WO2016129487A1 - Reactor core piece, reactor core piece manufacturing method, and reactor - Google Patents
Reactor core piece, reactor core piece manufacturing method, and reactor Download PDFInfo
- Publication number
- WO2016129487A1 WO2016129487A1 PCT/JP2016/053270 JP2016053270W WO2016129487A1 WO 2016129487 A1 WO2016129487 A1 WO 2016129487A1 JP 2016053270 W JP2016053270 W JP 2016053270W WO 2016129487 A1 WO2016129487 A1 WO 2016129487A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- reactor
- core piece
- core
- die
- resin mold
- Prior art date
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
- H01F27/255—Magnetic cores made from particles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F37/00—Fixed inductances not covered by group H01F17/00
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
Definitions
- the present invention relates to a reactor core piece used for a reactor used in a vehicle-mounted DC-DC converter or a power converter component mounted on an electric vehicle such as a hybrid vehicle, a manufacturing method thereof, and a reactor core. It relates to a reactor using a piece.
- Patent Document 1 discloses a reactor used in a converter of a hybrid vehicle.
- Patent Document 1 as a reactor used in a converter mounted on a vehicle such as a hybrid vehicle, a coil formed by spirally winding a coil and a plurality of reactor core pieces are formed in an annular shape. What is provided with a magnetic core is disclosed. Patent Document 1 discloses that each reactor core piece is covered with an insulating coating layer (resin mold part), or a plurality of reactor core pieces are integrally covered with a resin mold part.
- Reactor core pieces with excellent bonding properties with resin mold parts are desired.
- ⁇ ⁇ ⁇ Coils in magnetic components generate heat due to Joule heat when energized and do not generate heat when de-energized.
- the energizing current value is large, such as a reactor used in an in-vehicle converter, the heat generation of the coil is large.
- the core piece disposed in the vicinity of the coil and the resin mold part covering the core piece undergo thermal expansion and contraction due to the heat cycle caused by the coil.
- the reactor core piece mainly made of metal such as iron and resin have different thermal expansion coefficients, so that the resin mold part may be peeled off from the reactor core piece due to thermal expansion and contraction.
- the gap length provided between the core pieces for the reactor fluctuates, and the magnetic characteristics of the reactor are impaired.
- the resin mold part peels off and the integration of the plurality of reactor core pieces becomes insufficient the resonance frequency before and after peeling changes, and there is a risk that vibration and noise will increase compared to before peeling.
- the present invention has been made in view of the above circumstances, and one of its purposes is to provide a core piece for a reactor excellent in bondability with a resin mold portion. Moreover, the other object of this invention is to provide the manufacturing method of the core piece for reactors which is excellent in bondability with a resin mold part. Furthermore, the other object of this invention is to provide the reactor using the core piece for reactors which is excellent in bondability with a resin mold part.
- a core piece for a reactor is composed of a powder compact formed by pressure-molding raw material powder containing soft magnetic powder, and a part of a magnetic core disposed inside and outside a coil provided in the reactor.
- the core piece for a reactor is provided with a plurality of shallow grooves extending in parallel to each other on at least one surface of the green compact.
- a method for manufacturing a core piece for a reactor includes a cylindrical die having openings on the upper and lower sides, a lower punch fitted into a lower opening of the die, and an upper opening of the die.
- a core piece for a reactor in which a raw material powder containing soft magnetic powder is pressure-molded using a mold having an upper punch.
- the mold at least a part of the inner peripheral surface of the die is extended in a direction along the moving direction of the upper punch fitted into the die.
- a method for manufacturing a core piece for a reactor includes: a cylindrical die having openings at the top and bottom; a lower punch that is fitted into a lower opening of the die; and an upper opening of the die It is a manufacturing method of the core piece for reactors which press-molds the raw material powder containing a soft-magnetic powder using the metal mold
- a mold in which a plurality of protrusions extending in parallel with each other is formed on at least one of the pressing surface of the upper punch and the pressing surface of the lower punch is prepared as the mold. .
- die it is formed corresponding to the shape of the said several protrusion on at least one surface, and a compacting body provided with the some shallow groove
- the reactor which concerns on 1 aspect of this invention is a reactor provided with the assembly which has a coil and a magnetic core, Comprising:
- the said magnetic core is the several split core piece containing the core piece for reactors which concerns on 1 aspect of this invention. It is comprised combining, and is provided with the resin mold part formed in the outer periphery of the said core piece for reactors.
- the reactor core piece has excellent bondability with the resin mold part when the resin mold part is formed on the surface thereof.
- the above-described method for manufacturing a core piece for a reactor can produce a core piece for a reactor excellent in bondability with a resin mold part.
- the above reactor is a reactor using a core piece for a reactor excellent in bondability with a resin mold part.
- FIG. 3 is a schematic front view of another reactor core piece shown in the first embodiment. It is a schematic explanatory drawing explaining the manufacturing method of the core piece for reactors shown in Embodiment 1.
- FIG. It is a schematic sectional drawing of the core piece for reactors provided with a resin mold part. It is a schematic explanatory drawing explaining the formation method of a resin mold part.
- the core piece for the reactor of the embodiment is composed of a compacted body formed by pressure-molding raw material powder containing soft magnetic powder, and a part of the magnetic core disposed inside and outside the coil provided in the reactor.
- the resin mold portion when the resin mold portion is formed on the surface thereof, the resin mold portion can enter the shallow groove. As a result, the contact area between the core piece for the reactor and the resin mold portion becomes larger than before, and thus the core piece for the reactor is excellent in bondability with the resin mold portion.
- the resin mold part can be more effectively prevented from peeling by adjusting the direction of the groove forming surface (surface on which the shallow groove is formed) of the reactor core piece. can do.
- the relationship between the direction of the groove forming surface and the effect of suppressing peeling will be described again in the first embodiment referring to FIG. 4 and the second embodiment referring to FIG.
- a form in which the depth of the shallow groove is 0.1 mm or more and 1 mm or less can be given.
- the bondability between the core piece for the reactor and the resin mold part without greatly reducing the volume of the core piece for the reactor that determines the magnetic characteristics of the reactor. can be improved.
- the shallow groove may have a shape in which the groove width on the bottom side is wider than the groove width on the opening side.
- the groove width on the bottom side is wider than the groove width on the opening side, when the resin mold part is formed on the surface of the core part for the reactor, the core part for the reactor and the resin mold part are more bonded. Can be strong. This is because the resin mold portion that has entered the bottom of the shallow groove is caught in the opening portion having a narrower width than the bottom side.
- the manufacturing method of the core piece for reactors of ⁇ 4> embodiment is the cylindrical die which has an opening part up and down, the lower punch fitted in the downward opening part of the said die, and the upper part fitted in the upper opening part of the said die
- a core piece for a reactor in which a raw material powder containing soft magnetic powder is pressure-molded using a mold including a punch.
- the mold at least a part of the inner peripheral surface of the die is extended in a direction along the moving direction of the upper punch fitted into the die.
- a plurality of shallow grooves extending in parallel to each other are formed on at least one surface of a core piece for a reactor at the same time that a core piece for a reactor (a green compact) is produced by pressure molding. Can be formed. That is, according to the method for manufacturing the reactor core piece, the productivity of the reactor core piece can be improved as compared with the case where a plurality of shallow grooves are formed by post-processing.
- Another reactor core piece manufacturing method includes a cylindrical die having openings on the upper and lower sides, a lower punch fitted in the lower opening of the die, and an upper opening of the die.
- a core piece for a reactor in which a raw material powder containing soft magnetic powder is pressure-molded using a mold having an upper punch.
- a mold in which a plurality of protrusions extending in parallel with each other is formed on at least one of the pressing surface of the upper punch and the pressing surface of the lower punch is prepared as the mold.
- a plurality of shallow grooves extending in parallel to each other are formed on at least one surface of a core piece for a reactor at the same time that a core piece for a reactor (a green compact) is produced by pressure molding. Can be formed. That is, according to the method for manufacturing the reactor core piece, the productivity of the reactor core piece can be improved as compared with the case where a plurality of shallow grooves are formed by post-processing.
- the reactor of ⁇ 6> embodiment is a reactor provided with the assembly which has a coil and a magnetic core, Comprising:
- the said magnetic core is comprised combining the some split core piece containing the core piece for reactors of the said embodiment.
- a resin mold portion is formed on the outer periphery of the reactor core piece.
- FIG. 1 is a schematic perspective view of a reactor core piece 10 according to an embodiment.
- the reactor core piece 10 is a part of a magnetic core disposed inside and outside the coil provided in the reactor.
- a reactor core piece 10 shown in FIG. 1 is a compacted body formed in a rectangular parallelepiped shape, and includes a groove forming surface 11 on which a plurality of shallow grooves 11g extending in parallel with each other are formed.
- the shallow groove 11g is for improving the bonding strength between the core piece 10 for the reactor and a resin mold part (described later) formed on the outer periphery thereof.
- the shallow groove 11g is shown more emphasized than actual dimensions.
- the core piece 10 for reactors is a compacting body.
- the green compact is obtained by press molding raw material powder containing soft magnetic powder.
- Soft magnetic powder is an aggregate of magnetic particles composed of an iron group metal such as iron or an alloy thereof (Fe—Si alloy, Fe—Ni alloy, etc.).
- the average particle diameter (D50) of the magnetic particles is preferably 1 ⁇ m or more and 1000 ⁇ m or less, particularly preferably 10 ⁇ m or more and 500 ⁇ m or less.
- An insulating coating made of phosphate or the like of 10 nm or more and 1 ⁇ m or less may be formed on the surface of the magnetic particles.
- the raw material powder may contain a lubricant such as stearamide and a binder such as silicone resin. The lubricant and the binder may be lost during the heat treatment of the green compact to be described later.
- the overall shape of the reactor core piece 10 is typically a rectangular parallelepiped shape shown in FIG. 1, but is not particularly limited.
- the reactor core piece may have a columnar shape, or may have a substantially semi-cylindrical shape like an outer core portion shown in a second embodiment described later.
- the groove forming surface 11 is provided on at least one surface of the reactor core piece 10.
- a rectangular parallelepiped reactor core piece 10 shown in FIG. 1 includes four groove forming surfaces 11.
- the number of groove forming surfaces 11 may be one, two, or three.
- the shallow groove 11g may be formed on the flat surface 12 of the reactor core piece shown in the figure, and the five or all six faces of the rectangular reactor core piece 10 may be used as the groove forming surface 11.
- the shallow grooves 11g of the groove forming surface 11 are formed in parallel to each other.
- the extending directions of all the shallow grooves 11 g are aligned from one end side to the other end side of the groove forming surface 11.
- the extending direction of the shallow groove 11 g is a direction orthogonal to the flat surface 12.
- the peripheral surface of the cylindrical reactor core piece is a groove forming surface
- the extending direction of all the shallow grooves formed on the peripheral surface is parallel to the axial direction of the cylinder. Align. The reason is related to the manufacturing method of the core piece for reactors.
- the cross-sectional shape of the shallow groove 11g is not particularly limited.
- the shallow groove 11g is preferably a rectangular groove as shown in FIG. More preferably, as shown in FIG. 2, the shallow groove 11g is a shallow groove 11g in which the groove width of the opening is narrower than the groove width of the bottom.
- the shallow groove 11g having such a narrow groove width of the opening may be expressed as “the groove-shaped shallow groove 11g”.
- FIG. 2 is a front view of a reactor core piece 10A provided with a groove forming surface 11 in which a dovetail shallow groove 11g is formed as viewed from the flat surface 12 side.
- Examples of the dovetail shallow groove 11g include those having a substantially trapezoidal groove cross section as shown in FIG. 2 and those having an inverted T-shaped groove cross section.
- the rectangular groove in which the groove width of the opening portion of the shallow bottom groove 11g shown in FIG. 1 is substantially the same as the groove width of the bottom portion is smaller than the groove (for example, V-shaped groove) whose groove width at the bottom portion is narrower than the groove width of the opening portion.
- the bonding strength between the reactor core piece 10 and the resin mold portion can be improved.
- the dovetail-shaped shallow bottom groove 11g shown in FIG. 2 can further improve the bonding strength between the reactor core piece 10A and the resin mold portion as compared with the rectangular groove.
- the depth of the shallow groove 11g is preferably 0.1 mm or more and 1 mm or less. If it is this range, the joining property of the core piece 10 for reactors (10A) and the resin mold part will be improved, without greatly impairing the magnetic characteristics of the core piece 10 for reactors (10A) which determines the magnetic characteristic of a reactor. Can do.
- the groove width of the opening of the shallow groove 11g can be appropriately selected. Also in the case of the grooved shallow groove 11g in FIG. 2, the difference between the groove width of the opening and the groove width of the bottom can be selected as appropriate.
- the interval between two adjacent shallow grooves 11g can be selected as appropriate.
- the intervals between the shallow grooves 11g are preferably equal.
- the reactor core piece 10 (10A) can be manufactured by performing a step of preparing a mold and a step of pressure-molding the raw material powder with the mold.
- the upper diagram in FIG. 3 shows a process for preparing a mold, and the lower diagram shows a process for pressure molding. Note that the mold 5 shown in FIG. 3 is only a schematic diagram and is slightly different from an actual mold.
- a cylindrical die 50 having openings on the upper and lower sides, a lower punch 51 fitted into a lower opening of the die 50, and an upper opening of the die 50 A mold 5 having an upper punch 52 to be fitted into the part is prepared.
- the inside of the die 50 is connected so that four inner peripheral surfaces are orthogonal to each other, and each inner peripheral surface is a ridge forming surface 50S formed with a plurality of ridges 50c extending in parallel to each other.
- the extending direction of the protrusion 50 c is a direction along the moving direction of the upper punch 52 and the lower punch 51 fitted into the die 50.
- each protrusion 50 c is a length extending between the upper and lower openings of the die 50.
- the side surfaces of the punches 51 and 52 have an uneven shape corresponding to the inner peripheral surface of the die 50, and the pressing surfaces of the punches 51 and 52 are flat.
- the raw material powder 10 ⁇ / b> P containing soft magnetic powder is filled in the cavity of the mold 5, and the raw material powder 10 ⁇ / b> P is interposed between the lower punch 51 and the upper punch 52. Is pressure molded.
- the raw material powder may contain a lubricant and a binder in addition to the soft magnetic powder.
- a powder compact can be produced.
- the pressing surfaces of the punches 51 and 52 in FIG. 3 form the flat surface 12 of the reactor core piece 10 (10A) in FIG. 1 (FIG. 2).
- the pressure of pressure molding can be set to 390 MPa or more and 1500 MPa or less.
