WO2015194408A1 - Drill - Google Patents
Drill Download PDFInfo
- Publication number
- WO2015194408A1 WO2015194408A1 PCT/JP2015/066435 JP2015066435W WO2015194408A1 WO 2015194408 A1 WO2015194408 A1 WO 2015194408A1 JP 2015066435 W JP2015066435 W JP 2015066435W WO 2015194408 A1 WO2015194408 A1 WO 2015194408A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cutting edge
- drill
- outer end
- thinning
- width
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/02—Twist drills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/08—Side or plan views of cutting edges
- B23B2251/087—Cutting edges with a wave form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/12—Cross sectional views of the cutting edges
- B23B2251/122—Bevelled cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/12—Cross sectional views of the cutting edges
- B23B2251/125—Rounded cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/14—Configuration of the cutting part, i.e. the main cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/18—Configuration of the drill point
Definitions
- This invention relates to a drill in which the cutting edge is reinforced, and more particularly to a drill in which the cutting load is reduced while maintaining the strength of the cutting edge.
- the strengthening process of the cutting edge of a scissors drill is usually performed by a method of blunting the cutting edge.
- the blunting of the cutting edge is performed by a method as shown in Patent Documents 1 and 2 below, for example.
- the drill of patent document 1 forms the negative land which blunts a blade edge on a rake face, and makes the width of the negative land attached to the thinning part cutting edge in the front view of the drill larger than the width of the negative land attached to the main cutting edge. .
- the drill of patent document 2 gives the honing process which rounds a blade edge to a blade edge part.
- the honing width of the thinning part cutting edge is made constant over the entire length of the thinning part cutting edge, and the honing width of the outer peripheral part cutting edge connected to the radial outer end of the thinning part cutting blade is cut at the radial outer end. Widened to more than 1.5 times the honing width of the blade.
- the width of the negative land or the honing is made constant for the thinned portion cutting edge, the width is made constant for the outer peripheral portion cutting edge, or the width from the rotation center side to the outer peripheral side is changed. Processing to increase the width was adopted.
- the cutting edge is unnecessarily blunted to a portion where it is difficult to apply a cutting load, which increases the cutting load.
- the present invention has an object to reduce the cutting load while maintaining the strength of the cutting edge of the drill with the drill subjected to the strengthening process (blunting process) applied to the cutting edge as the object of improvement.
- a drill having a honing surface or a negative land formed in the entire region of the cutting edge, and the width of the honing surface or the negative land in the drill axis direction when viewed perpendicularly to the drill axis is the center of rotation.
- the honing surface for reinforcing the cutting edge and the negative land are configured as described above, and the cutting load is reduced as compared with the conventional drill subjected to the cutting edge strengthening treatment.
- FIG. 2 is an enlarged view of a part of a side surface of the drill, which is a view perpendicular to the drill axis of the drill of FIG. 1. It is a figure which expands and shows the front of the drill of FIG.
- FIG. 4 is an enlarged cross-sectional view of a position along line XX in FIG. 3. It is an expanded sectional view showing other examples of blade edge processing of a drill of this invention. It is the figure which compared the measured value of the axial direction cutting load in a performance evaluation test.
- the illustrated drill 1 is a twist drill having a twisted groove 3 on the outer periphery of a main body 2.
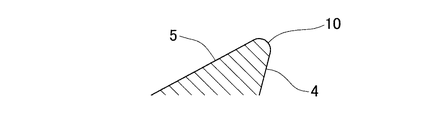
- the groove surface at the tip of the twisted groove 3 is a rake surface 4, and the groove surface of the thinning portion 7 formed at the ridge line at the position where the rake surface 4 intersects the flank 5 at the tip and the center of the tip of the main body 2.
- a cutting edge 6 is formed by a ridgeline at a position where the flank 5 intersects.
- the scissors drill has a margin 8 and a shank 9 connected to the rear of the main body 2.
- the scissors cutting blade 6 includes a thinning portion cutting edge 6a along the thinning portion and an outer peripheral portion cutting blade 6b connected to the radially outer end of the thinning portion cutting edge 6a.
- the illustrated outer peripheral cutting edge 6b includes a concave arc cutting edge 6b- 1 connected to the outer end of the thinning cutting edge 6a, and a convex arc cutting extending from the outer end of the concave arc cutting edge 6b- 1 to the outermost periphery.
- the blade portion 6b- 2 is combined.
- the blade cutting edge 6 is subjected to a cutting edge strengthening process over the entire area.
- the edge is rounded by a honing process.
- FIG. 3 is a honing surface formed by the edge-strengthening process.
- the width w in the drill axis direction when viewed perpendicularly to the drill axis gradually increases from the center of rotation toward the outer end of the thinning portion cutting edge 6 a.
- the drill axis direction width w as viewed perpendicularly to the drill axis gradually decreases.
- the width in the drill axis direction when viewed perpendicular to the drill axis gradually increases again from Mp toward the outer end of the cutting edge 6 (the radial outer end of the convex arc cutting edge portion 6b- 2 ).
