WO2013010231A1 - Co-extruded film comprising at least three layers and use thereof - Google Patents
Co-extruded film comprising at least three layers and use thereof Download PDFInfo
- Publication number
- WO2013010231A1 WO2013010231A1 PCT/BR2011/000232 BR2011000232W WO2013010231A1 WO 2013010231 A1 WO2013010231 A1 WO 2013010231A1 BR 2011000232 W BR2011000232 W BR 2011000232W WO 2013010231 A1 WO2013010231 A1 WO 2013010231A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- block copolymer
- styrene
- layers
- mixture
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
Definitions
- the present invention relates to a process for producing coextruded thermoplastic films. Particularly, coextruded films with improved stiffness, torsion and shrinkage properties.
- Coextrusion is the extrusion of multilayer films simultaneously through the use of extrusion machines and special dies that combine different layered materials. This type of extrusion acts to give the final film a combination of the individual characteristics of each of the structure's component materials. It is a well known technique and has been widely used by plastic film manufacturers.
- plastic films use polymers that provide stiffness properties to them and among the polymers there is the use of polylactic acid PLA, polyethylene terephthalate PET and polystyrene PS for this purpose.
- PS is an especially interesting polymer when thinking about coextruded balloon films, and recently several initiatives are being proposed to make the use of this polymer possible for plastic packaging.
- PS is known for its rigidity, clarity and ease of printing properties and the biggest disadvantages of using PS in balloon films would be its processing difficulty, especially in the case of single layer films.
- One of the alternatives to overcome these difficulties would be to use one or more polyolefin layers in the final film or to combine PS with certain copolymers that can reduce their undesirable properties.
- plastic candy wrappers Particularly when thinking about the production of plastic candy wrappers, one needs packaging that can provide rigidity (due to the common sense that such wrappers should make their characteristic noise upon opening), proper twisting properties (which is a film that remains twisted once closed) and is inexpensive (both for its materials and the process used to produce it).
- These films are generally made of polypropylene (PP) or polyvinyl chloride (PVC) and have a preferred thickness between 30 and 50 ⁇ .
- PP polypropylene
- PVC polyvinyl chloride
- these films when made with PP, have poor torsional properties, often breaking and causing an unpleasant appearance to the end product as well as PVC meets environmental restrictions.
- metal blades eg aluminum
- stiffness these films are also lacking and high thicknesses are required in order to achieve the desired characteristics.
- WO1998052749 discloses a oriented coextruded film suitable for use as a mail envelope window film, which has a polyolefin layer and a non-gloss polystyrene surface layer. The document describes that there is an increase in stiffness and adhesion between film layers when oriented.
- WO1998052749 discloses a core layer film comprising a polypropylene homopolymer or copolymer and an outer layer comprising a blend polystyrene and a modified modified polystyrene.
- the outer layer also comprises a compatibilizing compound for matching the inner polypropylene layer to the outer polystyrene layer.
- One of the compounds used as compatibilizers is styrene butadiene styrene (SBS) copolymer.
- US2003 / 0091850 discloses a multilayer film for use as a coextrusion-produced packaging, laminating or labeling film which has two outer layers made of a polyolefin, a polyolefin blend or an olefin copolymer, and a core layer consisting of of a mixture of styrene homopolymers and styrene-butadiene-styrene block copolymers.
- the film produced is suitable for a label film and a packaging film, particularly as candy film.
- a 5-layer film is produced wherein the innermost layer comprises a polyolefin, polyolefin mixture or olefin copolymers; two layers adjacent to the innermost layer comprising styrene homopolymer and styrene-butadiene-styrene block copolymers; and two outer layers comprising polyolefins, blend of polyolefins and / or olefin copolymers.
- the present invention aims to find alternatives to plastic films of the art and which are films that can reconcile high rigidity, good torsion characteristics and low PS consumption. Additionally, the present invention aims to find films having the above characteristics and which films are suitable for use as plastic packaging for a variety of purposes.
