PROCESS FOR PREPARING PURIFIED FISCHER-TROPSCH
GASOIL FRACTION
Field of the Invention
The present invention relates to a process for preparing a high purity Fischer-Tropsch gasoil fraction and use thereof as a solvent or functional fluid.
Background to the invention
In the last two decades there has been an increasing interest in synthetic paraffinic hydrocarbon products . Such synthetic paraffinic products are for instance produced by so-called Fischer-Tropsch processes, wherein synthesis gas, i.e. a mixture of predominantly hydrogen and carbon monoxide, is converted into higher hydrocarbon compounds including paraffins .
Synthetic paraffinic products of particular interest are Fischer-Tropsch-derived gasoils. Due to their synthetic origin, these Fischer-Tropsch-derived gasoils have very low levels of aromatics, naphthenics and impurities compared to their crude oil derived
counterparts. In addition, the Fischer-Tropsch-derived gasoils have properties that provide advantages in solvent and functional fluid applications with low viscosity requirements .
US 2012/0048775 describes a process for producing middle distillates from a paraffinic feed produced by Fischer-Tropsch synthesis, wherein an intermediate fraction with an initial boiling point in the range 150
°C to 400 °C and an end point in the range 300 °C to 450 °C is passed over an ion exchange resin, and optionally decontaminated by passage over a guard bed. In US5906727, a Fischer-Tropsch-derived solvent is disclosed with a boiling range from approximately 160 to 370°C.
Due to the properties of the Fischer-Tropsch-derived gasoil, the use of the gasoil in specialty solvents applications is of considerable interest, however these specialty applications have stringent requirement with respect to the boiling point range and the impurity levels of Fischer-Tropsch-derived gasoil. These
restrictions go beyond the properties of the Fischer- Tropsch-derived solvent that is disclosed in US5906727.
There is a need in the art for Fischer-Tropsch- derived solvents that have more narrow boiling point range compared to the solvent disclosed in US5906727, with impurity levels below even that of a Fischer- Tropsch-derived gasoil.
Summary of the Invention
The present invention provides for a process for preparing a high purity Fischer-Tropsch gasoil fraction. It has been found that, when a contaminant-containing Fischer-Tropsch-derived gasoil having a relatively broad boiling point range, e.g. within a range of from approximately 150 to 450°C, is fractionated into two or more fractions that have a more narrow boiling point range, at least one of the fractions will also contain a contaminant. It has now been found that this problem can be resolved by the process according to the present invention .
Accordingly, the present invention provides a process for preparing a purified Fischer-Tropsch gasoil fraction, comprising:
a) providing a Fischer-Tropsch-derived gasoil
feedstock comprising one or more contaminants, wherein said Fischer-Tropsch-derived gasoil is a fluid
comprising paraffins, including isoparaffins and normal paraffins, with alkyl chain lengths in the range of from 7 to 30 carbon atoms, comprising at least 70 wt% of Fischer-Tropsch-derived paraffins having 9 to 25 carbon atoms based on the total amount of Fischer-Tropsch- derived paraffins;
b) providing the feedstock to a fractionation zone and fractionating the feedstock into two or more Fischer- Tropsch gasoil fractions having a different boiling point range, wherein at least one Fischer-Tropsch gasoil fraction is a contaminant-containing Fischer-Tropsch gasoil fraction;
c) providing the contaminant-containing Fischer- Tropsch gasoil fraction to an absorption zone comprising at least one absorbent material and contacting the contaminant-containing Fischer-Tropsch gasoil fraction with the absorbent material to absorb at least part of the one or more contaminants; and
d) retrieving from the absorption zone a purified Fischer-Tropsch gasoil fraction as high purity Fischer-
Tropsch gasoil fraction, which purified Fischer-Tropsch gasoil fraction is contaminant-depleted with respect to the contaminant-containing Fischer-Tropsch gasoil fraction .
The process according to the invention allows for the preparation of purified Fischer-Tropsch gasoil fractions, having applicability as solvents, diluents and functional fluids, which have a boiling point range that is narrower than the Fischer-Tropsch-derived gasoil feedstock it was prepared from.
The process according to the invention further allows for the preparation of purified Fischer-Tropsch gasoil fractions, having applicability as solvents,
diluents and functional fluids, which have desired odor properties and/or color specifications.
The process according to the invention further allows for the removal of contaminants using a
relatively straightforward, cheap and safe absorption method, compared to for instance treatments with strong acids like concentrated sulfuric acid or elaborate and expensive hydrotreating treatments. Detailed Description of the Invention
The present invention provides for a process for preparing purified Fischer-Tropsch gasoil fractions .
These Fischer-Tropsch gasoil fractions are particularly suitable for use as solvents, diluents and functional fluids, in particular for the applications as mentioned herein .
In the process according to the invention, the fractions are prepared by providing and fractionating a Fischer-Tropsch-derived gasoil. Fischer-Tropsch-derived gasoil according to the present invention is a synthetic gasoil derived from a Fischer-Tropsch process. Fischer- Tropsch-derived gasoil is known in the art. By the term "Fischer-Tropsch-derived" is meant that the gasoil, is, or is derived from, a synthesis product of a Fischer- Tropsch process. In a Fischer-Tropsch process, synthesis gas is converted to a synthesis product. Synthesis gas or syngas is a mixture of predominantly hydrogen and carbon monoxide that is obtained by conversion of a hydrocarbonaceous feedstock. Suitable feedstocks include natural gas, crude oil, heavy oil fractions, coal, biomass or lignocellulosic biomass and lignite and lignite. A Fischer-Tropsch-derived gasoil may also be referred to as a GTL (Gas-to-Liquids ) gasoil. The
Fischer-Tropsch-derived gasoil is characterized as the product of a Fischer-Tropsch process wherein a synthesis gas, or mixture of predominantly hydrogen and carbon monoxide, is processed at elevated temperature over a supported catalyst comprised of a Group VIII metal, or metals, e.g., cobalt, ruthenium, iron, etc. At least part of the Fischer-Tropsch product is contacted with hydrogen, at hydrocracking/ hydroisomerization
conditions over a, preferably, bifunctional, catalyst, or catalyst containing a metal, or metals, hydrogenation component and an acidic oxide support component active in producing both hydrocracking and hydroisomerization reactions. A least part of the resulting
hydrocracked/hydroisomerized Fischer-Tropsch product may be provided as the Fischer-Tropsch-derived gasoil.
