WO2014157013A1 - Simulation method, preform substrate manufacturing method, preform manufacturing method, simulation device, preform substrate, preform, fiber-reinforced plastic molding, and simulation program - Google Patents
Simulation method, preform substrate manufacturing method, preform manufacturing method, simulation device, preform substrate, preform, fiber-reinforced plastic molding, and simulation program Download PDFInfo
- Publication number
- WO2014157013A1 WO2014157013A1 PCT/JP2014/057918 JP2014057918W WO2014157013A1 WO 2014157013 A1 WO2014157013 A1 WO 2014157013A1 JP 2014057918 W JP2014057918 W JP 2014057918W WO 2014157013 A1 WO2014157013 A1 WO 2014157013A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cut pattern
- preform
- shaping
- preliminary
- reinforcing fiber
- Prior art date
Links
Images



























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/14—Making preforms characterised by structure or composition
- B29B11/16—Making preforms characterised by structure or composition comprising fillers or reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/545—Perforating, cutting or machining during or after moulding
Definitions
- the present invention relates to a simulation method, a preform substrate manufacturing method, a preform manufacturing method, a preform method for generating a cut pattern before forming a preform substrate of a fiber reinforced plastic molded body using a reinforcing fiber substrate.
- the present invention relates to a simulation apparatus that generates a cut pattern before shaping of a reforming base material, a preform base material, a preform, a fiber-reinforced plastic molded body, and a simulation program.
- Fiber reinforced plastics that use carbon fiber or glass fiber as reinforced fiber are widely used in various fields such as aircraft use, general industrial use, and sports use because of their high specific strength and specific modulus. It's being used.
- a prepreg base material in which a reinforcing fiber is impregnated with a matrix resin in advance is used, and a molded body in which the prepreg base materials are stacked one by one is heated and pressurized in an autoclave to be cured.
- an autoclave molding method There is a so-called autoclave molding method.
- the production of FRP using an autoclave has problems that the molding cost is high and the productivity is low.
- a resin transfer molding molding method hereinafter referred to as RTM molding method
- a precursor (referred to as a preform) of an FRP molded body in which a resin-impregnated dry reinforcing fiber base (typically a continuous fiber fabric) is shaped into a predetermined shape is placed on a mold. Then, after the whole is covered with a bag film or a mold, the inside of the bag film or the mold is evacuated and the resin is injected and cured.
- the RTM molding method is lower in cost and superior in productivity than the conventional autoclave molding method using a prepreg.
- Patent Document 1 it is proposed that a base material portion that forms a portion to be cut out and removed after molding is formed by shaping by cutting.
- Patent Document 2 proposes preparing and shaping a reinforcing fiber base material that is cut into a predetermined shape and cut into a box shape having a bottom surface portion and a side surface portion.
- Patent Document 3 it is proposed that shaping is performed by preparing a base material in which a notch is formed and devising the pressing order in shaping for a shape having a large curvature.
- the target shape is limited, and when shaping into a new shape, it is necessary to design a preform by repeating trial manufacture many times while actually cutting in the base material. Such a trial-and-error preform design requires a great deal of cost and manpower.
- Measures using computer simulation can be considered as a technique for avoiding the trial-and-error method as described above.
- clothing simulation is known as a simulation technique for shaping a three-dimensional shape (see, for example, Patent Document 4).
- this method is intended to reproduce fabric wrinkles and stretches, and is not applicable to the manufacture of preforms for FRP molded bodies for the purpose of improving wrinkles and stretches.
- the present invention has been made in view of the above, and in the manufacture of preforms of FRP molded bodies, the cost for molds and base materials is greatly reduced at the examination stage, and labor-saving work that has been done manually is saved.
- the object is to provide a simulation method, a preform manufacturing method, a preform manufacturing method, a simulation apparatus, a preform substrate, a preform, a fiber-reinforced plastic molded body, and a simulation program To do.
- a simulation method is a computer that generates a cut pattern before forming a reinforcing fiber base material constituting a preform of a fiber-reinforced plastic molded body by simulation.
- An incision forming step for forming an incision according to the shaping characteristic with respect to the preliminary cut pattern, and a reinforcing fiber base material in which the second preliminary cut pattern in which the incision is formed in the incision formation step is developed is the shaping mold.
- a simulation apparatus is a simulation apparatus for generating a cut pattern before shaping of a reinforcing fiber base material constituting a preform of a fiber reinforced plastic molded body by simulation, and the shaping characteristics of the reinforcing fiber base material Is read out from the storage unit, and the first preliminary cut pattern acquisition unit acquires the first preliminary cut pattern by simulating the behavior when the reinforcing fiber base is shaped into the shaping mold based on the shaping characteristics A trim portion for trimming unnecessary portions from the first preliminary cut pattern acquired by the first preliminary cut pattern acquisition portion, and a reinforcing fiber base material developed from the first preliminary cut pattern trimmed by the trim portion
- the second preliminary cut pattern is simulated by simulating the behavior when forming the mold into the shaping mold
- the 3rd preliminary cut pattern which acquires the 3rd preliminary cut pattern by simulating the
- the simulation program includes a computer that generates a cut pattern before shaping of a reinforcing fiber base constituting a preform of a fiber reinforced plastic molded body by simulation, and stores the shaping characteristics of the reinforcing fiber base.
- the first preliminary cut pattern obtaining step for obtaining the first preliminary cut pattern by simulating the behavior when shaping the reinforcing fiber base into the shaping mold based on the shaping characteristics;
- a trim step for trimming unnecessary portions outside the product from the first preliminary cut pattern acquired in the first preliminary cut pattern acquisition step, and a reinforcing fiber base material developed from the first preliminary cut pattern trimmed in the trim step
- a second preliminary cut pattern acquisition step for acquiring two preliminary cut patterns, and a cut for forming a cut corresponding to the shaping characteristic with respect to the second preliminary cut pattern acquired in the second preliminary cut pattern acquisition step
- a third preliminary cut pattern by simulating a forming step and a behavior when forming the reinforcing fiber base material in which the second preliminary cut pattern having the cut formed
- the present invention is suitably used for manufacturing a preform which is a precursor of an FRP molded body, and simulates a base material cut pattern required for shaping a reinforcing fiber base material into an arbitrary three-dimensional shape.
- This is a method for producing a preform using the cut pattern and using the created cut pattern. According to the present invention, it is possible to significantly reduce the examination cost and work load by the conventional trial and error method.
- FIG. 1 is a flowchart relating to a preform manufacturing method according to the first embodiment of the present invention.
- FIG. 2 is a load-displacement curve when a load is applied in the shear direction of the reinforcing fiber base.
- FIG. 3 is a diagram showing shear deformation of the reinforcing fiber base material.
- FIG. 4 is a perspective view of a shaping mold according to the first embodiment of the present invention.
- FIG. 5 is a view showing a reinforcing fiber base according to the first embodiment of the present invention.
- FIG. 6 is a perspective view showing a first preliminary cut pattern shape according to the first embodiment of the present invention.
- FIG. 7 is a diagram showing fiber orientation at the start of shaping in the vicinity of one corner of the shaping mold according to the first embodiment of the present invention.
- FIG. 8 is a diagram showing a product end and a trim line on the first preliminary cut pattern according to the first embodiment of the present invention.
- FIG. 9 is a diagram showing a second preliminary cut pattern shape obtained by trimming and developing the first preliminary cut pattern according to the first embodiment of the present invention.
- FIG. 10 is a perspective view of a second preliminary cut pattern obtained by trimming the first preliminary cut pattern according to the first embodiment of the present invention and re-shaping with the developed base material.
- FIG. 11 is an enlarged view of a corner portion of a second preliminary cut pattern shape obtained by trimming the first preliminary cut pattern according to the first embodiment of the present invention and re-shaped with the developed base material.
- FIG. 10 is a perspective view of a second preliminary cut pattern obtained by trimming the first preliminary cut pattern according to the first embodiment of the present invention and re-shaping with the developed base material.
- FIG. 11 is an enlarged view of a corner portion of a second preliminary cut pattern shape obtained by trimming the first preliminary cut pattern according to the first embodiment of the present
- FIG. 12 is a diagram in which the first preliminary cut pattern according to the first embodiment of the present invention is trimmed and cut into a shaped second preliminary cut pattern shape and developed.
- FIG. 13 is a diagram showing the overlap of the base material in the corner portion of the third preliminary cut pattern shape according to the first embodiment of the present invention.
- FIG. 14 is a diagram in which an excess base material is cut out and developed at the corner portion of the third preliminary cut pattern shape according to the first embodiment of the present invention.
- FIG. 15 is a block diagram showing a functional configuration of the simulation apparatus according to the first embodiment of the present invention.
- FIG. 16 is a view showing a reinforcing fiber base according to the second embodiment of the present invention.
- FIG. 17 is a diagram showing a preform cut pattern created in the second embodiment of the present invention.
- FIG. 18 is a view showing a reinforcing fiber base according to the third embodiment of the present invention.
- FIG. 19 is an enlarged view of a corner portion of the second preliminary cut pattern shape obtained by trimming the first preliminary cut pattern according to the third embodiment of the present invention and re-shaped with the developed base material.
- FIG. 20 is a diagram showing the configuration of a preform cut pattern obtained in the third embodiment of the present invention.
- FIG. 21 is a diagram schematically showing a state in which shaping is started in the simulation method according to the fourth embodiment of the present invention.
- FIG. 22 is a perspective view showing a first preliminary cut pattern shape according to the fourth embodiment of the present invention.
- FIG. 23 is a diagram showing the configuration of a preform cut pattern obtained in the fourth embodiment of the present invention.
- FIG. 24 is a perspective view of a shaping mold according to the embodiment of the present invention.
- FIG. 25 is a top view of the shaping mold according to the embodiment of the present invention.
- FIG. 26 is a perspective view at the start of shaping according to the embodiment of the present invention.
- FIG. 27 is a diagram showing a preform cut pattern created in Example 1 of the present invention.
- FIG. 28 is a diagram showing a preform cut pattern created in Example 2 of the present invention.
- FIG. 1 shows a flowchart relating to a method for manufacturing a preform of an FRP molded body according to the first embodiment of the present invention.
- step S1 data is acquired regarding the shaping characteristics of the reinforcing fiber base material used for the preform.
- the reinforcing fiber substrate used for the production of the preform in the present invention is characterized in that the reinforcing fibers are oriented in a biaxial orthogonal direction.
- Such a reinforcing fiber base material is hardly deformed even when a load is applied in the direction in which the reinforcing fibers are oriented, but has a characteristic that a large deformation occurs when a load is applied in the shear direction in which the reinforcing fibers are not oriented. .
- a picture frame method and a bias extension method are known as methods for quantifying the shear characteristics of the reinforcing fiber substrate.
- a square frame is fixed to the frame so that the reinforcing fibers of the reinforcing fiber base material cut into the square are oriented at 0 degrees or 90 degrees when the sides of the frame are 0 degrees and 90 degrees.
- the relationship between the load and the shear deformation is obtained by applying a tensile load on the diagonal line and causing the base material to undergo a shear deformation.
- the bias extension method is to grip the short side so that the reinforcing fibers are oriented at 45 ° and ⁇ 45 ° when the long side of the base material cut into a rectangle is 0 ° and the short side is 90 °.
- the relationship between the load and the shear deformation is obtained by applying a tensile load and causing the substrate to undergo shear deformation.
- FIG. 2 shows a general load-displacement curve when a tensile load is applied in the shear direction in a reinforcing fiber substrate in which reinforcing fibers are arranged in two-axis orthogonal directions.
- the load gradually increases in the region 2 immediately after the load is applied.
- this region 2 the frictional force between the reinforcing fiber bases generated by deformation due to the tensile load appears as a load.
- the region moves to a region 3 where shear deformation proceeds with almost no increase in load.
- the region 4 is increased in an exponential manner.
- the reinforcing fibers are strongly bound to each other, and the reinforcing fibers cannot easily move.
- the load increases due to the tightening and deformation of the reinforcing fiber, and the deformation cannot be absorbed in the surface, so that the surface is deformed and wrinkles are generated.
- This wrinkle becomes an excessive base material in an actual preform and remains as a shaping defect. Therefore, it can be said that the point 5 at which wrinkles start to occur is the limit point of shaping.
- the present invention is characterized in that the shear angle of the reinforcing fiber base at the shaping limit point 5 is evaluated as the shear rocking angle.
- FIG. 3 schematically shows shear deformation of the reinforcing fiber base material.
- the fiber orientation 13 of the reinforcing fiber base indicates the orientation after deformation, and before the deformation, the orientation is 45 degrees and ⁇ 45 degrees with respect to the load direction 14.
- a displacement amount 15 indicates a displacement amount of the evaluation point 16 after the deformation of the reinforcing fiber base material after the deformation
- an angle 17 is an angle formed by the load direction 14 and the fiber orientation 13 of the reinforcing fiber base material after the deformation.
- the angle 17 can be obtained from the picture frame test and the bias extension test described above.
- the tensile properties in the fiber direction that are the characteristics of the reinforcing fiber base material, the bending characteristics that show the drapeability of the base material, the friction characteristics between the mold and the base material, and the friction characteristics between the base material layers when shaping with two or more layers It is preferable to obtain in advance in order to accurately evaluate the formability.
- FIG. 4 shows a shaping mold used in the embodiment of the present invention.
- the shaping mold 20 shown in the figure has side surfaces 22a, 22b, 22c, 22d on a base surface 21, and further toward the upper surface 23, four corners 24a, 24b, 24c, 24d and four sides 25a, Cores having the same curvature (radius: R) are assembled to 25b, 25c, and 25d.
- FIG. 5 shows a reinforcing fiber substrate used in the first embodiment of the present invention.
- the lattice line 31 represents the fiber orientation
- the direction 32 is the 0 degree direction.
- the reinforcing fiber used for the reinforcing fiber base is not particularly defined, but carbon fiber, glass fiber, aramid fiber, polyparaphenylene benzobis oxazole (PBO) fiber, and the like can be used. Of these, one or a combination of two or more may be used.
- the weaving structure is a structure in which continuous fibers are arranged in two directions, and may be plain weave, twill, satin weave, woven weave, etc., or NCF (non-crimp fabric). From the viewpoints of handleability and cost, plain weave and twill weave are preferably used.
- a reinforced fiber base material in which a low melting point resin is previously attached to one side or both sides.
- a low melting point resin there are no particular restrictions on the resin to be attached, but examples include thermosetting resins such as epoxy resins, thermoplastic resins such as acrylic resins and nylon resins, and they may be used singly or in combination.
- the resin form may be powder or liquid.
- the amount to be adhered is not particularly limited, but it is preferably such that it exhibits a necessary fixing force when the preform is shaped and does not hinder resin impregnation in molding.
- Prediction of shapeability in the present invention is characterized in that the shape formation characteristics acquired in step S1 are defined as physical property data in the reinforcing fiber base material and simulated by a finite element method. Steps S2 to S8 described below are processes by simulation.
- step S2 a simulation for shaping the reinforcing fiber base 30 shown in FIG. 5 into the shaping mold 20 shown in FIG. 4 is performed. It is assumed that the reinforcing fiber base 30 shown in FIG. 5 has a sufficient size for shaping the core shape of the shaping mold 20 shown in FIG. 4 and has not been processed such as cutting.
- the reinforcing fiber base 30 shown in FIG. 5 is arranged with the longitudinal direction 26 of the core of the shaping mold 20 shown in FIG.
- the positioning of the base material may be at any position, such as the geometric center of the shaping mold or the area that does not require deformation of the base material for shaping, but it is constrained so that the base material does not translate or rotate during shaping. It is preferable.
- FIG. 6 is a diagram showing a first preliminary cut pattern which is a result obtained by the simulation in step S2.
- wrinkles 35 are generated at the corner portion 34.
- FIG. 7 is an enlarged view of the vicinity of one corner 24a of the shaping mold 20 shown in FIG. 4, and shows a fiber orientation 41 at the start of shaping of the reinforcing fiber base 30 in the corner 24a. As shown in FIG. 7, when the reinforcing fiber base 30 is disposed in the shaping mold 20, the fibers are oriented at 0 degrees or 90 degrees on the side surfaces 22 a and 22 b with respect to the 0-degree direction 42.
- the orientation angles 44a and 44b of the two lattice lines 31 perpendicular to each other of the reinforcing fiber base 30 with respect to the vertex line 43 of the corner 24a are 45 degrees and ⁇ 45 degrees. Therefore, when shaping, the reinforcing fiber base material 30 hardly extends in the direction along the side surfaces 22a and 22b, but the base material greatly extends along the vertex line 43 of the corner 24a. Therefore, the first preliminary cut pattern after shaping has a shape as shown in FIG. 6, and a region exceeding the shear locking angle of the base material is generated in the corner portion 34, and the ridge 35 remains.
- step S3 the first preliminary cut pattern obtained in step S2 is referred to, and an extra base material that is surely out of the product after shaping is trimmed by simulation.
- FIG. 8 is a view of the first preliminary cut pattern 33 of FIG. 6 as viewed from the upper surface (arrow view in the direction of arrow A).
- the product end 51 and the trim line 52 on the first preliminary cut pattern 33 are shown in FIG. Show.
- the trim line 52 preferably has a margin of about 10 mm to 100 mm with respect to the product end 51 after shaping, although it depends on the size and shape of the product.
- step S4 the first preliminary cut pattern trimmed in step S3 is developed and a shaping simulation is performed. Since the load applied to the base material during shaping changes due to the trimming, step S4 is performed for the purpose of confirming the influence.
- FIG. 9 is a diagram showing the base material shape obtained by developing the trimmed first preliminary cut pattern, where the lattice lines 61 are fiber orientations and the direction 62 is the 0 degree direction.
- FIG. 10 is a diagram showing the shape of the second preliminary cut pattern when the base material 60 (first preliminary cut pattern after trimming) shown in FIG. 9 is shaped again into the shaping mold 20 shown in FIG. It is.
- the fold 65 is still generated at the corner portion 64.
- the positioning at the time of shaping is preferably the same as that of the base material before trimming so that the influence of trimming can be confirmed.
- step S5: Yes there is no shortage of the substrate with respect to the product shape
- step S6: Yes there is a region exceeding the shear locking angle in the second preliminary cut pattern
- the simulation process proceeds to step S7 described later.
- step S5 if a substrate shortage occurs with respect to the product shape (step S5: No), the process returns to step S3 and the trim is performed again.