- the flat surface 12 of the reactor core piece 10 (10A) also has a shallow groove such as a rectangular groove or a V-shaped groove (a groove-shaped shallow groove). Bottom groove is not possible). That is, the five or all six surfaces of the reactor core piece 10 (10A) can be used as the groove forming surface 11. Also, when producing a cylindrical reactor core piece, if the peripheral surface is a groove forming surface, a protrusion extending in the direction along the moving direction of the upper punch and the lower punch is formed on the inner peripheral surface of the cylindrical cavity. Form a strip.
- a resin mold portion 20 made of resin is formed on the outer periphery of the above-described reactor core piece 10 (10A) (in FIG. 4, illustration of the shallow groove is omitted). .
- the resin mold part 20 protects the reactor core piece 10 (10A) from the external environment and prevents the reactor core piece 10 (10A) from being rusted or chipped.
- the resin mold part 20 has a role which ensures the electrical insulation between the core piece 10 (10A) for reactors, and a coil so that it may mention later.
- the resin mold portion 20 only needs to cover at least one of the groove forming surfaces 11 (FIGS. 1 and 2), but preferably covers all of the groove forming surface 11, and the reactor core piece including the flat surface 12. More preferably, the entire surface of 10 (10A) is covered. However, a configuration may be adopted in which a part of the outer periphery of the reactor core piece 10 (10A) is not covered with the resin mold portion 20 depending on where the reactor core piece 10 (10A) is arranged in the magnetic core.
- a plurality of reactor core pieces 10 (10 ⁇ / b> A) may be integrated together by the resin mold portion 20.
- a first core component 310 (see FIG. 7) of the second embodiment to be described later is an example of a configuration in which a plurality of divided core pieces 31m (reactor core pieces) are covered with a resin mold portion 310m.
- Examples of the resin constituting the resin mold part 20 include polyphenylene sulfide (PPS) resin, polytetrafluoroethylene (PTFE) resin, liquid crystal polymer (LCP), polyamide (PA) resin such as nylon 6, nylon 66, and polybutylene terephthalate.
- Thermoplastic resins such as (PBT) resin and acrylonitrile / butadiene / styrene (ABS) resin can be used.
- thermosetting resins such as unsaturated polyester resins, epoxy resins, urethane resins, and silicone resins can be used.
- a ceramic filler such as alumina or silica may be contained in these resins to improve the heat dissipation of the resin mold portion 20.
- the resin mold part 20 shown in FIG. 4 can be produced using, for example, the mold 6 for molding shown in FIG. In FIG. 5, the illustration of the shallow groove 11 g (FIGS. 1 and 2) formed on the surface of the reactor core piece 10 (10 ⁇ / b> A) is omitted.
- the molding die 6 includes holding members 60 and 60 that hold the reactor core piece 10 (10A) away from the inner peripheral surface thereof, and an injection port 61 that injects resin into the molding die 6. And comprising. By filling the resin from the injection port 61, the resin spreads along the outer periphery of the reactor core piece 10 (10A) as shown by the thick arrow in the figure to form the resin mold portion 20 shown in FIG. Can do.
- the resin mold portion 20 in FIG. 4 has a portion that is likely to be a starting point of cracking.
- the resin filled from the injection port 61 in FIG. 5 spreads around the outer periphery of the reactor core piece 10 (10A), and the resin formed at the last gathering portion (the portion to which the arrow at the lower left of the page of FIG. 5 faces).
- the weld 20w which is a joint is also likely to be a starting point of cracking.
- the removal mark formed when the burr 20b formed corresponding to the inlet 61 of FIG. 5 is removed is also likely to be a starting point of cracking.
- the bonding property with the resin mold part 20 formed on the surface thereof can be improved as compared with the related art. This is because the contact area between the reactor core piece 10 (10A) and the resin mold portion 20 is increased by the shallow bottom groove 11g as compared with the conventional case.
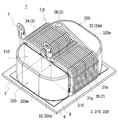
- a reactor 1 shown in FIG. 6 has a configuration in which an assembly 1 ⁇ having a coil 2 and a magnetic core 3 is fixed on a mounting plate 9 with a bonding layer 8.
- the reactor core piece 10 (10A) of the first embodiment is applied to a first core component 310 that constitutes a magnetic core 3 described later.
- the coil 2 in the present embodiment includes a pair of winding portions 2A and 2B and a connecting portion 2R that connects both the winding portions 2A and 2B.
- Each winding part 2A, 2B is formed in a hollow cylindrical shape with the same number of turns and the same winding direction, and is arranged in parallel so that the respective axial directions are parallel.
- the connecting portion 2R is a portion bent in a U shape that connects the two winding portions 2A and 2B.
- the coil 2 may be formed by spirally winding a single winding without a joint.
- the windings 2A and 2B may be formed by separate windings, and the windings 2A and 2B You may form by joining the edge parts of a coil
- Each winding part 2A, 2B of this embodiment is formed in a rectangular tube shape.
- the rectangular tube-shaped winding parts 2A and 2B are winding parts whose end face shape is a square shape (including a square shape) with rounded corners.
- the winding portions 2A and 2B may be formed in a cylindrical shape.
- the cylindrical winding portion is a winding portion whose end face shape is a closed curved surface shape (an elliptical shape, a perfect circle shape, a race track shape, etc.).
- the coil 2 including the winding portions 2A and 2B is a coated wire having an insulating coating made of an insulating material on the outer periphery of a conductor such as a flat wire or a round wire made of a conductive material such as copper, aluminum, magnesium, or an alloy thereof. Can be configured.
- the windings 2A and 2B are formed by edgewise winding a rectangular wire made of copper and a conductor made of enamel (typically polyamideimide). Yes.
- Both end portions 2a and 2b of the coil 2 are extended from the winding portions 2A and 2B and connected to the terminal members 7 and 7, respectively.
- An external device such as a power source for supplying power to the coil 2 is connected via the terminal members 7 and 7.
- the magnetic core 3 in this example includes a pair of first core components 310 formed in a columnar shape, and a pair of second core components 320 and 320 that connect the end faces 310e and 310e of the first core components 310 and 310. .
- the first core components 310 and 310 and the second core components 320 and 320 are connected in a ring shape, so that the magnetic core 3 is formed.
- the 1st core component 310 is a member provided with the inner core part 31 arrange
- the inner core portion 31 is configured by alternately laminating a plurality of divided core pieces 31m and a plurality of gap members 31g (see also the exploded perspective view of the inner core portion 31 in FIG. 8).
- the split core piece 31m is a powder compact formed by pressure-molding a raw material powder containing soft magnetic powder, and in this example, the reactor core piece 10 described in the first embodiment is used (FIG. 2). Core piece 10A can also be used).
- the resin similar to the resin mold part 20 demonstrated in Embodiment 1 is utilized for the resin mold part 310m.
- the gap material 31g is a member for adjusting the magnetic characteristics of the inner core portion 31, and can be made of alumina, for example.
- the bonding strength between the divided core piece 31m and the resin mold part 310m is determined depending on in which direction the groove forming surface 11 is arranged. Can be improved. This will be described with reference to an exploded perspective view of the inner core portion 31 shown in FIG. In FIG. 8, the extending direction of the shallow groove on the groove forming surface 11 of the reactor core piece 10 is indicated by a thick arrow, and the illustration of the shallow groove itself is omitted.
- a resin mold part 310 m (FIG. 7) is formed on the outer periphery of the inner core part 31. ) Enters the shallow groove of the split core piece 31m.
- the resin that has entered the shallow groove firmly bonds the split core piece 31m and the gap material 31g.
- the bonding strength between the outer peripheral surface of the inner core portion 31 and the resin mold portion 310m can be improved.
- the extending direction of the shallow groove on the groove forming surface 11 is oriented in a direction orthogonal to the axial direction of the inner core portion 31 so that the inner core portion 31 is axially oriented.
- the axial expansion and contraction of the inner core portion 31 can be effectively suppressed. If the expansion / contraction of the inner core part 31 can be suppressed, vibration / noise of the inner core part 31 accompanying the expansion / contraction can be suppressed, and the resin mold part 310m can be prevented from peeling from the inner core part 31.
- a split core piece 31 m having four groove forming surfaces 11 and two flat surfaces 12 is used, and the flat surfaces 12 are arranged so as to face the front side and the back side of the paper. Yes.
- the groove forming surface 11 can be directed to the front side and the back side of the paper, and the inner core portion 31 and the resin mold portion 310m Can be made stronger.
- the second core component 320 shown in FIG. 7 is a member in which the outer periphery of the outer core portion 32 disposed outside the winding portions 2A and 2B is covered with a resin mold portion 320m.
- the outer core portion 32 is composed of a substantially semi-columnar divided core piece 32m.
- the split core piece 32m of the second core component 320 can also be configured by the reactor core piece 10 (10A) including the groove forming surface 11 described in the first embodiment. In that case, the groove forming surface 11 is preferably provided on a surface other than the surface facing the first core component 310.
- the first core component 310 and the second core component 320 in this example are a thin portion 311 formed at the axial end of the first core component 310, a frame portion 321 formed at the second core component 320, Are connected by mechanical fitting.
- the thin part 311 is a part formed by the resin mold part 310m being thinner than the other part, and the frame part 321 is a part formed by the resin mold part 320m protruding.
- the outer core portion 32 is exposed inside the frame portion 321 without being covered by the resin mold portion 320m.
- the end surface 310e of the first core component 310 and the end surface 32e of the outer core portion 32 (divided core piece 32m) of the second core component 320 are used. And contact.
- An adhesive may be used between the end surface 310e and the end surface 32e.
- the end surface 310 e is configured by a resin mold portion 310 m that covers the end surface 31 e of the inner core portion 31. Therefore, in this example, the resin mold part 310m functions as a gap material between the end face 31e of the inner core part 31 and the end face 31e of the outer core part 32.
- the reactor 1 according to the second embodiment includes a mounting plate 9 and a bonding layer 8.
- the mounting plate 9 is a member that functions as a base when the reactor 1 ⁇ is fixed to an installation target such as a cooling base. For this reason, the mounting plate 9 is required to have excellent mechanical strength. Further, the mounting plate 9 is required to play a role of releasing heat generated in the combined body 1 ⁇ to the installation target when the reactor 1 is used. Therefore, the mounting plate 9 is required to have excellent heat dissipation in addition to mechanical strength. In order to meet such a demand, the mounting plate 9 is made of metal. For example, aluminum or an alloy thereof, magnesium or an alloy thereof can be used as a constituent material of the mounting plate 9. These metals (alloys) have the advantage of being excellent in mechanical strength and thermal conductivity, lightweight and non-magnetic.
- a bonding layer 8 for bonding the both 1 ⁇ and 9 is formed between the mounting plate 9 and the combined body 1 ⁇ .
- the bonding layer 8 also has a function of conducting heat generated in the combined body 1 ⁇ when the reactor 1 is used to the mounting plate 9.
- the constituent material of the bonding layer 8 is assumed to have insulating properties.
- thermosetting resins such as epoxy resins, silicone resins, and unsaturated polyesters
- thermoplastic resins such as PPS resins and LCPs
- the thermal conductivity of the bonding layer 8 is preferably, for example, 0.1 W / m ⁇ K or more, more preferably 1 W / m ⁇ K or more, and particularly preferably 2 W / m ⁇ K or more.
- the bonding layer 8 may be formed by applying an insulating resin (ceramic filler-containing resin may be used) on the mounting plate 9, or affixing a sheet material of the insulating resin on the mounting plate 9. May be formed. It is preferable to use a sheet-like material as the bonding layer 8 because the bonding layer 8 can be easily formed on the mounting plate 9.
- an insulating resin ceramic filler-containing resin may be used
- the reactor according to the second embodiment is used in applications where the energization conditions are, for example, maximum current (direct current): about 100 A to 1000 A, average voltage: about 100 V to 1000 V, and operating frequency: about 5 kHz to 100 kHz, typically an electric vehicle. It can be suitably used as a component part of a vehicle-mounted power conversion device such as a hybrid vehicle. In this application, it is expected that an inductance satisfying 10 ⁇ H or more and 2 mH or less of the inductance when the DC current is 0 A and 10% or more of the inductance when the maximum current is applied is 10% or more can be suitably used.
- the reactor core piece of the present invention can be used for a reactor provided in a power conversion device such as a bidirectional DC-DC converter mounted on an electric vehicle such as a hybrid vehicle, an electric vehicle, or a fuel cell vehicle.
- a power conversion device such as a bidirectional DC-DC converter mounted on an electric vehicle such as a hybrid vehicle, an electric vehicle, or a fuel cell vehicle.
Abstract
Provided is a reactor core piece having excellent bondability with a resin mold portion. The reactor core piece comprises a compacted powder formed body obtained by pressing and forming raw material powder containing soft magnetic powder, the reactor core piece forming a part of a magnetic core disposed inside and outside a reactor coil, wherein the reactor core piece is provided with a plurality of shallow-bottomed grooves extending parallel to one another on at least one surface of the compacted powder formed body. The reactor core piece is configured such that, when a resin mold portion is formed on a surface thereof, the resin mold portion can be made to penetrate into the shallow-bottomed grooves. As a result, the contact area between the reactor core piece and the resin mold portion is increased compared with conventional art, providing the reactor core piece with excellent bondability with the resin mold portion.
Description
本発明は、ハイブリッド自動車などの電動車両に搭載される車載用DC-DCコンバータや電力変換装置の構成部品などに利用されるリアクトルに利用されるリアクトル用コア片とその製造方法、並びにリアクトル用コア片を用いたリアクトルに関する。
The present invention relates to a reactor core piece used for a reactor used in a vehicle-mounted DC-DC converter or a power converter component mounted on an electric vehicle such as a hybrid vehicle, a manufacturing method thereof, and a reactor core. It relates to a reactor using a piece.
リアクトルやモータといった磁性部品が種々の分野で利用されている。そのような磁性部品として、例えば特許文献1には、ハイブリッド自動車のコンバータに利用されるリアクトルが開示されている。
Magnetic components such as reactors and motors are used in various fields. As such a magnetic component, for example, Patent Document 1 discloses a reactor used in a converter of a hybrid vehicle.
特許文献1は、ハイブリッド自動車などの車両に載置されるコンバータに利用されるリアクトルとして、巻線を螺旋状に巻回してなるコイルと、複数のリアクトル用コア片を組み合わせて環状に形成される磁性コアとを備えるものを開示している。また、特許文献1は、各リアクトル用コア片を絶縁被覆層(樹脂モールド部)で覆ったり、複数のリアクトル用コア片を一体に樹脂モールド部で覆ったりすることなどを開示している。
In Patent Document 1, as a reactor used in a converter mounted on a vehicle such as a hybrid vehicle, a coil formed by spirally winding a coil and a plurality of reactor core pieces are formed in an annular shape. What is provided with a magnetic core is disclosed. Patent Document 1 discloses that each reactor core piece is covered with an insulating coating layer (resin mold part), or a plurality of reactor core pieces are integrally covered with a resin mold part.
