WO2012044204A1 - СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ - Google Patents
СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ Download PDFInfo
- Publication number
- WO2012044204A1 WO2012044204A1 PCT/RU2011/000730 RU2011000730W WO2012044204A1 WO 2012044204 A1 WO2012044204 A1 WO 2012044204A1 RU 2011000730 W RU2011000730 W RU 2011000730W WO 2012044204 A1 WO2012044204 A1 WO 2012044204A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- deformation
- heating
- degree
- tpp
- temperature
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
- C22F1/183—High-melting or refractory metals or alloys based thereon of titanium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
Definitions
- the invention relates to non-ferrous metallurgy, in particular to thermomechanical processing of titanium alloys, and can be used for the manufacture of structural parts and components of aerospace engineering, mainly chassis and glider parts, from high-strength pseudo- ⁇ titanium alloys.
- the high specific strength of pseudo- ⁇ titanium alloys is very useful for use in aircraft structures.
- the most important problem in creating competitive passenger aircraft is the creation of structures and the selection of materials that can ensure high operational properties and weight characteristics.
- the need for these alloys was due to the fact that current trends in increasing the overall weight and weight characteristics of commercial aircraft have led to an increase in the cross sections of highly loaded parts, for example, such as landing gears or glider parts, ensuring a uniform level of mechanical properties.
- Such structures use either high alloy steels or titanium alloys.
- the potential benefits of replacing alloy steels with titanium alloys are substantial, as As they allow to reduce the mass of parts by at least 1.5 times, increase corrosion resistance and simplify maintenance.
- titanium alloys allow us to solve these problems and can be used to manufacture a wide range of critical products, including large stampings and forgings with a cross section of more than 15 ( ⁇ 200 mm, as well as semi-finished products of small cross-section, such as rods, plates up to 75 mm, which are widely used for the manufacture of various parts of aviation equipment, including fasteners.
- the use of titanium alloys despite the specific strength properties that are advantageous in comparison with steel, is limited by technol In particular, the relatively high specific deformation forces due to lower deformation temperatures with respect to high alloy steels, low thermal conductivity, and the difficulty of obtaining uniform mechanical properties and structure, especially in the manufacture of parts of massive cross section, therefore, to ensure All required quality indicators of the obtained metal require individual methods of processing.
- Ti-5Al-5Mo-5V-3Cr-Zr compares favorably with known alloys, for example, Ti-10V-2Fe-3Al alloys, they are less prone to segregation, and have strength characteristics up to 10% higher. than Ti-10V-2Fe-3Al alloy, they have increased hardenability, which allows stamping with a cross section up to 200 mm and more (almost twice as large) with uniform structure and properties, as well as more technological. In addition, alloys of this class with a strength of more than 1100 MPa have a fracture toughness comparable to that of Ti-6A1-4V, but the Ti-6A1-4V alloy ascends in strength by 150-200 MPa. These alloys meet the requirements of modern aircraft.
- stamped products are used, the mass of which varies from 23 kg (50 pounds) to 2600 kg (5700 pounds), and lengths from 400 mm (16 inches) to 5700 mm (225 inches).
- a key factor affecting the quality of these products is thermo-mechanical processing.
- Known methods do not allow to produce products with the desired stable mechanical properties.
- a known method of processing billets of titanium alloys including the deformation of the ingot by upsetting and drawing it at temperatures at temperatures ⁇ - region with a degree of deformation of 50- ⁇ 60%, forging a billet at temperatures ( ⁇ + ⁇ ) - region of sediment with a degree of deformation of 50 - ⁇ 60% and the final deformation of the workpiece at temperatures of the ⁇ -region with a degree of deformation of 50 ⁇ -60% with further annealing of the obtained forgings at a temperature of 20 ⁇ -60 ° C higher than the temperature of the polymorphic transformation (hereinafter - CCI) and shutter speed 20- ⁇ 40 min. (A.S. USSR Ho1487274, IPC B2 / 00, publ. 06/10/1999)
- the known method is characterized by a high probability of non-filling of high and thin ribs of complex contour stamped products and high localization of deformation during one-time deformation of the workpiece at temperatures of the ⁇ -region with a degree of 50- ⁇ 60%, in addition, in the case of the final deformation of the workpiece in ⁇ -regions for several transitions inevitably there is a significant increase in grain due to collective recrystallization, which leads to a decrease in the level of mechanical properties.
