WO2017168747A1 - Pipe and heat exchanger provided with said pipe - Google Patents
Pipe and heat exchanger provided with said pipe Download PDFInfo
- Publication number
- WO2017168747A1 WO2017168747A1 PCT/JP2016/060900 JP2016060900W WO2017168747A1 WO 2017168747 A1 WO2017168747 A1 WO 2017168747A1 JP 2016060900 W JP2016060900 W JP 2016060900W WO 2017168747 A1 WO2017168747 A1 WO 2017168747A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pipe
- brazing material
- enlarged diameter
- brazing
- heat exchanger
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/14—Soldering, e.g. brazing, or unsoldering specially adapted for soldering seams
- B23K1/18—Soldering, e.g. brazing, or unsoldering specially adapted for soldering seams circumferential seams, e.g. of shells
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L13/00—Non-disconnectible pipe-joints, e.g. soldered, adhesive or caulked joints
- F16L13/08—Soldered joints
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/02—Tubular elements of cross-section which is non-circular
Definitions
- the present invention relates to a pipe joined to a different pipe using brazing material and a heat exchanger provided with the pipe.
- the present invention has been made in view of the above problems, and an object of the present invention is to obtain a pipe capable of easily assembling a pipe when the pipes are joined using a brazing material. .
- the pipe according to the present invention has a main pipe part, a fitting part that fits different pipes inside, and a diameter-expanding part that has an inner cross-sectional area larger than the inner cross-sectional area of the main pipe part and the fitting part.
- the fitting part is provided between the main pipe part and the enlarged diameter part.
- the pipe according to the present invention has the enlarged diameter portion for storing the brazing material, the brazing material can be arranged at a predetermined position before inserting different pipes, and the pipes can be assembled easily.
- FIG. 1 is a diagram showing a configuration of a heat exchanger according to the present invention.
- the heat exchanger 100 includes a first pipe 1, a fin portion 2, a second pipe 3, a U bend 4, and the like.
- the 1st piping 1 flows heat media, such as water and a refrigerant
- FIG. 2 is a perspective view showing the first pipe 1 according to Embodiment 1 of the present invention.
- the first pipe 1 is a metal pipe made of an aluminum alloy having a flat shape with a long side portion 1a having a straight section and a short side portion 1b having a curved shape such as a semicircular shape.
- the first pipe 1 is produced by bending a single straight pipe having flat pipe ports 11 at both ends into a U shape by bending it 180 degrees near the center. Therefore, the first pipe 1 has a bend portion 12.
- the fin part 2 includes a plurality of fins 21 arranged in parallel.
- FIG. 3 is a schematic diagram showing the form of the fins 21.
- the fin 21 has a plurality of openings 22 into which the first pipe 1 is inserted.
- the opening 22 has a long side portion 22 a corresponding to the long side portion 1 a of the first pipe 1 and a short side portion 22 b corresponding to the short side portion 1 b of the first pipe 1.
- a locking portion may be provided around the opening 22 so that the first pipe 1 can be engaged and fixed.
- the first pipe 1 is joined to the fin portion 2 composed of a plurality of fins 21 to constitute a heat exchanger core 101.
- the heat exchanger core 101 is inserted into the plurality of first pipes 1 arranged parallel to the direction orthogonal to the flow direction of the heat medium one by one or a plurality of fins 21 at a time. It is produced by joining. Moreover, you may produce the heat exchanger core 101 by inserting the 1st piping 1 in the several fin 21 arrange
- the heat exchanger 100 is configured by inserting the second pipe 3 or the U bend 4 into the plurality of pipe ports 11 of the heat exchanger core 101.
- the second pipe 3 acts as a pipe for connecting to the outside
- the U bend 4 acts as a pipe for connecting the adjacent first pipes 1.
- the cross sections of the second pipe 3 and the U bend are flat like the first pipe 1.
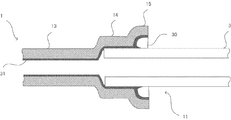
- FIG. 4 is a cross-sectional view showing a joint structure between pipes before brazing according to Embodiment 1 of the present invention.
- the first pipe 1 is assembled so that the second pipe 3 is inserted inside the first pipe 1, and the first pipe 1 and the second pipe 3 are joined by brazing.
- FIG. 4 although the joining structure of the 1st piping 1 and the 2nd piping 3 was shown, the joining structure of the 1st piping 1 and U bend 4 is also the same.
- the first pipe 1 has a main pipe part 13 for flowing a heat medium therein, a fitting part 14 for fitting the second pipe 3 inside, and a diameter-expanding part 15 for storing the brazing material 30.
- the main pipe part 13 acts as a flow path through which a heat medium such as refrigerant or water flows. Further, the main pipe portion 13 is inserted into the opening portion 22 of the fin 21 in order to join the first pipe 1 and the fin portion 2.
- the fitting portion 14 is provided between the main pipe portion 13 and the diameter-expanded portion 15 and fits the second pipe 3 inserted into the first pipe 1 inside. Therefore, the inner cross-sectional area of the fitting portion 14 is larger than the inner cross-sectional area of the main pipe portion 13.
- the enlarged diameter portion 15 is provided at the end of the first pipe 1. Inside the enlarged diameter portion 15, a brazing material 30 for joining the first pipe 1 and the second pipe 3 is stored. The inner cross-sectional area of the enlarged diameter portion 15 is formed larger than the inner cross-sectional area of the fitting portion 14.
- the brazing material 30 has an action of joining the first pipe 1 and the second pipe 3 by brazing.
- the brazing material 30 is stored in a space between the enlarged diameter portion 15 and the second pipe 3. Therefore, the brazing filler metal 30 has a ring-shaped shape that is a flat shape similar in cross section to the first pipe 1. Further, the brazing material 30 is formed smaller than the inner diameter of the enlarged diameter portion 15 and larger than the inner diameter of the fitting portion 14 so as to be stored inside the enlarged diameter portion 15.
- the brazing material 30 is made of an aluminum-silicon type material such as BA4047, which has a lower melting point than aluminum.
- a clad layer 31 made of a material having a melting point lower than the melting point of the brazing material 30 may be formed on the inner surface of the first pipe 1. Since the clad layer 31 has a lower melting point, the clad layer 31 is melted before the brazing material 30 when brazing, so that the brazing material 30 is pulled by the clad layer 31. Therefore, it is possible to prevent the brazing material of the brazing material 30 from flowing out of the pipe and causing a brazing failure.
- the clad layer 31 need not be formed on the entire inner surface of the first pipe 1, but only on a part of the inner surface of the first pipe 1, for example, the inner surfaces of the fitting portion 14 and the enlarged diameter portion 15. May be.