樹脂モールド部との接合性に優れるリアクトル用コア片が望まれている。
Reactor core pieces with excellent bonding properties with resin mold parts are desired.
リアクトルなどの磁気部品に備わるコイルは、通電時にはジュール熱によって発熱し、非通電時には発熱しない。特に、車載用コンバータに利用されるリアクトルなどのように、通電電流値が大きい場合には、コイルの発熱が大きい。従って、コイル近傍に配置されるコア片やコア片を覆う樹脂モールド部は、コイルに起因するヒートサイクルを受けて熱伸縮する。鉄などの金属を主体とするリアクトル用コア片と樹脂とではその熱膨張係数が異なるため、熱伸縮に起因して樹脂モールド部がリアクトル用コア片から剥離する恐れがある。樹脂モールド部が剥離すると、例えば、リアクトル用コア片間に設けられるギャップ長が変動し、リアクトルの磁気特性が損なわれる。また、樹脂モールド部が剥離して複数のリアクトル用コア片の一体化が不十分になると、剥離前後の共振周波数が変化して、剥離前と比較して振動や騒音が大きくなる恐れがある。
コ イ ル Coils in magnetic components such as reactors generate heat due to Joule heat when energized and do not generate heat when de-energized. In particular, when the energizing current value is large, such as a reactor used in an in-vehicle converter, the heat generation of the coil is large. Accordingly, the core piece disposed in the vicinity of the coil and the resin mold part covering the core piece undergo thermal expansion and contraction due to the heat cycle caused by the coil. The reactor core piece mainly made of metal such as iron and resin have different thermal expansion coefficients, so that the resin mold part may be peeled off from the reactor core piece due to thermal expansion and contraction. When the resin mold part peels, for example, the gap length provided between the core pieces for the reactor fluctuates, and the magnetic characteristics of the reactor are impaired. Moreover, when the resin mold part peels off and the integration of the plurality of reactor core pieces becomes insufficient, the resonance frequency before and after peeling changes, and there is a risk that vibration and noise will increase compared to before peeling.
本発明は上記事情に鑑みてなされたものであり、その目的の一つは、樹脂モールド部との接合性に優れるリアクトル用コア片を提供することにある。また、本発明の他の目的は、樹脂モールド部との接合性に優れるリアクトル用コア片の製造方法を提供することにある。さらに、本発明の別の目的は、樹脂モールド部との接合性に優れるリアクトル用コア片を用いたリアクトルを提供することにある。
The present invention has been made in view of the above circumstances, and one of its purposes is to provide a core piece for a reactor excellent in bondability with a resin mold portion. Moreover, the other object of this invention is to provide the manufacturing method of the core piece for reactors which is excellent in bondability with a resin mold part. Furthermore, the other object of this invention is to provide the reactor using the core piece for reactors which is excellent in bondability with a resin mold part.
本発明の一態様に係るリアクトル用コア片は、軟磁性粉末を含む原料粉末を加圧成形してなる圧粉成形体で構成され、リアクトルに備わるコイルの内外に配置される磁性コアの一部となるリアクトル用コア片であって、前記圧粉成形体の少なくとも一つの面に、互いに平行に伸びる複数の浅底溝を備える。
A core piece for a reactor according to an aspect of the present invention is composed of a powder compact formed by pressure-molding raw material powder containing soft magnetic powder, and a part of a magnetic core disposed inside and outside a coil provided in the reactor. The core piece for a reactor is provided with a plurality of shallow grooves extending in parallel to each other on at least one surface of the green compact.
本発明の一態様に係るリアクトル用コア片の製造方法は、上下に開口部を有する筒状のダイと、前記ダイの下方開口部に嵌め込まれる下パンチと、前記ダイの上方開口部に嵌め込まれる上パンチと、を備える金型を用いて、軟磁性粉末を含む原料粉末を加圧成形するリアクトル用コア片の製造方法である。このリアクトル用コア片の製造方法では、前記金型として、前記ダイの内周面のうちの少なくとも一部の面に、前記ダイに嵌め込まれる前記上パンチの移動方向に沿った方向に伸びる複数の突条が形成された金型を用意する。そして、その金型で前記原料粉末を加圧成形することで、少なくとも一面に、前記複数の突条の形状に対応して形成され、互いに平行に伸びる複数の浅底溝を備える圧粉成形体を作製する。
A method for manufacturing a core piece for a reactor according to an aspect of the present invention includes a cylindrical die having openings on the upper and lower sides, a lower punch fitted into a lower opening of the die, and an upper opening of the die. A core piece for a reactor, in which a raw material powder containing soft magnetic powder is pressure-molded using a mold having an upper punch. In this method of manufacturing a core piece for a reactor, as the mold, at least a part of the inner peripheral surface of the die is extended in a direction along the moving direction of the upper punch fitted into the die. Prepare a mold with ridges. And by compacting the said raw material powder with the metal mold | die, it is formed corresponding to the shape of the said several protrusion on at least one surface, and a compacting body provided with the some shallow groove | channel extended in parallel mutually. Is made.
本発明の別の一態様に係るリアクトル用コア片の製造方法は、上下に開口部を有する筒状のダイと、前記ダイの下方開口部に嵌め込まれる下パンチと、前記ダイの上方開口部に嵌め込まれる上パンチと、を備える金型を用いて、軟磁性粉末を含む原料粉末を加圧成形するリアクトル用コア片の製造方法である。このリアクトル用コア片の製造方法では、前記金型として、前記上パンチの押圧面および前記下パンチの押圧面の少なくとも一方に、互いに平行に伸びる複数の突条が形成された金型を用意する。そして、その金型で前記原料粉末を加圧成形することで、少なくとも一面に、前記複数の突条の形状に対応して形成され、互いに平行に伸びる複数の浅底溝を備える圧粉成形体を作製する。
A method for manufacturing a core piece for a reactor according to another aspect of the present invention includes: a cylindrical die having openings at the top and bottom; a lower punch that is fitted into a lower opening of the die; and an upper opening of the die It is a manufacturing method of the core piece for reactors which press-molds the raw material powder containing a soft-magnetic powder using the metal mold | die provided with the upper punch fitted. In this method of manufacturing a core piece for a reactor, a mold in which a plurality of protrusions extending in parallel with each other is formed on at least one of the pressing surface of the upper punch and the pressing surface of the lower punch is prepared as the mold. . And by compacting the said raw material powder with the metal mold | die, it is formed corresponding to the shape of the said several protrusion on at least one surface, and a compacting body provided with the some shallow groove | channel extended in parallel mutually. Is made.
本発明の一態様に係るリアクトルは、コイルと磁性コアとを有する組合体を備えるリアクトルであって、前記磁性コアは、本発明の一態様に係るリアクトル用コア片を含む複数の分割コア片を組み合わせて構成されており、前記リアクトル用コア片の外周に形成される樹脂モールド部を備える。
The reactor which concerns on 1 aspect of this invention is a reactor provided with the assembly which has a coil and a magnetic core, Comprising: The said magnetic core is the several split core piece containing the core piece for reactors which concerns on 1 aspect of this invention. It is comprised combining, and is provided with the resin mold part formed in the outer periphery of the said core piece for reactors.
上記リアクトル用コア片は、その表面に樹脂モールド部を形成したときに、樹脂モールド部との接合性に優れる。
The reactor core piece has excellent bondability with the resin mold part when the resin mold part is formed on the surface thereof.
上記リアクトル用コア片の製造方法は、樹脂モールド部との接合性に優れるリアクトル用コア片を作製することができる。
The above-described method for manufacturing a core piece for a reactor can produce a core piece for a reactor excellent in bondability with a resin mold part.
上記リアクトルは、樹脂モールド部との接合性に優れるリアクトル用コア片を用いたリアクトルである。
The above reactor is a reactor using a core piece for a reactor excellent in bondability with a resin mold part.
・本発明の実施形態の説明
最初に本発明の実施態様を列記して説明する。 -Description of embodiment of this invention First, the embodiment of this invention is listed and demonstrated.
最初に本発明の実施態様を列記して説明する。 -Description of embodiment of this invention First, the embodiment of this invention is listed and demonstrated.
<1>実施形態のリアクトル用コア片は、軟磁性粉末を含む原料粉末を加圧成形してなる圧粉成形体で構成され、リアクトルに備わるコイルの内外に配置される磁性コアの一部となるリアクトル用コア片であって、前記圧粉成形体の少なくとも一つの面に、互いに平行に伸びる複数の浅底溝を備える。
<1> The core piece for the reactor of the embodiment is composed of a compacted body formed by pressure-molding raw material powder containing soft magnetic powder, and a part of the magnetic core disposed inside and outside the coil provided in the reactor. A core piece for a reactor, comprising a plurality of shallow grooves extending in parallel to each other on at least one surface of the green compact.
上記リアクトル用コア片によれば、その表面に樹脂モールド部を形成したときに、樹脂モールド部が浅底溝に入り込むようにすることができる。その結果、リアクトル用コア片と樹脂モールド部との接触面積が従来よりも大きくなるため、上記リアクトル用コア片は樹脂モールド部との接合性に優れる。
According to the reactor core piece, when the resin mold portion is formed on the surface thereof, the resin mold portion can enter the shallow groove. As a result, the contact area between the core piece for the reactor and the resin mold portion becomes larger than before, and thus the core piece for the reactor is excellent in bondability with the resin mold portion.
また、上記リアクトル用コア片を用いたリアクトルにおいて、リアクトル用コア片の溝形成面(浅底溝が形成される面)の向きを調節することによって、樹脂モールド部の剥離をより効果的に抑制することができる。溝形成面の向きと剥離の抑制効果との関係は、図4を参照する実施形態1や図8を参照する実施形態2において改めて説明する。
Also, in the reactor using the reactor core piece, the resin mold part can be more effectively prevented from peeling by adjusting the direction of the groove forming surface (surface on which the shallow groove is formed) of the reactor core piece. can do. The relationship between the direction of the groove forming surface and the effect of suppressing peeling will be described again in the first embodiment referring to FIG. 4 and the second embodiment referring to FIG.
<2>実施形態のリアクトル用コア片として、前記浅底溝の深さは0.1mm以上1mm以下である形態を挙げることができる。
<2> As the reactor core piece of the embodiment, a form in which the depth of the shallow groove is 0.1 mm or more and 1 mm or less can be given.
浅底溝の深さを0.1mm以上1mm以下とすることで、リアクトルの磁気特性を決定するリアクトル用コア片の体積を大きく減少させることなく、リアクトル用コア片と樹脂モールド部との接合性を向上させることができる。
By making the depth of the shallow groove 0.1 mm or more and 1 mm or less, the bondability between the core piece for the reactor and the resin mold part without greatly reducing the volume of the core piece for the reactor that determines the magnetic characteristics of the reactor. Can be improved.
<3>実施形態のリアクトル用コア片として、前記浅底溝は、その開口側の溝幅よりも底側の溝幅が広い形態を挙げることができる。
<3> As the reactor core piece of the embodiment, the shallow groove may have a shape in which the groove width on the bottom side is wider than the groove width on the opening side.
開口側の溝幅よりも底側の溝幅が広い浅底溝であれば、リアクトル用コア片の表面に樹脂モールド部を形成したときに、リアクトル用コア片と樹脂モールド部との接合をより強固にすることができる。浅底溝の底に入り込んだ樹脂モールド部が、底側よりも狭い幅の開口部分に引っ掛かるからである。
If the groove width on the bottom side is wider than the groove width on the opening side, when the resin mold part is formed on the surface of the core part for the reactor, the core part for the reactor and the resin mold part are more bonded. Can be strong. This is because the resin mold portion that has entered the bottom of the shallow groove is caught in the opening portion having a narrower width than the bottom side.
<4>実施形態のリアクトル用コア片の製造方法は、上下に開口部を有する筒状のダイと、前記ダイの下方開口部に嵌め込まれる下パンチと、前記ダイの上方開口部に嵌め込まれる上パンチと、を備える金型を用いて、軟磁性粉末を含む原料粉末を加圧成形するリアクトル用コア片の製造方法である。このリアクトル用コア片の製造方法では、前記金型として、前記ダイの内周面のうちの少なくとも一部の面に、前記ダイに嵌め込まれる前記上パンチの移動方向に沿った方向に伸びる複数の突条が形成された金型を用意する。そして、その金型で前記原料粉末を加圧成形することで、少なくとも一面に、前記複数の突条の形状に対応して形成され、互いに平行に伸びる複数の浅底溝を備える圧粉成形体を作製する。
The manufacturing method of the core piece for reactors of <4> embodiment is the cylindrical die which has an opening part up and down, the lower punch fitted in the downward opening part of the said die, and the upper part fitted in the upper opening part of the said die | dye A core piece for a reactor, in which a raw material powder containing soft magnetic powder is pressure-molded using a mold including a punch. In this method of manufacturing a core piece for a reactor, as the mold, at least a part of the inner peripheral surface of the die is extended in a direction along the moving direction of the upper punch fitted into the die. Prepare a mold with ridges. And by compacting the said raw material powder with the metal mold | die, it is formed corresponding to the shape of the said several protrusion on at least one surface, and a compacting body provided with the some shallow groove | channel extended in parallel mutually. Is made.
上記リアクトル用コア片の製造方法によれば、加圧成形にてリアクトル用コア片(圧粉成形体)を作製すると同時に、リアクトル用コア片の少なくとも一面に、互いに平行に伸びる複数の浅底溝を形成することができる。つまり、上記リアクトル用コア片の製造方法によれば、後加工によって複数の浅底溝を形成するよりも、リアクトル用コア片の生産性を向上させることができる。
According to the method for manufacturing a core piece for a reactor, a plurality of shallow grooves extending in parallel to each other are formed on at least one surface of a core piece for a reactor at the same time that a core piece for a reactor (a green compact) is produced by pressure molding. Can be formed. That is, according to the method for manufacturing the reactor core piece, the productivity of the reactor core piece can be improved as compared with the case where a plurality of shallow grooves are formed by post-processing.
