WO2015137487A1 - Toothbrush handle, toothbrush, and method for manufacturing toothbrush - Google Patents
Toothbrush handle, toothbrush, and method for manufacturing toothbrush Download PDFInfo
- Publication number
- WO2015137487A1 WO2015137487A1 PCT/JP2015/057481 JP2015057481W WO2015137487A1 WO 2015137487 A1 WO2015137487 A1 WO 2015137487A1 JP 2015057481 W JP2015057481 W JP 2015057481W WO 2015137487 A1 WO2015137487 A1 WO 2015137487A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- toothbrush
- handle
- handle body
- cavity
- extending
- Prior art date
Links
Images









Classifications
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B5/00—Brush bodies; Handles integral with brushware
- A46B5/002—Brush bodies; Handles integral with brushware having articulations, joints or flexible portions
- A46B5/0033—Brush bodies; Handles integral with brushware having articulations, joints or flexible portions bending or stretching or collapsing
- A46B5/0037—Flexible resilience by plastic deformation of the material
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B5/00—Brush bodies; Handles integral with brushware
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B5/00—Brush bodies; Handles integral with brushware
- A46B5/002—Brush bodies; Handles integral with brushware having articulations, joints or flexible portions
- A46B5/0033—Brush bodies; Handles integral with brushware having articulations, joints or flexible portions bending or stretching or collapsing
- A46B5/005—Brushes with a telescopic or similarly moveable portion
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B5/00—Brush bodies; Handles integral with brushware
- A46B5/002—Brush bodies; Handles integral with brushware having articulations, joints or flexible portions
- A46B5/0054—Brush bodies; Handles integral with brushware having articulations, joints or flexible portions designed to allow relative positioning of the head to body
- A46B5/0062—Brush bodies; Handles integral with brushware having articulations, joints or flexible portions designed to allow relative positioning of the head to body being flexible or resilient during use
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B9/00—Arrangements of the bristles in the brush body
- A46B9/02—Position or arrangement of bristles in relation to surface of the brush body, e.g. inclined, in rows, in groups
- A46B9/04—Arranged like in or for toothbrushes
Landscapes
- Brushes (AREA)
Abstract
Description
本願は、2014年3月14日に、日本に出願された特願2014-051551号に基づき優先権を主張し、その内容をここに援用する。 The present invention relates to a toothbrush handle body, a toothbrush, and a method for manufacturing a toothbrush handle body.
This application claims priority on March 14, 2014 based on Japanese Patent Application No. 2014-051551 filed in Japan, the contents of which are incorporated herein by reference.
歯ブラシには、奥歯や前歯の裏側等をより擦掃しやすくするために、口腔内での操作性の向上が求められている。口腔内での操作性を高めた歯ブラシとしては、ヘッド部を小さくしたり、ヘッド部を薄くしたり、ネック部をさらに細くしたものが知られている。
また、ハンドル部をエラストマー樹脂で被覆し、手指が滑るのを防止して、操作性の向上が図られた歯ブラシが知られている。 The toothbrush includes a handle portion, a handle portion for a toothbrush provided with a handle portion, a neck portion extended to the handle portion, and a head portion provided at the tip of the neck portion, and a hair bundle planted in the head portion. Is generally known. In a handle body for a toothbrush, the neck portion is usually reduced in diameter relative to the handle portion.
The toothbrush is required to improve operability in the oral cavity in order to make it easier to scrub the back teeth and the back side of the front teeth. As toothbrushes with improved operability in the oral cavity, those having a smaller head, a thinner head, or a thinner neck are known.
In addition, a toothbrush is known in which the handle portion is covered with an elastomer resin to prevent a finger from slipping and the operability is improved.
これらの問題に対処するために、歯ブラシ用ハンドル体をポリアセタール樹脂(POM)等の高強度(曲げ弾性率2000MPa以上)の樹脂で成形した歯ブラシが提案されている(例えば、特許文献1)。 Generally, the handle body for toothbrushes is made of polyolefin such as polypropylene (PP). In a PP toothbrush handle body, if the head portion is made smaller, the head portion is made thinner, or the neck portion is made thinner, the head portion and the neck portion are likely to be damaged during use. In addition, the head portion is likely to be damaged when the hair bundle is planted with the flat wire type planting.
In order to cope with these problems, a toothbrush in which a handle body for a toothbrush is formed of a high-strength resin (bending elastic modulus of 2000 MPa or more) such as polyacetal resin (POM) has been proposed (for example, Patent Document 1).
この問題に対し、特許文献2には、ネック部の断面輪郭をヘッド部からハンドル部に向かうに従い特定の形状に変化させ、ネック部の撓み方向を段階的に規制することにより、毛束を清掃対象部位に適切に当接させ、適切なブラッシング圧で清掃できる歯ブラシが開示されている。 Although the toothbrush of patent document 1 is excellent in mechanical strength, since the bending amount of a neck part is small, the site | part to be cleaned cannot be wiped off with appropriate brushing pressure.
