WO2011102402A1 - Steel for molds with excellent hole processability and reduced processing deformation, and method for producing same - Google Patents
Steel for molds with excellent hole processability and reduced processing deformation, and method for producing same Download PDFInfo
- Publication number
- WO2011102402A1 WO2011102402A1 PCT/JP2011/053327 JP2011053327W WO2011102402A1 WO 2011102402 A1 WO2011102402 A1 WO 2011102402A1 JP 2011053327 W JP2011053327 W JP 2011053327W WO 2011102402 A1 WO2011102402 A1 WO 2011102402A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel
- less
- molds
- mold
- mass
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
Definitions
- the present invention relates to a mold for plastic molding, for example, and relates to a mold steel that is most suitable for mold parts such as a nest that constitutes a cavity portion and a holder that holds the nest, and a manufacturing method thereof.
- the steel for molds of Patent Document 1 whose structure is mainly controlled by lower bainite is excellent in machinability. And in this improvement of machinability, the lower bainite of the prehardened structure after tempering (quenching and tempering) by mutual adjustment of Ni and Cu greatly contributes.
- the processing area for the mold steel increases, and the mold carving depth also increases. Therefore, in the steel for mold before processing, for example, if the residual stress introduced at the time of quenching is distributed remarkably and non-uniformly, the residual stress is partially released at the time of die engraving. There is a concern that processing distortion may occur in the mold. Therefore, in order to suppress this processing strain, it is effective to reduce the residual stress in the mold steel.
- an object of the present invention is to provide excellent machinability, particularly ⁇ 5 mm or less, because even a die steel with a large cross-sectional dimension can maintain a uniform lower bainite structure and reduce residual stress. It is intended to provide a die steel that achieves a hole workability that can cope with small-diameter hole machining and a reduction in machining strain.
- the present inventor examined a method capable of compensating a sufficient and uniform lower bainite structure even when the cooling rate during quenching described above is slow. And even if residual stress that may cause processing strain is introduced during the quenching, a method that can efficiently reduce the residual stress later was studied. As a result, it was found that these techniques can be achieved together by improving the component composition based on the component composition of the mold steel of Patent Document 1, and reached the mold steel of the present invention.
- the present invention is, in mass%, C: 0.15 to 0.30%, Si: 1.0% or less, Mn: 2.0% or less, Ni: 0.6 to 1.5%, Cr: 1 More than 0.0 to 2.0%, Mo and W alone or in combination (Mo + 1 / 2W): 1.2% or less, V: 0.03 to 0.15%, Cu: 0.1 to 0.5% Less than, S: 0.05% or less, Al is controlled to 0.1% or less, N is controlled to 0.06% or less, O is controlled to 0.005% or less, and the balance is composed of Fe and inevitable impurities.
- the composition is expressed by mass%.
- Formula 1 [% Ni] +1.2 [% Cu] has a value of 0.70 to 1.80, and the cross-sectional structure is 50% by area of the lower bainite.
- the steel for molds is excellent in hole workability and processing strain suppression, characterized by having a hardness of 34 to 45 HRC.
- the mold steel of the present invention has the following composition by mass%: (1) C: 0.17 to 0.25%, Cr: 1.2 to 1.8%, (2) Ni: 0.00. 6 to 1.2%, Cu: 0.1 to 0.45%, (3) Formula 1: 1 of [% Ni] +1.2 [% Cu] is 1.10 to 1.60 It is preferable to satisfy one or more conditions.
- the mold steel of the present invention preferably has the above (Mo + 1 / 2W) of 0.2 to 1.0%, or more preferably S of 0.005 to 0.05%.
- the composition of the steel is expressed by the formula 2 expressed by mass%: 60 [% C] +1.5 [% Si] + [% Ni] +6 [% Cr] +2 [% Mo + 1/2% W (single or composite)]
- the value of +20 [% V] +0.2 [% Cu] is preferably 16.20 to 38.10.
- the present invention is characterized in that a steel having the above composition is quenched and tempered at 570 ° C. or higher, thereby adjusting the cross-sectional structure to 50 area% or lower of the lower bainite and the hardness to 34 to 45 HRC.