Fischer-Tropsch-derived gasoils are different from crude oil-derived gasoils. Despite having a similar boiling point range, the specific molecular composition of the Fischer-Tropsch-derived gasoils may allow for, amongst others, improved viscosity characteristics, improved pour point characteristics, improved density characteristics and in particular a combination of any of the aforementioned characteristics with specific desired flash point characteristics. For example,
Fischer-Tropsch-derived gasoils may combine a low volatility with a high flash point, whereas the
viscosity of such Fischer-Tropsch-derived gasoils may be lower than the viscosity of crude oil-derived gasoil having a similar volatility and flashpoint.
Notwithstanding the above, the Fischer-Tropsch-derived gasoils is a complex mixture of molecules that should not be compared to a pure paraffinic molecule like e.g. pure n-dodecane .
The different characteristics of the Fischer- Tropsch-derived gasoils, compared to the crude oil- derived gasoils, are generally attributed to their particular isoparaffin to normal paraffin weight ratio (i/n ratio), relative amount of mono-methyl branched isoparaffins and the molecular weight distribution of the paraffins, as well as the absence of substantial levels aromatics and naphthenes.
A particular advantage of the Fischer-Tropsch- derived gasoils is that these gasoils exhibit very little odor and are almost colorless. Color as used herein is the Saybolt color as measured by its Saybolt number (ASTM D156: Standard Test Method for Saybolt Color of Petroleum Products) . A high Saybolt number, +30, indicates colorless fluids, whereas lower Saybolt numbers, in particular below zero, indicate a
discoloration. A Saybolt number lower than 25 already indicates the presence of a visually observable
discoloration. Fischer-Tropsch-derived gasoils typically have the highest Saybolt number, i.e. +30. The high purity, low odor and minimal color characteristics, together with the above mentioned improved viscosity, pour point, density and flash point characteristics make the Fischer-Tropsch-derived gasoils highly suitable for solvent, diluent and functional fluid applications.
These low odor and minimal color characteristics are in part caused by the fact that, although
contaminants are present in the Fischer-Tropsch-derived gasoil feedstock, the concentration of these
contaminants in the Fischer-Tropsch-derived gasoil is relatively low. This is due to the nature of the
Fischer-Tropsch process for making the Fischer-Tropsch- derived gasoil, wherein the feedstock to the Fischer-
Tropsch process comprises little to no sulphur and the process produces very little unsaturates, e.g.
aromatics, oxygenates and nitrous compounds. It has now been found that it may be possible to meet specific requirements of particular applications of the Fischer- Tropsch-derived gasoil by fractionating the Fischer- Tropsch-derived gasoil into two or more fractions having a different boiling point range. By fractionating the Fischer-Tropsch-derived gasoil, isoparaffins and normal paraffins are distributed unevenly over the two or more fractions and Fischer-Tropsch gasoil fractions may be obtained that have an i/n ratio different from the Fischer-Tropsch-derived gasoil feedstock. Also the relative amount of mono-methyl branched isoparaffins and the molecular weight distribution of the paraffins may be different. As a consequence the viscosity, pour point, density and flash point characteristics of the Fischer-Tropsch-derived gasoil fractions may change, beyond the change that would be expected on the basis of a fractionation based on boiling ranges alone.
In the process according to the present invention, a Fischer-Tropsch-derived gasoil feedstock is
provided to a fractionation zone. Reference herein to a fractionation zone is to one or more separation means for separating the Fischer-Tropsch-derived gasoil feedstock into two or more fractions having a different boiling point range. Examples of suitable separating means include, but are not limited to, distillation units. Preferably, the Fischer-Tropsch-derived gasoil feedstock is fractionated by distillation. The Fischer- Tropsch-derived gasoil feedstock may be fractionated in a single distillation column or in two or more
distillation columns. It is preferred that the Fischer-
Tropsch-derived gasoil feedstock is fractionated in one or more distillation columns.
In the fractionation zone, the Fischer-Tropsch- derived gasoil feedstock is fractionated into two or more Fischer-Tropsch-derived gasoil fractions, herein further referred to as Fischer-Tropsch gasoil fractions, each having a different boiling point range. Preferably, the Fischer-Tropsch-derived gasoil feedstock is
fractionated into three or more, more preferably four or more, Fischer-Tropsch gasoil fractions each having a different boiling point range.
When fractionating the Fischer-Tropsch-derived gasoil, the, albeit low levels of, contaminants that are present in the Fischer-Tropsch-derived gasoil feedstock are distributed over the two or more fractions, although not necessarily in an uniform manner. Although,
contaminant concentration in the Fischer-Tropsch-derived feedstock is relatively low, for some specific
applications even this low contaminant concentration may still be too high and is preferably lowered.
Contaminants herein are non-paraffinic, non naphthenic compounds. The term contaminant herein refers to compounds selected from the group consisting of oxygenate compounds, unsaturated hydrocarbon compounds, sulphur containing compounds and nitrogen containing compounds .
The term unsaturated hydrocarbon compounds herein refers to compounds having one or more unsaturated bonds, including aromatics.
The term oxygenate compounds herein refers to oxygen-containing hydrocarbonaceous compounds . Examples of oxygenates include, but are not limited to alcohols, ketones, aldehydes, ethers, epoxides and acids.
The term aromatics herein refers to aromatic compounds and compounds that comprise one or more aromatic groups, including polycyclic aromatics.
More preferably, term contaminant herein refers to compounds selected from the group consisting of
oxygenate compounds and aromatics, more preferably aromatics .
The term contaminant concentration herein refers to a contaminant concentration expressed in ppmw, unless expressly indicated differently, and calculated on the basis of the total Fischer-Tropsch-derived gasoil, contaminant-containing Fischer-Tropsch gasoil fraction, or purified Fischer-Tropsch gasoil fraction and the total weight of the contaminants.
Therefore, in the process according to the
invention, at least one Fischer-Tropsch gasoil fraction prepared in step (b) is a contaminant-containing
Fischer-Tropsch gasoil fraction.
Where more than one contaminant-containing Fischer- Tropsch gasoil fraction is produced the above described properties of the contaminant- containing Fischer- Tropsch gasoil fraction may apply to at least one contaminant- containing Fischer-Tropsch gasoil fraction, however, may apply to other contaminant-containing Fischer-Tropsch gasoil fractions.
Even the above described low contaminant
concentrations may undesired properties and do not benefit the use of the Fischer-Tropsch gasoil fractions in solvent, diluent or functional fluid applications. To make the Fischer-Tropsch gasoil fractions suitable for a wider range of solvent, diluent or functional fluid applications, the contaminant-containing Fischer-Tropsch
are further treated to reduce the contaminant
concentration .