- a known method of producing rods of pseudo-titanium alloys for fasteners including heating the workpiece to a temperature above the temperature of polymorphic transformation in the ⁇ -region, rolling at this temperature, cooling to ambient temperature, heating the rolled metal to a temperature of 20-50 ° From below the temperature of polymorphic transformation into (a + P) regions and the final rolling at this temperature (RF Patent ⁇ 22178014, MP C22F1 / 18, V21VZ / 00, publ. 02/10/2002) - prototype.
- the disadvantage of this method is that it is intended for the manufacture by rolling products of relatively small sections, for which the deformation at the final stage at (TPP-20) - ⁇ - (TPP-50) ° C is sufficient to provide the required level of microstructure and, therefore, obtaining the necessary mechanical properties, however, in the manufacture of complex contour products of large cross sections (more than 101 mm thick) and large overall dimensions of deformation of the indicated degree at the final stage in the ( ⁇ + ⁇ ) region, it is not enough to obtain ne microstructure and consequently, uniform mechanical properties, in addition, we thermomechanical treatment regimes are not optimal due to gotovleniya bulky metal presswork.
- the problem to which the invention is directed is the regulated production of products from pseudo- ⁇ -titanium alloys having a homogeneous structure in combination with a uniform and high level of strength properties and high fracture toughness sheniya.
- the technical result of this method is to obtain high-precision deformed products with stable properties, having sections with a thickness of 100 mm and above and a length of more than 6 m, while the following relationships of mechanical properties are guaranteed to be achieved:
- the value of the criterion of fracture toughness K] C is greater than 70 MPa ⁇ / m while providing a value of temporary tensile strength of at least 1,100 MPa.
- thermomechanical treatment includes heating to a temperature of 150–380 ° C higher than the TPP and deformation with a degree of deformation
- recrystallization is carried out by heating workpieces to a temperature of 70 ⁇ -140 ° C higher Type and subsequent deformation with a degree of deformation of 20-60% with cooling to room temperature, then after heating to a temperature of 20-60 ° C below the TPP, the workpiece is deformed with a degree of deformation of 30 g70% and additional recrystallization treatment is carried out by heating the preform to a temperature of 30 -110 ° C above the TPP and subsequent deformation with a degree of deformation of 15-50% with cooling to room temperature, then after heating to a temperature of 20 -60 ° C below the TPP deformation with degree d deformations of 50–90% and further final deformation.
- the final deformation is carried out after heating 10 -50 ° C below the TPP with a degree of deformation of 20- ⁇ 40% to ensure a tensile strength of more than 1200 MPa and a fracture toughness of Kyu of at least 35 Mna M, and to provide a viscosity fracture Kic over 70 MnaVM And the values of temporary tensile strength not less than 1100 MPa, the final deformation is carried out after heating at 40h-100 ° C higher
- TPP with a degree of deformation of 10 -40%.
- additional deformation is carried out with a degree of deformation of not more than 15% after heating by 20 ° C below Tpp.
- CCM metal utilization factor
- the first deformation is carried out after the ingot is heated to a temperature of 150–380 ° C above the TPP and a degree of deformation of 40–70%, which destroys the cast structure, averages the chemical composition of the alloy, and compacts the workpiece, eliminating such casting defects like voids, shells, etc.
- the heating temperature below the specified limit leads to a decrease in plastic characteristics, difficulty in deformation and the appearance of surface cracking
- the heating temperature above the specified limit causes a slight increase in the gas-saturated layer, which leads to surface tears during deformation, deterioration of the quality of the metal surface and, accordingly, to an increased removal of metal from the surface of the workpieces.
