WO2016017501A1 - ロボット制御プログラム生成方法および装置 - Google Patents
ロボット制御プログラム生成方法および装置 Download PDFInfo
- Publication number
- WO2016017501A1 WO2016017501A1 PCT/JP2015/070843 JP2015070843W WO2016017501A1 WO 2016017501 A1 WO2016017501 A1 WO 2016017501A1 JP 2015070843 W JP2015070843 W JP 2015070843W WO 2016017501 A1 WO2016017501 A1 WO 2016017501A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- robot control
- control program
- data
- assembly
- animation
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1656—Programme controls characterised by programming, planning systems for manipulators
- B25J9/1669—Programme controls characterised by programming, planning systems for manipulators characterised by special application, e.g. multi-arm co-operation, assembly, grasping
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/409—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by using manual input [MDI] or by using control panel, e.g. controlling functions with the panel; characterised by control panel details, by setting parameters
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4093—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part programme, for the NC machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P21/00—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with programme control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1656—Programme controls characterised by programming, planning systems for manipulators
- B25J9/1671—Programme controls characterised by programming, planning systems for manipulators characterised by simulation, either to verify existing program or to create and verify new program, CAD/CAM oriented, graphic oriented programming systems
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B13/00—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion
- G05B13/02—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric
- G05B13/04—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric involving the use of models or simulators
- G05B13/041—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric involving the use of models or simulators in which a variable is automatically adjusted to optimise the performance
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/04—Programme control other than numerical control, i.e. in sequence controllers or logic controllers
- G05B19/042—Programme control other than numerical control, i.e. in sequence controllers or logic controllers using digital processors
- G05B19/0426—Programming the control sequence
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4093—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part programme, for the NC machine
- G05B19/40937—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part programme, for the NC machine concerning programming of machining or material parameters, pocket machining
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F9/00—Arrangements for program control, e.g. control units
- G06F9/06—Arrangements for program control, e.g. control units using stored programs, i.e. using an internal store of processing equipment to receive or retain programs
- G06F9/44—Arrangements for executing specific programs
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36231—Translate, convert machine independent to machine dependent program
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/39—Robotics, robotics to robotics hand
- G05B2219/39084—Parts handling, during assembly
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/39—Robotics, robotics to robotics hand
- G05B2219/39143—One program in robot controller for both robot and machine, press, mold
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/40—Robotics, robotics mapping to robotics vision
- G05B2219/40397—Programming language for robots, universal, user oriented
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45064—Assembly robot
Definitions
- the present invention relates to a robot control program generation method and apparatus for generating a robot control program for manufacturing an assembly by assembling a plurality of parts using a robot.
- Patent Document 1 In order to let the robot perform assembly work to manufacture an assembly by assembling multiple parts, robot operation related to assembly work can be performed on-site teaching using a teach pendant, offline teaching using a robot simulator, etc. Therefore, it is necessary to teach the robot in advance (Patent Document 1).
- electronic devices are configured by assembling a large number of parts, and when the number of parts to be handled by the robot increases, the load of teaching work to the robot increases accordingly. Further, whenever the contents of the assembly work are changed due to a design change of the assembly product or the like, a robot teaching work is required again, and the work load for that is excessive.
- the present invention has been made in view of the above-described problems of the prior art, and is a robot that can easily generate a robot control program for manufacturing an assembly by assembling a plurality of parts using a robot. It is an object of the present invention to provide a control program generation method and apparatus.
- a robot control program generation method is a method for creating a robot control program from data of an animation program indicating an assembly procedure when a plurality of parts are assembled to manufacture an assembly.
- a data extraction step for extracting data, a data addition step for adding predetermined robot control data to the robot control program creation data extracted in the data extraction step, and a data extraction step A program creation step of creating a robot control program related to the assembly work of the assembly using the robot control program creation data and the predetermined robot control data added in the data addition step.
- the robot control program creation data extracted in the data extraction step includes at least product information of the assembly, and at the time of assembly of the plurality of parts. Including movement trajectory information related to the movement trajectory.