Therefore, the process according to the invention further includes providing the contaminant-containing Fischer-Tropsch gasoil fraction to an absorption zone.
The absorption zone comprises at least one absorbent material, which is suitable to absorb at least part of the contaminants. Reference herein to an absorbent material is to absorbent material and adsorbent
material. Reference herein to absorb is to absorb and adsorb. Reference herein to absorption is to absorption and adsorption.
Preferably, the absorption zone comprises at least one absorbent material selected from the group
consisting of magnesium silicate and molecular sieve materials including 4A or 5A molecular sieve, zeolite X, zeolite 13X, zeolite Y, dealuminized zeolite Y,
ultrastable Y, ZSM-12, mordenite, zeolite beta, zeolite L, zeolite omega.
Without wishing to be bound by any particular theory, it is believed that in particular absorbent materials having larger pore sizes, i.e. above 0.5 nm (5 Angstrom) or larger, are able to absorb the relative large aromatic compounds in addition to the oxygenates and other contaminants. Absorbent materials having smaller pore sizes absorb predominately the non-aromatic compounds, including in particular oxygenates.
Therefore, it is particularly preferred that the absorption zone comprises at least one absorbent material comprising pores having a pore size of more than 0.5 nm (5 Angstrom), more preferably at least 0.55 nm (5.5 Angstrom), even more preferably at least 0.6 nm (6 Angstrom), still more preferably at least 0.65 nm
(6.5 Angstrom) . Preferably, the absorption zone
comprises at least one absorbent material that is a molecular sieve material selected from the group consisting of, zeolite X, zeolite 13X, zeolite Y, dealuminized zeolite Y, ultrastable Y, ZSM-12,
mordenite, zeolite beta, zeolite L, zeolite omega, more preferably zeolite X, zeolite 13X, zeolite Y,
dealuminized zeolite Y, ultrastable Y, ZSM-12,
mordenite, zeolite beta, zeolite L, zeolite omega, even more preferably the absorbent material is zeolite 13X, which is the sodium form of Zeolite X. Where the absorption zone comprises at least one molecular sieve absorbent material is preferred that at least one molecular sieve absorbent material has a channel structure in one or more directions having a diameter of more than 0.5 nm (5 Angstrom), more preferably at least 0.55 nm (5.5 Angstrom), even more preferably at least 0.6 nm (6 Angstrom), still more preferably at least 0.65 nm (6.5 Angstrom) .
The absorption zone may comprise two or more of absorbent materials, preferably two or more selected from the absorbent materials described hereinabove. A preferred combination of absorbent material may include zeolite 13X and magnesium silicate. Another preferred combination of absorbent material may include zeolite
13X and active coal. The combination of absorbent may be able to more efficiently absorb a broader range of contaminants, for instance both larger and smaller molecular size contaminants, e.g. oxygenates and aromatics, or polar and non-polar contaminants.
The molecular sieve used as the absorbent material in the process of the invention is preferably based on an acidic molecular sieve having a framework silica-to-
alumina molar ratio less than 100 and more preferably greater than 10, for example 20 to 50. Lower silica materials have more sites for available adsorption sites and therefore may be more effective than the higher silica molecular sieve materials.
The absorbent material used in the absorption zone of the process of the invention may be provided in the form of particles, for example extrudate, spheres or pellets. The particles may comprise the absorbent material alone or together with a binder material or filler material to improve the strength of the
particles. The binder or filler material may be for instance amorphous metal oxides, including alumina, silica, zirconia, and titania. Preferably the binder or filler material is alumina.
Preferably, the contaminant-containing Fischer- Tropsch gasoil fraction is contacted with the absorbent material in the absorption zone at a temperature in the range of from 0 to 150°C. The lower limit of the temperature range at which the contaminant-containing Fischer-Tropsch gasoil fraction is contacted with the absorbent material in the absorption zone is related to the fact that the absorption is diffusion limited and temperatures below 0°C would cause an undesirable decrease of the diffusion rate of the contaminants from the contaminant-containing Fischer-Tropsch gasoil fraction to the absorbent material. When the contact temperature is increased, i.e. above 0°C, the rate of diffusion may increase. By maintaining the temperature below 150°C, the formation of by-products is reduced. This is important as these by-products may have an undesirable effect on the applicability of the resulting Fischer-Tropsch gasoil fraction.
More preferably, the contaminant-containing
Fischer-Tropsch gasoil fraction is contacted with the absorbent material in the absorption zone at a
temperature in the range of from 10 to 40°C, most preferably in the range of from 10 to 30° C.
Preferably, the contaminant-containing Fischer- Tropsch gasoil fraction is contacted with the absorbent material in the absorption zone at a pressure in the range of from 1 to 75 bar, preferably of from 1.1 to 50 bar.
The contaminant-containing Fischer-Tropsch gasoil fraction may contacted with the absorbent material batch-wise or in a continuous mode. It is preferred that the contaminant-containing Fischer-Tropsch gasoil fraction is contacted with the absorbent material under turbulent flow conditions to stimulate the fluid/solid material interaction. In the continuous mode case, the absorption zone may preferably comprise a fixed bed reactor comprising at least one fixed bed of absorbent material. Preferably, the contaminant-containing
Fischer-Tropsch gasoil fraction is contacted with the absorbent material under continuous or induced mixing, this is particularly preferred in case of a batch-wise operation .
Preferably, the contaminant-containing Fischer-
Tropsch gasoil fraction is contacted with the absorbent material in the absorption zone at for a time sufficient to absorb at least part of the contaminants. In case of a batch-wise contacting of the contaminant-containing Fischer-Tropsch gasoil fraction with the absorbent material, the contaminant-containing Fischer-Tropsch gasoil fraction may be contacted with the absorbent material for any time in the range of from 1 minute to
48 hours, preferably for of from 30 minutes to 24 hours, more preferably of from 60 minutes to 24 hours.
Preferably, in a batch contacting, the contaminant- containing Fischer-Tropsch gasoil fraction may be contacted with the absorbent material in a volume ratio of contaminant-containing Fischer-Tropsch gasoil fraction over absorbent material of in the range of from 0.5 to 200, more preferably of from 1 to 175, even more preferably 5 to 125.
