23 | 2008-08-07 | General Electric Co <Ge> | Nanostructured superalloy structural component, and manufacturing method |
| JP2009013450A (en) * | 2007-07-03 | 2009-01-22 | Hitachi Ltd | Nickel-based alloy |
| WO2009028671A1 (en) * | 2007-08-31 | 2009-03-05 | Hitachi Metals, Ltd. | Low-thermal-expansion ni-based super-heat-resistant alloy for boiler and having excellent high-temperature strength, and boiler component and boiler component production method using the same |
| JP2009097094A (en) * | 2007-10-02 | 2009-05-07 | Rolls Royce Plc | Nickel-base superalloy |
| JP2013057122A (en) * | 2011-08-24 | 2013-03-28 | Rolls Royce Plc | Nickel alloy |
| JP2013177668A (en) * | 2012-02-10 | 2013-09-09 | Toshiba Corp | Ni-BASED ALLOY, METHOD OF MANUFACTURING THE SAME AND COMPONENT FOR TURBINE |
| WO2016129485A1 (en) | 2015-02-12 | 2016-08-18 | 日立金属株式会社 | METHOD FOR MANUFACTURING Ni-BASED SUPER-HEAT-RESISTANT ALLOY |
| WO2016158705A1 (en) * | 2015-03-30 | 2016-10-06 | 日立金属株式会社 | METHOD FOR MANUFACTURING Ni-BASED HEAT-RESISTANT SUPERALLOY |
| JP2017179592A (en) * | 2016-03-23 | 2017-10-05 | 日立金属株式会社 | MANUFACTURING METHOD OF Ni-BASED HEAT-RESISTANT SUPERALLOY |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3587606A4 * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11634792B2 (en) | 2017-07-28 | 2023-04-25 | Alloyed Limited | Nickel-based alloy |
| WO2019172000A1 (en) * | 2018-03-06 | 2019-09-12 | 日立金属株式会社 | Method for manufacturing super-refractory nickel-based alloy and super-refractory nickel-based alloy |
| JP6610846B1 (en) * | 2018-03-06 | 2019-11-27 | 日立金属株式会社 | Manufacturing method of Ni-base superalloy and Ni-base superalloy |
| JP2019218632A (en) * | 2018-03-06 | 2019-12-26 | 日立金属株式会社 | MANUFACTURING METHOD OF Ni-BASED HEAT RESISTANT SUPERALLOY AND Ni-BASED HEAT RESISTANT SUPERALLOY |
| EP3772544A4 (en) * | 2018-03-06 | 2021-12-08 | Hitachi Metals, Ltd. | Method for manufacturing super-refractory nickel-based alloy and super-refractory nickel-based alloy |
| JP2022516454A (en) * | 2018-12-27 | 2022-02-28 | シーメンス エナジー グローバル ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト | Nickel-based alloys and methods for additive manufacturing |
| US11753701B2 (en) | 2018-12-27 | 2023-09-12 | Siemens Energy Global GmbH & Co. KG | Nickel-based alloy for additive manufacturing and method |
| WO2020195049A1 (en) * | 2019-03-26 | 2020-10-01 | 日立金属株式会社 | Method for producing ni-based super-heat-resistant alloy, and ni-based super-heat-resistant alloy |
| JP6826766B1 (en) * | 2019-03-26 | 2021-02-10 | 日立金属株式会社 | Manufacturing method of Ni-based super heat-resistant alloy and Ni-based super heat-resistant alloy |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3587606A1 (en) | 2020-01-01 |
| JPWO2018155446A1 (en) | 2019-02-28 |
| CN110337500A (en) | 2019-10-15 |
| JP6422045B1 (en) | 2018-11-14 |
| US20200010930A1 (en) | 2020-01-09 |
| EP3587606A4 (en) | 2020-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6422045B1 (en) | Ni-base superalloy and manufacturing method thereof | |
| JP6610846B1 (en) | Manufacturing method of Ni-base superalloy and Ni-base superalloy | |
| US11085104B2 (en) | Method for manufacturing Ni-based heat-resistant superalloy wire, and Ni-based heat-resistant super alloy wire | |
| JP6150192B2 (en) | Method for producing Ni-base superalloy | |
| US10196724B2 (en) | Method for manufacturing Ni-based super-heat-resistant alloy | |
| JP5652730B1 (en) | Ni-base superalloy and manufacturing method thereof | |
| JP6252704B2 (en) | Method for producing Ni-base superalloy | |
| JP6826766B1 (en) | Manufacturing method of Ni-based super heat-resistant alloy and Ni-based super heat-resistant alloy | |
| EP3012337B1 (en) | Hot-forged ti-al-based alloy and method for producing same | |
| JP6826879B2 (en) | Manufacturing method of Ni-based super heat-resistant alloy | |
| JP6748951B2 (en) | Method for producing Ni-base superheat-resistant alloy and Ni-base superheat-resistant alloy | |
| JP2019183263A (en) | Ni BASED SUPERALLOY MATERIAL FOR COLD WORKING | |
| JP5645054B2 (en) | Nickel-base heat-resistant superalloys and heat-resistant superalloy components containing annealing twins | |
| JP6642843B2 (en) | Manufacturing method of Ni-base super heat-resistant alloy | |
| WO2018061317A1 (en) | Method of manufacturing ni-based super heat resistant alloy extruded material, and ni-based super heat resistant alloy extruded material | |
| JP6185347B2 (en) | Intermediate material for splitting Ni-base superheat-resistant alloy and method for producing the same, and method for producing Ni-base superheat-resistant alloy | |
| JP2020001047A (en) | Ni-BASED SUPER HEAT RESISTANT ALLOY WELDING MATERIAL | |
| JP2012107269A (en) | Nickel-based heat-resistant superalloy and heat-resistant superalloy member | |
| JP2021011601A (en) | METHOD FOR PRODUCING Ni-BASED SUPERALLOY |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018531683 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18758195 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018758195 Country of ref document: EP Effective date: 20190923 |