- step S5: Yes if there is no substrate shortage with respect to the product shape (step S5: Yes), the second preliminary cut pattern must have a region exceeding the shear locking angle. If the second preliminary cut pattern obtained in step S4 is developed as a final preform cut pattern (step S11), the process proceeds to step S10 described later.
- step S7 a cut is formed by simulation in a region where surplus base material is generated and becomes wrinkled in the product.
- the shear rocking angle is used as an index when forming the cut.
- FIG. 11 is an enlarged view of the corner portion 64 of the second preliminary cut pattern 63 obtained in step S4 shown in FIG. 10, and clearly shows a region exceeding the shear locking angle. Specifically, the region 71 in FIG. 11 is a region exceeding the shear locking angle.
- step S7 first, a shear line is released by making a cut line 72 in the region 71 to form a cut.
- the incision line 72 is preferably placed at a location that is a starting point for the out-of-plane deformation of the substrate in that the shear deformation of the second preliminary cut pattern can be released. Moreover, it is preferable to cut
- step S8 the second preliminary cut pattern in which the cut is formed in step S7 is developed, a shaping simulation is performed, and a third preliminary cut pattern is acquired.
- FIG. 12 is a development of the second preliminary cut pattern in which cuts are formed.
- the base material 80 (second preliminary cut pattern after the cut is formed) shown in the figure is developed in a state where the cuts 81a, 81b, 81c, and 81d are inserted in the portions corresponding to the corner portions.
- the lattice lines 82 are fiber orientations.
- the present invention is characterized in that the base material is arranged with the direction 83 as the 0 degree direction, and the base material cuts 81a, 81b, 81c and 81d are simulated without considering the contact between the cut edges.
- FIG. 12 is a development of the second preliminary cut pattern in which cuts are formed.
- the base material 80 second preliminary cut pattern after the cut is formed shown in the figure is developed in a state where the cuts 81a, 81b, 81c,
- FIG. 13 is an enlarged view of the corner portion of the third preliminary cut pattern after the simulation in step S8.
- the base material overlaps at the corner portion, and the first edge 92 a and the second edge 92 b in the overlap region 91 intersect during the shaping.
- the cut edges intersect and overlap without interfering with each other. It is possible to accurately grasp whether it is.
- step S9 the base material for the overlap region 91 of the third preliminary cut pattern is cut out and developed to obtain a preform cut pattern.
- the base material corresponding to the area of the region 91 can be removed.
- 13 may be cut from both sides of the first edge 92a and the second edge 92b, or may be cut from only one of the edges.
- the shearing deformation of the base material on the edge side that has not been cut remains large, so from the viewpoint of dispersing the shearing deformation, the first edge 92a and the first edge 92a It is preferable to cut from both sides of the second edge 92b. In particular, in order to disperse the shear deformation substantially evenly, it is more preferable to cut the base material for a substantially uniform area from both sides of the cutting edge.
- Fig. 14 shows the preform cut pattern.
- step S9 by removing the excess base material from the third preliminary cut pattern and developing it, a preform cut pattern 100 having notches 101a, 101b, 101c, and 101d at the four corners is formed.
- the preform cut pattern 100 is output as CAD (Computer Aided Design) data, for example, and displayed on the display unit 1003.
- CAD Computer Aided Design
- steps S1 to S9 it is possible to obtain a preform cut pattern in which generation of wrinkles during shaping is suppressed and the amount of base material used is minimized. Also, perform a simulation again with the preform cut pattern obtained as necessary to check whether defects such as wrinkles and gaps between cutting edges remain, and if so, go back to any step. It is also possible to start over from the middle. For example, if a substrate shortage occurs after step S8, the process may return to step S7 to perform a process such as cutting off with a little overlap.
- a preform is obtained by applying the preform cut pattern obtained through steps S1 to S9.
- a preform shaping method is not particularly limited, and a simple press, a multistage press, a hand lay-up, or the like is applied. It can be arbitrarily selected depending on the size and shape of the preform and the required quality. If the result of actual shaping does not meet the requirements, it is possible to make corrections in the field or retroactively.
- FIG. 15 is a block diagram illustrating a functional configuration of a simulation apparatus that is an apparatus capable of executing the simulation method according to the present embodiment.
- a simulation apparatus 1001 shown in the figure has an input unit 1002 realized using a user interface such as a keyboard, a mouse, and a touch panel, and a display panel made of liquid crystal or organic EL (Electro Luminescence), and displays various information.
- the storage unit 1004 includes a shaping information storage unit 1041 that stores shaping information such as shear characteristics, tensile characteristics, bending characteristics, and friction characteristics between layers when a plurality of layers are stacked, a simulation program according to the present embodiment, and a predetermined OS. And a program storage unit 1042 for storing various programs including a program for starting the program.
- the storage unit 1004 is configured using a RAM (Random Access Memory) and a ROM (Read Only Memory).
- the control unit 1005 is realized by using a CPU (Central Processing Unit) or the like, and is connected to each component of the simulation device 1001 to be controlled via a bus line.
- the control unit 1005 includes a first preliminary cut pattern acquisition unit 1051, a trim unit 1052, a second preliminary cut pattern acquisition unit 1053, a cut formation unit 1054, a third preliminary cut pattern acquisition unit 1055, and a cut pattern generation unit. 1056.
- the first preliminary cut pattern acquisition unit 1051 reads the shaping characteristic of the reinforcing fiber base material from the shaping information storage unit 1041 and simulates the behavior when the reinforcing fiber base material is shaped into the shaping mold. 1 preliminary cut pattern is acquired.
- the trim unit 1052 trims unnecessary portions outside the product from the first preliminary cut pattern acquired by the first preliminary cut pattern acquisition unit 1051.
- the second preliminary cut pattern acquisition unit 1053 performs the second preliminary cut by simulating the behavior when the reinforcing fiber base material developed from the first preliminary cut pattern trimmed by the trim unit 1052 is formed into a shaping mold. Get the pattern.
- the cut forming unit 1054 forms a cut corresponding to the shaping characteristic with respect to the second preliminary cut pattern acquired by the second preliminary cut pattern acquisition unit 1053.
- the third preliminary cut pattern acquisition unit 1055 simulates the behavior when the reinforcing fiber base material on which the second preliminary cut pattern in which the cut forming unit 1054 has formed the cut has been formed into a shaping mold. Get the preliminary cut pattern.
- the cut pattern generation unit 1056 generates a preform cut pattern by cutting out and developing one of the overlapping regions in the third preliminary cut pattern acquired by the third preliminary cut pattern acquisition unit 1055.
- the simulation apparatus 1001 having the above configuration may be realized using one computer (electronic computer) or may be realized using a plurality of computers. In the latter case, it is possible to perform processing in cooperation with each other while transmitting and receiving data via a communication network such as the Internet.
- the simulation program according to the present embodiment may be recorded on a computer-readable recording medium such as a hard disk, a flash memory, a CD-ROM, a DVD-ROM, or a flexible disk and widely distributed.
- a computer-readable recording medium such as a hard disk, a flash memory, a CD-ROM, a DVD-ROM, or a flexible disk and widely distributed.
- a preform can be manufactured by significantly reducing the cost and labor required for the study from the trial-and-error method performed in the conventional field. Is possible.
- a uniform preform with a uniform thickness can be obtained.
- FIG. 16 is a diagram showing a reinforcing fiber base used in the second embodiment of the present invention.
- the lattice lines 111 indicate the fiber orientation, and the direction 112 indicates the 0 degree direction.
- the other conditions are the same as in the first embodiment, and the same steps S1 to S10 are performed, thereby obtaining a preform cut pattern.
- FIG. 17 is a diagram showing a preform cut pattern obtained in the present embodiment.
- 17 includes eight cutouts 121a, 121b, 121c, 121d, 121e, 121f, 121g, and 121h.
- the configuration of the simulation apparatus according to the present embodiment is the same as the configuration of the simulation apparatus 1001 described in the first embodiment.
- FIG. 18 is a diagram showing a reinforcing fiber base used in the third embodiment of the present invention.
- the lattice line 201 represents the fiber orientation
- the direction 202 is the 0 degree direction.
- 3rd Embodiment is another embodiment at the time of arrange
- the second preliminary cut pattern is obtained through the same process as step S1 to step S4 of the first embodiment.
- FIG. 19 is an enlarged view of the corner portion of the second preliminary cut pattern obtained in step S4.
- a region 205 shown in FIG. 19 indicates a region exceeding the shear locking angle.
- the processes in step S5 and step S6 are the same as in the first embodiment.
- step S7 as shown by the broken line in FIG. 19, the points 207a and 207b at both ends of the outer peripheral line 206 of the region 205 exceeding the shear locking angle are extended along the boundaries 208a and 208b of the region 205. Make an incision.
- the region 205 exceeding the shear locking angle is extended to both sides along the direction indicated by the arrows 209a and 209b, that is, along the corners. Can be effectively mitigated. Further, the cut may be made on one side of the boundary 208a, 208b of the region 205 exceeding the shear locking angle, but it is preferable to make the cut on both sides because the concentration of shear deformation can be effectively reduced.
- FIG. 20 is a diagram showing a configuration of a preform cut pattern obtained in the present embodiment.
- the preform cut pattern 210 shown in the figure has eight notches 211a, 211b, 211c, 211d, 211e, 211f, 211g, and 211h.
- a preform having no wrinkles or overlap can be manufactured.
- the configuration of the simulation apparatus according to the present embodiment is the same as the configuration of the simulation apparatus 1001 described in the first embodiment.
- the fourth embodiment of the present invention is characterized by manufacturing a preform composed of a plurality of layers.
- a preform is manufactured by simultaneously shaping three layers will be mainly described, but the number of layers to be laminated is not limited to this.
- the outline of the process of the preform manufacturing method according to this embodiment is the same as that of the first embodiment. That is, the process of the preform manufacturing method according to the present embodiment is performed according to the flowchart shown in FIG. Hereinafter, an outline of a preform manufacturing method will be described focusing on differences in processing from the first embodiment.
- FIG. 21 is a diagram schematically showing a state in which shaping is started in step S2.
- a simulation is performed assuming that the reinforcing fiber bases 200, 110, and 30 are stacked on the shaping mold 20 in order from the bottom, and shaping is performed at the same time.
- the behavior during shaping is simulated assuming that the influence of interlayer friction during shaping is small.
- FIG. 22 is a diagram showing a first preliminary cut pattern obtained by the simulation in step S2.
- the first preliminary cut pattern 300 shown in the figure is a simulation result obtained when the reinforcing fiber base materials 30, 110, and 200 are simultaneously shaped.
- the subsequent steps S3 to S8 are the same except that the simulation is performed with the three reinforcing fiber bases 30, 110, and 200 overlapped.
- FIG. 23 is a diagram showing the structure of the preform cut pattern obtained in step S9.
- Preform cut patterns 100 ′, 120 ′, and 210 ′ shown in FIG. 23 are preform cut patterns obtained from the reinforcing fiber substrates 30, 110, and 200, respectively.
- the shaping condition a shaping condition with a small influence of interlayer friction that is deformed while repeatedly contacting and leaving adjacent layers is applied. Therefore, the preform cut patterns 100 ′, 120 ′, and 210 ′ have substantially the same shape as the preform cut patterns 100, 120, and 210 obtained in the first, second, and third embodiments, respectively.
- the configuration of the simulation apparatus according to the present embodiment is the same as the configuration of the simulation apparatus 1001 described in the first embodiment.
- a preform cut pattern having different cut formation positions is obtained from a reinforcing fiber base having the same lattice line orientation direction. Can be eliminated, and a drop in strength due to notch concentration at the same position during lamination can be suppressed.
- the method of stacking the reinforcing fiber bases shown in FIG. 21 is merely an example, and the stacking order can be arbitrarily changed. Also, the number of stacked layers and the combination of the orientation directions of the lattice lines can be changed as appropriate.
- trimming method in step S3, the notch forming method in step S7, and the overlap region cutting method in step S9 are not limited to those described above. If it can be avoided, it may be executed by other methods.
- a preform composed of a plurality of layers when a preform composed of a plurality of layers is formed in the present embodiment, it may be formed one layer at a time instead of forming in a lump in a state where a plurality of layers are laminated as described above.
- the present invention it is possible to manufacture a preform by significantly cutting the cost and the amount of work required for the study from the trial and error method that has been performed in the conventional field.
- a uniform preform with a uniform thickness can be obtained.
- the present invention is not limited to the above-described embodiment, and can be applied to any product shape.
- a reinforcing fiber base impregnated with a semi-cured resin impregnated with a semi-cured resin.
- a condition corresponding to the impregnation of the semi-cured resin may be added as a shaping condition for performing the simulation.
- FIG. 24 is a perspective view showing a configuration of an aluminum shaping mold used in the examples.
- 25 is a view in the direction of arrow B in FIG. 24 (top view of the shaping mold).
- the shaping mold 400 shown in FIGS. 24 and 25 has four corners 402a and 402b of a rectangular parallelepiped having a length of 240 mm, a width of 160 mm, and a height of 50 mm on a base surface 401 of 400 mm ⁇ 400 mm and a height of 20 mm.
- 402c and 402d are provided with R of 10 mm (R10), 20 mm (R20), 30 mm (R30), and 40 mm (R40), respectively, and further, gradually changing fillets 404a, 404b, 404c, and 404d are placed on four sides of the upper surface 403. It has a shape that smoothly connects each corner.
- a 360 mm ⁇ 360 mm reinforcing fiber base is formed on the shaping mold 400 to produce a preform.
- the reinforcing fiber substrate used is carbon fiber woven fabric CO6343B manufactured by Toray Industries, Inc. (woven structure: plain weave, fabric weight: 198 g / m 2 , reinforcing fiber: T300B-3K, elastic modulus: 230 GPa, strength: 3530 MPa, fineness: 198 tex. , Filament number: 3,000).
- Fig. 26 shows the state at the start of shaping.
- the reinforcing fiber base 406 is arranged on the shaping mold 400, positioned at any five points on the upper surface of the core, and an acrylic plate 405 having a hole of 400 mm ⁇ 400 mm, a thickness of 10 mm, and a core outer shape + 2 mm in the center. It is shaped by pushing straight in parallel to the base surface 401.
- the fiber orientation of the reinforcing fiber base 406 was positioned so that any one side of the base surface was 0 degrees and 0 degrees and 90 degrees, and the simulation was performed by a finite element method.
- FIG. 27 is a diagram showing a preform cut pattern created by executing the simulation method according to the first embodiment as Example 1 of the present invention. Since the shaping mold 400 used in this example has different R at each corner, the shape of the preform cut pattern 410 shown in FIG. 27 is also different at each corner. That is, in the preform cut pattern 410, notches 411a, 411b, 411c, and 411d having different shapes were formed at the corners of R10, R20, R30, and R40, respectively.
- the time required from the start of the study to the production of the preform is about half a day, and the substrate used is only one substrate of 360 mm ⁇ 360 mm used for creating the cut pattern for the preform.
- the work time was one day and 6 sheets of 360 mm x 360 mm were required until a preform without a gap at the position where the wrinkles and notched edges were abutted.
- the effect of the present invention could be confirmed.
- the trial and error method requires more labor, time, cost for studying the mold and the base material, and the effect of the present invention is effective. You can expect even more.
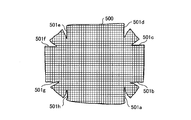
- FIG. 28 is a diagram showing a preform cut pattern created by executing the simulation method according to the second embodiment as Example 2 of the present invention. Since the shaping mold 400 has a different R at each corner, the shape of the preform cut pattern 500 shown in FIG. 28 is also different at each corner. That is, in the preform cut pattern 500, cutouts 501a and 501b are formed at the corner of R10, cutouts 501c and 501d are formed at the corner of R20, cutouts 501e and 501f are formed at the corner of R30, and R40. The cutouts 501g and 501h were formed at the corners. The notches 501a to 501h have different shapes.
- Example 3 In Example 3 of the present invention, the preform cut pattern 410 (see FIG. 27) obtained in Example 1 and the preform cut pattern 500 (see FIG. 8) obtained in Example 2 are overlapped to form Example 1. And 2 were formed in the same mold (shaped mold 400). As a result of shaping, it was possible to obtain a good preform having no gap at the notch edge of each layer.
- the effect of the present invention could be confirmed.
- the time required from the start of the study to the production of the preform was about half a day, and the substrate used was one substrate for each layer of 360 mm ⁇ 360 mm used to create the preform cut pattern. Only.
- the working time was one day until a preform having no gap was formed at the butting position of the wrinkles and notched edges in each example, and two layers of 360 mm ⁇ 360 mm In total, about 6 substrates were required, and the effects of the present invention could be confirmed.
- the trial and error method requires more labor, time, cost for studying the mold and the base material, and the effect of the present invention can be further expected.
- 1 preliminary cut pattern 34 first preliminary pattern 34 Cut pattern corner portions 35, 65: ridge 41: fiber orientation at the start of shaping 42: 0 degree direction of reinforcing fiber base 43: corner vertex line 44a, 44b: corner vertex line and reinforcing fiber substrate Angle 51: Product end 52 on the first preliminary cut pattern 52: Trim line 60 on the first preliminary cut pattern 60: Base material (first preliminary cut pattern after trimming) 63: Second preliminary cut pattern 64: Corner portion 71 of second preliminary cut pattern: Shear rocking angle excess region 72: Cut line 73: Outer line of shear locking angle excess region 74: Outer line of shear locking angle excess region Midpoint 80: base material (second preliminary cut pattern after forming the cut) 81a, 81b, 81c, 81d: cut 91: overlap region 92a, 92b: cut edge 100, 100 ′, 120, 120 ′, 210, 210 ′, 410, 500: preform cut patterns 101a, 101b, 101c, 101d, 121a, 121b,
Abstract
The simulation device: acquires a first preliminary cutting pattern by simulating the behavior of a reinforcing fiber substrate on the basis of the shaping characteristics thereof when shaped in a shaping mold; trims unnecessary portions from the first preliminary cutting pattern; acquires a second preliminary cutting pattern by simulating the behavior of the reinforcing fiber substrate, which is the first preliminary cutting pattern that has been trimmed and spread open, when shaped; forms incisions in the second preliminary cutting pattern; acquires a third preliminary cutting pattern by simulating the behavior of the reinforcing fiber substrate, in which incisions have been made in the second preliminary cutting pattern and the pattern spread open, when shaped; and generates a preform cutting pattern by cutting off at least one region in the overlapping regions of the third preliminary cutting pattern and spreading the pattern open.