- the appropriate width w of the honing surface 10 in the drill axis direction when viewed perpendicularly to the drill axis is 0.02 mm to 0.06 mm.
- the radius of curvature of the concave arc cutting edge portion 6b- 1 is set appropriately, for example, 0.5D (D is a drill diameter) or more, the concave arc cutting edge portion 6b- 1 is intermediate between the concave arc cutting edge portion 6b- 1 .
- the concentration of the cutting load applied to the point Mp hardly occurs, and the cutting load applied to the intermediate point Mp is smaller than the cutting load applied to the outer end of the thinning portion cutting edge 6a.
- the degree of strengthening of the cutting edge near the intermediate point Mp of the concave arc cutting edge portion 6b- 1 (which is determined by the drill axis direction width w of the honing surface 10 when viewed perpendicularly to the drill axis) is determined by the thinning portion cutting edge 6a. It is possible to reduce the cutting load by suppressing the blunting more than necessary to the region where the cutting load is difficult to be applied.
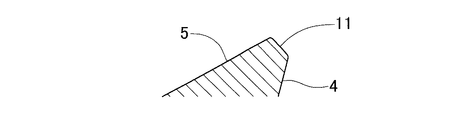
- the honing surface 10 can be replaced with a negative land 11 as shown in FIG. Even with a structure in which the negative land 11 is provided on the rake face by polishing or grinding, the cutting edge can be strengthened.
- This form also increases the width w in the drill axis direction in the negative view of the drill axis of the negative land gradually from the rotation center toward the outer end of the thinning portion cutting edge, and then the concave arc cutting edge portion from the outer end of the thinning portion cutting edge.
- the outer peripheral cutting edge 6b of the illustrated drill has a convex arc cutting edge 6b- 2 on the outer end side.
- the outer peripheral cutting edge 6b has a concave arc cutting as shown in FIG. 2 of the above-mentioned patent document 2 from the inner end connected to the outer end of the thinning cutting edge 6a to the outer end extending to the outer periphery of the drill. You may be comprised with the blade.
- Sample 1 a honing surface for reinforcing the cutting edge was formed over the entire area of the cutting edge.
- the width in the drill axis direction when viewed perpendicularly to the drill axis is gradually increased from the inner end to the outer end of the thinning portion cutting edge, and then the concave arc cutting edge portion of the thinning portion cutting edge is increased. It gradually decreased toward the intermediate point, and further increased gradually from the intermediate point of the concave arc cutting edge part toward the outermost end of the cutting edge.
- the drill axial width of the honing surface at the inner end of the thinning part cutting edge in a perpendicular view of the drill axis is 0.02 mm
- the drilling axial width of the honing surface at the outer end of the thinning part cutting edge is 0.05 mm
- a concave arc The drill axial width of the honing surface at the midpoint of the cutting edge is 0.02 mm
- the drill axial width of the honing surface at the outermost end of the cutting edge is 0.06 mm.
- Example 2 For comparison, a carbide twist drill (sample 2 and sample 3) having the same diameter and the same blade shape was also prototyped.
- Sample 2 the width in the drill axis direction of the honing surface as viewed from the right angle of the drill axis was uniformly 0.06 mm over the entire cutting edge.
- Sample 3 has a honing surface with a drill axis width of 0.02 mm at the rotation center in a right angle view of the drill axis and a honing surface with a drill axis width of 0.06 mm at the outermost edge of the cutting edge.
- the axial width was gradually increased from the center of rotation to the outermost edge of the cutting edge.
- the cutting load is measured by a method of measuring the axial load applied to the measuring tool by placing the work material on the measuring tool (cutting dynamometer made by Nihon Kissler) and cutting the work material from above. It was.
- the cutting load of sample 1 is about 300 kgf ⁇ cm less than that of sample 2.
- the fluctuation width of the cutting load is about 300 Kgf ⁇ cm in the sample 2, while the sample 1 is as small as 200 Kgf ⁇ cm.
- Sample 3 has a peak cutting load peak value of about 1500 Kgf ⁇ cm at the beginning of cutting, whereas Sample 1 is stable with an upper limit of cutting load from the beginning of cutting to the end of machining of about 1200 Kgf ⁇ cm. Therefore, the fluctuation width of the cutting load during processing is also smaller than that of the sample 3.
Abstract
A drill: which has a thinning section formed at the center of rotation, and a cutting edge comprising a thinning section cutting edge formed in the thinning section and a concave arc cutting edge section that extends from the outer end of the thinning section cutting edge; and in which a honing surface or negative land is formed on the entire cutting edge. The width of the honing surface or negative land in the drill axis direction when viewed perpendicular to the drill axis gradually increases from the center of rotation to the outer end of the thinning section cutting edge, gradually decreases from the outer end of the thinning section cutting edge to a midpoint of the concave arc cutting edge section, and gradually increases from the midpoint to the outer end of the cutting edge.