<5>実施形態の別のリアクトル用コア片の製造方法は、上下に開口部を有する筒状のダイと、前記ダイの下方開口部に嵌め込まれる下パンチと、前記ダイの上方開口部に嵌め込まれる上パンチと、を備える金型を用いて、軟磁性粉末を含む原料粉末を加圧成形するリアクトル用コア片の製造方法である。このリアクトル用コア片の製造方法では、前記金型として、前記上パンチの押圧面および前記下パンチの押圧面の少なくとも一方に、互いに平行に伸びる複数の突条が形成された金型を用意する。そして、その金型で前記原料粉末を加圧成形することで、少なくとも一面に、前記複数の突条の形状に対応して形成され、互いに平行に伸びる複数の浅底溝を備える圧粉成形体を作製する。
<5> Another reactor core piece manufacturing method according to the embodiment includes a cylindrical die having openings on the upper and lower sides, a lower punch fitted in the lower opening of the die, and an upper opening of the die. A core piece for a reactor, in which a raw material powder containing soft magnetic powder is pressure-molded using a mold having an upper punch. In this method of manufacturing a core piece for a reactor, a mold in which a plurality of protrusions extending in parallel with each other is formed on at least one of the pressing surface of the upper punch and the pressing surface of the lower punch is prepared as the mold. . And by compacting the said raw material powder with the metal mold | die, it is formed corresponding to the shape of the said several protrusion on at least one surface, and a compacting body provided with the some shallow groove | channel extended in parallel mutually. Is made.
上記リアクトル用コア片の製造方法によれば、加圧成形にてリアクトル用コア片(圧粉成形体)を作製すると同時に、リアクトル用コア片の少なくとも一面に、互いに平行に伸びる複数の浅底溝を形成することができる。つまり、上記リアクトル用コア片の製造方法によれば、後加工によって複数の浅底溝を形成するよりも、リアクトル用コア片の生産性を向上させることができる。
According to the method for manufacturing a core piece for a reactor, a plurality of shallow grooves extending in parallel to each other are formed on at least one surface of a core piece for a reactor at the same time that a core piece for a reactor (a green compact) is produced by pressure molding. Can be formed. That is, according to the method for manufacturing the reactor core piece, the productivity of the reactor core piece can be improved as compared with the case where a plurality of shallow grooves are formed by post-processing.
<6>実施形態のリアクトルは、コイルと磁性コアとを有する組合体を備えるリアクトルであって、前記磁性コアは、上記実施形態のリアクトル用コア片を含む複数の分割コア片を組み合わせて構成されており、前記リアクトル用コア片の外周には樹脂モールド部が形成されている。
The reactor of <6> embodiment is a reactor provided with the assembly which has a coil and a magnetic core, Comprising: The said magnetic core is comprised combining the some split core piece containing the core piece for reactors of the said embodiment. A resin mold portion is formed on the outer periphery of the reactor core piece.
上記リアクトルでは、リアクトル用コア片と樹脂モールド部とが強固に結合しているため、リアクトル用コア片から樹脂モールド部が剥離するなどの不具合が生じ難い。そのため、上記リアクトルでは、樹脂モールド部の剥離に伴う不具合が生じ難い。
In the above reactor, since the reactor core piece and the resin mold part are firmly bonded, it is difficult to cause problems such as separation of the resin mold part from the reactor core piece. Therefore, in the said reactor, the malfunction accompanying peeling of a resin mold part does not arise easily.
・本発明の実施形態の詳細
以下、本発明のリアクトルの実施形態を図面に基づいて説明する。図中の同一符号は同一名称物を示す。なお、本発明は実施形態に示される構成に限定されるわけではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内の全ての変更が含まれることを意図する。 -Details of embodiment of this invention Hereinafter, embodiment of the reactor of this invention is described based on drawing. The same reference numerals in the figure indicate the same names. In addition, this invention is not necessarily limited to the structure shown by embodiment, and is shown by the claim, and intends that all the changes within the meaning and range equivalent to a claim are included.
以下、本発明のリアクトルの実施形態を図面に基づいて説明する。図中の同一符号は同一名称物を示す。なお、本発明は実施形態に示される構成に限定されるわけではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内の全ての変更が含まれることを意図する。 -Details of embodiment of this invention Hereinafter, embodiment of the reactor of this invention is described based on drawing. The same reference numerals in the figure indicate the same names. In addition, this invention is not necessarily limited to the structure shown by embodiment, and is shown by the claim, and intends that all the changes within the meaning and range equivalent to a claim are included.
<実施形態1>
≪リアクトル用コア片≫
図1は、実施形態に係るリアクトル用コア片10の概略斜視図である。リアクトル用コア片10は、リアクトルに備わるコイルの内外に配置される磁性コアの一部となる。図1に示すリアクトル用コア片10は、直方体状に形成された圧粉成形体であって、互いに平行に伸びる複数の浅底溝11gが形成された溝形成面11を備える。浅底溝11gは、リアクトル用コア片10と、その外周に形成する樹脂モールド部(後述する)と、の接合強度を向上させるためのものである。ここで、図1では、浅底溝11gを実際の寸法よりも強調して示している。 <Embodiment 1>
≪Reactor core piece≫
FIG. 1 is a schematic perspective view of areactor core piece 10 according to an embodiment. The reactor core piece 10 is a part of a magnetic core disposed inside and outside the coil provided in the reactor. A reactor core piece 10 shown in FIG. 1 is a compacted body formed in a rectangular parallelepiped shape, and includes a groove forming surface 11 on which a plurality of shallow grooves 11g extending in parallel with each other are formed. The shallow groove 11g is for improving the bonding strength between the core piece 10 for the reactor and a resin mold part (described later) formed on the outer periphery thereof. Here, in FIG. 1, the shallow groove 11g is shown more emphasized than actual dimensions.
≪リアクトル用コア片≫
図1は、実施形態に係るリアクトル用コア片10の概略斜視図である。リアクトル用コア片10は、リアクトルに備わるコイルの内外に配置される磁性コアの一部となる。図1に示すリアクトル用コア片10は、直方体状に形成された圧粉成形体であって、互いに平行に伸びる複数の浅底溝11gが形成された溝形成面11を備える。浅底溝11gは、リアクトル用コア片10と、その外周に形成する樹脂モールド部(後述する)と、の接合強度を向上させるためのものである。ここで、図1では、浅底溝11gを実際の寸法よりも強調して示している。 <
≪Reactor core piece≫
FIG. 1 is a schematic perspective view of a
[圧粉成形体]
既に述べたように、リアクトル用コア片10は、圧粉成形体である。圧粉成形体は、軟磁性粉末を含む原料粉末を加圧成形することで得られる。軟磁性粉末は、鉄などの鉄属金属やその合金(Fe-Si合金、Fe-Ni合金など)などで構成される磁性粒子の集合体である。磁性粒子の平均粒径(D50)は、例えば1μm以上1000μm以下、特に10μm以上500μm以下とすることが好ましい。磁性粒子の表面には、10nm以上1μm以下のリン酸塩などで構成される絶縁被覆が形成されていても良い。また、原料粉末には、軟磁性粉末の他に、ステアリン酸アミドなどの潤滑剤や、シリコーン樹脂などのバインダが含まれていても良い。潤滑剤やバインダは、後述する圧粉成形体の熱処理の際に消失するものであっても良い。 [Green compact]
As already mentioned, thecore piece 10 for reactors is a compacting body. The green compact is obtained by press molding raw material powder containing soft magnetic powder. Soft magnetic powder is an aggregate of magnetic particles composed of an iron group metal such as iron or an alloy thereof (Fe—Si alloy, Fe—Ni alloy, etc.). The average particle diameter (D50) of the magnetic particles is preferably 1 μm or more and 1000 μm or less, particularly preferably 10 μm or more and 500 μm or less. An insulating coating made of phosphate or the like of 10 nm or more and 1 μm or less may be formed on the surface of the magnetic particles. In addition to the soft magnetic powder, the raw material powder may contain a lubricant such as stearamide and a binder such as silicone resin. The lubricant and the binder may be lost during the heat treatment of the green compact to be described later.
既に述べたように、リアクトル用コア片10は、圧粉成形体である。圧粉成形体は、軟磁性粉末を含む原料粉末を加圧成形することで得られる。軟磁性粉末は、鉄などの鉄属金属やその合金(Fe-Si合金、Fe-Ni合金など)などで構成される磁性粒子の集合体である。磁性粒子の平均粒径(D50)は、例えば1μm以上1000μm以下、特に10μm以上500μm以下とすることが好ましい。磁性粒子の表面には、10nm以上1μm以下のリン酸塩などで構成される絶縁被覆が形成されていても良い。また、原料粉末には、軟磁性粉末の他に、ステアリン酸アミドなどの潤滑剤や、シリコーン樹脂などのバインダが含まれていても良い。潤滑剤やバインダは、後述する圧粉成形体の熱処理の際に消失するものであっても良い。 [Green compact]
As already mentioned, the
[全体形状]
リアクトル用コア片10の全体形状は、代表的には、図1に示す直方体状であるが、特に限定されない。直方体状の他に、リアクトル用コア片は、円柱状であっても良いし、後述する実施形態2に示す外側コア部のように概略半円柱状であっても良い。 [Overall shape]
The overall shape of thereactor core piece 10 is typically a rectangular parallelepiped shape shown in FIG. 1, but is not particularly limited. In addition to the rectangular parallelepiped shape, the reactor core piece may have a columnar shape, or may have a substantially semi-cylindrical shape like an outer core portion shown in a second embodiment described later.
リアクトル用コア片10の全体形状は、代表的には、図1に示す直方体状であるが、特に限定されない。直方体状の他に、リアクトル用コア片は、円柱状であっても良いし、後述する実施形態2に示す外側コア部のように概略半円柱状であっても良い。 [Overall shape]
The overall shape of the
[溝形成面]
溝形成面11は、リアクトル用コア片10の少なくとも一面に設けられている。図1に示す直方体状のリアクトル用コア片10は、四つの溝形成面11を備えている。溝形成面11の数は、一つでも二つでも三つでも良い。また、図示するリアクトル用コア片の平坦面12にも浅底溝11gを形成し、直方体のリアクトル用コア片10の五面、あるいは六面全てを溝形成面11としても良い。 [Groove forming surface]
Thegroove forming surface 11 is provided on at least one surface of the reactor core piece 10. A rectangular parallelepiped reactor core piece 10 shown in FIG. 1 includes four groove forming surfaces 11. The number of groove forming surfaces 11 may be one, two, or three. Also, the shallow groove 11g may be formed on the flat surface 12 of the reactor core piece shown in the figure, and the five or all six faces of the rectangular reactor core piece 10 may be used as the groove forming surface 11.
溝形成面11は、リアクトル用コア片10の少なくとも一面に設けられている。図1に示す直方体状のリアクトル用コア片10は、四つの溝形成面11を備えている。溝形成面11の数は、一つでも二つでも三つでも良い。また、図示するリアクトル用コア片の平坦面12にも浅底溝11gを形成し、直方体のリアクトル用コア片10の五面、あるいは六面全てを溝形成面11としても良い。 [Groove forming surface]
The
[[浅底溝]]
溝形成面11の浅底溝11gは、互いに平行に形成されている。例えば、図1に示す溝形成面11では、全ての浅底溝11gの延伸方向が、溝形成面11の一端側から他端側に向って揃っている。別の見方をすれば、浅底溝11gの延伸方向は、平坦面12と直交する方向となっている。ここで、図示しないが、円柱状のリアクトル用コア片の周面を溝形成面とする場合、周面に形成される全ての浅底溝の延伸方向は、円柱の軸方向に平行な方向に揃える。その理由は、リアクトル用コア片の製造方法に関係する。 [[Shallow groove]]
Theshallow grooves 11g of the groove forming surface 11 are formed in parallel to each other. For example, in the groove forming surface 11 shown in FIG. 1, the extending directions of all the shallow grooves 11 g are aligned from one end side to the other end side of the groove forming surface 11. From another viewpoint, the extending direction of the shallow groove 11 g is a direction orthogonal to the flat surface 12. Here, although not shown, when the peripheral surface of the cylindrical reactor core piece is a groove forming surface, the extending direction of all the shallow grooves formed on the peripheral surface is parallel to the axial direction of the cylinder. Align. The reason is related to the manufacturing method of the core piece for reactors.
溝形成面11の浅底溝11gは、互いに平行に形成されている。例えば、図1に示す溝形成面11では、全ての浅底溝11gの延伸方向が、溝形成面11の一端側から他端側に向って揃っている。別の見方をすれば、浅底溝11gの延伸方向は、平坦面12と直交する方向となっている。ここで、図示しないが、円柱状のリアクトル用コア片の周面を溝形成面とする場合、周面に形成される全ての浅底溝の延伸方向は、円柱の軸方向に平行な方向に揃える。その理由は、リアクトル用コア片の製造方法に関係する。 [[Shallow groove]]
The
浅底溝11gの断面形状は特に限定されない。しかし、浅底溝11gは、図1に示すように矩形溝とすることが好ましい。より好ましくは、図2に示すように、浅底溝11gを、その開口部の溝幅が底部の溝幅よりも狭い浅底溝11gとする。以下、このような開口部の溝幅が狭い浅底溝11gを、『あり溝状の浅底溝11g』と表現する場合がある。図2は、あり溝状の浅底溝11gを形成した溝形成面11を備えるリアクトル用コア片10Aを、平坦面12側から見た正面図である。あり溝状の浅底溝11gとしては、図2に示すような略台形状の溝断面を有するものの他に、逆T字状の溝断面を有するものなどを挙げることができる。
The cross-sectional shape of the shallow groove 11g is not particularly limited. However, the shallow groove 11g is preferably a rectangular groove as shown in FIG. More preferably, as shown in FIG. 2, the shallow groove 11g is a shallow groove 11g in which the groove width of the opening is narrower than the groove width of the bottom. Hereinafter, the shallow groove 11g having such a narrow groove width of the opening may be expressed as “the groove-shaped shallow groove 11g”. FIG. 2 is a front view of a reactor core piece 10A provided with a groove forming surface 11 in which a dovetail shallow groove 11g is formed as viewed from the flat surface 12 side. Examples of the dovetail shallow groove 11g include those having a substantially trapezoidal groove cross section as shown in FIG. 2 and those having an inverted T-shaped groove cross section.
図1に示す浅底溝11gの開口部の溝幅と底部の溝幅がほぼ同じとなる矩形溝は、開口部の溝幅よりも底部の溝幅が狭い溝(例えばV字溝)よりも、リアクトル用コア片10と樹脂モールド部との接合強度を向上させることができる。また、図2に示すあり溝状の浅底溝11gは、上記矩形溝よりもさらにリアクトル用コア片10Aと樹脂モールド部との接合強度を向上させることができる。
The rectangular groove in which the groove width of the opening portion of the shallow bottom groove 11g shown in FIG. 1 is substantially the same as the groove width of the bottom portion is smaller than the groove (for example, V-shaped groove) whose groove width at the bottom portion is narrower than the groove width of the opening portion. In addition, the bonding strength between the reactor core piece 10 and the resin mold portion can be improved. Further, the dovetail-shaped shallow bottom groove 11g shown in FIG. 2 can further improve the bonding strength between the reactor core piece 10A and the resin mold portion as compared with the rectangular groove.