- This is a method for producing steel for molds excellent in suppressing hole workability and processing strain.
- the cooling rate in the range from 450 ° C. to 400 ° C. is preferably 3 ° C./min or more.
- the heating temperature is preferably 850 to 1050 ° C.
- the structure and the tempering properties described later are optimized by an appropriate combination of the component composition, in particular, mutual adjustment of C, Cr, Ni, and Cu, so that it has high hardness and excellent toughness.
- the mold steel that has both machinability and ability to suppress processing strain and can be easily applied to a large mold.
- the feature of the present invention is that for the steel for molds of Patent Document 1 excellent in bainite hardenability, the readjustment of the constituent element species, in particular, the relationship between the amounts of C, Cr, Ni, and Cu has been reviewed.
- the present inventors have found an optimum component composition that can improve the lower bainite uniformity of the structure and can cope with the reduction of residual stress that the structure can have.
- the mold steel of the present invention is assumed to be so-called pre-hardened steel which is supplied with a predetermined tempered hardness and is used after being engraved and polished after being tempered.
- the tempered hardness is adjusted by a series of heat treatments by quenching and generally tempering at 550 ° C. or higher, which includes high hardness for obtaining a mirror finish and high toughness and From the viewpoint of achieving both low hardness for obtaining machinability (tool life), it is preferably in the range of 34 to 45 HRC.
- tissue of this invention steel is controlled to a lower bainite in the hardening process. That is, in order to achieve both excellent toughness and machinability, the structure mainly composed of lower bainite, which is also adopted in the steel for molds of Patent Document 1, is adopted in the present invention.
- the lower bainite occupying the entire structure is 50 area% or more in the cross-sectional structure. Preferably it is 60 area% or more, More preferably, it is 70 area% or more.
- FIG. 1 is a photomicrograph showing an example of a cross-sectional structure of the steel of the present invention, and FIG. 2 is a schematic diagram thereof. In the case of FIG. 1, the area ratio of the lower bainite in the cross-sectional structure is 85%.
- the lower bainite hardenability is excellent, for example, even if it is quenching with slow cooling speeds, such as direct quenching by air cooling, sufficient amount of lower bainite. It is possible to get However, as the mold steel size increases, the cooling rate during quenching becomes further slower, and if the lower bainite becomes non-uniform, it leads to a decrease in machinability as described above. It is. Therefore, in the present invention, the lower bainite uniformity of the steel of the present invention could be improved by reviewing the component composition of the steel for molds of Patent Document 1 as described below.
- the present invention has excellent temper softening resistance that can maintain the hardness of 34 to 45 HRC with good reproducibility even when heated at least 570 ° C., preferably 580 ° C.
- C 0.15-0.30% C is necessary to keep the quenched structure in a lower bainite structure with good machinability (if it is too low, it will lead to precipitation of ferrite), and in tempering, it will be strengthened by the precipitation of Cr, Mo (W), V carbides. Is a basic additive element. And it is an element required only for providing the temper softening resistance which is the characteristic of this invention. Therefore, it is important that C is 0.15% by mass or more. If the amount is too large, the base is martensite-organized and excessive carbides are formed to reduce the machinability, so the amount is 0.30% by mass (hereinafter simply referred to as%) or less. Preferably, the content is 0.17% or more and / or 0.25% or less.
- Si 1.0% or less Si is an element that enhances the corrosion resistance to the atmosphere when using the mold, but if it is too much, it will lead to the formation of ferrite, so 1.0% or less. Further, when Si is reduced, the anisotropy of the mechanical properties is reduced, and stripe segregation is reduced to obtain excellent mirror workability. Therefore, the Si content is preferably 0.6% or less. In addition, in providing said corrosion resistance, it is preferable to add 0.1% or more, further 0.2% or more.
- Mn 2.0% or less Mn is an element that enhances the lower bainite hardenability and suppresses the formation of ferrite to impart moderate quenching and tempering hardness.
- the amount is too large, the heat treatment management for maintaining the lower bainite structure becomes severe, and martensitic transformation is promoted.