Description
本発明は、強化繊維基材を用いた繊維強化プラスチック成形体のプリフォーム用基材の賦形前のカットパターンを生成するシミュレーション方法、プリフォーム基材の製造方法、プリフォームの製造方法、プリフォーム用基材の賦形前のカットパターンを生成するシミュレーション装置、プリフォーム用基材、プリフォーム、繊維強化プラスチック成形体、およびシミュレーションプログラムに関するものである。
The present invention relates to a simulation method, a preform substrate manufacturing method, a preform manufacturing method, a preform method for generating a cut pattern before forming a preform substrate of a fiber reinforced plastic molded body using a reinforcing fiber substrate. The present invention relates to a simulation apparatus that generates a cut pattern before shaping of a reforming base material, a preform base material, a preform, a fiber-reinforced plastic molded body, and a simulation program.
炭素繊維やガラス繊維を強化繊維とする繊維強化プラスチック(以下、FRPと記す)は、その比強度、比弾性率の高さから、航空機用途、一般産業用途、スポーツ用途等の様々な分野で多く利用されている。
Fiber reinforced plastics (hereinafter referred to as FRP) that use carbon fiber or glass fiber as reinforced fiber are widely used in various fields such as aircraft use, general industrial use, and sports use because of their high specific strength and specific modulus. It's being used.
FRPの代表的な製造方法としては、強化繊維に予めマトリックス樹脂を含浸させたプリプレグ基材を用い、このプリプレグ基材を一枚一枚積み重ねた成形体をオートクレーブ中で加熱・加圧して硬化させる、いわゆるオートクレーブ成形法がある。しかしながら、オートクレーブを用いたFRPの製造は成形コストが高く、また生産性が低いという問題がある。このようなプリプレグ成形における問題を解決するため、レジントランスファーモールディング成形法(以下、RTM成形法と記す)が実用化されている。RTM成形法は、樹脂未含浸のドライな強化繊維基材(典型的には連続繊維の織物)を所定の形状に賦形したFRP成形体の前駆体(プリフォームと呼ばれる)を型上に配置し、全体をバッグフィルムや金型で覆った後、バッグフィルム内、あるいは金型内部を真空状態にして樹脂を注入し、硬化させるというものである。RTM成形法は、従来のプリプレグを使用したオートクレーブ成形法よりも低コストで生産性に優れている。
As a typical manufacturing method of FRP, a prepreg base material in which a reinforcing fiber is impregnated with a matrix resin in advance is used, and a molded body in which the prepreg base materials are stacked one by one is heated and pressurized in an autoclave to be cured. There is a so-called autoclave molding method. However, the production of FRP using an autoclave has problems that the molding cost is high and the productivity is low. In order to solve such problems in prepreg molding, a resin transfer molding molding method (hereinafter referred to as RTM molding method) has been put into practical use. In the RTM molding method, a precursor (referred to as a preform) of an FRP molded body in which a resin-impregnated dry reinforcing fiber base (typically a continuous fiber fabric) is shaped into a predetermined shape is placed on a mold. Then, after the whole is covered with a bag film or a mold, the inside of the bag film or the mold is evacuated and the resin is injected and cured. The RTM molding method is lower in cost and superior in productivity than the conventional autoclave molding method using a prepreg.
しかしながら、このプリフォームの製造において、多数のコーナー部や凹凸を有するような複雑な3次元形状に対し、強化繊維基材を賦形した時に発生する皺や突っ張りなどの賦形不良が問題となっている。また、強化繊維基材の種類によっては、賦形時の型への沿いやすさも異なる。このため、従来から実際に使用する強化繊維基材を型に賦形するに際し、予め切り込みを入れた基材を準備して賦形する手法が検討されてきた。
However, in the manufacture of this preform, defective shaping such as wrinkles and tension generated when a reinforcing fiber base material is shaped for a complicated three-dimensional shape having many corners and irregularities becomes a problem. ing. Moreover, the easiness along the type | mold at the time of shaping also changes with kinds of reinforcement fiber base material. For this reason, methods for preparing and shaping a base material that has been cut in advance have been studied in the past when shaping a reinforcing fiber base material that is actually used into a mold.
例えば特許文献1では、成形後に切り抜き除去される部分を形成する基材部分に切り込みを入れて賦形し、成形することが提案されている。特許文献2では、底面部と側面部を有する箱型形状を対象として、予め決められた形状にカットし、切り込みを入れた強化繊維基材を準備して賦形することが提案されている。特許文献3では曲率の大きな形状に対する賦形において、切り欠きを形成した基材を準備し、押圧順序を工夫することにより賦形することが提案されている。
For example, in Patent Document 1, it is proposed that a base material portion that forms a portion to be cut out and removed after molding is formed by shaping by cutting. Patent Document 2 proposes preparing and shaping a reinforcing fiber base material that is cut into a predetermined shape and cut into a box shape having a bottom surface portion and a side surface portion. In Patent Document 3, it is proposed that shaping is performed by preparing a base material in which a notch is formed and devising the pressing order in shaping for a shape having a large curvature.
しかしながら、上記いずれの手法も対象形状が限定されており、新しい形状への賦形に当たっては、実際に基材に切り込みを入れながら何度も試作検討を繰り返してプリフォームを設計する必要がある。このようなトライアンドエラー方式のプリフォーム設計には大変な検討コストと人手が必要となっていた。
However, in any of the above methods, the target shape is limited, and when shaping into a new shape, it is necessary to design a preform by repeating trial manufacture many times while actually cutting in the base material. Such a trial-and-error preform design requires a great deal of cost and manpower.
上記したようなトライアンドエラー方式を避ける手法としてコンピュータシミュレーションを利用する手段が考えられる。従来、3次元形状に賦形するシミュレーション技術としてとして衣服の着装シミュレーションが知られている(例えば、特許文献4参照)。しかしながら、この方法は布地の皺や突っ張りなどの再現を目的としたものであり、皺や突っ張りの改善を目的とするFRP成形体のプリフォームの製造に適用できるものではなかった。
Measures using computer simulation can be considered as a technique for avoiding the trial-and-error method as described above. Conventionally, clothing simulation is known as a simulation technique for shaping a three-dimensional shape (see, for example, Patent Document 4). However, this method is intended to reproduce fabric wrinkles and stretches, and is not applicable to the manufacture of preforms for FRP molded bodies for the purpose of improving wrinkles and stretches.
本発明は、上記に鑑みてなされたものであって、FRP成形体のプリフォームの製造において、検討段階で型や基材にかかるコストを大幅に削減し、人手によりなされていた作業を省力化することができるシミュレーション方法、プリフォーム用基材の製造方法、プリフォームの製造方法、シミュレーション装置、プリフォーム用基材、プリフォーム、繊維強化プラスチック成形体、およびシミュレーションプログラムを提供することを目的とする。
The present invention has been made in view of the above, and in the manufacture of preforms of FRP molded bodies, the cost for molds and base materials is greatly reduced at the examination stage, and labor-saving work that has been done manually is saved. The object is to provide a simulation method, a preform manufacturing method, a preform manufacturing method, a simulation apparatus, a preform substrate, a preform, a fiber-reinforced plastic molded body, and a simulation program To do.
上述した課題を解決し、目的を達成するために、本発明に係るシミュレーション方法は、繊維強化プラスチック成形体のプリフォームを構成する強化繊維基材の賦形前のカットパターンをシミュレーションによって生成するコンピュータが実行するシミュレーション方法であって、前記強化繊維基材の賦形特性を記憶部から読み出し、該賦形特性に基づいて前記強化繊維基材を賦形型に賦形する際の挙動をシミュレーションすることによって第1の予備カットパターンを取得する第1予備カットパターン取得ステップと、前記第1予備カットパターン取得ステップで取得した前記第1の予備カットパターンから不要部分をトリムするトリムステップと、前記トリムステップでトリムした前記第1の予備カットパターンを展開した強化繊維基材を前記賦形型に賦形する際の挙動をシミュレーションすることによって第2の予備カットパターンを取得する第2予備カットパターン取得ステップと、前記第2予備カットパターン取得ステップで取得した前記第2の予備カットパターンに対して前記賦形特性に応じた切り込みを形成する切り込み形成ステップと、前記切り込み形成ステップで切り込みを形成した前記第2の予備カットパターンを展開した強化繊維基材を前記賦形型に賦形する際の挙動をシミュレーションすることによって第3の予備カットパターンを取得する第3予備カットパターン取得ステップと、前記第3予備カットパターン取得ステップで取得した前記第3の予備カットパターンにおいてオーバーラップした領域の少なくとも一方を切り取って展開することによってプリフォーム用カットパターンを生成するカットパターン生成ステップと、を有することを特徴とする。
In order to solve the above-described problems and achieve the object, a simulation method according to the present invention is a computer that generates a cut pattern before forming a reinforcing fiber base material constituting a preform of a fiber-reinforced plastic molded body by simulation. Is a simulation method executed by reading out the shaping characteristics of the reinforcing fiber base material from the storage unit and simulating the behavior when the reinforcing fiber base material is shaped into a shaping mold based on the shaping characteristics A first preliminary cut pattern acquiring step for acquiring a first preliminary cut pattern thereby, a trim step for trimming unnecessary portions from the first preliminary cut pattern acquired in the first preliminary cut pattern acquisition step, and the trim Reinforced fiber base developed from the first preliminary cut pattern trimmed in steps The second preliminary cut pattern acquisition step of acquiring the second preliminary cut pattern by simulating the behavior when forming the shape into the shaping mold, and the second preliminary cut pattern acquisition step of acquiring the second preliminary cut pattern An incision forming step for forming an incision according to the shaping characteristic with respect to the preliminary cut pattern, and a reinforcing fiber base material in which the second preliminary cut pattern in which the incision is formed in the incision formation step is developed is the shaping mold. In the third preliminary cut pattern acquisition step of acquiring the third preliminary cut pattern by simulating the behavior when shaping into the third preliminary cut pattern, and the third preliminary cut pattern acquired in the third preliminary cut pattern acquisition step By cutting and unfolding at least one of the wrapped areas It characterized by having a a cut pattern generating step of generating a cutting pattern for the preform.
本発明に係るシミュレーション装置は、繊維強化プラスチック成形体のプリフォームを構成する強化繊維基材の賦形前のカットパターンをシミュレーションによって生成するシミュレーション装置であって、前記強化繊維基材の賦形特性を記憶部から読み出し、該賦形特性に基づいて前記強化繊維基材を賦形型に賦形する際の挙動をシミュレーションすることによって第1の予備カットパターンを取得する第1予備カットパターン取得部と、前記第1予備カットパターン取得部が取得した前記第1の予備カットパターンから不要部分をトリムするトリム部と、前記トリム部がトリムした前記第1の予備カットパターンを展開した強化繊維基材を前記賦形型に賦形する際の挙動をシミュレーションすることによって第2の予備カットパターンを取得する第2予備カットパターン取得部と、前記第2予備カットパターン取得部が取得した前記第2の予備カットパターンに対して前記賦形特性に応じた切り込みを形成する切り込み形成部と、前記切り込み形成部が切り込みを形成した前記第2の予備カットパターンを展開した強化繊維基材を前記賦形型に賦形する際の挙動をシミュレーションすることによって第3の予備カットパターンを取得する第3予備カットパターン取得部と、前記第3予備カットパターン取得部が取得した前記第3の予備カットパターンにおいてオーバーラップした領域の少なくとも一方を切り取って展開することによってプリフォーム用のカットパターンを生成するカットパターン生成部と、を備えることを特徴とする。
A simulation apparatus according to the present invention is a simulation apparatus for generating a cut pattern before shaping of a reinforcing fiber base material constituting a preform of a fiber reinforced plastic molded body by simulation, and the shaping characteristics of the reinforcing fiber base material Is read out from the storage unit, and the first preliminary cut pattern acquisition unit acquires the first preliminary cut pattern by simulating the behavior when the reinforcing fiber base is shaped into the shaping mold based on the shaping characteristics A trim portion for trimming unnecessary portions from the first preliminary cut pattern acquired by the first preliminary cut pattern acquisition portion, and a reinforcing fiber base material developed from the first preliminary cut pattern trimmed by the trim portion The second preliminary cut pattern is simulated by simulating the behavior when forming the mold into the shaping mold A second preliminary cut pattern acquisition unit to be acquired, a cut formation unit for forming a cut corresponding to the shaping characteristic with respect to the second preliminary cut pattern acquired by the second preliminary cut pattern acquisition unit, and the cut The 3rd preliminary cut pattern which acquires the 3rd preliminary cut pattern by simulating the behavior at the time of shaping the reinforcing fiber base which developed the 2nd preliminary cut pattern in which the formation part formed the cut into the shaping type A cut pattern that generates a cut pattern for a preform by cutting and developing at least one of the overlapped areas in the cut pattern acquisition unit and the third preliminary cut pattern acquired by the third preliminary cut pattern acquisition unit And a generating unit.
本発明に係るシミュレーションプログラムは、繊維強化プラスチック成形体のプリフォームを構成する強化繊維基材の賦形前のカットパターンをシミュレーションによって生成するコンピュータに、前記強化繊維基材の賦形特性を記憶部から読み出し、該賦形特性に基づいて前記強化繊維基材を賦形型に賦形する際の挙動をシミュレーションすることによって第1の予備カットパターンを取得する第1予備カットパターン取得ステップと、前記第1予備カットパターン取得ステップで取得した前記第1の予備カットパターンから製品外の不要部分をトリムするトリムステップと、前記トリムステップでトリムした前記第1の予備カットパターンを展開した強化繊維基材を前記賦形型に賦形する際の挙動をシミュレーションすることによって第2の予備カットパターンを取得する第2予備カットパターン取得ステップと、前記第2予備カットパターン取得ステップで取得した前記第2の予備カットパターンに対して前記賦形特性に応じた切り込みを形成する切り込み形成ステップと、前記切り込み形成ステップで切り込みを形成した前記第2の予備カットパターンを展開した強化繊維基材を前記賦形型に賦形する際の挙動をシミュレーションすることによって第3の予備カットパターンを取得する第3予備カットパターン取得ステップと、前記第3予備カットパターン取得ステップで取得した前記第3の予備カットパターンにおいてオーバーラップした領域の少なくとも一方を切り取って展開することによってプリフォーム用のカットパターンを生成するカットパターン生成ステップと、を実行させることを特徴とする。
The simulation program according to the present invention includes a computer that generates a cut pattern before shaping of a reinforcing fiber base constituting a preform of a fiber reinforced plastic molded body by simulation, and stores the shaping characteristics of the reinforcing fiber base. The first preliminary cut pattern obtaining step for obtaining the first preliminary cut pattern by simulating the behavior when shaping the reinforcing fiber base into the shaping mold based on the shaping characteristics; A trim step for trimming unnecessary portions outside the product from the first preliminary cut pattern acquired in the first preliminary cut pattern acquisition step, and a reinforcing fiber base material developed from the first preliminary cut pattern trimmed in the trim step By simulating the behavior when shaping the mold into the shaping mold A second preliminary cut pattern acquisition step for acquiring two preliminary cut patterns, and a cut for forming a cut corresponding to the shaping characteristic with respect to the second preliminary cut pattern acquired in the second preliminary cut pattern acquisition step A third preliminary cut pattern by simulating a forming step and a behavior when forming the reinforcing fiber base material in which the second preliminary cut pattern having the cut formed in the notch forming step is developed into the shaping mold A pre-cut by cutting and unfolding at least one of the overlapping regions in the third pre-cut pattern acquisition step acquired in the third pre-cut pattern acquisition step and the third pre-cut pattern acquisition step Cut pattern generation step for generating patterns Characterized in that to execute, when.
本発明は、FRP成形体の前駆体であるプリフォームの製造に好適に用いられるものであり、任意の3次元形状に強化繊維基材を賦形する際に必要となる基材カットパターンをシミュレーションを利用することで作成し、該作成したカットパターンを用いてプリフォームを製造する方法である。本発明によれば、従来のトライアンドエラー方式による検討コストや作業負荷を大幅に削減することができる。
The present invention is suitably used for manufacturing a preform which is a precursor of an FRP molded body, and simulates a base material cut pattern required for shaping a reinforcing fiber base material into an arbitrary three-dimensional shape. This is a method for producing a preform using the cut pattern and using the created cut pattern. According to the present invention, it is possible to significantly reduce the examination cost and work load by the conventional trial and error method.
以下、本発明の好ましい実施の形態について、添付図面を参照して説明する。なお、図面は模式的なものであって、現実のものとは異なる場合もあることに留意すべきである。また、図面が模式的であることに起因して、図面の相互間においても、互いの寸法の関係や比率が異なる部分が含まれる場合があることはいうまでもない。
Hereinafter, preferred embodiments of the present invention will be described with reference to the accompanying drawings. It should be noted that the drawings are schematic and may differ from actual ones. Further, it is needless to say that due to the schematic drawings, there may be included portions having different dimensional relationships and ratios between the drawings.
(第1の実施形態)
図1は、本発明の第1の実施形態に係るFRP成形体のプリフォームの製造方法に関するフローチャートを示したものである。 (First embodiment)
FIG. 1 shows a flowchart relating to a method for manufacturing a preform of an FRP molded body according to the first embodiment of the present invention.
図1は、本発明の第1の実施形態に係るFRP成形体のプリフォームの製造方法に関するフローチャートを示したものである。 (First embodiment)
FIG. 1 shows a flowchart relating to a method for manufacturing a preform of an FRP molded body according to the first embodiment of the present invention.
先ず、ステップS1でプリフォームに使用する強化繊維基材の賦形特性についてデータを取得する。本発明におけるプリフォームの製造に用いられる強化繊維基材は、2軸直交方向に強化繊維が配向していることを特徴とする。このような強化繊維基材は強化繊維が配向している方向に負荷を加えてもほとんど変形しないが、強化繊維が配向していないせん断方向に負荷を加えると大きな変形が生じる特徴を備えている。強化繊維基材の賦形性を評価するにあたっては、このような全方位的な特性について考慮する必要がある。
First, in step S1, data is acquired regarding the shaping characteristics of the reinforcing fiber base material used for the preform. The reinforcing fiber substrate used for the production of the preform in the present invention is characterized in that the reinforcing fibers are oriented in a biaxial orthogonal direction. Such a reinforcing fiber base material is hardly deformed even when a load is applied in the direction in which the reinforcing fibers are oriented, but has a characteristic that a large deformation occurs when a load is applied in the shear direction in which the reinforcing fibers are not oriented. . In evaluating the formability of the reinforcing fiber base, it is necessary to consider such omnidirectional characteristics.