In case of a continuous contacting of the
contaminant-containing Fischer-Tropsch gasoil fraction with the absorbent material, the contaminant-containing Fischer-Tropsch gasoil fraction may be contacted with the absorbent material for any time in the range of from 1 minute to 48 hours, preferably for of from 30 minutes to
24 hours, more preferably of from 60 minutes to 24 hours. Preferably, the contaminant-containing Fischer-Tropsch gasoil fraction is contacted with the absorbent material in the absorption zone at a LHSV of from 0.0001 to 0.01 s-1' more preferably 0.0001 to 0.005 s-1, still more preferably 0.0001 to 0.003 s_1.
The absorption zone may comprise one or more absorption sections. In one embodiment, the absorption zone may comprise two or more absorption sections in- series. Optionally, the absorption zone may comprise two or more sections, each comprising a separate absorbent. This has the advantage that different contaminants may be separately removed, to the extent required. One example may be a first section comprising Mg silicate or similar absorbent material and a second section comprising zeolite 13X or similar large pore molecular sieve absorbent material. This combination has the advantage that the Mg silicate or similar absorbent material can
absorb part of the oxygenates, allowing a larger part of the absorption capacity of the zeolite 13X or similar large pore molecular sieve absorbent material to be used for the aromatic contaminants. Alternatively, the absorption zone may comprise a mixture of two or more absorbent materials.
In a further embodiment, the absorption zone may comprise two or more absorption sections in parallel, preferably comprising the same absorbent material. An advantage of providing parallel absorption zones is that this allows for a continuous operation of the absorption process, wherein alternating absorption beds are
regenerated (as described in more detail herein below), while the remaining section are in a normal operation mode .
Other embodiments may include both parallel as well as in-series aligned absorption zones.
In the process according to the invention, a purified Fischer-Tropsch gasoil fraction is retrieved from the absorption zone as the high purity Fischer- Tropsch gasoil fraction. The purified Fischer-Tropsch gasoil fraction retrieved from the absorption zone is contaminant-depleted, i.e. the purified Fischer-Tropsch gasoil fraction comprises a contaminant concentration that is lower than the contaminant concentration of the contaminant-containing Fischer-Tropsch gasoil fraction. Preferably, at least one of the aromatic and oxygenate concentrations of the purified Fischer-Tropsch gasoil fraction is lower the corresponding concentrations of the contaminant-containing Fischer-Tropsch gasoil fraction. More preferably, the aromatic and oxygenate
concentrations of the purified Fischer-Tropsch gasoil fraction are lower the corresponding concentrations of
the contaminant-containing Fischer-Tropsch gasoil fraction .
Preferably, the purified Fischer-Tropsch gasoil fraction according to the present invention comprises:
- in the range of from 0 to 300 ppmw, more preferably of from 0 to 200 ppmw, still more preferably of from 0 to 100 ppmw, even still more preferably of from 0 to 50 ppmw, most preferably of from 0 to 25 ppmw of aromatics, based on the weight of the purified Fischer-Tropsch gasoil fraction;
- in the range of from 0 to 3 ppmw, more preferably of from 1 ppmw, of oxygenates, calculated based on the weight of the elemental oxygen in the oxygenates and the purified Fischer-Tropsch gasoil fraction;
- in the range of from 0 to 3 ppmw, more preferably of from 1 ppmw, still more preferably of from 0.2 ppmw, of sulphur-containing hydrocarbonaceous compounds,
calculated based on the weight of the elemental sulphur in the sulphur-containing hydrocarbonaceous compounds and the weight of the purified Fischer-Tropsch gasoil fraction; and/or
- in the range of from 0 to 1 ppmw of nitrogen-containing hydrocarbonaceous compounds, calculated based on the weight of the elemental nitrogen in the nitrogen- containing hydrocarbonaceous compounds and the purified
Fischer-Tropsch gasoil fraction.
More preferably, the purified Fischer-Tropsch gasoil fraction according to the present invention comprises :
- in the range of from 0 to 300 ppmw, more preferably of from 0 to 200 ppmw, still more preferably of from 0 to
100 ppmw, even still more preferably of from 0 to 50 ppmw, most preferably of from 0 to 25 ppmw of aromatics,
based on the weight of the purified Fischer-Tropsch gasoil fraction;
- in the range of from 0 to 3 ppmw, more preferably of from 1 ppmw, of oxygenates, calculated based on the weight of the elemental oxygen in the oxygenates and the purified Fischer-Tropsch gasoil fraction;
- in the range of from 0 to 3 ppmw, more preferably of from 1 ppmw, still more preferably of from 0.2 ppmw, of sulphur-containing hydrocarbonaceous compounds,
calculated based on the weight of the elemental sulphur in the sulphur-containing hydrocarbonaceous compounds and the purified Fischer-Tropsch gasoil fraction; and
- in the range of from 0 to 1 ppmw of nitrogen-containing hydrocarbonaceous compounds, calculated based on the weight of the elemental nitrogen in the nitrogen- containing hydrocarbonaceous compounds and the purified Fischer-Tropsch gasoil fraction. Herein above reference is made to elemental oxygen, elemental sulphur and elemental nitrogen to indicate that the concentration of oxygenates, sulphur-containing hydrocarbonaceous
compounds and nitrogen-containing hydrocarbonaceous compounds is determined on the basis of the weight of the oxygen, sulphur and nitrogen atoms present in the gasoil and not on the weight to the complete molecule comprising those oxygen, sulphur and nitrogen atoms.
In case there is more than one contaminant- containing Fischer-Tropsch gasoil fraction, each
contaminant-containing Fischer-Tropsch gasoil fraction is preferably provided to separate absorption zones with separate absorption material (s) to prepare more than one purified Fischer-Tropsch gasoil fractions. This is particularly relevant when the fractionation and
absorption process steps are operated in a continuous
mode. Each of such individual more than one purified Fischer-Tropsch gasoil fractions may preferably have its own specific contaminant concentration within the above mentioned ranges.
In addition to the purified Fischer-Tropsch gasoil fraction, contaminant-comprising absorbent material may be retrieved from the absorption zone. The contaminant- comprising absorbent material may be recycled to the absorption zone or, in particular when the sorption capacity of the absorbent material is reached, the contaminant-comprising absorbent material may be
regenerated. The absorbent material may be regenerated in any suitable manner that will desorb or otherwise remove the contaminants from the absorbent material. For instance, the absorbent material may be regenerated either by stripping with a desorbent, such as steam or nitrogen, or by heating the absorbent material in the presence of for example oxygen, oxygen enriched air, air or a hydrogen-containing gas to burn off, or otherwise decompose the absorbed contaminants. After the absorbent material has been regenerated it may be recycled to the absorption zone.