- the machinability is lowered by increasing the viscosity of the base, the content is made 2.0% or less.
- Ni is an element that enhances the lower bainite hardenability of the steel of the present invention and suppresses the formation of ferrite. And it is an important element which controls a structure
- ⁇ Cr more than 1.0 to 2.0% Cr is added to precipitate and agglomerate fine carbides during the tempering treatment and form the strength of the steel of the present invention.
- the corrosion resistance of the steel of the present invention is enhanced to suppress rusting during polishing or during mold storage.
- it has the effect of increasing the hardness of the nitrided layer. Therefore, it adds exceeding 1.0%.
- the amount is too large, the effect of refining the lower bainite structure promotes martensitic transformation, increases the base viscosity, and reduces machinability.
- it is important to make it 2.0% or less. Preferably it is 1.2% or more and / or 1.8% or less.
- Mo and W are single or composite (Mo + 1 / 2W): 1.2% or less Mo and / or W precipitate and agglomerate fine carbides during the tempering treatment, and improve the strength of the steel of the present invention.
- Mo and W are partly dissolved in the oxide film on the mold surface, thereby improving the corrosion resistance against corrosive gas generated from, for example, plastic during use of the mold.
- (Mo + 1 / 2W) is set to 1.2% or less. And preferably it is 0.2% or more and / or 1.0% or less. More preferably, it is 0.3% or more and / or 0.9% or less.
- V 0.03-0.15% V increases the resistance to temper softening and suppresses the coarsening of crystal grains, thereby contributing to the improvement of toughness.
- at least 0.03% or more is required, but if it is too much, the machinability is reduced, so the content was made 0.15% or less.
- Cu 0.1 to less than 0.5%
- Cu precipitates or agglomerates the Fe—Cu solid solution in the tempering treatment of the steel of the present invention as in the steel for molds of Patent Document 1.
- tissue is controlled to a lower bainite by adjustment of the appropriate addition amount with Ni mentioned above.
- the steel of the present invention is imparted with excellent machinability.
- Cu also has an effect of providing excellent corrosion resistance. However, if the amount is too large, in addition to lowering hot workability, it also works on the martensitic transformation of the structure, which in turn reduces machinability.
- the Cu content is greatly related to the non-uniformity of the lower bainite, which is the subject of the present invention. That is, in the process of bainite transformation by quenching, if the cooling rate at that time becomes slow, transformation to upper bainite occurs at a relatively high temperature, and therefore Cu precipitates at the interface between the transformed region of upper bainite and untransformed austenite. . Thereby, since the transformation to the upper bainite further proceeds around the Cu precipitate, it becomes difficult to obtain a uniform lower bainite. And since precipitation of this Cu is accelerated
- the Cu of the steel of the present invention is 0.1 to less than 0.5%. Preferably it is 0.25% or more and / or 0.45% or less.
- S 0.05% or less S is present in the structure as MnS of non-metallic inclusions, and has a great effect on improving the machinability.
- MnS the presence of a large amount of MnS becomes a factor that degrades the performance of the mold itself, such as promoting mechanical properties, particularly toughness anisotropy. Therefore, S of the steel of the present invention that has excellent toughness, machinability and hardness, and also achieves excellent polishing finish needs to be limited to 0.05% or less.
- the content is preferably 0.005% or more, more preferably 0.01% or more.
- Al is usually used as a deoxidizing element at the time of melting, but in the steel of the present invention in a state after tempering, Al2O3 present in the steel has mirror surface workability. Since it decreases, it is necessary to regulate to 0.1% or less. Preferably it is 0.05% or less. And it is more preferably 0.01% or less, and still more preferably 0.005% or less.
- N 0.06% or less
- N is an element that forms nitrides in steel. If the nitride is excessively formed, the toughness, machinability and polishability of the mold are significantly deteriorated. Therefore, it is preferable to regulate N in steel low, and in the present invention, it is specified to be 0.06% or less. Preferably it is 0.02% or less, More preferably, it is 0.015% or less.
- O is an element that forms an oxide in steel, and causes a significant deterioration in cold plastic workability and polishability.
- the upper limit of O is set to 0.005%.