Description
この発明は、刃先に強化処理を施したドリル、詳しくは、刃先の強度を維持して切削負荷を低減させたドリルに関する。
This invention relates to a drill in which the cutting edge is reinforced, and more particularly to a drill in which the cutting load is reduced while maintaining the strength of the cutting edge.
ドリルの刃先の強化処理は、通常、刃先を鈍化させる方法でなされる。その刃先の鈍化は、例えば、下記特許文献1、2が示しているよう方法でなされている。
The strengthening process of the cutting edge of a scissors drill is usually performed by a method of blunting the cutting edge. The blunting of the cutting edge is performed by a method as shown in Patent Documents 1 and 2 below, for example.
特許文献1のドリルは、すくい面に刃先を鈍らせるネガランドを形成し、シンニング部切れ刃に付したネガランドのドリル正面視での幅を主切れ刃に付したネガランドの幅よりも大きくしている。
The drill of patent document 1 forms the negative land which blunts a blade edge on a rake face, and makes the width of the negative land attached to the thinning part cutting edge in the front view of the drill larger than the width of the negative land attached to the main cutting edge. .
また、特許文献2のドリルは、刃先部に刃先を丸めるホーニング処理を施したものである。シンニング部切れ刃のホーニング幅をシンニング部切れ刃の全長に亘って一定にするとともに、シンニング部切れ刃の径方向外端に連なる外周部切れ刃のホーニング幅をその径方向外端においてシンニング部切れ刃のホーニング幅の1.5倍以上に広げている。
ド リ ル Moreover, the drill of patent document 2 gives the honing process which rounds a blade edge to a blade edge part. The honing width of the thinning part cutting edge is made constant over the entire length of the thinning part cutting edge, and the honing width of the outer peripheral part cutting edge connected to the radial outer end of the thinning part cutting blade is cut at the radial outer end. Widened to more than 1.5 times the honing width of the blade.
従来において刃先の強化処理として、シンニング部切れ刃についてはネガランドやホーニングの幅を一定にする処理、外周部切れ刃についてはその幅を一定にする、もしくは、回転中心側から外周側に向かってその幅を大きくする処理が採られていた。しかし、このような強化処理では、切削負荷がかかり難い部位への刃先の鈍化が必要以上になされ、それが原因で切削負荷が大きくなる。
Conventionally, as a strengthening process of the cutting edge, the width of the negative land or the honing is made constant for the thinned portion cutting edge, the width is made constant for the outer peripheral portion cutting edge, or the width from the rotation center side to the outer peripheral side is changed. Processing to increase the width was adopted. However, in such a strengthening process, the cutting edge is unnecessarily blunted to a portion where it is difficult to apply a cutting load, which increases the cutting load.
切削負荷の増加は、加工の安定性を低下させ、ドリルの寿命にも悪影響を及ぼす。
An increase in cutting load reduces machining stability and adversely affects the drill life.
そこで、この発明は、刃先に強化処理(鈍化処理)を施したドリルを改善の対象にしてそのドリルの刃先の強度を維持しながら切削負荷を低減させることを課題としている。
Therefore, the present invention has an object to reduce the cutting load while maintaining the strength of the cutting edge of the drill with the drill subjected to the strengthening process (blunting process) applied to the cutting edge as the object of improvement.
上記の課題を解決するため、この発明においては、回転中心に形成されたシンニング部と、前記シンニング部に形成されたシンニング部切れ刃と前記シンニング部切れ刃の外端に連なる凹円弧切れ刃部とを含む切れ刃とを有し、前記切れ刃の全域にはホーニング面又はネガランドが形成されたドリルであって、ドリル軸直角視での前記ホーニング面又は前記ネガランドのドリル軸方向幅が回転中心から前記シンニング部切れ刃の外端に向かって次第に増加し、前記シンニング部切れ刃の外端から前記凹円弧切れ刃部の中間点に行くにつれて次第に減少し、前記中間点から前記切れ刃の外端に向かって次第に増加しているドリルとした。
In order to solve the above problems, in the present invention, a thinning portion formed at the center of rotation, a thinning portion cutting edge formed at the thinning portion, and a concave arc cutting edge portion connected to an outer end of the thinning portion cutting edge A drill having a honing surface or a negative land formed in the entire region of the cutting edge, and the width of the honing surface or the negative land in the drill axis direction when viewed perpendicularly to the drill axis is the center of rotation. Gradually increasing from the outer end of the thinning portion cutting edge toward the intermediate point of the concave arc cutting edge portion, and gradually decreasing from the intermediate point to the outside of the cutting edge. The drill gradually increased toward the end.
この発明のドリルは、刃先強化用のホーニング面やネガランドが上記の通りに構成されており、従来の刃先強化処理を施したドリルに比べて切削負荷が低減する。
ド リ ル In the drill of the present invention, the honing surface for reinforcing the cutting edge and the negative land are configured as described above, and the cutting load is reduced as compared with the conventional drill subjected to the cutting edge strengthening treatment.