In addition to contaminant-containing Fischer- Tropsch gasoil fractions, also Fischer-Tropsch gasoline fractions that have contaminant concentrations that do not required further treatment may be prepared in step (b) . Such Fischer-Tropsch gasoline can be directly retrieved from the process, i.e. without subjecting these fractions to the absorption step (c) as further Fischer- Tropsch gasoline fractions.
The purified Fischer-Tropsch gasoline fraction retrieved from the absorption zone as the purified
Fischer-Tropsch gasoline fraction (step (d) ) may be used,
optionally after even further treatment, for a desired application .
In a further aspect, the present invention provides the use of the purified Fischer-Tropsch gasoil fraction as a solvent, in a functional fluid formulation or a diluent. A functional fluid formulation herein may be a formulation comprising the purified Fischer-Tropsch gasoil fraction, preferably comprising further containing an additive compound. Typically, the solvents, functional fluid formulations and diluents may be used in many areas, for instance oil and gas exploration and
production, process oils, agro chemicals, process chemicals, construction industry, food and related industries, paper, textile and leather, and various household and consumer products. Further, the type of additives used in the functional fluid formulation according to the present invention is dependent on the type of fluid formulation. Additives for functional fluid formulations include, but are not limited to, corrosion and rheology control products, emulsifiers and wetting agents, borehole stabilizers, high pressure and anti-wear additives, de- and anti-foaming agents, pour point depressants, and antioxidants.
Preferred solvent, diluent and/or functional fluid applications using the purified Fischer-Tropsch gasoil fraction obtained in the process according to the present invention as diluent oil or base oil include, but is not limited to, drilling fluids, heating fuels, lamp oil, barbeque lighters, concrete demoulding, pesticide spray oils, paints and coatings, personal care and cosmetics, consumer goods, pharmaceuticals, industrial and institutional cleaning, adhesives, inks, air fresheners, sealants, explosives, water treatment, cleaners,
polishes, car dewaxers, electric discharge machining, transformer oils, process oil, process chemicals, silicone mastic, two stroke motor cycle oil, metal cleaning, dry cleaning, lubricants, metal work fluid, aluminum roll oil, explosives, chlorinated paraffins, heat setting printing inks, Timber treatment, polymer processing oils, rust prevention oils, shock absorbers, greenhouse fuels, fracturing fluids and fuel additives formulations .
Typical solvent, diluent and functional fluid applications are for example described in "The Index of Solvents", Michael Ash, Irene Ash, Gower publishing Ltd, 1996, ISBN 0-566-07884-8 and in "Handbook of Solvents", George Wypych, Willem Andrew publishing, 2001, ISBN 0- 8155-1458-1.
An advantage of the use of the purified Fischer- Tropsch gasoil fraction as solvents, diluents or in functional fluid formulations is that the purified
Fischer-Tropsch gasoil fraction has a low viscosity, low pour point while having a high flash point. This
combination of physical characteristics of the purified Fischer-Tropsch gasoil fraction is highly desirable for its use in functional fluid formulations with low viscosity requirements .
For example, in drilling fluid applications, during use, the temperature of the drilling fluid may decrease which may lead to an increase of the viscosity of the drilling fluid. The high viscosity may be harmful for the beneficial use of the drilling fluid. Therefore, a purified Fischer-Tropsch gasoil fraction obtained from the process according to the present invention with a low viscosity and high flash point is highly desirable for its use in drilling fluid applications .
The use of the purified Fischer-Tropsch gasoil fraction as a diluent may include the use as a diluent oil or base oil for solvent and/or functional fluid applications .
With the term diluent oil is meant an oil used to decrease viscosity and/or improve other properties of solvent and functional fluid formulations.
With the term base oil is meant an oil to which other oils, solvents or substances are added to produce a solvent or functional fluid formulation.
The advantages of the use of the purified Fischer- Tropsch gasoil fraction as a diluent oil or base oil for solvent and/or functional fluid formulations are the same as described above for functional fluid formulations comprising the purified Fischer-Tropsch gasoil fraction, further containing an additive compound.
In a further aspect, the present invention provides the use of a purified Fischer-Tropsch gasoil fraction obtained by the process according to the invention for improving biodegradability and lower toxicity in solvent and/or functional fluid applications.
As described above, the purified Fischer-Tropsch gasoil fraction has preferably very low levels of aromatics, sulphur, nitrogen compounds and is preferably free from polycyclic aromatic hydrocarbons. These low levels may lead to, but are not limited to, low aquatic toxicity, low sediment organism toxicity, low human and animal toxicity and low terrestrial ecotoxicity of the purified Fischer-Tropsch gasoil fraction. The molecular structure of the purified Fischer-Tropsch gasoil fraction may lead to the readily biodegradability of the Fischer- Tropsch-derived gasoil.
Any further Fischer-Tropsch gasoil fraction obtained in step (b) of the process that does not have a
contaminant concentration requiring further treatment also may be used in one or more ways as described herein above, similar to the purified Fischer-Tropsch gasoil fraction .
The specific use of a particular Fischer-Tropsch gasoil fraction may be dependent on the exact composition and characteristics of that particular Fischer-Tropsch gasoil fraction. The Fischer-Tropsch-derived gasoil as provided in step (a) of the process according to the invention as feedstock is a synthetic gasoil derived from a feedstock other than crude oil, such a methane, coal or biomass, and produced in a Fischer-Tropsch process. The
preparation of the Fischer-Tropsch-derived gasoils has been described in e.g. WO02/070628 and WO-A-9934917 (in particular the process as described in Example VII of WO-A-9934917, using the catalyst of Example III of
WO-A-9934917), both of which are hereby incorporated by reference. As mentioned above these Fischer-Tropsch- derived gasoils have a different molecular composition and have significantly different properties compared to crude oil-derived gasoil. Therefore, Fischer-Tropsch- derived gasoils can be clearly distinguished from crude oil-derived gasoils. A number of preferred properties of the Fischer-Tropsch-derived gasoils are provided herein.
Preferably, the Fischer-Tropsch-derived gasoil comprises more than 50 wt%, more preferably more than 70 wt% of isoparaffins, still more preferably more than 80 wt% . Preferably, Fischer-Tropsch-derived gasoils have a i/n ratio of at least 2, more preferably at least 2.8, even more preferably at least 3.5, still more preferably
at least 3.7, even still more preferably at least 4, yet more preferably at least 4.5.
Preferably, the Fischer-Tropsch-derived gasoil comprises in the range of from 20 to 40wt%, preferably of from 21 to 37wt%, more preferably of from 23 to 37wt% of mono-methyl branched isoparaffins , based on the total weight of isoparaffins in the Fischer-Tropsch-derived gasoil .