- the regulation is controlled to a lower level, for example, 0.001% or less. Therefore, there is no particular requirement for the low amount management of the O amount itself. Therefore, exceeding 0.001% is sufficiently acceptable.
- Formula 1 The value of [% Ni] +1.2 [% Cu] is 0.70 to 1.80 In the steel of the present invention, even if the content of Cu is reduced in order to reduce non-uniformity of the lower bainite, the value of the following formula 1: [% Ni] +1.2 [% Cu] by mass% is reduced to 0. If it is secured to .70 to 1.80, a sufficient amount of the lower bainite structure itself can be realized, and the machinability, toughness and hardness can be combined at a high level. That is, if the value of Formula 1 is less than 0.70, ferrite and upper bainite are likely to be generated. If the equivalent value is greater than 1.80, excessively refined lower bainite and martensite are likely to be generated. Preferably it is 1.10 or more and / or 1.60 or less.
- the value according to the above formula 1 is controlled to 0.70 or more, and further
- the cooling range from 450 ° C. to 400 ° C. during quenching is preferably a cooling rate of 3 ° C./min or more.
- the mold steel of the present invention has a component composition in which upper bainite is more easily generated than the mold steel of Patent Document 1 by reducing the amount of Cu.
- the component composition has a quenching characteristic in which a bainite nose is located in a range of 450 to 400 ° C. in an isothermal transformation diagram.
- the above temperature range is allowed to pass at a high cooling rate, so that the formation of upper bainite can be suppressed even in the mold steel having a Cu amount of 0.1%. . And it becomes easier to achieve the amount of lower bainite of 60 area% or more, further 70 area% or more by this quenching.
- the heating temperature during quenching is preferably 850 to 1050 ° C. at which sufficient austenitization can be achieved.
- Formula 2 60 [% C] +1.5 [% Si] + [% Ni] +6 [% Cr] +2 [% Mo + 1/2% W (single or combined)] + 20 [% V] +0.2 [%
- the value of Cu] is 16.20 to 38.10.
- the range of 16.20 to 38.10 is acceptable for the value of compound)) + 20 [% V] +0.2 [% Cu].
- a range of 23.00 or more and / or 28.00 or less is more preferable.
- toughness improving elements and machinability improving elements can be added as long as the above-described effects are not impaired.
- Nb 0.5% or less (preferably 0.01% or more and / or 0.1% or less)
- Ti 0.15% or less (preferably 0.01% or more)
- Zr 0.15% or less (preferably 0.01% or more)
- Any one or more of Ta: 0.15% or less (preferably 0.01% or more) can be added.
- Zr 0.2% or less (preferably 0.003% or more), Ca: 0.01% or less (preferably 0.0005% or more), Pb: 0.2% or less (preferably 0.03% or more), Se: 0.2% or less (preferably 0.03% or more), Te: 0.15% or less (preferably 0.01% or more), Bi: 0.2% or less (preferably 0.01% or more), In: 0.5% or less (preferably 0.005% or more), Any one or more of Ce: 0.1% or less (preferably 0.01% or more) can be added.
- Y, La, Nd, Sm, and other REM (rare earth) elements may be contained in total of 0.3% or less (preferably 0.0005% or more).
- the mold steel of the present invention is excellent in suppressing processing strain, which can maintain a hardness of 34 to 45 HRC even when the tempering temperature during tempering is 570 ° C. or higher.
- the above tempering temperature is preferably 650 ° C. or lower in order to more reliably maintain a hardness of 34 HRC or higher.
- Table 1 shows the chemical composition of the steel of the present invention and the comparative steel.
- Sample No. which is a comparative steel.
- Nos. 11 to 15 are steels for metal molds disclosed in Patent Document 1.
- Sample No. 10 is a sample No. 10 of the steel of the present invention.
- 3 is a mold steel having the same composition as that of No. 3.