強化繊維基材の賦形性を評価する上で特に重要となるのがせん断特性である。強化繊維基材のせん断特性を定量化する手法として、ピクチャーフレーム法やバイアスエクステンション法が知られている。ピクチャーフレーム法とは、正方形のフレームに、該フレームの辺を0度および90度とした際、正方形に切り出した強化繊維基材の強化繊維が0度あるいは90度に配向するようフレームに固定し、対角線上に引張荷重を負荷して基材にせん断変形を起こすことで、荷重とせん断変形の関係を取得するものである。また、バイアスエクステンション法とは、長方形に切り出した基材の長辺を0度、短辺を90度とした際、強化繊維が45度および-45度に配向するように短辺を把持し、引張荷重を負荷して基材にせん断変形を起こすことで、荷重とせん断変形の関係を取得するものである。
せ ん 断 Shear characteristics are particularly important in evaluating the formability of a reinforcing fiber substrate. A picture frame method and a bias extension method are known as methods for quantifying the shear characteristics of the reinforcing fiber substrate. In the picture frame method, a square frame is fixed to the frame so that the reinforcing fibers of the reinforcing fiber base material cut into the square are oriented at 0 degrees or 90 degrees when the sides of the frame are 0 degrees and 90 degrees. The relationship between the load and the shear deformation is obtained by applying a tensile load on the diagonal line and causing the base material to undergo a shear deformation. Further, the bias extension method is to grip the short side so that the reinforcing fibers are oriented at 45 ° and −45 ° when the long side of the base material cut into a rectangle is 0 ° and the short side is 90 °. The relationship between the load and the shear deformation is obtained by applying a tensile load and causing the substrate to undergo shear deformation.
図2は、強化繊維が2軸直交方向に配された強化繊維基材において、せん断方向に引張荷重を負荷した時の一般的な荷重-変位曲線を示す。荷重-変位曲線1は荷重負荷直後の領域2では緩やかに荷重が上昇する。この領域2では引張荷重による変形によって発生する強化繊維基材同士の摩擦力が荷重として現れている。次に、強化繊維が滑り出すことで殆ど荷重が上昇することなくせん断変形が進行する領域3に移る。引き続き荷重を負荷し続けると、指数関数的に荷重が上昇する領域4に移る。領域4では強化繊維同士が強く拘束しあい、強化繊維が容易に移動できにくくなっている。さらに荷重を加えると、強化繊維が締め付けられて変形することによる荷重上昇が起き、面内で変形を吸収できなくなることで、面外に変形して皺が発生する。この皺は実際のプリフォームでは余剰基材となり賦形不良となって残ってしまう。したがって、皺が発生し始める点5が賦形の限界点であるといえる。本発明では、この賦形の限界点5における強化繊維基材のせん断角度をせん断ロッキング角度として評価することを特徴としている。
FIG. 2 shows a general load-displacement curve when a tensile load is applied in the shear direction in a reinforcing fiber substrate in which reinforcing fibers are arranged in two-axis orthogonal directions. In the load-displacement curve 1, the load gradually increases in the region 2 immediately after the load is applied. In this region 2, the frictional force between the reinforcing fiber bases generated by deformation due to the tensile load appears as a load. Next, when the reinforcing fiber starts to slide, the region moves to a region 3 where shear deformation proceeds with almost no increase in load. When the load is continuously applied, the region 4 is increased in an exponential manner. In the region 4, the reinforcing fibers are strongly bound to each other, and the reinforcing fibers cannot easily move. When a load is further applied, the load increases due to the tightening and deformation of the reinforcing fiber, and the deformation cannot be absorbed in the surface, so that the surface is deformed and wrinkles are generated. This wrinkle becomes an excessive base material in an actual preform and remains as a shaping defect. Therefore, it can be said that the point 5 at which wrinkles start to occur is the limit point of shaping. The present invention is characterized in that the shear angle of the reinforcing fiber base at the shaping limit point 5 is evaluated as the shear rocking angle.
図3は、強化繊維基材のせん断変形について模式的に示したものである。強化繊維基材がせん断変形すると、変形前の形状11から、形状12になる。強化繊維基材の繊維配向13は変形後の配向を示しており、変形前は荷重方向14に対して45度および-45度方向に配向している。変位量15は強化繊維基材の変形前から変形後の評価点16の変位量を示し、角度17は荷重方向14と変形後の強化繊維基材の繊維配向13とのなす角度である。角度17は上記したピクチャーフレーム試験やバイアスエクステンション試験などから得ることができる。この角度17をθ(°)とすると、強化繊維基材のせん断角度α(°)は(1)式で求めることができる。
α=90-2θ(°) (1)
したがって、図2に示す賦形の限界点5におけるαがせん断ロッキング角度である。 FIG. 3 schematically shows shear deformation of the reinforcing fiber base material. When the reinforcing fiber base material undergoes shear deformation, theshape 11 before deformation is changed to the shape 12. The fiber orientation 13 of the reinforcing fiber base indicates the orientation after deformation, and before the deformation, the orientation is 45 degrees and −45 degrees with respect to the load direction 14. A displacement amount 15 indicates a displacement amount of the evaluation point 16 after the deformation of the reinforcing fiber base material after the deformation, and an angle 17 is an angle formed by the load direction 14 and the fiber orientation 13 of the reinforcing fiber base material after the deformation. The angle 17 can be obtained from the picture frame test and the bias extension test described above. When this angle 17 is θ (°), the shear angle α (°) of the reinforcing fiber base can be obtained by equation (1).
α = 90-2θ (°) (1)
Accordingly, α at theshaping limit point 5 shown in FIG. 2 is the shear rocking angle.
α=90-2θ(°) (1)
したがって、図2に示す賦形の限界点5におけるαがせん断ロッキング角度である。 FIG. 3 schematically shows shear deformation of the reinforcing fiber base material. When the reinforcing fiber base material undergoes shear deformation, the
α = 90-2θ (°) (1)
Accordingly, α at the
その他、強化繊維基材の特性である繊維方向の引張特性、基材のドレープ性を現す曲げ特性、型と基材の摩擦特性、2層以上で賦形する場合は、基材層間の摩擦特性についても予め取得しておくことが、賦形性を精度良く評価する上で好ましい。
In addition, the tensile properties in the fiber direction that are the characteristics of the reinforcing fiber base material, the bending characteristics that show the drapeability of the base material, the friction characteristics between the mold and the base material, and the friction characteristics between the base material layers when shaping with two or more layers It is preferable to obtain in advance in order to accurately evaluate the formability.
図4は、本発明の実施形態で用いられる賦形型を示す。同図に示す賦形型20は、ベース表面21の上に側面22a、22b、22c、22dを有し、さらに上面23に向かって4つのコーナー24a、24b、24c、24dと4つの辺25a、25b、25c、25dに同じ大きさの曲率(半径:R)が設けられたコアが組みつけられている。
FIG. 4 shows a shaping mold used in the embodiment of the present invention. The shaping mold 20 shown in the figure has side surfaces 22a, 22b, 22c, 22d on a base surface 21, and further toward the upper surface 23, four corners 24a, 24b, 24c, 24d and four sides 25a, Cores having the same curvature (radius: R) are assembled to 25b, 25c, and 25d.
図5は、本発明の第1の実施形態に用いられる強化繊維基材を示す。同図に示す強化繊維基材30において、格子線31は繊維配向を表しており、方向32を0度方向とする。
FIG. 5 shows a reinforcing fiber substrate used in the first embodiment of the present invention. In the reinforcing fiber base 30 shown in the figure, the lattice line 31 represents the fiber orientation, and the direction 32 is the 0 degree direction.
強化繊維基材に用いられる強化繊維としては、特に規定されるものではないが、炭素繊維やガラス繊維、アラミド繊維やポリパラフェニレン・ベンゾビス・オキサゾール(PBO)繊維などを用いることができ、これらのうち1種類あるいは2種類以上を併用したものも使用することができる。織り構造としては、連続繊維が2方向に入っている構造であって、平織や綾織、朱子織、簾織等の織り布、またNCF(ノンクリンプファブリック)であっても良いが、賦形性、取り扱い性、コストなどの観点から平織や綾織が好適に用いられる。
The reinforcing fiber used for the reinforcing fiber base is not particularly defined, but carbon fiber, glass fiber, aramid fiber, polyparaphenylene benzobis oxazole (PBO) fiber, and the like can be used. Of these, one or a combination of two or more may be used. The weaving structure is a structure in which continuous fibers are arranged in two directions, and may be plain weave, twill, satin weave, woven weave, etc., or NCF (non-crimp fabric). From the viewpoints of handleability and cost, plain weave and twill weave are preferably used.
また、強化繊維基材の片面あるいは両面に、予め低融点の樹脂を付着させたものを用いることも可能である。これらの付着させる樹脂について、特に規定はないが、エポキシ樹脂等の熱硬化性樹脂やアクリル樹脂やナイロン樹脂といった熱可塑性樹脂等が挙げられ、単一で用いても複数を組み合わせた形態でもかまわない。また、樹脂形態としては粉体や液状で良い。付着させる量としては特に規定されるものではないが、プリフォームを賦形した際に必要な固着力を発現し、成形における樹脂含浸を阻害しない程度であることが好ましい。
Further, it is also possible to use a reinforced fiber base material in which a low melting point resin is previously attached to one side or both sides. There are no particular restrictions on the resin to be attached, but examples include thermosetting resins such as epoxy resins, thermoplastic resins such as acrylic resins and nylon resins, and they may be used singly or in combination. . The resin form may be powder or liquid. The amount to be adhered is not particularly limited, but it is preferably such that it exhibits a necessary fixing force when the preform is shaped and does not hinder resin impregnation in molding.
本発明における賦形性の予測は、ステップS1で取得した賦形特性を強化繊維基材に物性データとして定義し、有限要素法でシミュレーションすることを特徴としている。以下に説明するステップS2~S8は、シミュレーションによる処理である。
Prediction of shapeability in the present invention is characterized in that the shape formation characteristics acquired in step S1 are defined as physical property data in the reinforcing fiber base material and simulated by a finite element method. Steps S2 to S8 described below are processes by simulation.
ステップS2では、図5に示す強化繊維基材30を図4に示す賦形型20に賦形するシミュレーションを実施する。図5に示す強化繊維基材30は図4に示す賦形型20のコア形状を賦形するために十分な大きさを有し、切り込みなどの加工はされていないものとする。図5に示す強化繊維基材30は図4に示す賦形型20のコアの長手方向26を0度として配置する。基材の位置決めは賦形型の幾何中心や賦形に基材の変形を要しない領域など任意の位置でよいが、賦形時に基材が並進、あるいは回転して位置ズレしないように拘束することが好ましい。なお、ステップS2の処理は、ステップS1によって取得した賦形特性を用いる代わりに、強化繊維基材30の賦形特性として予め取得されているデータに基づいて実行するようにしてもよい。
In step S2, a simulation for shaping the reinforcing fiber base 30 shown in FIG. 5 into the shaping mold 20 shown in FIG. 4 is performed. It is assumed that the reinforcing fiber base 30 shown in FIG. 5 has a sufficient size for shaping the core shape of the shaping mold 20 shown in FIG. 4 and has not been processed such as cutting. The reinforcing fiber base 30 shown in FIG. 5 is arranged with the longitudinal direction 26 of the core of the shaping mold 20 shown in FIG. The positioning of the base material may be at any position, such as the geometric center of the shaping mold or the area that does not require deformation of the base material for shaping, but it is constrained so that the base material does not translate or rotate during shaping. It is preferable. In addition, you may make it perform the process of step S2 based on the data previously acquired as a shaping characteristic of the reinforced fiber base material 30 instead of using the shaping characteristic acquired by step S1.
図6はステップS2のシミュレーションで得られた結果である第1の予備カットパターンを示す図である。同図に示す第1の予備カットパターン33は、コーナー部34で皺35が発生している。図7は図4に示す賦形型20の1つのコーナー24a付近を拡大したものであり、該コーナー24aにおける強化繊維基材30の賦形開始時の繊維配向41を示している。図7に示すように賦形型20に強化繊維基材30を配置した時、0度方向42に対して側面22a、22bでは0度または90度に繊維が配向する。しかし、コーナー24aの頂点ライン43に対する強化繊維基材30の互いに直交する2つの格子線31の配向角度44a、44bは45度および-45度となる。したがって、賦形すると、側面22a、22bに沿う方向には強化繊維基材30が殆ど伸びないが、コーナー24aの頂点ライン43に沿って基材が大きく伸びる。したがって、賦形後の第1の予備カットパターンは図6に示すような形状となり、コーナー部34では基材のせん断ロッキング角度を越える領域が発生し、皺35が残る。
FIG. 6 is a diagram showing a first preliminary cut pattern which is a result obtained by the simulation in step S2. In the first preliminary cut pattern 33 shown in the figure, wrinkles 35 are generated at the corner portion 34. FIG. 7 is an enlarged view of the vicinity of one corner 24a of the shaping mold 20 shown in FIG. 4, and shows a fiber orientation 41 at the start of shaping of the reinforcing fiber base 30 in the corner 24a. As shown in FIG. 7, when the reinforcing fiber base 30 is disposed in the shaping mold 20, the fibers are oriented at 0 degrees or 90 degrees on the side surfaces 22 a and 22 b with respect to the 0-degree direction 42. However, the orientation angles 44a and 44b of the two lattice lines 31 perpendicular to each other of the reinforcing fiber base 30 with respect to the vertex line 43 of the corner 24a are 45 degrees and −45 degrees. Therefore, when shaping, the reinforcing fiber base material 30 hardly extends in the direction along the side surfaces 22a and 22b, but the base material greatly extends along the vertex line 43 of the corner 24a. Therefore, the first preliminary cut pattern after shaping has a shape as shown in FIG. 6, and a region exceeding the shear locking angle of the base material is generated in the corner portion 34, and the ridge 35 remains.
ステップS3では、ステップS2で得られた第1の予備カットパターンを参照し、賦形後に確実に製品外となる余分な基材をシミュレーションによってトリムする。図8は図6の第1の予備カットパターン33を上面側から見た図(矢視A方向の矢視図)であり、第1の予備カットパターン33上における製品エンド51とトリムライン52を示している。製品エンド51ぎりぎりでトリムすると、トリムしたことによる賦形時の挙動の変化やバラツキにより、実際に賦形したときに製品形状に対して基材が不足してしまう可能性がある。したがって、トリムライン52は製品の大きさや形状にもよるが、賦形後の製品エンド51に対して10mm~100mm程度の余裕を設けることが好ましい。
In step S3, the first preliminary cut pattern obtained in step S2 is referred to, and an extra base material that is surely out of the product after shaping is trimmed by simulation. FIG. 8 is a view of the first preliminary cut pattern 33 of FIG. 6 as viewed from the upper surface (arrow view in the direction of arrow A). The product end 51 and the trim line 52 on the first preliminary cut pattern 33 are shown in FIG. Show. When trimming at the very end of the product end 51, there is a possibility that the base material is insufficient with respect to the product shape when actually shaping due to a change in behavior or variation during shaping due to trimming. Accordingly, the trim line 52 preferably has a margin of about 10 mm to 100 mm with respect to the product end 51 after shaping, although it depends on the size and shape of the product.
ステップS4ではステップS3でトリムした第1の予備カットパターンを展開し、賦形シミュレーションを実施する。トリムしたことによって賦形時に基材が受ける負荷が変化するため、ステップS4はその影響を確認する目的で実施する。図9はトリムした第1の予備カットパターンを展開して得られた基材形状を示す図であり、格子線61は繊維配向で、方向62は0度方向を示している。
In step S4, the first preliminary cut pattern trimmed in step S3 is developed and a shaping simulation is performed. Since the load applied to the base material during shaping changes due to the trimming, step S4 is performed for the purpose of confirming the influence. FIG. 9 is a diagram showing the base material shape obtained by developing the trimmed first preliminary cut pattern, where the lattice lines 61 are fiber orientations and the direction 62 is the 0 degree direction.
図10は、図9に示す基材60(トリム後の第1の予備カットパターン)を図4に示す賦形型20に再度賦形した時の第2の予備カットパターンの形状を示した図である。同図に示す第2の予備カットパターン63においては、依然としてコーナー部64で皺65が発生している。賦形する時の位置決めは、トリムしたことによる影響を確認できるよう、トリム前の基材と同じとすることが好ましい。ステップS4で得られた第2の予備カットパターンにおいて、製品形状に対して基材不足がなく(ステップS5:Yes)、かつその第2の予備カットパターンにせん断ロッキング角度を超える領域がある場合(ステップS6:Yes)、シミュレーション処理は後述するステップS7へ移行する。
FIG. 10 is a diagram showing the shape of the second preliminary cut pattern when the base material 60 (first preliminary cut pattern after trimming) shown in FIG. 9 is shaped again into the shaping mold 20 shown in FIG. It is. In the second preliminary cut pattern 63 shown in the figure, the fold 65 is still generated at the corner portion 64. The positioning at the time of shaping is preferably the same as that of the base material before trimming so that the influence of trimming can be confirmed. In the second preliminary cut pattern obtained in step S4, there is no shortage of the substrate with respect to the product shape (step S5: Yes), and there is a region exceeding the shear locking angle in the second preliminary cut pattern ( In step S6: Yes), the simulation process proceeds to step S7 described later.
なお、ステップS4で得られた第2の予備カットパターンにおいて、製品形状に対して基材不足が生じた場合(ステップS5:No)は、ステップS3に戻ってトリムをやり直す。また、ステップS4で得られた第2の予備カットパターンにおいて、製品形状に対して基材不足がない場合(ステップS5:Yes)、その第2の予備カットパターンにせん断ロッキング角度を超える領域がなければ(ステップS6:No)、ステップS4で得られた第2の予備カットパターンを展開したものを、最終的なプリフォーム用カットパターンとし(ステップS11)、後述するステップS10へ移行する。
Note that, in the second preliminary cut pattern obtained in step S4, if a substrate shortage occurs with respect to the product shape (step S5: No), the process returns to step S3 and the trim is performed again. In addition, in the second preliminary cut pattern obtained in step S4, if there is no substrate shortage with respect to the product shape (step S5: Yes), the second preliminary cut pattern must have a region exceeding the shear locking angle. If the second preliminary cut pattern obtained in step S4 is developed as a final preform cut pattern (step S11), the process proceeds to step S10 described later.