- the clad layer 31 is made of, for example, a material obtained by adding several percent of zinc to BA40407 used for the brazing material 30.
- FIG. 5 is a flowchart for explaining a pipe joining process.
- the heat exchanger core 101 is installed so that the main pipe portion 13 of the first pipe 1 is horizontal (S1).
- the brazing filler metal 30 is attached to the inside of the enlarged diameter portion 15 of the first pipe 1 (S2).
- workability at the time of pipe assembly can be improved.
- there is no need for parts or configurations for fixing the brazing filler metal 30 at a predetermined position an increase in manufacturing cost can be suppressed.
- the entire heat exchanger 100 is put into an electric furnace and heated. (S4).
- the atmosphere in the furnace is filled with an inert gas or a reducing gas.
- melting of the brazing material begins.
- the cladding layer 31 is melted first.
- the melt of the clad layer 31 reaches the gap between the first pipe 1 and the second pipe 3 and the surface of the brazing material 30.
- FIG. 6 is a cross-sectional view showing a joint structure between pipes in a state where joining by brazing is completed.
- the brazing filler metal 30 can be disposed at a predetermined position before the second pipe 3 is inserted.
- the pipes can be assembled together. Furthermore, since the position of the brazing material 30 is less likely to be shifted during the conveying operation in the brazing process, and the brazing material is easily filled in the place where the brazing material should be originally filled, a highly reliable joint can be obtained.
- the second pipe 3 is not specially processed. Therefore, since it is not necessary to change the manufacturing process of the second pipe 3, an increase in manufacturing cost can be suppressed.
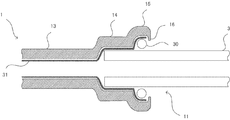
- FIG. FIG. 7 is a cross-sectional view showing a joint structure between pipes before brazing according to Embodiment 2 of the present invention.
- the second embodiment is different from the first embodiment in that it has a protrusion 16 projecting inwardly at the end of the first pipe 1, but is otherwise the same as the first embodiment.
- the protrusion 16 has a shape protruding inward and is formed at the end of the enlarged diameter portion 15 of the first pipe 1. With this configuration, the protrusion 16 has an action of suppressing the brazing material 30 so that the brazing material 30 stored inside the enlarged diameter portion 15 of the first pipe 1 does not shift due to an impact or vibration in an assembly process or a brazing process. .
- FIG. 8 to 10 are perspective views showing the first piping according to Embodiment 2 of the present invention.
- FIG. 8 shows the first pipe 1 in which the long side portion of the flat-shaped enlarged diameter portion 15 is impacted from the outside, and the protrusion 16 a is formed inside the enlarged diameter portion 15.
- the protrusion 16a is formed in each of the middle portions of the two long side portions of the enlarged diameter portion 15.
- FIG. 8 shows a configuration in which two protrusions 16a are formed on the long side so as to be symmetrical, the present invention is not limited to this, and one or three or more protrusions 16a are formed at an arbitrary position. You may do it.
- FIG. 9 shows the first pipe 1 in which the protrusion 16 b is disposed inside the enlarged diameter portion 15.
- the first pipe 1 in FIG. 9 is different from the first pipe 1 in FIG. 8 in that a protrusion 16 b is separately provided inside the enlarged diameter portion 15.
- FIG. 10 shows the first pipe 1 in which one protrusion 16c wider than the protrusion 16b of FIG. By forming such a projection 16c, it is easy to attach the brazing material 30 to the first pipe 1, and it is possible to prevent the brazing material 30 from falling off due to impact or vibration in the assembly process or brazing process.
- the height of the protrusion 16 is preferably 0.30 mm to 0.60 mm. If it is lower than 0.30 mm, there is a risk that the brazing filler metal 30 will fall off from the enlarged diameter portion 15, and if it is higher than 0.60 mm, it will be difficult to attach the brazing filler metal 30 to the enlarged diameter portion 15.
- the present invention is not limited to this, and the protrusion 16 prevents the brazing material 30 from falling off from the enlarged diameter portion 15 of the first pipe 1. Any structure or shape that suppresses the brazing material 30 may be used.
- FIG. 11 is a perspective view showing a first pipe according to Embodiment 3 of the present invention.
- the third embodiment is different from the first embodiment in that the friction portion 17 is provided on the inner surface of the diameter-enlarged portion 15 of the first pipe 1, but is otherwise the same as the first embodiment.
- the friction portion 17 is formed on the inner surface of the enlarged diameter portion 15 and has an action of preventing the brazing material 30 from shifting due to friction by contacting the brazing material 30 stored inside.
- the friction part 17 consists of a plurality of ridges formed along the direction in which the heat medium flows, for example, as shown in FIG.
- the inner dimension of the friction portion 17 slightly smaller than the outer diameter of the brazing material 30 that stores the friction part 17 on the inside, it is possible to more effectively prevent the brazing material 30 from falling off or being displaced.
- the friction part 17 should just be the structure and shape which prevent the brazing
- the friction part 17 may be formed by making the inner surface of the enlarged diameter part 15 rough.
- each of the first pipe 1, the second pipe 3, the U bend 4, the main pipe part 13, the fitting part 14, and the enlarged diameter part 15 has a flat shape. It is not limited and may be circular or elliptical.
- the material of the first pipe 1 is an aluminum alloy.
- the material is not limited to this, and may be a material having good thermal conductivity, such as copper or stainless steel.
- the brazing material 30 has a ring shape that has a flat shape similar to that of the first pipe 1, but the shape of the brazing material 30 is not limited thereto. .
- the brazing material 30 may be stored inside the enlarged diameter portion 15 of the first pipe 1 and used for joining the pipes by brazing. For example, even if the ring shape is partially cut off good.
- the brazing material 30 may be divided into two or more.
- the above-described embodiment is used for an apparatus having a pipe for flowing water or a refrigerant.
- a heat source device having a heat exchanger, an air conditioner equipped with the heat source device, a showcase, a refrigerator, a refrigerator, and the like.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Thermal Sciences (AREA)
- Non-Disconnectible Joints And Screw-Threaded Joints (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
According to the present invention, a first pipe (1) has: a main pipe section (13); a fitting section (14) into which a second pipe (3) fits; and an enlarged diameter section (15) that has a larger internal cross-sectional area than the internal cross-sectional areas of the main pipe section (13) and the fitting section (14), wherein the fitting section (14) is provided between the main pipe section (13) and the enlarged diameter section (15).