- the following deformation of the workpiece with a degree of 30–60% after heating at 60n – 220 ° C above the TPP allows the grain size to be slightly crushed with respect to cast grain and to increase the ductility of the metal so that subsequent deformation in the (a + P) region does not lead to the formation of defects.
- Further deformation with a degree of 30-60% after heating the workpiece at 20-N ° C below the TPP destroys the larger-angle grain boundaries, increases the dislocation density, i.e. deformation hardening is carried out.
- the metal has increased internal energy, and subsequent heating to a temperature of 70 g of 140 ° C above the TPP with a deformation of 20-60% is accompanied by grain recrystallization. Due to the significant cross-sections of intermediate blanks at this stage of the technological process, it is not possible to provide the required grain size, therefore, repeated deformation hardening is performed, for which
- the final deformation is carried out depending on the necessary combination of fracture toughness level and temporary tensile strength.
- the final deformation is carried out with a degree of deformation of 20–40% after heating by 10–50 ° C below the temperature of 5 polymorphic transformation, which allows one to obtain throughout the product section, an equiaxed small globular-lamellar structure that provides a high level of strength with satisfactory values of the fracture toughness Kyu.
- Temperature inter the heating shaft during final deformation allows to increase the degree of grinding and coagulation of the primary ⁇ -phase.
- the final deformation is carried out with a deformation degree of 10–40% after heating by 40–100 ° C above the polymorphic transformation temperature .
- the final deformation of this kind makes it possible to obtain a uniform plate microstructure over the entire cross section of the workpiece, which provides higher values of the Kic criterion with satisfactory values of the strength properties.
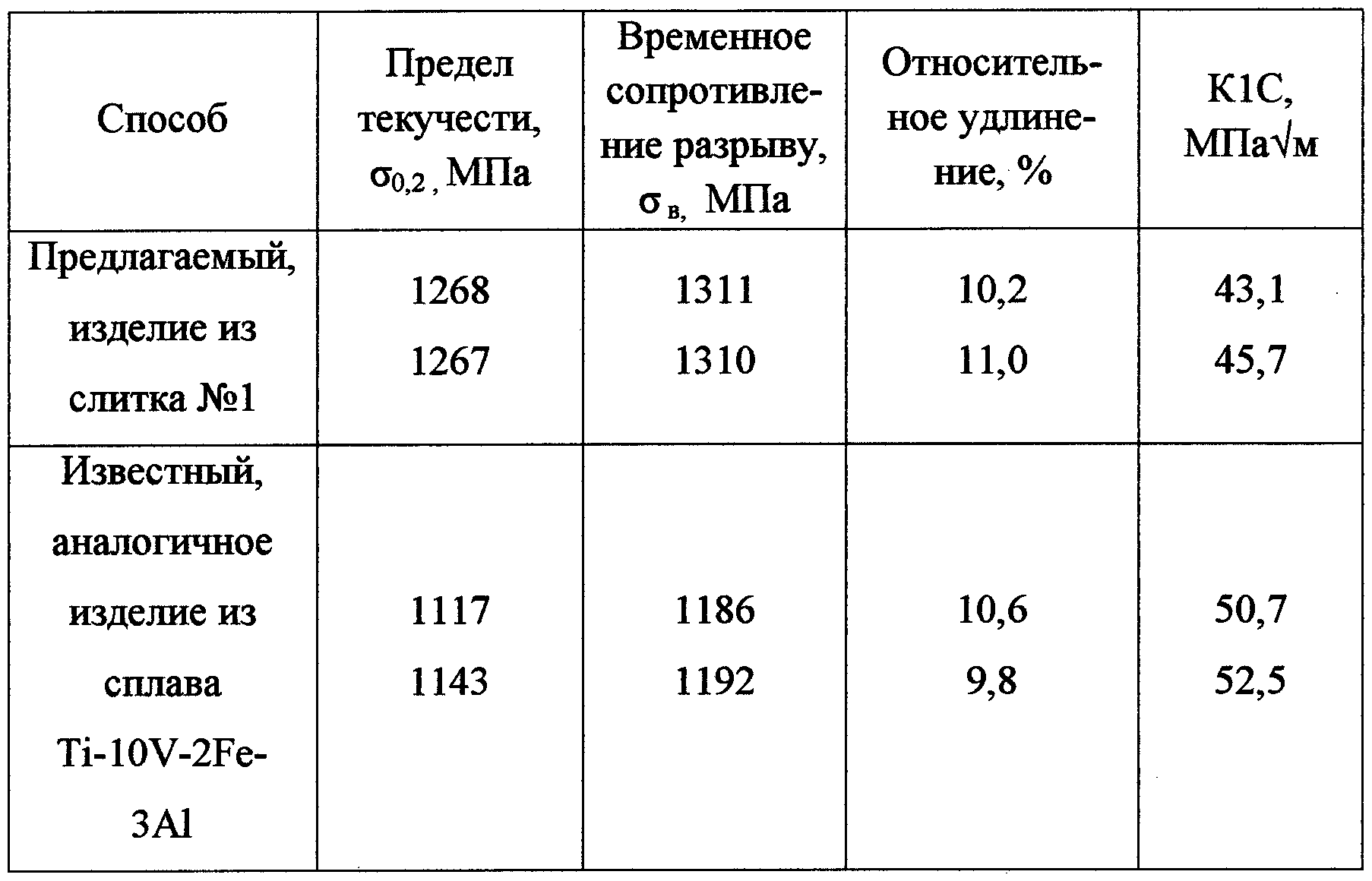
