WO2015133644A1 - Medium-/high-carbon steel sheet and method for manufacturing same - Google Patents
Medium-/high-carbon steel sheet and method for manufacturing same Download PDFInfo
- Publication number
- WO2015133644A1 WO2015133644A1 PCT/JP2015/056825 JP2015056825W WO2015133644A1 WO 2015133644 A1 WO2015133644 A1 WO 2015133644A1 JP 2015056825 W JP2015056825 W JP 2015056825W WO 2015133644 A1 WO2015133644 A1 WO 2015133644A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- content
- annealing
- carbide
- cold
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
- C21D1/32—Soft annealing, e.g. spheroidising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0447—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment
- C21D8/0473—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
- C21D9/48—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals deep-drawing sheets
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/003—Cementite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
Definitions
- the present invention relates to a medium / high carbon steel sheet having an excellent drawing in forming at a high strain rate and a method for producing the same.
- Medium and high carbon steel plates are used as materials for drive system parts such as automobile chains, gears, and clutches, as well as saws and blades.
- a material formed into a specified shape from a steel strip cut from a medium or high carbon steel or from a steel strip is formed into a part shape by plastic processing such as deep drawing, hole expansion, thickening, and thinning. Is done. In cold forging, in which each processing is performed individually or several of them simultaneously, the material is partially formed at a high strain rate of about 10 / sec, and the steel plate used as the material is excellent in deformation at a high strain rate. It is required to have excellent moldability, that is, excellent drawing.
- Patent Documents 1 to 6 So far, many proposals have been made on techniques for improving the drawing of medium and high carbon steel sheets (see, for example, Patent Documents 1 to 6).
- Patent Document 1 as a method for producing a medium / high carbon steel sheet excellent in deep drawability, C: 0.20 to 0.90 mass% hot rolled steel sheet or annealed steel sheet, at least in the final rolling pass surface
- An invention is disclosed in which finish rolling is performed using a work roll having a roughness Ra of 0.20 to 1.50 ⁇ m and a total rolling ratio of 20 to 70%, and then finish annealing.
- the technique disclosed in Patent Document 1 is a technique for increasing the diaphragm by improving the roughness of the steel sheet surface, and is not a technique for increasing the diaphragm by improving the material quality by controlling the structure of the steel material. There is no effect.
- Patent Document 2 as a high toughness high carbon steel plate excellent in workability, C: 0.6 to 1.3% by mass, Si: 0.5% by mass or less, Mn: 0.2 to 1.0% by mass %, P: 0.02% by mass or less, S: 0.01% by mass or less, with the balance being substantially Fe, and by adjusting the hot rolling conditions, cold rolling conditions and annealing conditions, The maximum length is 5.0 ⁇ m or less, the carbide spheroidization rate is 90% or more, and the volume of the spherical carbide having a particle size of 1.0 ⁇ m or more is 20% or more of the total spherical carbide volume, etc.
- An invention of a high carbon steel plate made of axial ferrite is disclosed.
- Patent Document 3 as a medium and high carbon steel excellent in deep drawability, the C content is 0.10 to 0.90 mass%, and the ferrite grain boundary existence rate (F value) of carbide is 30% or more.
- F value ferrite grain boundary existence rate
- Patent Document 4 as a high-carbon cold-rolled steel strip having a small deep-drawing in-plane anisotropy, the steel composition has C: 0.25 to 0.75%, and the average grain size of carbides in the steel is 0.5 ⁇ m.
- the invention in which the spheroidization rate is 90% or more and the texture satisfies the formula “(222) / (200) ⁇ 6-8.0 ⁇ C (%)” is disclosed.
- Patent Document 5 discloses that the carbon content is 0.20 to 0.70% by mass as a high carbon steel strip that has good deep drawability and can impart high hardness and excellent wear resistance.
- An invention is disclosed in which 50% by area or more of the cementite is graphitized.
- Patent Document 6 as a method for producing a high carbon cold-rolled steel sheet having excellent formability, C: 0.1 to 0.65%, Si: 0.01 to 0.3%, Mn: 0.4 to 2 %, Sol. Al: 0.01 to 0.1%, N: 0.002 to 0.008%, B: 0.0005 to 0.005%, Cr: 0 to 0.5, Mo: 0 to 0.1 Hot-rolled high carbon steel, wound at 300-520 ° C., box annealed at 650- (Ac1-10) ° C., cold-rolled at a rolling reduction of 40-80%, 650- (Ac1-10 ) A technique for box annealing at ° C is disclosed.
- Japanese Laid-Open Patent Publication No. 2003-293042 Japanese Unexamined Patent Publication No. 2003-147485 Japanese Unexamined Patent Publication No. 2002-155339 Japanese Unexamined Patent Publication No. 2000-328172 Japanese Unexamined Patent Publication No. 6-108158 Japanese Patent Laid-Open No. 11-61272
- an object of the present invention is to provide a medium / high carbon steel sheet having an excellent drawing in forming at a high strain rate and a manufacturing method thereof.
- the present inventors have intensively studied a method for solving the above problems. As a result, the present inventors have found that, when cracks (voids) generated in carbides grow at the time of deformation and are connected to each other, the reduction in deformation at a high strain rate is reduced. Furthermore, the present inventors have found that the cracks generated in the carbide are generated from the crystal interface existing in the carbide particles that have been conventionally recognized as one particle.
- the present inventors found that the steel plate having the above-mentioned characteristics is difficult to manufacture when the hot rolling conditions and annealing conditions are individually devised, and is optimized in so-called integrated processes such as hot rolling and annealing processes. The fact that it can be produced only by achieving the above has been found by accumulating various studies, and the present invention has been completed.
- the gist of the present invention is as follows.
- the medium / high carbon steel sheet according to one embodiment of the present invention is, in mass%, C: 0.10 to 1.50%, Si: 0.01 to 1.00%, Mn: 0.01 to 3 0.000%, P: 0.0001 to 0.1000%, S: 0.0001 to 0.1000%, the balance being Fe and impurities, and the steel plate is martensite.
- Bainite, pearlite, and retained austenite have a volume ratio of 5.0% or less
- the balance is a structure of ferrite and carbide
- the spheroidization rate of the carbide particles is 70% or more and 99% or less.
- the number ratio of the carbide particles including a crystal interface having an orientation difference of 5 ° or more in the carbide particles is 20% or less with respect to the total number of the carbide particles.
- the component of the steel sheet is mass%, and Al: 0.001 to 0.500%, N: 0.0001 to 0.0500 %, O: 0.0001 to 0.0500% Cr: 0.001 to 2.000%, Mo: 0.001 to 2.000%, Ni: 0.001 to 2.000%, Cu: 0.001 To 1.000%, Nb: 0.001 to 1.000%, V: 0.001 to 1.000%, Ti: 0.001 to 1.000%, B: 0.0001 to 0.0500%, W: 0.001-1.000%, Ta: 0.001-1.000%, Sn: 0.001-0.020%, Sb: 0.001-0.020%, As: 0.001- 0.020%, Mg: 0.0001 to 0.0200%, Ca: 0.001 to 0.020%, Y One or two of 0.001 to 0.020%, Zr: 0.001 to 0.020%, La: 0.001 to 0.020%, Ce: 0.001 to 0.020% You
- a method for producing a medium / high carbon steel sheet according to another aspect of the present invention is to heat a steel slab having the component described in (1) or (2) directly or once after cooling.
- finish hot rolling is completed in a temperature range of 600 ° C. or higher and 1000 ° C. or lower, and the hot rolled steel sheet picked up at 350 ° C. or higher and 700 ° C. or lower is box-annealed and cold rolled at 10% or higher and 80% or lower.
- Rolling is performed, and subsequent cold-rolled sheet annealing is performed in a continuous annealing line at an annealing temperature of 650 ° C. or more and 780 ° C. or less and a holding time of 30 seconds or more and 1800 seconds or less.
- % for a component means mass%.
- C is an element that increases the strength of the steel by heat treatment during quenching.
- Medium and high carbon steel sheets are processed as parts after being molded and subjected to heat treatment of quenching and quenching and tempering before being used as materials for drive systems parts such as automobile chains, gears, clutches and saws, blades, etc. Ensure necessary strength or toughness. If the C content is less than 0.10%, an increase in strength due to quenching cannot be obtained, so 0.10% is made the lower limit of the C content.
- the C content of The upper limit is 1.50%. More preferably, the C content is 0.15 to 1.30%.
- Si acts as a deoxidizer and is an element that suppresses coarsening and connection of carbide particles in hot-rolled sheet annealing and cold-rolled sheet annealing.
- a crystal interface is introduced into the carbide particles when two or more particles in the vicinity of each other come into contact with each other.
- the crystal interface in the carbide particles becomes the starting point of cracking.
- One typical element that reduces the growth rate of carbide is Si.
- the Si content is less than 0.01%, the above effect cannot be obtained, so the lower limit of the Si content is set to 0.01%.
- the Si content exceeds 1.00%, the ferrite is liable to cleave fracture and the drawing at a high strain rate decreases, so the upper limit of the Si content is set to 1.00%.
- the Si content is more preferably 0.05% or more and 0.80% or less, and further preferably 0.08% or more and 0.50% or less.
- Mn is an element that suppresses coarsening and connection of carbide particles in hot-rolled sheet annealing and cold-rolled sheet annealing, as in Si. If the Mn content is less than 0.01%, the above effect cannot be obtained, so the lower limit of the Mn content is set to 0.01%. On the other hand, if the Mn content exceeds 3.00%, the carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks start from acicular carbides in deformation at a high strain rate. Occurs and the aperture is reduced. Therefore, the upper limit of the Mn content is 3.00%.
- the Mn content is more preferably 0.30% or more and 2.50% or less, further preferably 0.50% or more and 1.50% or less.
- P is an impurity element that embrittles ferrite grain boundaries.
- the lower limit of the P content is 0.0001%.
- the upper limit of the P content is 0.1000%. To do.
- the P content is more preferably 0.0010% or more and 0.0500% or less, and still more preferably 0.0020% or more and 0.0300% or less.
- S is an impurity element that forms non-metallic inclusions such as MnS, and non-metallic inclusions are the starting point of cracking in deformation at a high strain rate, so the smaller the S content, the better.
- the lower limit of the S content is set to 0.0001%.
- the upper limit of the S content is made 0.1000% or less.
- the S content is more preferably 0.0003% or more and 0.0300% or less.
- the said component is made into the basic component of a steel plate
- 1 type, or 2 or more types of the element described below can be selectively contained in order to improve the mechanical characteristic of a steel plate.
- the lower limit value of the elements described below is 0%.
- Al preferably 0.001 to 0.500%
- Al is an element that acts as a deoxidizer for steel. If the Al content is less than 0.001%, the content effect cannot be obtained sufficiently, so the lower limit of the Al content may be 0.001%. On the other hand, if the Al content exceeds 0.500%, the grain boundaries of ferrite are embrittled, causing a reduction in the drawing during deformation at a high strain rate. For this reason, it is good also considering the upper limit of Al content as 0.500%.
- the Al content is more preferably 0.005% or more and 0.300% or less, and further preferably 0.010% or more and 0.100% or less.
- N is an element that promotes the bainite transformation of steel and causes embrittlement of ferrite when contained in a large amount.
- the lower limit of the N content may be 0.0001%.
- the upper limit of the N content may be 0.0500%.
- the N content is more preferably 0.0010% or more and 0.0250% or less, and further preferably 0.0020% or more and 0.0100% or less.
- O preferably 0.0001 to 0.0500% Since O is an element that promotes the formation of coarse oxides in the steel when contained in a large amount, it is preferable that the O content be small. However, since reducing the O content to less than 0.0001% increases the refining cost, 0.0001% may be set as the lower limit of the O content. On the other hand, when the O content exceeds 0.0500%, a coarse oxide is formed in the steel, and cracks originating from the coarse oxide occur during deformation at a high strain rate. The upper limit may be 0.0500%. The O content is more preferably 0.0005% or more and 0.0250% or less, and further preferably 0.0010% or more and 0.0100% or less.
- Cr preferably 0.001 to 2.000%
- Cr is an element that suppresses the coarsening and connection of carbide particles in hot-rolled sheet annealing and cold-rolled sheet annealing as in Si and Mn.
- the lower limit of the Cr content may be 0.001%.
- the upper limit of the Cr content may be 2.000%.
- the Cr content is more preferably 0.005% or more and 1.500% or less, further preferably 0.010% or more and 1.300% or less.
- Mo preferably 0.001 to 2.000%
- Mo is an element that suppresses coarsening and connection of carbide particles in hot-rolled sheet annealing and cold-rolled sheet annealing. If the Mo content is less than 0.001%, the above effect cannot be obtained, so the lower limit of the Mo content may be 0.001%. On the other hand, if the Mo content exceeds 2.00%, the carbide is less likely to be spheroidized by hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks are generated starting from acicular carbide in deformation at a high strain rate, Since the aperture is reduced, the upper limit of the Mo content may be 2.00%.
- the Mo content is more preferably 0.005% or more and 1.900% or less, and further preferably 0.008% or more and 0.800% or less.
- Ni is an effective element for improving the toughness of parts and improving the hardenability. In order to exhibit the effect effectively, it is preferable to contain 0.001% or more of Ni. On the other hand, if the Ni content exceeds 2.000%, carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks are generated starting from needle-like carbides during deformation at a high strain rate. In addition, since the aperture is reduced, the upper limit of the Ni content may be 2.000%. The Ni content is more preferably 0.005% or more and 1.500% or less, further preferably 0.005% or more and 0.700% or less.
- Cu is an element that increases the strength of the steel material by forming fine precipitates. In order to effectively exhibit the effect of increasing the strength, it is preferable to contain 0.001% or more of Cu. On the other hand, if the Cu content exceeds 1.00%, carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks occur starting from needle-like carbides during deformation at a high strain rate. In addition, since the aperture is reduced, the upper limit of Cu content may be 1.00%. The Cu content is more preferably 0.003% or more and 0.500% or less, and further preferably 0.005% or more and 0.200% or less.
- Nb is an element that forms carbonitrides and suppresses coarsening and connection of carbide particles in hot-rolled sheet annealing and cold-rolled sheet annealing. If the Nb content is less than 0.001%, the above-described effects cannot be obtained, so the lower limit of the Nb content may be 0.001%. On the other hand, if the Nb content exceeds 1.000%, carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks are generated starting from acicular carbides in deformation at a high strain rate. In addition, since the aperture is reduced, the upper limit of the Nb content may be 1.000%.
- the Nb content is more preferably 0.005% or more and 0.600% or less, further preferably 0.008% or more and 0.200% or less.
- V preferably 0.001 to 1.000%
- Nb is an element that forms carbonitrides and suppresses coarsening and connection of carbide particles in hot-rolled sheet annealing and cold-rolled sheet annealing. If the V content is less than 0.001%, the above effect cannot be obtained, so the lower limit of the V content may be 0.001%. On the other hand, if the V content exceeds 1.000%, carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks occur starting from needle-like carbides during deformation at a high strain rate. In addition, since the aperture is reduced, the upper limit of the V content may be 1.000%.
- the V content is more preferably 0.001% or more and 0.750% or less, and further preferably 0.001% or more and 0.250% or less.
- Ti is an element that forms carbonitrides and suppresses coarsening and connection of carbide particles during hot-rolled sheet annealing and cold-rolled sheet annealing. If the Ti content is less than 0.001%, the above-described effects cannot be obtained, so the lower limit of the Ti content may be 0.001% or more. On the other hand, if the Ti content exceeds 1.000%, the carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks are generated starting from needle-like carbides during deformation at a high strain rate. In addition, since the aperture is reduced, the upper limit of the Ti content may be 1.000%. The Ti content is more preferably 0.001% or more and 0.500% or less, and further preferably 0.003% or more and 0.150% or less.
- B is an element that improves the hardenability during heat treatment of the part. If the B content is less than 0.0001%, the above-described effects cannot be obtained, so the lower limit of the B content may be 0.0001%. If the B content exceeds 0.0500%, a coarse Fe—B—C compound is formed, which becomes a starting point of cracking at the time of deformation at a high strain rate and lowers the squeezing. It may be 0500%.
- the B content is more preferably 0.0005% or more and 0.0300% or less, and further preferably 0.0010% or more and 0.0100% or less.
- W preferably 0.001 to 1.000%)
- W is an element that forms carbonitrides and suppresses coarsening and connection of carbide particles during hot-rolled sheet annealing and cold-rolled sheet annealing. If the W content is less than 0.001%, the above effect cannot be obtained, so the lower limit of the W content may be 0.001%. On the other hand, if the W content exceeds 1.000%, carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks occur starting from needle-like carbides during deformation at a high strain rate. In addition, since the aperture is reduced, the upper limit of the W content may be 1.000%.
- the W content is more preferably 0.001% or more and 0.450% or less, and further preferably 0.001% or more and 0.160% or less.
- Ta preferably 0.001 to 1.000%
- Nb, V, Ti, and W is an element that forms carbonitrides and suppresses coarsening and connection of carbide particles during hot-rolled sheet annealing and cold-rolled sheet annealing.
- the lower limit of the Ta content may be 0.001%.
- the Ta content exceeds 1.000%, the carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks occur starting from needle-like carbides during deformation at a high strain rate.
- the upper limit of the Ta content may be 1.000% or less.
- the Ta content is more preferably 0.001% or more and 0.750% or less, and further preferably 0.001% or more and 0.150% or less.
- Sn is an element contained in steel when scrap is used as a steel raw material, and the smaller the Sn content, the better.
- the lower limit of the Sn content may be 0.001%.
- the upper limit of the Sn content may be 0.020%.
- the Sn content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.010% or less.
- Sb is an element contained in steel when scrap is used as a steel raw material, and the smaller the Sb content, the better.
- the lower limit of the Sb content may be 0.001%.
- the upper limit of the Sb content may be 0.020% or less.
- the Sb content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.011% or less.
- As is an element contained when scrap is used as a steel raw material in the same manner as Sn and Sb, and the smaller the As content, the more preferable.