Description
本発明は、ろう材を用いて異なる配管と接合される配管及びその配管を備えた熱交換器に関するものである。
The present invention relates to a pipe joined to a different pipe using brazing material and a heat exchanger provided with the pipe.
冷媒、水などの熱媒体を内部に流す設備である空気調和装置や冷熱機器などにおいては、熱媒体の経路として配管が多用されている。多くの場合、経路全体を一本の配管で構成することは現実的ではなく、配管径・配管肉厚・曲げ形状などの仕様の異なる配管をいくつも接合して、一つの経路を形成することが一般的である。そこで、配管同士の接合部に関して、高い気密性を保つために、様々な方法が考案されている。
In an air conditioner or a cooling device that is a facility for flowing a heat medium such as a refrigerant or water, piping is frequently used as a heat medium path. In many cases, it is not realistic to configure the entire path with a single pipe, but a number of pipes with different specifications such as pipe diameter, pipe thickness, and bending shape are joined to form a single path. Is common. Therefore, various methods have been devised in order to maintain high airtightness at the joints between the pipes.
例えば、従来から配管同士を接合する方法として、リング型のろう材を用いて2つの配管の隙間にろう材を供給し、配管同士をろう付する接合方法がある(例えば、特許文献1参照)。
For example, as a conventional method for joining pipes, there is a joining method in which a brazing material is supplied to a gap between two pipes using a ring-type brazing material and the pipes are brazed together (for example, see Patent Document 1). .
しかしながら、特許文献1に記載の構造においては、ろう材は配管の上に固定されずに配置されるため、ろう付工程において所定の位置からずれてしまうという問題がある。また、特許文献1に記載の構造で配管を水平にして組み立てを行う場合、ろう材の取り付けが困難である。
However, in the structure described in Patent Document 1, since the brazing material is arranged without being fixed on the pipe, there is a problem that it is displaced from a predetermined position in the brazing process. Moreover, when assembling with the pipes horizontal in the structure described in Patent Document 1, it is difficult to attach the brazing material.
本発明は、上記のような問題点を鑑みてなされたものであり、ろう材を用いて配管同士を接合する場合において、容易に配管の組み立てを行うことができる配管を得ることを目的とする。
The present invention has been made in view of the above problems, and an object of the present invention is to obtain a pipe capable of easily assembling a pipe when the pipes are joined using a brazing material. .
本発明に係る配管は、主管部と、異なる配管を内側に嵌合する嵌合部と、主管部と嵌合部の内断面積よりも大きい内断面積を有する拡径部と、を有し、嵌合部は、主管部と拡径部の間に設けられているものである。
The pipe according to the present invention has a main pipe part, a fitting part that fits different pipes inside, and a diameter-expanding part that has an inner cross-sectional area larger than the inner cross-sectional area of the main pipe part and the fitting part. The fitting part is provided between the main pipe part and the enlarged diameter part.
本発明に係る配管によれば、ろう材を格納する拡径部を有するため、異なる配管を差し込む前にろう材を所定の位置に配備することができ、容易に配管同士を組み立てることができる。
Since the pipe according to the present invention has the enlarged diameter portion for storing the brazing material, the brazing material can be arranged at a predetermined position before inserting different pipes, and the pipes can be assembled easily.
以下、本発明の実施の形態について、図面を参照して説明する。なお、図面の形態は一例であり、本発明を限定するものではない。また、各図において同一の符号を付したものは、同一の又はこれに相当するものであり、これは明細書の全文において共通している。さらに、明細書全文に表わされている構成要素の形態は、あくまでも例示であって、これらの記載に限定されるものではない。
Embodiments of the present invention will be described below with reference to the drawings. In addition, the form of drawing is an example and does not limit this invention. Moreover, what attached | subjected the same code | symbol in each figure is the same, or is equivalent to this, and this is common in the whole text of a specification. Furthermore, the forms of the constituent elements shown in the entire specification are merely examples, and are not limited to these descriptions.
実施の形態1.
図1は、本発明に係る熱交換器の構成を示す図である。熱交換器100は、第1の配管1、フィン部2、第2の配管3、Uベンド4などから構成されている。第1の配管1は、内部に水や冷媒などの熱媒体を流し、伝熱管として作用する。Embodiment 1 FIG.
FIG. 1 is a diagram showing a configuration of a heat exchanger according to the present invention. Theheat exchanger 100 includes a first pipe 1, a fin portion 2, a second pipe 3, a U bend 4, and the like. The 1st piping 1 flows heat media, such as water and a refrigerant | coolant, inside, and acts as a heat exchanger tube.
図1は、本発明に係る熱交換器の構成を示す図である。熱交換器100は、第1の配管1、フィン部2、第2の配管3、Uベンド4などから構成されている。第1の配管1は、内部に水や冷媒などの熱媒体を流し、伝熱管として作用する。
FIG. 1 is a diagram showing a configuration of a heat exchanger according to the present invention. The
図2は、本発明の実施の形態1に係る第1の配管1を示す斜視図である。第1の配管1は、断面が長辺部分1aが直線で、短辺部分1bが例えば半円状等の曲線とした扁平形状で、アルミ合金からなる金属管である。断面を扁平形状とすることで、通風抵抗を増大させることなく熱媒体と伝熱管の接触面積を増大させることができ、それにより、小型化した場合であっても十分な熱交換器としての性能を得ることができる。第1の配管1は、両端に扁平形状の配管口11を有する一本の直線状配管を中央付近で180度折り曲げてU字形状に加工されることで作製される。そのため、第1の配管1はベンド部12を有する。
FIG. 2 is a perspective view showing the first pipe 1 according to Embodiment 1 of the present invention. The first pipe 1 is a metal pipe made of an aluminum alloy having a flat shape with a long side portion 1a having a straight section and a short side portion 1b having a curved shape such as a semicircular shape. By making the cross-section flat, the contact area between the heat medium and the heat transfer tube can be increased without increasing the ventilation resistance, and as a result, the performance as a sufficient heat exchanger even when downsized Can be obtained. The first pipe 1 is produced by bending a single straight pipe having flat pipe ports 11 at both ends into a U shape by bending it 180 degrees near the center. Therefore, the first pipe 1 has a bend portion 12.
フィン部2は、平行に配設された複数のフィン21からなる。図3は、フィン21の形態を示す模式図である。フィン21には、第1の配管1が差し込まれる複数の開口部22が形成されている。開口部22は、第1の配管1の長辺部分1aに対応する長辺部分22aと第1の配管1の短辺部分1bに対応する短辺部分22bを有する。開口部22の周辺には、第1の配管1を係合固定できるように係止部が設けられていても良い。
The fin part 2 includes a plurality of fins 21 arranged in parallel. FIG. 3 is a schematic diagram showing the form of the fins 21. The fin 21 has a plurality of openings 22 into which the first pipe 1 is inserted. The opening 22 has a long side portion 22 a corresponding to the long side portion 1 a of the first pipe 1 and a short side portion 22 b corresponding to the short side portion 1 b of the first pipe 1. A locking portion may be provided around the opening 22 so that the first pipe 1 can be engaged and fixed.