To deal with this problem,
そこで、本発明は、使用時に、より適切なブラッシング圧で清掃対象部位を擦掃できる歯ブラシ用ハンドル体、歯ブラシ、及び歯ブラシ用ハンドル体の製造方法を目的とする。 However, a toothbrush that has a more appropriate brushing pressure and can be better removed is desired.
Therefore, an object of the present invention is to provide a toothbrush handle body, a toothbrush, and a method for manufacturing a toothbrush handle body that can scrub a site to be cleaned with a more appropriate brushing pressure during use.
すなわち、本発明は、以下の態様を有する。
[1]ハンドル部、前記ハンドル部に延設されたネック部、及び前記ネック部の先端に設けられたヘッド部を備え、長尺状とされた歯ブラシ用ハンドル体において、前記ヘッド部及び前記ヘッド部から延びる延設部が備えられた第一の部材と、前記ハンドル部を形成し、長尺方向に延び、かつ、一方に開口する壁部に囲まれた空洞部が形成された第二の部材とを備え、前記延設部の一部は、前記空洞部内に挿入されており、前記空洞部内には、前記第一の部材と前記第二の部材との間にエラストマー樹脂が設けられている歯ブラシ用ハンドル体。
[2]前記延設部には、長尺方向に交わる方向に突出する第一の凸部が設けられており、前記第一の凸部の先端が前記空洞部を囲う前記壁部の内面に接している、[1]に記載の歯ブラシ用ハンドル体。
[3]前記延設部には、長尺方向に交わる方向に突出する第二の凸部が設けられており、前記第二の凸部が前記空洞部を囲う前記壁部を貫通している、[1]又は[2]に記載の歯ブラシ用ハンドル体。
[4]前記延設部の端部には、延設方向に突出する第三の凸部が形成されており、前記第二の部材には、前記第三の凸部に対応する凹部が形成されている、[1]~[3]のいずれか一項に記載の歯ブラシ用ハンドル体。
[5][1]~[4]のいずれか一項に記載の歯ブラシ用ハンドル体と、前記ヘッド部に植毛されている毛束とを有する歯ブラシ。
[6]前記延設部の一部を、前記空洞部に挿入する第一の工程と、前記空洞部内の、前記第一の部材と前記第二の部材との間に、エラストマー樹脂を充填する第二の工程とを有する、[1]~[4]のいずれか一項に記載の歯ブラシ用ハンドル体の製造方法。
[7]前記第二の工程において、前記第一の部材と前記第二の部材との間に、エラストマー樹脂を充填するのと同時に、ハンドル部の一部を被覆する被覆部を形成する、[6]に記載の歯ブラシ用ハンドル体の製造方法。 As a result of intensive investigations, the present inventor has provided an elastomer resin between the first member having the head portion and the second member having the handle portion, so that the handle for the toothbrush is excellent in bending of the neck portion. It was found that a body was obtained and the present invention was completed.
That is, this invention has the following aspects.
[1] A toothbrush handle body having a handle portion, a neck portion extended to the handle portion, and a head portion provided at a tip of the neck portion, and the head portion and the head A first member provided with an extending part extending from the part, and a second part forming the handle part, extending in the longitudinal direction, and formed with a cavity part surrounded by a wall part opened to one side A part of the extended portion is inserted into the cavity, and an elastomer resin is provided between the first member and the second member in the cavity. Toothbrush handle body.
[2] The extension portion is provided with a first protrusion protruding in a direction intersecting with the longitudinal direction, and a tip of the first protrusion is formed on an inner surface of the wall portion surrounding the cavity portion. The toothbrush handle body according to [1], which is in contact.
[3] The extended portion is provided with a second convex portion protruding in a direction intersecting with the longitudinal direction, and the second convex portion penetrates the wall portion surrounding the cavity portion. , [1] or [2] toothbrush handle body.
[4] A third convex portion protruding in the extending direction is formed at an end of the extended portion, and a concave portion corresponding to the third convex portion is formed in the second member. The toothbrush handle body according to any one of [1] to [3].
[5] A toothbrush comprising the toothbrush handle body according to any one of [1] to [4], and a bristle bundled in the head portion.
[6] A first step of inserting a part of the extended portion into the cavity, and filling the elastomer resin between the first member and the second member in the cavity. A method for manufacturing a handle for a toothbrush according to any one of [1] to [4], comprising a second step.
[7] In the second step, between the first member and the second member, an elastomer resin is filled, and at the same time, a covering portion that covers a part of the handle portion is formed. 6] The manufacturing method of the handle body for toothbrushes of description.