以下、この発明のドリルの実施の形態を添付図面の図1~図5に基づいて説明する。図示のドリル1は、本体部2の外周にねじれ溝3を有するツイストドリルである。
Hereinafter, an embodiment of a drill according to the present invention will be described with reference to FIGS. 1 to 5 of the accompanying drawings. The illustrated drill 1 is a twist drill having a twisted groove 3 on the outer periphery of a main body 2.
ねじれ溝3の先端の溝面はすくい面4となっており、そのすくい面4と先端の逃げ面5が交差した位置の稜線及び本体部2の先端中心に形成されたシンニング部7の溝面と逃げ面5が交差した位置の稜線によって切れ刃6が形成されている。
The groove surface at the tip of the twisted groove 3 is a rake surface 4, and the groove surface of the thinning portion 7 formed at the ridge line at the position where the rake surface 4 intersects the flank 5 at the tip and the center of the tip of the main body 2. A cutting edge 6 is formed by a ridgeline at a position where the flank 5 intersects.
ドリルはマージン8と本体部2の後方に連なるシャンク9を有する。
The scissors drill has a margin 8 and a shank 9 connected to the rear of the main body 2.
切れ刃6は、図3に示すように、シンニング部に沿ったシンニング部切れ刃6aと、そのシンニング部切れ刃6aの径方向外端に連なった外周部切れ刃6bとからなる。
As shown in FIG. 3, the scissors cutting blade 6 includes a thinning portion cutting edge 6a along the thinning portion and an outer peripheral portion cutting blade 6b connected to the radially outer end of the thinning portion cutting edge 6a.
図示の外周部切れ刃6bは、シンニング部切れ刃6aの外端に連なった凹円弧切れ刃部6b-1と、その凹円弧切れ刃部6b-1の外端から最外周に至る凸円弧切れ刃部6b-2を組み合わせたものになっている。
The illustrated outer peripheral cutting edge 6b includes a concave arc cutting edge 6b- 1 connected to the outer end of the thinning cutting edge 6a, and a convex arc cutting extending from the outer end of the concave arc cutting edge 6b- 1 to the outermost periphery. The blade portion 6b- 2 is combined.
なお、ここでは、ドリルの回転方向を基準にして回転方向と反対向きに凹んだものを凹円弧切れ刃部、回転方向に凸となるように膨らんだものを凸円弧切れ刃部と称している。
In addition, here, what is dented in the direction opposite to the rotation direction on the basis of the rotation direction of the drill is referred to as a concave arc cutting edge portion, and what is swollen so as to be convex in the rotation direction is referred to as a convex arc cutting edge portion. .
切れ刃6には、全域に刃先の強化処理が施されている。例示のドリルの刃先の強化処理は、ホーニング処理で刃先を丸めたものになっている。図2、図3の10が刃先の強化処理によって形成されたホーニング面である。
The blade cutting edge 6 is subjected to a cutting edge strengthening process over the entire area. In the exemplified drill edge strengthening process, the edge is rounded by a honing process. 2 and FIG. 3 is a honing surface formed by the edge-strengthening process.
そのホーニング面10においては、ドリル軸直角視(図2)でのドリル軸方向幅wが回転中心からシンニング部切れ刃6aの外端に向かって次第に増加している。
On the honing surface 10, the width w in the drill axis direction when viewed perpendicularly to the drill axis (FIG. 2) gradually increases from the center of rotation toward the outer end of the thinning portion cutting edge 6 a.
そしてさらに、シンニング部切れ刃6aの外端から凹円弧切れ刃部6b-1の最大に凹んだ中間点Mpに行くにつれてドリル軸直角視でのドリル軸方向幅wが次第に減少し、前記中間点Mpから切れ刃6の外端(凸円弧切れ刃部6b-2の径方向外端)に向かってドリル軸直角視でのドリル軸方向幅が再度次第に増加する面となっている。
Further, as it goes from the outer end of the thinning part cutting edge 6a to the maximum recessed middle point Mp of the concave arc cutting edge part 6b- 1 , the drill axis direction width w as viewed perpendicularly to the drill axis gradually decreases. The width in the drill axis direction when viewed perpendicular to the drill axis gradually increases again from Mp toward the outer end of the cutting edge 6 (the radial outer end of the convex arc cutting edge portion 6b- 2 ).
そのホーニング面10のドリル軸直角視でのドリル軸方向幅wは、0.02mm~0.06mmが適当である。その幅を0.02mm以上とすることで、刃先の強化効果を不足なく得ることができる。
The appropriate width w of the honing surface 10 in the drill axis direction when viewed perpendicularly to the drill axis is 0.02 mm to 0.06 mm. By making the width 0.02 mm or more, the reinforcing effect of the cutting edge can be obtained without shortage.
また、その幅を0.06mm以下とすることで、切削負荷低減の効果を犠牲にせずに済む。
In addition, by making the width 0.06 mm or less, it is not necessary to sacrifice the effect of reducing the cutting load.