ステップS7では、製品内において余剰基材が発生し皺となっている領域にシミュレーションによって切り込みを形成する。本発明では切り込みを形成する際の指標として、せん断ロッキング角度を用いる。図11は図10に示すステップS4で得られた第2の予備カットパターン63のコーナー部64を拡大した図であり、せん断ロッキング角度を超える領域を明示した図である。具体的には、図11の領域71が、せん断ロッキング角度を超える領域である。ステップS7においては、まず領域71に切り込みライン72を入れて切り込みを形成することによりせん断変形を開放する。切り込みライン72は、第2の予備カットパターンのせん断変形を開放できる点で基材の面外変形の起点となる箇所に入れることが好ましい。また、せん断ロッキング角度を超える領域71の中でもせん断角度が大になっている領域に切り込みを入れて基材のせん断変形を開放することが好ましい。すなわち、せん断ロッキング角度を超える領域71の外周ライン73の中点74から該領域71を等分するように切り込みライン72を入れることが好ましい。
In step S7, a cut is formed by simulation in a region where surplus base material is generated and becomes wrinkled in the product. In the present invention, the shear rocking angle is used as an index when forming the cut. FIG. 11 is an enlarged view of the corner portion 64 of the second preliminary cut pattern 63 obtained in step S4 shown in FIG. 10, and clearly shows a region exceeding the shear locking angle. Specifically, the region 71 in FIG. 11 is a region exceeding the shear locking angle. In step S7, first, a shear line is released by making a cut line 72 in the region 71 to form a cut. The incision line 72 is preferably placed at a location that is a starting point for the out-of-plane deformation of the substrate in that the shear deformation of the second preliminary cut pattern can be released. Moreover, it is preferable to cut | disconnect the area | region where the shear angle is large among the area | regions 71 which exceed a shear rocking angle, and open | release the shear deformation of a base material. That is, it is preferable to insert the cut line 72 so that the region 71 is equally divided from the midpoint 74 of the outer peripheral line 73 of the region 71 exceeding the shear locking angle.
ステップS8では、ステップS7で切り込みを形成した第2の予備カットパターンを展開して、賦形シミュレーションを実施し、第3の予備カットパターンを取得する。図12は切り込みを形成した第2の予備カットパターンを展開したものである。同図に示す基材80(切り込みを形成した後の第2の予備カットパターン)は、コーナー部に当たる部分に切り込み81a、81b、81c、81dが入った状態で展開したものである。図12において、格子線82は繊維配向である。本発明では方向83を0度方向として基材を配置し、基材の切り込み81a、81b、81c、81dにおいて該切り込みエッジ同士の接触を考慮せずにシミュレーションすることを特徴としている。図13は、ステップS8のシミュレーション実施後の第3の予備カットパターンのコーナー部を拡大したものである。図13に示すようにコーナー部では基材がオーバーラップしており、オーバーラップ領域91における第1のエッジ92a、第2のエッジ92bが賦形途中に交差することを表している。シミュレーション実施時に切り込みの第1のエッジ92aと第2のエッジ92bの接触を考慮しないことによって、切り込みエッジ同士が干渉し合うことなく交差しオーバーラップするため、コーナー部でどの程度の基材が余剰となっているかを正確に把握することができる。
In step S8, the second preliminary cut pattern in which the cut is formed in step S7 is developed, a shaping simulation is performed, and a third preliminary cut pattern is acquired. FIG. 12 is a development of the second preliminary cut pattern in which cuts are formed. The base material 80 (second preliminary cut pattern after the cut is formed) shown in the figure is developed in a state where the cuts 81a, 81b, 81c, and 81d are inserted in the portions corresponding to the corner portions. In FIG. 12, the lattice lines 82 are fiber orientations. The present invention is characterized in that the base material is arranged with the direction 83 as the 0 degree direction, and the base material cuts 81a, 81b, 81c and 81d are simulated without considering the contact between the cut edges. FIG. 13 is an enlarged view of the corner portion of the third preliminary cut pattern after the simulation in step S8. As shown in FIG. 13, the base material overlaps at the corner portion, and the first edge 92 a and the second edge 92 b in the overlap region 91 intersect during the shaping. By not considering the contact between the first edge 92a and the second edge 92b of the cut when performing the simulation, the cut edges intersect and overlap without interfering with each other. It is possible to accurately grasp whether it is.
ステップS9では第3の予備カットパターンのオーバーラップ領域91分の基材を切り取って展開し、プリフォーム用カットパターンを得る。オーバーラップ領域91における基材の切り取り方については、該領域91の面積分の基材を取り除くことができればよい。図13に示す切り込みの第1のエッジ92aと第2のエッジ92bの両側から切り込む、あるいはどちらか一方のエッジのみから切り取っても良い。しかし、どちらか一方のエッジのみから切り取った場合、切り取りをしなかったエッジ側の基材のせん断変形が大きいまま残ってしまうため、せん断変形を分散させるという観点から、第1のエッジ92aと第2のエッジ92bの両側から切り取ることが好ましい。特に、せん断変形を略均等に分散させるためには、切り込みエッジの両側から略均等な面積分の基材を切り取るようにすればより好ましい。
In step S9, the base material for the overlap region 91 of the third preliminary cut pattern is cut out and developed to obtain a preform cut pattern. About how to cut out the base material in the overlap region 91, it is only necessary that the base material corresponding to the area of the region 91 can be removed. 13 may be cut from both sides of the first edge 92a and the second edge 92b, or may be cut from only one of the edges. However, when cutting from only one of the edges, the shearing deformation of the base material on the edge side that has not been cut remains large, so from the viewpoint of dispersing the shearing deformation, the first edge 92a and the first edge 92a It is preferable to cut from both sides of the second edge 92b. In particular, in order to disperse the shear deformation substantially evenly, it is more preferable to cut the base material for a substantially uniform area from both sides of the cutting edge.
図14にでき上がったプリフォーム用カットパターンを示す。ステップS9において、第3の予備カットパターンから余剰基材を取り除いて展開することによって、4コーナーに切り欠き101a、101b、101c、101dが入ったプリフォーム用カットパターン100ができる。プリフォーム用カットパターン100は、例えばCAD(Computer Aided Design)データとして出力され、表示部1003で表示される。
Fig. 14 shows the preform cut pattern. In step S9, by removing the excess base material from the third preliminary cut pattern and developing it, a preform cut pattern 100 having notches 101a, 101b, 101c, and 101d at the four corners is formed. The preform cut pattern 100 is output as CAD (Computer Aided Design) data, for example, and displayed on the display unit 1003.
以上のステップS1~ステップS9を経て、賦形時の皺の発生を抑制し、基材使用量をミニマム化したプリフォーム用カットパターンを得ることができる。また、必要に応じて得られたプリフォーム用カットパターンで再度シミュレーションを実施し、皺や切り込みエッジ間の隙間などの不良が残っていないかを確認し、残っている場合は任意のステップまで遡って途中からやり直すことも可能である。例えば、ステップS8の後で基材不足が発生した場合、ステップS7に戻ってオーバーラップを少し残して切り取るなどの処理を行うようにしてもよい。
Through the above steps S1 to S9, it is possible to obtain a preform cut pattern in which generation of wrinkles during shaping is suppressed and the amount of base material used is minimized. Also, perform a simulation again with the preform cut pattern obtained as necessary to check whether defects such as wrinkles and gaps between cutting edges remain, and if so, go back to any step. It is also possible to start over from the middle. For example, if a substrate shortage occurs after step S8, the process may return to step S7 to perform a process such as cutting off with a little overlap.
最後にステップS10で、ステップS1~ステップS9を経て得られたプリフォーム用カットパターンを適用してプリフォームを得る。このように皺やオーバーラップがないプリフォームを得ることができる。プリフォームの賦形方法としては、特に限定されるものではないが、単純プレスや多段階プレスあるいはハンドレイアップなどが適用される。プリフォームの大きさや形状、要求される品質などによって任意に選択することができる。実際に賦形した結果が要求を満たさなかった場合は、現場での修正や任意のステップに遡って修正することも可能である。
Finally, in step S10, a preform is obtained by applying the preform cut pattern obtained through steps S1 to S9. Thus, a preform having no wrinkles or overlap can be obtained. A preform shaping method is not particularly limited, and a simple press, a multistage press, a hand lay-up, or the like is applied. It can be arbitrarily selected depending on the size and shape of the preform and the required quality. If the result of actual shaping does not meet the requirements, it is possible to make corrections in the field or retroactively.
図15は、本実施形態に係るシミュレーション方法を実行可能な装置であるシミュレーション装置の機能構成を示すブロック図である。同図に示すシミュレーション装置1001は、キーボード、マウス、タッチパネル等のユーザインタフェースを用いて実現される入力部1002と、液晶または有機EL(Electro Luminescence)等からなる表示パネルを有し、各種情報を表示する表示部1003と、シミュレーションを行うための情報を含む各種情報を記憶する記憶部1004と、シミュレーション装置1001の動作を制御する制御部1005と、を備える。
FIG. 15 is a block diagram illustrating a functional configuration of a simulation apparatus that is an apparatus capable of executing the simulation method according to the present embodiment. A simulation apparatus 1001 shown in the figure has an input unit 1002 realized using a user interface such as a keyboard, a mouse, and a touch panel, and a display panel made of liquid crystal or organic EL (Electro Luminescence), and displays various information. A display unit 1003 for storing, a storage unit 1004 for storing various types of information including information for performing a simulation, and a control unit 1005 for controlling the operation of the simulation apparatus 1001.
記憶部1004は、せん断特性、引張特性、曲げ特性、複数積層する場合の層間の摩擦特性等の賦形情報を記憶する賦形情報記憶部1041と、本実施形態に係るシミュレーションプログラムや所定のOSを起動するためのプログラムを含む各種プログラムを記憶するプログラム記憶部1042とを有する。記憶部1004は、RAM(Random Access Memory)、ROM(Read Only Memory)を用いて構成される。
The storage unit 1004 includes a shaping information storage unit 1041 that stores shaping information such as shear characteristics, tensile characteristics, bending characteristics, and friction characteristics between layers when a plurality of layers are stacked, a simulation program according to the present embodiment, and a predetermined OS. And a program storage unit 1042 for storing various programs including a program for starting the program. The storage unit 1004 is configured using a RAM (Random Access Memory) and a ROM (Read Only Memory).
制御部1005は、CPU(Central Proccessing Unit)等を用いて実現され、制御対象であるシミュレーション装置1001の各構成部位とバスラインを介して接続されている。制御部1005は、第1予備カットパターン取得部1051と、トリム部1052と、第2予備カットパターン取得部1053と、切り込み形成部1054と、第3予備カットパターン取得部1055と、カットパターン生成部1056と、を有する。
The control unit 1005 is realized by using a CPU (Central Processing Unit) or the like, and is connected to each component of the simulation device 1001 to be controlled via a bus line. The control unit 1005 includes a first preliminary cut pattern acquisition unit 1051, a trim unit 1052, a second preliminary cut pattern acquisition unit 1053, a cut formation unit 1054, a third preliminary cut pattern acquisition unit 1055, and a cut pattern generation unit. 1056.
第1予備カットパターン取得部1051は、強化繊維基材の賦形特性を賦形情報記憶部1041から読み出し、該強化繊維基材を賦形型に賦形する際の挙動をシミュレーションすることによって第1の予備カットパターンを取得する。
The first preliminary cut pattern acquisition unit 1051 reads the shaping characteristic of the reinforcing fiber base material from the shaping information storage unit 1041 and simulates the behavior when the reinforcing fiber base material is shaped into the shaping mold. 1 preliminary cut pattern is acquired.
トリム部1052は、第1予備カットパターン取得部1051が取得した第1の予備カットパターンから製品外の不要部分をトリムする。
The trim unit 1052 trims unnecessary portions outside the product from the first preliminary cut pattern acquired by the first preliminary cut pattern acquisition unit 1051.
第2予備カットパターン取得部1053は、トリム部1052がトリムした第1の予備カットパターンを展開した強化繊維基材を賦形型に賦形する際の挙動をシミュレーションすることによって第2の予備カットパターンを取得する。
The second preliminary cut pattern acquisition unit 1053 performs the second preliminary cut by simulating the behavior when the reinforcing fiber base material developed from the first preliminary cut pattern trimmed by the trim unit 1052 is formed into a shaping mold. Get the pattern.
切り込み形成部1054は、第2予備カットパターン取得部1053が取得した第2の予備カットパターンに対して賦形特性に応じた切り込みを形成する。
The cut forming unit 1054 forms a cut corresponding to the shaping characteristic with respect to the second preliminary cut pattern acquired by the second preliminary cut pattern acquisition unit 1053.
第3予備カットパターン取得部1055は、切り込み形成部1054が切り込みを形成した第2の予備カットパターンを展開した強化繊維基材を賦形型に賦形する際の挙動をシミュレーションすることによって第3の予備カットパターンを取得する。
The third preliminary cut pattern acquisition unit 1055 simulates the behavior when the reinforcing fiber base material on which the second preliminary cut pattern in which the cut forming unit 1054 has formed the cut has been formed into a shaping mold. Get the preliminary cut pattern.
カットパターン生成部1056は、第3予備カットパターン取得部1055が取得した第3の予備カットパターンにおいてオーバーラップした領域の一方を切り取って展開することによってプリフォーム用のカットパターンを生成する。
The cut pattern generation unit 1056 generates a preform cut pattern by cutting out and developing one of the overlapping regions in the third preliminary cut pattern acquired by the third preliminary cut pattern acquisition unit 1055.
以上の構成を有するシミュレーション装置1001は、1つのコンピュータ(電子計算機)を用いて実現してもよいし、複数のコンピュータを用いて実現してもよい。後者の場合には、インターネット等の通信ネットワークを介してデータの送受信を行いながら、互いに連携して処理を行うようにすることも可能である。
The simulation apparatus 1001 having the above configuration may be realized using one computer (electronic computer) or may be realized using a plurality of computers. In the latter case, it is possible to perform processing in cooperation with each other while transmitting and receiving data via a communication network such as the Internet.
本実施形態に係るシミュレーションプログラムは、ハードディスク、フラッシュメモリ、CD-ROM、DVD-ROM、フレキシブルディスク等のコンピュータ読み取り可能な記録媒体に記録して広く流通させることも可能である。
The simulation program according to the present embodiment may be recorded on a computer-readable recording medium such as a hard disk, a flash memory, a CD-ROM, a DVD-ROM, or a flexible disk and widely distributed.
以上説明した本発明の第1の実施形態によれば、従来の現場で行われていたトライアンドエラー方式より検討に費やされるコストや人手による作業量を大幅にカットし、プリフォームを製造する事が可能となる。また、皺やオーバーラップによる製品厚みの変化をなくすことができるため、厚みが均一で良好なプリフォームを得ることができる。
According to the first embodiment of the present invention described above, a preform can be manufactured by significantly reducing the cost and labor required for the study from the trial-and-error method performed in the conventional field. Is possible. In addition, since a change in product thickness due to wrinkles and overlap can be eliminated, a uniform preform with a uniform thickness can be obtained.
(第2の実施形態)
図16~17を参照して、本発明における第2の実施形態を説明する。図16は、本発明における第2の実施形態で使用する強化繊維基材を示す図である。図16に示す強化繊維基材110において、格子線111は繊維配向、方向112は0度方向を示している。図4の賦形型20を用い、その他の条件は第1の実施形態と同じとして、同様のステップS1~S10を実施することにより、プリフォーム用カットパターンを得る。図17は、本実施形態で得られるプリフォーム用カットパターンを示す図である。図17に示すプリフォーム用カットパターン120には、8つの切り欠き121a、121b、121c、121d、121e、121f、121g、121hが入っている。このプリフォーム用カットパターン120を適用し、賦形することで皺やオーバーラップのないプリフォームを製造することができる。 (Second Embodiment)
A second embodiment of the present invention will be described with reference to FIGS. FIG. 16 is a diagram showing a reinforcing fiber base used in the second embodiment of the present invention. In the reinforcingfiber base 110 shown in FIG. 16, the lattice lines 111 indicate the fiber orientation, and the direction 112 indicates the 0 degree direction. Using the shaping mold 20 of FIG. 4, the other conditions are the same as in the first embodiment, and the same steps S1 to S10 are performed, thereby obtaining a preform cut pattern. FIG. 17 is a diagram showing a preform cut pattern obtained in the present embodiment. The preform cut pattern 120 shown in FIG. 17 includes eight cutouts 121a, 121b, 121c, 121d, 121e, 121f, 121g, and 121h. By applying the preform cut pattern 120 and shaping, a preform free of wrinkles and overlap can be manufactured.
図16~17を参照して、本発明における第2の実施形態を説明する。図16は、本発明における第2の実施形態で使用する強化繊維基材を示す図である。図16に示す強化繊維基材110において、格子線111は繊維配向、方向112は0度方向を示している。図4の賦形型20を用い、その他の条件は第1の実施形態と同じとして、同様のステップS1~S10を実施することにより、プリフォーム用カットパターンを得る。図17は、本実施形態で得られるプリフォーム用カットパターンを示す図である。図17に示すプリフォーム用カットパターン120には、8つの切り欠き121a、121b、121c、121d、121e、121f、121g、121hが入っている。このプリフォーム用カットパターン120を適用し、賦形することで皺やオーバーラップのないプリフォームを製造することができる。 (Second Embodiment)
A second embodiment of the present invention will be described with reference to FIGS. FIG. 16 is a diagram showing a reinforcing fiber base used in the second embodiment of the present invention. In the reinforcing
図14と図17を比較するとわかるように、賦形型に対して配向角度を変えて賦形するとプリフォーム用カットパターンの切り欠きの数や位置が変わり、プリフォームを賦形した時の切り欠きエッジの突合せ位置が繊維配向によって変わるといえる。したがって、複数層積層して賦形する場合は、各層で繊維の配向角度を変えることによって、切り欠きエッジの突合せ位置の重なりをなくすことができ、該突合せ位置の重なりによる強度の低下を抑えることができる。
As can be seen from a comparison between FIG. 14 and FIG. 17, when the shape is formed by changing the orientation angle with respect to the shaping mold, the number and position of the cutouts of the preform cut pattern change, and the cut when the preform is shaped. It can be said that the butted edge butting position changes depending on the fiber orientation. Therefore, when forming by laminating a plurality of layers, by changing the orientation angle of the fiber in each layer, it is possible to eliminate the overlap of the notch edge butting positions, and suppress the strength reduction due to the overlapping of the butting positions. Can do.
なお、本実施形態に係るシミュレーション装置の構成は、上記第1の実施形態で説明したシミュレーション装置1001の構成と同様である。
Note that the configuration of the simulation apparatus according to the present embodiment is the same as the configuration of the simulation apparatus 1001 described in the first embodiment.
(第3の実施形態)
図18~図20を参照して、本発明における第3の実施形態を説明する。図18は、本発明の第3の実施形態に用いられる強化繊維基材を示す図である。図18に示す強化繊維基材200において、格子線201は繊維配向を表しており、方向202を0度方向とする。 (Third embodiment)
A third embodiment of the present invention will be described with reference to FIGS. FIG. 18 is a diagram showing a reinforcing fiber base used in the third embodiment of the present invention. In the reinforcingfiber base 200 shown in FIG. 18, the lattice line 201 represents the fiber orientation, and the direction 202 is the 0 degree direction.