- the As content is reduced to less than 0.001%, the refining cost is increased, so the lower limit of the As content may be 0.001%.
- the As content exceeds 0.020%, the ferrite becomes brittle, and the drawing is reduced in deformation at a high strain rate. Therefore, the upper limit of the As content may be 0.020% or less.
- the As content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.007% or less.
- Mg is an element that can control the form of the sulfide even if the content is very small, and can be contained if necessary. Since the effect cannot be obtained when the Mg content is less than 0.0001%, the lower limit of the Mg content may be 0.0001%. On the other hand, when Mg is excessively contained, the ferrite grain boundary becomes brittle, and the deformation is reduced at a high strain rate, so that the upper limit of the Mg content may be 0.0200%.
- the Mg content is more preferably 0.0001% or more and 0.0150% or less, and further preferably 0.0001% or more and 0.0075% or less.
- Ca preferably 0.001 to 0.020%
- Ca is an element that can control the form of the sulfide even if the content is very small, and can be contained if necessary. Since the effect cannot be obtained when the Ca content is less than 0.001%, the lower limit of the Ca content may be 0.001%. On the other hand, when Ca is excessively contained, the ferrite grain boundary becomes brittle, and the deformation is reduced at a high strain rate, so that the upper limit of the Ca content may be 0.020%.
- the Ca content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.010% or less.
- Y preferably 0.001 to 0.020%
- Y is an element that can control the form of sulfide even if the content is very small, and can be contained as required. Since the effect cannot be obtained if the Y content is less than 0.001%, the lower limit of the Y content may be 0.001%. On the other hand, when Y is excessively contained, the ferrite grain boundary becomes brittle, and the deformation is reduced at a high strain rate. Therefore, the upper limit of the Y content may be 0.020%.
- the Y content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.009% or less.
- Zr preferably 0.001 to 0.020%
- Zr is an element that can control the form of sulfide even if the content is very small, like Mg, Ca, and Y, and can be contained as needed. Since the effect cannot be obtained if the Zr content is less than 0.001%, the lower limit of the Zr content may be 0.001%. On the other hand, when Zr is excessively contained, the ferrite grain boundaries become brittle, and the deformation is reduced at a high strain rate, so that the drawing is reduced. Therefore, the upper limit of the Zr content may be 0.020%.
- the Zr content is more preferably 0.015% or less, still more preferably 0.010% or less.
- La like Mg, Ca, Y, and Zr, is an element effective for controlling the form of sulfides even if the content is very small, and may be contained as necessary. Since the effect cannot be obtained if the La content is less than 0.001%, the lower limit of the La content may be 0.001%. On the other hand, when La is contained excessively, the ferrite grain boundary becomes brittle, and the deformation is reduced at a high strain rate. Therefore, the upper limit of the La content may be 0.020%.
- the La content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.010% or less.
- Ce preferably 0.001 to 0.020%
- Ce is an element that can control the form of sulfide even if the content is very small, and may be contained as necessary. Since the effect cannot be obtained if the Ce content is less than 0.001%, the lower limit of the Ce content may be 0.001%. On the other hand, when Ce is excessively contained, the grain boundary of ferrite becomes brittle, and the deformation is reduced at a high strain rate, so that the upper limit of the Ce content may be 0.020%.
- the Ce content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.010% or less.
- the balance of the components described above is Fe and impurities.
- the steel sheet according to the present embodiment has been subjected to optimum hot rolling and annealing, so that it has a structure mainly composed of ferrite and carbide, martensite, bainite, pearlite,
- the ratio is 20% or less with respect to the total number of carbide particles.
- the steel according to the present embodiment substantially has a structure of ferrite and carbide.
- the carbide is a compound in which Fe atoms in the cementite are substituted with an alloy element such as Mn and Cr, and an alloy carbide (M 23 C 6 , M 6 C, MC, where M is Fe and other alloying elements). It is preferable that martensite, bainite, pearlite, and retained austenite are not included in the structure. If included, the total volume ratio is 5.0% or less. The lower limit of the total amount of martensite, bainite, pearlite, and retained austenite is not specified.
- the total amount of martensite, bainite, pearlite, and residual austenite is considered to be 0.0% by volume.
- the lower limit of the total amount of martensite, bainite, pearlite, and retained austenite may be 0.0%.
- the martensite, bainite, pearlite, and retained austenite to be specified in the present embodiment are the processes in which the steel sheet is heated to the two-phase region of ferrite and austenite in cold-rolled sheet annealing, and then cooled to room temperature. It is the generated organization. For this reason, martensite, bainite, and pearlite are located at the grain boundaries of ferrite, and retained austenite exists at the lath interface or block boundary of martensite and bainite.
- the transformation from austenite to martensite, bainite, or pearlite the volume expands, so that stress remains at the ferrite grain boundaries.
- the steel sheet Since stress remains locally at the ferrite grain boundaries, void formation is promoted in the vicinity of the grain boundaries when the steel sheet is deformed due to stress loading, so the stress remaining at the ferrite grain boundaries is at a high strain rate. Deformation causes a reduction in aperture. In addition, the retained austenite causes a work-induced transformation in the middle of deformation of the steel sheet to become martensite, so that the increase in stress to the ferrite grain boundary is further increased and the reduction of the drawing is promoted. For the above reasons, in order to improve the drawing in deformation at a high strain rate, it is preferable that the steel sheet has a substantially ferrite and carbide structure and does not contain martensite, bainite, pearlite, and retained austenite.
- the total volume ratio of martensite, bainite, pearlite, and retained austenite is required to be 5.0% or less. Further, when pearlite transformation occurs, the proportion of acicular carbides also increases. The influence of acicular carbide will be described later. In addition, since the carbide does not undergo phase transformation and stress is not concentrated between the carbide and the base material, it is possible to suppress a reduction in the drawing.
- the spheroidization rate of carbide should be 70% or more and 99% or less. If the spheroidization rate of the carbide is less than 70%, stress concentrates on the needle-like carbide, the carbide is cracked and voids are formed, and the fracture surface is formed by connecting the voids, so deformation at a high strain rate The aperture at is reduced. For this reason, the lower limit of the spheroidization rate of the carbide is set to 70%. Although the higher the spheroidization rate, the better. However, in order to control the spheroidization rate to 100%, it is necessary to perform annealing for a very long time, resulting in an increase in manufacturing cost. % Is desirable and is 99% or less.
- the cracking of carbides in deformation mainly occurs from a crystal interface having a crystal orientation difference of 5 ° or more, which exists in carbides regarded as one particle in the prior art.
- voids are generated due to cracks at the crystal interface of the carbide, and these voids are connected to form a fracture surface, thereby reducing the drawing.
- the proportion of carbides having a crystal interface with a crystal orientation difference of 5 ° or more is better, the number ratio of carbides having a crystal interface with a crystal orientation difference of 5 ° or more is less than 0.1% with respect to the total number of carbide particles. Therefore, consistent quality design control in continuous casting, hot rolling, hot-rolled sheet annealing, cold-rolling, and cold-rolled sheet annealing is indispensable and causes a decrease in yield.
- the lower limit of the number ratio of carbides having a crystal interface with a crystal orientation difference of 5 ° or more is preferably 0.1%, and more preferably 0.2%.
- the number ratio of carbides having a crystal interface with a crystal orientation difference of 5 ° or more with respect to the total number of carbide particles exceeds 20%, the restriction in deformation at a high strain rate.
- the upper limit of the number ratio is 20%, more preferably 15%, and even more preferably 10%.
- Observation of ferrite, carbide, martensite, bainite and pearlite is performed using a scanning electron microscope. Prior to observation, a sample for tissue observation is wet-polished with emery paper and polished with diamond abrasive grains having an average particle size of 1 ⁇ m, thereby finishing the observation surface into a mirror surface. Next, the observation surface is etched using a 3% nitric acid-alcohol solution.
- a magnification capable of discriminating each structure of ferrite, carbide, martensite, bainite, and pearlite is selected from 1000 to 10,000 times. In this embodiment, 3000 times is selected.
- 16 images of a 30 ⁇ m ⁇ 40 ⁇ m field of view in a 1/4 layer thickness are randomly photographed.
- the volume ratio of each tissue is obtained using a point count method.
- grid lines with intervals of 2 ⁇ m are drawn in the horizontal and vertical directions, the number of tissues at the intersection of the grid lines is counted, and the ratio of each tissue per photographed photograph from the number ratio of each tissue. Measure. Then, the value which averaged the measurement result of the ratio of each structure
- martensite and bainite are distinguished based on the presence or absence of fine carbides in the structure.
- a structure that is mainly located on the grain boundary of ferrite and does not contain carbide is martensite, and a structure containing carbide is bainite.
- the martensite is tempered martensite, the tempered martensite contains carbide inside, and thus may be mistaken for bainite.
- a good drawing can be obtained by setting the volume ratio of martensite, bainite, pearlite, and residual austenite to 5%.
- the influence of misidentification of martensite and bainite on the form of steel according to the embodiment is very small.
- the ferrite preferably has a volume ratio of 70% or more.
- the volume fraction of retained austenite is measured by X-ray diffraction.
- a sample for measurement of residual austenite is prepared by removing the strained layer on the surface of the sample having a mirror-finished observation surface by the above-described procedure using electropolishing. Electropolishing is performed using a 5% perchloric acid-acetic acid solution and applying a voltage of 10V.
- Cu is selected, and the volume fraction of retained austenite is determined based on the strength of each surface of (200), (220), (311) of austenite and (200), (211) of ferrite. Ask.
- Carbide is observed with a scanning electron microscope.
- a sample for observing the structure is prepared by applying wet polishing with emery paper and polishing with diamond abrasive grains having a particle size of 1 ⁇ m to a mirror-finished observation surface and then etching with a saturated picric acid alcohol solution. .
- the magnification of observation is 1000 to 10000 times.
- 16 fields of view containing 500 or more carbides on the tissue observation surface are selected at a magnification of 3000 and tissue images are acquired.
- the area of each carbide contained in the region is measured in detail by image analysis software represented by Mitani Corporation (Win ROOF).
- carbides having an area of 0.01 ⁇ m 2 or less are excluded from the evaluation target.
- the preferable range of the carbide particle diameter is 0.30 ⁇ m or more and 1.50 ⁇ m or less.
- the carbide particle diameter is less than 0.30 ⁇ m, the ferrite particle diameter becomes fine, so the lower limit of the carbide particle diameter is 0.30 ⁇ m. If the carbide particle diameter exceeds 1.50 ⁇ m, voids are likely to be generated in the vicinity of the carbide during deformation of the steel sheet, leading to a decrease in deformability. Therefore, the upper limit of the carbide particle diameter is set to 1.50 ⁇ m.
- a carbide having a major axis length / minor axis length ratio of 3 or more is discriminated as an acicular carbide, and a carbide having a major axis length / minor axis length ratio of less than 3 is discriminated as a spherical carbide.
- a value obtained by dividing the number of spherical carbides by the total number of carbides is defined as the spheroidization rate of the carbides (cementite, etc.).
- the presence or absence of crystal interfaces with a crystal orientation difference of 5 ° or more in the carbide particles is investigated using EBSD.
- Samples for evaluation were cut with a discharge wire processing machine from an unstrained portion of a steel strip and a cut plate cut from the steel strip or a blank plate punched out, and a surface perpendicular to the steel plate surface was observed. A surface. Since the measurement accuracy of EBSD is affected by the flatness of the observation surface and the strain given by the polishing, the observation surface is finished to a mirror surface by wet polishing and diamond abrasive polishing, and then the observation surface is polished for distortion removal. .
- the strain relief polishing is performed using a vibration polishing apparatus (Bueller Vibromet 2) under conditions of an output of 40% and a polishing time of 60 minutes. If SEM-EBSD is used, the device types of the SEM and the Kikuchi line detector are not particularly limited. In the 1/4 layer thickness, 100 ⁇ m in the plate thickness direction and 100 ⁇ m in the plate width direction are measured in 4 fields at a measurement step interval of 0.2 ⁇ m and exists in each cementite from the obtained crystal orientation map information. The difference in orientation of the crystal interface and the number of particles having a crystal interface of 5 ° or more are counted. Analysis of measurement data is preferably performed using TSL's OIM analysis software. To eliminate the influence of measurement error data due to noise, the cleanup is not performed and the reliability index (COINCIDENCE INDEX: CI value) is 0. Analyze except data below 1.
- the ferrite grain size of the structure after cold-rolled sheet annealing 5 ⁇ m or more and 60 ⁇ m or less, it is possible to suppress the reduction of the drawing due to deformation at a high strain rate. If the ferrite particle size is less than 5 ⁇ m, the deformability is lowered, so the lower limit of the ferrite particle size is set to 5 ⁇ m. Further, if the ferrite grain size exceeds 60 ⁇ m, a satin finish is generated on the surface in the initial stage of deformation, and breakage is promoted starting from the surface irregularities generated there, leading to a reduction in drawing, so the upper limit of the ferrite grain size is 60 ⁇ m or less.
- the ferrite grain size is measured by polishing the observation surface according to the above procedure to a mirror surface, etching with 3% nitric acid-alcohol solution, and observing the structure with a light microscope or scanning electron microscope, and taking the image. The measurement is performed by applying the line segment method.
- the ferrite particle size is preferably 10 ⁇ m or more and 50 ⁇ m or less.
- constriction deformation occurs from two directions, ie, a thickness direction and a width direction.
- the constriction deformation in the thickness direction is the dominant factor of the fracture, and the influence of the constriction deformation in the width direction is very small. Therefore, in the evaluation using the tensile test piece, it is necessary to remove the influence of the constriction deformation in the width direction. Therefore, the ratio of the width of the parallel part / the thickness of the parallel part needs to be 2 or more.
- the width / thickness ratio is preferably as large as possible, more preferably 4 or more, and even more preferably 6 or more.
- the drawing is calculated using the formula (1) from the change in thickness before and after the tensile fracture.
- “Drawing (%)” ((“Plate thickness before test” ⁇ “Plate thickness after fracture”) / “Plate thickness before test”) ⁇ 100 (1)
- the thickness before the test was measured with a micrometer by measuring the central part of the width of the parallel part and the thicknesses of two points 1 mm away from the central part in a direction perpendicular to the tensile direction and parallel to the width direction. Obtained by averaging the measured values at points.
- the measurement of the thickness of the sample after the breakage was performed using, for example, a microscope (VHX-1000) manufactured by Keyence, and, as before the test, the center of the width at each fractured surface of the sample divided into two by breakage, And the thickness in the position 1 mm away in the width direction is measured, respectively, and the average of the measurement values at 6 points is the thickness after the test. Samples having a high aperture of 10% or more in the above test were evaluated as samples having “excellent aperture”.
- the technical idea of the steel sheet manufacturing method according to the present embodiment is characterized by consistently managing the conditions of hot rolling and annealing using the materials in the component ranges described above.
- the characteristics of the specific manufacturing method of the steel sheet according to this embodiment are as follows.
- Hot rolling is a method in which a slab having a predetermined component is continuously cast and then heated as it is or after being cooled and then hot-rolled and then heated to 600 ° C. or more and less than 1000 ° C.
- the finish hot rolling is finished in a temperature range of.
- the steel strip after finish rolling is cooled on a run-out table (ROT) at a cooling rate of 10 ° C./second or more and 100 ° C./second or less, and then rolled in a temperature range of 350 ° C. or more and less than 700 ° C. Get.
- ROT run-out table
- Hot-rolled coil is subjected to hot-rolled sheet box annealing, then cold-rolled at a cold rolling rate of 10% or more and 80% or less, and further subjected to cold-rolled sheet annealing, which is excellent in deformation at a high strain rate.
- a medium- and high-carbon steel sheet with a reduced drawing is obtained.
- the heating temperature of the slab is 950 ° C. or more and 1250 ° C. or less, and the heating time is 0.5 hours or more and 3 hours or less. If the heating temperature exceeds 1250 ° C or the heating time exceeds 3 hours, decarburization from the surface of the slab becomes prominent, and the hardness of the surface layer decreases even if heat treatment for quenching is performed, so parts are required It becomes impossible to obtain wear resistance. For this reason, the upper limit of heating temperature shall be 1250 degrees C or less, and the upper limit of heating time shall be 3 hours or less. Further, when the heating temperature is less than 950 ° C.
- the heating time is less than 0.5 hours, the microsegregation and macrosegregation formed during casting cannot be resolved, and an alloy such as Si and Mn is formed inside the steel material. A region where the element is locally concentrated remains, and this region causes a reduction in the diaphragm during deformation at a high strain rate. For this reason, the minimum of heating temperature shall be 950 degreeC or more, and the minimum of heating time shall be 0.5 hours or more.
- Finishing hot rolling is preferably finished at 600 ° C. or more and 1000 ° C. or less.
- the finish hot rolling temperature is set to 600 ° C. or higher.
- the finish hot rolling temperature exceeds 1000 ° C, the steel plate is run through the RunOutTable, and a thick scale is formed on the steel plate. This scale becomes an oxygen source, and after ironing, the ferrite or pearlite grain boundaries are oxidized. Fine irregularities are generated on the surface.
- the steel sheet breaks early when deforming at a high strain rate, so the fine irregularities cause a reduction in the aperture.
- finish hot rolling temperature exceeds 1000 ° C.
- segregation of alloy elements such as Si and Mn to the austenite grain boundary is promoted after finish hot rolling, and the concentration of the alloy element in the austenite grain is reduced.
- the agglomeration of carbides proceeds during hot-rolled sheet annealing and cold-rolled sheet annealing, and the number ratio of carbides having a crystal interface increases. For this reason, finishing hot rolling temperature shall be 1000 degrees C or less.
- the cooling rate of the steel strip in the ROT after finish hot rolling is 10 ° C / second or more and 100 ° C / second or less.
- the cooling rate is less than 10 ° C./second, since the cooling rate is slow, the growth of ferrite is promoted, and a structure in which ferrite, pearlite, and bainite are laminated in the thickness direction of the steel strip is formed on the hot-rolled sheet. .