浅底溝11gの深さは、0.1mm以上1mm以下とすることが好ましい。この範囲であれば、リアクトルの磁気特性を決定するリアクトル用コア片10(10A)の磁気特性を大きく損なうことなく、リアクトル用コア片10(10A)と樹脂モールド部との接合性を向上させることができる。
The depth of the shallow groove 11g is preferably 0.1 mm or more and 1 mm or less. If it is this range, the joining property of the core piece 10 for reactors (10A) and the resin mold part will be improved, without greatly impairing the magnetic characteristics of the core piece 10 for reactors (10A) which determines the magnetic characteristic of a reactor. Can do.
浅底溝11gの開口部の溝幅は適宜選択することができる。また、図2のあり溝状の浅底溝11gの場合も、開口部の溝幅と底部の溝幅との差は、適宜選択することができる。
The groove width of the opening of the shallow groove 11g can be appropriately selected. Also in the case of the grooved shallow groove 11g in FIG. 2, the difference between the groove width of the opening and the groove width of the bottom can be selected as appropriate.
隣接する二つの浅底溝11gの間隔は適宜選択することができる。浅底溝11gの各間隔は、均等とすることが好ましい。浅底溝11gの各間隔を均等とすることで、リアクトル用コア片10(10A)の表面に樹脂モールド部を形成したときに、溝形成面11における樹脂モールド部の接合性にムラができ難い。
The interval between two adjacent shallow grooves 11g can be selected as appropriate. The intervals between the shallow grooves 11g are preferably equal. By making the intervals of the shallow groove 11g uniform, when the resin mold portion is formed on the surface of the core piece 10 (10A) for the reactor, it is difficult to cause unevenness in the bondability of the resin mold portion on the groove forming surface 11. .
≪リアクトル用コア片の製造方法≫
上記リアクトル用コア片10(10A)は、金型を用意する工程と、金型で原料粉末を加圧成形する工程と、を実施することで作製することができる。図3の上図は金型を用意する工程を、下図は加圧成形する工程を示す。なお、図3に示す金型5はあくまで概略図であって、実際の金型とは若干異なる。 ≪Method for manufacturing reactor core pieces≫
The reactor core piece 10 (10A) can be manufactured by performing a step of preparing a mold and a step of pressure-molding the raw material powder with the mold. The upper diagram in FIG. 3 shows a process for preparing a mold, and the lower diagram shows a process for pressure molding. Note that themold 5 shown in FIG. 3 is only a schematic diagram and is slightly different from an actual mold.
上記リアクトル用コア片10(10A)は、金型を用意する工程と、金型で原料粉末を加圧成形する工程と、を実施することで作製することができる。図3の上図は金型を用意する工程を、下図は加圧成形する工程を示す。なお、図3に示す金型5はあくまで概略図であって、実際の金型とは若干異なる。 ≪Method for manufacturing reactor core pieces≫
The reactor core piece 10 (10A) can be manufactured by performing a step of preparing a mold and a step of pressure-molding the raw material powder with the mold. The upper diagram in FIG. 3 shows a process for preparing a mold, and the lower diagram shows a process for pressure molding. Note that the
[金型を用意する工程]
図3の上図に示すように、金型を用意する工程では、上下に開口部を有する筒状のダイ50と、ダイ50の下方開口部に嵌め込まれる下パンチ51と、ダイ50の上方開口部に嵌め込まれる上パンチ52と、を備える金型5を用意する。ダイ50の内部は、四つの内周面が互いに直交するように繋がっており、各内周面はいずれも、互いに平行に伸びる複数の突条50cが形成された突条形成面50Sとなっている。突条50cの延伸方向は、ダイ50に嵌め込まれる上パンチ52と下パンチ51の移動方向に沿った方向となっている。各突条50cの長さは、ダイ50の上下の開口部間に及ぶ長さである。一方、パンチ51,52の側面はダイ50の内周面に対応する凹凸形状を備え、パンチ51,52の押圧面は平坦になっている。 [Process for preparing molds]
As shown in the upper diagram of FIG. 3, in the step of preparing the mold, acylindrical die 50 having openings on the upper and lower sides, a lower punch 51 fitted into a lower opening of the die 50, and an upper opening of the die 50 A mold 5 having an upper punch 52 to be fitted into the part is prepared. The inside of the die 50 is connected so that four inner peripheral surfaces are orthogonal to each other, and each inner peripheral surface is a ridge forming surface 50S formed with a plurality of ridges 50c extending in parallel to each other. Yes. The extending direction of the protrusion 50 c is a direction along the moving direction of the upper punch 52 and the lower punch 51 fitted into the die 50. The length of each protrusion 50 c is a length extending between the upper and lower openings of the die 50. On the other hand, the side surfaces of the punches 51 and 52 have an uneven shape corresponding to the inner peripheral surface of the die 50, and the pressing surfaces of the punches 51 and 52 are flat.
図3の上図に示すように、金型を用意する工程では、上下に開口部を有する筒状のダイ50と、ダイ50の下方開口部に嵌め込まれる下パンチ51と、ダイ50の上方開口部に嵌め込まれる上パンチ52と、を備える金型5を用意する。ダイ50の内部は、四つの内周面が互いに直交するように繋がっており、各内周面はいずれも、互いに平行に伸びる複数の突条50cが形成された突条形成面50Sとなっている。突条50cの延伸方向は、ダイ50に嵌め込まれる上パンチ52と下パンチ51の移動方向に沿った方向となっている。各突条50cの長さは、ダイ50の上下の開口部間に及ぶ長さである。一方、パンチ51,52の側面はダイ50の内周面に対応する凹凸形状を備え、パンチ51,52の押圧面は平坦になっている。 [Process for preparing molds]
As shown in the upper diagram of FIG. 3, in the step of preparing the mold, a
[加圧成形する工程]
金型5を用意したら、図3の下図に示すように、金型5のキャビティ内に、軟磁性粉末を含む原料粉末10Pを充填し、下パンチ51と上パンチ52との間で原料粉末10Pを加圧成形する。原料粉末は、軟磁性粉末の他、潤滑剤やバインダを含んでいても良い。 [Press molding process]
When themold 5 is prepared, as shown in the lower diagram of FIG. 3, the raw material powder 10 </ b> P containing soft magnetic powder is filled in the cavity of the mold 5, and the raw material powder 10 </ b> P is interposed between the lower punch 51 and the upper punch 52. Is pressure molded. The raw material powder may contain a lubricant and a binder in addition to the soft magnetic powder.
金型5を用意したら、図3の下図に示すように、金型5のキャビティ内に、軟磁性粉末を含む原料粉末10Pを充填し、下パンチ51と上パンチ52との間で原料粉末10Pを加圧成形する。原料粉末は、軟磁性粉末の他、潤滑剤やバインダを含んでいても良い。 [Press molding process]
When the
加圧成形する工程を経ることで、図1(図2)に示すように、金型5の内周面に対応する四つの溝形成面11を有するリアクトル用コア片10(10A)となる圧粉成形体を作製することができる。この場合、図3のパンチ51,52の押圧面が、図1(図2)のリアクトル用コア片10(10A)の平坦面12を形成する。加圧成形の圧力は、390MPa以上1500MPa以下とすることができる。
As shown in FIG. 1 (FIG. 2), the pressure that becomes the reactor core piece 10 (10 </ b> A) having the four groove forming surfaces 11 corresponding to the inner peripheral surface of the mold 5 as shown in FIG. 1 (FIG. 2). A powder compact can be produced. In this case, the pressing surfaces of the punches 51 and 52 in FIG. 3 form the flat surface 12 of the reactor core piece 10 (10A) in FIG. 1 (FIG. 2). The pressure of pressure molding can be set to 390 MPa or more and 1500 MPa or less.
ここで、パンチ51,52の押圧面を突条形成面とすれば、リアクトル用コア片10(10A)の平坦面12にも矩形溝やV字溝などの浅底溝(あり溝状の浅底溝は不可)を形成することができる。即ち、リアクトル用コア片10(10A)に備わる五面、あるいは六面全てを溝形成面11とすることもできる。また、円柱状のリアクトル用コア片を作製するにあたり、その周面を溝形成面とする場合、円柱状のキャビティの内周面に、上パンチと下パンチの移動方向に沿った方向に伸びる突条を形成する。そうすることで、円柱状のリアクトル用コア片の周面に、円柱の軸方向に平行な方向に並ぶ複数の浅底溝を形成することができ、そのようなコア片を金型から容易に脱型することができる。
Here, if the pressing surface of the punches 51 and 52 is a ridge forming surface, the flat surface 12 of the reactor core piece 10 (10A) also has a shallow groove such as a rectangular groove or a V-shaped groove (a groove-shaped shallow groove). Bottom groove is not possible). That is, the five or all six surfaces of the reactor core piece 10 (10A) can be used as the groove forming surface 11. Also, when producing a cylindrical reactor core piece, if the peripheral surface is a groove forming surface, a protrusion extending in the direction along the moving direction of the upper punch and the lower punch is formed on the inner peripheral surface of the cylindrical cavity. Form a strip. By doing so, it is possible to form a plurality of shallow grooves arranged in a direction parallel to the axial direction of the cylinder on the circumferential surface of the cylindrical reactor core piece, and such a core piece can be easily removed from the mold. Can be demolded.
[その他の工程]
圧粉成形体に所定の熱処理を施したものをリアクトル用コア片10(10A)として利用することが好ましい。加圧成形の際に、原料粉末に含まれる磁性粒子に歪が導入されるからである。この歪は、リアクトル用コア片10(10A)のヒステリシス損失を増加させる恐れがあるが、熱処理によって除去することができる。熱処理の条件は、400℃以上700℃以下で、30分以上60分以下とすることができる。 [Other processes]
It is preferable to use what gave predetermined heat processing to the compacting body as the core piece 10 (10A) for reactors. This is because strain is introduced into the magnetic particles contained in the raw material powder during the pressure molding. Although this distortion may increase the hysteresis loss of reactor core piece 10 (10A), it can be removed by heat treatment. The conditions for the heat treatment are 400 ° C. or more and 700 ° C. or less, and 30 minutes or more and 60 minutes or less.
圧粉成形体に所定の熱処理を施したものをリアクトル用コア片10(10A)として利用することが好ましい。加圧成形の際に、原料粉末に含まれる磁性粒子に歪が導入されるからである。この歪は、リアクトル用コア片10(10A)のヒステリシス損失を増加させる恐れがあるが、熱処理によって除去することができる。熱処理の条件は、400℃以上700℃以下で、30分以上60分以下とすることができる。 [Other processes]
It is preferable to use what gave predetermined heat processing to the compacting body as the core piece 10 (10A) for reactors. This is because strain is introduced into the magnetic particles contained in the raw material powder during the pressure molding. Although this distortion may increase the hysteresis loss of reactor core piece 10 (10A), it can be removed by heat treatment. The conditions for the heat treatment are 400 ° C. or more and 700 ° C. or less, and 30 minutes or more and 60 minutes or less.
≪樹脂モールド部≫
上述したリアクトル用コア片10(10A)の外周には、図4に示すように、樹脂で構成される樹脂モールド部20を形成する(図4では、浅底溝の図示を省略している)。樹脂モールド部20は、リアクトル用コア片10(10A)を外部環境から保護し、リアクトル用コア片10(10A)が錆びたり、欠けたりすることを防止する。また、樹脂モールド部20は、リアクトル用コア片10(10A)と、後述するようにコイルと、の間の電気的な絶縁を確保する役割を持つ。 ≪Resin mold part≫
As shown in FIG. 4, aresin mold portion 20 made of resin is formed on the outer periphery of the above-described reactor core piece 10 (10A) (in FIG. 4, illustration of the shallow groove is omitted). . The resin mold part 20 protects the reactor core piece 10 (10A) from the external environment and prevents the reactor core piece 10 (10A) from being rusted or chipped. Moreover, the resin mold part 20 has a role which ensures the electrical insulation between the core piece 10 (10A) for reactors, and a coil so that it may mention later.
上述したリアクトル用コア片10(10A)の外周には、図4に示すように、樹脂で構成される樹脂モールド部20を形成する(図4では、浅底溝の図示を省略している)。樹脂モールド部20は、リアクトル用コア片10(10A)を外部環境から保護し、リアクトル用コア片10(10A)が錆びたり、欠けたりすることを防止する。また、樹脂モールド部20は、リアクトル用コア片10(10A)と、後述するようにコイルと、の間の電気的な絶縁を確保する役割を持つ。 ≪Resin mold part≫
As shown in FIG. 4, a
[形成状態]
樹脂モールド部20は少なくとも溝形成面11(図1,2)の一つを覆っていれば良いが、溝形成面11の全てを覆っていることが好ましく、平坦面12を含むリアクトル用コア片10(10A)の全面を覆っていることがより好ましい。但し、リアクトル用コア片10(10A)を磁性コアのどの位置に配置するかによって、敢えてリアクトル用コア片10(10A)の外周の一部を樹脂モールド部20で覆わない構成としても良い。 [Formation state]
Theresin mold portion 20 only needs to cover at least one of the groove forming surfaces 11 (FIGS. 1 and 2), but preferably covers all of the groove forming surface 11, and the reactor core piece including the flat surface 12. More preferably, the entire surface of 10 (10A) is covered. However, a configuration may be adopted in which a part of the outer periphery of the reactor core piece 10 (10A) is not covered with the resin mold portion 20 depending on where the reactor core piece 10 (10A) is arranged in the magnetic core.
樹脂モールド部20は少なくとも溝形成面11(図1,2)の一つを覆っていれば良いが、溝形成面11の全てを覆っていることが好ましく、平坦面12を含むリアクトル用コア片10(10A)の全面を覆っていることがより好ましい。但し、リアクトル用コア片10(10A)を磁性コアのどの位置に配置するかによって、敢えてリアクトル用コア片10(10A)の外周の一部を樹脂モールド部20で覆わない構成としても良い。 [Formation state]
The
図4とは異なり、樹脂モールド部20によって、複数のリアクトル用コア片10(10A)をまとめて一体化する構成とすることもできる。例えば、後述する実施形態2の第一コア部品310(図7参照)は、複数の分割コア片31m(リアクトル用コア片)を樹脂モールド部310mで覆った構成の一例である。
Unlike FIG. 4, a plurality of reactor core pieces 10 (10 </ b> A) may be integrated together by the resin mold portion 20. For example, a first core component 310 (see FIG. 7) of the second embodiment to be described later is an example of a configuration in which a plurality of divided core pieces 31m (reactor core pieces) are covered with a resin mold portion 310m.