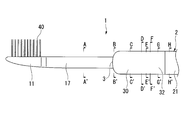
本発明の歯ブラシは、歯ブラシ用ハンドル体と毛束とを備える。図1~6Hを参照して、本発明の一実施形態の歯ブラシ1を説明するが、本発明はこれに限定されるものではない。図1に示す歯ブラシ1は、長尺状のハンドル体2に、毛束40が設けられている。 <One Embodiment of Toothbrush>
The toothbrush of the present invention includes a toothbrush handle body and a hair bundle. A toothbrush 1 according to an embodiment of the present invention will be described with reference to FIGS. 1 to 6H, but the present invention is not limited to this. The toothbrush 1 shown in FIG. 1 is provided with a
図1に示すように、本実施形態の歯ブラシ用ハンドル体2は、ハンドル部21、前記ハンドル部21に延設されたネック部17、及び前記ネック部17の先端に設けられるヘッド部11を備え、ハンドル部21からヘッド部11の方向に長尺状である。ネック部17は、ハンドル部21に対して縮径している。本実施形態においては、ハンドル部21とネック部17の境を境界部3と称する。
境界部3からハンドル部21側の外面及び第二の部材20の外面の一部は、被覆部32により被覆されている。 [Toothbrush handle]
As shown in FIG. 1, the
A part of the outer surface on the
ヘッド部11の幅は、特に限定されず、例えば、7~13mmが好ましく、8~12mmがより好ましい。上記下限値以上であれば、毛束40を植毛する面積を充分に確保でき、上記上限値以下であれば、口腔内での操作性をより高められる。ヘッド部の幅とは、長さ方向に対して垂直方向における、ヘッド部の端部から端部までの長さの最大値を意味する。
ヘッド部11の長さは、特に限定されず、例えば、10~30mmが好ましく、12~28mmがより好ましい。上記下限値以上であれば、毛束40を植毛する面積を充分に確保でき、上記上限値以下であれば、口腔内での操作性をより高められる。なお、ヘッド部の長さとは、端部5側の毛束40のはえぎわからヘッド部先端までの長さを意味する。
ヘッド部11の厚さは、材質等を勘案して決定でき、例えば、2~6mmが好ましく、2.5~4mmがより好ましい。上記下限値以上であれば、ヘッド部11の強度をより高められ、上記上限値以下であれば、口腔内での操作性をより高められる。ヘッド部の厚さとは、ヘッド部における厚さの最小値を意味する。
ネック部17の太さは、材質等を勘案して決定でき、例えば、3~6mmが好ましく、3.5~4.5mmがより好ましい。上記下限値以上であれば、ネック部17の強度をより高められ、上記上限値以下であれば、口腔内での操作性をより高められる。ネック部の太さとは、長さ方向に対して垂直に切断したときの断面における直径の最小値を意味する。 The length of the
The width of the
The length of the
The thickness of the
The thickness of the
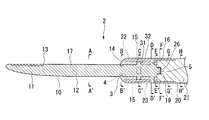
なお、図2中のアルファベットは、図1のアルファベットが示す箇所に対応する箇所を示している。また、図2において、毛束40は省略されている。 As shown in FIG. 2, the
Note that the alphabets in FIG. 2 indicate locations corresponding to the locations indicated by the alphabets in FIG. Moreover, in FIG. 2, the hair | bristle
図3、図6Bに示すように、境界部3には、延設部12を周回する環状凹部14が形成されている。なお、環状凹部14は形成されていてもよく、形成されていなくてもよい。
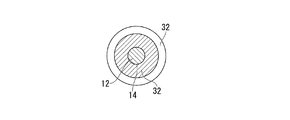
図3、図6Cに示すように、第一の凸部15は、前記延設部12から、長尺方向に交わる方向で、毛束40側とその裏側の方向(図6Cの上下方向)、及び幅方向(図6Cの両横方向)の4方向に突出している。長尺方向に交わる方向とは、長さ方向に対して垂直方向であることを意味する。4方向に突出した第一の凸部を結ぶ対向線が、延設部12の中心を通るように設けられることが好ましい。4方向に突出した第一の凸部を結ぶ対向線が、垂直に交差することが好ましい。第一の凸部15は、延設部の周方向に同じ間隔で形成されていてもよいし、異なる間隔で形成されていてもよい。第一の凸部15の形状は、角柱状であってもよいし、円柱状であってもよい。
第一の凸部15は、その中心が境界部3から10~50mmの位置になるように形成されることが好ましい。第一の凸部15は、その中心が端部5から10~50mmの位置になるように形成されることが好ましい。
図3、図6Dに示すように、第二の凸部16は、前記延設部12から、長尺方向に交わる方向で、毛束40側とその裏側の方向(図6Dの上下方向)の2方向に突出している。2方向に突出した第二の凸部を結ぶ線が、延設部12の中心を通るように設けられることが好ましい。第二の凸部16の形状は、角柱状であってもよいし、円柱状であってもよい。第二の凸部16は、第一の凸部15のうち毛束40側とその裏側の方向(図6Cの上下方向)に突出しているものと平行に突出していてもよいし、平行でなくてもよい。
第二の凸部16は、その中心が境界部3から20~80mmの位置になるように形成されることが好ましい。第二の凸部16は、その中心が端部5から10~50mmの位置になるように形成されることが好ましい。
図3、図6Fに示すように、第三の凸部19は、端部5において、延設部12の延設方向に突出している。第三の凸部15の形状は、角柱状であってもよいし、円柱状であってもよい。 As shown in FIGS. 3 and 6B to 6D and 6F, an
As shown in FIGS. 3 and 6B, the
As shown in FIG. 3 and FIG. 6C, the first
The first
As shown in FIGS. 3 and 6D, the second
The second
As shown in FIGS. 3 and 6F, the third
壁部22の毛束40側(図4の上側)とその裏側(図4の下側)には、開口部25(壁部22の先端)から後端(壁部22の付け根)に向かって延びるスリット23が形成されている。
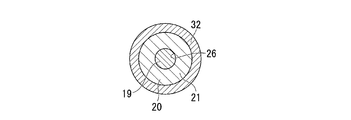
開口部25側から見た空洞部4の奥の壁面には、第一の凹部26が形成されている。第一の凹部26は、第三の凸部19に応じた形状とされている。 As shown in FIG. 4, the