Preferably, the Fischer-Tropsch-derived gasoil has an initial boiling point of at least 150°C and a final boiling point of at most 450°C at atmospheric conditions. Suitably, the Fischer-Tropsch-derived gasoil has an initial boiling point of at least 175°C at atmospheric conditions, as determined using ASTM D86. It is noted herein that the initial boiling points, final boiling points and boiling ranges provided herein when describing the present invention are those initial boiling points, final boiling points and boiling ranges as determined by ASTM D86. It is further noted that the initial boiling points, final boiling points and boiling ranges as determined by ASTM D86 for the whole of the Fischer- Tropsch-derived gasoil do not exclude the presence of compounds or fractions that have a true boiling
temperature below or above the respective ASTM D86-based initial boiling point and ASTM D86-based final boiling point of the whole of the Fischer-Tropsch-derived gasoil.
The Fischer-Tropsch-derived gasoil feedstock preferably has a final boiling point of from 330 to 450°C, more preferably of from 331 to 370°C, even more preferably of from 332 to 365°C 333 to 351°C, still more preferably of from 336 to 348°C and even still more preferably of from 339 to 345°C at atmospheric
conditions. By boiling points at atmospheric conditions
is meant atmospheric boiling points, which boiling points are determined by ASTM D86.
The Fischer-Tropsch-derived gasoil, also referred to as Fischer-Tropsch full range gasoil, is a fluid comprising paraffins, including isoparaffins and normal paraffins, with alkyl chain lengths in the range of from 7 to 30 carbon atoms, preferably comprising paraffins having from 9 to 25 carbon atoms; the Fischer-Tropsch- derived gasoil comprises preferably at least 70 wt%, more preferably at least 85 wt%, more preferably at least 90 wt%, more preferably at least 95 wt%, and even more preferably at least 98 wt% of Fischer-Tropsch-derived paraffins having 9 to 25 carbon atoms based on the total amount of Fischer-Tropsch-derived paraffins, preferably based on the amount of Fischer-Tropsch-derived paraffins having of from 7 to 30 carbon atoms.
Further, the Fischer-Tropsch-derived gasoil
preferably has a density at 15°C according to ASTM D4052 of from 774 kg/m3 to 782 kg/m3, more preferably of from 775 kg/m3 to 780 kg/m3, and even more preferably of from
776 kg/m3 to 779 kg/m3.
Suitably, the kinematic viscosity at 40°C according to ASTM D445 of the Fischer-Tropsch-derived gasoil is of from 2.3 to 3.0 cSt, preferably of from 2.5 cSt to 2.9 cSt.
Further, the pour point of the Fischer-Tropsch- derived gasoil (according to ASTM D97) is preferably below -10°C, more preferably below -15°C, more preferably below -17°C, more preferably below -20°C, more preferably below -22°C, and even more preferably below -27°C and preferably above -40°C.
Suitably, the cloud point of the Fischer-Tropsch- derived gasoil (according to ASTM D2500) is preferably
below -10°C, more preferably below -15°C, more preferably below -18°C, more preferably below -20°C, more preferably below -22°C, and most preferably below -27°C and
preferably above -40°C.
Preferably, the flash point of the Fischer-Tropsch- derived gasoil according to ASTM D93 is of at least 60°C, more preferably 70°C, even more preferably at least 80°C and still more preferably at least 85°C.
The Fischer-Tropsch-derived gasoil has a smoke point according to ASTM D1322 of more than 50 mm.
Typically, the Fischer-Tropsch-derived gasoil provided as feedstock to the process according to the present invention comprises:
- in the range of from 0 to 300 ppmw, more preferably of from 0 to 200 ppmw, still more preferably of from 0 to
100 ppmw, even still more preferably of from 0 to 50 ppmw, most preferably of from 0 to 25ppmw of aromatics, based on the weight of the Fischer-Tropsch-derived gasoil ;
- in the range of from 0 to 3 ppmw, more preferably of from 0 to 1 ppmw of oxygenates, calculated based on the weight of the elemental oxygen in the oxygenates and the weight of the Fischer-Tropsch-derived gasoil;
- in the range of from 0 to 3 ppmw, more preferably of from 0 to 1 ppmw, still more preferably of from 0 to 0.2 ppmw, of sulphur-containing hydrocarbonaceous compounds, calculated based on the weight of the elemental sulphur in the sulphur-containing hydrocarbonaceous compounds and the weight of the Fischer-Tropsch-derived gasoil;
- in the range of from 0 to 1 ppmw of nitrogen-containing hydrocarbonaceous compounds, calculated based on the weight of the elemental nitrogen in the nitrogen-
containing hydrocarbonaceous compounds and the weight of the Fischer-Tropsch-derived gasoil; and/or
- in the range of from 0 to 2 wt% naphthenics, based on the weight of the Fischer-Tropsch-derived gasoil, wherein at least one of aromatics, oxygenates, sulphur-containing hydrocarbonaceous compounds and nitrogen-containing hydrocarbonaceous compounds is contained in the Fischer- Tropsch-derived gasoil feedstock, i.e. at least one of the above concentrations is not zero. Particularly, at least one of aromatics and oxygenates is contained in the
Fischer-Tropsch-derived gasoil feedstock, i.e. at least one of the above aromatic and oxygenate concentrations is not zero .
Preferably, the Fischer-Tropsch-derived gasoil provided as feedstock to the process according to according to the present invention comprises:
- in the range of from 0 to 300 ppmw, more preferably of from 0 to 200 ppmw, still more preferably of from 0 to 100 ppmw, even still more preferably of from 0 to 50 ppmw, most preferably of from 0 to 25ppmw of aromatics, based on the weight of the Fischer-Tropsch-derived gasoil ;
- in the range of from 0 to 3 ppmw, more preferably of from 0 to 1 ppmw of oxygenates, calculated based on the weight of the elemental oxygen in the oxygenates and the weight of the Fischer-Tropsch-derived gasoil;
- in the range of from 0 to 3 ppmw, more preferably of from 0 to 1 ppmw, still more preferably of from 0 to 0.2 ppmw, of sulphur-containing hydrocarbonaceous compounds, calculated based on the weight of the elemental sulphur in the sulphur-containing hydrocarbonaceous compounds and the weight of the Fischer-Tropsch-derived gasoil;
- in the range of from 0 to 1 ppmw nitrogen-containing hydrocarbonaceous compounds, calculated based on the weight of the elemental nitrogen in the nitrogen- containing hydrocarbonaceous compounds and the weight of the Fischer-Tropsch-derived gasoil; and
- in the range of from 0 to 2 wt% naphthenics, based on the weight of the Fischer-Tropsch-derived gasoil, wherein at least one of aromatics, oxygenates, sulphur-containing hydrocarbonaceous compounds and nitrogen-containing hydrocarbonaceous compounds is contained in the Fischer-
Tropsch-derived gasoil feedstock, i.e. at least one of the above concentrations is not zero. Particularly, at least one of aromatics and oxygenates is contained in the Fischer-Tropsch-derived gasoil feedstock, i.e. at least one of the above aromatic and oxygenate concentrations is not zero. Herein above reference is made to elemental oxygen, elemental sulphur and elemental nitrogen to indicate that the concentration of oxygenates, sulphur- containing hydrocarbonaceous compounds and nitrogen- containing hydrocarbonaceous compounds is determined on the basis of the weight of the oxygen, sulphur and nitrogen atoms present in the gasoil and not on the weight to the complete molecule comprising those oxygen, sulphur and nitrogen atoms .