- the present invention solves the problems of the art. through a coextruded film comprising at least 3 layers, characterized in that it comprises 50 to 80% thickness in the inner layer (A) comprising Polyethylene or Polypropylene, 10 to 25% in thickness in the outer layers (B) comprising a mixture of at least two styrene-butadiene block copolymers, wherein said mixture of block copolymers comprises from 5 to 20% of a thermoplastic elastomeric block copolymer and from 80 to 95% of a thermoplastic block copolymer.
- said film may preferably be mono-oriented at stretch ratios between 1: 1.2 and 1: 3.0, providing even greater rigidity to the final film, as well as providing said film with advantageous shrinkage and adhesion characteristics between the layers. .
- Said film is suitable as candy wrappers and, when provided with stretch characteristics, suitable as hygienic wrappers and for certain types of heat shrinkable labels.
- Figure 1 shows a 1.5 micron horizontal micrograph of the styrene-butadiene thermoplastic block copolymer structure obtained by Transmission Electron Microscopy (MET).
- FIG. 2 shows a 12 micron horizontal micrograph of a high impact polystyrene (HIPS) obtained by MET.
- HIPS high impact polystyrene
- Figure 3 shows a linear schematic of the structural arrangement of molecules within a styrene-butadiene thermoplastic block copolymer according to the present invention.
- Figure 4 shows a front view of the arrangement of molecules within a styrene-butadiene thermoplastic block copolymer according to the present invention. invention.
- Figure 5 shows a superior schematic of the arrangement of molecules within a styrene-butadiene thermoplastic elastomeric block copolymer according to the present invention. (that "spheres” are styrene blocks and “spirals” styrene-butadiene blocks)
- film it is to be understood as a material comprising one or more polymer layers and having a thickness of less than approximately 250 ⁇ .
- thermoplastic elastomeric block copolymer is to be understood as a copolymer capable of elastic deformation due to the distribution of chemically bonded styrene-butadiene copolymer chains to styrene molecules as shown in Figure 5.
- the present invention utilizes styrene / butadiene thermoplastic elastomeric block copolymer, also known as S-TPE (Styrene thermoplastic elastomer) obtained by styrene / butadiene block copolymerization with a "rigid” and “flexible” block sequence and containing a continuous elastomer phase formed by internal random poly (styrene / co-butadiene) blocks resulting in a structure with characteristics as shown in Figure 5.
- S-TPE Styrene thermoplastic elastomer
- such copolymer contains at least 65% styrene and a fraction of at least one elastomer the 70%.
- the elastomeric fraction being provided with a structure as defined in Figure 5.
- thermoplastic block copolymer is to be understood as a copolymer that is formed by the bonding of blocks. of different and intercalated polymers on a regular basis.
- the present invention utilizes thermoplastic block copolymers according to the molecular structures of Figures 3 and 4.
- the micrograph of the molecular structure of the thermoplastic block copolymer of the present invention is shown in Figure 1 and a well-organized structure of the present invention can be seen. same.
- the present invention solves the problems of the art by a coextruded film comprising at least 3 layers, characterized in that it comprises 50 to 80% thickness in the inner layer (A) comprising Polyethylene or Polypropylene, 10 to 25% in thickness in the outer layers (B ) comprising a mixture of at least two styrene-butadiene block copolymers, wherein said mixture of block copolymers comprises from 5 to 20% of a thermoplastic elastomeric block copolymer and from 80 to 95% of a thermoplastic block copolymer .
- This arrangement of layers and materials acts causing a significant increase in stiffness, especially when considering the small amount of styrene-butadiene copolymer (both rigid and rubbery) used in comparison to the films currently used in the art, ie with a rigid material in the outer layers and a filler material in the inner layer.
- an outer layer containing only a rigid block copolymer still has the drawbacks of containing several of the undesirable characteristics inherent in PS (easy breakage and difficult processing), as well as the need to improve interaction with the hardness layer.
- PE or PP present in the film core.
- the present invention circumvents this problem of the art by combining said rigid block copolymer mixed with a rubber block copolymer.