- the ingot N ° 1 was heated to a temperature of 330 ° C above the TPP and comprehensive forging was performed with a strain of 65%. After that, the obtained billet was heated to a temperature 200 ° C above the TPP and was deformed to a degree of 58%, and then, after heating to a temperature 30 ° C below the TPP, forging was performed with a degree of deformation of 55%. Then, recrystallization treatment was carried out by heating to a temperature of 120 ° C above the TPP and subsequent deformation of 25%.
- the metal was heated to a temperature 30 ° C lower Type and stamped in the final stamp with a degree of deformation of 2 (N30% in various sections After heat treatment according to the well-known regime (processing for solid solution and aging), the obtained part was studied (see Table 2).
- Table 2 shows, for reference, the values of the mechanical properties of a similar product manufactured by a known method from the alloy Ti-10V-2Fe-3Al).
- the JSfe 2 ingot was heated to a temperature 300 ° C higher than the TPP and comprehensive forging was performed with a degree of deformation of 62%. After that, the obtained billet was heated to a temperature of 220 ° C above the TPP and was deformed to a degree of 36%, and then, after heating to a temperature of 30 ° C below the TPP, forging was performed with a degree of deformation of 30%. Then, recrystallization treatment was carried out by heating to a temperature of 120 ° C above the TPP and subsequent deformation of 20%.
- the metal was then heated to a temperature of 80 ° C above the TPP and final deformation (final stamping) was carried out with a degree of deformation of 15-35 % in various sections of the part. After heat treatment according to the known regime (treatment for solid solution and aging), the obtained part was studied (see Table 3).
- the Ne 3 ingot was heated to a temperature 250 ° C higher than the TPP and comprehensive forging was carried out with a degree of deformation of 45%. After that, the obtained billet was heated to a temperature of 190 ° C above the TPP and was deformed with a degree of 53% and further, after heating to a temperature of 30 ° C below the TPP, forging was performed with a degree of deformation of 56%. Then, recrystallization treatment was carried out by heating to a temperature of 120 ° C above the TPP and subsequent deformation of 25%.