図18~図20を参照して、本発明における第3の実施形態を説明する。図18は、本発明の第3の実施形態に用いられる強化繊維基材を示す図である。図18に示す強化繊維基材200において、格子線201は繊維配向を表しており、方向202を0度方向とする。 (Third embodiment)
A third embodiment of the present invention will be described with reference to FIGS. FIG. 18 is a diagram showing a reinforcing fiber base used in the third embodiment of the present invention. In the reinforcing
第3の実施形態は、第1の実施形態と同じ繊維配向となるように強化繊維基材を配置した場合の別の実施形態である。図1のステップS1からステップS4までは第1の実施形態のステップS1からステップS4と同じ工程を経て第2の予備カットパターンを得る。図19は、ステップS4で得られた第2の予備カットパターンのコーナー部を拡大したものである。図19に示す領域205は、せん断ロッキング角度を超える領域を示している。ステップS5およびステップS6の処理も第1の実施形態と同様である。
3rd Embodiment is another embodiment at the time of arrange | positioning a reinforced fiber base material so that it may become the same fiber orientation as 1st Embodiment. From step S1 to step S4 in FIG. 1, the second preliminary cut pattern is obtained through the same process as step S1 to step S4 of the first embodiment. FIG. 19 is an enlarged view of the corner portion of the second preliminary cut pattern obtained in step S4. A region 205 shown in FIG. 19 indicates a region exceeding the shear locking angle. The processes in step S5 and step S6 are the same as in the first embodiment.
第3の実施形態では、ステップS7において、図19の破線で示すように、せん断ロッキング角度を超える領域205の外周ライン206の両端の点207a、207bから該領域205の境界208a、208bに沿うように切り込みを形成する。
In the third embodiment, in step S7, as shown by the broken line in FIG. 19, the points 207a and 207b at both ends of the outer peripheral line 206 of the region 205 exceeding the shear locking angle are extended along the boundaries 208a and 208b of the region 205. Make an incision.
境界208a、208bに沿うように切り込みを形成する際、せん断ロッキング角度-10度以内の領域であればせん断ロッキング角度を超える領域205外に切り込みがあっても一応の効果は得られるが、切り込みの一部がせん断ロッキング角度を超える領域205に入っていることがせん断変形の集中を緩和できる点で好ましい。さらに好ましくは、図19に示すようにせん断ロッキング角度を超える領域205の外周ライン206の両端の点207a、207bから該領域205の境界208a、208bに沿って切り込みを入れればよい。
When forming the cut along the boundaries 208a and 208b, if the region is within a shear locking angle of −10 degrees, even if there is a cut outside the region 205 exceeding the shear locking angle, a temporary effect can be obtained. It is preferable that a part of the region 205 exceeds the shear locking angle because the concentration of shear deformation can be reduced. More preferably, as shown in FIG. 19, incisions may be made along the boundaries 208a and 208b of the region 205 from points 207a and 207b at both ends of the outer peripheral line 206 of the region 205 exceeding the shear locking angle.
図19に示すように境界208a、208bに沿うように切り込みを形成することでせん断ロッキング角度を超える領域205が矢印209a,209bに示す方向、すなわちコーナーに沿って両サイドに伸ばされるため、せん断変形の集中を効果的に緩和することができる。また切り込みはせん断ロッキング角度を超える領域205の境界208a、208bどちらか片側でもよいが、効果的にせん断変形の集中を緩和できることから両側に入れることが好ましい。
As shown in FIG. 19, by forming the cuts along the boundaries 208a and 208b, the region 205 exceeding the shear locking angle is extended to both sides along the direction indicated by the arrows 209a and 209b, that is, along the corners. Can be effectively mitigated. Further, the cut may be made on one side of the boundary 208a, 208b of the region 205 exceeding the shear locking angle, but it is preferable to make the cut on both sides because the concentration of shear deformation can be effectively reduced.
ステップS8~ステップS11は、第1の実施形態と同様である。図20は、本実施形態で得られるプリフォーム用カットパターンの構成を示す図である。同図に示すプリフォーム用カットパターン210は、8つの切り欠き211a、211b、211c、211d、211e、211f、211g、211hを有する。このプリフォーム用カットパターン210を適用し、賦形することで皺やオーバーラップのないプリフォームを製造することができる。
Steps S8 to S11 are the same as in the first embodiment. FIG. 20 is a diagram showing a configuration of a preform cut pattern obtained in the present embodiment. The preform cut pattern 210 shown in the figure has eight notches 211a, 211b, 211c, 211d, 211e, 211f, 211g, and 211h. By applying the preform cut pattern 210 and shaping, a preform having no wrinkles or overlap can be manufactured.
なお、本実施形態に係るシミュレーション装置の構成は、上記第1の実施形態で説明したシミュレーション装置1001の構成と同様である。
Note that the configuration of the simulation apparatus according to the present embodiment is the same as the configuration of the simulation apparatus 1001 described in the first embodiment.
(第4の実施形態)
本発明の第4の実施形態は、複数層からなるプリフォームを製造することを特徴とする。以下の説明においては、3層を同時に賦形することによってプリフォームを製造する場合を主に説明するが、積層する層数はこれに限定されるものではない。 (Fourth embodiment)
The fourth embodiment of the present invention is characterized by manufacturing a preform composed of a plurality of layers. In the following description, a case where a preform is manufactured by simultaneously shaping three layers will be mainly described, but the number of layers to be laminated is not limited to this.
本発明の第4の実施形態は、複数層からなるプリフォームを製造することを特徴とする。以下の説明においては、3層を同時に賦形することによってプリフォームを製造する場合を主に説明するが、積層する層数はこれに限定されるものではない。 (Fourth embodiment)
The fourth embodiment of the present invention is characterized by manufacturing a preform composed of a plurality of layers. In the following description, a case where a preform is manufactured by simultaneously shaping three layers will be mainly described, but the number of layers to be laminated is not limited to this.
本実施形態に係るプリフォームの製造方法の処理の概要は、第1の実施形態と同様である。すなわち、本実施形態に係るプリフォームの製造方法の処理は、図1に示すフローチャートにしたがって行われる。以下、第1の実施形態と処理が異なる点を中心にプリフォームの製造方法の概要を説明する。
The outline of the process of the preform manufacturing method according to this embodiment is the same as that of the first embodiment. That is, the process of the preform manufacturing method according to the present embodiment is performed according to the flowchart shown in FIG. Hereinafter, an outline of a preform manufacturing method will be described focusing on differences in processing from the first embodiment.
図21は、ステップS2において賦形を開始する状態を模式的に示す図である。本実施形態では、賦形型20に対して、強化繊維基材200、110、30を下から順に重ねていき、同時に賦形を行う場合を想定したシミュレーションを実行する。本実施形態では、賦形中の層間摩擦の影響が小さいものとして賦形時の挙動をシミュレーションする。
FIG. 21 is a diagram schematically showing a state in which shaping is started in step S2. In the present embodiment, a simulation is performed assuming that the reinforcing fiber bases 200, 110, and 30 are stacked on the shaping mold 20 in order from the bottom, and shaping is performed at the same time. In the present embodiment, the behavior during shaping is simulated assuming that the influence of interlayer friction during shaping is small.
図22は、ステップS2のシミュレーションによって得られた第1の予備カットパターンを示す図である。同図に示す第1の予備カットパターン300は、強化繊維基材30、110、200を同時に賦形した場合に得られるシミュレーション結果である。
FIG. 22 is a diagram showing a first preliminary cut pattern obtained by the simulation in step S2. The first preliminary cut pattern 300 shown in the figure is a simulation result obtained when the reinforcing fiber base materials 30, 110, and 200 are simultaneously shaped.
この後のステップS3~S8の処理は、3つの強化繊維基材30、110、200を重ねた状態のままシミュレーションを行う点以外は同じである。
The subsequent steps S3 to S8 are the same except that the simulation is performed with the three reinforcing fiber bases 30, 110, and 200 overlapped.
ステップS9において、各強化繊維基材のプリフォームカットパターンが得られる。図23は、ステップS9によって得られたプリフォーム用カットパターンの構成を示す図である。図23に示すプリフォーム用カットパターン100’、120’、210’は、強化繊維基材30、110、200からそれぞれ得られるプリフォーム用カットパターンである。本実施形態では、賦形条件として、隣接する層同士が接触したり離れたりするのを繰り返しながら変形するような、層間摩擦の影響が小さい賦形条件を適用している。このため、プリフォーム用カットパターン100’、120’、210’は、実施の形態1、2、3でそれぞれ得られたプリフォーム用カットパターン100、120、210と、それぞれほぼ同じ形状をなす。なお、賦形中に隣接する層同士が常に接触しながら変形するような、層間摩擦の影響が無視できない条件下では、各層において、単層で賦形した場合と異なるプリフォーム用カットパターンが得られる。本発明は、そのような層間摩擦の影響が無視できない賦形条件に対しても適用可能である。
In step S9, a preform cut pattern of each reinforcing fiber substrate is obtained. FIG. 23 is a diagram showing the structure of the preform cut pattern obtained in step S9. Preform cut patterns 100 ′, 120 ′, and 210 ′ shown in FIG. 23 are preform cut patterns obtained from the reinforcing fiber substrates 30, 110, and 200, respectively. In the present embodiment, as the shaping condition, a shaping condition with a small influence of interlayer friction that is deformed while repeatedly contacting and leaving adjacent layers is applied. Therefore, the preform cut patterns 100 ′, 120 ′, and 210 ′ have substantially the same shape as the preform cut patterns 100, 120, and 210 obtained in the first, second, and third embodiments, respectively. In addition, under conditions where the influence of inter-layer friction is not negligible, where adjacent layers are deformed while always in contact with each other during shaping, a preform cut pattern different from that obtained with a single layer is obtained for each layer. It is done. The present invention can also be applied to shaping conditions in which the influence of such interlayer friction cannot be ignored.
なお、本実施形態に係るシミュレーション装置の構成は、上記第1の実施形態で説明したシミュレーション装置1001の構成と同様である。
Note that the configuration of the simulation apparatus according to the present embodiment is the same as the configuration of the simulation apparatus 1001 described in the first embodiment.
以上説明した本発明の第4の実施形態では、格子線の配向方向が同じ強化繊維基材から切り込み形成位置が異なるプリフォーム用カットパターンが得られるため、積層した際に切り欠きエッジの突合せ位置の重なりをなくすことができ、積層時に切欠き同じ位置に集中することによる強度の低下を抑えることができる。
In the fourth embodiment of the present invention described above, a preform cut pattern having different cut formation positions is obtained from a reinforcing fiber base having the same lattice line orientation direction. Can be eliminated, and a drop in strength due to notch concentration at the same position during lamination can be suppressed.
なお、図21に示す強化繊維基材の積層の仕方はあくまでも一例に過ぎず、積層順は任意に変更可能である。また、積層枚数や格子線の配向方向の組み合わせについても、適宜変更することが可能である。
Note that the method of stacking the reinforcing fiber bases shown in FIG. 21 is merely an example, and the stacking order can be arbitrarily changed. Also, the number of stacked layers and the combination of the orientation directions of the lattice lines can be changed as appropriate.
また、ステップS3におけるトリムの方法、ステップS7における切り込みの形成方法、およびステップS9におけるオーバーラップ領域の切り取り方法は上述したものに限られるわけではなく、賦形後の切り欠きエッジの突合せ位置が重ならないようにすることができれば他の方法で実行しても構わない。
Further, the trimming method in step S3, the notch forming method in step S7, and the overlap region cutting method in step S9 are not limited to those described above. If it can be avoided, it may be executed by other methods.
また、本実施形態において複数層からなるプリフォームを賦形する場合、上記の如く複数層を積層した状態で一括して賦形する代わりに、1層ずつ賦形するようにしてもよい。
In addition, when a preform composed of a plurality of layers is formed in the present embodiment, it may be formed one layer at a time instead of forming in a lump in a state where a plurality of layers are laminated as described above.
本発明によれば、従来の現場で行われていたトライアンドエラー方式より検討に費やされるコストや人手による作業量を大幅にカットし、プリフォームを製造する事が可能となる。また、皺やオーバーラップによる製品厚みの変化をなくすことができるため、厚みが均一で良好なプリフォームを得ることができる。また、本発明は上述した実施形態に限定されるものではなく、あらゆる製品形状に対して適用可能なものである。
According to the present invention, it is possible to manufacture a preform by significantly cutting the cost and the amount of work required for the study from the trial and error method that has been performed in the conventional field. In addition, since a change in product thickness due to wrinkles and overlap can be eliminated, a uniform preform with a uniform thickness can be obtained. Further, the present invention is not limited to the above-described embodiment, and can be applied to any product shape.
なお、本発明において、半硬化状態の樹脂を含浸させた強化繊維基材を用いることも可能である。この場合には、シミュレーションを行う際の賦形条件として、半硬化状態の樹脂を含浸させたことに対応する条件を付加すればよい。
In the present invention, it is also possible to use a reinforcing fiber base impregnated with a semi-cured resin. In this case, a condition corresponding to the impregnation of the semi-cured resin may be added as a shaping condition for performing the simulation.
以下に本発明の具体的な実施例を示す。なお、本発明は、以下に説明する実施例によって限定されるものではない。
Specific examples of the present invention are shown below. In addition, this invention is not limited by the Example demonstrated below.
図24は、実施例で用いたアルミ製の賦形型の構成を示す斜視図である。図25は、図24の矢視B方向の矢視図(賦形型の上面図)である。図24、25に示す賦形型400は、400mm×400mmで高さ20mmのベース表面401の上に、長手方向に240mm、短手方向に160mm、高さ50mmの直方体の4つのコーナー402a、402b、402c、402dにそれぞれ10mm(R10)、20mm(R20)、30mm(R30)、40mm(R40)のRを設け、さらに上面403の4辺に徐変フィレット404a、404b、404c、404dを入れることで各コーナー間を滑らかにつないだ形状になっている。該賦形型400に360mm×360mmの強化繊維基材を賦形してプリフォームを製造する。
FIG. 24 is a perspective view showing a configuration of an aluminum shaping mold used in the examples. 25 is a view in the direction of arrow B in FIG. 24 (top view of the shaping mold). The shaping mold 400 shown in FIGS. 24 and 25 has four corners 402a and 402b of a rectangular parallelepiped having a length of 240 mm, a width of 160 mm, and a height of 50 mm on a base surface 401 of 400 mm × 400 mm and a height of 20 mm. 402c and 402d are provided with R of 10 mm (R10), 20 mm (R20), 30 mm (R30), and 40 mm (R40), respectively, and further, gradually changing fillets 404a, 404b, 404c, and 404d are placed on four sides of the upper surface 403. It has a shape that smoothly connects each corner. A 360 mm × 360 mm reinforcing fiber base is formed on the shaping mold 400 to produce a preform.
使用する強化繊維基材は、東レ(株)製 炭素繊維織物CO6343B(織り組織:平織り、織物目付け:198g/m2、強化繊維:T300B-3K、弾性率:230GPa、強度:3530MPa、繊度:198tex、フィラメント数:3,000本)である。
The reinforcing fiber substrate used is carbon fiber woven fabric CO6343B manufactured by Toray Industries, Inc. (woven structure: plain weave, fabric weight: 198 g / m 2 , reinforcing fiber: T300B-3K, elastic modulus: 230 GPa, strength: 3530 MPa, fineness: 198 tex. , Filament number: 3,000).
図26に賦形開始時の様子を示す。賦形型400に強化繊維基材406を配置し、コア上面の任意の5点で位置決めし、400mm×400mmで厚み10mm、さらに中央にコアの外形状+2mmの穴の空いたアクリル製プレート405をベース表面401に対して平行に真っ直ぐ押し込むことで賦形する。強化繊維基材406の繊維配向はベース表面の任意の1辺を0度として0度及び90度となるように位置決めし、シミュレーションは有限要素法で実施した。
Fig. 26 shows the state at the start of shaping. The reinforcing fiber base 406 is arranged on the shaping mold 400, positioned at any five points on the upper surface of the core, and an acrylic plate 405 having a hole of 400 mm × 400 mm, a thickness of 10 mm, and a core outer shape + 2 mm in the center. It is shaped by pushing straight in parallel to the base surface 401. The fiber orientation of the reinforcing fiber base 406 was positioned so that any one side of the base surface was 0 degrees and 0 degrees and 90 degrees, and the simulation was performed by a finite element method.
(実施例1)
図27は本発明の実施例1として、第1の実施形態に係るシミュレーション方法を実行することによって作成したプリフォーム用カットパターンを示す図である。本実施例で使用した賦形型400は、各コーナーでRが違うため、図27に示すプリフォーム用カットパターン410の形状も各コーナーで異なるものとなった。すなわち、プリフォーム用カットパターン410では、R10、R20、R30、R40のコーナーで、互いに異なる形状を有する切り欠き411a、411b、411c、411dがぞれぞれ形成された。 (Example 1)
FIG. 27 is a diagram showing a preform cut pattern created by executing the simulation method according to the first embodiment as Example 1 of the present invention. Since the shapingmold 400 used in this example has different R at each corner, the shape of the preform cut pattern 410 shown in FIG. 27 is also different at each corner. That is, in the preform cut pattern 410, notches 411a, 411b, 411c, and 411d having different shapes were formed at the corners of R10, R20, R30, and R40, respectively.
図27は本発明の実施例1として、第1の実施形態に係るシミュレーション方法を実行することによって作成したプリフォーム用カットパターンを示す図である。本実施例で使用した賦形型400は、各コーナーでRが違うため、図27に示すプリフォーム用カットパターン410の形状も各コーナーで異なるものとなった。すなわち、プリフォーム用カットパターン410では、R10、R20、R30、R40のコーナーで、互いに異なる形状を有する切り欠き411a、411b、411c、411dがぞれぞれ形成された。 (Example 1)
FIG. 27 is a diagram showing a preform cut pattern created by executing the simulation method according to the first embodiment as Example 1 of the present invention. Since the shaping
シミュレーションによって得られたプリフォーム用カットパターン形状を実際に作成して賦形した結果、R10コーナー401aで賦形した部分に少しオーバーラップが残り、簡単な修正を要したが、その他のコーナーで賦形した部分では皺なく、切り欠きエッジの突合せ位置において隙間が無い、良好なプリフォームを得ることができた。
As a result of actually creating and shaping the preform cut pattern shape obtained by simulation, a slight overlap remained in the portion shaped at the R10 corner 401a, requiring simple correction, but shaping at the other corners. It was possible to obtain a good preform with no gap at the shape of the cut portion and no gap at the notch edge butting position.