凹円弧切れ刃部6b-1は、曲率半径が適切に設定されていると、例えば、0.5D(Dはドリル径)以上に設定されていると、凹円弧切れ刃部6b-1の中間点Mpに加わる切削負荷の集中が起こり難く、中間点Mpに加わる切削負荷がシンニング部切れ刃6aの外端に加わる切削負荷よりも小さくなる。
If the radius of curvature of the concave arc cutting edge portion 6b- 1 is set appropriately, for example, 0.5D (D is a drill diameter) or more, the concave arc cutting edge portion 6b- 1 is intermediate between the concave arc cutting edge portion 6b- 1 . The concentration of the cutting load applied to the point Mp hardly occurs, and the cutting load applied to the intermediate point Mp is smaller than the cutting load applied to the outer end of the thinning portion cutting edge 6a.
そのために、凹円弧切れ刃部6b-1の中間点Mp付近の刃先の強化の度合い(これはホーニング面10のドリル軸直角視でのドリル軸方向幅wによって決まる)は、シンニング部切れ刃6aの外端部の強化の度合いよりも小さくて済み、切削負荷のかかり難い領域への必要以上の鈍化を抑えて切削負荷を低減することが可能になる。
Therefore, the degree of strengthening of the cutting edge near the intermediate point Mp of the concave arc cutting edge portion 6b- 1 (which is determined by the drill axis direction width w of the honing surface 10 when viewed perpendicularly to the drill axis) is determined by the thinning portion cutting edge 6a. It is possible to reduce the cutting load by suppressing the blunting more than necessary to the region where the cutting load is difficult to be applied.
なお、前記ホーニング面10は、図5に示すようなネガランド11に置き換えることができる。すくい面に研磨や研削などでネガランド11を設ける構造でも刃先を強化することができる。
Note that the honing surface 10 can be replaced with a negative land 11 as shown in FIG. Even with a structure in which the negative land 11 is provided on the rake face by polishing or grinding, the cutting edge can be strengthened.
この形態も、ネガランドのドリル軸直角視でのドリル軸方向幅wを回転中心からシンニング部切れ刃の外端に向かって次第に増加させ、次いで、シンニング部切れ刃の外端から凹円弧切れ刃部の中間点に向かって次第に減少させ、前記中間点から切れ刃の外端に向かって再度次第に増加させることで、切れ刃の切削負荷のかかり難い部位への鈍化が必要以上になされることを抑えて切削負荷を低減することができる。
This form also increases the width w in the drill axis direction in the negative view of the drill axis of the negative land gradually from the rotation center toward the outer end of the thinning portion cutting edge, and then the concave arc cutting edge portion from the outer end of the thinning portion cutting edge. By gradually decreasing toward the intermediate point, and gradually increasing again from the intermediate point toward the outer edge of the cutting edge, it is possible to prevent the cutting edge from being blunted more than necessary. Cutting load can be reduced.
なお、例示のドリルの外周部切れ刃6bは、外端側が凸円弧切れ刃部6b-2が形成されている。その外周部切れ刃6bは、シンニング部切れ刃6aの外端に連なる内端からドリルの外周に至る外端までの全域が、前記特許文献2の図2に示されているような凹円弧切れ刃で構成されていてもよい。
The outer peripheral cutting edge 6b of the illustrated drill has a convex arc cutting edge 6b- 2 on the outer end side. The outer peripheral cutting edge 6b has a concave arc cutting as shown in FIG. 2 of the above-mentioned patent document 2 from the inner end connected to the outer end of the thinning cutting edge 6a to the outer end extending to the outer periphery of the drill. You may be comprised with the blade.
図1に示す刃形を備える2枚刃の直径D=φ8mmの超硬ツイストドリル(試料1)を試作した。その試料1は、切れ刃の全域に刃先強化用のホーニング面を形成した。
A prototype of a carbide twist drill (sample 1) having a two-blade diameter D = φ8 mm provided with the blade shape shown in FIG. In Sample 1, a honing surface for reinforcing the cutting edge was formed over the entire area of the cutting edge.
そのホーニング面において、ドリル軸直角視でのドリル軸方向幅をシンニング部切れ刃の内端から外端に向かって緩やかに増加させ、次いで、シンニング部切れ刃の外端から凹円弧切れ刃部の中間点に向かって緩やかに減少させ、さらに、凹円弧切れ刃部の中間点から切れ刃の最外端に向かって緩やかに増加させた。
On the honing surface, the width in the drill axis direction when viewed perpendicularly to the drill axis is gradually increased from the inner end to the outer end of the thinning portion cutting edge, and then the concave arc cutting edge portion of the thinning portion cutting edge is increased. It gradually decreased toward the intermediate point, and further increased gradually from the intermediate point of the concave arc cutting edge part toward the outermost end of the cutting edge.