- the present invention allows to regulate in products, especially large ones, from high-strength pseudo-titanium alloys containing (4.0 + 6.0)% A1 -
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Forging (AREA)
Abstract
Description

Claims
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/876,017 US9297059B2 (en) | 2010-09-27 | 2011-09-23 | Method for the manufacture of wrought articles of near-beta titanium alloys |
| EP11829668.0A EP2623628B1 (en) | 2010-09-27 | 2011-09-23 | Method for manufacturing deformed articles from pseudo- beta-titanium alloys |
| CA2812347A CA2812347A1 (en) | 2010-09-27 | 2011-09-23 | Method for the manufacture of wrought articles of near-beta titanium alloys |
| CN201180046734.8A CN103237915B (zh) | 2010-09-27 | 2011-09-23 | 近β钛合金的锻造制品的制备方法 |
| BR112013006741A BR112013006741A2 (pt) | 2010-09-27 | 2011-09-23 | método de fabricação de artigos forjados de ligas de titânio quase-beta |
| JP2013530110A JP5873874B2 (ja) | 2010-09-27 | 2011-09-23 | 近β型チタン合金の鍛造製品の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2010139738/02A RU2441097C1 (ru) | 2010-09-27 | 2010-09-27 | Способ изготовления деформированных изделий из псевдо-бета-титановых сплавов |
| RU2010139738 | 2010-09-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012044204A1 true WO2012044204A1 (ru) | 2012-04-05 |
Family
ID=45786485
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/RU2011/000730 WO2012044204A1 (ru) | 2010-09-27 | 2011-09-23 | СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9297059B2 (ru) |
| EP (1) | EP2623628B1 (ru) |
| JP (1) | JP5873874B2 (ru) |
| CN (1) | CN103237915B (ru) |
| BR (1) | BR112013006741A2 (ru) |
| CA (1) | CA2812347A1 (ru) |
| RU (1) | RU2441097C1 (ru) |
| WO (1) | WO2012044204A1 (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103668027A (zh) * | 2013-12-15 | 2014-03-26 | 无锡透平叶片有限公司 | 一种TC25钛合金的准β锻造工艺 |
| CN115747689A (zh) * | 2022-11-29 | 2023-03-07 | 湖南湘投金天钛业科技股份有限公司 | Ti-1350超高强钛合金大规格棒材高塑性锻造方法 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103045978B (zh) * | 2012-11-19 | 2014-11-26 | 中南大学 | Tc18钛合金板材的制备方法 |
| CN103846377B (zh) * | 2014-03-14 | 2015-12-30 | 西北工业大学 | 近β钛合金Ti-7333的开坯锻造方法 |
| RU2561567C1 (ru) * | 2014-06-10 | 2015-08-27 | Федеральное государственное автономное образовательное учреждение высшего профессионального образования "Уральский федеральный университет имени первого Президента России Б.Н. Ельцина" | Способ термической обработки крупногабаритных изделий из высокопрочного титанового сплава |
| FR3024160B1 (fr) * | 2014-07-23 | 2016-08-19 | Messier Bugatti Dowty | Procede d'elaboration d`une piece en alliage metallique |
| RU2709568C1 (ru) * | 2016-04-22 | 2019-12-18 | Арконик Инк. | Усовершенствованные способы чистовой обработки экструдированных титановых изделий |
| RU2635650C1 (ru) * | 2016-10-27 | 2017-11-14 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Способ термомеханической обработки высоколегированных псевдо-β титановых сплавов, легированных редкими и редкоземельными металлами |
| CN107350406B (zh) * | 2017-07-19 | 2018-11-27 | 湖南金天钛业科技有限公司 | Tc19钛合金大规格棒材的自由锻造方法 |
| CN107760925B (zh) * | 2017-11-10 | 2018-12-18 | 西北有色金属研究院 | 一种高强改性Ti-6Al-4V钛合金大规格棒材的制备方法 |