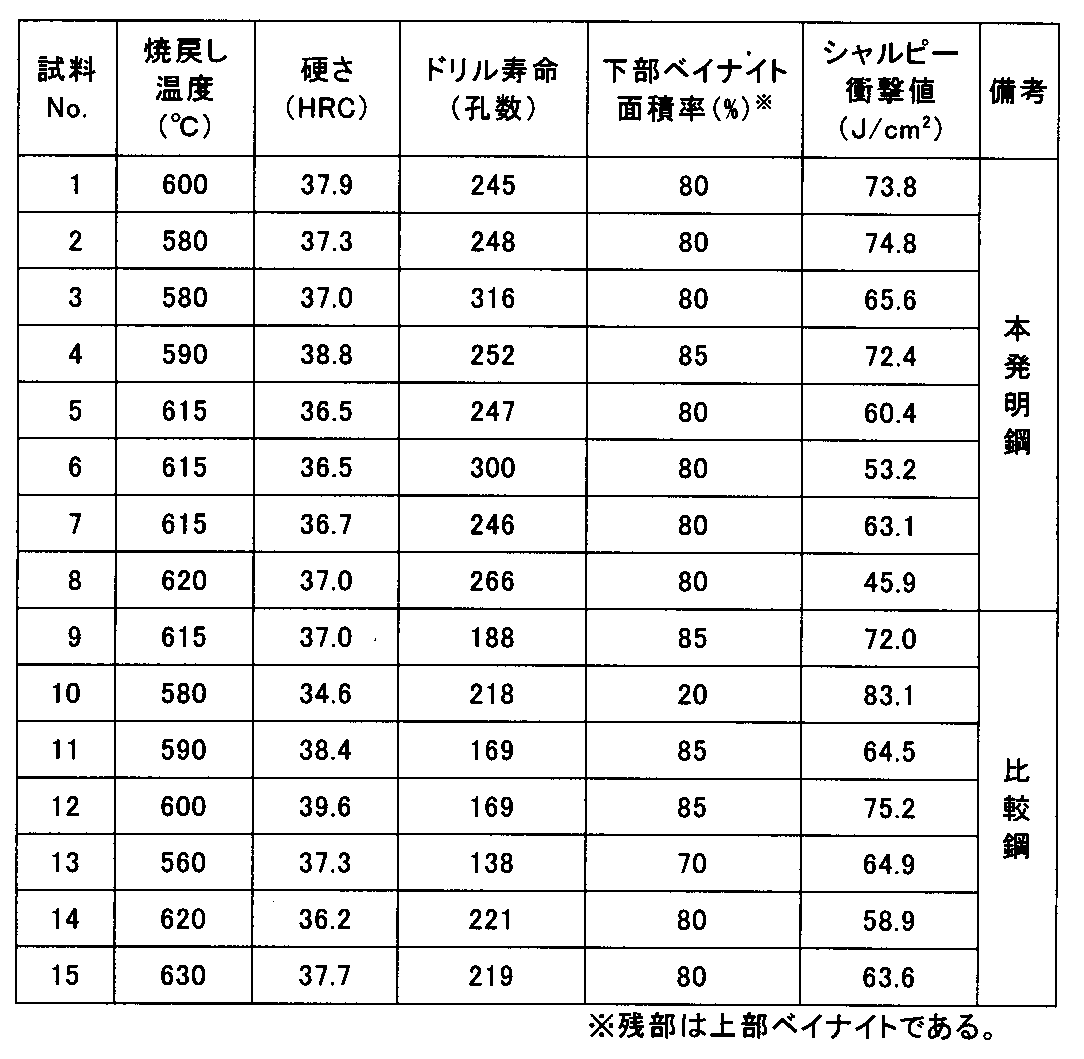
- Quenching is performed by pressurized gas cooling, and the time required for cooling from the quenching temperature (900 ° C.) to the intermediate temperature (450 ° C.) between the quenching temperature and room temperature (20 ° C.) is expressed as “half-cooling time ( When it is defined as “semi-cooled ** minutes”, it was cooled in about half-cooled 150 minutes as a part corresponding to a part where the cooling rate becomes slow like the center part of a large-sized steel material.
- the cooling rate in the range of 450 to 400 ° C. is the sample No. All were controlled at 3 ° C./min or more except that 10 was set to about 1 ° C./min.