検討開始からプリフォーム製造までに要した時間は約半日であり、使用した基材はプリフォーム用カットパターンの作成に使った360mm×360mmの基材1枚のみである。同じ作業を従来のトライアンドエラー方式で実施したところ、皺や切り欠きエッジの突合せ位置で隙間が無いプリフォームができるまで、作業時間は1日で、360mm×360mmの基材を6枚要し、本発明の効果を確認することができた。また、より複雑な形状への賦形や複数層での賦形となれば、トライアンドエラー方式ではさらに多くの人手や時間、型や基材にかかる検討コストが必要となり、本発明の効果がさらに期待できる。
The time required from the start of the study to the production of the preform is about half a day, and the substrate used is only one substrate of 360 mm × 360 mm used for creating the cut pattern for the preform. When the same work was carried out by the conventional trial and error method, the work time was one day and 6 sheets of 360 mm x 360 mm were required until a preform without a gap at the position where the wrinkles and notched edges were abutted. The effect of the present invention could be confirmed. In addition, if it is shaped into a more complex shape or shaped in multiple layers, the trial and error method requires more labor, time, cost for studying the mold and the base material, and the effect of the present invention is effective. You can expect even more.
(実施例2)
図28は本発明の実施例2として、第2の実施形態に係るシミュレーション方法を実行することによって作成したプリフォーム用カットパターンを示す図である。賦形型400は各コーナーでRが違うため、図28に示すプリフォーム用カットパターン500の形状も各コーナーで異なるものとなった。すなわち、プリフォーム用カットパターン500では、R10のコーナーに切り欠き501a、501bが形成され、R20のコーナーに切り欠き501c、501dが形成され、R30のコーナーに切り欠き501e、501fが形成され、R40のコーナーで切り欠き501g、501hに形成された。切り欠き501a~501hは、互いに異なる形状を有している。 (Example 2)
FIG. 28 is a diagram showing a preform cut pattern created by executing the simulation method according to the second embodiment as Example 2 of the present invention. Since the shapingmold 400 has a different R at each corner, the shape of the preform cut pattern 500 shown in FIG. 28 is also different at each corner. That is, in the preform cut pattern 500, cutouts 501a and 501b are formed at the corner of R10, cutouts 501c and 501d are formed at the corner of R20, cutouts 501e and 501f are formed at the corner of R30, and R40. The cutouts 501g and 501h were formed at the corners. The notches 501a to 501h have different shapes.
図28は本発明の実施例2として、第2の実施形態に係るシミュレーション方法を実行することによって作成したプリフォーム用カットパターンを示す図である。賦形型400は各コーナーでRが違うため、図28に示すプリフォーム用カットパターン500の形状も各コーナーで異なるものとなった。すなわち、プリフォーム用カットパターン500では、R10のコーナーに切り欠き501a、501bが形成され、R20のコーナーに切り欠き501c、501dが形成され、R30のコーナーに切り欠き501e、501fが形成され、R40のコーナーで切り欠き501g、501hに形成された。切り欠き501a~501hは、互いに異なる形状を有している。 (Example 2)
FIG. 28 is a diagram showing a preform cut pattern created by executing the simulation method according to the second embodiment as Example 2 of the present invention. Since the shaping
シミュレーションによって得られたプリフォーム用カットパターン形状を実際に作成して賦形した結果、切り欠きエッジの突合せ位置において隙間が無い、良好なプリフォームを得ることができた。
As a result of actually creating and shaping the preform cut pattern shape obtained by simulation, it was possible to obtain a good preform with no gap at the notch edge butt position.
(実施例3)
本発明の実施例3では、実施例1で得たプリフォーム用カットパターン410(図27参照)と実施例2で得たプリフォーム用カットパターン500(図8参照)を重ねて、実施例1と2と同じ型(賦形型400)で賦形した。賦形した結果、各層の切り欠きエッジの突合せ位置において隙間が無い、良好なプリフォームを得ることができた。 (Example 3)
In Example 3 of the present invention, the preform cut pattern 410 (see FIG. 27) obtained in Example 1 and the preform cut pattern 500 (see FIG. 8) obtained in Example 2 are overlapped to form Example 1. And 2 were formed in the same mold (shaped mold 400). As a result of shaping, it was possible to obtain a good preform having no gap at the notch edge of each layer.
本発明の実施例3では、実施例1で得たプリフォーム用カットパターン410(図27参照)と実施例2で得たプリフォーム用カットパターン500(図8参照)を重ねて、実施例1と2と同じ型(賦形型400)で賦形した。賦形した結果、各層の切り欠きエッジの突合せ位置において隙間が無い、良好なプリフォームを得ることができた。 (Example 3)
In Example 3 of the present invention, the preform cut pattern 410 (see FIG. 27) obtained in Example 1 and the preform cut pattern 500 (see FIG. 8) obtained in Example 2 are overlapped to form Example 1. And 2 were formed in the same mold (shaped mold 400). As a result of shaping, it was possible to obtain a good preform having no gap at the notch edge of each layer.
実施例1~3で示した結果により、本発明の効果を確認することができた。実施例1と2については検討開始からプリフォーム製造までに要した時間は約半日であり、使用した基材はプリフォーム用カットパターンの作成に使った360mm×360mmの各層につき基材1枚ずつのみである。同じ作業を従来のトライアンドエラー方式で実施したところ、それぞれの実施例について皺や切り欠きエッジの突合せ位置で隙間が無いプリフォームができるまで、作業時間は1日で、360mm×360mmの2層合せて基材を6枚程度要し、本発明の効果を確認することができた。また、より複雑な形状への賦形となれば、トライアンドエラー方式ではさらに多くの人手や時間、型や基材にかかる検討コストが必要となり、本発明の効果がさらに期待できる。
From the results shown in Examples 1 to 3, the effect of the present invention could be confirmed. For Examples 1 and 2, the time required from the start of the study to the production of the preform was about half a day, and the substrate used was one substrate for each layer of 360 mm × 360 mm used to create the preform cut pattern. Only. When the same work was carried out by the conventional trial and error method, the working time was one day until a preform having no gap was formed at the butting position of the wrinkles and notched edges in each example, and two layers of 360 mm × 360 mm In total, about 6 substrates were required, and the effects of the present invention could be confirmed. In addition, if it is shaped into a more complicated shape, the trial and error method requires more labor, time, cost for studying the mold and the base material, and the effect of the present invention can be further expected.
1:荷重-変位曲線
2:基材の初期せん断変形領域
3:基材の中間せん断変形領域
4:基材のせん断ロッキング領域
5:賦形限界点
11:基材せん断変形前の形状
12:基材せん断変形後の形状
13:基材せん断変形後の繊維配向
14:荷重方向
15:基材せん断変形による変位量
16:変位量評価点
20、400:賦形型
21:賦形型ベース表面
22a、22b、22c、22d:賦形型の側面
23:賦形型の上面
24a、24b、24c、24d:賦形型のコーナー
25a、25b、25c、25d:賦形型の上面4辺
26:賦形型の0度方向
30、110、200:強化繊維基材
31、61、82、111:強化繊維基材の繊維配向
32、62、83、112:強化繊維基材の0度方向
33:第1の予備カットパターン
34:第1の予備カットパターンのコーナー部
35、65:皺
41:賦形開始時の繊維配向
42:強化繊維基材の0度方向
43:コーナーの頂点ライン
44a、44b:コーナーの頂点ラインと強化繊維基材のなす角度
51:第1の予備カットパターン上における製品エンド
52:第1の予備カットパターン上におけるトリムライン
60:基材(トリム後の第1の予備カットパターン)
63:第2の予備カットパターン
64:第2の予備カットパターンのコーナー部
71:せん断ロッキング角度超過領域
72:切り込みライン
73:せん断ロッキング角度超過領域の外周ライン
74:せん断ロッキング角度超過領域の外周ラインの中点
80:基材(切り込みを形成した後の第2の予備カットパターン)
81a、81b、81c、81d:切り込み
91:オーバーラップ領域
92a、92b:切り込みエッジ
100、100’、120、120’、210、210’、410、500:プリフォーム用カットパターン
101a、101b、101c、101d、121a、121b、121c、121d、121e、121f、121g、121h、211a、211b、211c、211d、211e、211f、211g、211h、411a、411b、411c、411d、501a、501b、501c、501d、501e、501f、501g、501h:切り欠き
1001:シミュレーション装置
1002:入力部
1003:表示部
1004:記憶部
1005:制御部
1041:賦形情報記憶部
1042:プログラム記憶部
1051:第1予備カットパターン取得部
1052:トリム部
1053:第2予備カットパターン取得部
1054:切り込み形成部
1055:第3予備カットパターン取得部
1056:カットパターン生成部 1: Load-displacement curve 2: Initial shear deformation region of base material 3: Intermediate shear deformation region of base material 4: Shear locking region of base material 5: Forming limit point 11: Shape before base material shear deformation 12: Base Shape 13 after material shear deformation: Fiber orientation after base material shear deformation 14: Load direction 15: Displacement amount due to base material shear deformation 16: Displacement evaluation point 20, 400: Shaping mold 21: Shaping base surface 22a 22b, 22c, 22d: shaping mold side surface 23: shaping mold upper surface 24a, 24b, 24c, 24d: shaping mold corners 25a, 25b, 25c, 25d: shaping mold upper surface 4 sides 26: shaping Shape 0 degree direction 30, 110, 200: Reinforcement fiber base material 31, 61, 82, 111: Reinforcement fiber base material fiber orientation 32, 62, 83, 112: Reinforcement fiber base material 0 degree direction 33: No. 1 preliminary cut pattern 34: first preliminary pattern 34 Cut pattern corner portions 35, 65: ridge 41: fiber orientation at the start of shaping 42: 0 degree direction of reinforcing fiber base 43: corner vertex line 44a, 44b: corner vertex line and reinforcing fiber substrate Angle 51: Product end 52 on the first preliminary cut pattern 52: Trim line 60 on the first preliminary cut pattern 60: Base material (first preliminary cut pattern after trimming)
63: Second preliminary cut pattern 64:Corner portion 71 of second preliminary cut pattern: Shear rocking angle excess region 72: Cut line 73: Outer line of shear locking angle excess region 74: Outer line of shear locking angle excess region Midpoint 80: base material (second preliminary cut pattern after forming the cut)
81a, 81b, 81c, 81d: cut 91: overlap region 92a, 92b: cut edge 100, 100 ′, 120, 120 ′, 210, 210 ′, 410, 500: preform cut patterns 101a, 101b, 101c, 101d, 121a, 121b, 121c, 121d, 121e, 121f, 121g, 121h, 211a, 211b, 211c, 211d, 211e, 211f, 211g, 211h, 411a, 411b, 411c, 411d, 501a, 501b, 501c, 501d, 501e, 501f, 501g, 501h: notch 1001: simulation device 1002: input unit 1003: display unit 1004: storage unit 1005: control unit 1041: shaping information storage unit 1042: program storage unit 105 : First preliminary cut pattern acquisition unit 1052: trim portion 1053: second preliminary cut pattern acquisition unit 1054: cut forming unit 1055: third preliminary cut pattern acquisition unit 1056: cut pattern generator
2:基材の初期せん断変形領域
3:基材の中間せん断変形領域
4:基材のせん断ロッキング領域
5:賦形限界点
11:基材せん断変形前の形状
12:基材せん断変形後の形状
13:基材せん断変形後の繊維配向
14:荷重方向
15:基材せん断変形による変位量
16:変位量評価点
20、400:賦形型
21:賦形型ベース表面
22a、22b、22c、22d:賦形型の側面
23:賦形型の上面
24a、24b、24c、24d:賦形型のコーナー
25a、25b、25c、25d:賦形型の上面4辺
26:賦形型の0度方向
30、110、200:強化繊維基材
31、61、82、111:強化繊維基材の繊維配向
32、62、83、112:強化繊維基材の0度方向
33:第1の予備カットパターン
34:第1の予備カットパターンのコーナー部
35、65:皺
41:賦形開始時の繊維配向
42:強化繊維基材の0度方向
43:コーナーの頂点ライン
44a、44b:コーナーの頂点ラインと強化繊維基材のなす角度
51:第1の予備カットパターン上における製品エンド
52:第1の予備カットパターン上におけるトリムライン
60:基材(トリム後の第1の予備カットパターン)
63:第2の予備カットパターン
64:第2の予備カットパターンのコーナー部
71:せん断ロッキング角度超過領域
72:切り込みライン
73:せん断ロッキング角度超過領域の外周ライン
74:せん断ロッキング角度超過領域の外周ラインの中点
80:基材(切り込みを形成した後の第2の予備カットパターン)
81a、81b、81c、81d:切り込み
91:オーバーラップ領域
92a、92b:切り込みエッジ
100、100’、120、120’、210、210’、410、500:プリフォーム用カットパターン
101a、101b、101c、101d、121a、121b、121c、121d、121e、121f、121g、121h、211a、211b、211c、211d、211e、211f、211g、211h、411a、411b、411c、411d、501a、501b、501c、501d、501e、501f、501g、501h:切り欠き
1001:シミュレーション装置
1002:入力部
1003:表示部
1004:記憶部
1005:制御部
1041:賦形情報記憶部
1042:プログラム記憶部
1051:第1予備カットパターン取得部
1052:トリム部
1053:第2予備カットパターン取得部
1054:切り込み形成部
1055:第3予備カットパターン取得部
1056:カットパターン生成部 1: Load-displacement curve 2: Initial shear deformation region of base material 3: Intermediate shear deformation region of base material 4: Shear locking region of base material 5: Forming limit point 11: Shape before base material shear deformation 12: Base Shape 13 after material shear deformation: Fiber orientation after base material shear deformation 14: Load direction 15: Displacement amount due to base material shear deformation 16: Displacement evaluation point 20, 400: Shaping mold 21: Shaping base surface 22a 22b, 22c, 22d: shaping mold side surface 23: shaping mold upper surface 24a, 24b, 24c, 24d: shaping mold corners 25a, 25b, 25c, 25d: shaping mold upper surface 4 sides 26: shaping Shape 0 degree direction 30, 110, 200: Reinforcement fiber base material 31, 61, 82, 111: Reinforcement fiber base material fiber orientation 32, 62, 83, 112: Reinforcement fiber base material 0 degree direction 33: No. 1 preliminary cut pattern 34: first preliminary pattern 34 Cut pattern corner portions 35, 65: ridge 41: fiber orientation at the start of shaping 42: 0 degree direction of reinforcing fiber base 43: corner vertex line 44a, 44b: corner vertex line and reinforcing fiber substrate Angle 51: Product end 52 on the first preliminary cut pattern 52: Trim line 60 on the first preliminary cut pattern 60: Base material (first preliminary cut pattern after trimming)
63: Second preliminary cut pattern 64:
81a, 81b, 81c, 81d: cut 91:
Claims (20)
- 繊維強化プラスチック成形体のプリフォームを構成する強化繊維基材の賦形前のカットパターンをシミュレーションによって生成するコンピュータが実行するシミュレーション方法であって、
前記強化繊維基材の賦形特性を記憶部から読み出し、該賦形特性に基づいて前記強化繊維基材を賦形型に賦形する際の挙動をシミュレーションすることによって第1の予備カットパターンを取得する第1予備カットパターン取得ステップと、
前記第1予備カットパターン取得ステップで取得した前記第1の予備カットパターンから不要部分をトリムするトリムステップと、
前記トリムステップでトリムした前記第1の予備カットパターンを展開した強化繊維基材を前記賦形型に賦形する際の挙動をシミュレーションすることによって第2の予備カットパターンを取得する第2予備カットパターン取得ステップと、
前記第2予備カットパターン取得ステップで取得した前記第2の予備カットパターンに対して前記賦形特性に応じた切り込みを形成する切り込み形成ステップと、
前記切り込み形成ステップで切り込みを形成した前記第2の予備カットパターンを展開した強化繊維基材を前記賦形型に賦形する際の挙動をシミュレーションすることによって第3の予備カットパターンを取得する第3予備カットパターン取得ステップと、
前記第3予備カットパターン取得ステップで取得した前記第3の予備カットパターンにおいてオーバーラップした領域の少なくとも一方を切り取って展開することによってプリフォーム用カットパターンを生成するカットパターン生成ステップと、
を有することを特徴とするシミュレーション方法。 A simulation method executed by a computer that generates a cut pattern before shaping of a reinforcing fiber base constituting a preform of a fiber-reinforced plastic molded body by simulation,
A first preliminary cut pattern is obtained by reading out the shaping characteristics of the reinforcing fiber base from the storage unit and simulating the behavior when shaping the reinforcing fiber base into a shaping mold based on the shaping characteristics. A first preliminary cut pattern acquisition step to be acquired;
A trim step for trimming unnecessary portions from the first preliminary cut pattern acquired in the first preliminary cut pattern acquisition step;
The second preliminary cut for obtaining the second preliminary cut pattern by simulating the behavior when the reinforcing fiber base material developed from the first preliminary cut pattern trimmed in the trim step is shaped into the shaping mold A pattern acquisition step;
An incision forming step of forming an incision according to the shaping characteristic with respect to the second preliminary cut pattern acquired in the second preliminary cut pattern acquisition step;
A third preliminary cut pattern is obtained by simulating the behavior when forming the reinforcing fiber base, which has developed the second preliminary cut pattern in which the cut is formed in the cut forming step, into the shaping mold. 3 preliminary cut pattern acquisition steps;
A cut pattern generation step for generating a preform cut pattern by cutting and developing at least one of the overlapping regions in the third preliminary cut pattern acquired in the third preliminary cut pattern acquisition step;
A simulation method characterized by comprising: - 前記賦形特性は、せん断特性を含み、
前記切り込み形成ステップは、前記強化繊維基材のせん断ロッキング角度を超える領域に切り込みを形成することを特徴とする請求項1に記載のシミュレーション方法。 The shaping properties include shear properties,
The simulation method according to claim 1, wherein the notch forming step forms a notch in a region exceeding a shear locking angle of the reinforcing fiber base. - 前記切り込み形成ステップは、前記第2の予備カットパターンの外周ラインにおける少なくとも1箇所の前記強化繊維基材のせん断ロッキング角度を超えるラインの中点から、該ラインを含むせん断ロッキング角度を超える領域において、該領域を2等分するように切り込みを形成することを特徴とする請求項2に記載のシミュレーション方法。 In the notch forming step, in the region exceeding the shear locking angle including the line from the midpoint of the reinforcing fiber substrate exceeding the shear locking angle of at least one of the reinforcing fiber bases in the outer peripheral line of the second preliminary cut pattern, 3. The simulation method according to claim 2, wherein the notch is formed so as to divide the region into two equal parts.