ドリル軸直角視でのシンニング部切れ刃の内端部におけるホーニング面のドリル軸方向幅は0.02mm、シンニング部切れ刃の外端部におけるホーニング面のドリル軸方向幅は0.05mm、凹円弧切れ刃部の中間点におけるホーニング面のドリル軸方向幅は0.02mmそして切れ刃の最外端部におけるホーニング面のドリル軸方向幅は0.06mmである。
The drill axial width of the honing surface at the inner end of the thinning part cutting edge in a perpendicular view of the drill axis is 0.02 mm, the drilling axial width of the honing surface at the outer end of the thinning part cutting edge is 0.05 mm, and a concave arc The drill axial width of the honing surface at the midpoint of the cutting edge is 0.02 mm, and the drill axial width of the honing surface at the outermost end of the cutting edge is 0.06 mm.
比較のために、同一径、同一刃形の超硬ツイストドリル(試料2、試料3)も試作した。試料2は、ドリル軸直角視でのホーニング面のドリル軸方向幅を切れ刃の全域において一律の0.06mmにした。
For comparison, a carbide twist drill (sample 2 and sample 3) having the same diameter and the same blade shape was also prototyped. In Sample 2, the width in the drill axis direction of the honing surface as viewed from the right angle of the drill axis was uniformly 0.06 mm over the entire cutting edge.
また、試料3は、ドリル軸直角視での回転中心におけるホーニング面のドリル軸方向幅を0.02mm、切れ刃最外端におけるホーニング面のドリル軸方向幅を0.06mmとし、ホーニング面のドリル軸方向幅を回転中心から切れ刃の最外端にかけて次第に増加させた。
Sample 3 has a honing surface with a drill axis width of 0.02 mm at the rotation center in a right angle view of the drill axis and a honing surface with a drill axis width of 0.06 mm at the outermost edge of the cutting edge. The axial width was gradually increased from the center of rotation to the outermost edge of the cutting edge.
かかる試料1~試料3を用いて、下記の条件で各2穴の穴明けを実施し、その際の切削負荷を測定した。
Using these Samples 1 to 3, drilling of 2 holes was carried out under the following conditions, and the cutting load at that time was measured.
-切削条件-
被削材:SUS304
切削速度(周速)Vc=60m/min
送り量f=0.15mm/rev -Cutting conditions-
Work material: SUS304
Cutting speed (peripheral speed) Vc = 60 m / min
Feed amount f = 0.15mm / rev
被削材:SUS304
切削速度(周速)Vc=60m/min
送り量f=0.15mm/rev -Cutting conditions-
Work material: SUS304
Cutting speed (peripheral speed) Vc = 60 m / min
Feed amount f = 0.15mm / rev
切削負荷の測定は、測定具(日本キスラー社製の切削動力計)の上に被削材を載せて上方から被削材を切り込ませ、測定具に加わる軸方向の荷重を測る方法で行った。
The cutting load is measured by a method of measuring the axial load applied to the measuring tool by placing the work material on the measuring tool (cutting dynamometer made by Nihon Kissler) and cutting the work material from above. It was.
その結果を図6に示す。この図6からわかるように、試料1は試料2に比べて切削負荷が300Kgf・cm程度減少している。
切削負荷の振れ幅も、試料2は300Kgf・cm程度であるのに対し、試料1は200Kgf・cm弱と小さくなっている。 The result is shown in FIG. As can be seen from FIG. 6, the cutting load ofsample 1 is about 300 kgf · cm less than that of sample 2.
The fluctuation width of the cutting load is about 300 Kgf · cm in thesample 2, while the sample 1 is as small as 200 Kgf · cm.
切削負荷の振れ幅も、試料2は300Kgf・cm程度であるのに対し、試料1は200Kgf・cm弱と小さくなっている。 The result is shown in FIG. As can be seen from FIG. 6, the cutting load of
The fluctuation width of the cutting load is about 300 Kgf · cm in the
また、試料3は、切削の初期の切削負荷ピーク値が1500Kgf・cm程度まで高まっているのに対し、試料1は切削の初期から加工終了までの切削負荷の上限値が1200Kgf・cm程度で安定しており、加工中の切削負荷の振れ幅も試料3より小さくなっている。
Sample 3 has a peak cutting load peak value of about 1500 Kgf · cm at the beginning of cutting, whereas Sample 1 is stable with an upper limit of cutting load from the beginning of cutting to the end of machining of about 1200 Kgf · cm. Therefore, the fluctuation width of the cutting load during processing is also smaller than that of the sample 3.
この評価試験の結果から、刃先強化を目的として設けるホーニング面やネガランドのドリル軸直角視でのドリル軸方向幅を切れ刃の位置に応じて変化させることの有効性が伺える。
結果 From the results of this evaluation test, the effectiveness of changing the width in the drill axis direction of the honing surface provided for the purpose of strengthening the cutting edge or the negative land when viewed perpendicularly to the drill axis can be seen.