- the sample temperature was measured by a thermocouple attached in the vicinity of the center of the sample.
- the target hardness was 37 to 41 HRC, and the mixture was heated for 2 hours at an appropriate temperature in the range of 550 ° C. to 650 ° C. and then air-cooled (at this time, the hardness of sample No. 10 was significantly lower than 37 HRC).
- each sample after tempering was subjected to the following drilling test to evaluate their machinability. That is, drilling was performed with a JIS-SKH51 high-speed steel ⁇ 1 mm drill under the conditions of cutting speed: 20 m / min, feed rate: 31.83 mm / min, and drilling hole depth: 10 mm. The number of holes until the drill broke was defined as the tool life, and the value was measured.
- the hardness of the drill incident surface and the microstructure observation of the sample subjected to the drilling test were performed.
- Microscopic observation is performed by finishing the drill incident surface to a mirror surface by buffing 1 ⁇ m abrasive grains, and then observing each sample surface corroded with a mixed solution of 10% nitric acid and 90% ethyl alcohol with an optical microscope with a magnification of 400 times. Then, the area ratio of the lower bainite occupying the surface was measured by photographing.
- Nos. 1 to 8 maintain a predetermined high hardness even by tempering at 570 ° C. or higher, specifically 580 ° C. or higher.
- the sample No. C added with the amount of C exceeding 0.25%.
- No. 8 is tempered at 620 ° C. and maintains a hardness of 37.0 HRC and is excellent in temper softening resistance.
- sample no. Sample Nos. 1 to 7 have excellent toughness and a high C content.
- No. 8 while ensuring sufficient toughness, their machinability (hole workability) is the same as the sample No. 1 of Patent Document 1. It is improved from 11-15.
- sample no. 10 is a steel for molds which satisfies the component composition of the present invention, but whose structure is mainly upper bainite.
- Sample No. No. 10 has a lower hardness than other samples, and has a high Charpy impact value. However, the machinability of the present invention is not achieved.
- FIG. 3 is a summary of the results of drill life (number of holes) with respect to the amount of Cu in Table 2.
- the steel for molds satisfying the composition of the present invention has an improved drill life.
- the drill life is shorter than other samples having a hardness of about 37 HRC despite the low hardness.
- the steel of the present invention has excellent machinability that is not found in conventional pre-hardened steel for plastic molding. In addition to low processing strain, it is suitable for products that require precision processing because it reduces the number of man-hours required for processing the product and it is difficult for cracks to occur due to thermal stress associated with processing. Become.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Articles (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
(1)鏡面仕上性が良く、ピンホールやその他微細ピットの発生傾向が小さいこと、
(2)シボ加工性が良いこと、
(3)耐食、耐発錆性が良いこと、
(4)強度、耐摩耗性、靭性が良いこと、
(5)被切削性が良いこと、
などが要求される。 Conventionally, in a mold for molding plastics, etc.,
(1) Good mirror finish and low tendency to generate pinholes and other fine pits.
(2) Good texture processing,
(3) Good corrosion resistance and rust resistance,
(4) Good strength, wear resistance, toughness,
(5) Good machinability,
Etc. are required.
Cは、焼入れ組織を被切削性の良好な下部ベイナイト組織に保ち(低すぎるとフェライトの析出を招く)、かつ焼戻しにおいてはCr、Mo(W)、V炭化物の析出による強化をもたらすために必要な基本的添加元素である。そして、本発明の特徴である焼戻し軟化抵抗を付与するためにこそ必要な元素である。よってCは0.15質量%以上とすることが重要である。多すぎると基地をマルテンサイト組織化し、かつ過度の炭化物を形成して被切削性を低下させるので、0.30質量%(以下、単に%と表記)以下とする。好ましくは、0.17%以上および/または0.25%以下とする。 ・ C: 0.15-0.30%
C is necessary to keep the quenched structure in a lower bainite structure with good machinability (if it is too low, it will lead to precipitation of ferrite), and in tempering, it will be strengthened by the precipitation of Cr, Mo (W), V carbides. Is a basic additive element. And it is an element required only for providing the temper softening resistance which is the characteristic of this invention. Therefore, it is important that C is 0.15% by mass or more. If the amount is too large, the base is martensite-organized and excessive carbides are formed to reduce the machinability, so the amount is 0.30% by mass (hereinafter simply referred to as%) or less. Preferably, the content is 0.17% or more and / or 0.25% or less.