On the
A
また、図4、図6F~6Hに示すように、第二の部材20は壁部22より後方が、円柱状とされている。ハンドル部の最も太い部分を幅方向に切断した断面における直径と、壁部22とその近傍において幅方向に切断した断面における直径との比が10:6~20:19であることが好ましい。
壁部の長さと、壁部22とその近傍部分との長さとの比は20:1~2:1であることが好ましい。 Since the thickness of the
Further, as shown in FIGS. 4 and 6F to 6H, the
The ratio of the length of the wall portion to the length of the
第二の樹脂としては、例えば、第一の樹脂と同様のものが挙げられる。中でも、ポリオレフィンが好ましく、PPがより好ましい。ポリオレフィンであれば、第二の部材20とエラストマー樹脂との接着性を高められる。第二の樹脂は、第一の樹脂と同じでもよく、異なっていてもよい。 The
Examples of the second resin include those similar to the first resin. Among these, polyolefin is preferable, and PP is more preferable. If it is polyolefin, the adhesiveness of the
また、例えば、第一の樹脂を非透光性の樹脂とし、第二の樹脂を透光性の樹脂としてもよい。このような組み合わせとすることで、歯ブラシ用ハンドル体2の意匠のバリエーションを多様化できる。 In this embodiment, as a combination of the first resin and the second resin, the first resin is a resin mainly composed of one or more selected from polyester and POM, and the second resin is a polyolefin. The first resin is preferably PBT or POM, and the second resin is PP. By such a combination, the
Further, for example, the first resin may be a non-translucent resin and the second resin may be a translucent resin. By setting it as such a combination, the design variation of the
図2、図6Bに示すように、環状凹部14には、被覆部32を構成するエラストマー樹脂が設けられている。
図2、図6Cに示すように、空洞部4内において、第一の凸部15の先端の全部又は一部は、壁部22の内面に当接している。これにより、後述する歯ブラシ1の製造方法の際に、壁部22に対する、第一の部材10の長尺方向に交わる方向の位置が決定し易くなる。なお、第一の凸部15は設けられていなくてもよい。第一の凸部15が設けられていない場合、使用する際、エラストマー樹脂からなる充填部31により第一の部材10の動きの柔軟性がより向上し、ブラッシング圧がより良好になる。第一の凸部15の先端が壁部22の内面に接している場合、第一の凸部15の先端の形状は壁部22の内面の形状に対応していることが好ましい。例えば、図6Cに示すように、壁部22の内面の幅方向で切断したときの断面形状が円弧状であれば、第一の凸部15の先端の幅方向で切断したときの断面形状も円弧状であることが好ましい。第一の凸部の高さ(厚さ)は0.1~2.0mmであることが好ましく、0.5~1.5mmであることがより好ましい。なお、充填部31の高さ(厚さ)と第一の凸部の高さ(厚さ)とは対応している。充填部31の高さ(厚さ)と壁部22の高さ(厚さ)との比は、 2:1~20:1であることが好ましい。
ネック部17の長さと、延設部12の一部(第一の部材10の境界部3から端部5まで)の長さとの比は、8:5~8:1であることが好ましい。
図2、図6Dに示すように、第二の凸部16は、スリット23を通って壁部22を貫通している。前記第二の凸部16の先端は、被覆部32の外面と面一となっている。これにより、後述する歯ブラシ1の製造方法の際に、前記第二の凸部16の先端が金型に当接し、金型に対する、第一の部材10の長尺方向に交わる方向の位置が決定される。スリット23の幅は第二の凸部16の幅と同じであってもよいし、第二の凸部16の幅よりも広くてもよい。第二の凸部16の高さ(厚さ)は、充填部31の高さ(厚さ)、壁部22の高さ(厚さ)、及び被覆部32の高さ(厚さ)の合計と同じであることが好ましい。スリットの長さは、壁部22の長さと同じであってもよいし、異なっていてもよい。 As shown in FIG. 2, a part of the extending
As shown in FIGS. 2 and 6B, the
As shown in FIGS. 2 and 6C, all or part of the tip of the first
The ratio of the length of the
As shown in FIGS. 2 and 6D, the second
嵌め込み構造は、図2、図6Fに示されるように、第三の凸部19が柱状の形状であり、第一の凹部26が前記形状に対応する形状とされている。
この嵌め込み構造により、第二の部材20に対する、第一の部材10の長尺方向の位置が決定される。また、嵌め込み構造を採用すれば、第一の部材10の長尺方向に交わる方向へのずれが生じにくくなる。 In the present embodiment, as shown in FIGS. 2 and 6F, a fitting structure is formed in which the third
In the fitting structure, as shown in FIGS. 2 and 6F, the third
With this fitting structure, the position of the
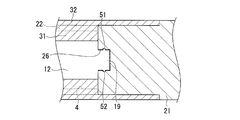
アンダーカット構造とは、例えば、図5に示すように、第一の部材10の第三の凸部19が柱状の形状であり、前記柱状の形状の側面の周方向に第四の凸部51が設けられ、第二の部材20の凹部の内面の周方向に第四の凸部51に対応する第二の凹部52が設けられる構造等をいう。
この場合、第四の凸部51は第二の凹部52に挿入されていることにより、第一の部材10は長尺方向に交わる方向だけでなく長尺方向にもずれが生じにくくなる。また、アンダーカット構造を採用すれば、第一の部材10と第二の部材20との連結をより強固にでき、使用時に第一の部材10が第二の部材20から抜け出るのをより防げる。 Further, the fitting structure may be an undercut structure.