- the addition of this new thermoplastic elastomeric block copolymer decreases the characteristic stiffness that the use of polystyrene causes and improves the processability of the film during its production and increased interaction between the outer and inner layers.
- the film of the present invention can provide films with high stiffness, but with a considerable decrease in processing difficulties inherent in polystyrene.
- the filler material consists in principle of Polyethylene or Polypropylene and can easily be replaced by other polyolefins which may interact properly with the block copolymers used in the present invention.
- thermoplastic and thermoplastic elastomeric block copolymers of the present invention (the morphology of which is shown in the micrograph of Figure 1) have morphologies and molecular structures quite distinct from grafted styrene butadiene copolymers generally known by the acronym HIPS (High Impact Polystyrene) of figure 2). Differences in morphology and molecular structure between block copolymers and grafted copolymers are responsible for different physicochemical properties such as toughness, transparency, viscosity, gloss, etc.
- HIPS High Impact Polystyrene
- the copolymers used in the outer layers of the present invention are styrene-butadiene block copolymers. These copolymers have a high polarity compared to other similar block copolymers such as SBS or SEBS and act to increase the compatibility of the PE or PP containing layer and copolymer layers by increasing the adhesion between them in a proportionate manner. participation of copolymers in the formulation.
- said film may be mono-oriented at stretch ratios between 1: 1.3 and 1: 3.0. This stretch thus provides said film with advantageous stiffness characteristics that will be added to the already inherent characteristics of the multilayer film and provides greater adhesion between the copolymer layers and the PE.
- these films are in a stressed state after processing, they are considered to be excellent shrinkable films, ie films that when applying a temperature close to their thermal stabilization temperature, that is, the temperature at which submitted the film shortly after the mono-orientation process, suffer a controlled shrinkage towards its orientation. Such films are particularly useful when thinking about toilet paper packaging.
- said film is a 3 layer film comprising an inner layer of PE or PP, outer layers comprising a mixture of at least two styrene-butadiene block copolymers and wherein the mixture of block copolymers comprises 5 20% of a thermoplastic elastomeric block copolymer and 80 to 95% of a thermoplastic block copolymer.
- said mixture of block copolymers comprises from 7 to 15% of thermoplastic elastomeric block copolymer and 93 to 85% of thermoplastic block copolymer, more preferably from 7 to 10% of thermoplastic elastomeric block copolymer and 93 to 85%. 90% of thermoplastic block copolymer.
- the PE or PP-containing inner layer adjacent to the layer containing a mixture of at least two styrene-butadiene block copolymers is an inner layer with up to 10% of a thermoplastic elastomeric block copolymer. That is, for movies with 5 In layers, only the layers adjacent the outer layer as described in the present invention will contain up to 10% of a thermoplastic elastomeric block copolymer.
- the films of the present invention may be added with film friction controllers, anti-blocking additives, antistatic additives, additives designed to give a specific color to the final product, among others.
- the films of the present invention are extruded with thicknesses between 18 and 180 micrometers, preferably between 22 and 100 micrometers. When said films are oriented these films have thicknesses between 15 and 60 micrometres, preferably between 18 and 45 micrometres.