1 ドリル
2 本体部
3 ねじれ溝
4 すくい面
5 逃げ面
6 切れ刃
6a シンニング部切れ刃
6b 外周部切れ刃
6b-1 凹円弧切れ刃部
6b-2 凸円弧切れ刃部
7 シンニング部
8 マージン
9 シャンク
10 ホーニング面
11 ネガランド DESCRIPTION OFSYMBOLS 1 Drill 2 Body part 3 Torsion groove 4 Rake face 5 Flank face 6 Cutting edge 6a Thinning part cutting edge 6b Outer peripheral part cutting edge 6b -1 Concave arc cutting edge part 6b -2 Convex arc cutting edge part 7 Thinning part 8 Margin 9 Shank 10 Honing surface 11 Negative land
2 本体部
3 ねじれ溝
4 すくい面
5 逃げ面
6 切れ刃
6a シンニング部切れ刃
6b 外周部切れ刃
6b-1 凹円弧切れ刃部
6b-2 凸円弧切れ刃部
7 シンニング部
8 マージン
9 シャンク
10 ホーニング面
11 ネガランド DESCRIPTION OF
Claims (3)
- 回転中心に形成されたシンニング部と、前記シンニング部に形成されたシンニング部切れ刃と前記シンニング部切れ刃の外端に連なる凹円弧切れ刃部とを含む切れ刃とを有し、前記切れ刃の全域にはホーニング面又はネガランドが形成されたドリルであって、
ドリル軸直角視での前記ホーニング面又は前記ネガランドのドリル軸方向幅が回転中心から前記シンニング部切れ刃の外端に向かって次第に増加し、前記シンニング部切れ刃の外端から前記凹円弧切れ刃部の中間点に行くにつれて次第に減少し、前記中間点から前記切れ刃の外端に向かって次第に増加しているドリル。 A cutting edge including a thinning portion formed at the center of rotation, a thinning portion cutting edge formed in the thinning portion, and a concave arc cutting edge portion connected to an outer end of the thinning portion cutting edge, and the cutting edge A drill in which a honing surface or a negative land is formed in the entire area of
The width of the honing surface or the negative land in the drill axis direction when viewed perpendicularly to the drill axis gradually increases from the center of rotation toward the outer end of the thinning part cutting edge, and the concave arc cutting edge extends from the outer end of the thinning part cutting edge. A drill that gradually decreases toward an intermediate point of the section and gradually increases from the intermediate point toward the outer end of the cutting edge. - ドリル軸直角視での前記ホーニング面又は前記ネガランドの前記ドリル軸方向幅が0.02mm~0.06mmである請求項1に記載のドリル。 The drill according to claim 1, wherein a width in the drill axis direction of the honing surface or the negative land in a perpendicular view of the drill axis is 0.02 mm to 0.06 mm.
- 前記凹円弧切れ刃部の曲率半径がドリル径の0.5倍以上に設定された請求項1又は請求項2に記載のドリル。 The drill according to claim 1 or 2, wherein a radius of curvature of the concave arc cutting edge is set to 0.5 times or more of a drill diameter.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE112015002883.8T DE112015002883T5 (en) | 2014-06-17 | 2015-06-08 | DRILL |
| CN201580001605.5A CN105473262B (en) | 2014-06-17 | 2015-06-08 | Drill bit |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-124053 | 2014-06-17 | ||
| JP2014124053A JP6288585B2 (en) | 2014-06-17 | 2014-06-17 | drill |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015194408A1 true WO2015194408A1 (en) | 2015-12-23 |
Family
ID=54935395
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/066435 WO2015194408A1 (en) | 2014-06-17 | 2015-06-08 | Drill |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6288585B2 (en) |
| CN (1) | CN105473262B (en) |
| DE (1) | DE112015002883T5 (en) |
| WO (1) | WO2015194408A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019021785A1 (en) * | 2017-07-27 | 2019-01-31 | 住友電工ハードメタル株式会社 | Drill |
| JP6750790B1 (en) * | 2019-10-15 | 2020-09-02 | 住友電工ハードメタル株式会社 | Drill |
| US11407040B2 (en) * | 2018-05-21 | 2022-08-09 | Osg Corporation | Drill |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11364557B2 (en) | 2017-12-26 | 2022-06-21 | Moldino Tool Engineering, Ltd. | Drill |
| CN107971542A (en) * | 2017-12-27 | 2018-05-01 | 苏州阿诺精密切削技术有限公司 | For processing the ladder drill mill of kidney slot |
| WO2020054702A1 (en) * | 2018-09-12 | 2020-03-19 | 京セラ株式会社 | Cutting insert, rotary tool, and method for producing cut workpiece |
| JP7268691B2 (en) * | 2021-01-27 | 2023-05-08 | 株式会社タンガロイ | Drill |
| JP7380813B1 (en) * | 2022-11-29 | 2023-11-15 | 株式会社タンガロイ | drilling tool |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0192019A (en) * | 1987-10-05 | 1989-04-11 | Mitsubishi Metal Corp | Drill |
| JPH0425308A (en) * | 1990-05-16 | 1992-01-29 | Toshiba Tungaloy Co Ltd | Twist drill |
| US20030129031A1 (en) * | 2002-01-09 | 2003-07-10 | Allied Machine & Engineering Corp. | Drill with specialized drill point geometry |
| JP2004268230A (en) * | 2003-03-11 | 2004-09-30 | Mitsubishi Materials Corp | Drill |