For example, as illustrated in FIG. 5, the undercut structure is such that the
In this case, since the fourth
ここで、「空洞部4内の、第一の部材10と第二の部材20との間」とは、図6C~6Eに示す延設部12と壁部22の間のことである。 As shown in FIGS. 2 and 6C to E, a filling
Here, “between the
前記被覆部32は、充填部31と同様にエラストマー樹脂からなる。被覆部32を構成するエラストマー樹脂の種類は、充填部31を構成するエラストマー樹脂と同様である。 As shown in FIGS. 2 and 6B to 6G, the
The covering
第一の部材10と第二の部材20とは、主として、充填部31と被覆部32とが開口部25及びスリット23を通じての接続、エラストマー樹脂と第二の部材20の間における接着力又は摩擦力等により、強固に連結される。 In the present embodiment, the filling
The
図1に示すように、本実施形態の歯ブラシ1は、上述した歯ブラシ用ハンドル体2と、ヘッド部11に植毛されている複数の毛束40とを有する。具体的には、毛束40は図2に示す植毛穴13に植毛されている。
毛束40は、複数の用毛を束ねたものである。
ヘッド部11の植毛面から毛束40の先端までの長さ(毛丈)は、毛束40に求める毛腰等を勘案して決定でき、例えば、6~13mmとされる。
全ての毛束40は同じ毛丈であってもよいし、相互に異なっていてもよい。 [Hair bundle]
As shown in FIG. 1, the toothbrush 1 of the present embodiment includes the above-described
The
The length (hair length) from the flocked surface of the
All the hair bundles 40 may have the same hair length or may be different from each other.
一つの毛束を形成する用毛の本数は10~180本であることが好ましい。 As the hair constituting the
The number of hairs for forming one hair bundle is preferably 10 to 180.
これらの樹脂材料は、1種単独で又は2種以上を組み合わせて用いることができる。
また、用毛としては、芯部と前記芯部の外側に設けられた少なくとも1層以上の鞘部とを有する多重芯構造を有するポリエステル製用毛が挙げられる。 The material of the hair is, for example, polyamide such as 6-12 nylon (6-12NY), 6-10 nylon (6-10NY), PET, PBT, polytrimethylene terephthalate (PTT), polyethylene naphthalate (PEN), Examples thereof include polyesters such as polybutylene naphthalate (PBN), polyolefins such as PP, elastomer resins such as polyolefin elastomers and styrene elastomers.
These resin materials can be used singly or in combination of two or more.
Examples of the bristle include polyester bristle having a multi-core structure having a core part and at least one or more sheath parts provided outside the core part.
歯ブラシ1の製造方法は、第一の部材10と第二の部材20を別々に成形した後、インサート成形等で歯ブラシ用ハンドル体2を成形する。例えば、第一の部材10の延設部12の一部を、第二の部材20の空洞部4に挿入する第一の工程と、充填部31に、エラストマー樹脂を充填する第二の工程とにより、歯ブラシ用ハンドル体2を得る。
次いで、前記歯ブラシ用ハンドル体2のヘッド部11に、毛束40を植毛して、歯ブラシ1が得られる。 [Production method]
In the manufacturing method of the toothbrush 1, after the
Next, the
以下、第二の工程をインサート成形で行う場合の、本発明の歯ブラシ1の製造方法の一例を説明する。
まず、第二の部材20を金型内に配置する。この金型の内部では、第一の部材10及び第二の部材20を配置した状態において、被覆部32に応じた形状のキャビティが形成される。
次いで、第一の部材10の延設部12の一部(第一の部材10の境界部3から端部5まで)を、第二の凸部16がスリット23内を移動するように第二の部材20の空洞部4に挿し込み(第一の工程)、第三の凸部19の先端が第二の部材20の第一の凹部26に嵌める。
次いで、金型を閉じる。第一の部材10及び第二の部材20を金型内に配置すると、第一の凸部15が第二の部材20の壁部22の内面に当接し、第二の凸部16の壁部22外に突き出した先端が金型に当接するため、エラストマー樹脂を射出した際に、第一の部材10がずれにくい。 The
Hereinafter, an example of the manufacturing method of the toothbrush 1 of this invention when performing a 2nd process by insert molding is demonstrated.