- the movement trajectory information includes at least animation initial position / orientation information related to an initial position and an initial attitude of each of the plurality of parts, and each of the plurality of parts. And animation movement trajectory information relating to the movement trajectory from the initial position.
- a fourth aspect of the present invention is characterized in that, in any of the first to third aspects, the robot control program is created using a robot simulator in the program creation step.
- a robot control program generation device is a data extraction means for extracting robot control program creation data from animation program data indicating an assembly procedure when a plurality of parts are assembled to manufacture an assembly.
- Data addition means for adding predetermined robot control data to the robot control program creation data extracted by the data extraction means; and the robot control program creation data extracted by the data extraction means;
- Program creation means for creating a robot control program related to the assembly work of the assembly using the predetermined robot control data added in the data addition step.
- the robot control program creation data extracted by the data extraction means includes at least product information of the assembly, and at the time of assembly of the plurality of parts. Including movement trajectory information related to the movement trajectory.
- the movement trajectory information includes at least animation initial position / orientation information related to an initial position and an initial attitude of each of the plurality of parts, and each of the plurality of parts. And animation movement trajectory information relating to the movement trajectory from the initial position.
- the eighth aspect of the present invention is characterized in that, in any of the fifth to seventh aspects, the program creating means includes a robot simulator.
- a ninth aspect of the present invention is a robot control program generated by the robot control program generation method according to any one of the first to fourth aspects.
- a robot control program generation method and apparatus capable of easily generating a robot control program for manufacturing an assembly by assembling a plurality of parts using a robot.
- FIG. 1 is a schematic configuration diagram of a robot control program generation device for implementing a robot control program generation method according to an embodiment of the present invention.
- FIG. 1 shows a schematic configuration of a robot control program generation apparatus 1 for carrying out the robot control program generation method according to the present embodiment.
- the robot control program generation apparatus 1 is realized by, for example, a CPU (PC). .
- An animation program 2 in FIG. 1 is a program for operating an animation indicating an assembly procedure when a product (assembly) such as an electronic device is manufactured by assembling a plurality of parts by screw tightening, parts conveyance, or the like.
- the animation that operates in the animation program 2 is used to teach the assembly procedure of the product (assembly) to the worker.
- the information held by the animation program 2 includes product information 3 related to product component configuration, movement trajectory information 4 related to a movement trajectory when assembling a plurality of parts, and other information 5.
- data for creating a robot control program is extracted from various animation data held by the animation program 2 using the data extraction means of the robot control program generation device 1 (data extraction). Process).
- data extraction step at least product information 3 and movement trajectory information 4 are extracted.
- the product information file 7 and the shape for linking the product information 3 held in the animation program 2 with the robot offline program (OLP) 6 shown in FIG. File 8 is output.
- the assembly information, the product position / posture of parts / assemblies, the shape file name, and other attributes are output as product information output.
- a file for each part is output as shape output.
- a movement trajectory information file 9 for linking product assembly order and assembly animation to the OLP program 6 is output. Specifically, a file related to the animation initial position / orientation information and animation movement trajectory information is output.
- the product information includes the hierarchy, external editing ID, classification, part number, coordinate X (space), coordinate Y (space), coordinate Z (space), posture matrix, shape file name, and the like. Is included.
- FIG. 4 shows an example of product information output.
- the animation initial position and orientation information of the movement trajectory information output includes an external editing ID, an initial position coordinate, an initial posture matrix, a target robot name, each of a plurality of parts constituting the product,
- the teaching point position coordinates, teaching point posture matrix, element part number, tool name, and the like are included.
- FIG. 6 shows an example of initial position information output.
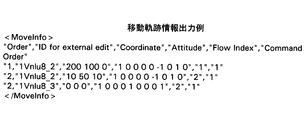
- the animation movement trajectory information of the movement trajectory information output includes order information, external editing ID, post-movement position coordinates, post-movement attitude matrix, for each of a plurality of parts constituting the product. Includes flow index, command order, etc.
- FIG. 8 shows an example of movement trajectory information output.