Further, the Fischer-Tropsch-derived gasoil
preferably comprises less than 300 ppmw polycyclic aromatic hydrocarbons, more preferably less than 25 ppmw polycyclic aromatic hydrocarbons and most preferably less than 1 ppmw polycyclic aromatic hydrocarbons, based on the weight of the Fischer-Tropsch-derived gasoil.
Further, the Fischer-Tropsch-derived gasoil comprises n- paraffins and may comprise cyclo-alkanes .
In step (b) of the process according to the
invention, the Fischer-Tropsch-derived gasoil feedstock is fractionated into two or more Fischer-Tropsch gasoil fractions, preferably three or more Fischer-Tropsch gasoil fractions, more preferably four or more Fischer-
Tropsch gasoil fractions.
Preferably, at least one of the Fischer-Tropsch gasoil fractions obtained in step (b) , or ultimately (d) if the Fischer-Tropsch gasoil fraction is provided to step (c), has a final boiling point of at most 260°C, preferably at most 250°C, more preferably at most 215°C. Preferably, at least one of the Fischer-Tropsch gasoil fractions is a Fischer-Tropsch gasoil fraction selected from the group consisting of (1) a Fischer-Tropsch gasoil fraction having a final boiling point of at most 180°C, preferably at most 170°C, (2) a Fischer-Tropsch gasoil fraction an initial boiling point of at least 160°C, preferably at least 170°C, and a final boiling point of at most 200°C, preferably at most 190°C, (3) a Fischer- Tropsch gasoil fraction an initial boiling point of at least 180°C, preferably at least 190°C, and a final boiling point of at most 225°C, preferably at most 215°C, and (4) a Fischer-Tropsch gasoil fraction an initial boiling point of at least 205°C, preferably at least 215°C, and a final boiling point of at most 260°C, preferably at most 250°C, wherein the boiling point is measured at atmospheric conditions, as determined using ASTM D86.
In particular, at least one of the Fischer-Tropsch gasoil fractions obtained in step (b) , or ultimately (d) if the Fischer-Tropsch gasoil fraction is provided to step (c), may be a Fischer-Tropsch gasoil fraction selected from the group consisting of (1) a Fischer-
Tropsch gasoil fraction a final boiling point of at most 180°C, preferably at most 170°C, (2) a Fischer-Tropsch gasoil fraction an initial boiling point of at least 160°C, preferably at least 170°C, and a final boiling point of at most 200°C, preferably at most 190°C, and (3) a Fischer-Tropsch gasoil fraction an initial boiling point of at least 180°C, preferably at least 190°C, and a final boiling point of at most 225°C, preferably at most 215°C, wherein the boiling point is measured at
atmospheric conditions, as determined using ASTM D86.
More in particular, at least one of the Fischer- Tropsch gasoil fractions obtained in step (b), or ultimately (d) if the Fischer-Tropsch gasoil fraction is provided to step (c), may be a Fischer-Tropsch gasoil fraction selected from the group consisting of (2) a
Fischer-Tropsch gasoil fraction an initial boiling point of at least 160°C, preferably at least 170°C, and a final boiling point of at most 200°C, preferably at most 190°C, (3) a Fischer-Tropsch gasoil fraction an initial boiling point of at least 180°C, preferably at least 190°C, and a final boiling point of at most 225°C, preferably at most 215°C, wherein the boiling point is measured at
atmospheric conditions, as determined using ASTM D86.
Preferably, at least one of the above described fractions obtained in step (b) is provided to step (c) as the contaminant-containing Fischer-Tropsch gasoil fraction .
The high purity Fischer-Tropsch gasoil fraction (s), retrieved as the purified Fischer-Tropsch gasoil
fraction (s) in step (d) , will have essentially the same boiling point ranges as the contaminant-containing
Fischer-Tropsch gasoil fraction provided to step (c) to prepare said purified Fischer-Tropsch gasoil fraction.
Preferably, at least one of the Fischer-Tropsch gasoil fractions obtained in step (b) , or ultimately (d) if the Fischer-Tropsch gasoil fraction is provided to step (c), has an initial boiling point of more than 260°C, preferably at least 300°C, more preferably at least 310°C. Preferably, at least one of the Fischer- Tropsch gasoil fractions is a Fischer-Tropsch gasoil fraction selected from the group consisting of (1) a Fischer-Tropsch gasoil fraction an initial boiling point of more than 260°C, preferably at least 270°C and a final boiling point of at most 320°C, preferably at most 310°C, (2) a Fischer-Tropsch gasoil fraction having an initial boiling point of at least 310°C, preferably at least 330°C, more preferably at least 360 °C, wherein the boiling point is measured at atmospheric conditions, as determined using ASTM D86.
In particular, at least one of the Fischer-Tropsch gasoil fractions obtained in step (b) , or ultimately (d) if the Fischer-Tropsch gasoil fraction is provided to step (c), may be a Fischer-Tropsch gasoil fraction having an initial boiling point of at least 310°C, preferably at least 330°C, more preferably at least 360°C, wherein the boiling point is measured at atmospheric conditions, as determined using ASTM D86.
Preferably, at least one of the above described fractions obtained in step (b) is provided to step (c) as the contaminant-containing Fischer-Tropsch gasoil fraction .
The high purity Fischer-Tropsch gasoil fraction (s), retrieved as the purified Fischer-Tropsch gasoil
fraction (s) in step (d) , will have essentially the same boiling point ranges as the contaminant-containing
Fischer-Tropsch gasoil fraction provided to step (c) to prepare said purified Fischer-Tropsch gasoil fraction.