First, the
Next, a part of the extended
The mold is then closed. When the
エラストマー樹脂を金型内に射出する際の、金型の温度は20~80℃であることが好ましい。 Next, the elastomer resin is injected into the mold in a state where the
The temperature of the mold when the elastomer resin is injected into the mold is preferably 20 to 80 ° C.
したがって、本実施形態の歯ブラシ1を用いれば、毛束40を清掃対象部位に適切に当接させ、適切なブラッシング圧で清掃することができるため、擦掃効果がより高くなる。 As described above, according to the present embodiment, since the filling
Therefore, if the toothbrush 1 of this embodiment is used, since the
また、本実施形態において、第一の部材10にPOM等の高強度の樹脂を用いれば、平線式植毛で毛束40を植毛した際のヘッド部11の破損、ヘッド部11の強度の低下による使用中におけるヘッド部11の破損を防ぐことができる。 According to the present embodiment, since the above-described scavenging effect is obtained, the
In the present embodiment, if a high-strength resin such as POM is used for the
また、本実施形態の延設部12の境界部3から端部5までの間に、例えば、毛束40側とその裏側の方向に、エラストマー樹脂が通り抜けできるような貫通孔を形成することで、製造の際、エラストマー樹脂が充填しやすくなる。また、この貫通孔内にエラストマー樹脂が設けられることにより、第一の部材10と第二の部材20との連結がさらに強固になる。 In the manufacture of the present embodiment, when the
In addition, by forming a through-hole through which the elastomer resin can pass between the
本発明は、上述の実施形態に限定されるものではない。
上述の実施形態において、第一の凸部15は設けられていてもよく、設けられていなくてもよい。製造する際、第二の部材20に対して第一の部材10を所望の位置に固定するため、第一の凸部15が設けられていることが好ましく、少なくとも2箇所設けられていることがより好ましい。少なくとも4か所設けられていることがさらに好ましい。
上述の実施形態において、第二の凸部16は設けられていてもよく、設けられていなくてもよい。製造する際、金型に対して所望の位置に固定するため、第二の凸部16が設けられていることが好ましく、少なくとも2箇所設けられていることがより好ましい。 <Other embodiments>
The present invention is not limited to the embodiment described above.
In the above-mentioned embodiment, the 1st
In the above-mentioned embodiment, the 2nd
また、第三の凸部19と第一の凹部26を設けず、共に平滑面にし、第一の部材10と第二の部材20とが単に前記平滑面で当接している構造であってもよい。 In the above-described embodiment, in the fitting structure formed by the third
Further, even if the third
上述の実施形態において、第二の部材20は円柱状とされているが、本発明において、第二の部材は円柱状に限られない。第二の部材の他の態様としては、例えば、多角柱状が挙げられる。多角柱状である場合、角が丸くされていることが好ましい。すなわち、第二の部材20は、本発明の効果を失わない範囲で、所望の形状が選択可能である。 In the above-mentioned embodiment, although the
In the above-described embodiment, the
2 歯ブラシ用ハンドル体;
3 境界部;
4 空洞部;
5 端部;
10 第一の部材;
11 ヘッド部;
12 延設部;
13 植毛穴;
14 環状凹部;
15 第一の凸部;
16 第二の凸部;
17 ネック部;
19 第三の凸部;
20 第二の部材;
21 ハンドル部;
22 壁部;
23 スリット;
25 開口部;
26 第一の凹部;
31 充填部;
32 被覆部;
40 毛束;
51 第四の凸部;
52 第二の凹部 1 toothbrush;
2 handle body for toothbrush;
3 borders;
4 hollow parts;
5 ends;
10 first member;
11 head part;
12 extension part;
13 flocking holes;
14 annular recess;
15 first convex portion;
16 Second convex part;
17 neck part;
19 Third convex part;
20 second member;
21 handle part;
22 walls;
23 slits;
25 openings;
26 first recess;
31 filling section;
32 covering part;
40 hair bundles;
51 4th convex part;
52 Second recess
Claims (7)
- ハンドル部、前記ハンドル部に延設されたネック部、及び前記ネック部の先端に設けられたヘッド部を備え、長尺状とされた歯ブラシ用ハンドル体において、
前記ヘッド部及び前記ヘッド部から延びる延設部が備えられた第一の部材と、前記ハンドル部を形成し、長尺方向に延び、かつ、一方に開口する壁部に囲まれた空洞部が形成された第二の部材とを備え、
前記延設部の一部は、前記空洞部内に挿入されており、
前記空洞部内には、前記第一の部材と前記第二の部材との間にエラストマー樹脂が設けられている歯ブラシ用ハンドル体。 In a handle body for a toothbrush comprising a handle portion, a neck portion extended to the handle portion, and a head portion provided at the tip of the neck portion, and having a long shape,
A first member provided with the head part and an extending part extending from the head part, and a cavity part forming the handle part, extending in the longitudinal direction and surrounded by a wall part opened to one side A second member formed,
A part of the extending part is inserted into the cavity part,
A toothbrush handle body in which an elastomer resin is provided between the first member and the second member in the hollow portion. - 前記延設部には、長尺方向に交わる方向に突出する第一の凸部が設けられており、前記第一の凸部の先端が前記空洞部を囲う前記壁部の内面に接している、請求項1に記載の歯ブラシ用ハンドル体。 The extending portion is provided with a first convex portion that protrudes in a direction intersecting the longitudinal direction, and a tip of the first convex portion is in contact with an inner surface of the wall portion that surrounds the cavity portion. The toothbrush handle body according to claim 1.