| CN111014527B (zh) * | 2019-12-30 | 2021-05-14 | 西北工业大学 | 一种tc18钛合金小规格棒材的制备方法 |
| CN114790524B (zh) * | 2022-04-09 | 2023-11-10 | 中国科学院金属研究所 | 一种高断裂韧性Ti2AlNb基合金锻件的制备工艺 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63105954A (ja) * | 1986-10-22 | 1988-05-11 | Kobe Steel Ltd | Nearβ型チタン合金の熱間加工方法 |
| CN2178014Y (zh) | 1993-09-27 | 1994-09-21 | 南京市爱通数字自动化研究所 | 交流电机综合监护器 |
| JPH11335803A (ja) * | 1998-05-26 | 1999-12-07 | Kobe Steel Ltd | nearβ型チタン合金コイルの製法 |
| RU2178014C1 (ru) * | 2000-05-06 | 2002-01-10 | ОАО Верхнесалдинское металлургическое производственное объединение | СПОСОБ ПРОКАТКИ ПРУТКОВ ИЗ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ |
| RU2318074C1 (ru) * | 2006-08-31 | 2008-02-27 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Способ термомеханической обработки изделий из титановых сплавов |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2169782C1 (ru) * | 2000-07-19 | 2001-06-27 | ОАО Верхнесалдинское металлургическое производственное объединение | Сплав на основе титана и способ термической обработки крупногабаритных полуфабрикатов из этого сплава |
| EP1786943A4 (en) * | 2004-06-10 | 2008-02-13 | Howmet Corp | THERMALLY PROCESSED MOLD PRODUCT BASED ON TITANIUM ALLOY QUASI BETA |
| US20070102073A1 (en) * | 2004-06-10 | 2007-05-10 | Howmet Corporation | Near-beta titanium alloy heat treated casting |
| CN101451206B (zh) | 2007-11-30 | 2010-12-29 | 中国科学院金属研究所 | 一种超高强度钛合金 |
| CN101323939B (zh) | 2008-07-31 | 2010-06-09 | 吴崇周 | 一种提高钛合金断裂韧性和抗疲劳强度的热加工工艺 |
| FR2940319B1 (fr) * | 2008-12-24 | 2011-11-25 | Aubert & Duval Sa | Procede de traitement thermique d'un alliage de titane, et piece ainsi obtenue |
| CN101804441B (zh) * | 2008-12-25 | 2011-11-02 | 贵州安大航空锻造有限责任公司 | Tc17两相钛合金盘形锻件的近等温锻造方法 |
-
2010
- 2010-09-27 RU RU2010139738/02A patent/RU2441097C1/ru active
-
2011
- 2011-09-23 JP JP2013530110A patent/JP5873874B2/ja active Active
- 2011-09-23 CA CA2812347A patent/CA2812347A1/en not_active Abandoned
- 2011-09-23 CN CN201180046734.8A patent/CN103237915B/zh active Active
- 2011-09-23 EP EP11829668.0A patent/EP2623628B1/en active Active
- 2011-09-23 US US13/876,017 patent/US9297059B2/en active Active
- 2011-09-23 BR BR112013006741A patent/BR112013006741A2/pt not_active Application Discontinuation
- 2011-09-23 WO PCT/RU2011/000730 patent/WO2012044204A1/ru active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63105954A (ja) * | 1986-10-22 | 1988-05-11 | Kobe Steel Ltd | Nearβ型チタン合金の熱間加工方法 |
| CN2178014Y (zh) | 1993-09-27 | 1994-09-21 | 南京市爱通数字自动化研究所 | 交流电机综合监护器 |
| JPH11335803A (ja) * | 1998-05-26 | 1999-12-07 | Kobe Steel Ltd | nearβ型チタン合金コイルの製法 |
| RU2178014C1 (ru) * | 2000-05-06 | 2002-01-10 | ОАО Верхнесалдинское металлургическое производственное объединение | СПОСОБ ПРОКАТКИ ПРУТКОВ ИЗ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ |
| RU2318074C1 (ru) * | 2006-08-31 | 2008-02-27 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Способ термомеханической обработки изделий из титановых сплавов |
Non-Patent Citations (1)
| Title |
|---|
| USSR INVENTOR'S CERTIFICATE NO. 1487274, IPC B2LJ5/00, 10 June 1999 (1999-06-10) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103668027A (zh) * | 2013-12-15 | 2014-03-26 | 无锡透平叶片有限公司 | 一种TC25钛合金的准β锻造工艺 |