第1の配管1は、複数のフィン21からなるフィン部2と接合され、熱交換器コア101を構成する。熱交換器コア101は、熱媒体の流路方向とは直交する方向に平行に配設された複数の第1の配管1に、フィン21を一枚一枚あるいは複数枚を一度に差し込み、両者を接合することで作製される。また、平行に配置された複数のフィン21に第1の配管1を挿入することで熱交換器コア101を作製しても良い。
The first pipe 1 is joined to the fin portion 2 composed of a plurality of fins 21 to constitute a heat exchanger core 101. The heat exchanger core 101 is inserted into the plurality of first pipes 1 arranged parallel to the direction orthogonal to the flow direction of the heat medium one by one or a plurality of fins 21 at a time. It is produced by joining. Moreover, you may produce the heat exchanger core 101 by inserting the 1st piping 1 in the several fin 21 arrange | positioned in parallel.
熱交換器100は、熱交換器コア101の複数の配管口11に第2の配管3あるいはUベンド4を挿入し、構成される。第2の配管3は、外部と接続するための配管として作用し、Uベンド4は隣接する第1の配管1を連結するための配管として作用する。第2の配管3及びUベンドの断面は、第1の配管1と同じく扁平形状である。
The heat exchanger 100 is configured by inserting the second pipe 3 or the U bend 4 into the plurality of pipe ports 11 of the heat exchanger core 101. The second pipe 3 acts as a pipe for connecting to the outside, and the U bend 4 acts as a pipe for connecting the adjacent first pipes 1. The cross sections of the second pipe 3 and the U bend are flat like the first pipe 1.
図4は、本発明の実施の形態1に係るろう付前の配管同士の接合構造を示す断面図である。第1の配管1の内側に第2の配管3が差し込まれるように組み立てられ、ろう付により第1の配管1と第2の配管3は接合される。なお、図4においては第1の配管1と第2の配管3の接合構造を示したが、第1の配管1とUベンド4の接合構造も同様である。
FIG. 4 is a cross-sectional view showing a joint structure between pipes before brazing according to Embodiment 1 of the present invention. The first pipe 1 is assembled so that the second pipe 3 is inserted inside the first pipe 1, and the first pipe 1 and the second pipe 3 are joined by brazing. In addition, in FIG. 4, although the joining structure of the 1st piping 1 and the 2nd piping 3 was shown, the joining structure of the 1st piping 1 and U bend 4 is also the same.
第1の配管1は、内部に熱媒体を流す主管部13と、第2の配管3を内側に嵌合する嵌合部14と、ろう材30を格納する拡径部15を有する。
The first pipe 1 has a main pipe part 13 for flowing a heat medium therein, a fitting part 14 for fitting the second pipe 3 inside, and a diameter-expanding part 15 for storing the brazing material 30.
主管部13は、内部に冷媒や水などの熱媒体を流す流路として作用する。また主管部13は、第1の配管1とフィン部2を接合するためにフィン21の開口部22に差し込まれる。嵌合部14は、主管部13と拡径部15の間に設けられ、第1の配管1に差し込まれる第2の配管3を内側に嵌合する。そのため、嵌合部14の内断面積は、主管部13の内断面積より大きい。拡径部15は、第1の配管1の端に設けられる。拡径部15の内側には、第1の配管1と第2の配管3を接合するためのろう材30が格納される。拡径部15の内断面積は、嵌合部14の内断面積より大きく形成されている。
The main pipe part 13 acts as a flow path through which a heat medium such as refrigerant or water flows. Further, the main pipe portion 13 is inserted into the opening portion 22 of the fin 21 in order to join the first pipe 1 and the fin portion 2. The fitting portion 14 is provided between the main pipe portion 13 and the diameter-expanded portion 15 and fits the second pipe 3 inserted into the first pipe 1 inside. Therefore, the inner cross-sectional area of the fitting portion 14 is larger than the inner cross-sectional area of the main pipe portion 13. The enlarged diameter portion 15 is provided at the end of the first pipe 1. Inside the enlarged diameter portion 15, a brazing material 30 for joining the first pipe 1 and the second pipe 3 is stored. The inner cross-sectional area of the enlarged diameter portion 15 is formed larger than the inner cross-sectional area of the fitting portion 14.
ろう材30は、ろう付により第1の配管1と第2の配管3を接合する作用を有する。ろう材30は、拡径部15と第2の配管3の間の空間に格納される。そのため、ろう材30は、断面が第1の配管1と相似した扁平形状であるリング型の形状を有する。また、ろう材30は拡径部15の内側に格納されるように、拡径部15の内径より小さく、嵌合部14の内径より大きく形成されている。ろう材30は、アルミ-シリコン系、例えばBA4047のようにアルミニウムよりも融点が低い材質からなる。
The brazing material 30 has an action of joining the first pipe 1 and the second pipe 3 by brazing. The brazing material 30 is stored in a space between the enlarged diameter portion 15 and the second pipe 3. Therefore, the brazing filler metal 30 has a ring-shaped shape that is a flat shape similar in cross section to the first pipe 1. Further, the brazing material 30 is formed smaller than the inner diameter of the enlarged diameter portion 15 and larger than the inner diameter of the fitting portion 14 so as to be stored inside the enlarged diameter portion 15. The brazing material 30 is made of an aluminum-silicon type material such as BA4047, which has a lower melting point than aluminum.
また、第1の配管1の内面にろう材30の融点より低い融点を有する材質からなるクラッド層31が形成されていても良い。クラッド層31の融点のほうが低いことで、ろう付する際にクラッド層31がろう材30より先に溶融するため、ろう材30はクラッド層31に引っ張られる。従って、ろう材30のろう材が管外に流出してろう付不良となることを防ぐことができる。なお、クラッド層31は、第1の配管1の内面の全体に形成される必要はなく、第1の配管1の内面の一部、例えば嵌合部14と拡径部15の内面にだけ形成されていても良い。なお、クラッド層31は、例えばろう材30で使用されるBA40407に亜鉛を数%添加した材質からなる。
Further, a clad layer 31 made of a material having a melting point lower than the melting point of the brazing material 30 may be formed on the inner surface of the first pipe 1. Since the clad layer 31 has a lower melting point, the clad layer 31 is melted before the brazing material 30 when brazing, so that the brazing material 30 is pulled by the clad layer 31. Therefore, it is possible to prevent the brazing material of the brazing material 30 from flowing out of the pipe and causing a brazing failure. The clad layer 31 need not be formed on the entire inner surface of the first pipe 1, but only on a part of the inner surface of the first pipe 1, for example, the inner surfaces of the fitting portion 14 and the enlarged diameter portion 15. May be. The clad layer 31 is made of, for example, a material obtained by adding several percent of zinc to BA40407 used for the brazing material 30.