- 前記延設部には、長尺方向に交わる方向に突出する第二の凸部が設けられており、前記第二の凸部が前記空洞部を囲う前記壁部を貫通している、請求項1又は2に記載の歯ブラシ用ハンドル体。 The extended portion is provided with a second convex portion that protrudes in a direction intersecting the longitudinal direction, and the second convex portion passes through the wall portion surrounding the cavity portion. The handle body for a toothbrush according to 1 or 2.
- 前記延設部の端部には、延設方向に突出する第三の凸部が形成されており、前記第二の部材には、前記第三の凸部に対応する凹部が形成されている、請求項1~3のいずれか一項に記載の歯ブラシ用ハンドル体。 A third convex portion protruding in the extending direction is formed at the end of the extended portion, and a concave portion corresponding to the third convex portion is formed in the second member. The handle body for a toothbrush according to any one of claims 1 to 3.
- 請求項1~4のいずれか一項に記載の歯ブラシ用ハンドル体と、前記ヘッド部に植毛されている毛束とを有する歯ブラシ。 A toothbrush comprising the toothbrush handle body according to any one of claims 1 to 4 and a bristle bundled in the head portion.
- 前記延設部の一部を、前記空洞部に挿入する第一の工程と、
前記空洞部内の、前記第一の部材と前記第二の部材との間に、エラストマー樹脂を充填する第二の工程とを有する、請求項1~4のいずれか一項に記載の歯ブラシ用ハンドル体の製造方法。 A first step of inserting a part of the extended portion into the cavity portion;
The toothbrush handle according to any one of claims 1 to 4, further comprising: a second step of filling an elastomer resin between the first member and the second member in the cavity. Body manufacturing method. - 前記第二の工程において、前記第一の部材と前記第二の部材との間に、エラストマー樹脂を充填するのと同時に、ハンドル部の一部を被覆する被覆部を形成する、請求項6に記載の歯ブラシ用ハンドル体の製造方法。 In the second step, a covering portion that covers a part of the handle portion is formed between the first member and the second member at the same time as filling the elastomer resin. The manufacturing method of the handle body for toothbrushes of description.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580013085.XA CN106102514A (en) | 2014-03-14 | 2015-03-13 | Toothbrush shank body, toothbrush and the manufacture method of toothbrush shank body |
| KR1020167019599A KR20160134643A (en) | 2014-03-14 | 2015-03-13 | Toothbrush handle, toothbrush, and method for manufacturing toothbrush |
| JP2016507847A JPWO2015137487A1 (en) | 2014-03-14 | 2015-03-13 | Toothbrush handle body, toothbrush, and method for manufacturing toothbrush handle body |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014051551 | 2014-03-14 | ||
| JP2014-051551 | 2014-03-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015137487A1 true WO2015137487A1 (en) | 2015-09-17 |
Family
ID=54071923
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/057481 WO2015137487A1 (en) | 2014-03-14 | 2015-03-13 | Toothbrush handle, toothbrush, and method for manufacturing toothbrush |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JPWO2015137487A1 (en) |
| KR (1) | KR20160134643A (en) |
| CN (1) | CN106102514A (en) |
| WO (1) | WO2015137487A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200090938A (en) * | 2016-03-09 | 2020-07-29 | 라이온 가부시키가이샤 | Toothbrush |
| KR20200106228A (en) * | 2016-03-09 | 2020-09-11 | 라이온 가부시키가이샤 | Toothbrush |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2831401B2 (en) * | 1988-11-29 | 1998-12-02 | ブレンダックス、ゲゼルシャフト、ミット、ベシュレンクテル、ハフツング | toothbrush |
| JP2000004944A (en) * | 1998-06-26 | 2000-01-11 | Lion Corp | Tooth brush |
| JP2000510711A (en) * | 1995-03-23 | 2000-08-22 | スミスクライン・ビーチャム・コンシューマー・ヘルスケア・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | toothbrush |
| JP2001517512A (en) * | 1997-09-26 | 2001-10-09 | スミスクライン・ビーチャム・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コムパニー・コマンディットゲゼルシャフト | toothbrush |
| JP2003500091A (en) * | 1999-05-24 | 2003-01-07 | グラクソスミスクライン・コンシューマー・ヘルスケア・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コムパニー・コマンディットゲゼルシャフト | toothbrush |
| JP2003516782A (en) * | 1999-12-14 | 2003-05-20 | グラクソスミスクライン・コンシューマー・ヘルスケア・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コムパニー・コマンディットゲゼルシャフト | toothbrush |
| JP2004538029A (en) * | 1999-12-14 | 2004-12-24 | グラクソスミスクライン・コンシューマー・ヘルスケア・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コムパニー・コマンディットゲゼルシャフト | toothbrush |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3387591B2 (en) | 1993-11-22 | 2003-03-17 | ジョンソン・エンド・ジョンソン株式会社 | toothbrush |