- 前記賦形特性が、前記強化繊維基材の繊維方向の引張り特性および前記強化繊維基材の面外の曲げ特性を含むことを特徴とする請求項2または3に記載のプリフォームの製造方法。 The method for producing a preform according to claim 2 or 3, wherein the shaping characteristic includes a tensile characteristic in a fiber direction of the reinforcing fiber base and an out-of-plane bending characteristic of the reinforcing fiber base.
- 前記第3予備カットパターン取得ステップは、前記強化繊維基材の自己接触を考慮せずにシミュレーションし、
前記カットパターン生成ステップは、前記切り込みを形成することによってオーバーラップした領域分の前記強化繊維基材を余剰基材として切り取ることを特徴とする請求項1~4のいずれか一項に記載のシミュレーション方法。 The third preliminary cut pattern acquisition step is simulated without considering the self-contact of the reinforcing fiber substrate,
The simulation according to any one of claims 1 to 4, wherein the cut pattern generation step cuts the reinforcing fiber base material in an overlapping region by forming the cut as an extra base material. Method. - 前記トリムステップ、前記第2予備カットパターン取得ステップ、前記切り込み形成ステップ、前記第3予備カットパターン取得ステップ、および前記カットパターン生成ステップの少なくとも一つのステップを複数回実行することを特徴とする請求項1~5のいずれか一項に記載のシミュレーション方法。 The at least one step of the trim step, the second preliminary cut pattern acquisition step, the cut formation step, the third preliminary cut pattern acquisition step, and the cut pattern generation step is executed a plurality of times. 6. The simulation method according to any one of 1 to 5.
- 前記強化繊維基材は、強化繊維が直交する2方向に配向していることを特徴とする請求項1~6のいずれかに記載のプリフォームの製造方法。 The method for producing a preform according to any one of claims 1 to 6, wherein the reinforcing fiber base is oriented in two directions in which the reinforcing fibers are orthogonal to each other.
- 前記カットパターン生成ステップで生成したカットパターンを表示する表示ステップをさらに有することを特徴とする請求項1~7に記載のシミュレーション方法。 The simulation method according to any one of claims 1 to 7, further comprising a display step of displaying the cut pattern generated in the cut pattern generation step.
- 前記第2予備カットパターンが前記せん断ロッキング角度を超える領域を有しない場合、前記第2の予備カットパターンを展開することによってプリフォーム用カットパターンを生成することを特徴とする請求項1に記載のシミュレーション方法。 2. The preform cut pattern is generated by developing the second preliminary cut pattern when the second preliminary cut pattern does not have a region exceeding the shear locking angle. Simulation method.
- 複数の前記強化繊維基材を積層した状態における各ステップのシミュレーションを実行することを特徴とする請求項1~9のいずれか一項に記載のシミュレーション方法。 The simulation method according to any one of claims 1 to 9, wherein a simulation of each step in a state where a plurality of the reinforcing fiber base materials are laminated is executed.
- 前記強化繊維基材に半硬化状態の樹脂が含浸していることを特徴とする請求項1~10のいずれか一項に記載のシミュレーション方法。 The simulation method according to any one of claims 1 to 10, wherein the reinforcing fiber base material is impregnated with a semi-cured resin.
- 請求項1~11のいずれか一項に記載のシミュレーション方法によって生成したプリフォーム用カットパターンにしたがって強化繊維基材をカットすることにより、前記プリフォームを賦形する前のプリフォーム用基材を製造することを特徴とするプリフォーム用基材の製造方法。 A preform substrate prior to shaping the preform is obtained by cutting the reinforcing fiber substrate according to the preform cut pattern generated by the simulation method according to any one of claims 1 to 11. A method for producing a preform substrate, characterized by comprising:
- 請求項12に記載のプリフォーム用基材の製造方法によって製造した前記プリフォーム用基材を前記賦形型に賦形することによって前記プリフォームを製造することを特徴とするプリフォームの製造方法。 A method for producing a preform, wherein the preform is produced by shaping the preform substrate produced by the method for producing a preform substrate according to claim 12 into the shaping mold. .
- 互いに異なる切り込みを有する複数の前記プリフォーム用基材を積層し、一括して賦形することを特徴とする請求項13に記載のプリフォームの製造方法。 14. The preform manufacturing method according to claim 13, wherein a plurality of preform base materials having different incisions are stacked and collectively shaped.
- 繊維強化プラスチック成形体のプリフォームを構成する強化繊維基材の賦形前のカットパターンをシミュレーションによって生成するシミュレーション装置であって、
前記強化繊維基材の賦形特性を記憶部から読み出し、該賦形特性に基づいて前記強化繊維基材を賦形型に賦形する際の挙動をシミュレーションすることによって第1の予備カットパターンを取得する第1予備カットパターン取得部と、
前記第1予備カットパターン取得部が取得した前記第1の予備カットパターンから不要部分をトリムするトリム部と、
前記トリム部がトリムした前記第1の予備カットパターンを展開した強化繊維基材を前記賦形型に賦形する際の挙動をシミュレーションすることによって第2の予備カットパターンを取得する第2予備カットパターン取得部と、
前記第2予備カットパターン取得部が取得した前記第2の予備カットパターンに対して前記賦形特性に応じた切り込みを形成する切り込み形成部と、
前記切り込み形成部が切り込みを形成した前記第2の予備カットパターンを展開した強化繊維基材を前記賦形型に賦形する際の挙動をシミュレーションすることによって第3の予備カットパターンを取得する第3予備カットパターン取得部と、
前記第3予備カットパターン取得部が取得した前記第3の予備カットパターンにおいてオーバーラップした領域の少なくとも一方を切り取って展開することによってプリフォーム用のカットパターンを生成するカットパターン生成部と、
を備えることを特徴とするシミュレーション装置。 A simulation device for generating a cut pattern before shaping of a reinforcing fiber base constituting a preform of a fiber reinforced plastic molded body by simulation,
A first preliminary cut pattern is obtained by reading out the shaping characteristics of the reinforcing fiber base from the storage unit and simulating the behavior when shaping the reinforcing fiber base into a shaping mold based on the shaping characteristics. A first preliminary cut pattern acquisition unit to be acquired;
A trim section for trimming unnecessary portions from the first preliminary cut pattern acquired by the first preliminary cut pattern acquisition section;
The second preliminary cut that acquires the second preliminary cut pattern by simulating the behavior when the reinforcing fiber base developed from the first preliminary cut pattern trimmed by the trim portion is shaped into the shaping mold. A pattern acquisition unit;
A notch forming unit for forming a notch according to the shaping characteristic with respect to the second preliminary cut pattern acquired by the second preliminary cut pattern acquisition unit;
A third preliminary cut pattern is obtained by simulating the behavior of the reinforcing fiber base, which has developed the second preliminary cut pattern in which the cut forming portion has formed the cut, into the shaping mold. 3 preliminary cut pattern acquisition units;
A cut pattern generation unit that generates a cut pattern for preform by cutting out and developing at least one of the overlapping regions in the third preliminary cut pattern acquired by the third preliminary cut pattern acquisition unit;
A simulation apparatus comprising: - 請求項12に記載のプリフォーム用基材の製造方法によって製造したことを特徴とするプリフォーム用基材。 A preform substrate manufactured by the preform substrate manufacturing method according to claim 12.
- 請求項13または14に記載のプリフォームの製造方法によって製造したことを特徴とするプリフォーム。 A preform manufactured by the preform manufacturing method according to claim 13 or 14.
- 複数の前記プリフォーム用基材を積層してなり、隣接する層と切り欠きエッジの突合せ位置が重ならないことを特徴とする請求項17に記載のプリフォーム。 The preform according to claim 17, wherein a plurality of the preform base materials are laminated so that adjacent positions do not overlap with the notch edge.
- 請求項17または18に記載のプリフォームと、
前記プリフォームに含浸した樹脂と、
を備えることを特徴とする繊維強化プラスチック成形体。 A preform according to claim 17 or 18,
A resin impregnated in the preform;
A fiber-reinforced plastic molded article comprising: - 繊維強化プラスチック成形体のプリフォームを構成する強化繊維基材の賦形前のカットパターンをシミュレーションによって生成するコンピュータに、
前記強化繊維基材の賦形特性を記憶部から読み出し、該賦形特性に基づいて前記強化繊維基材を賦形型に賦形する際の挙動をシミュレーションすることによって第1の予備カットパターンを取得する第1予備カットパターン取得ステップと、
前記第1予備カットパターン取得ステップで取得した前記第1の予備カットパターンから製品外の不要部分をトリムするトリムステップと、
前記トリムステップでトリムした前記第1の予備カットパターンを展開した強化繊維基材を前記賦形型に賦形する際の挙動をシミュレーションすることによって第2の予備カットパターンを取得する第2予備カットパターン取得ステップと、
前記第2予備カットパターン取得ステップで取得した前記第2の予備カットパターンに対して前記賦形特性に応じた切り込みを形成する切り込み形成ステップと、
前記切り込み形成ステップで切り込みを形成した前記第2の予備カットパターンを展開した強化繊維基材を前記賦形型に賦形する際の挙動をシミュレーションすることによって第3の予備カットパターンを取得する第3予備カットパターン取得ステップと、
前記第3予備カットパターン取得ステップで取得した前記第3の予備カットパターンにおいてオーバーラップした領域の少なくとも一方を切り取って展開することによってプリフォーム用のカットパターンを生成するカットパターン生成ステップと、
を実行させることを特徴とするシミュレーションプログラム。 To the computer that generates the cut pattern before shaping of the reinforcing fiber base constituting the preform of the fiber reinforced plastic molding by simulation,
A first preliminary cut pattern is obtained by reading out the shaping characteristics of the reinforcing fiber base from the storage unit and simulating the behavior when shaping the reinforcing fiber base into a shaping mold based on the shaping characteristics. A first preliminary cut pattern acquisition step to be acquired;
A trim step for trimming unnecessary portions outside the product from the first preliminary cut pattern acquired in the first preliminary cut pattern acquisition step;
The second preliminary cut for obtaining the second preliminary cut pattern by simulating the behavior when the reinforcing fiber base material developed from the first preliminary cut pattern trimmed in the trim step is shaped into the shaping mold A pattern acquisition step;
An incision forming step of forming an incision according to the shaping characteristic with respect to the second preliminary cut pattern acquired in the second preliminary cut pattern acquisition step;
A third preliminary cut pattern is obtained by simulating the behavior when forming the reinforcing fiber base, which has developed the second preliminary cut pattern in which the cut is formed in the cut forming step, into the shaping mold. 3 preliminary cut pattern acquisition steps;
A cut pattern generation step of generating a cut pattern for preform by cutting and developing at least one of the overlapping regions in the third preliminary cut pattern acquired in the third preliminary cut pattern acquisition step;
A simulation program characterized by executing
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014514663A JPWO2014157013A1 (en) | 2013-03-27 | 2014-03-20 | Simulation method, preform substrate manufacturing method, preform manufacturing method, simulation apparatus, preform substrate, preform, fiber-reinforced plastic molded body, and simulation program |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-066148 | 2013-03-27 | ||
| JP2013066148 | 2013-03-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014157013A1 true WO2014157013A1 (en) | 2014-10-02 |
Family
ID=51623990
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/057918 WO2014157013A1 (en) | 2013-03-27 | 2014-03-20 | Simulation method, preform substrate manufacturing method, preform manufacturing method, simulation device, preform substrate, preform, fiber-reinforced plastic molding, and simulation program |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2014157013A1 (en) |
| WO (1) | WO2014157013A1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016111190A1 (en) * | 2015-01-07 | 2016-07-14 | 東レ株式会社 | Prepreg |
| JP2018047684A (en) * | 2016-08-03 | 2018-03-29 | ザ・ボーイング・カンパニーThe Boeing Company | System and method associated with drape forming |
| JP2018122573A (en) * | 2017-02-03 | 2018-08-09 | 本田技研工業株式会社 | Fiber-reinforced resin molding, manufacturing method of fiber-reinforced resin molding and manufacturing apparatus thereof |
| JP2018176725A (en) * | 2017-04-17 | 2018-11-15 | 大日本印刷株式会社 | Evaluation method of substrate molding process, patterned substrate, program and storage medium |
| EP4019224A1 (en) * | 2017-01-18 | 2022-06-29 | Mitsubishi Chemical Corporation | Method for manufacturing fiber-reinforced plastic |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007162185A (en) * | 2005-12-16 | 2007-06-28 | Toray Ind Inc | Method for evaluating shape-retaining property of base material and method for producing frp |
| JP2008254438A (en) * | 2007-03-12 | 2008-10-23 | Nissan Motor Co Ltd | Conveying method and manufacturing equipment for preform |
-
2014
- 2014-03-20 WO PCT/JP2014/057918 patent/WO2014157013A1/en active Application Filing
- 2014-03-20 JP JP2014514663A patent/JPWO2014157013A1/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007162185A (en) * | 2005-12-16 | 2007-06-28 | Toray Ind Inc | Method for evaluating shape-retaining property of base material and method for producing frp |
| JP2008254438A (en) * | 2007-03-12 | 2008-10-23 | Nissan Motor Co Ltd | Conveying method and manufacturing equipment for preform |
Non-Patent Citations (2)
| Title |
|---|
| "Jidosha Keiryoka Tanso Sen'i Kyoka Fukugo Zairyo no Kenkyu Kaihatsu", JIGO HYOKA HOKOKUSHO, February 2009 (2009-02-01), pages III-11 - III-26, Retrieved from the Internet <URL:http://www.nedo.go.jp/content/100096702.pdf> [retrieved on 20140606] * |
| TOSHIYA KAMAE ET AL.: "Tanso Sen'i Fukugo Zairyo 'High Cycle Ittai Seikei Gijutsu' no Kenkyu Kaihatsu", DAI 23 KAI SENTAN GIJUTSU TAISHO OBO RONBUN, FUJI SANKEI BUSINESS I., 6 June 2014 (2014-06-06), pages 1 - 9, Retrieved from the Internet <URL:http://www.fbi-award.jp/sentan/jusyou/2009/6.pdf> * |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016111190A1 (en) * | 2015-01-07 | 2016-07-14 | 東レ株式会社 | Prepreg |
| JP5967323B1 (en) * | 2015-01-07 | 2016-08-10 | 東レ株式会社 | Prepreg |
| US10011695B2 (en) | 2015-01-07 | 2018-07-03 | Toray Industries, Inc. | Prepreg |
| JP2018047684A (en) * | 2016-08-03 | 2018-03-29 | ザ・ボーイング・カンパニーThe Boeing Company | System and method associated with drape forming |
| EP4019224A1 (en) * | 2017-01-18 | 2022-06-29 | Mitsubishi Chemical Corporation | Method for manufacturing fiber-reinforced plastic |
| US11660785B2 (en) | 2017-01-18 | 2023-05-30 | Mitsubishi Chemical Corporation | Method for manufacturing fiber-reinforced plastic |
| JP2018122573A (en) * | 2017-02-03 | 2018-08-09 | 本田技研工業株式会社 | Fiber-reinforced resin molding, manufacturing method of fiber-reinforced resin molding and manufacturing apparatus thereof |
| US10603825B2 (en) | 2017-02-03 | 2020-03-31 | Honda Motor Co., Ltd. | Fiber-reinforced resin molded article, manufacturing method, and manufacturing apparatus for fiber-reinforced resin molded article |
| JP2018176725A (en) * | 2017-04-17 | 2018-11-15 | 大日本印刷株式会社 | Evaluation method of substrate molding process, patterned substrate, program and storage medium |
| JP7025724B2 (en) | 2017-04-17 | 2022-02-25 | 大日本印刷株式会社 | Evaluation method of substrate molding process, patterned substrate, program and recording medium |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2014157013A1 (en) | 2017-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2014157013A1 (en) | Simulation method, preform substrate manufacturing method, preform manufacturing method, simulation device, preform substrate, preform, fiber-reinforced plastic molding, and simulation program | |
| Boddeti et al. | Optimal design and manufacture of variable stiffness laminated continuous fiber reinforced composites | |
| Allaoui et al. | Experimental preforming of highly double curved shapes with a case corner using an interlock reinforcement | |
| US9724891B2 (en) | Bead-stiffened composite parts | |
| CN104903081B (en) | The method that curved composite structural is made using compound prepreg tape | |
| EP3371720A1 (en) | Systems and methods for optimization of 3-d printed objects | |
| KR20150038250A (en) | Manufacturing method for article molded from fiber-reinforced composite material, and article molded from fiber-reinforced composite material | |
| JP6907503B2 (en) | Manufacturing method of cross-ply laminate and fiber reinforced plastic | |
| CN101495296A (en) | Method for production of a plurality of fiber-composite structural elements | |
| KR20160108519A (en) | Fiber-reinforced composite material molding and manufacturing method therefor | |
| CN108568977B (en) | Planar composite component with lay-up features for forming into 3D shapes | |
| Turk et al. | Mitigating forming defects by local modification of dry preforms | |
| JP2009191092A (en) | Preform for fpr member, manufacturing method thereof, and manufacturing method of frp member using the same | |
| JP2022535688A (en) | Method for weight reduction and/or design of additively manufactured articles | |
| US8649897B2 (en) | Laying-up method for non-planar composite components | |
| JP2007283586A (en) | Manufacturing process of fiber-reinforced composite | |
| Sun et al. | Dry textile forming simulations: a benchmarking exercise | |
| US20170017740A1 (en) | Method for use in the analysis of a composite component and a design tool | |
| WO2020218610A1 (en) | Method for manufacturing molded article of fiber-reinforced composite material, reinforcing fiber substrate and molded article of fiber-reinforced composite material | |
| JP6182400B2 (en) | FEM analysis model generation system and program for press forming using woven material or composite material, and FEM analysis system and program including the same | |
| JP2015189150A (en) | Manufacturing method of frp structure | |
| JP2017065066A (en) | Method and device for manufacturing preform | |
| WO2021157082A1 (en) | Method for manufacturing composite-material structure body, method for manufacturing laminated body, laminated body, and lamination mold | |
| Zhou et al. | Micro-geometric modeling of textile preforms with vacuum bag compression: an application of multi-chain digital element technique | |
| JP6566120B2 (en) | Manufacturing method of fiber reinforced plastic |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2014514663 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14776197 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 14776197 Country of ref document: EP Kind code of ref document: A1 |