次に、配管の接合方法について説明する。図5は、配管の接合工程を説明するフローチャートである。まず、第1の配管1の主管部13が水平になるように熱交換器コア101を設置する(S1)。その後、第1の配管1の拡径部15の内側にろう材30を取り付ける(S2)。このとき、ろう材30は第2の配管3を差し込む前に熱交換器コア101側に取り付けられるため、配管組み立て時の作業性を向上させることができる。また、ろう材30を所定の位置に固定しておくための部品や構成が必要ないため、製造コストの増大を抑えることができる。
Next, a method for joining pipes will be described. FIG. 5 is a flowchart for explaining a pipe joining process. First, the heat exchanger core 101 is installed so that the main pipe portion 13 of the first pipe 1 is horizontal (S1). Thereafter, the brazing filler metal 30 is attached to the inside of the enlarged diameter portion 15 of the first pipe 1 (S2). At this time, since the brazing material 30 is attached to the heat exchanger core 101 side before inserting the second pipe 3, workability at the time of pipe assembly can be improved. In addition, since there is no need for parts or configurations for fixing the brazing filler metal 30 at a predetermined position, an increase in manufacturing cost can be suppressed.
その後、第2の配管3あるいはUベンド4を、第1の配管1の配管口11に挿入する(S3)。第2の配管3あるいはUベンド4を第1の配管1に差し込んだ後の配管同士の接合構造は、図4に示す通りである。
Thereafter, the second pipe 3 or the U bend 4 is inserted into the pipe port 11 of the first pipe 1 (S3). The joint structure of the pipes after the second pipe 3 or the U bend 4 is inserted into the first pipe 1 is as shown in FIG.
これまでの工程で組み立てられた熱交換器100の第1の配管1と第2の配管3あるいはUベンド4をろう付で接合するために、熱交換器100全体を電気炉に投入して加熱する(S4)。炉内の雰囲気は、不活性ガスまたは還元性ガスで充満させておく。配管全体の温度が上昇してくるとろう材の溶融が始まる。ここで、クラッド層31にろう材30より融点の低い材質を用いることで、クラッド層31が先に溶融する。クラッド層31の融液は、第1の配管1と第2の配管3の隙間およびろう材30の表面に行きわたる。炉内の温度がさらに上昇すると、ろう材30の溶融が開始され、その融液は配管同士の隙間に充填される。最後に、電気炉の加熱を終了させて配管の温度を低下させることで、融液が固化し、第1の配管1と第2の配管3あるいはUベンド4の接合が完了する(S5)。図6は、ろう付による接合が完了した状態の配管同士の接合構造を示す断面図である。
In order to join the first pipe 1 and the second pipe 3 or the U bend 4 of the heat exchanger 100 assembled in the previous process by brazing, the entire heat exchanger 100 is put into an electric furnace and heated. (S4). The atmosphere in the furnace is filled with an inert gas or a reducing gas. When the temperature of the entire pipe rises, melting of the brazing material begins. Here, by using a material having a melting point lower than that of the brazing material 30 for the cladding layer 31, the cladding layer 31 is melted first. The melt of the clad layer 31 reaches the gap between the first pipe 1 and the second pipe 3 and the surface of the brazing material 30. When the temperature in the furnace further rises, melting of the brazing material 30 is started, and the melt is filled in the gaps between the pipes. Finally, the heating of the electric furnace is terminated and the temperature of the pipe is lowered, so that the melt is solidified and the joining of the first pipe 1 and the second pipe 3 or the U bend 4 is completed (S5). FIG. 6 is a cross-sectional view showing a joint structure between pipes in a state where joining by brazing is completed.
なお、アルミ合金からなる配管同士のろう付においては一般的にフラックスをろう材に供給する必要がある。フラックスの供給方法としては、ろう材の内部にフラックスを含ませたフラックスコアードワイヤを用いる方法と、ろう材にはフラックスを含ませずろう材の周辺にフラックスを塗布するという方法などがある。
In brazing between pipes made of an aluminum alloy, it is generally necessary to supply flux to the brazing material. As a method of supplying the flux, there are a method of using a flux cored wire in which a flux is contained in the brazing material, a method of applying a flux around the brazing material without including the flux in the brazing material, and the like.
以上のように、第1の配管1にろう材30を格納する拡径部15を設けることで、第2の配管3を差し込む前にろう材30を所定の位置に配備することができ、容易に配管同士を組み立てることができる。さらに、ろう付工程においても搬送作業時にろう材30の位置がずれにくくなり、ろう材が本来充填されるべき場所に充填されやすくなることから信頼性に優れた接合が得られる。
As described above, by providing the enlarged diameter portion 15 for storing the brazing filler metal 30 in the first pipe 1, the brazing filler metal 30 can be disposed at a predetermined position before the second pipe 3 is inserted. The pipes can be assembled together. Furthermore, since the position of the brazing material 30 is less likely to be shifted during the conveying operation in the brazing process, and the brazing material is easily filled in the place where the brazing material should be originally filled, a highly reliable joint can be obtained.
また本発明においては、第2の配管3は特別に加工されることはない。そのため、第2の配管3の製造工程については変更する必要がないため、製造コストの増大を抑えることができる。
In the present invention, the second pipe 3 is not specially processed. Therefore, since it is not necessary to change the manufacturing process of the second pipe 3, an increase in manufacturing cost can be suppressed.
実施の形態2.
図7は、本発明の実施の形態2に係るろう付前の配管同士の接合構造を示す断面図である。実施の形態2は、第1の配管1の端に内側に突出した突起16を有する点で実施の形態1と異なるが、その他に関しては実施の形態1と同様である。Embodiment 2. FIG.
FIG. 7 is a cross-sectional view showing a joint structure between pipes before brazing according toEmbodiment 2 of the present invention. The second embodiment is different from the first embodiment in that it has a protrusion 16 projecting inwardly at the end of the first pipe 1, but is otherwise the same as the first embodiment.