- the product information file 7 output in the CSV format from the animation program 2 in the data extraction process is converted into the product information file 11 in the robot language through the robot language conversion process 10, and the offline program ( OLP) 6 is stored as product information 12.
- the shape file 8 output from the animation program 2 in the data extraction process is also stored as product information 12 in the offline program 6.
- the movement trajectory information file 9 output from the animation program 2 in the TXT format in the data extraction step is converted into a robot language movement trajectory information file 14 through a robot language conversion step 13 and transferred to the offline program 6.
- the offline program 6 Stored as 15.
- the data extracted in the data extraction step is covered with the data for creating the robot control program (product information 12, movement trajectory information 15) extracted in the data extraction step using the data adding means.
- the predetermined robot control data 16 is added (data addition step).
- the animation program 2 since the animation program 2 is for teaching the assembly procedure to the worker, it does not include data on the position / orientation of the robot. Therefore, in the data addition step, predetermined robot control data 16 that cannot be acquired from the animation program 2 is added.
- Examples of the predetermined robot control data 16 added in the data addition process include the following.
- Robot position / posture (XYZOAT) ⁇ Robot speed (tip speed, axis speed) ⁇ Robot accuracy ⁇ Robot tool operation control ⁇ Branch processing in case of abnormality ⁇ Interlock signal information
- the robot control program creation data product information 12, movement trajectory information 15
- the predetermined robot control data 16 added in the data addition step are used.
- the robot control program 17 is created (program creation process).
- the robot control program 17 created in the program creation process is used to control the robot 18 for assembling products.
- a robot simulator is preferably used for the offline program (OLP) 6. That is, using the data of the animation program 2 relating to the assembly work, simulation data relating to the assembly work can be created by the robot simulator, and this simulation data can be applied to the robot (actual machine) 18.
- the robot control program 17 is generated using the assembly animation data of the animation program 2 created for teaching to the worker. Since it did in this way, the robot control program 17 for assembling a predetermined product (assembly) can be created simply and rapidly.
- an animation related to the changed assembly work may be created for teaching to the worker.
- the robot control program 17 related to the assembly work after the change can be created easily and quickly.
- information included in the data of the three-dimensional CAD program is information about parts for assembling a product (assembly). It relates to shape and the like. That is, it is not possible to acquire information on the movement trajectory of each part (where the part is moved from where) from the data of the three-dimensional CAD program.