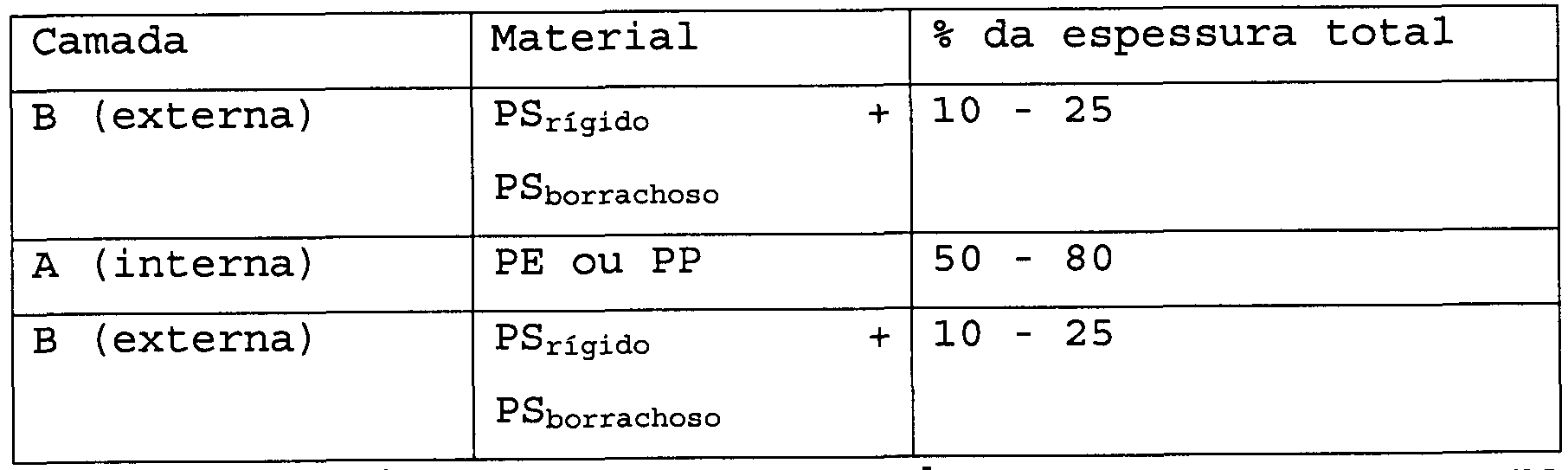
- the films of the present invention have a thickness arrangement between the layers according to table 1:
- said thicknesses are always the same on the outer layers in order to prevent a "flickering" effect of the film.
- the films of the present invention due to the specific arrangement of polymer composition and layer arrangement, can provide films that significantly reduce the amount of polystyrene copolymer employed to achieve adequate stiffness properties. for the above purposes.
- the core layer was prepared from a 30% blend of linear polyethylene low density metallocene and 70% low density polyethylene.
- a 3 layer coextruder (Carnevalli brand) was used with a 400 mm diameter die with a 1.3 mm lip opening. The width of the film was 1360 mm which corresponds to an inflation ratio of 1: 2.16.
- the outer layers (B) were produced to the same thickness (6 microns) and the inner layer (A) to 18 microns which in other words means that each of the outer layers (B) corresponds to 20% of the total thickness. and the inner layer (A) corresponds to 60% of the total film thickness.
- the total thickness of the extruded film was 30 microns.
- the present standards for measuring film properties obtained by the present invention are in accordance with the American Society for Testing and Materials (ASTM).
Landscapes
- Laminated Bodies (AREA)
Abstract
Description

Claims
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/BR2011/000232 WO2013010231A1 (en) | 2011-07-18 | 2011-07-18 | Co-extruded film comprising at least three layers and use thereof |
| BR112014000764-0A BR112014000764B1 (en) | 2011-07-18 | 2011-07-18 | CO-EXTRUDED FILM UNDERSTANDING AT LEAST 3 LAYERS AND THEIR USE |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/BR2011/000232 WO2013010231A1 (en) | 2011-07-18 | 2011-07-18 | Co-extruded film comprising at least three layers and use thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013010231A1 true WO2013010231A1 (en) | 2013-01-24 |
Family
ID=47557593
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/BR2011/000232 WO2013010231A1 (en) | 2011-07-18 | 2011-07-18 | Co-extruded film comprising at least three layers and use thereof |
Country Status (2)
| Country | Link |
|---|---|
| BR (1) | BR112014000764B1 (en) |
| WO (1) | WO2013010231A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014189783A1 (en) * | 2013-05-21 | 2014-11-27 | Sealed Air Corporation (Us) | Shrink sleeve label |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6060136A (en) * | 1995-10-13 | 2000-05-09 | Cryovac, Inc. | High modulus oxygen-permeable multilayer film |
| EP1138604A1 (en) * | 2000-03-30 | 2001-10-04 | Fina Research S.A. | Glossy plastic containers |
| EP1306209A1 (en) * | 2001-10-25 | 2003-05-02 | Nordenia Deutschland Gronau GmbH | Multilayered film produced by co-extrusion |
| WO2004024433A2 (en) * | 2002-09-16 | 2004-03-25 | Dow Global Technologies Inc. | High clarity, high stiffness films |
-
2011
- 2011-07-18 BR BR112014000764-0A patent/BR112014000764B1/en active IP Right Grant
- 2011-07-18 WO PCT/BR2011/000232 patent/WO2013010231A1/en active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6060136A (en) * | 1995-10-13 | 2000-05-09 | Cryovac, Inc. | High modulus oxygen-permeable multilayer film |