- Such a structure remains even after cold rolling annealing and causes a reduction in drawing of the steel sheet, so the cooling rate is set to 10 ° C./second or more.
- a cooling rate shall be 100 degrees C / sec or less.
- the cooling rate determined above is from the time when the steel strip after finish hot rolling passes through the non-water-injection section to receive water cooling in the water-injection section to the time when it is cooled on the ROT to the target temperature of the towing. It refers to the cooling capacity received from the cooling equipment in the water injection section, and does not indicate the average cooling rate from the start of water injection until it is taken up by the take-up machine.
- the scraping temperature is 350 ° C or higher and 700 ° C or lower.
- austenite that has not been transformed during finish rolling is transformed into martensite, and fine ferrite and cementite are maintained even after cold-rolled sheet annealing, leading to a reduction in drawing.
- the scraping temperature is 350 ° C. or higher.
- the scraping temperature exceeds 700 ° C., untransformed austenite is transformed into pearlite having coarse lamellar, and thick needle-like cementite remains even after cold-rolled sheet annealing, thereby causing a reduction in drawing. For this reason, the scraping temperature is set to 700 ° C. or lower.
- ⁇ Box annealing is performed on the hot-rolled coil manufactured under the above conditions as it is or after pickling.
- the annealing temperature is 670 ° C. or higher and 770 ° C. or lower, and the holding time is 1 hour or longer and 100 hours or shorter.
- the box annealing temperature is preferably 670 ° C. or higher and 770 ° C. or lower. If the annealing temperature is less than 670 ° C., the ferrite particles and carbide particles are insufficiently coarsened, which causes a reduction in drawing during deformation at a high strain rate. For this reason, an annealing temperature shall be 670 degreeC or more. Also, if the annealing temperature exceeds 770 ° C., the structure ratio of ferrite in the two-phase annealing of ferrite and austenite becomes too small, so even if cooling to room temperature at a very slow cooling rate of 1 ° C./hr by box annealing.
- an annealing temperature shall be 770 degrees C or less.
- the annealing temperature is preferably 685 ° C. or higher and 760 ° C. or lower.
- the holding time for box annealing is preferably 1 hour or more and 100 hours or less. If the holding time is less than 1 hour, carbide spheroidization is not sufficient in hot-rolled sheet annealing, and the spheroidization rate is low even after cold-rolled sheet annealing, thereby causing a reduction in drawing. For this reason, the holding time of box annealing shall be 1 hour or more. Under conditions where the holding time exceeds 100 hours, the productivity is lowered and the formation of an interface due to coalescence or contact of carbides is caused, so the holding time for box annealing is set to 100 hours or less.
- the lower limit of the holding time for box annealing is preferably 2 hours, more preferably 5 hours, and the upper limit is preferably 70 hours, more preferably 38 hours.
- the atmosphere of the box annealing is not particularly limited, and may be any atmosphere of 95% or more nitrogen, 95% or more hydrogen, or air atmosphere.
- the hot-rolled sheet annealed coil that has been pickled before or after hot-rolled sheet annealing is cold-rolled at a cold rolling rate of 10% or more and 80% or less.
- the cold rolling rate is less than 10%, the number of recrystallized nuclei of ferrite is small in the cold-rolled sheet annealing, the ferrite grain size becomes coarse, and it starts from the satin texture that occurs on the steel sheet surface during deformation at a high strain rate. As a result, the aperture is reduced. For this reason, the lower limit of the cold rolling rate is set to 10%.
- the upper limit of the cold rolling rate is set to 80%.
- cold rolled sheet annealing In cold rolled sheet annealing, the presence of lattice defects such as dislocations introduced by cold rolling increases the diffusion frequency of each element in the steel. Thereby, in cold-rolled sheet annealing, the carbide particles grow Ostwald, the coarse carbide particles come into contact with each other to form one particle, and a change that forms a crystal interface inside the carbide particles is likely to occur. Since the change of the carbide particles becomes more noticeable when annealing is performed for a long time, it is desirable that the cold-rolled sheet annealing is performed in a continuous annealing furnace.
- the continuous annealing is desirably performed at an annealing temperature of 650 ° C. or higher and 780 ° C. or lower and a holding time of 30 seconds or longer and 1800 seconds or shorter.
- the annealing temperature is less than 650 ° C., the size of the ferrite obtained after the cold-rolled sheet annealing is fine, and the deformability is low, so that the aperture is reduced during deformation at a high strain rate.
- the minimum of annealing temperature shall be 650 degreeC.
- the annealing temperature exceeds 780 ° C.
- the ratio of austenite generated during annealing increases too much, so the formation of martensite, bainite, pearlite, and retained austenite cannot be suppressed after cooling, and the reduction of the drawing is reduced.
- the upper limit of annealing temperature shall be 780 degreeC.
- the holding time is less than 30 seconds, the size of the ferrite obtained after the cold-rolled sheet annealing becomes fine, so that the drawing is reduced. For this reason, the lower limit of the holding time is set to 30 seconds.
- the holding time exceeds 1800 seconds, the carbide particles come into contact with each other in the process of growing the carbide particles during the cold-rolled sheet annealing, so that the particles have a crystal interface, and the drawing is reduced.
- the upper limit of annealing time shall be 1800 seconds or less.
- the heating rate, cooling rate, and temperature of the OA zone (overaging zone) in cold-rolled sheet annealing are not particularly limited, in the test study according to this embodiment, the heating rate is 3.5 ° C./second or more, 35 ° C. / Sec or less, the cooling rate is 1 ° C./sec or more, 30 ° C./sec or less, and the temperature of the OA band is 250 ° C. or more and 450 ° C. or less. It should be noted that it is confirmed that it is obtained.
- the structure mainly composed of ferrite and carbide, the total volume ratio of martensite, bainite, pearlite, and retained austenite is 5% or less, and the spherical shape of the carbide particles
- the conversion ratio 70% or more and 99% or less and the number ratio of the carbide particles including the crystal interface having an orientation difference of 5 ° or more in the carbide particles to 20% or less with respect to the total number of the carbide particles. It is possible to obtain a medium and high carbon steel plate that exhibits excellent formability when performing plastic working such as hole expansion, thickening and thinning, or cold forging combining them at a high strain rate.
- the level of the example is an example of the execution condition adopted to confirm the feasibility and effect of the present invention, and the present invention is not limited to this one condition example.
- the present invention can adopt various conditions as long as the object of the present invention is achieved without departing from the gist of the present invention.
- a continuous cast slab (steel ingot) having the composition shown in Table 1 is hot-rolled after heating for 1.6 hours at 1140 ° C., and a slab having a thickness of 250 mm obtained is roughly hot-rolled to a thickness of 40 mm. Then, the hot bar of the finished hot-rolled material is heated to 36 ° C., finishing hot rolling is started, and after finishing hot rolling at 880 ° C., it is cooled to 520 ° C. at a cooling rate of 45 ° C./second on ROT, and at 510 ° C. A hot rolled coil having a thickness of 4.6 mm was manufactured by scraping.
- the hot-rolled coil is pickled, charged in a box-type annealing furnace, and the atmosphere is controlled to 95% hydrogen-5% nitrogen, and then heated from room temperature to 500 ° C at a heating rate of 100 ° C / hour. After maintaining the temperature distribution at 500 ° C. for 3 hours to make the temperature distribution in the coil uniform, the coil was heated to 705 ° C. at a heating rate of 30 ° C./hour, and further maintained at 705 ° C. for 24 hours and then cooled to room temperature.
- the coil subjected to hot-rolled sheet annealing is cold-rolled at a reduction ratio of 50%, subjected to cold-rolled sheet annealing held at 720 ° C. for 900 seconds, subjected to temper rolling at a reduction ratio of 1.2%,
- a sample for characteristic evaluation was prepared. The drawing in the sample structure and deformation at a high strain rate was measured by the method described above.
- Tables 2-1 and 2-2 show the evaluation results of the diaphragm in the deformation of the manufactured samples at a high strain rate.
- Tables 2-1 and 2-2 No. B-1, C-1, D-1, E-1, F-1, G-1, H-1, I-1, J-1, M-1, N-1, P-1, Q- 1, R-1, S-1, U-1, X-1, Y-1, Z-1, AA-1, AB-1, AC-1 are all martensite, bainite, pearlite, and residual
- the volume ratio of the total austenite is 5% or less
- the spheroidization rate of the carbide particles is 70% or more and 99% or less
- the number ratio of the carbide particles including a crystal interface having an orientation difference of 5 ° or more in the carbide particles is It was 20% or less with respect to the total number of carbide particles, and an excellent aperture was shown in deformation at a high strain rate.
- Comparative Example A-1 has a small proportion of carbide having a crystal interface and exhibits excellent drawing in deformation at a high strain rate, but has a low C content and is used in a quenching process for componentization. Since the strength could not be increased, it was rejected.
- Comparative Example K-1 had a low Mn content, promoted Ostwald growth of carbides during cold-rolled sheet annealing, and increased the proportion of carbides having a crystal interface, leading to a reduction in drawing.
- Comparative Example L-1 the content of P was large, the ferrite grain boundaries became brittle, and cracks were generated and propagated from the ferrite grain boundaries when deformed at a high strain rate, resulting in a reduction in drawing.
- Comparative Example O-1 has a high Mn content, spheroidization of carbides during hot-rolled sheet annealing and cold-rolled sheet annealing is suppressed, and cracks are generated from the needle-shaped carbides and propagated during deformation at a high strain rate. So the aperture was reduced. Since Comparative Example T-1 had a low Si content, Ostwald growth of carbides was promoted during cold-rolled sheet annealing, and the proportion of carbides having a crystal interface increased, leading to a reduction in drawing. Comparative Example V-1 had a high S content, and there were many inclusions such as coarse MnS in the steel, and cracks were generated and propagated starting from the inclusions, resulting in a reduction in drawing.
- Comparative Example W-1 has a high Si content, austenite formed during cold-rolled sheet annealing is less likely to undergo ferrite transformation during cooling, and promotes bainite and pearlite transformation, resulting in an increase in the proportion of structure other than ferrite and carbide. As a result, stress was concentrated on the ferrite grain boundary, and the drawing was reduced. In Comparative Example AD-1, since the C content and the volume fraction of carbides were large, the number ratio of carbides having a crystal interface could not be controlled to 20% or less, and the drawing was reduced.
- Tables 3-1, 3-2, and 3-3, and Tables 4-1, 4-2, and 4-3 are used.
- a continuous cast slab (steel ingot) having the indicated composition is hot-rolled after heating at 1180 ° C.
- a hot rolled coil having a plate thickness of 2.6 mm was manufactured. After pickling the hot-rolled coil, inserting the coil into a box-type annealing furnace, and controlling the atmosphere to 95% hydrogen-5% nitrogen, the heating temperature from room temperature to 500 ° C. was heated at 100 ° C./hour.
- the coil was heated to 705 ° C. at a heating rate of 30 ° C./hour, and further maintained at 705 ° C. for 24 hours and then cooled to room temperature.
- the coil subjected to hot-rolled sheet annealing is cold-rolled at a reduction rate of 50%, subjected to cold-rolled sheet annealing held at 700 ° C. for 900 seconds, subjected to temper rolling at a reduction rate of 1.0%, A sample for characteristic evaluation was prepared.
- Tables 5-1 to 5-6 show the evaluation results of the diaphragm when the samples manufactured were deformed at a high strain rate. As shown in Tables 5-1 to 5-6, No. AE-1, AF-1, AL-1, AM-1, AN-1, AR-1, AS-1, AV-1, AW-1, AX-1, BC-1, BD-1, BF- 1, BH-1, BI-1, BJ-1, BK-1, BM-1, BN-1, and BT-1 all have a volume ratio of 5 in total of martensite, bainite, pearlite, and retained austenite.
- the spheroidization rate of the carbide particles is 70% or more and 99% or less, and the number ratio of carbide particles including a crystal interface having an orientation difference of 5 ° or more in the carbide particles is It was 20% or less with respect to the total number of carbide particles, and an excellent aperture was shown in deformation at a high strain rate.
- Comparative Examples AG-1, AH-1, AO-1, AT-1, AU-1, AZ-1, BA-1, BB-1, BO-1, and BS-1 are Ce, Since the contents of Ca, Y, Al, Mg, As, Zr, Sn, Sb, and La are large, the ferrite grain boundaries become brittle, and the squeezing is reduced during deformation at a high strain rate.
- Comparative Examples AI-1, AJ-1, AK-1, AQ-1, BE-1, BG-1, BL-1, BQ-1, and BR-1 are Nb, W, Ti, Ni, Cr, Mo, Since the content of V, Cu, Ta is large, spheroidization of carbides during hot-rolled sheet annealing and cold-rolled sheet annealing is suppressed, and cracks are generated and propagated from needle-shaped carbides during deformation at a high strain rate. Aperture decreased.
- Comparative Example AP-1 has a high N content, and austenite formed during cold-rolled sheet annealing is less likely to undergo ferrite transformation during cooling, and promotes bainite and pearlite transformation, thus increasing the proportion of the structure other than ferrite and carbide.
- Comparative Example AY-1 has a large content of O, forms a coarse oxide in the steel, and cracks are generated and propagated starting from the coarse oxide in deformation at a high strain rate, resulting in a reduction in the drawing. It was. Comparative Example BP-1 had a high B content, and coarse Fe—B—Carbide was produced in the steel. Therefore, cracks were generated and propagated starting from Fe—B—Carbide, leading to a reduction in drawing.
- Table 9-2-3 hereinafter simply referred to as Tables 6, 7, 8, and 9
- Tables 6, 7, 8, and 9 also show the evaluation results of the diaphragm in the deformation at the high strain rate of the manufactured samples.
- the rate of spheroidization of the carbide particles is 70% or more and 99% or less, and the number ratio of the carbide particles
- Comparative Examples AA-2, BK-2, C-3, and BJ-3 had higher finishing hot rolling temperatures and increased the number ratio of carbides having crystal interfaces as shown in Tables 6 and 7.
- the thick scale generated during cooling until winding serves as an oxygen supply source, which oxidizes the grain boundary after winding and creates fine cracks on the surface, thereby cracking the surface layer in deformation at a high strain rate.
- the crack propagated from the starting point, leading to a reduction in drawing.
- Comparative Examples R-2, BM-2, X-3, and BC-3 have a low finish hot rolling temperature. When rolling by rolling a scale during hot rolling, irregularities are formed on the surface of the steel sheet, and deformation at a high strain rate is performed. In FIG.
- Comparative Examples U-2, AR-2, Y-3, and AL-3 have high coiling temperatures, and a needle-like carbide having a large thickness is produced in the hot-rolled sheet, and the needle-like carbide is present even after cold-rolled sheet annealing. Since spheroidization did not progress, cracks were generated and propagated starting from needle-like carbides, and the aperture was reduced.
- Comparative Examples H-2, AM-2, Q-3, and BI-3 the coiling temperature is low, the structure of the hot-rolled sheet is fine, and the structure after cold-rolled sheet annealing is also fine, so the deformability is reduced. The diaphragm in deformation at high strain rate was reduced.
- Comparative Examples G-2, AE-2, J-3, and BD-3 have a high cold rolling rate, so that the structure after annealing of the cold rolled sheet becomes fine, and the deformability decreases. , Caused a decrease in aperture. Since Comparative Examples S-2, AW-2, AC-3, and BH-3 have a low cold rolling rate, the grain size of ferrite after annealing of the cold rolled sheet becomes coarse, and a satin finish is generated on the surface layer in deformation at a high strain rate. However, since cracks occurred and propagated based on the formed surface irregularities, the aperture was reduced.
- Comparative Examples M-2, BT-2, Z-3, and AS-3 have a high temperature for cold-rolled sheet annealing, the phase ratio of austenite generated during annealing increases, and martensite, bainite, and pearlite are produced during the cooling process. Since the transformation could not be suppressed, the diaphragm was lowered during deformation at a high strain rate.
- Comparative Examples P-2, BF-2, E-3, and BN-3 the temperature of cold-rolled sheet annealing was low and the ferrite grain size was fine, so the deformability was reduced, and the drawing in deformation at a high strain rate was reduced. .
- Comparative Examples I-2, AX-2, D-3, and AN-3 have a long cold-rolled sheet annealing time, the carbide particles come into contact with each other in the course of coarsening, and have a crystal interface inside the particles. , Caused a decrease in aperture.
- Comparative Examples F-2, AF-2, B-3, and AV-3 the cold-rolled sheet annealing time was short, and the ferrite was fine, so that the deformability was reduced, and the diaphragm for deformation at a high strain rate was lowered.
- Fig. 1 shows the shape of a test piece for evaluating the drawing of a steel plate in deformation at a high strain rate.
- the parallel part of the test piece was 1.5 mm, the test piece was pulled at a stroke speed of 900 mm / min, the test piece was broken, and the drawing of the steel sheet was determined from the change in the plate thickness at the center of the parallel part before and after the test.
- FIG. 2 shows an example in which ferrite and carbide were revealed by etching a sample after stopping deformation at a high strain rate at an elongation of 13.4% using a 3% nitric acid-alcohol solution.
- the organization of U-1 is shown. It is clear that carbide cracking occurs from the crystal interface present in the carbide particles.
- FIG. 3 shows invention examples and comparative examples in Table 2-1 and Table 2-2, and invention examples and comparative examples in Tables 5-1 to 5-6, Table 6, Table 7, Table 8, and Table 9.
- the relationship between the drawing in deformation at a high strain rate and the ratio of the number of carbides having a crystal interface in the carbide particles to the total number of carbides is shown. It can be seen that the drawing is remarkably improved by adjusting the components within the range of the invention and setting the number ratio of carbides having a crystal interface to 20% or less.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
本願は、2014年3月7日に、日本に出願された特願2014-045689号に基づき優先権を主張し、その内容をここに援用する。 The present invention relates to a medium / high carbon steel sheet having an excellent drawing in forming at a high strain rate and a method for producing the same.