| CN115747689A (zh) * | 2022-11-29 | 2023-03-07 | 湖南湘投金天钛业科技股份有限公司 | Ti-1350超高强钛合金大规格棒材高塑性锻造方法 |
| CN115747689B (zh) * | 2022-11-29 | 2023-09-29 | 湖南湘投金天钛业科技股份有限公司 | Ti-1350超高强钛合金大规格棒材高塑性锻造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5873874B2 (ja) | 2016-03-01 |
| JP2014506286A (ja) | 2014-03-13 |
| EP2623628A1 (en) | 2013-08-07 |
| EP2623628A8 (en) | 2013-10-30 |
| RU2441097C1 (ru) | 2012-01-27 |
| CA2812347A1 (en) | 2012-04-05 |
| CN103237915A (zh) | 2013-08-07 |
| US20130233455A1 (en) | 2013-09-12 |
| BR112013006741A2 (pt) | 2016-06-14 |
| CN103237915B (zh) | 2015-03-11 |
| US9297059B2 (en) | 2016-03-29 |
| EP2623628A4 (en) | 2016-06-29 |
| EP2623628B1 (en) | 2018-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012044204A1 (ru) | СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ | |
| RU2368695C1 (ru) | Способ получения изделия из высоколегированного жаропрочного никелевого сплава | |
| CN111057903B (zh) | 一种大规格钛合金锁紧环及其制备方法 | |
| CN111438317B (zh) | 一种具有高强高韧近β型钛合金锻件锻造成形的制备方法 | |
| CN109182809B (zh) | 一种低成本高强韧变形镁合金及其制备方法 | |
| CN114645162A (zh) | 一种难变形高温合金的细晶均质盘锻件的制造方法 | |
| EP3234208B1 (en) | Aluminum alloy suitable for the high speed production of aluminum bottle and the process of manufacturing thereof | |
| CN109536803B (zh) | 一种高延展性低稀土镁合金板材及其制备方法 | |
| RU2724751C1 (ru) | Заготовка для высокопрочных крепежных изделий, выполненная из деформируемого титанового сплава, и способ ее изготовления | |
| RU2536614C2 (ru) | Способ получения прутков и способ получения тонкой проволоки из сплава системы никель-титан с эффектом памяти формы | |
| Wang et al. | A two-step superplastic forging forming of semi-continuously cast AZ70 magnesium alloy | |
| KR20150065418A (ko) | 마그네슘 합금 판재 및 이의 제조 방법 | |
| RU2301845C1 (ru) | Способ получения изделия из жаропрочного никелевого сплава | |
| CN114558967B (zh) | 一种铝合金超大型环锻件的制备方法 | |
| CN110205572B (zh) | 一种两相Ti-Al-Zr-Mo-V钛合金锻棒的制备方法 | |
| CN110592402A (zh) | 生产钛及钛合金制品的方法 | |
| CN114150180B (zh) | 一种电子束熔丝3d打印用海洋工程钛合金材料及其制备方法 | |
| CN109234592B (zh) | 一种低温轧制高强韧变形镁合金及其制备方法 | |
| WO2009102233A1 (ru) | Способ штамповки заготовок из наноструктурных титановых сплавов | |
| CN112708788B (zh) | 一种提高k403合金塑性的方法,模具材料和制品 | |
| CN105671376B (zh) | 高强高塑重力铸造与室温冷轧亚共晶铝硅合金材料及其制造方法 | |
| CN115572858A (zh) | 一种细小全片层变形TiAl合金及其制备方法 | |
| CN114318087A (zh) | 一种航空发动机壳体用Al-Zn-Mg-Cu系铝合金及其制备方法 | |
| CN108015255A (zh) | 一种高速工具钢的制备方法 | |
| JP2024518681A (ja) | 高強度ファスナを製造するための材料およびそれを製造するための方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11829668 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE2 | Request for preliminary examination filed before expiration of 19th month from priority date (pct application filed from 20040101) | ||
| ENP | Entry into the national phase |
Ref document number: 2812347 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 2013530110 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011829668 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13876017 Country of ref document: US |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112013006741 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112013006741 Country of ref document: BR Kind code of ref document: A2 Effective date: 20130325 |