図7は、本発明の実施の形態2に係るろう付前の配管同士の接合構造を示す断面図である。実施の形態2は、第1の配管1の端に内側に突出した突起16を有する点で実施の形態1と異なるが、その他に関しては実施の形態1と同様である。
FIG. 7 is a cross-sectional view showing a joint structure between pipes before brazing according to
突起16は、内側に突出した形状を有し、第1の配管1の拡径部15の端に形成される。この構成により突起16は、第1の配管1の拡径部15の内側に格納されたろう材30が組立工程やろう付工程での衝撃や振動によってずれないようにろう材30を抑える作用を有する。
The protrusion 16 has a shape protruding inward and is formed at the end of the enlarged diameter portion 15 of the first pipe 1. With this configuration, the protrusion 16 has an action of suppressing the brazing material 30 so that the brazing material 30 stored inside the enlarged diameter portion 15 of the first pipe 1 does not shift due to an impact or vibration in an assembly process or a brazing process. .
図8~図10は、本発明の実施の形態2に係る第1の配管を示す斜視図である。図8は、扁平形状の拡径部15の長辺部分を外側から衝撃を与えて、拡径部15の内側に突起16aを形成した第1の配管1を示す。突起16aは、拡径部15の2つの長辺部分のほぼ真ん中のそれぞれに形成されている。2つの長辺部分にそれぞれ突起16aを形成することで、ろう材30が組立工程やろう付工程での衝撃や振動によって抜け落ちないようにすることができる。なお、図8では突起16aを対称となるように長辺部分に2つ形成された構成を示したが、これに限られることはなく、突起16aを任意の位置に1つまたは3つ以上形成しても良い。
8 to 10 are perspective views showing the first piping according to Embodiment 2 of the present invention. FIG. 8 shows the first pipe 1 in which the long side portion of the flat-shaped enlarged diameter portion 15 is impacted from the outside, and the protrusion 16 a is formed inside the enlarged diameter portion 15. The protrusion 16a is formed in each of the middle portions of the two long side portions of the enlarged diameter portion 15. By forming the protrusions 16a on the two long side portions, it is possible to prevent the brazing material 30 from falling off due to impact or vibration in the assembly process or the brazing process. Although FIG. 8 shows a configuration in which two protrusions 16a are formed on the long side so as to be symmetrical, the present invention is not limited to this, and one or three or more protrusions 16a are formed at an arbitrary position. You may do it.
図9は、拡径部15の内側に突起16bを配設した第1の配管1を示す。図9の第1の配管1は、拡径部15の内側に別途突起16bを配設した点で図8の第1の配管1と異なる。突起16bを配設することで、ろう材30が組立工程やろう付工程での衝撃や振動によって抜け落ちないようにすることができる。
FIG. 9 shows the first pipe 1 in which the protrusion 16 b is disposed inside the enlarged diameter portion 15. The first pipe 1 in FIG. 9 is different from the first pipe 1 in FIG. 8 in that a protrusion 16 b is separately provided inside the enlarged diameter portion 15. By disposing the protrusions 16b, it is possible to prevent the brazing material 30 from falling off due to an impact or vibration in an assembly process or a brazing process.
図10は、拡径部15の内側に図9の突起16bより幅の広い突起16cを1つ配設した第1の配管1を示す。このような突起16cを形成することで、ろう材30を第1の配管1に取り付けやすく、さらにろう材30が組立工程やろう付工程での衝撃や振動によって抜け落ちないようにすることができる。
FIG. 10 shows the first pipe 1 in which one protrusion 16c wider than the protrusion 16b of FIG. By forming such a projection 16c, it is easy to attach the brazing material 30 to the first pipe 1, and it is possible to prevent the brazing material 30 from falling off due to impact or vibration in the assembly process or brazing process.
突起16の高さは、0.30mm~0.60mmが好ましい。0.30mmより低い場合、ろう材30が拡径部15から抜け落ちてしまう危険性があり、0.60mmよりも高い場合、ろう材30を拡径部15に取り付けにくくなってしまう。
The height of the protrusion 16 is preferably 0.30 mm to 0.60 mm. If it is lower than 0.30 mm, there is a risk that the brazing filler metal 30 will fall off from the enlarged diameter portion 15, and if it is higher than 0.60 mm, it will be difficult to attach the brazing filler metal 30 to the enlarged diameter portion 15.
なお、突起16の例示として、図8~図10を用いて説明したが、これに限定するものではなく、突起16はろう材30が第1の配管1の拡径部15から抜け落ちないようにろう材30を抑える構造や形状であればよい。
Although the protrusion 16 has been described with reference to FIGS. 8 to 10, the present invention is not limited to this, and the protrusion 16 prevents the brazing material 30 from falling off from the enlarged diameter portion 15 of the first pipe 1. Any structure or shape that suppresses the brazing material 30 may be used.
実施の形態3.
図11は、本発明の実施の形態3に係る第1の配管を示す斜視図である。実施の形態3は、第1の配管1の拡径部15の内面に摩擦部17を有する点で実施の形態1と異なるが、その他に関しては実施の形態1と同様である。Embodiment 3 FIG.
FIG. 11 is a perspective view showing a first pipe according toEmbodiment 3 of the present invention. The third embodiment is different from the first embodiment in that the friction portion 17 is provided on the inner surface of the diameter-enlarged portion 15 of the first pipe 1, but is otherwise the same as the first embodiment.
図11は、本発明の実施の形態3に係る第1の配管を示す斜視図である。実施の形態3は、第1の配管1の拡径部15の内面に摩擦部17を有する点で実施の形態1と異なるが、その他に関しては実施の形態1と同様である。
FIG. 11 is a perspective view showing a first pipe according to
摩擦部17は、拡径部15の内面に形成されており、内側に格納されるろう材30と接触することで、摩擦によってろう材30がずれないようにする作用を有する。摩擦部17は、例えば図11のように熱媒体が流れる方向に沿って形成された複数の稜からなる。
The friction portion 17 is formed on the inner surface of the enlarged diameter portion 15 and has an action of preventing the brazing material 30 from shifting due to friction by contacting the brazing material 30 stored inside. The friction part 17 consists of a plurality of ridges formed along the direction in which the heat medium flows, for example, as shown in FIG.
また摩擦部17の内寸法を内側に格納するろう材30の外径よりやや小さく形成することで、より効果的にろう材30の抜け落ちや位置ずれを防止することが可能となる。
Further, by forming the inner dimension of the friction portion 17 slightly smaller than the outer diameter of the brazing material 30 that stores the friction part 17 on the inside, it is possible to more effectively prevent the brazing material 30 from falling off or being displaced.