This application claims priority on March 7, 2014 based on Japanese Patent Application No. 2014-045689 for which it applied to Japan, and uses the content for it here.
Cは、焼入れの熱処理により鋼の強度を高める元素である。中・高炭素鋼板は、成形後、自動車のチェーン、ギヤー、クラッチ等の駆動系部品及び鋸、刃物等の素材として用いられる前に、焼入れ及び焼入れ焼戻しの熱処理が施されることにより、部品として必要な強度あるいは靭性を確保する。C含有量が0.10%未満では、焼入れによる強度の増加を得られないので、0.10%をC含有量の下限とする。一方、C含有量が1.50%を超えると、冷延焼鈍後において、粒子内部に結晶界面を持つ炭化物の個数割合が増加し、高い歪速度での絞りが低下するので、C含有量の上限を1.50%とする。より好ましくは、C含有量は0.15~1.30%である。 (C: 0.10 to 1.50%)
C is an element that increases the strength of the steel by heat treatment during quenching. Medium and high carbon steel sheets are processed as parts after being molded and subjected to heat treatment of quenching and quenching and tempering before being used as materials for drive systems parts such as automobile chains, gears, clutches and saws, blades, etc. Ensure necessary strength or toughness. If the C content is less than 0.10%, an increase in strength due to quenching cannot be obtained, so 0.10% is made the lower limit of the C content. On the other hand, if the C content exceeds 1.50%, after cold rolling annealing, the number ratio of carbides having a crystal interface inside the particles increases, and the drawing at a high strain rate decreases, so the C content of The upper limit is 1.50%. More preferably, the C content is 0.15 to 1.30%.
Siは、脱酸剤として作用し、また、熱延板焼鈍および冷延板焼鈍における炭化物粒子の粗大化及び連結を抑制する元素である。冷延板焼鈍中に炭化物粒子がオストワルド成長する過程で、互いに近傍にある2つ以上の粒子が接触する際に、炭化物粒子の中に結晶界面が導入される。鋼板の変形時に、炭化物粒子中の結晶界面が割れの起点となる。この現象の抑制のためには、熱延板焼鈍及び冷延板焼鈍における炭化物の成長速度を低下させる必要がある。その代表的な、炭化物の成長速度を低下させる元素の一つがSiである。Siの含有量が0.01%未満では、上述の効果が得られないので、Si含有量の下限を0.01%とする。一方、Si含有量が1.00%を超えると、フェライトがヘキ開破壊しやすくなり、高い歪速度での絞りが低下するので、Si含有量の上限を1.00%とする。Si含有量は、より好ましくは0.05%以上、0.80%以下であり、さらに好ましくは0.08%以上、0.50%以下である。 (Si: 0.01-1.00%)
Si acts as a deoxidizer and is an element that suppresses coarsening and connection of carbide particles in hot-rolled sheet annealing and cold-rolled sheet annealing. In the process of Ostwald growth of carbide particles during cold rolled sheet annealing, a crystal interface is introduced into the carbide particles when two or more particles in the vicinity of each other come into contact with each other. During deformation of the steel sheet, the crystal interface in the carbide particles becomes the starting point of cracking. In order to suppress this phenomenon, it is necessary to reduce the growth rate of carbides in hot-rolled sheet annealing and cold-rolled sheet annealing. One typical element that reduces the growth rate of carbide is Si. If the Si content is less than 0.01%, the above effect cannot be obtained, so the lower limit of the Si content is set to 0.01%. On the other hand, if the Si content exceeds 1.00%, the ferrite is liable to cleave fracture and the drawing at a high strain rate decreases, so the upper limit of the Si content is set to 1.00%. The Si content is more preferably 0.05% or more and 0.80% or less, and further preferably 0.08% or more and 0.50% or less.
Mnは、Siと同様に熱延板焼鈍及び冷延板焼鈍での炭化物粒子の粗大化及び連結を抑制する元素である。Mn含有量が0.01%未満では、上述の効果が得られないので、Mn含有量の下限を0.01%とする。一方、Mn含有量が3.00%を超えると、熱延板焼鈍及び冷延板焼鈍の際に炭化物が球状化しにくくなり、高い歪速度での変形において、針状の炭化物を起点として割れが発生し、絞りが低下する。従って、Mn含有量の上限を3.00%とする。Mn含有量は、より好ましくは0.30%以上、2.50%以下、さらに好ましくは0.50%以上、1.50%以下である。 (Mn: 0.01 to 3.00%)
Mn is an element that suppresses coarsening and connection of carbide particles in hot-rolled sheet annealing and cold-rolled sheet annealing, as in Si. If the Mn content is less than 0.01%, the above effect cannot be obtained, so the lower limit of the Mn content is set to 0.01%. On the other hand, if the Mn content exceeds 3.00%, the carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks start from acicular carbides in deformation at a high strain rate. Occurs and the aperture is reduced. Therefore, the upper limit of the Mn content is 3.00%. The Mn content is more preferably 0.30% or more and 2.50% or less, further preferably 0.50% or more and 1.50% or less.
Pは、フェライト粒界を脆化させる不純物元素である。P含有量は少ないほど好ましいが、精錬工程においてP含有量0.0001%未満にして鋼を高純度化する場合、精錬のために要する時間が多くなり、製造コストの大幅な増加を招くので、P含有量の下限を0.0001%とする。一方、P含有量が0.1000%を超えると、高い歪速度での変形時にフェライト粒界から割れが顕著に発生し、絞りが著しく低下するので、P含有量の上限を0.1000%とする。P含有量は、より好ましくは0.0010%以上、0.0500%以下、更に好ましくは0.0020%以上0.0300%以下である。 (P: 0.0001 to 0.1000%)
P is an impurity element that embrittles ferrite grain boundaries. The smaller the P content, the better. However, when purifying steel with a P content of less than 0.0001% in the refining process, the time required for refining increases, which leads to a significant increase in production costs. The lower limit of the P content is 0.0001%. On the other hand, if the P content exceeds 0.1000%, cracks are prominently generated from the ferrite grain boundaries during deformation at a high strain rate, and the drawing is significantly reduced. Therefore, the upper limit of the P content is 0.1000%. To do. The P content is more preferably 0.0010% or more and 0.0500% or less, and still more preferably 0.0020% or more and 0.0300% or less.
Sは、MnSなどの非金属介在物を形成する不純物元素であり、非金属介在物は高い歪速度での変形において割れ発生の起点となるので、S含有量は少ないほど好ましい。しかし、S含有量を0.0001%未満に低減することは、精錬コストの大幅な増加を招くので、S含有量の下限を0.0001%とする。一方、0.1000%を超えてSを含有すると、絞りの低下が著しくなるので、S含有量の上限を0.1000%以下とする。S含有量は、より好ましくは0.0003%以上、0.0300%以下である。 (S: 0.0001 to 0.1000%)
S is an impurity element that forms non-metallic inclusions such as MnS, and non-metallic inclusions are the starting point of cracking in deformation at a high strain rate, so the smaller the S content, the better. However, reducing the S content to less than 0.0001% causes a significant increase in refining costs, so the lower limit of the S content is set to 0.0001%. On the other hand, if the S content exceeds 0.1000%, the reduction of the drawing becomes remarkable, so the upper limit of the S content is made 0.1000% or less. The S content is more preferably 0.0003% or more and 0.0300% or less.
Alは、鋼の脱酸剤として作用する元素である。Al含有量が0.001%未満では、含有効果が十分に得られないので、Al含有量の下限を0.001%としてもよい。一方、Al含有量が0.500%を超えるとフェライトの粒界を脆化させ、高い歪速度での変形における絞りの低下を引き起こす。このため、Al含有量の上限を0.500%としてもよい。Al含有量はより好ましくは0.005%以上0.300%以下であり、さらに好ましくは0.010%以上0.100%以下である。 (Al: preferably 0.001 to 0.500%)
Al is an element that acts as a deoxidizer for steel. If the Al content is less than 0.001%, the content effect cannot be obtained sufficiently, so the lower limit of the Al content may be 0.001%. On the other hand, if the Al content exceeds 0.500%, the grain boundaries of ferrite are embrittled, causing a reduction in the drawing during deformation at a high strain rate. For this reason, it is good also considering the upper limit of Al content as 0.500%. The Al content is more preferably 0.005% or more and 0.300% or less, and further preferably 0.010% or more and 0.100% or less.
Nは、鋼のベイナイト変態を促進させるとともに、多量の含有によりフェライトの脆化を引き起こす元素である。N含有量は少ないほど好ましいが、N含有量を0.0001%未満に低減することは精錬コストの増加を招くので、N含有量の下限を0.0001%としてもよい。一方、N含有量が0.0500%を超える場合、高い歪速度での変形時にフェライトの割れを引き起こすので、N含有量の上限を0.0500%としてもよい。N含有量は、より好ましくは0.0010%以上、0.0250%以下であり、さらに好ましくは0.0020%以上、0.0100%以下である。 (N: preferably 0.0001 to 0.0500%)
N is an element that promotes the bainite transformation of steel and causes embrittlement of ferrite when contained in a large amount. The smaller the N content, the better. However, reducing the N content to less than 0.0001% increases the refining cost, so the lower limit of the N content may be 0.0001%. On the other hand, if the N content exceeds 0.0500%, ferrite cracks are caused during deformation at a high strain rate, so the upper limit of the N content may be 0.0500%. The N content is more preferably 0.0010% or more and 0.0250% or less, and further preferably 0.0020% or more and 0.0100% or less.
Oは、多量の含有により鋼中に粗大な酸化物の形成を促す元素であるので、O含有量は少ないほうが好ましい。しかし、O含有量を0.0001%未満に低減することは、精錬コストの増加を招くので、0.0001%をO含有量の下限としてもよい。一方、O含有量が0.0500%を超える場合、鋼中に粗大な酸化物が形成し、高い歪速度での変形時に粗大な酸化物を起点とした割れが発生するので、O含有量の上限を0.0500%としてもよい。O含有量は、より好ましくは0.0005%以上、0.0250%以下であり、さらに好ましくは0.0010%以上、0.0100%以下である。 (O: preferably 0.0001 to 0.0500%)
Since O is an element that promotes the formation of coarse oxides in the steel when contained in a large amount, it is preferable that the O content be small. However, since reducing the O content to less than 0.0001% increases the refining cost, 0.0001% may be set as the lower limit of the O content. On the other hand, when the O content exceeds 0.0500%, a coarse oxide is formed in the steel, and cracks originating from the coarse oxide occur during deformation at a high strain rate. The upper limit may be 0.0500%. The O content is more preferably 0.0005% or more and 0.0250% or less, and further preferably 0.0010% or more and 0.0100% or less.
Crは、Si、Mnと同様に熱延板焼鈍及び冷延板焼鈍での炭化物粒子の粗大化及び連結を抑制する元素であると。しかしCr含有量が0.001%未満では、上述の効果が得られないので、Cr含有量の下限を0.001%としてもよい。一方、Cr含有量が2.000%を超えると、熱延板焼鈍及び冷延板焼鈍で炭化物が球状化しにくくなり、高い歪速度での変形において針状の炭化物を起点として割れが発生し、絞りが低下するので、Cr含有量の上限を2.000%としてもよい。Cr含有量は、より好ましくは0.005%以上、1.500%以下、さらに好ましくは0.010%以上、1.300%以下である。 (Cr: preferably 0.001 to 2.000%)
Cr is an element that suppresses the coarsening and connection of carbide particles in hot-rolled sheet annealing and cold-rolled sheet annealing as in Si and Mn. However, if the Cr content is less than 0.001%, the above effect cannot be obtained, so the lower limit of the Cr content may be 0.001%. On the other hand, if the Cr content exceeds 2.000%, it becomes difficult for the carbide to be spheroidized by hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks occur starting from acicular carbide in deformation at a high strain rate, Since the aperture is reduced, the upper limit of the Cr content may be 2.000%. The Cr content is more preferably 0.005% or more and 1.500% or less, further preferably 0.010% or more and 1.300% or less.
Moは、Si、Mn、Crと同様に熱延板焼鈍及び冷延板焼鈍での炭化物粒子の粗大化及び連結を抑制する元素である。Mo含有量が0.001%未満では、上述の効果が得られないので、Mo含有量の下限を0.001%としてもよい。一方、Mo含有量が2.00%を超えると、熱延板焼鈍及び冷延板焼鈍で炭化物が球状化しにくくなり、高い歪速度での変形において針状の炭化物を起点として割れが発生し、絞りが低下するので、Mo含有量の上限を2.00%としてもよい。Mo含有量は、より好ましくは0.005%以上、1.900%以下、さらに好ましくは0.008%以上、0.800%以下である。 (Mo: preferably 0.001 to 2.000%)
Mo, like Si, Mn, and Cr, is an element that suppresses coarsening and connection of carbide particles in hot-rolled sheet annealing and cold-rolled sheet annealing. If the Mo content is less than 0.001%, the above effect cannot be obtained, so the lower limit of the Mo content may be 0.001%. On the other hand, if the Mo content exceeds 2.00%, the carbide is less likely to be spheroidized by hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks are generated starting from acicular carbide in deformation at a high strain rate, Since the aperture is reduced, the upper limit of the Mo content may be 2.00%. The Mo content is more preferably 0.005% or more and 1.900% or less, and further preferably 0.008% or more and 0.800% or less.
Niは、部品の靭性の向上、および焼入れ性の向上のために有効な元素である。その効果を有効に発揮させるためには、0.001%以上のNiを含有させることが好ましい。一方、Ni含有量が2.000%を超えると、熱延板焼鈍及び冷延板焼鈍の際に炭化物が球状化しにくくなり、高い歪速度での変形において針状の炭化物を起点として割れが発生し、絞りが低下するので、Ni含有量の上限を2.000%としてもよい。Ni含有量は、より好ましくは0.005%以上、1.500%以下、さらに好ましくは0.005%以上、0.700%以下である。 (Ni: preferably 0.001 to 2.000%)
Ni is an effective element for improving the toughness of parts and improving the hardenability. In order to exhibit the effect effectively, it is preferable to contain 0.001% or more of Ni. On the other hand, if the Ni content exceeds 2.000%, carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks are generated starting from needle-like carbides during deformation at a high strain rate. In addition, since the aperture is reduced, the upper limit of the Ni content may be 2.000%. The Ni content is more preferably 0.005% or more and 1.500% or less, further preferably 0.005% or more and 0.700% or less.
Cuは、微細な析出物の形成により鋼材の強度を増加させる元素である。強度増加の効果を有効に発揮するためには、0.001%以上のCuの含有が好ましい。一方、Cu含有量が1.00%を超えると、熱延板焼鈍及び冷延板焼鈍の際に炭化物が球状化しにくくなり、高い歪速度での変形において針状の炭化物を起点として割れが発生し、絞りが低下するので、Cu含有量上限を1.00%としてもよい。Cu含有量は、より好ましくは0.003%以上、0.500%以下、さらに好ましくは0.005%以上、0.200%以下である。 (Cu: preferably 0.001 to 1.000%)
Cu is an element that increases the strength of the steel material by forming fine precipitates. In order to effectively exhibit the effect of increasing the strength, it is preferable to contain 0.001% or more of Cu. On the other hand, if the Cu content exceeds 1.00%, carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks occur starting from needle-like carbides during deformation at a high strain rate. In addition, since the aperture is reduced, the upper limit of Cu content may be 1.00%. The Cu content is more preferably 0.003% or more and 0.500% or less, and further preferably 0.005% or more and 0.200% or less.
Nbは、炭窒化物を形成し、熱延板焼鈍及び冷延板焼鈍での炭化物粒子の粗大化及び連結を抑制する元素である。Nb含有量が0.001%未満では、上述の効果が得られないので、Nb含有量の下限を0.001%としてもよい。一方、Nb含有量が1.000%を超えると、熱延板焼鈍及び冷延板焼鈍の際に炭化物が球状化しにくくなり、高い歪速度での変形において針状の炭化物を起点として割れが発生し、絞りが低下するので、Nb含有量の上限を1.000%としてもよい。Nb含有量は、より好ましくは0.005%以上、0.600%以下、さらに好ましくは0.008%以上、0.200%以下である。 (Nb: preferably 0.001 to 1.000%)
Nb is an element that forms carbonitrides and suppresses coarsening and connection of carbide particles in hot-rolled sheet annealing and cold-rolled sheet annealing. If the Nb content is less than 0.001%, the above-described effects cannot be obtained, so the lower limit of the Nb content may be 0.001%. On the other hand, if the Nb content exceeds 1.000%, carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks are generated starting from acicular carbides in deformation at a high strain rate. In addition, since the aperture is reduced, the upper limit of the Nb content may be 1.000%. The Nb content is more preferably 0.005% or more and 0.600% or less, further preferably 0.008% or more and 0.200% or less.
Vも、Nbと同様に、炭窒化物を形成し、熱延板焼鈍及び冷延板焼鈍での炭化物粒子の粗大化及び連結を抑制する元素である。V含有量が0.001%未満では、上述の効果が得られないので、V含有量の下限を0.001%としてもよい。一方、V含有量が1.000%を超えると、熱延板焼鈍及び冷延板焼鈍の際に炭化物が球状化しにくくなり、高い歪速度での変形において針状の炭化物を起点として割れが発生し、絞りが低下するので、V含有量の上限を1.000%としてもよい。V含有量は、より好ましくは0.001%以上、0.750%以下、さらに好ましくは0.001%以上、0.250%以下である。 (V: preferably 0.001 to 1.000%)
V, like Nb, is an element that forms carbonitrides and suppresses coarsening and connection of carbide particles in hot-rolled sheet annealing and cold-rolled sheet annealing. If the V content is less than 0.001%, the above effect cannot be obtained, so the lower limit of the V content may be 0.001%. On the other hand, if the V content exceeds 1.000%, carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks occur starting from needle-like carbides during deformation at a high strain rate. In addition, since the aperture is reduced, the upper limit of the V content may be 1.000%. The V content is more preferably 0.001% or more and 0.750% or less, and further preferably 0.001% or more and 0.250% or less.