- the assembly animation is for instructing the assembly procedure to the worker, and therefore inherently includes information on the movement trajectory of each part when assembling the product.
- the present invention makes it possible to easily and quickly generate a robot control program related to assembly work by using data of an animation program that inherently contains such useful information.
Abstract
Description
・ロボットの速度(先端速度、各軸速度)
・ロボットの精度
・ロボットツールの動作制御
・異常時の分岐処理
・インタロック信号情報
2 アニメーションプログラム
3 アニメーションプログラムの製品情報
4 アニメーションプログラムの移動軌跡情報
5 アニメーションプログラムのその他の情報
6ロボット用オフラインプログラム(OLP)
7 製品情報ファイル
8 形状ファイル
9 移動軌跡情報ファイル
10、13 ロボット言語変換工程
11 製品情報ファイル
12 OLPの製品情報
14 移動軌跡情報ファイル
15 OLPの移動軌跡情報
16 追加される所定のロボット制御データ
17 ロボット制御プログラム
18 ロボット
Claims (9)
- 複数の部品を組み付けて組立品を製造する際の組立手順を示すアニメーションプログラムのデータから、ロボット制御プログラム作成用データを抽出するデータ抽出工程と、
前記データ抽出工程で抽出された前記ロボット制御プログラム作成用データに対して、所定のロボット制御データを追加するデータ追加工程と、
前記データ抽出工程で抽出された前記ロボット制御プログラム作成用データと前記データ追加工程で追加された前記所定のロボット制御データとを用いて、前記組立品の組立作業に関するロボット制御プログラムを作成するプログラム作成工程と、
を備えたロボット制御プログラム生成方法。 - 前記データ抽出工程において抽出される前記ロボット制御プログラム作成用データは、少なくとも、前記組立品の製品情報と、前記複数の部品の組立時の移動軌跡に関する移動軌跡情報とを含む、請求項1記載のロボット制御プログラム生成方法。
- 前記移動軌跡情報は、少なくとも、前記複数の部品のそれぞれの初期位置および初期姿勢に関するアニメーション初期位置姿勢情報と、前記複数の部品のそれぞれの前記初期位置からの移動軌跡に関するアニメーション移動軌跡情報とを含む、請求項2記載のロボット制御プログラム生成方法。
- 前記プログラム作成工程において、ロボットシミュレータを用いて前記ロボット制御プログラムを作成する、請求項1乃至3のいずれか一項に記載のロボット制御プログラム生成方法。
- 複数の部品を組み付けて組立品を製造する際の組立手順を示すアニメーションプログラムのデータから、ロボット制御プログラム作成用データを抽出するデータ抽出手段と、
前記データ抽出手段で抽出された前記ロボット制御プログラム作成用データに対して、所定のロボット制御データを追加するデータ追加手段と、
前記データ抽出手段で抽出された前記ロボット制御プログラム作成用データと前記データ追加工程で追加された前記所定のロボット制御データとを用いて、前記組立品の組立作業に関するロボット制御プログラムを作成するプログラム作成手段と、
を備えたロボット制御プログラム生成装置。 - 前記データ抽出手段において抽出される前記ロボット制御プログラム作成用データは、少なくとも、前記組立品の製品情報と、前記複数の部品の組立時の移動軌跡に関する移動軌跡情報とを含む、請求項5記載のロボット制御プログラム生成装置。
- 前記移動軌跡情報は、少なくとも、前記複数の部品のそれぞれの初期位置および初期姿勢に関するアニメーション初期位置姿勢情報と、前記複数の部品のそれぞれの前記初期位置からの移動軌跡に関するアニメーション移動軌跡情報とを含む、請求項6記載のロボット制御プログラム生成装置。
- 前記プログラム作成手段は、ロボットシミュレータを含む、請求項5乃至7のいずれか一項に記載のロボット制御プログラム生成装置。
- 請求項1乃至4のいずれか一項に記載のロボット制御プログラム生成方法によって生成されたロボット制御プログラム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580040586.7A CN106660210B (zh) | 2014-07-30 | 2015-07-22 | 机器人控制程序产生方法及装置 |
| US15/500,358 US10747200B2 (en) | 2014-07-30 | 2015-07-22 | Robot control program generation method and apparatus |
| KR1020177005558A KR20170037652A (ko) | 2014-07-30 | 2015-07-22 | 로봇 제어 프로그램 생성 방법 및 장치 |
| KR1020197009136A KR102284015B1 (ko) | 2014-07-30 | 2015-07-22 | 로봇 제어 프로그램 생성 방법 및 장치 |
| EP15827126.2A EP3175957B1 (en) | 2014-07-30 | 2015-07-22 | Robot control program generation method and apparatus |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014154961A JP6475435B2 (ja) | 2014-07-30 | 2014-07-30 | ロボット制御プログラム生成方法および装置 |
| JP2014-154961 | 2014-07-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016017501A1 true WO2016017501A1 (ja) | 2016-02-04 |
Family
ID=55217402
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/070843 WO2016017501A1 (ja) | 2014-07-30 | 2015-07-22 | ロボット制御プログラム生成方法および装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10747200B2 (ja) |
| EP (1) | EP3175957B1 (ja) |
| JP (1) | JP6475435B2 (ja) |
| KR (2) | KR102284015B1 (ja) |
| CN (1) | CN106660210B (ja) |
| TW (1) | TWI626110B (ja) |
| WO (1) | WO2016017501A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015078992A1 (en) * | 2013-11-27 | 2015-06-04 | Engino.Net Ltd. | System and method for teaching programming of devices |
| JP6392817B2 (ja) * | 2016-08-04 | 2018-09-19 | ファナック株式会社 | シミュレーション装置 |