なお、摩擦部17の例示として、図11を用いて説明したが、これに限定するものではなく、摩擦部17はによってろう材30が抜け落ちないようにする構造や形状であればよい。例えば、摩擦部17は、拡径部15の内面を粗面にすることで形成されても良い。
In addition, although illustrated using FIG. 11 as an illustration of the friction part 17, it is not limited to this, The friction part 17 should just be the structure and shape which prevent the brazing | wax material 30 from falling off. For example, the friction part 17 may be formed by making the inner surface of the enlarged diameter part 15 rough.
以上、本発明を、上記各実施形態を用いて説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されない。発明の要旨を逸脱しない範囲で上記各実施形態に多様な変更又は改良を加えることができ、該変更又は改良を加えた形態も本発明の技術的範囲に含まれる。また、上記各実施形態を適宜組み合わせてもよい。
As mentioned above, although this invention was demonstrated using said each embodiment, the technical scope of this invention is not limited to the range as described in the said embodiment. Various changes or improvements can be added to the above-described embodiments without departing from the gist of the invention, and embodiments to which the changes or improvements are added are also included in the technical scope of the present invention. Moreover, you may combine said each embodiment suitably.
なお、本実施の形態では、第1の配管1、第2の配管3、Uベンド4、主管部13、嵌合部14、拡径部15のそれぞれの断面は扁平形状であるが、これに限定されるものではなく、円形や楕円形であっても良い。
In the present embodiment, each of the first pipe 1, the second pipe 3, the U bend 4, the main pipe part 13, the fitting part 14, and the enlarged diameter part 15 has a flat shape. It is not limited and may be circular or elliptical.
また、本実施の形態では、第1の配管1の材質をアルミ合金としたが、これに限定されるものではなく、熱伝導性のよい材質、たとえば銅、ステンレスなどであっても良い。
In the present embodiment, the material of the first pipe 1 is an aluminum alloy. However, the material is not limited to this, and may be a material having good thermal conductivity, such as copper or stainless steel.
また、本実施の形態では、断面が第1の配管1と相似した扁平形状であるリング型の形状を有するろう材30で説明したが、ろう材30の形状はこれに限定されるものではない。ろう材30は、第1の配管1の拡径部15の内側に格納され、配管同士をろう付で接合するためのものであればよく、例えば、リング型の一部が切れている形状でも良い。また、ろう材30は、2つ以上に分かれていても良い。
Further, in the present embodiment, the brazing material 30 has a ring shape that has a flat shape similar to that of the first pipe 1, but the shape of the brazing material 30 is not limited thereto. . The brazing material 30 may be stored inside the enlarged diameter portion 15 of the first pipe 1 and used for joining the pipes by brazing. For example, even if the ring shape is partially cut off good. Moreover, the brazing material 30 may be divided into two or more.
また上述の実施の形態は、水や冷媒を流す配管を有する装置に用いられる。例えば、熱交換器を有する熱源機及び、この熱源機を備えた空気調和装置、ショーケース、冷凍機、冷蔵庫等に用いることができる。
Further, the above-described embodiment is used for an apparatus having a pipe for flowing water or a refrigerant. For example, it can be used for a heat source device having a heat exchanger, an air conditioner equipped with the heat source device, a showcase, a refrigerator, a refrigerator, and the like.
1 第1の配管、2 フィン部、3 第2の配管、4 Uベンド、11 配管口、12 ベンド部、13 主管部、14 嵌合部、15 拡径部、16a 突起、16b 突起、16c 突起、17 摩擦部、21 フィン、22 開口部、30 ろう材、31 クラッド層、100 熱交換器、101 熱交換器コア
1 1st pipe, 2 fin part, 3rd pipe, 4 U bend, 11 pipe port, 12 bend part, 13 main pipe part, 14 fitting part, 15 enlarged diameter part, 16a protrusion, 16b protrusion, 16c protrusion 17 friction parts, 21 fins, 22 openings, 30 brazing filler metals, 31 clad layers, 100 heat exchangers, 101 heat exchanger cores
Claims (8)
- 主管部と、
異なる配管を内側に嵌合する嵌合部と、
前記主管部と前記嵌合部の内断面積よりも大きい内断面積を有する拡径部と、を有し、
前記嵌合部は、前記主管部と前記拡径部の間に設けられている配管。 A main section;
A fitting part for fitting different pipes inside,
An enlarged diameter part having an inner cross-sectional area larger than the inner cross-sectional area of the main pipe part and the fitting part,
The fitting portion is a pipe provided between the main pipe portion and the enlarged diameter portion. - 前記拡径部は、内側に突出した突起を有する請求項1に記載の配管。 The pipe according to claim 1, wherein the enlarged-diameter portion has a protrusion protruding inward.
- 前記突起は、前記拡径部の端に形成されている請求項2に記載の配管。 The pipe according to claim 2, wherein the protrusion is formed at an end of the enlarged diameter portion.
- 前記拡径部の内面に摩擦部を有する請求項1に記載の配管。 The piping according to claim 1, further comprising a friction part on an inner surface of the enlarged diameter part.
- 前記摩擦部は、熱媒体が流れる方向に沿って形成された稜である請求項4に記載の配管。 The pipe according to claim 4, wherein the friction part is a ridge formed along a direction in which the heat medium flows.
- 長辺部分が直線で短辺部分が曲線とした扁平形状である断面を有する請求項1~5のいずれか一項に記載の配管。 The pipe according to any one of claims 1 to 5, which has a flat cross section in which a long side portion is a straight line and a short side portion is a curve.
- 内面にろう材からなるクラッド層を有する請求項1~6のいずれか一項に記載の配管。 The pipe according to any one of claims 1 to 6, further comprising a clad layer made of a brazing material on an inner surface.