Tiも、Nb、およびVと同様に、炭窒化物を形成し、熱延板焼鈍及び冷延板焼鈍での炭化物粒子の粗大化及び連結を抑制する元素である。Ti含有量が0.001%未満では、上述の効果が得られないので、Ti含有量の下限を0.001%以上としてもよい。一方、Ti含有量が1.000%を超えると、熱延板焼鈍及び冷延板焼鈍の際に炭化物が球状化しにくくなり、高い歪速度での変形において針状の炭化物を起点として割れが発生し、絞りが低下するので、Ti含有量の上限を1.000%としてもよい。Ti含有量は、より好ましくは0.001%以上、0.500%以下、さらに好ましくは0.003%以上、0.150%以下である。 (Ti: preferably 0.001 to 1.000%)
Ti, like Nb and V, is an element that forms carbonitrides and suppresses coarsening and connection of carbide particles during hot-rolled sheet annealing and cold-rolled sheet annealing. If the Ti content is less than 0.001%, the above-described effects cannot be obtained, so the lower limit of the Ti content may be 0.001% or more. On the other hand, if the Ti content exceeds 1.000%, the carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks are generated starting from needle-like carbides during deformation at a high strain rate. In addition, since the aperture is reduced, the upper limit of the Ti content may be 1.000%. The Ti content is more preferably 0.001% or more and 0.500% or less, and further preferably 0.003% or more and 0.150% or less.
Bは、部品の熱処理時の焼入れ性を改善する元素である。B含有量が0.0001%未満では、上述の効果が得られないので、B含有量の下限を0.0001%としてもよい。B含有量が0.0500%を超えると、粗大なFe-B-C化合物を生成し、高い歪速度での変形時に割れの起点となり、絞りを低下させるので、B含有量の上限を0.0500%としてもよい。B含有量は、より好ましくは0.0005%以上、0.0300%以下、さらに好ましくは0.0010%以上、0.0100%以下である。 (B: preferably 0.0001 to 0.0500%)
B is an element that improves the hardenability during heat treatment of the part. If the B content is less than 0.0001%, the above-described effects cannot be obtained, so the lower limit of the B content may be 0.0001%. If the B content exceeds 0.0500%, a coarse Fe—B—C compound is formed, which becomes a starting point of cracking at the time of deformation at a high strain rate and lowers the squeezing. It may be 0500%. The B content is more preferably 0.0005% or more and 0.0300% or less, and further preferably 0.0010% or more and 0.0100% or less.
Wも、Nb、V、およびTiと同様に、炭窒化物を形成し、熱延板焼鈍及び冷延板焼鈍での炭化物粒子の粗大化及び連結を抑制する元素である。W含有量が0.001%未満では、上述の効果が得られないので、W含有量の下限を0.001%としてもよい。一方、W含有量が1.000%を超えると、熱延板焼鈍及び冷延板焼鈍の際に炭化物が球状化しにくくなり、高い歪速度での変形において針状の炭化物を起点として割れが発生し、絞りが低下するので、W含有量の上限を1.000%としてもよい。W含有量は、より好ましくは0.001%以上、0.450%以下、さらに好ましくは0.001%以上、0.160%以下である。 (W: preferably 0.001 to 1.000%)
W, like Nb, V, and Ti, is an element that forms carbonitrides and suppresses coarsening and connection of carbide particles during hot-rolled sheet annealing and cold-rolled sheet annealing. If the W content is less than 0.001%, the above effect cannot be obtained, so the lower limit of the W content may be 0.001%. On the other hand, if the W content exceeds 1.000%, carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks occur starting from needle-like carbides during deformation at a high strain rate. In addition, since the aperture is reduced, the upper limit of the W content may be 1.000%. The W content is more preferably 0.001% or more and 0.450% or less, and further preferably 0.001% or more and 0.160% or less.
Taも、Nb、V、Ti、およびWと同様に、炭窒化物を形成し、熱延板焼鈍及び冷延板焼鈍での炭化物粒子の粗大化及び連結を抑制する元素である。Ta含有量が0.001%未満では、上述の効果が得られないので、Ta含有量の下限を0.001%としてもよい。一方、Ta含有量が1.000%を超えると、熱延板焼鈍及び冷延板焼鈍の際に炭化物が球状化しにくくなり、高い歪速度での変形において針状の炭化物を起点として割れが発生し、絞りが低下するので、Ta含有量の上限を1.000%以下としてもよい。Ta含有量は、より好ましくは0.001%以上、0.750%以下、さらに好ましくは0.001%以上、0.150%以下である。 (Ta: preferably 0.001 to 1.000%)
Ta, like Nb, V, Ti, and W, is an element that forms carbonitrides and suppresses coarsening and connection of carbide particles during hot-rolled sheet annealing and cold-rolled sheet annealing. If the Ta content is less than 0.001%, the above effect cannot be obtained, so the lower limit of the Ta content may be 0.001%. On the other hand, if the Ta content exceeds 1.000%, the carbides are less likely to be spheroidized during hot-rolled sheet annealing and cold-rolled sheet annealing, and cracks occur starting from needle-like carbides during deformation at a high strain rate. In addition, since the aperture is reduced, the upper limit of the Ta content may be 1.000% or less. The Ta content is more preferably 0.001% or more and 0.750% or less, and further preferably 0.001% or more and 0.150% or less.
Snは、鋼原料としてスクラップを用いた場合に鋼中に含有される元素であり、Sn含有量は少ないほど好ましい。Sn含有量を0.001%未満に低減する場合、精錬コストの増加を招くので、Sn含有量の下限を0.001%としてもよい。また、Sn含有量が0.020%を超える場合、フェライトが脆化し、高い歪速度での変形において絞りが低下するので、Sn含有量の上限を0.020%としてもよい。Sn含有量は、より好ましくは0.001%以上、0.015%以下、さらに好ましくは0.001%以上、0.010%以下である。 (Sn: preferably 0.001 to 0.020%)
Sn is an element contained in steel when scrap is used as a steel raw material, and the smaller the Sn content, the better. When the Sn content is reduced to less than 0.001%, the refining cost is increased, so the lower limit of the Sn content may be 0.001%. Further, when the Sn content exceeds 0.020%, the ferrite becomes brittle, and the diaphragm is lowered during deformation at a high strain rate. Therefore, the upper limit of the Sn content may be 0.020%. The Sn content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.010% or less.
Sbは、Snと同様に鋼原料としてスクラップを用いた場合に鋼中に含有される元素であり、Sb含有量は少ないほど好ましい。Sb含有量を0.001%未満に低減する場合、精錬コストの増加を招くので、Sb含有量の下限を0.001%としてもよい。また、Sb含有量が0.020%を超える場合、フェライトが脆化し、高い歪速度での変形において絞りが低下するので、Sb含有量の上限を0.020%以下としてもよい。Sb含有量は、より好ましくは0.001%以上、0.015%以下、さらに好ましくは0.001%以上、0.011%以下である。 (Sb: preferably 0.001 to 0.020%)
Similar to Sn, Sb is an element contained in steel when scrap is used as a steel raw material, and the smaller the Sb content, the better. When the Sb content is reduced to less than 0.001%, the refining cost is increased, so the lower limit of the Sb content may be 0.001%. Further, when the Sb content exceeds 0.020%, the ferrite becomes brittle, and the diaphragm is lowered in deformation at a high strain rate. Therefore, the upper limit of the Sb content may be 0.020% or less. The Sb content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.011% or less.
Asは、Sn、及びSbと同様に鋼原料としてスクラップを用いた場合に含有される元素であり、As含有量は少ないほど好ましい。As含有量を0.001%未満に低減する場合、精錬コストの増加を招くので、As含有量の下限を0.001%としてもよい。また、As含有量が0.020%を超える場合、フェライトが脆化し、高い歪速度での変形において絞りが低下するので、As含有量の上限を0.020%以下としてもよい。As含有量は、より好ましくは0.001%以上、0.015%以下、さらに好ましくは0.001%以上、0.007%以下である。 (As: preferably 0.001 to 0.020%)
As is an element contained when scrap is used as a steel raw material in the same manner as Sn and Sb, and the smaller the As content, the more preferable. When the As content is reduced to less than 0.001%, the refining cost is increased, so the lower limit of the As content may be 0.001%. Further, when the As content exceeds 0.020%, the ferrite becomes brittle, and the drawing is reduced in deformation at a high strain rate. Therefore, the upper limit of the As content may be 0.020% or less. The As content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.007% or less.
Mgは、含有量が微量であっても硫化物の形態を制御できる元素であり、必要に応じて含有できる。Mg含有量が0.0001%未満ではその効果は得られないので、Mg含有量の下限を0.0001%としてもよい。一方、Mgを過剰に含有した場合、フェライトの粒界が脆化し、高い歪速度での変形において絞りの低下を招くので、Mg含有量の上限を0.0200%としてもよい。Mg含有量は、より好ましくは0.0001%以上、0.0150%以下、さらに好ましくは0.0001%以上、0.0075%以下である。 (Mg: preferably 0.0001 to 0.0200%)
Mg is an element that can control the form of the sulfide even if the content is very small, and can be contained if necessary. Since the effect cannot be obtained when the Mg content is less than 0.0001%, the lower limit of the Mg content may be 0.0001%. On the other hand, when Mg is excessively contained, the ferrite grain boundary becomes brittle, and the deformation is reduced at a high strain rate, so that the upper limit of the Mg content may be 0.0200%. The Mg content is more preferably 0.0001% or more and 0.0150% or less, and further preferably 0.0001% or more and 0.0075% or less.
Caは、Mgと同様に含有量が微量であっても硫化物の形態を制御できる元素であり、必要に応じて含有できる。Ca含有量が0.001%未満ではその効果は得られないので、Ca含有量の下限を0.001%としてもよい。一方、Caを過剰に含有した場合、フェライトの粒界が脆化し、高い歪速度での変形において絞りの低下を招くので、Ca含有量の上限を0.020%としてもよい。Ca含有量は、より好ましくは0.001%以上、0.015%以下、さらに好ましくは0.001%以上、0.010%以下である。 (Ca: preferably 0.001 to 0.020%)
Ca, like Mg, is an element that can control the form of the sulfide even if the content is very small, and can be contained if necessary. Since the effect cannot be obtained when the Ca content is less than 0.001%, the lower limit of the Ca content may be 0.001%. On the other hand, when Ca is excessively contained, the ferrite grain boundary becomes brittle, and the deformation is reduced at a high strain rate, so that the upper limit of the Ca content may be 0.020%. The Ca content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.010% or less.
Yは、Mg、およびCaと同様に、含有量が微量であっても硫化物の形態を制御できる元素であり、必要に応じて含有できる。Y含有量が0.001%未満ではその効果は得られないので、Y含有量の下限を0.001%としてもよい。一方、Yを過剰に含有する場合、フェライトの粒界が脆化し、高い歪速度での変形において絞りの低下を招くので、Y含有量の上限を0.020%としてもよい。Y含有量は、より好ましくは0.001%以上、0.015%以下、さらに好ましくは0.001%以上、0.009%以下である。 (Y: preferably 0.001 to 0.020%)
Y, like Mg and Ca, is an element that can control the form of sulfide even if the content is very small, and can be contained as required. Since the effect cannot be obtained if the Y content is less than 0.001%, the lower limit of the Y content may be 0.001%. On the other hand, when Y is excessively contained, the ferrite grain boundary becomes brittle, and the deformation is reduced at a high strain rate. Therefore, the upper limit of the Y content may be 0.020%. The Y content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.009% or less.
Zrは、Mg、Ca、Yと同様に含有量が微量であっても硫化物の形態を制御できる元素であり、必要に応じて含有できる。Zr含有量が0.001%未満ではその効果は得られないので、Zr含有量の下限を0.001%としてもよい。一方、Zrを過剰に含有する場合、フェライトの粒界が脆化し、高い歪速度での変形において絞りの低下を招くので、Zr含有量の上限を0.020%としてもよい。Zr含有量は、より好ましくは0.015%以下、さらに好ましくは0.010%以下である。 (Zr: preferably 0.001 to 0.020%)
Zr is an element that can control the form of sulfide even if the content is very small, like Mg, Ca, and Y, and can be contained as needed. Since the effect cannot be obtained if the Zr content is less than 0.001%, the lower limit of the Zr content may be 0.001%. On the other hand, when Zr is excessively contained, the ferrite grain boundaries become brittle, and the deformation is reduced at a high strain rate, so that the drawing is reduced. Therefore, the upper limit of the Zr content may be 0.020%. The Zr content is more preferably 0.015% or less, still more preferably 0.010% or less.
Laは、Mg、Ca、Y、およびZrと同様に含有量が微量であっても硫化物の形態制御に有効な元素であり、必要に応じて含有しても良い。La含有量が0.001%未満ではその効果は得られないので、La含有量の下限を0.001%としてもよい。一方、Laを過剰に含有する場合、フェライトの粒界が脆化し、高い歪速度での変形において絞りの低下を招くので、La含有量の上限を0.020%としてもよい。La含有量は、より好ましくは0.001%以上、0.015%以下、さらに好ましくは0.001%以上、0.010%以下である。 (La: preferably 0.001 to 0.020%)
La, like Mg, Ca, Y, and Zr, is an element effective for controlling the form of sulfides even if the content is very small, and may be contained as necessary. Since the effect cannot be obtained if the La content is less than 0.001%, the lower limit of the La content may be 0.001%. On the other hand, when La is contained excessively, the ferrite grain boundary becomes brittle, and the deformation is reduced at a high strain rate. Therefore, the upper limit of the La content may be 0.020%. The La content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.010% or less.
Ceは、Mg、Ca、Y、Zr、Laと同様に含有量が微量であっても硫化物の形態を制御できる元素であり、必要に応じて含有しても良い。Ce含有量が0.001%未満ではその効果は得られないので、Ce含有量の下限を0.001%としてもよい。一方、Ceを過剰に含有する場合、フェライトの粒界が脆化し、高い歪速度での変形において絞りの低下を招くので、Ce含有量の上限を0.020%としてもよい。Ce含有量は、より好ましくは0.001%以上、0.015%以下、さらに好ましくは0.001%以上、0.010%以下である。 (Ce: preferably 0.001 to 0.020%)
Ce, like Mg, Ca, Y, Zr, and La, is an element that can control the form of sulfide even if the content is very small, and may be contained as necessary. Since the effect cannot be obtained if the Ce content is less than 0.001%, the lower limit of the Ce content may be 0.001%. On the other hand, when Ce is excessively contained, the grain boundary of ferrite becomes brittle, and the deformation is reduced at a high strain rate, so that the upper limit of the Ce content may be 0.020%. The Ce content is more preferably 0.001% or more and 0.015% or less, and further preferably 0.001% or more and 0.010% or less.
“絞り(%)”=((“試験前の板厚”-“破断後の板厚”)/“試験前の板厚”)×100 ・・・(1)
なお、試験前における厚みは、平行部の幅の中央部と、中央部から引張方向に垂直かつ幅方向に平行な向きにそれぞれ1mm離れた2つのポイントの厚みとをマイクロメーターで測定し、3点での測定値を平均することにより求める。破断後のサンプルの厚みの測定は、例えばキーエンス製のマイクロスコープ(VHX-1000)を用いて実施し、試験前と同様に、破断によって2つに分かれたサンプルの各破断面における幅中央部、および幅方向に1mm離れた位置における厚みをそれぞれ測定し、6点での測定値の平均を試験後の厚みとする。上記の試験にて10%以上の高い絞りを示すサンプルを「優れた絞り」を有するサンプルとして評価した。 In order to deform a steel plate at a strain rate of 10 mm / sec and measure the drawing at the time of breakage, it is necessary to use a special test piece having a parallel portion of 1.5 mm shown in FIG. By conducting a tensile test on a special test piece having a parallel part of 1.5 mm at a stroke speed of 900 mm / min, it becomes possible for the first time to give a strain rate very close to 10 mm / sec to the parallel part of the test piece. . In addition, in order to accurately evaluate the behavior of the destruction of a steel sheet as occurs in forming into an actual part, it is necessary to strictly manage the ratio between the thickness and width of the parallel part of the tensile test piece. At the time of drawing deformation of a tensile test piece, constriction deformation occurs from two directions, ie, a thickness direction and a width direction. Naturally, when a fracture occurs during the molding of an actual part, the constriction deformation in the thickness direction is the dominant factor of the fracture, and the influence of the constriction deformation in the width direction is very small. Therefore, in the evaluation using the tensile test piece, it is necessary to remove the influence of the constriction deformation in the width direction. Therefore, the ratio of the width of the parallel part / the thickness of the parallel part needs to be 2 or more. The width / thickness ratio is preferably as large as possible, more preferably 4 or more, and even more preferably 6 or more. In addition, the drawing is calculated using the formula (1) from the change in thickness before and after the tensile fracture.
“Drawing (%)” = ((“Plate thickness before test” − “Plate thickness after fracture”) / “Plate thickness before test”) × 100 (1)
The thickness before the test was measured with a micrometer by measuring the central part of the width of the parallel part and the thicknesses of two points 1 mm away from the central part in a direction perpendicular to the tensile direction and parallel to the width direction. Obtained by averaging the measured values at points. The measurement of the thickness of the sample after the breakage was performed using, for example, a microscope (VHX-1000) manufactured by Keyence, and, as before the test, the center of the width at each fractured surface of the sample divided into two by breakage, And the thickness in the position 1 mm away in the width direction is measured, respectively, and the average of the measurement values at 6 points is the thickness after the test. Samples having a high aperture of 10% or more in the above test were evaluated as samples having “excellent aperture”.
所定の成分を有するスラブ(鋼片)を連続鋳造後、直接、または一旦冷却後に加熱してから、熱間で圧延する際に、600℃以上、1000℃未満の温度域にて仕上げ熱延を完了し、得られた鋼帯を、350℃以上、700℃未満の温度範囲で捲き取る。 (Hot rolling)
When a slab (steel piece) having a predetermined component is continuously cast, heated directly after being cooled or once cooled, and then rolled hot, finish hot rolling is performed at a temperature range of 600 ° C. or more and less than 1000 ° C. When completed, the obtained steel strip is scraped off in a temperature range of 350 ° C. or higher and lower than 700 ° C.