Preferably, at least one of the Fischer-Tropsch gasoil fractions obtained in step (b) or purified
Fischer-Tropsch gasoil fraction (s) retrieved in step (d) as the purified Fischer-Tropsch gasoil fraction has an i/n ratio of in the range of from 2 to 6. Preferably, the majority, i.e. more than half, of the Fischer-Tropsch gasoil fractions obtained in step (b) or (d) has a has an i/n ratio of in the range of from 2 to 6. A high i/n ratio may advantageously effect on amongst others the viscosity of the Fischer-Tropsch gasoil fractions.
Increasing the relative concentration of isoparaffin may lower the overall viscosity of the Fischer-Tropsch gasoil fractions. By fractionating the Fischer-Tropsch-derived gasoil feedstock, fraction may be obtained that have an improved i/n ratio, depending on the particular envisaged application .
Preferably, at least one of the Fischer-Tropsch gasoil fractions obtained in step (b) or (d) comprises in the range of from 30 to 75 wt%, more preferably of from 35 to 70wt%, more preferably of from 35 to 60wt% of mono- methyl branched isoparaffins , based on the total weight of isoparaffins in the Fischer-Tropsch gasoil fraction.
Preferably, the majority, i.e. more than half, of the Fischer-Tropsch gasoil fractions obtained in step (b) or (d) comprises in the range of from 30 to 75 wt% of mono-methyl branched isoparaffins , based on the total weight of isoparaffins in the Fischer-Tropsch gasoil fraction. Preferably, at least one of the Fischer-
Tropsch gasoil fractions obtained in step (b) or (d) comprises a higher weight percentage of mono-methyl branched isoparaffins, based on the total weight of
isoparaffins than the Fischer-Tropsch-derived gasoil feedstock. More preferably, at least two, still more preferably three, of the Fischer-Tropsch gasoil fractions obtained in step (b) or (d) comprises a higher weight percentage of mono-methyl branched isoparaffins, based on the total weight of isoparaffins than the Fischer- Tropsch-derived gasoil feedstock.
Mono-methyl branched isoparaffins exhibit desirable bio degradation characteristic compared to other
isoparaffins. A relative high concentration of mono- methyl isoparaffins to other isoparaffins may
advantageously effect amongst others the bio degradation characteristics of the Fischer-Tropsch gasoil fractions. Increasing the relative concentration of mono-methyl isoparaffin to other isoparaffins may improve the bio degradation characteristics of the Fischer-Tropsch gasoil fractions beyond the bio degradation characteristics of the Fischer-Tropsch-derived gasoil feedstock.
Examples
The invention is further illustrated by the
following non-limiting examples.
Example 1.
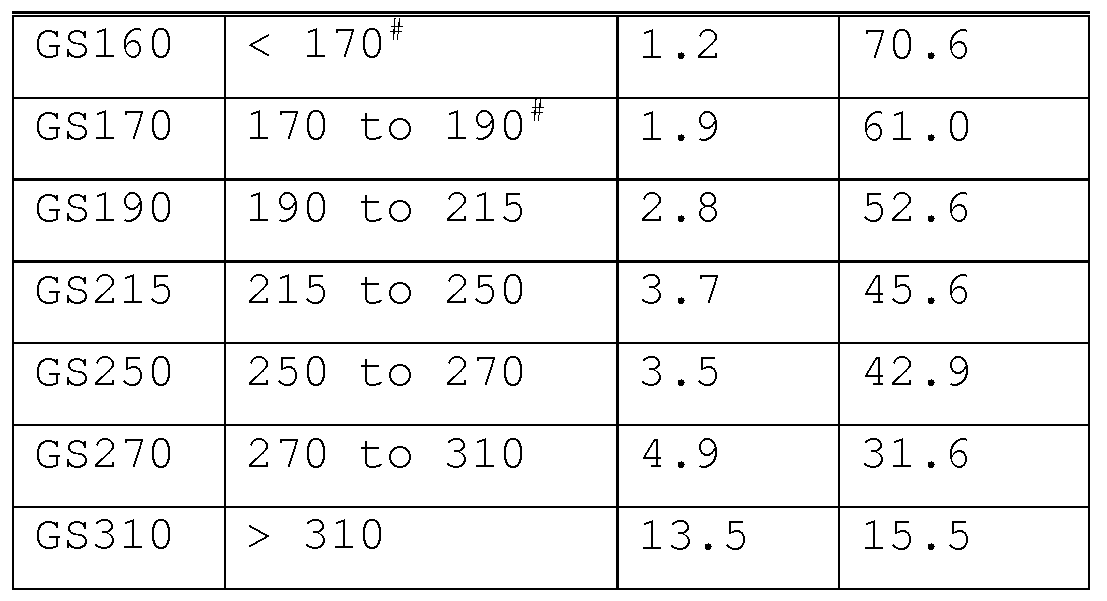
A Fischer-Tropsch-derived gasoil having a boiling range of 185 to 350°C, as determined by ASTM D86, was fractionated by distillation into 7 fractions. The properties of the fractions are shown in Table 1.
Table 1
Sample Boiling i/n Mono- range ratio methyl*
[°C] [-] [wt%]
* % of mono-methyl branched isoparaffins , based on the total weight of isoparaffins in the sample.
* the feedstock contains compounds individually boiling below the ASTM D86-based initial boiling point.
A Fischer-Tropsch gasoil fraction sample,
representative of sample GS190, was contacted with an absorbent material in an absorption zone. The Fischer- Tropsch gasoil fraction sample was first contacted with an Mg silicate absorbent material and subsequently with zeolite 13X absorbent material. The volume ratio of Fischer-Tropsch gasoil fraction to absorbent material was 82 for the Zeolite 13x and 210 for the Mg silicate. The Fischer-Tropsch gasoil fraction was contacted with the absorbent material at ambient pressures and temperatures. The properties of the purified Fischer-Tropsch gasoil fraction is shown in Table 2.
Table 2
Sample absorbent Aromatic content
[ppmw]
GS190 untreated 210
GS190 Mg silicate 210
GS190 Mg silicate 160
zeolite 13X
As can be seen from Table 2, Mg silicate does not significantly remove aromatics from the contaminant- containing Fischer-Tropsch gasoil fraction. Zeolite 13X does absorb a significant part of the aromatics.
It was noted that the treatment of the sample with the Mg silicate caused a change in the odor of the sample, indicating that a non-aromatic contaminant was absorbed.