[材質]
樹脂モールド部20を構成する樹脂としては、例えば、ポリフェニレンスルフィド(PPS)樹脂、ポリテトラフルオロエチレン(PTFE)樹脂、液晶ポリマー(LCP)、ナイロン6、ナイロン66といったポリアミド(PA)樹脂、ポリブチレンテレフタレート(PBT)樹脂、アクリロニトリル・ブタジエン・スチレン(ABS)樹脂などの熱可塑性樹脂を利用することができる。その他、不飽和ポリエステル樹脂、エポキシ樹脂、ウレタン樹脂、シリコーン樹脂などの熱硬化性樹脂を利用することも可能である。これらの樹脂にアルミナやシリカなどのセラミックスフィラーを含有させて、樹脂モールド部20の放熱性を向上させても良い。 [Material]
Examples of the resin constituting theresin mold part 20 include polyphenylene sulfide (PPS) resin, polytetrafluoroethylene (PTFE) resin, liquid crystal polymer (LCP), polyamide (PA) resin such as nylon 6, nylon 66, and polybutylene terephthalate. Thermoplastic resins such as (PBT) resin and acrylonitrile / butadiene / styrene (ABS) resin can be used. In addition, thermosetting resins such as unsaturated polyester resins, epoxy resins, urethane resins, and silicone resins can be used. A ceramic filler such as alumina or silica may be contained in these resins to improve the heat dissipation of the resin mold portion 20.
樹脂モールド部20を構成する樹脂としては、例えば、ポリフェニレンスルフィド(PPS)樹脂、ポリテトラフルオロエチレン(PTFE)樹脂、液晶ポリマー(LCP)、ナイロン6、ナイロン66といったポリアミド(PA)樹脂、ポリブチレンテレフタレート(PBT)樹脂、アクリロニトリル・ブタジエン・スチレン(ABS)樹脂などの熱可塑性樹脂を利用することができる。その他、不飽和ポリエステル樹脂、エポキシ樹脂、ウレタン樹脂、シリコーン樹脂などの熱硬化性樹脂を利用することも可能である。これらの樹脂にアルミナやシリカなどのセラミックスフィラーを含有させて、樹脂モールド部20の放熱性を向上させても良い。 [Material]
Examples of the resin constituting the
[樹脂モールド部の形成方法]
図4に示す樹脂モールド部20は、例えば、図5に示すモールド用金型6を用いて作製することができる。図5では、リアクトル用コア片10(10A)の表面に形成される浅底溝11g(図1,2)の図示を省略している。モールド用金型6は、その内周面からリアクトル用コア片10(10A)を離隔させた状態で保持する保持部材60,60と、モールド用金型6の内部に樹脂を注入する注入口61と、を備える。注入口61から樹脂を充填することで、図中の太線矢印に示すように、リアクトル用コア片10(10A)の外周に沿って樹脂が行き渡り、図4に示す樹脂モールド部20を形成することができる。 [Method of forming resin mold part]
Theresin mold part 20 shown in FIG. 4 can be produced using, for example, the mold 6 for molding shown in FIG. In FIG. 5, the illustration of the shallow groove 11 g (FIGS. 1 and 2) formed on the surface of the reactor core piece 10 (10 </ b> A) is omitted. The molding die 6 includes holding members 60 and 60 that hold the reactor core piece 10 (10A) away from the inner peripheral surface thereof, and an injection port 61 that injects resin into the molding die 6. And comprising. By filling the resin from the injection port 61, the resin spreads along the outer periphery of the reactor core piece 10 (10A) as shown by the thick arrow in the figure to form the resin mold portion 20 shown in FIG. Can do.
図4に示す樹脂モールド部20は、例えば、図5に示すモールド用金型6を用いて作製することができる。図5では、リアクトル用コア片10(10A)の表面に形成される浅底溝11g(図1,2)の図示を省略している。モールド用金型6は、その内周面からリアクトル用コア片10(10A)を離隔させた状態で保持する保持部材60,60と、モールド用金型6の内部に樹脂を注入する注入口61と、を備える。注入口61から樹脂を充填することで、図中の太線矢印に示すように、リアクトル用コア片10(10A)の外周に沿って樹脂が行き渡り、図4に示す樹脂モールド部20を形成することができる。 [Method of forming resin mold part]
The
ここで、図4の樹脂モールド部20には、割れの起点となり易い箇所が存在する。例えば、図5の保持部材60に対応して形成される孔部20hには樹脂がないため、割れの起点となり易い。また、図5の注入口61から充填した樹脂がリアクトル用コア片10(10A)の外周に拡がり、最後に集合する部分(図5の紙面左下の矢印が対向する部分)に形成される樹脂の繋ぎ目であるウェルド20wも、割れの起点となり易い。さらに、図5の注入口61に対応して形成されるバリ20bを除去した際に形成される除去痕も、割れの起点となり易い。これら割れの起点となり易い部分に、図1,2の溝形成面11を向けることで、樹脂モールド部20に割れが生じ難くすることができ、リアクトル用コア片10(10A)からの樹脂モールド部20の剥離を効果的に抑制することができる。
Here, the resin mold portion 20 in FIG. 4 has a portion that is likely to be a starting point of cracking. For example, since there is no resin in the hole 20h formed corresponding to the holding member 60 in FIG. Further, the resin filled from the injection port 61 in FIG. 5 spreads around the outer periphery of the reactor core piece 10 (10A), and the resin formed at the last gathering portion (the portion to which the arrow at the lower left of the page of FIG. 5 faces). The weld 20w which is a joint is also likely to be a starting point of cracking. Furthermore, the removal mark formed when the burr 20b formed corresponding to the inlet 61 of FIG. 5 is removed is also likely to be a starting point of cracking. By directing the groove forming surface 11 of FIGS. 1 and 2 to a portion that is likely to be a starting point of the crack, the resin mold portion 20 can be hardly cracked, and the resin mold portion from the reactor core piece 10 (10A). 20 peeling can be effectively suppressed.
上記割れの起点となり易い部分に、リアクトル用コア片10(10A)の溝形成面11(図1,2)を向けることの他、リアクトル用コア片10(10A)をリアクトルに適用する際、溝形成面11の向きに好ましい向きが存在する。その点に関しては、次の実施形態2で説明する。
When the reactor core piece 10 (10A) is applied to the reactor in addition to directing the groove forming surface 11 (FIGS. 1 and 2) of the reactor core piece 10 (10A) to the portion that is likely to start the crack, the groove There is a preferred direction for the formation surface 11. This point will be described in the second embodiment.
≪リアクトル用コア片の効果≫
複数の浅底溝11gを備えるリアクトル用コア片10(10A)によれば、その表面に形成する樹脂モールド部20との接合性を従来よりも向上させることができる。浅底溝11gによって、リアクトル用コア片10(10A)と樹脂モールド部20との接触面積が従来よりも増加するからである。 ≪Effect of reactor core piece≫
According to the reactor core piece 10 (10A) provided with the plurality ofshallow grooves 11g, the bonding property with the resin mold part 20 formed on the surface thereof can be improved as compared with the related art. This is because the contact area between the reactor core piece 10 (10A) and the resin mold portion 20 is increased by the shallow bottom groove 11g as compared with the conventional case.
複数の浅底溝11gを備えるリアクトル用コア片10(10A)によれば、その表面に形成する樹脂モールド部20との接合性を従来よりも向上させることができる。浅底溝11gによって、リアクトル用コア片10(10A)と樹脂モールド部20との接触面積が従来よりも増加するからである。 ≪Effect of reactor core piece≫
According to the reactor core piece 10 (10A) provided with the plurality of
<実施形態2>
実施形態2では、実施形態1で説明したリアクトル用コア片10(10A)を用いたリアクトル1の一例を図6~図8を参照して説明する。 <Embodiment 2>
In the second embodiment, an example of thereactor 1 using the reactor core piece 10 (10A) described in the first embodiment will be described with reference to FIGS.
実施形態2では、実施形態1で説明したリアクトル用コア片10(10A)を用いたリアクトル1の一例を図6~図8を参照して説明する。 <
In the second embodiment, an example of the
≪全体構成≫
図6に示すリアクトル1は、コイル2と磁性コア3とを有する組合体1αを、載置板9上に接合層8で固定した構成を備える。本例のリアクトル1では、後述する磁性コア3を構成する第一コア部品310に、実施形態1のリアクトル用コア片10(10A)を適用する。 ≪Overall structure≫
Areactor 1 shown in FIG. 6 has a configuration in which an assembly 1α having a coil 2 and a magnetic core 3 is fixed on a mounting plate 9 with a bonding layer 8. In the reactor 1 of this example, the reactor core piece 10 (10A) of the first embodiment is applied to a first core component 310 that constitutes a magnetic core 3 described later.
図6に示すリアクトル1は、コイル2と磁性コア3とを有する組合体1αを、載置板9上に接合層8で固定した構成を備える。本例のリアクトル1では、後述する磁性コア3を構成する第一コア部品310に、実施形態1のリアクトル用コア片10(10A)を適用する。 ≪Overall structure≫
A
≪組合体≫
コイル2と磁性コア3とを機械的に組み合わせた組合体1αの説明では主として図7の分解斜視図を参照する。 ≪Union body≫
In the description of the combination 1α in which thecoil 2 and the magnetic core 3 are mechanically combined, the exploded perspective view of FIG. 7 is mainly referred to.
コイル2と磁性コア3とを機械的に組み合わせた組合体1αの説明では主として図7の分解斜視図を参照する。 ≪Union body≫
In the description of the combination 1α in which the
[コイル]
本実施形態におけるコイル2は、一対の巻回部2A,2Bと、両巻回部2A,2Bを連結する連結部2Rと、を備える。各巻回部2A,2Bは、互いに同一の巻数、同一の巻回方向で中空筒状に形成され、各軸方向が平行になるように並列されている。また、連結部2Rは、両巻回部2A,2Bを繋ぐU字状に屈曲された部分である。このコイル2は、接合部の無い一本の巻線を螺旋状に巻回して形成しても良いし、各巻回部2A,2Bを別々の巻線により作製し、各巻回部2A,2Bの巻線の端部同士を溶接や圧着などにより接合することで形成しても良い。 [coil]
Thecoil 2 in the present embodiment includes a pair of winding portions 2A and 2B and a connecting portion 2R that connects both the winding portions 2A and 2B. Each winding part 2A, 2B is formed in a hollow cylindrical shape with the same number of turns and the same winding direction, and is arranged in parallel so that the respective axial directions are parallel. Further, the connecting portion 2R is a portion bent in a U shape that connects the two winding portions 2A and 2B. The coil 2 may be formed by spirally winding a single winding without a joint. Alternatively, the windings 2A and 2B may be formed by separate windings, and the windings 2A and 2B You may form by joining the edge parts of a coil | winding by welding or crimping | compression-bonding.
本実施形態におけるコイル2は、一対の巻回部2A,2Bと、両巻回部2A,2Bを連結する連結部2Rと、を備える。各巻回部2A,2Bは、互いに同一の巻数、同一の巻回方向で中空筒状に形成され、各軸方向が平行になるように並列されている。また、連結部2Rは、両巻回部2A,2Bを繋ぐU字状に屈曲された部分である。このコイル2は、接合部の無い一本の巻線を螺旋状に巻回して形成しても良いし、各巻回部2A,2Bを別々の巻線により作製し、各巻回部2A,2Bの巻線の端部同士を溶接や圧着などにより接合することで形成しても良い。 [coil]
The
本実施形態の各巻回部2A,2Bは角筒状に形成されている。角筒状の巻回部2A,2Bとは、その端面形状が四角形状(正方形状を含む)の角を丸めた形状の巻回部のことである。もちろん、巻回部2A,2Bは円筒状に形成しても構わない。円筒状の巻回部とは、その端面形状が閉曲面形状(楕円形状や真円形状、レーストラック形状など)の巻回部のことである。
Each winding part 2A, 2B of this embodiment is formed in a rectangular tube shape. The rectangular tube-shaped winding parts 2A and 2B are winding parts whose end face shape is a square shape (including a square shape) with rounded corners. Of course, the winding portions 2A and 2B may be formed in a cylindrical shape. The cylindrical winding portion is a winding portion whose end face shape is a closed curved surface shape (an elliptical shape, a perfect circle shape, a race track shape, etc.).
巻回部2A,2Bを含むコイル2は、銅やアルミニウム、マグネシウム、あるいはその合金といった導電性材料からなる平角線や丸線などの導体の外周に、絶縁性材料からなる絶縁被覆を備える被覆線によって構成することができる。本実施形態では、導体が銅製の平角線からなり、絶縁被覆がエナメル(代表的にはポリアミドイミド)からなる被覆平角線をエッジワイズ巻きにすることで、各巻回部2A,2Bを形成している。
The coil 2 including the winding portions 2A and 2B is a coated wire having an insulating coating made of an insulating material on the outer periphery of a conductor such as a flat wire or a round wire made of a conductive material such as copper, aluminum, magnesium, or an alloy thereof. Can be configured. In this embodiment, the windings 2A and 2B are formed by edgewise winding a rectangular wire made of copper and a conductor made of enamel (typically polyamideimide). Yes.
コイル2の両端部2a,2bは、巻回部2A,2Bから引き延ばされて、端子部材7,7に接続される。この端子部材7,7を介して、コイル2に電力供給を行なう電源などの外部装置が接続される。
Both end portions 2a and 2b of the coil 2 are extended from the winding portions 2A and 2B and connected to the terminal members 7 and 7, respectively. An external device such as a power source for supplying power to the coil 2 is connected via the terminal members 7 and 7.
[磁性コア]
本例における磁性コア3は、柱状に形成される一対の第一コア部品310と、これら第一コア部品310,310の端面310e,310eを繋ぐ一対の第二コア部品320,320と、を備える。これら第一コア部品310,310と第二コア部品320,320とが環状に繋がることで、磁性コア3が形成されている。 [Magnetic core]
The magnetic core 3 in this example includes a pair offirst core components 310 formed in a columnar shape, and a pair of second core components 320 and 320 that connect the end faces 310e and 310e of the first core components 310 and 310. . The first core components 310 and 310 and the second core components 320 and 320 are connected in a ring shape, so that the magnetic core 3 is formed.