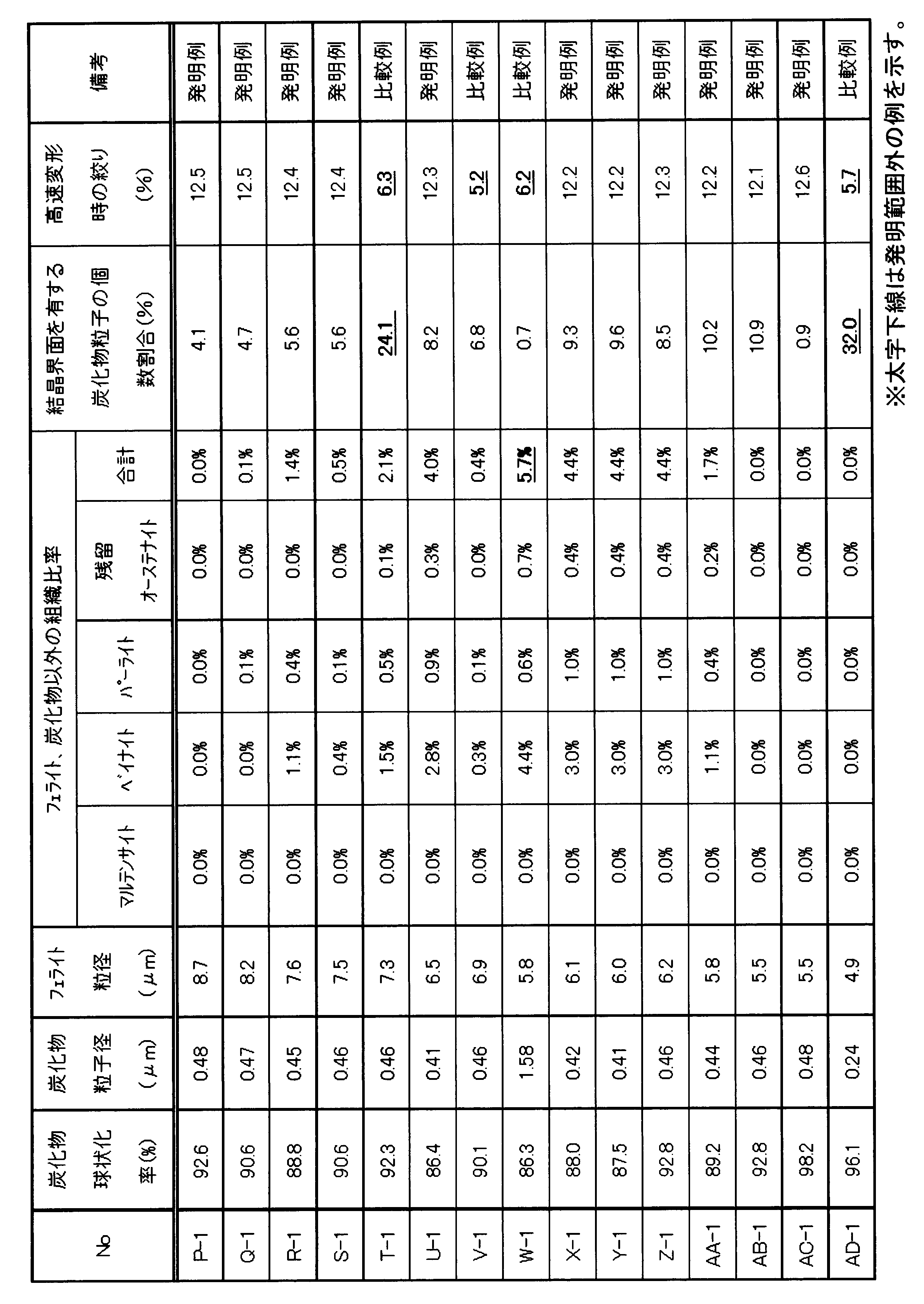


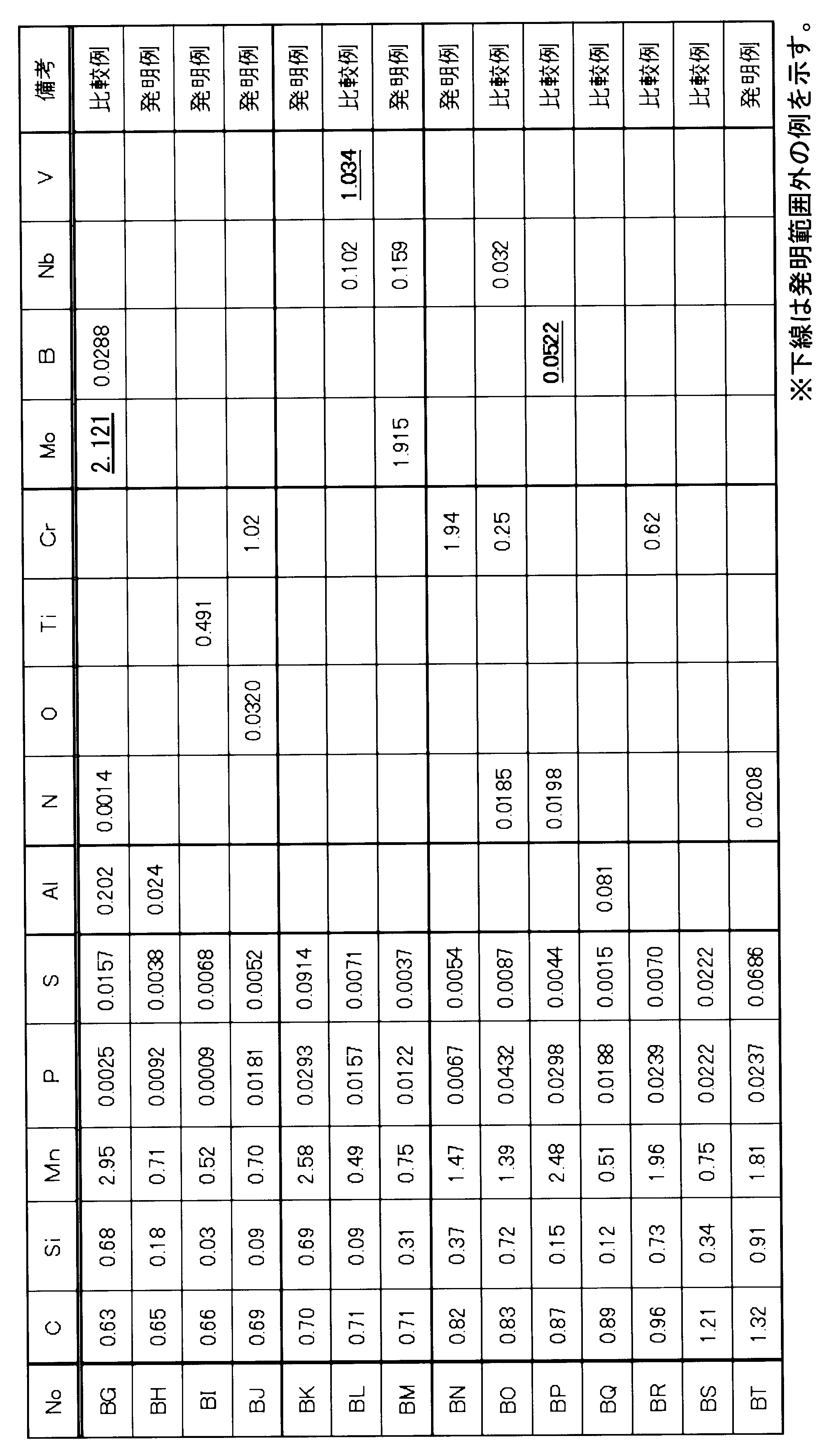



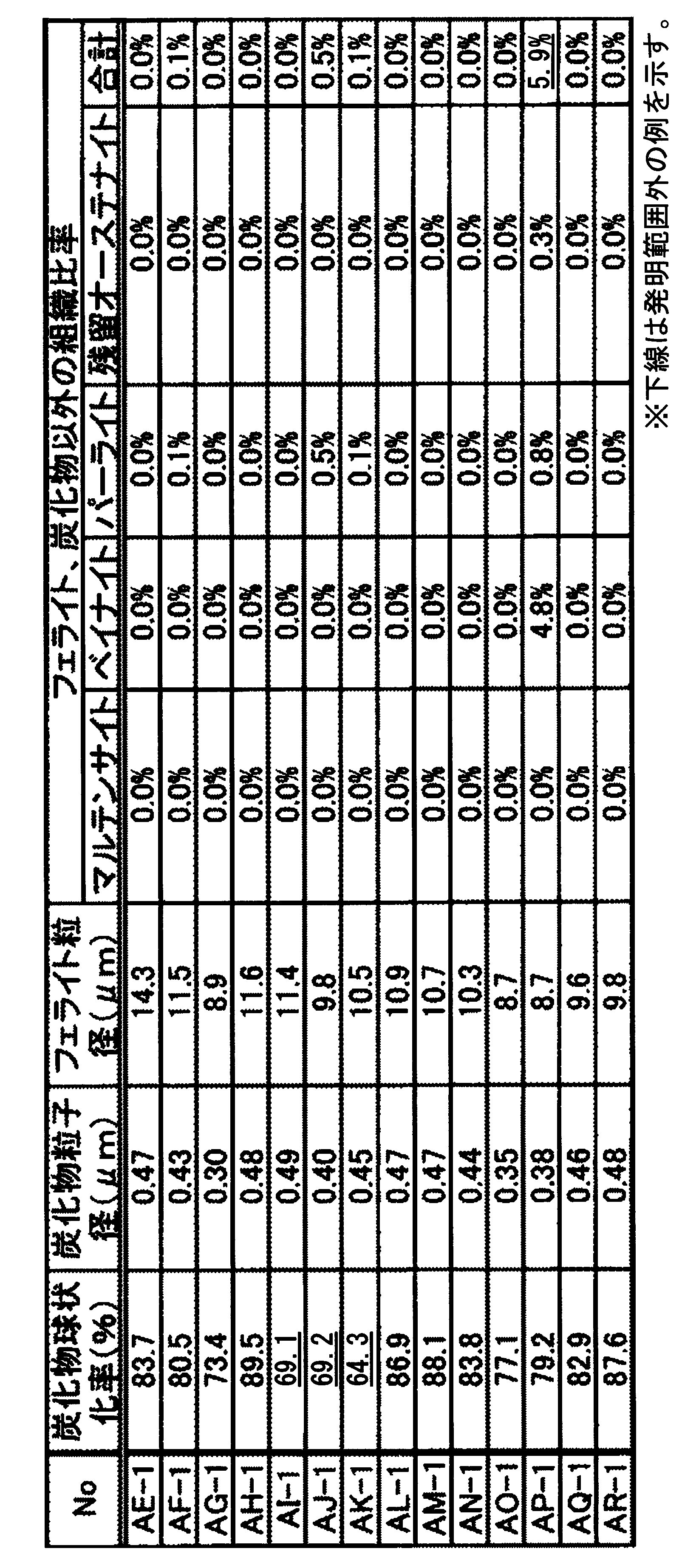




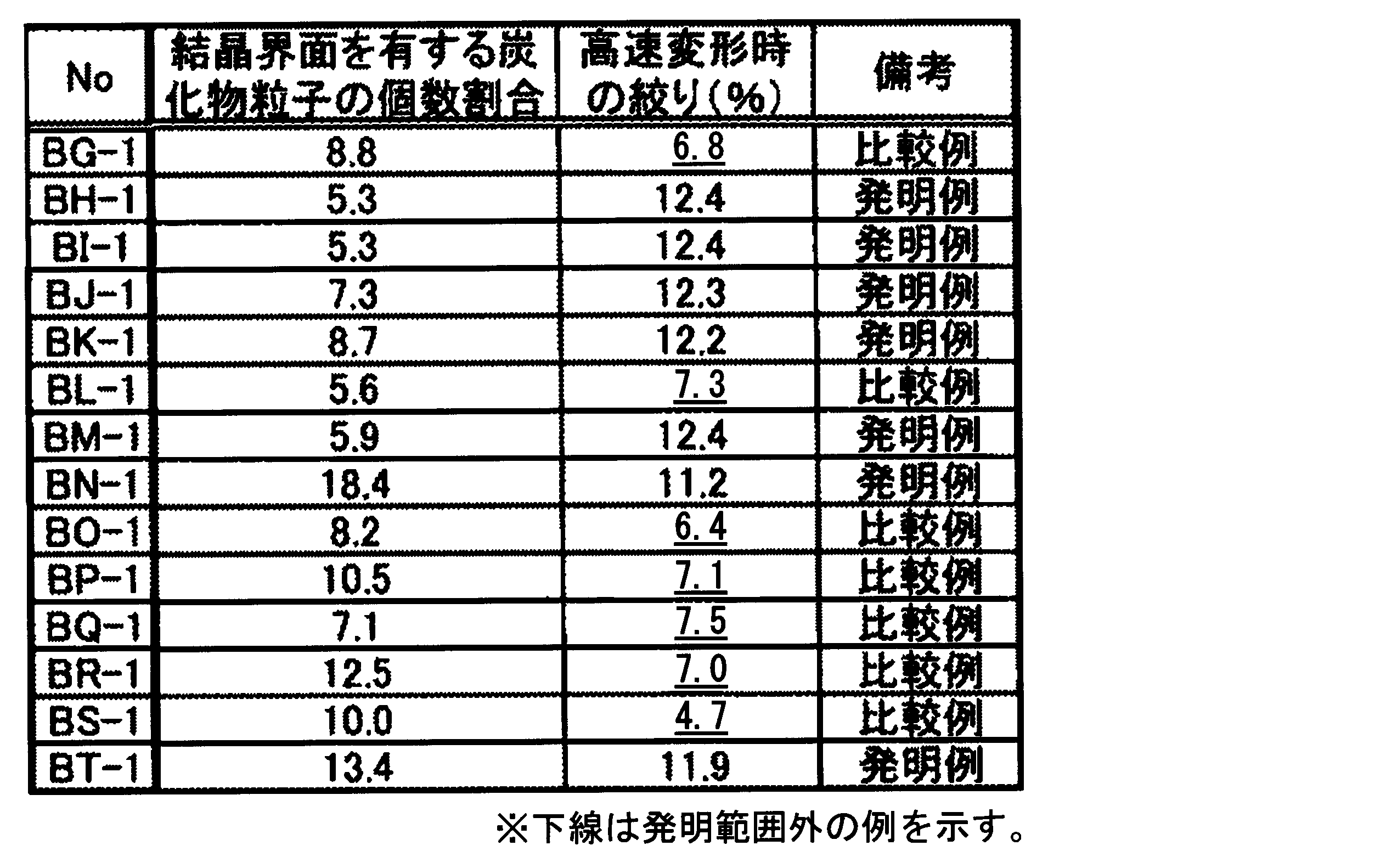

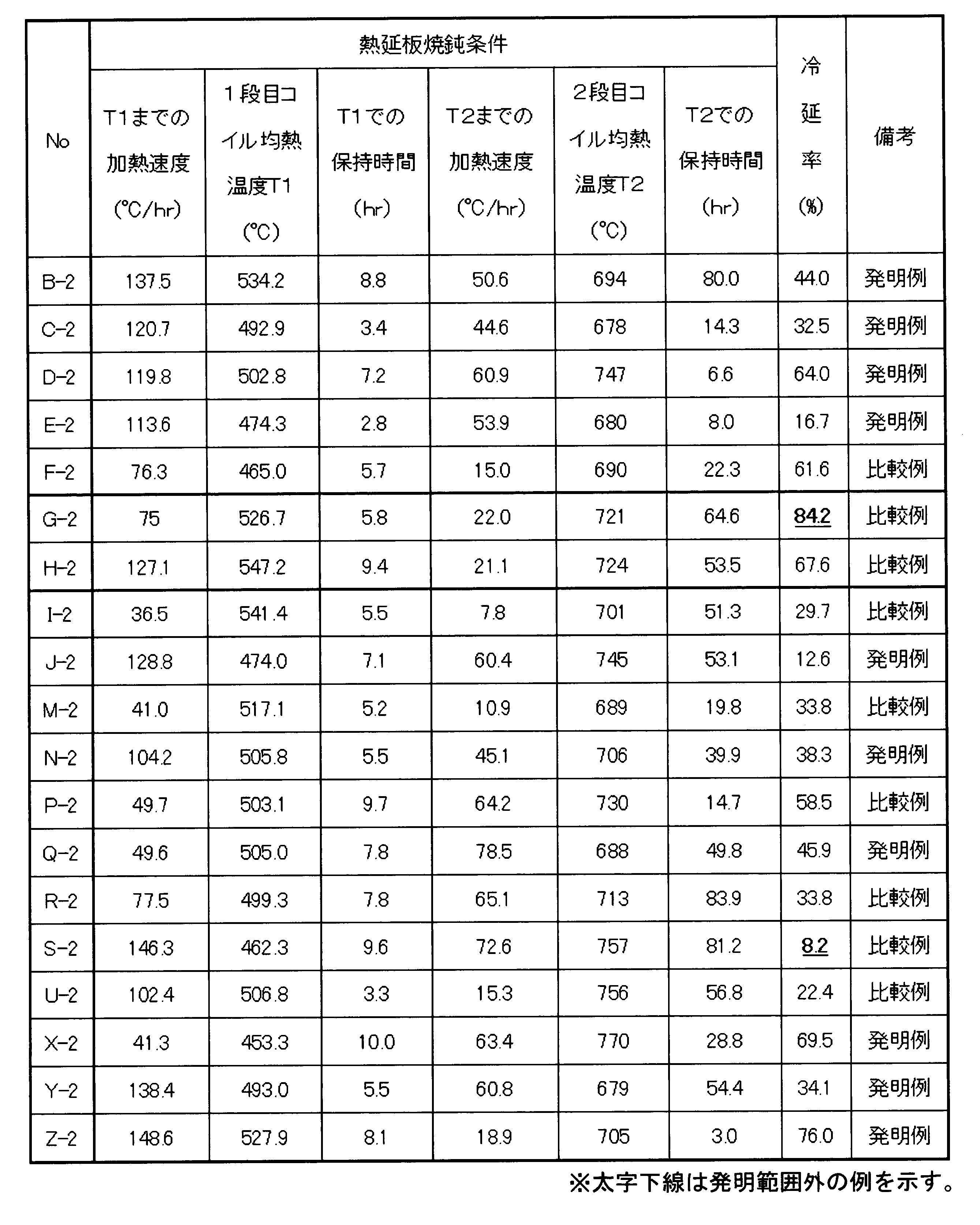

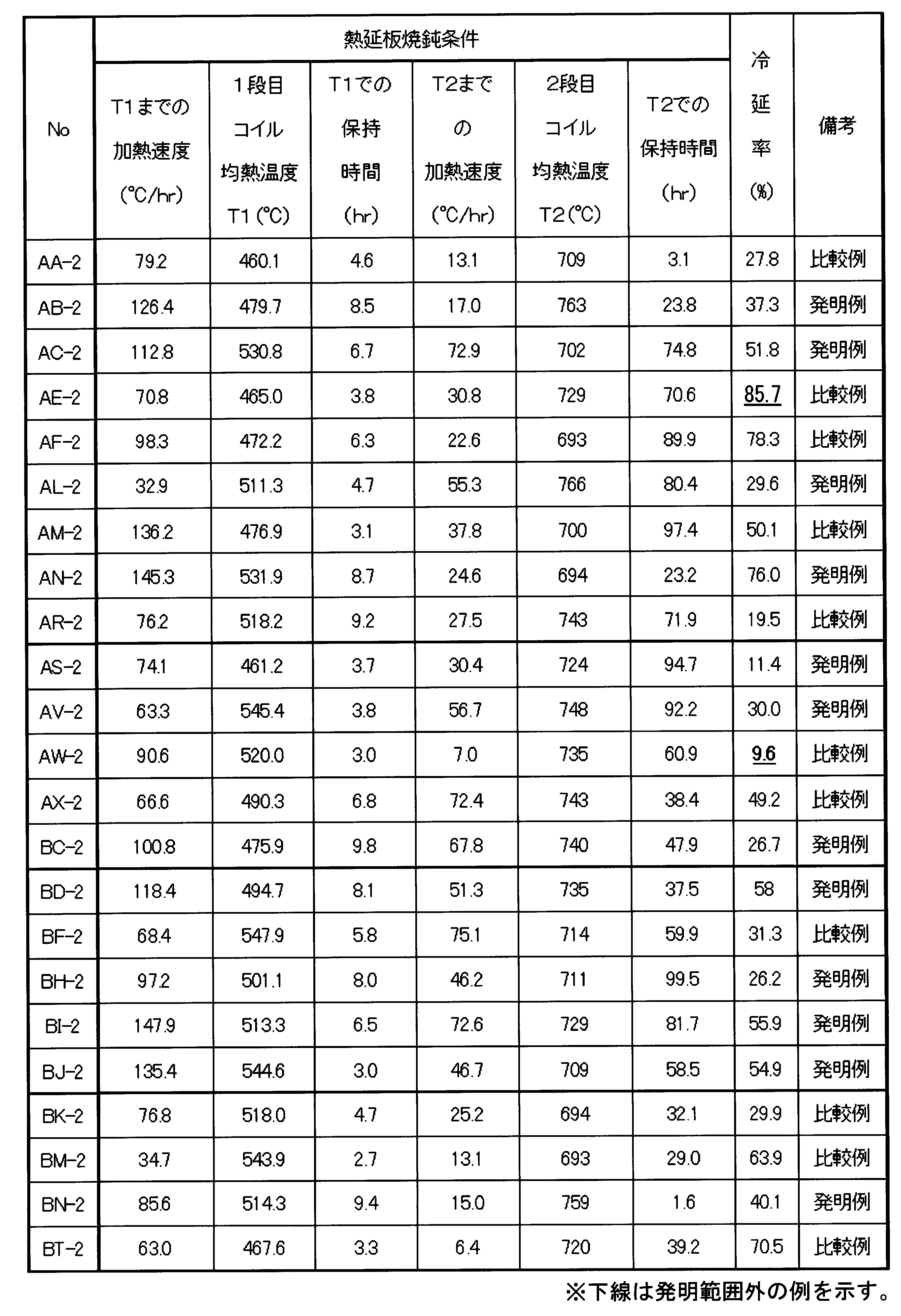











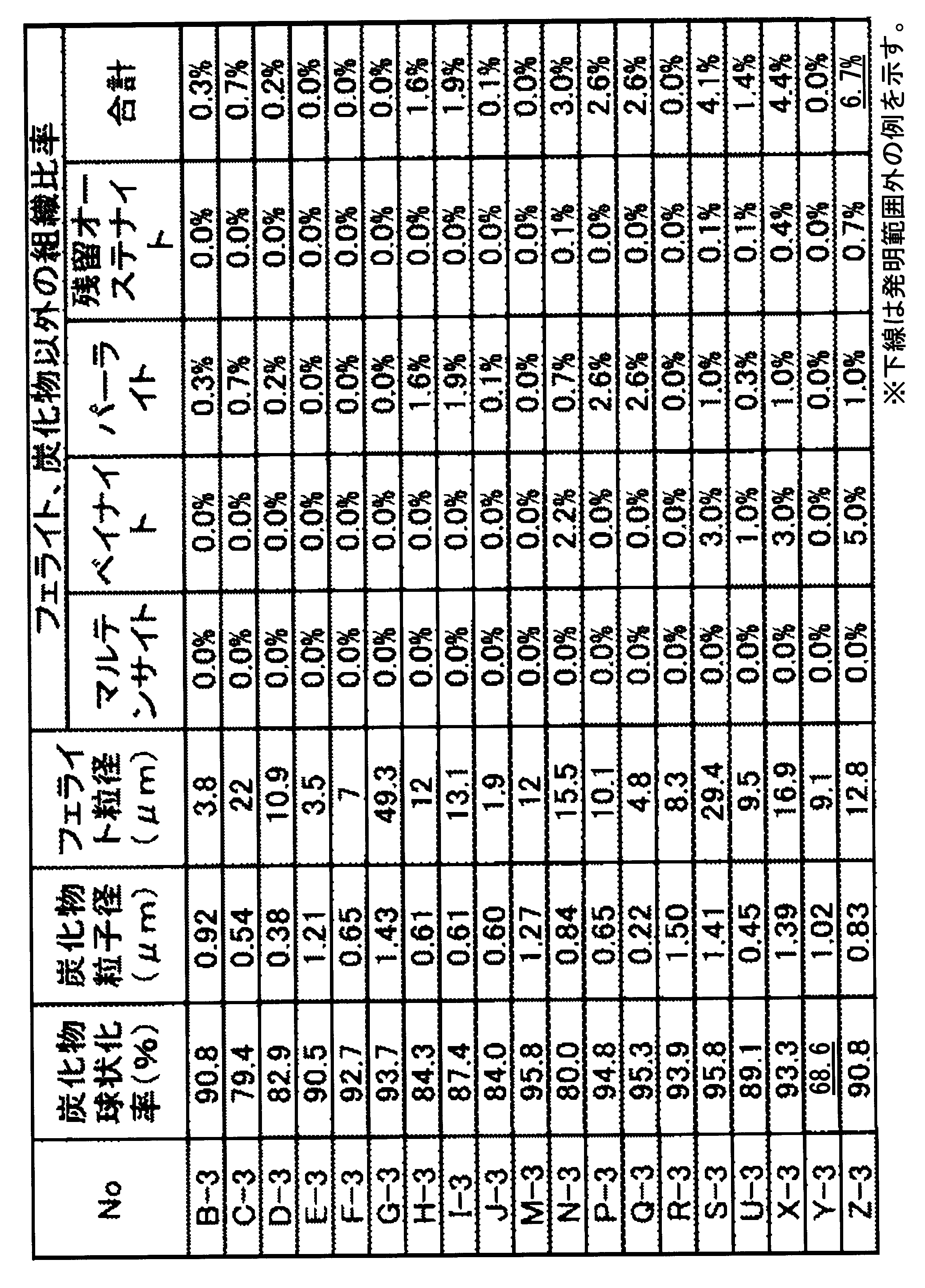
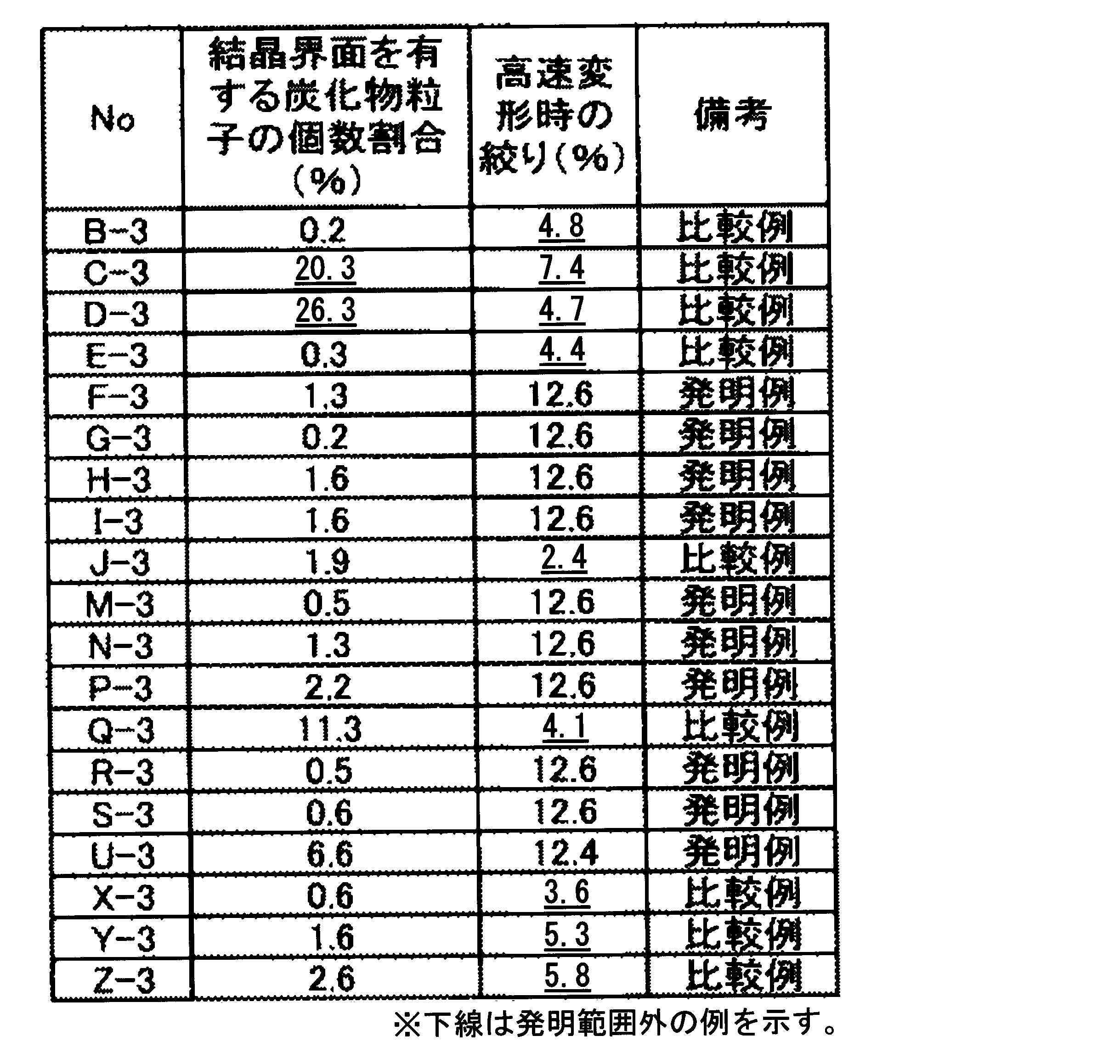

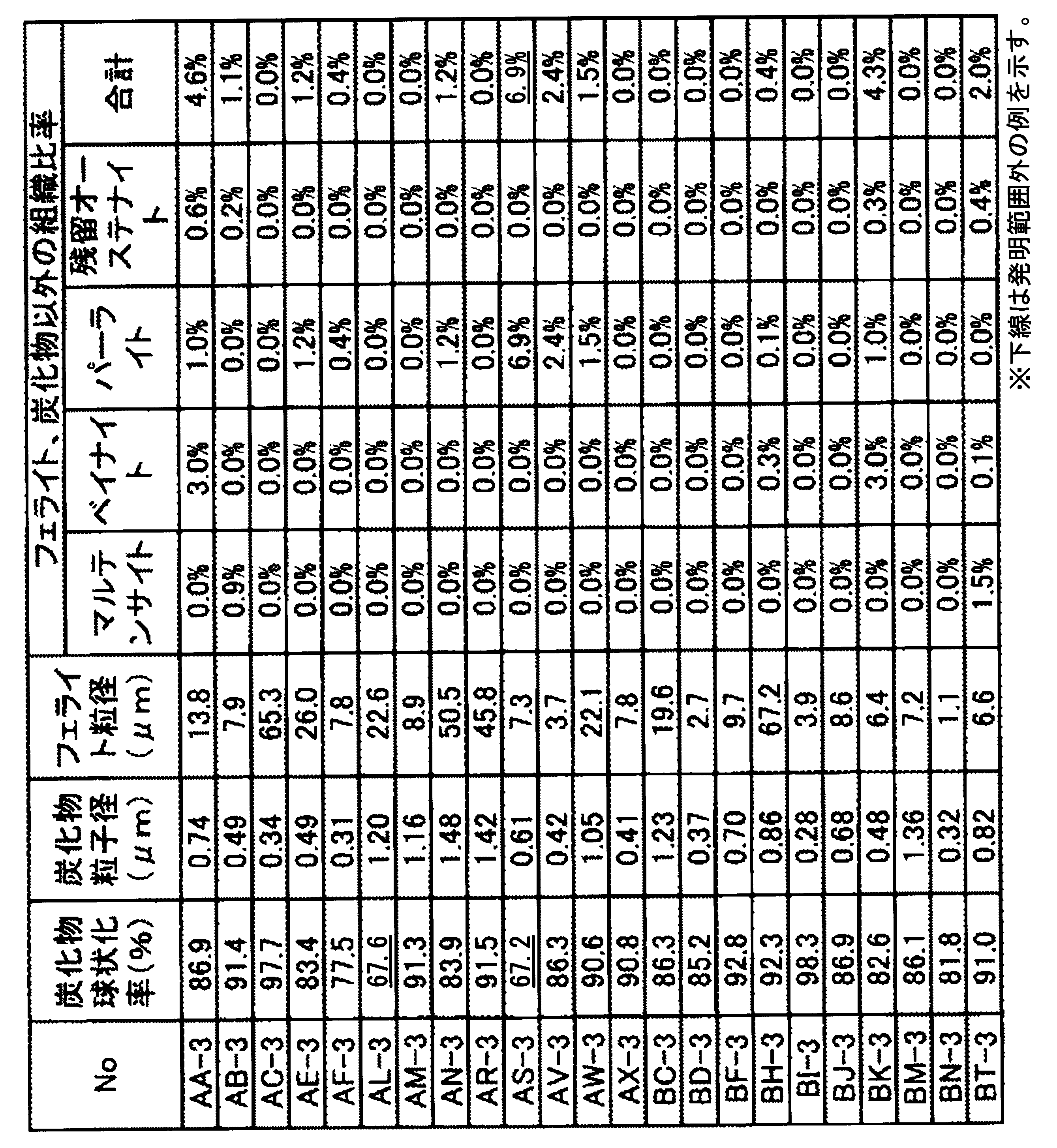

Claims (3)
- 質量%で、
C:0.10~1.50%、
Si:0.01~1.00%、
Mn:0.01~3.00%、
P:0.0001~0.1000%、
S:0.0001~0.1000%、
を含有し、残部がFeおよび不純物からなる成分を有する鋼板であり、
前記鋼板が、マルテンサイト、ベイナイト、パーライト、および残留オーステナイトを合計した体積率が5.0%以下であり、残部がフェライトと炭化物とである組織を有し、
炭化物粒子の球状化率が70%以上99%以下であり、
前記炭化物粒子の中に方位差5°以上の結晶界面を含む前記炭化物粒子の個数割合が、前記炭化物粒子の総個数に対して20%以下である
ことを特徴とする中・高炭素鋼板。 % By mass
C: 0.10 to 1.50%,
Si: 0.01 to 1.00%,
Mn: 0.01 to 3.00%,
P: 0.0001 to 0.1000%,
S: 0.0001 to 0.1000%,
And the balance is a steel sheet having a component consisting of Fe and impurities,
The steel sheet has a structure in which the volume ratio of martensite, bainite, pearlite, and residual austenite is 5.0% or less, and the balance is ferrite and carbide,
The spheroidization rate of the carbide particles is 70% or more and 99% or less,
A medium / high carbon steel sheet, wherein the number ratio of the carbide particles including a crystal interface having an orientation difference of 5 ° or more in the carbide particles is 20% or less with respect to the total number of the carbide particles. - 前記鋼板の前記成分が、質量%で、さらに、
Al:0.001~0.500%、
N:0.0001~0.0500%、
O:0.0001~0.0500%
Cr:0.001~2.000%、
Mo:0.001~2.000%、
Ni:0.001~2.000%、
Cu:0.001~1.000%、
Nb:0.001~1.000%、
V:0.001~1.000%、
Ti:0.001~1.000%、
B:0.0001~0.0500%、
W:0.001~1.000%、