| EP1138604A1 (en) * | 2000-03-30 | 2001-10-04 | Fina Research S.A. | Glossy plastic containers |
| EP1306209A1 (en) * | 2001-10-25 | 2003-05-02 | Nordenia Deutschland Gronau GmbH | Multilayered film produced by co-extrusion |
| WO2004024433A2 (en) * | 2002-09-16 | 2004-03-25 | Dow Global Technologies Inc. | High clarity, high stiffness films |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014189783A1 (en) * | 2013-05-21 | 2014-11-27 | Sealed Air Corporation (Us) | Shrink sleeve label |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112014000764A8 (en) | 2018-07-17 |
| BR112014000764B1 (en) | 2020-12-15 |
| BR112014000764A2 (en) | 2017-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2406313B1 (en) | Machine direction oriented film for labels | |
| CN106794664B (en) | Abrasion strength, clarity and conformability enhanced films | |
| JP5294974B2 (en) | Heat-shrinkable laminated film, molded product using the film, heat-shrinkable label, and container | |
| JP4688750B2 (en) | Heat-shrinkable laminated film, molded product using the film, heat-shrinkable label, and container | |
| JPS61164825A (en) | Coextruded multilayer sheet and sleeve label for bottle body | |
| WO2012070130A1 (en) | Heat-shrinkable laminated film, molded article using the film, heat-shrinkable label and container | |
| CN101722700A (en) | Low-haze multi-layer co-extrusion two-way stretching polyamide film and preparation method | |
| CN102190824A (en) | Hot-seal functional stretch film | |
| JP3845410B2 (en) | Heat shrinkable laminated film | |
| JP5235760B2 (en) | Heat-shrinkable laminated film, molded product using the film, heat-shrinkable label, and container | |
| US20080286540A1 (en) | Multilayer Heat Shrinkable Polystyrene Film and Heat Shrinkable Label and Container Using the Film | |
| CN106626654A (en) | Polyolefin bidirectional stretching film and preparation method thereof | |
| WO2013010231A1 (en) | Co-extruded film comprising at least three layers and use thereof | |
| CN112721366B (en) | Low-density, low-shrinkage force and scratch-resistant heat-shrinkable label film and preparation method thereof | |
| CN1336279A (en) | Composite nacreous paper label and its making process and equipment | |
| CN103112228B (en) | Polyamide multifunctional fresh-keeping film | |
| MXPA02000569A (en) | Paper-type plastic film. | |
| WO2017175514A1 (en) | Method for manufacturing molded article having grain pattern, and molded article having grain pattern | |
| KR102316721B1 (en) | Pharmaceutical packaging sheets containing graphene | |
| US20100272929A1 (en) | Labels | |
| CN209096188U (en) | A kind of high stretching puncture resistant goods packing film | |
| JP4684093B2 (en) | Multilayer heat shrink film | |
| KR19990047920A (en) | Styrene resin-based heat-shrinkable film composition and method for producing same | |
| JP4362896B2 (en) | Thermoplastic resin molded body and method for producing the same | |
| CN115946379A (en) | Production method of CPP (cast polypropylene) matt tissue film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11869634 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112014000764 Country of ref document: BR |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11869634 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 112014000764 Country of ref document: BR Kind code of ref document: A2 Effective date: 20140113 |