| JP2009018360A (en) * | 2007-07-10 | 2009-01-29 | Sumitomo Electric Hardmetal Corp | Drill for metal working |
| WO2009054400A1 (en) * | 2007-10-26 | 2009-04-30 | Sumitomo Electric Hardmetal Corp. | Twist drill |
| JP2014008549A (en) * | 2012-06-28 | 2014-01-20 | Sumitomo Electric Hardmetal Corp | Drill |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3900978B2 (en) * | 2002-03-13 | 2007-04-04 | 三菱マテリアル株式会社 | Drilling tool |
| SE531188C2 (en) * | 2007-05-29 | 2009-01-13 | Sandvik Intellectual Property | Drill body for chip separating machining |
| JP5994654B2 (en) * | 2013-01-23 | 2016-09-21 | 三菱マテリアル株式会社 | Drill with ultra-high hardness sintered body and manufacturing method thereof |
| CN203621576U (en) * | 2013-04-23 | 2014-06-04 | 深圳市航天精密刀具有限公司 | Diamond bit used for drilling titanium alloy and carbon fiber layered materials |
-
2014
- 2014-06-17 JP JP2014124053A patent/JP6288585B2/en not_active Expired - Fee Related
-
2015
- 2015-06-08 DE DE112015002883.8T patent/DE112015002883T5/en not_active Withdrawn
- 2015-06-08 WO PCT/JP2015/066435 patent/WO2015194408A1/en active Application Filing
- 2015-06-08 CN CN201580001605.5A patent/CN105473262B/en not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0192019A (en) * | 1987-10-05 | 1989-04-11 | Mitsubishi Metal Corp | Drill |
| JPH0425308A (en) * | 1990-05-16 | 1992-01-29 | Toshiba Tungaloy Co Ltd | Twist drill |
| US20030129031A1 (en) * | 2002-01-09 | 2003-07-10 | Allied Machine & Engineering Corp. | Drill with specialized drill point geometry |
| JP2004268230A (en) * | 2003-03-11 | 2004-09-30 | Mitsubishi Materials Corp | Drill |
| JP2009018360A (en) * | 2007-07-10 | 2009-01-29 | Sumitomo Electric Hardmetal Corp | Drill for metal working |
| WO2009054400A1 (en) * | 2007-10-26 | 2009-04-30 | Sumitomo Electric Hardmetal Corp. | Twist drill |
| JP2014008549A (en) * | 2012-06-28 | 2014-01-20 | Sumitomo Electric Hardmetal Corp | Drill |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019021785A1 (en) * | 2017-07-27 | 2019-01-31 | 住友電工ハードメタル株式会社 | Drill |
| US10646934B2 (en) | 2017-07-27 | 2020-05-12 | Sumitomo Electric Hardmetal Corp. | Drill |
| JPWO2019021785A1 (en) * | 2017-07-27 | 2020-05-28 | 住友電工ハードメタル株式会社 | Drill |
| JP7078825B2 (en) | 2017-07-27 | 2022-06-01 | 住友電工ハードメタル株式会社 | Drill |
| US11407040B2 (en) * | 2018-05-21 | 2022-08-09 | Osg Corporation | Drill |
| JP6750790B1 (en) * | 2019-10-15 | 2020-09-02 | 住友電工ハードメタル株式会社 | Drill |
| WO2021074958A1 (en) * | 2019-10-15 | 2021-04-22 | 住友電工ハードメタル株式会社 | Drill |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105473262A (en) | 2016-04-06 |
| JP6288585B2 (en) | 2018-03-07 |
| CN105473262B (en) | 2017-06-30 |
| JP2016002617A (en) | 2016-01-12 |
| DE112015002883T5 (en) | 2017-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015194408A1 (en) | Drill | |
| EP2298476B1 (en) | Drill | |
| WO2016043098A1 (en) | Drill | |
| US9662717B2 (en) | Drilling tool | |
| JP5927671B2 (en) | Small diameter drill | |
| WO2010050391A1 (en) | Ball end mill | |
| US20150104265A1 (en) | 3-blade drill | |
| JP2007007831A (en) | Stepped drill | |
| JP6268716B2 (en) | drill | |
| JP6473761B2 (en) | End mill and method of manufacturing cut product | |
| JP6359419B2 (en) | drill | |
| US20170066062A1 (en) | Drill | |
| WO2016017500A1 (en) | Drill and method of manufacturing cut product using same | |
| JP6848176B2 (en) | Drill | |
| WO2010086988A1 (en) | Double angle drill | |
| US11623286B2 (en) | Tapered end mill | |
| JP2014161946A (en) | Drilling machine | |
| JP2018176360A (en) | Rotary cutting type drilling tool | |
| WO2012053090A1 (en) | Three-bladed drill | |
| JP2014113661A (en) | Drill | |
| JP3185869U (en) | End mill | |
| KR20140002152U (en) | Cutting tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201580001605.5 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15809232 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 112015002883 Country of ref document: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15809232 Country of ref document: EP Kind code of ref document: A1 |