Ta:0.001~1.000%、
Sn:0.001~0.020%、
Sb:0.001~0.020%、
As:0.001~0.020%、
Mg:0.0001~0.0200%、
Ca:0.001~0.020%、
Y:0.001~0.020%、
Zr:0.001~0.020%、
La:0.001~0.020%、
Ce:0.001~0.020%、
の内の1種または2種以上を含有する
ことを特徴とする請求項1に記載の中・高炭素鋼板。 The component of the steel sheet is mass%, and
Al: 0.001 to 0.500%,
N: 0.0001 to 0.0500%,
O: 0.0001 to 0.0500%
Cr: 0.001 to 2.000%,
Mo: 0.001 to 2.000%,
Ni: 0.001 to 2.000%,
Cu: 0.001 to 1.000%,
Nb: 0.001 to 1.000%,
V: 0.001 to 1.000%,
Ti: 0.001-1.000%,
B: 0.0001 to 0.0500%
W: 0.001-1.000%
Ta: 0.001 to 1.000%,
Sn: 0.001 to 0.020%,
Sb: 0.001 to 0.020%,
As: 0.001 to 0.020%,
Mg: 0.0001 to 0.0200%,
Ca: 0.001 to 0.020%,
Y: 0.001 to 0.020%,
Zr: 0.001 to 0.020%,
La: 0.001 to 0.020%,
Ce: 0.001 to 0.020%,
The medium-high carbon steel sheet according to claim 1, comprising one or more of the above. - 請求項1または2に記載の前記成分を有する鋼片を、直接、または一旦冷却後、加熱し熱間圧延する際に、600℃以上1000℃以下の温度域で仕上げ熱延を完了し、
350℃以上700℃以下で捲取った熱延鋼板を箱焼鈍し、
10%以上80%以下の冷間圧延を施し、
その後の冷延板焼鈍を、連続焼鈍ラインにおいて焼鈍温度を650℃以上780℃以下、保持時間を30秒以上1800秒以下で実施する
ことを特徴とする中・高炭素鋼板及びその製造方法。 When the steel slab having the component according to claim 1 or 2 is directly or once cooled and then heated and hot-rolled, finish hot rolling is completed in a temperature range of 600 ° C to 1000 ° C,
Box-annealing hot-rolled steel sheet that has been milled at 350 ° C or higher and 700 ° C or lower,
Apply cold rolling of 10% or more and 80% or less,
A medium-high carbon steel sheet and a method for producing the same, wherein the subsequent cold-rolled sheet annealing is performed in a continuous annealing line at an annealing temperature of 650 ° C. to 780 ° C. and a holding time of 30 seconds to 1800 seconds.