- 請求項1~7のいずれか一項に記載の配管と、前記配管の前記主管部をはめ込んだ複数のフィンと、を備えた熱交換器。 A heat exchanger comprising the pipe according to any one of claims 1 to 7 and a plurality of fins into which the main pipe portion of the pipe is fitted.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/060900 WO2017168747A1 (en) | 2016-04-01 | 2016-04-01 | Pipe and heat exchanger provided with said pipe |
| JP2018508332A JP6545364B2 (en) | 2016-04-01 | 2016-04-01 | Piping and heat exchanger equipped with the piping |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/060900 WO2017168747A1 (en) | 2016-04-01 | 2016-04-01 | Pipe and heat exchanger provided with said pipe |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017168747A1 true WO2017168747A1 (en) | 2017-10-05 |
Family
ID=59963865
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/060900 WO2017168747A1 (en) | 2016-04-01 | 2016-04-01 | Pipe and heat exchanger provided with said pipe |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6545364B2 (en) |
| WO (1) | WO2017168747A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170114932A1 (en) * | 2014-09-25 | 2017-04-27 | Mitsubishi Electric Corporation | Refrigerant pipe, method of manufacturing the refrigerant pipe, and heat exchanger including the refrigerant pipe |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS542166B2 (en) * | 1974-12-27 | 1979-02-03 | ||
| JPS5426218B2 (en) * | 1975-10-31 | 1979-09-03 | ||
| JPS5775281A (en) * | 1980-10-30 | 1982-05-11 | Mitsubishi Heavy Ind Ltd | Soldering method of pipe joint |
| JPH0252167A (en) * | 1988-08-16 | 1990-02-21 | Showa Alum Corp | Method for brazing metallic material |
| JPH0242383Y2 (en) * | 1984-03-26 | 1990-11-13 | ||
| JPH0463276B2 (en) * | 1983-10-03 | 1992-10-09 | Mitsubishi Aluminium | |
| JP2008212949A (en) * | 2007-02-28 | 2008-09-18 | Calsonic Kansei Corp | Brazed piping |
| JP2012145177A (en) * | 2011-01-13 | 2012-08-02 | Panasonic Corp | Aluminum tube joint |
| JP2013142454A (en) * | 2012-01-12 | 2013-07-22 | Mitsubishi Electric Corp | Pipe joint, heat exchanger, and method of manufacturing heat exchanger |
| JP2014233725A (en) * | 2013-05-31 | 2014-12-15 | 三菱電機株式会社 | Method of manufacturing heat exchanger and heat exchanger |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS513417Y1 (en) * | 1968-06-19 | 1976-01-31 | ||
| JP4236185B2 (en) * | 2004-04-27 | 2009-03-11 | 住友軽金属工業株式会社 | Aluminum alloy clad material for automotive heat exchanger |
| SE533223C2 (en) * | 2008-10-08 | 2010-07-27 | Sapa Heat Transfer Ab | Method for forming header tank made of aluminum |
| JP2010221256A (en) * | 2009-03-24 | 2010-10-07 | Furukawa-Sky Aluminum Corp | Tube joining method |
| JP5977640B2 (en) * | 2012-10-17 | 2016-08-24 | 株式会社Uacj | Aluminum pipe joint |
| WO2016046926A1 (en) * | 2014-09-25 | 2016-03-31 | 三菱電機株式会社 | Coolant pipe and manufacturing method therefor, and heat exchanger provided with coolant pipe |
| JP2016138731A (en) * | 2015-01-29 | 2016-08-04 | 三菱電機株式会社 | Heat exchanger |
-
2016
- 2016-04-01 JP JP2018508332A patent/JP6545364B2/en active Active
- 2016-04-01 WO PCT/JP2016/060900 patent/WO2017168747A1/en active Application Filing
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS542166B2 (en) * | 1974-12-27 | 1979-02-03 | ||
| JPS5426218B2 (en) * | 1975-10-31 | 1979-09-03 | ||
| JPS5775281A (en) * | 1980-10-30 | 1982-05-11 | Mitsubishi Heavy Ind Ltd | Soldering method of pipe joint |
| JPH0463276B2 (en) * | 1983-10-03 | 1992-10-09 | Mitsubishi Aluminium | |
| JPH0242383Y2 (en) * | 1984-03-26 | 1990-11-13 | ||
| JPH0252167A (en) * | 1988-08-16 | 1990-02-21 | Showa Alum Corp | Method for brazing metallic material |
| JP2008212949A (en) * | 2007-02-28 | 2008-09-18 | Calsonic Kansei Corp | Brazed piping |
| JP2012145177A (en) * | 2011-01-13 | 2012-08-02 | Panasonic Corp | Aluminum tube joint |
| JP2013142454A (en) * | 2012-01-12 | 2013-07-22 | Mitsubishi Electric Corp | Pipe joint, heat exchanger, and method of manufacturing heat exchanger |
| JP2014233725A (en) * | 2013-05-31 | 2014-12-15 | 三菱電機株式会社 | Method of manufacturing heat exchanger and heat exchanger |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170114932A1 (en) * | 2014-09-25 | 2017-04-27 | Mitsubishi Electric Corporation | Refrigerant pipe, method of manufacturing the refrigerant pipe, and heat exchanger including the refrigerant pipe |
| US10697568B2 (en) * | 2014-09-25 | 2020-06-30 | Mitsubishi Electric Corporation | Refrigerant pipe, method of manufacturing the refrigerant pipe, and heat exchanger including the refrigerant pipe |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017168747A1 (en) | 2018-11-08 |
| JP6545364B2 (en) | 2019-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015090266A (en) | Heat exchanger and method of producing the same | |
| WO2012063443A1 (en) | Tube for heat exchanger | |
| US11007592B2 (en) | Heat exchanger and method for producing same | |
| WO2017018438A1 (en) | Heat exchanger and method for producing same | |
| JP5328724B2 (en) | Refrigerant distributor and heat pump device using the refrigerant distributor | |
| WO2016103487A1 (en) | Heat exchanger and air-conditioning device | |
| WO2017168747A1 (en) | Pipe and heat exchanger provided with said pipe | |
| JP6602208B2 (en) | Heat exchanger | |
| JP6326753B2 (en) | Heat exchanger | |
| JP2007144496A (en) | Joint structure and its manufacturing method | |
| JP2016138731A (en) | Heat exchanger | |
| KR200432601Y1 (en) | Header pipe for heat exchanger | |
| JP4626472B2 (en) | Heat exchanger and heat exchanger manufacturing method | |
| JP6263922B2 (en) | Heat exchanger | |
| KR100740699B1 (en) | Header pipe for heat exchanger | |
| KR20070108078A (en) | Transition assembly and method of connecting to a heat exchanger | |
| WO2013094249A1 (en) | Method for manufacturing heat exchanger and heat exchanger obtained by same | |
| JP2018151040A (en) | Pipe joint, heat exchanger and manufacturing method of heat exchanger | |
| JP2005028412A (en) | Brazing method | |
| JP6632868B2 (en) | Aluminum heat exchanger | |
| JP2010185636A (en) | Heat exchanger | |
| JP2004279025A (en) | Cross fin tube type heat exchanger | |
| JP4575697B2 (en) | Heat exchanger | |
| JP2015064159A (en) | Heat exchanger and manufacturing method of heat exchanger | |
| JP7386789B2 (en) | heat exchanger core |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018508332 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16896964 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16896964 Country of ref document: EP Kind code of ref document: A1 |