| JPH10215950A (en) * | 1997-02-03 | 1998-08-18 | Lion Corp | Brushing pressure control toothbrush |
| US6502272B1 (en) * | 2000-05-24 | 2003-01-07 | Colgate-Palmolive Company | Replaceable head toothbrush providing controlled brushing pressure |
| NO322158B1 (en) * | 2002-07-26 | 2006-08-21 | Jordan As | Toothbrush |
| JP2005144033A (en) * | 2003-11-19 | 2005-06-09 | Lion Corp | Toothbrush |
| GB201104024D0 (en) * | 2011-03-09 | 2011-04-20 | Glaxosmithkline Consumer Healt | Novel device |
| JP5806922B2 (en) | 2011-12-07 | 2015-11-10 | ライオン株式会社 | toothbrush |
| JP6170802B2 (en) * | 2013-10-02 | 2017-07-26 | ライオン株式会社 | Handle body for toothbrush, manufacturing method thereof, and toothbrush |
-
2015
- 2015-03-13 KR KR1020167019599A patent/KR20160134643A/en unknown
- 2015-03-13 CN CN201580013085.XA patent/CN106102514A/en active Pending
- 2015-03-13 WO PCT/JP2015/057481 patent/WO2015137487A1/en active Application Filing
- 2015-03-13 JP JP2016507847A patent/JPWO2015137487A1/en not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2831401B2 (en) * | 1988-11-29 | 1998-12-02 | ブレンダックス、ゲゼルシャフト、ミット、ベシュレンクテル、ハフツング | toothbrush |
| JP2000510711A (en) * | 1995-03-23 | 2000-08-22 | スミスクライン・ビーチャム・コンシューマー・ヘルスケア・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | toothbrush |
| JP2001517512A (en) * | 1997-09-26 | 2001-10-09 | スミスクライン・ビーチャム・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コムパニー・コマンディットゲゼルシャフト | toothbrush |
| JP2000004944A (en) * | 1998-06-26 | 2000-01-11 | Lion Corp | Tooth brush |
| JP2003500091A (en) * | 1999-05-24 | 2003-01-07 | グラクソスミスクライン・コンシューマー・ヘルスケア・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コムパニー・コマンディットゲゼルシャフト | toothbrush |
| JP2003516782A (en) * | 1999-12-14 | 2003-05-20 | グラクソスミスクライン・コンシューマー・ヘルスケア・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コムパニー・コマンディットゲゼルシャフト | toothbrush |
| JP2004538029A (en) * | 1999-12-14 | 2004-12-24 | グラクソスミスクライン・コンシューマー・ヘルスケア・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コムパニー・コマンディットゲゼルシャフト | toothbrush |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200090938A (en) * | 2016-03-09 | 2020-07-29 | 라이온 가부시키가이샤 | Toothbrush |
| KR20200106228A (en) * | 2016-03-09 | 2020-09-11 | 라이온 가부시키가이샤 | Toothbrush |
| KR102384895B1 (en) | 2016-03-09 | 2022-04-11 | 라이온 가부시키가이샤 | Toothbrush |
| KR102418461B1 (en) | 2016-03-09 | 2022-07-08 | 라이온 가부시키가이샤 | Toothbrush |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106102514A (en) | 2016-11-09 |
| KR20160134643A (en) | 2016-11-23 |
| JPWO2015137487A1 (en) | 2017-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6170802B2 (en) | Handle body for toothbrush, manufacturing method thereof, and toothbrush | |
| KR102577531B1 (en) | Toothbrush | |
| TWI766856B (en) | Toothbrush | |
| JP6385027B1 (en) | toothbrush | |
| CN113995224B (en) | Toothbrush with tooth brush | |
| KR20180058218A (en) | toothbrush | |
| JP7203882B2 (en) | toothbrush | |
| WO2015137487A1 (en) | Toothbrush handle, toothbrush, and method for manufacturing toothbrush | |
| WO2017169967A1 (en) | Handle body for toothbrush, and toothbrush | |
| WO2017155045A1 (en) | Toothbrush | |
| WO2016199853A1 (en) | Toothbrush | |
| KR20200037203A (en) | toothbrush | |
| JP6478384B2 (en) | Toothbrush handle body and toothbrush | |
| JP2003144232A (en) | Manufacturing method for handle of toothbrush | |
| JP5785819B2 (en) | toothbrush | |
| JP5879118B2 (en) | toothbrush | |
| JP2017213314A (en) | toothbrush | |
| JP5977942B2 (en) | toothbrush | |
| JP6858123B2 (en) | toothbrush | |
| JP2018075269A (en) | toothbrush | |
| JP2024054019A (en) | toothbrush | |
| JP2024044055A (en) | toothbrush | |
| JPWO2019230845A1 (en) | toothbrush | |
| KR20200051640A (en) | toothbrush | |
| JP2012217468A (en) | Toothbrush |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15762198 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016507847 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20167019599 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201606132 Country of ref document: ID |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15762198 Country of ref document: EP Kind code of ref document: A1 |