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016506209A JP6274304B2 (en) | 2014-03-07 | 2015-03-09 | Medium and high carbon steel sheet and manufacturing method thereof |
| CN201580011954.5A CN106062231B (en) | 2014-03-07 | 2015-03-09 | Medium/high carbon steel sheet and its manufacturing method |
| US15/123,119 US20170067132A1 (en) | 2014-03-07 | 2015-03-09 | Middle/high carbon steel sheet and method for manufacturing same |
| KR1020167024903A KR101875298B1 (en) | 2014-03-07 | 2015-03-09 | Medium-/high-carbon steel sheet and method for manufacturing same |
| MX2016011437A MX2016011437A (en) | 2014-03-07 | 2015-03-09 | Medium-/high-carbon steel sheet and method for manufacturing same. |
| ES15758268T ES2750615T3 (en) | 2014-03-07 | 2015-03-09 | Medium / high carbon steel sheet and method for manufacturing it |
| PL15758268T PL3115475T3 (en) | 2014-03-07 | 2015-03-09 | Medium-/high-carbon steel sheet and method for manufacturing same |
| EP15758268.5A EP3115475B1 (en) | 2014-03-07 | 2015-03-09 | Medium-/high-carbon steel sheet and method for manufacturing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014045689 | 2014-03-07 | ||
| JP2014-045689 | 2014-03-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015133644A1 true WO2015133644A1 (en) | 2015-09-11 |
Family
ID=54055438
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/056825 WO2015133644A1 (en) | 2014-03-07 | 2015-03-09 | Medium-/high-carbon steel sheet and method for manufacturing same |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20170067132A1 (en) |
| EP (1) | EP3115475B1 (en) |
| JP (1) | JP6274304B2 (en) |
| KR (1) | KR101875298B1 (en) |
| CN (1) | CN106062231B (en) |
| ES (1) | ES2750615T3 (en) |
| MX (1) | MX2016011437A (en) |
| PL (1) | PL3115475T3 (en) |
| TW (1) | TWI608106B (en) |
| WO (1) | WO2015133644A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105256229A (en) * | 2015-10-29 | 2016-01-20 | 中北大学 | High-nitrogen nanometer bainite steel and preparing method thereof |
| CN105441808A (en) * | 2016-01-30 | 2016-03-30 | 山东旋金机械有限公司 | Material for preparing pressing roller of raw wood rotary cutter |
| CN107868905A (en) * | 2016-09-28 | 2018-04-03 | Posco公司 | High carbon steel sheet and its manufacture method |
| JPWO2020100973A1 (en) * | 2018-11-15 | 2020-05-22 | ||
| US11639536B2 (en) * | 2017-08-31 | 2023-05-02 | Nippon Steel Corporation | Steel sheet for carburizing, and method for manufacturing steel sheet for carburizing |
| JP2023124892A (en) * | 2022-02-26 | 2023-09-07 | 株式会社シザーストリート | Dermatitis treatment tool and use method thereof |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106854735A (en) * | 2016-11-23 | 2017-06-16 | 安徽瑞鑫自动化仪表有限公司 | A kind of temperature sensor corrosion-resisting alloy steel and preparation method thereof |
| CN106854734A (en) * | 2016-11-23 | 2017-06-16 | 安徽瑞鑫自动化仪表有限公司 | A kind of temperature sensor corrosion-and high-temp-resistant steel alloy and preparation method thereof |
| CN107400833A (en) * | 2017-08-30 | 2017-11-28 | 王延敏 | A kind of steel construction jacking system manufacturing process |
| KR102010053B1 (en) * | 2017-11-07 | 2019-08-12 | 주식회사 포스코 | High strength and low toughness cold-rolled steel sheet having good fracture characteristics, method for manufacturing same |
| CN108193017B (en) * | 2017-12-08 | 2020-08-11 | 安泰科技股份有限公司 | Zirconium-added high-carbon microalloyed high-strength carbon pure steel and preparation method thereof |
| CN108160739B (en) * | 2017-12-28 | 2019-06-07 | 四川新路桥机械有限公司 | A kind of deformed steel processing method |
| CN109112405B (en) * | 2018-09-13 | 2020-05-01 | 营口中车型钢新材料有限公司 | Flat steel for railway train and preparation method thereof |
| MX2021005983A (en) * | 2018-11-21 | 2021-07-06 | Jfe Steel Corp | Steel sheet for cans and method for manufacturing same. |
| TWI683906B (en) * | 2019-04-26 | 2020-02-01 | 中國鋼鐵股份有限公司 | Method of manufacturing medium carbon steel |
| TWI711708B (en) * | 2019-11-27 | 2020-12-01 | 中國鋼鐵股份有限公司 | Method for increasing spheroidization rate of chrome molybdenum steel material |
| KR102498137B1 (en) * | 2020-02-18 | 2023-02-09 | 주식회사 포스코 | A high carbon steel sheet having good surface quality, and its manufacturing method |
| TWI744991B (en) * | 2020-07-20 | 2021-11-01 | 中國鋼鐵股份有限公司 | Method for evaluating roughening macroscopic defect of surface of formed steel material |
| KR102417413B1 (en) * | 2020-10-26 | 2022-07-06 | 한국생산기술연구원 | Heat Treatment Method For Alloy Steel Of Gears Using Addjusting Phase Transformation Of Normalizing Period |
| CN112301269A (en) * | 2020-10-30 | 2021-02-02 | 江苏华龙铸铁型材有限公司 | Strip gray cast iron material and horizontal continuous casting process thereof |
| CN112375991A (en) * | 2020-11-11 | 2021-02-19 | 安徽金亿新材料股份有限公司 | High-thermal-conductivity wear-resistant valve guide pipe material and preparation method thereof |
| KR102485008B1 (en) * | 2020-12-21 | 2023-01-04 | 주식회사 포스코 | High carbon cold rolled steel sheet having high toughness and method of manufacturing the same |
| KR102502011B1 (en) * | 2020-12-21 | 2023-02-21 | 주식회사 포스코 | Qt heat treated high carbon hot rolled steel sheet, high carbon cold rolled steel sheet, qt heat treated high carbon cold rolled steel shhet and method of manufacturing thereof |
| CN116121644A (en) * | 2022-12-23 | 2023-05-16 | 江阴兴澄特种钢铁有限公司 | High-toughness mine disc saw blade steel plate and manufacturing method thereof |
| CN116875909B (en) * | 2023-07-25 | 2024-09-13 | 鞍钢股份有限公司 | High-carbon cutting tool steel hot continuous rolling coiled plate and manufacturing method thereof |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003183775A (en) * | 2001-10-05 | 2003-07-03 | Jfe Steel Kk | Mother plate for manufacturing cold-rolled steel sheet, cold-rolled steel sheet with high strength and high ductility, and manufacturing methods therefor |
| JP2007031762A (en) * | 2005-07-26 | 2007-02-08 | Jfe Steel Kk | High-carbon cold-rolled steel sheet superior in workability, and manufacturing method therefor |
| JP2007119883A (en) * | 2005-10-31 | 2007-05-17 | Jfe Steel Kk | Method for manufacturing high-carbon cold-rolled steel sheet superior in workability, and high-carbon cold-rolled steel sheet |
| JP2007270331A (en) * | 2006-03-31 | 2007-10-18 | Jfe Steel Kk | Steel sheet superior in fine blanking workability, and manufacturing method therefor |
| JP2008291304A (en) * | 2007-05-24 | 2008-12-04 | Jfe Steel Kk | High-strength cold-rolled steel sheet and high strength hot-dip galvanized steel sheet both excellent in deep-drawability and strength-ductility balance, and producing method of the both |
| JP2012062496A (en) * | 2010-09-14 | 2012-03-29 | Nippon Steel Corp | Soft medium carbon steel plate excellent in high frequency quenchability |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2718332B2 (en) * | 1992-09-29 | 1998-02-25 | 住友金属工業株式会社 | Method for producing high carbon steel strip with good formability |
| JP3468048B2 (en) | 1997-08-26 | 2003-11-17 | 住友金属工業株式会社 | Manufacturing method of high carbon cold rolled steel sheet with excellent formability |
| JP3848444B2 (en) * | 1997-09-08 | 2006-11-22 | 日新製鋼株式会社 | Medium and high carbon steel plates with excellent local ductility and hardenability |
| JP2000328172A (en) | 1999-05-13 | 2000-11-28 | Sumitomo Metal Ind Ltd | High carbon cold rolled steel strip small in deep drawing plane anisotropy and its production |
| JP4471486B2 (en) | 2000-11-17 | 2010-06-02 | 日新製鋼株式会社 | Medium and high carbon steel plates with excellent deep drawability |
| JP2003147485A (en) | 2001-11-14 | 2003-05-21 | Nisshin Steel Co Ltd | High toughness high carbon steel sheet having excellent workability, and production method therefor |
| JP3913088B2 (en) | 2002-03-29 | 2007-05-09 | 日新製鋼株式会社 | Manufacturing method for medium and high carbon steel sheets with excellent deep drawability |
| JP5320990B2 (en) * | 2008-02-29 | 2013-10-23 | Jfeスチール株式会社 | Cold rolled steel sheet and method for producing the same |
| WO2013035848A1 (en) | 2011-09-09 | 2013-03-14 | 新日鐵住金株式会社 | Medium carbon steel sheet, quenched member, and method for manufacturing medium carbon steel sheet and quenched member |
| JP5048168B1 (en) * | 2011-09-22 | 2012-10-17 | 新日本製鐵株式会社 | Medium carbon steel sheet for cold working and manufacturing method thereof |
| CN105745348B (en) * | 2013-11-22 | 2018-01-09 | 新日铁住金株式会社 | High carbon steel sheet and its manufacture method |
-
2015
- 2015-03-09 TW TW104107427A patent/TWI608106B/en not_active IP Right Cessation
- 2015-03-09 PL PL15758268T patent/PL3115475T3/en unknown
- 2015-03-09 MX MX2016011437A patent/MX2016011437A/en unknown
- 2015-03-09 WO PCT/JP2015/056825 patent/WO2015133644A1/en active Application Filing
- 2015-03-09 EP EP15758268.5A patent/EP3115475B1/en active Active
- 2015-03-09 KR KR1020167024903A patent/KR101875298B1/en active IP Right Grant
- 2015-03-09 US US15/123,119 patent/US20170067132A1/en not_active Abandoned
- 2015-03-09 ES ES15758268T patent/ES2750615T3/en active Active
- 2015-03-09 JP JP2016506209A patent/JP6274304B2/en active Active
- 2015-03-09 CN CN201580011954.5A patent/CN106062231B/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003183775A (en) * | 2001-10-05 | 2003-07-03 | Jfe Steel Kk | Mother plate for manufacturing cold-rolled steel sheet, cold-rolled steel sheet with high strength and high ductility, and manufacturing methods therefor |
| JP2007031762A (en) * | 2005-07-26 | 2007-02-08 | Jfe Steel Kk | High-carbon cold-rolled steel sheet superior in workability, and manufacturing method therefor |
| JP2007119883A (en) * | 2005-10-31 | 2007-05-17 | Jfe Steel Kk | Method for manufacturing high-carbon cold-rolled steel sheet superior in workability, and high-carbon cold-rolled steel sheet |
| JP2007270331A (en) * | 2006-03-31 | 2007-10-18 | Jfe Steel Kk | Steel sheet superior in fine blanking workability, and manufacturing method therefor |
| JP2008291304A (en) * | 2007-05-24 | 2008-12-04 | Jfe Steel Kk | High-strength cold-rolled steel sheet and high strength hot-dip galvanized steel sheet both excellent in deep-drawability and strength-ductility balance, and producing method of the both |
| JP2012062496A (en) * | 2010-09-14 | 2012-03-29 | Nippon Steel Corp | Soft medium carbon steel plate excellent in high frequency quenchability |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105256229A (en) * | 2015-10-29 | 2016-01-20 | 中北大学 | High-nitrogen nanometer bainite steel and preparing method thereof |
| CN105441808A (en) * | 2016-01-30 | 2016-03-30 | 山东旋金机械有限公司 | Material for preparing pressing roller of raw wood rotary cutter |
| CN105441808B (en) * | 2016-01-30 | 2017-08-29 | 山东旋金机械有限公司 | A kind of material for being used to prepare crude wood rotary cutter pressure roller |
| CN107868905A (en) * | 2016-09-28 | 2018-04-03 | Posco公司 | High carbon steel sheet and its manufacture method |
| CN107868905B (en) * | 2016-09-28 | 2020-02-21 | Posco公司 | High carbon steel sheet and method for producing same |
| US11639536B2 (en) * | 2017-08-31 | 2023-05-02 | Nippon Steel Corporation | Steel sheet for carburizing, and method for manufacturing steel sheet for carburizing |
| JPWO2020100973A1 (en) * | 2018-11-15 | 2020-05-22 | ||
| WO2020100973A1 (en) * | 2018-11-15 | 2020-05-22 | 株式会社シザーストリート | Hair-finishing comb and combing method |
| JP7343738B2 (en) | 2018-11-15 | 2023-09-13 | 株式会社シザーストリート | Hair finishing comb and combing method |
| JP2023124892A (en) * | 2022-02-26 | 2023-09-07 | 株式会社シザーストリート | Dermatitis treatment tool and use method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170067132A1 (en) | 2017-03-09 |
| TWI608106B (en) | 2017-12-11 |
| TW201542835A (en) | 2015-11-16 |
| EP3115475A4 (en) | 2017-09-13 |
| CN106062231B (en) | 2018-09-11 |
| PL3115475T3 (en) | 2020-03-31 |
| KR20160119220A (en) | 2016-10-12 |
| CN106062231A (en) | 2016-10-26 |
| JP6274304B2 (en) | 2018-02-07 |
| EP3115475B1 (en) | 2019-08-28 |
| ES2750615T3 (en) | 2020-03-26 |
| KR101875298B1 (en) | 2018-07-05 |
| JPWO2015133644A1 (en) | 2017-04-06 |
| EP3115475A1 (en) | 2017-01-11 |
| MX2016011437A (en) | 2016-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6274304B2 (en) | Medium and high carbon steel sheet and manufacturing method thereof | |
| JP6206601B2 (en) | Steel plate and manufacturing method | |
| JP6119923B1 (en) | Steel sheet and manufacturing method thereof | |
| EP3305931B1 (en) | Steel sheet and manufacturing method therefor | |
| JP5376089B2 (en) | Bainite-containing high-strength hot-rolled steel sheet excellent in isotropic workability and manufacturing method thereof | |
| JP6600996B2 (en) | High carbon steel sheet and method for producing the same | |
| JP6070912B1 (en) | Steel sheet excellent in cold workability during forming and method for producing the same | |
| JP2016216810A (en) | Low carbon steel sheet excellent in machinability and friction resistance after hardening and tempering and manufacturing method therefor | |
| JP7164071B1 (en) | Non-oriented electrical steel sheet | |
| JP6519012B2 (en) | Low carbon steel sheet excellent in cold formability and toughness after heat treatment and manufacturing method | |
| JP6728929B2 (en) | High carbon steel sheet excellent in workability and wear resistance after quenching and tempering and method for producing the same | |
| JP2023058067A (en) | Non-oriented electrical steel sheet | |
| KR102669809B1 (en) | Non-oriented electrical steel sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15758268 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015758268 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15123119 Country of ref document: US Ref document number: 2015758268 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2016506209 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2016/011437 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20167024903 Country of ref document: KR Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112016019947 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112016019947 Country of ref document: BR Kind code of ref document: A2 Effective date: 20160829 |