本例における磁性コア3は、柱状に形成される一対の第一コア部品310と、これら第一コア部品310,310の端面310e,310eを繋ぐ一対の第二コア部品320,320と、を備える。これら第一コア部品310,310と第二コア部品320,320とが環状に繋がることで、磁性コア3が形成されている。 [Magnetic core]
The magnetic core 3 in this example includes a pair of
[[第一コア部品]]
第一コア部品310は、コイル2の巻回部2A(2B)の内部に配置される内側コア部31と、その外周を覆う樹脂モールド部310mと、を備える部材である。内側コア部31は、複数の分割コア片31mと、複数のギャップ材31gと、を交互に積層することで構成されている(図8の内側コア部31の分解斜視図も合わせて参照)。分割コア片31mは、軟磁性粉末を含む原料粉末を加圧成形してなる圧粉成形体であって、本例では、実施形態1で説明したリアクトル用コア片10を利用する(図2のコア片10Aも利用可)。また、樹脂モールド部310mには、実施形態1で説明した樹脂モールド部20と同様の樹脂を利用する。ギャップ材31gは、内側コア部31の磁気特性を調整するための部材であって、例えばアルミナなどで構成することができる。 [[First core part]]
The1st core component 310 is a member provided with the inner core part 31 arrange | positioned inside the winding part 2A (2B) of the coil 2, and the resin mold part 310m which covers the outer periphery. The inner core portion 31 is configured by alternately laminating a plurality of divided core pieces 31m and a plurality of gap members 31g (see also the exploded perspective view of the inner core portion 31 in FIG. 8). The split core piece 31m is a powder compact formed by pressure-molding a raw material powder containing soft magnetic powder, and in this example, the reactor core piece 10 described in the first embodiment is used (FIG. 2). Core piece 10A can also be used). Moreover, the resin similar to the resin mold part 20 demonstrated in Embodiment 1 is utilized for the resin mold part 310m. The gap material 31g is a member for adjusting the magnetic characteristics of the inner core portion 31, and can be made of alumina, for example.
第一コア部品310は、コイル2の巻回部2A(2B)の内部に配置される内側コア部31と、その外周を覆う樹脂モールド部310mと、を備える部材である。内側コア部31は、複数の分割コア片31mと、複数のギャップ材31gと、を交互に積層することで構成されている(図8の内側コア部31の分解斜視図も合わせて参照)。分割コア片31mは、軟磁性粉末を含む原料粉末を加圧成形してなる圧粉成形体であって、本例では、実施形態1で説明したリアクトル用コア片10を利用する(図2のコア片10Aも利用可)。また、樹脂モールド部310mには、実施形態1で説明した樹脂モールド部20と同様の樹脂を利用する。ギャップ材31gは、内側コア部31の磁気特性を調整するための部材であって、例えばアルミナなどで構成することができる。 [[First core part]]
The
分割コア片31mとして、実施形態1のリアクトル用コア片10(10A)を適用する場合、溝形成面11をどの向きに配置するかによって、分割コア片31mと樹脂モールド部310mとの接合強度を向上させることができる。この点については、図8に示す内側コア部31の分解斜視図を用いて説明する。この図8では、リアクトル用コア片10の溝形成面11の浅底溝の延伸方向を太線矢印で示し、浅底溝自体の図示は省略している。
When the reactor core piece 10 (10A) of the first embodiment is applied as the divided core piece 31m, the bonding strength between the divided core piece 31m and the resin mold part 310m is determined depending on in which direction the groove forming surface 11 is arranged. Can be improved. This will be described with reference to an exploded perspective view of the inner core portion 31 shown in FIG. In FIG. 8, the extending direction of the shallow groove on the groove forming surface 11 of the reactor core piece 10 is indicated by a thick arrow, and the illustration of the shallow groove itself is omitted.
図8に示すように、分割コア片31m(リアクトル用コア片10)の溝形成面11をギャップ材31gに対向する向きに配置すれば、内側コア部31の外周に樹脂モールド部310m(図7)を形成する際、樹脂モールド部310mを構成する樹脂が分割コア片31mの浅底溝に入り込む。浅底溝に入り込んだ樹脂は、分割コア片31mとギャップ材31gとを強固に結合させる。その結果、内側コア部31の軸方向の伸び縮みを抑制することができるので、伸び縮みに伴う内側コア部31の振動・騒音を抑制でき、また内側コア部31から樹脂モールド部310mが剥離することを抑制できる。
As shown in FIG. 8, if the groove forming surface 11 of the split core piece 31 m (reactor core piece 10) is arranged in a direction facing the gap material 31 g, a resin mold part 310 m (FIG. 7) is formed on the outer periphery of the inner core part 31. ) Enters the shallow groove of the split core piece 31m. The resin that has entered the shallow groove firmly bonds the split core piece 31m and the gap material 31g. As a result, since the expansion and contraction in the axial direction of the inner core portion 31 can be suppressed, the vibration and noise of the inner core portion 31 accompanying the expansion and contraction can be suppressed, and the resin mold portion 310m is peeled from the inner core portion 31. This can be suppressed.
また、図8に示すように、分割コア片31mの溝形成面11を紙面上側と図では見えない紙面下側に配置すれば、内側コア部31の外周面と樹脂モールド部310mとの接合強度を向上させることができる。特に、図示するように、溝形成面11の浅底溝の延伸方向(太線矢印)が、内側コア部31の軸方向と直交する方向に向くようにすることで、内側コア部31が軸方向に伸び縮みしたときに、浅底溝に入り込んだ樹脂モールド部310mが浅底溝の縁に引っ掛かるようになる。その結果、内側コア部31の軸方向の伸び縮みを効果的に抑制することができる。内側コア部31の伸び縮みを抑制できれば、伸び縮みに伴う内側コア部31の振動・騒音を抑制でき、また内側コア部31から樹脂モールド部310mが剥離することを抑制できる。
Also, as shown in FIG. 8, if the groove forming surface 11 of the split core piece 31m is arranged on the upper side of the paper and the lower side of the paper which cannot be seen in the figure, the bonding strength between the outer peripheral surface of the inner core portion 31 and the resin mold portion 310m Can be improved. In particular, as illustrated, the extending direction of the shallow groove on the groove forming surface 11 (thick arrow) is oriented in a direction orthogonal to the axial direction of the inner core portion 31 so that the inner core portion 31 is axially oriented. When the resin mold portion 310m extends and contracts, the resin mold portion 310m that has entered the shallow groove is caught by the edge of the shallow groove. As a result, the axial expansion and contraction of the inner core portion 31 can be effectively suppressed. If the expansion / contraction of the inner core part 31 can be suppressed, vibration / noise of the inner core part 31 accompanying the expansion / contraction can be suppressed, and the resin mold part 310m can be prevented from peeling from the inner core part 31.
ここで、図8に示す例では、四つの溝形成面11と二つの平坦面12を有する分割コア片31mを用いており、平坦面12が紙面手前側と奥側を向くように配置されている。これに対して、六面全てに浅底溝を備える分割コア片31mを用いれば、紙面手前側と奥側にも溝形成面11を向けることができ、内側コア部31と樹脂モールド部310mとの接合をより強固にすることができる。
Here, in the example shown in FIG. 8, a split core piece 31 m having four groove forming surfaces 11 and two flat surfaces 12 is used, and the flat surfaces 12 are arranged so as to face the front side and the back side of the paper. Yes. On the other hand, if the split core pieces 31m having shallow grooves on all six sides are used, the groove forming surface 11 can be directed to the front side and the back side of the paper, and the inner core portion 31 and the resin mold portion 310m Can be made stronger.
[[第二コア部品]]
図7に示す第二コア部品320は、巻回部2A,2Bの外側に配置される外側コア部32の外周を樹脂モールド部320mで覆った部材である。外側コア部32は、概略半円柱状の分割コア片32mで構成されている。この第二コア部品320の分割コア片32mも、実施形態1で説明した溝形成面11を備えるリアクトル用コア片10(10A)で構成することができる。その場合、溝形成面11は、第一コア部品310に対向する面以外の面に設けることが好ましい。 [[Second core part]]
Thesecond core component 320 shown in FIG. 7 is a member in which the outer periphery of the outer core portion 32 disposed outside the winding portions 2A and 2B is covered with a resin mold portion 320m. The outer core portion 32 is composed of a substantially semi-columnar divided core piece 32m. The split core piece 32m of the second core component 320 can also be configured by the reactor core piece 10 (10A) including the groove forming surface 11 described in the first embodiment. In that case, the groove forming surface 11 is preferably provided on a surface other than the surface facing the first core component 310.
図7に示す第二コア部品320は、巻回部2A,2Bの外側に配置される外側コア部32の外周を樹脂モールド部320mで覆った部材である。外側コア部32は、概略半円柱状の分割コア片32mで構成されている。この第二コア部品320の分割コア片32mも、実施形態1で説明した溝形成面11を備えるリアクトル用コア片10(10A)で構成することができる。その場合、溝形成面11は、第一コア部品310に対向する面以外の面に設けることが好ましい。 [[Second core part]]
The
[[コア部品に関するその他の構成]]
本例における第一コア部品310と第二コア部品320とは、第一コア部品310の軸方向端部に形成される薄肉部311と、第二コア部品320に形成される枠部321と、の機械的な嵌め合いによって連結されている。薄肉部311は、他の部分よりも樹脂モールド部310mが薄くなることで形成される部分であり、枠部321は、樹脂モールド部320mが突出することで形成される部分である。枠部321の内側には、外側コア部32が樹脂モールド部320mに覆われることなく露出している。 [[Other configurations related to core parts]]
Thefirst core component 310 and the second core component 320 in this example are a thin portion 311 formed at the axial end of the first core component 310, a frame portion 321 formed at the second core component 320, Are connected by mechanical fitting. The thin part 311 is a part formed by the resin mold part 310m being thinner than the other part, and the frame part 321 is a part formed by the resin mold part 320m protruding. The outer core portion 32 is exposed inside the frame portion 321 without being covered by the resin mold portion 320m.
本例における第一コア部品310と第二コア部品320とは、第一コア部品310の軸方向端部に形成される薄肉部311と、第二コア部品320に形成される枠部321と、の機械的な嵌め合いによって連結されている。薄肉部311は、他の部分よりも樹脂モールド部310mが薄くなることで形成される部分であり、枠部321は、樹脂モールド部320mが突出することで形成される部分である。枠部321の内側には、外側コア部32が樹脂モールド部320mに覆われることなく露出している。 [[Other configurations related to core parts]]
The
第一コア部品310と第二コア部品320とを連結する本例の構成では、第一コア部品310の端面310eと、第二コア部品320の外側コア部32(分割コア片32m)の端面32eと、が接触する。端面310eと端面32eとの間に接着剤を用いても構わない。ここで、端面310eは内側コア部31の端面31eを覆う樹脂モールド部310mで構成されている。そのため、本例では、樹脂モールド部310mが、内側コア部31の端面31eと外側コア部32の端面31eとの間でギャップ材として機能する。
In the configuration of this example in which the first core component 310 and the second core component 320 are connected, the end surface 310e of the first core component 310 and the end surface 32e of the outer core portion 32 (divided core piece 32m) of the second core component 320 are used. And contact. An adhesive may be used between the end surface 310e and the end surface 32e. Here, the end surface 310 e is configured by a resin mold portion 310 m that covers the end surface 31 e of the inner core portion 31. Therefore, in this example, the resin mold part 310m functions as a gap material between the end face 31e of the inner core part 31 and the end face 31e of the outer core part 32.
≪その他の構成≫
本実施形態2のリアクトル1は、図6に示すように、載置板9や接合層8などを備える。 ≪Other composition≫
As shown in FIG. 6, thereactor 1 according to the second embodiment includes a mounting plate 9 and a bonding layer 8.
本実施形態2のリアクトル1は、図6に示すように、載置板9や接合層8などを備える。 ≪Other composition≫
As shown in FIG. 6, the
[載置板]
載置板9は、リアクトル1αを冷却ベースなどの設置対象に固定する際の台座として機能する部材である。そのため、載置板9は、機械的強度に優れることが求められる。また、載置板9には、リアクトル1の使用時に組合体1αで発生した熱を設置対象に逃がす役割が求められる。そのため、載置板9は、機械的強度に加えて、放熱性に優れることが求められる。このような要請に応えるため、載置板9は金属で構成する。例えば、載置板9の構成材料として、アルミニウムやその合金、マグネシウムやその合金を利用することができる。これらの金属(合金)は、機械的強度と熱伝導性に優れ、かつ軽量で非磁性であるという利点を有する。 [Mounting board]
The mountingplate 9 is a member that functions as a base when the reactor 1α is fixed to an installation target such as a cooling base. For this reason, the mounting plate 9 is required to have excellent mechanical strength. Further, the mounting plate 9 is required to play a role of releasing heat generated in the combined body 1α to the installation target when the reactor 1 is used. Therefore, the mounting plate 9 is required to have excellent heat dissipation in addition to mechanical strength. In order to meet such a demand, the mounting plate 9 is made of metal. For example, aluminum or an alloy thereof, magnesium or an alloy thereof can be used as a constituent material of the mounting plate 9. These metals (alloys) have the advantage of being excellent in mechanical strength and thermal conductivity, lightweight and non-magnetic.
載置板9は、リアクトル1αを冷却ベースなどの設置対象に固定する際の台座として機能する部材である。そのため、載置板9は、機械的強度に優れることが求められる。また、載置板9には、リアクトル1の使用時に組合体1αで発生した熱を設置対象に逃がす役割が求められる。そのため、載置板9は、機械的強度に加えて、放熱性に優れることが求められる。このような要請に応えるため、載置板9は金属で構成する。例えば、載置板9の構成材料として、アルミニウムやその合金、マグネシウムやその合金を利用することができる。これらの金属(合金)は、機械的強度と熱伝導性に優れ、かつ軽量で非磁性であるという利点を有する。 [Mounting board]
The mounting
[接合層]
上記載置板9と組合体1αとの間には、両者1α,9を接合させる接合層8が形成されている。この接合層8は、リアクトル1の使用時に組合体1αで発生した熱を載置板9に伝導する機能も持つ。 [Joint layer]
Between the mountingplate 9 and the combined body 1α, a bonding layer 8 for bonding the both 1α and 9 is formed. The bonding layer 8 also has a function of conducting heat generated in the combined body 1α when the reactor 1 is used to the mounting plate 9.
上記載置板9と組合体1αとの間には、両者1α,9を接合させる接合層8が形成されている。この接合層8は、リアクトル1の使用時に組合体1αで発生した熱を載置板9に伝導する機能も持つ。 [Joint layer]
Between the mounting
接合層8の構成材料は、絶縁性を有するものとする。例えば、エポキシ樹脂、シリコーン樹脂、不飽和ポリエステルなどの熱硬化性樹脂や、PPS樹脂、LCPなどの熱可塑性樹脂が挙げられる。これら絶縁性樹脂に、上述したセラミックスフィラーなどを含有させることで、接合層8の放熱性を向上させても良い。接合層8の熱伝導率は、例えば0.1W/m・K以上が好ましく、更に1W/m・K以上、特に2W/m・K以上が好ましい。
The constituent material of the bonding layer 8 is assumed to have insulating properties. For example, thermosetting resins such as epoxy resins, silicone resins, and unsaturated polyesters, and thermoplastic resins such as PPS resins and LCPs can be used. You may improve the heat dissipation of the joining layer 8 by making these insulating resin contain the ceramic filler mentioned above. The thermal conductivity of the bonding layer 8 is preferably, for example, 0.1 W / m · K or more, more preferably 1 W / m · K or more, and particularly preferably 2 W / m · K or more.