| US11430195B2 (en) * | 2016-08-31 | 2022-08-30 | Sony Corporation | Information processing apparatus, information processing method, and program for improving user-friendliness of an animated tutorial depicting assembling parts for creating a robot |
| EP3645217A4 (en) * | 2017-06-30 | 2021-01-13 | Siemens Industry Software Ltd. | METHOD AND SYSTEM FOR DETERMINING JOINT VALUES OF AN EXTERNAL AXIS IN ROBOT MANUFACTURING |
| JP6806757B2 (ja) * | 2018-11-16 | 2021-01-06 | ファナック株式会社 | 動作プログラム作成装置 |
| CN109773581B (zh) * | 2018-12-29 | 2020-09-11 | 南京埃斯顿机器人工程有限公司 | 一种机器人应用于再现机加工的方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10124130A (ja) * | 1996-10-15 | 1998-05-15 | Ricoh Co Ltd | 組立装置 |
| JP2002355724A (ja) * | 2001-05-31 | 2002-12-10 | Ricoh Co Ltd | 組立分解工程設計支援装置 |
| JP2006350620A (ja) * | 2005-06-15 | 2006-12-28 | Fuji Electric Holdings Co Ltd | 自動組立システムにおける組立機構の動作教示方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996036921A1 (en) * | 1995-05-19 | 1996-11-21 | 3Com Corporation | Method and apparatus for linking computer aided design databases with a numerical control machine database |
| JP3705672B2 (ja) * | 1997-03-25 | 2005-10-12 | 株式会社リコー | 自動組立装置及び自動組立方法 |
| US6201996B1 (en) * | 1998-05-29 | 2001-03-13 | Control Technology Corporationa | Object-oriented programmable industrial controller with distributed interface architecture |
| US20040015079A1 (en) * | 1999-06-22 | 2004-01-22 | Teratech Corporation | Ultrasound probe with integrated electronics |
| JP2001353631A (ja) * | 2000-06-09 | 2001-12-25 | Ricoh Co Ltd | 組立工程設計支援装置および分解工程設計支援装置 |
| JP2004237364A (ja) * | 2003-02-03 | 2004-08-26 | Honda Motor Co Ltd | ロボットのティーチングデータの作成方法 |
| US7236854B2 (en) * | 2004-01-05 | 2007-06-26 | Abb Research Ltd. | Method and a system for programming an industrial robot |
| US8027745B1 (en) * | 2005-03-01 | 2011-09-27 | Electrical Controls, Inc. | Non-linear, animated, interactive assembly guide and method for controlling production |
| CN101739478B (zh) * | 2008-11-17 | 2012-08-29 | 北京卫星环境工程研究所 | 基于航天器装配仿真技术的虚拟装配系统和虚拟装配方法 |
| CN102189348B (zh) * | 2011-04-02 | 2013-06-05 | 哈尔滨工业大学 | 用于型钢的机器人切割方法 |
| CN103020393B (zh) * | 2012-12-31 | 2015-05-06 | 北京航空航天大学 | 一种基于Web的飞机装配数据可视化方法 |
| CN103085072B (zh) * | 2013-03-11 | 2014-10-29 | 南京埃斯顿机器人工程有限公司 | 基于三维建模软件实现工业机器人离线编程的方法 |
| WO2015078992A1 (en) * | 2013-11-27 | 2015-06-04 | Engino.Net Ltd. | System and method for teaching programming of devices |
-
2014
- 2014-07-30 JP JP2014154961A patent/JP6475435B2/ja active Active
-
2015
- 2015-07-22 WO PCT/JP2015/070843 patent/WO2016017501A1/ja active Application Filing
- 2015-07-22 KR KR1020197009136A patent/KR102284015B1/ko active IP Right Grant
- 2015-07-22 CN CN201580040586.7A patent/CN106660210B/zh active Active
- 2015-07-22 US US15/500,358 patent/US10747200B2/en active Active
- 2015-07-22 KR KR1020177005558A patent/KR20170037652A/ko not_active Application Discontinuation
- 2015-07-22 EP EP15827126.2A patent/EP3175957B1/en active Active
- 2015-07-28 TW TW104124425A patent/TWI626110B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10124130A (ja) * | 1996-10-15 | 1998-05-15 | Ricoh Co Ltd | 組立装置 |
| JP2002355724A (ja) * | 2001-05-31 | 2002-12-10 | Ricoh Co Ltd | 組立分解工程設計支援装置 |
| JP2006350620A (ja) * | 2005-06-15 | 2006-12-28 | Fuji Electric Holdings Co Ltd | 自動組立システムにおける組立機構の動作教示方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6475435B2 (ja) | 2019-02-27 |
| TWI626110B (zh) | 2018-06-11 |
| EP3175957A4 (en) | 2018-04-04 |
| KR20190037372A (ko) | 2019-04-05 |
| US10747200B2 (en) | 2020-08-18 |
| KR102284015B1 (ko) | 2021-07-30 |
| JP2016031724A (ja) | 2016-03-07 |
| EP3175957B1 (en) | 2019-05-22 |
| TW201609302A (zh) | 2016-03-16 |
| CN106660210B (zh) | 2020-04-21 |
| CN106660210A (zh) | 2017-05-10 |
| US20170220024A1 (en) | 2017-08-03 |
| EP3175957A1 (en) | 2017-06-07 |
| KR20170037652A (ko) | 2017-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016017501A1 (ja) | ロボット制御プログラム生成方法および装置 | |
| CN108628595B (zh) | 开发用于自动化系统的控制器的控制应用的系统和方法 | |
| Norberto Pires et al. | CAD interface for automatic robot welding programming | |
| Nagata et al. | Development of CAM system based on industrial robotic servo controller without using robot language | |
| Tavares et al. | Flexible work cell simulator using digital twin methodology for highly complex systems in industry 4.0 | |
| CN105415387A (zh) | 设定机器人的动作监视区域的机器人系统 | |
| US20150165623A1 (en) | Method For Programming An Industrial Robot In A Virtual Environment | |
| He et al. | Method to integrate human simulation into gazebo for human-robot collaboration | |
| Zhang et al. | A high-fidelity simulation platform for industrial manufacturing by incorporating robotic dynamics into an industrial simulation tool | |
| Martinez et al. | Setup of the yaskawa sda10f robot for industrial applications, using ros-industrial | |
| US9971852B2 (en) | Robotics connector | |
| CN107710082A (zh) | 用于控制和/或调节机器人系统的外部控制系统的自动配置方法 | |
| JPH10124130A (ja) | 組立装置 | |
| Becker et al. | Automation of post-processing in additive manufacturing with industrial robots | |
| Müller et al. | The assist-by-X system: calibration and application of a modular production equipment for visual assistance | |
| Holubek et al. | Using Virtual Reality tools to support simulations of manufacturing instances in Process Simulate: The case of an iCIM 3000 system | |
| Zou et al. | Development of robot programming system through the use of augmented reality for assembly tasks | |
| JP5272447B2 (ja) | 数値制御機械の動作シミュレータ | |
| Linnerud et al. | CAD-based system for programming of robotic assembly processes with human-in-the-loop | |
| Vosniakos et al. | Structured design of flexibly automated manufacturing cells through semantic models and petri nets in a virtual reality environment | |
| Shepelenko et al. | Algorithm for automated calculation of a segmented electromechatronic module of robotic system motion | |
| Vinod et al. | Design and implementation of the 6-DoF robotic manipulator using robot operating system | |
| Pulkkinen et al. | 2D CAD based robot programming for processing metal profiles in short series manufacturing | |
| Zaidan | A work-piece based approach for programming cooperating industrial robots | |
| Dàvila-Rìos et al. | On the Implementation of a robotic welding process using 3D simulation environment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15827126 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15500358 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015827126 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015827126 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20177005558 Country of ref document: KR Kind code of ref document: A |