接合層8は、載置板9上に絶縁性樹脂(セラミックスフィラー含有樹脂でも可)を塗布することによって形成しても良いし、載置板9上に絶縁性樹脂のシート材を貼り付けることで形成しても良い。接合層8としてシート状のものを用いると、載置板9上に接合層8を形成し易いため、好ましい。
The bonding layer 8 may be formed by applying an insulating resin (ceramic filler-containing resin may be used) on the mounting plate 9, or affixing a sheet material of the insulating resin on the mounting plate 9. May be formed. It is preferable to use a sheet-like material as the bonding layer 8 because the bonding layer 8 can be easily formed on the mounting plate 9.
≪リアクトルの効果≫
以上説明した構成を備えるリアクトル1では、その使用に伴う磁性コア3の熱伸縮が生じても、磁性コア3の樹脂モールド部310m,320mが剥離し難い。そのため、樹脂モールド部310m,320mの剥離に伴う不具合、例えばリアクトル1の磁気特性の低下や振動・騒音などの問題が生じ難い。 ≪Reactor effect≫
In thereactor 1 having the above-described configuration, the resin mold portions 310m and 320m of the magnetic core 3 are difficult to peel off even if the magnetic core 3 is thermally expanded and contracted due to its use. Therefore, problems associated with the separation of the resin mold portions 310m and 320m, such as problems such as a decrease in the magnetic characteristics of the reactor 1 and vibration / noise are unlikely to occur.
以上説明した構成を備えるリアクトル1では、その使用に伴う磁性コア3の熱伸縮が生じても、磁性コア3の樹脂モールド部310m,320mが剥離し難い。そのため、樹脂モールド部310m,320mの剥離に伴う不具合、例えばリアクトル1の磁気特性の低下や振動・騒音などの問題が生じ難い。 ≪Reactor effect≫
In the
実施形態2に係るリアクトルは、通電条件が、例えば、最大電流(直流):100A~1000A程度、平均電圧:100V~1000V程度、使用周波数:5kHz~100kHz程度である用途、代表的には電気自動車やハイブリッド自動車などの車載用電力変換装置の構成部品に好適に利用することができる。この用途では、直流通電が0Aのときのインダクタンスが、10μH以上2mH以下、最大電流通電時のインダクタンスが、0Aのときのインダクタンスの10%以上を満たすものが好適に利用できると期待される。
The reactor according to the second embodiment is used in applications where the energization conditions are, for example, maximum current (direct current): about 100 A to 1000 A, average voltage: about 100 V to 1000 V, and operating frequency: about 5 kHz to 100 kHz, typically an electric vehicle. It can be suitably used as a component part of a vehicle-mounted power conversion device such as a hybrid vehicle. In this application, it is expected that an inductance satisfying 10 μH or more and 2 mH or less of the inductance when the DC current is 0 A and 10% or more of the inductance when the maximum current is applied is 10% or more can be suitably used.
本発明のリアクトル用コア片は、ハイブリッド自動車や電気自動車、燃料電池自動車といった電動車両に搭載される双方向DC-DCコンバータなどの電力変換装置に備わるリアクトルに利用することができる。
The reactor core piece of the present invention can be used for a reactor provided in a power conversion device such as a bidirectional DC-DC converter mounted on an electric vehicle such as a hybrid vehicle, an electric vehicle, or a fuel cell vehicle.
10(10A) リアクトル用コア片 10P 原料粉末
11 溝形成面 11g 浅底溝 12 平坦面
20 樹脂モールド部
20b バリ 20h 孔部 20w ウェルド
1 リアクトル 1α 組合体
2 コイル
2A,2B 巻回部 2R 連結部 2a,2b 端部
3 磁性コア
310 第一コア部品 310m 樹脂モールド部 310e 端面
311 薄肉部
31 内側コア部 31m 分割コア片 31g ギャップ材
31e 端面
320 第二コア部品 320m 樹脂モールド部
321 枠部
32 外側コア部 32m 分割コア片 32e 端面
5 金型
50 ダイ 50S 突条形成面 50c 突条
51 下パンチ 52 上パンチ
6 モールド用金型
60 保持部材 61 注入口
7 端子部材
8 接合層
9 載置板 10 (10A)Reactor core piece 10P Raw material powder 11 Groove forming surface 11g Shallow bottom groove 12 Flat surface 20 Resin mold part 20b Burr 20h Hole part 20w Weld 1 Reactor 1α Combined body 2 Coil 2A, 2B Winding part 2R Connecting part 2a , 2b End 3 Magnetic core 310 First core part 310m Resin mold part 310e End face 311 Thin part 31 Inner core part 31m Divided core piece 31g Gap material 31e End face 320 Second core part 320m Resin mold part 321 Frame part 32 Outer core part 32m Divided core piece 32e End face 5 Die 50 Die 50S Projection forming surface 50c Projection 51 Lower punch 52 Upper punch 6 Mold for mold 60 Holding member 61 Inlet 7 Terminal member 8 Bonding layer 9 Mounting plate
11 溝形成面 11g 浅底溝 12 平坦面
20 樹脂モールド部
20b バリ 20h 孔部 20w ウェルド
1 リアクトル 1α 組合体
2 コイル
2A,2B 巻回部 2R 連結部 2a,2b 端部
3 磁性コア
310 第一コア部品 310m 樹脂モールド部 310e 端面
311 薄肉部
31 内側コア部 31m 分割コア片 31g ギャップ材
31e 端面
320 第二コア部品 320m 樹脂モールド部
321 枠部
32 外側コア部 32m 分割コア片 32e 端面
5 金型
50 ダイ 50S 突条形成面 50c 突条
51 下パンチ 52 上パンチ
6 モールド用金型
60 保持部材 61 注入口
7 端子部材
8 接合層
9 載置板 10 (10A)
Claims (6)
- 軟磁性粉末を含む原料粉末を加圧成形してなる圧粉成形体で構成され、リアクトルに備わるコイルの内外に配置される磁性コアの一部となるリアクトル用コア片であって、
前記圧粉成形体の少なくとも一つの面に、互いに平行に伸びる複数の浅底溝を備えるリアクトル用コア片。 A core piece for a reactor, which is composed of a compacted body formed by pressure-molding raw material powder containing soft magnetic powder, and which is a part of a magnetic core disposed inside and outside the coil provided in the reactor,
A reactor core piece comprising a plurality of shallow grooves extending in parallel to each other on at least one surface of the green compact. - 前記浅底溝の深さは0.1mm以上1mm以下である請求項1に記載のリアクトル用コア片。 The core piece for a reactor according to claim 1, wherein the depth of the shallow groove is not less than 0.1 mm and not more than 1 mm.
- 前記浅底溝は、その開口側の溝幅よりも底側の溝幅が広い請求項1または請求項2に記載のリアクトル用コア片。 The reactor core piece according to claim 1 or 2, wherein the shallow groove has a groove width on the bottom side wider than a groove width on the opening side.
- 上下に開口部を有する筒状のダイと、前記ダイの下方開口部に嵌め込まれる下パンチと、前記ダイの上方開口部に嵌め込まれる上パンチと、を備える金型を用いて、軟磁性粉末を含む原料粉末を加圧成形するリアクトル用コア片の製造方法であって、
前記金型として、前記ダイの内周面のうちの少なくとも一部の面に、前記ダイに嵌め込まれる前記上パンチの移動方向に沿った方向に伸びる複数の突条が形成された金型を用意し、その金型で前記原料粉末を加圧成形することで、
少なくとも一面に、前記複数の突条の形状に対応して形成され、互いに平行に伸びる複数の浅底溝を備える圧粉成形体を作製するリアクトル用コア片の製造方法。 Using a die having a cylindrical die having upper and lower openings, a lower punch fitted into the lower opening of the die, and an upper punch fitted into the upper opening of the die, soft magnetic powder is obtained. A method of manufacturing a core piece for a reactor that press-molds a raw material powder containing,
As the mold, a mold in which a plurality of protrusions extending in a direction along the moving direction of the upper punch fitted into the die is prepared on at least a part of the inner peripheral surface of the die is prepared. And by pressing the raw material powder with the mold,
A method for manufacturing a core piece for a reactor, wherein a powder compact is formed on at least one surface corresponding to the shape of the plurality of protrusions and includes a plurality of shallow grooves extending in parallel with each other. - 上下に開口部を有する筒状のダイと、前記ダイの下方開口部に嵌め込まれる下パンチと、前記ダイの上方開口部に嵌め込まれる上パンチと、を備える金型を用いて、軟磁性粉末を含む原料粉末を加圧成形するリアクトル用コア片の製造方法であって、
前記金型として、前記上パンチの押圧面および前記下パンチの押圧面の少なくとも一方に、互いに平行に伸びる複数の突条が形成された金型を用意し、その金型で前記原料粉末を加圧成形することで、
少なくとも一面に、前記複数の突条の形状に対応して形成され、互いに平行に伸びる複数の浅底溝を備える圧粉成形体を作製するリアクトル用コア片の製造方法。 Using a die having a cylindrical die having upper and lower openings, a lower punch fitted into the lower opening of the die, and an upper punch fitted into the upper opening of the die, soft magnetic powder is obtained. A method of manufacturing a core piece for a reactor that press-molds a raw material powder containing,
As the mold, a mold having a plurality of protrusions extending in parallel to each other is prepared on at least one of the pressing surface of the upper punch and the pressing surface of the lower punch, and the raw material powder is added to the mold. By pressure forming,
A method for manufacturing a core piece for a reactor, wherein a powder compact is formed on at least one surface corresponding to the shape of the plurality of protrusions and includes a plurality of shallow grooves extending in parallel with each other. - コイルと磁性コアとを有する組合体を備えるリアクトルであって、
前記磁性コアは、請求項1に記載のリアクトル用コア片を含む複数の分割コア片を組み合わせて構成されており、
前記リアクトル用コア片の外周には樹脂モールド部が形成されているリアクトル。 A reactor including a combination having a coil and a magnetic core,
The magnetic core is configured by combining a plurality of split core pieces including the reactor core piece according to claim 1,
A reactor in which a resin mold portion is formed on an outer periphery of the reactor core piece.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-025598 | 2015-02-12 | ||
| JP2015025598A JP2016149453A (en) | 2015-02-12 | 2015-02-12 | Core piece for reactor, method of manufacturing core piece for reactor, and reactor |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016129487A1 true WO2016129487A1 (en) | 2016-08-18 |
Family
ID=56614341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/053270 WO2016129487A1 (en) | 2015-02-12 | 2016-02-03 | Reactor core piece, reactor core piece manufacturing method, and reactor |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2016149453A (en) |
| WO (1) | WO2016129487A1 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6624519B2 (en) * | 2017-02-28 | 2019-12-25 | 株式会社オートネットワーク技術研究所 | Reactor |
| JP2018142624A (en) | 2017-02-28 | 2018-09-13 | 株式会社オートネットワーク技術研究所 | Reactor |
| JP6624520B2 (en) | 2017-02-28 | 2019-12-25 | 株式会社オートネットワーク技術研究所 | Reactor |
| JP6611081B2 (en) * | 2017-02-28 | 2019-11-27 | 株式会社オートネットワーク技術研究所 | Reactor |
| JP6611015B2 (en) * | 2017-04-27 | 2019-11-27 | 株式会社オートネットワーク技術研究所 | Reactor |
| JP6662347B2 (en) * | 2017-04-27 | 2020-03-11 | 株式会社オートネットワーク技術研究所 | Reactor |
| JP7016776B2 (en) * | 2018-08-08 | 2022-02-07 | 日立Astemo株式会社 | Reactor |
| JP7015453B2 (en) * | 2018-08-09 | 2022-02-03 | 株式会社オートネットワーク技術研究所 | Reactor |
| JP6881652B2 (en) * | 2020-05-01 | 2021-06-02 | 株式会社オートネットワーク技術研究所 | Reactor |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006120767A (en) * | 2004-10-20 | 2006-05-11 | Sumitomo Electric Ind Ltd | Reactor and method of manufacturing same |
| JP2008117978A (en) * | 2006-11-06 | 2008-05-22 | Toyota Motor Corp | Spacer and core of reactor, and reactor |
| JP2013211371A (en) * | 2012-03-30 | 2013-10-10 | Toyota Motor Corp | Reactor |
-
2015
- 2015-02-12 JP JP2015025598A patent/JP2016149453A/en active Pending
-
2016
- 2016-02-03 WO PCT/JP2016/053270 patent/WO2016129487A1/en active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006120767A (en) * | 2004-10-20 | 2006-05-11 | Sumitomo Electric Ind Ltd | Reactor and method of manufacturing same |
| JP2008117978A (en) * | 2006-11-06 | 2008-05-22 | Toyota Motor Corp | Spacer and core of reactor, and reactor |
| JP2013211371A (en) * | 2012-03-30 | 2013-10-10 | Toyota Motor Corp | Reactor |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016149453A (en) | 2016-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016129487A1 (en) | Reactor core piece, reactor core piece manufacturing method, and reactor | |
| JP6176516B2 (en) | Reactor, converter, and power converter | |
| JP6048910B2 (en) | Reactor, coil molded body, converter, and power converter | |
| JP2009033051A (en) | Core for reactor | |
| JP6478149B2 (en) | Core component, core component manufacturing method, and reactor | |
| JPWO2011089941A1 (en) | Reactor | |
| WO2014115667A1 (en) | Reactor, converter, and electric-power conversion device | |
| JP6288510B2 (en) | Reactor | |
| WO2015170570A1 (en) | Reactor | |
| WO2016072295A1 (en) | Reactor | |
| JP2012209333A (en) | Reactor and manufacturing method of the same | |
| JP2013179186A (en) | Reactor, component for reactor, converter, and power conversion device | |
| JP2011129593A (en) | Reactor | |
| WO2013118524A1 (en) | Reactor, converter, and power conversion device, and core material for reactor | |
| WO2013168538A1 (en) | Reactor, converter, electric power conversion device, and manufacturing method for resin core piece | |
| JP2013175565A (en) | Reactor, converter, and power conversion apparatus | |
| JP6265031B2 (en) | Core piece and reactor | |
| JP2012238659A (en) | Reactor and manufacturing method of the same | |
| WO2016002783A1 (en) | Core piece and reactor | |
| WO2012176558A1 (en) | Reactor, and manufacturing method therefor | |
| JP2012227288A (en) | Coil formed body, component for reactor, and the reactor | |
| JP5305118B2 (en) | Reactor and boost converter | |
| WO2016104245A1 (en) | Reactor | |
| WO2013118528A1 (en) | Reactor, converter, and power conversion device, and core material for reactor | |
| JP2017045981A (en) | Reactor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16749131 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16749131 Country of ref document: EP Kind code of ref document: A1 |