Siは、金型使用時の雰囲気に対する耐食性を高める元素であるが、多すぎるとフェライトの生成をまねくので1.0%以下とする。また、Siを低減すると機械的特性の異方性が軽減され、また縞状偏析が低減されて、優れた鏡面加工性が得られるため、好ましくは0.6%以下とする。なお、上記の耐食性を付与するにおいては0.1%以上、さらには0.2%以上の添加を行うことが好ましい。 Si: 1.0% or less Si is an element that enhances the corrosion resistance to the atmosphere when using the mold, but if it is too much, it will lead to the formation of ferrite, so 1.0% or less. Further, when Si is reduced, the anisotropy of the mechanical properties is reduced, and stripe segregation is reduced to obtain excellent mirror workability. Therefore, the Si content is preferably 0.6% or less. In addition, in providing said corrosion resistance, it is preferable to add 0.1% or more, further 0.2% or more.
Mnは、下部ベイナイト焼入性を高め、またフェライトの生成を抑制して、適度の焼入れ焼戻し硬さを付与する元素である。しかし多すぎると、下部ベイナイト組織を維持するための熱処理管理が厳しくなり、マルテンサイト変態化を促進させる。また基地の粘さを上げて被切削性を低下させるので2.0%以下とする。なお、上記の焼入性を付与するにおいては1.0%以上、さらには1.2%以上の添加を行うことが好ましい。 Mn: 2.0% or less Mn is an element that enhances the lower bainite hardenability and suppresses the formation of ferrite to impart moderate quenching and tempering hardness. However, if the amount is too large, the heat treatment management for maintaining the lower bainite structure becomes severe, and martensitic transformation is promoted. Moreover, since the machinability is lowered by increasing the viscosity of the base, the content is made 2.0% or less. In addition, in providing said hardenability, it is preferable to add 1.0% or more, and also 1.2% or more.
Niは、本発明鋼の下部ベイナイト焼入性を高め、またフェライトの生成を抑制する元素である。そして、後述するCuとの適切な添加量の調整により、組織を下部ベイナイトに制御する重要な元素であって、これは本発明鋼に優れた被切削性を付与する。しかし多すぎると、下部ベイナイト組織を過度に微細化させ、マルテンサイト変態化を促進し、基地の粘さを上げて被切削性を低下させる。よってNiは0.6~1.5%とする。好ましくは1.2%以下とする。 ・ Ni: 0.6-1.5%
Ni is an element that enhances the lower bainite hardenability of the steel of the present invention and suppresses the formation of ferrite. And it is an important element which controls a structure | tissue to lower bainite by adjustment of the appropriate addition amount with Cu mentioned later, and this provides the machinability excellent in this invention steel. However, if the amount is too large, the lower bainite structure is excessively refined, the martensitic transformation is promoted, the base viscosity is increased, and the machinability is lowered. Therefore, Ni is set to 0.6 to 1.5%. Preferably it is 1.2% or less.
Crは、焼戻し処理時に微細炭化物を析出、凝集させ、本発明鋼の強度を形成するために添加される。また本発明鋼の耐食性を高めて、研磨加工時あるいは金型保管時の発錆を抑制する。さらに窒化処理を行う場合には、窒化層の硬さを高める効果を有する。よって1.0%を超えて添加する。しかし多すぎると、下部ベイナイト組織を微細化させる作用から、マルテンサイト変態化を促進し、基地の粘さを上げて被切削性を低下させる。そして、本発明の特徴である焼戻し軟化抵抗を小さくすることから、2.0%以下とすることが重要である。好ましくは1.2%以上および/または1.8%以下である。 ・ Cr: more than 1.0 to 2.0%
Cr is added to precipitate and agglomerate fine carbides during the tempering treatment and form the strength of the steel of the present invention. In addition, the corrosion resistance of the steel of the present invention is enhanced to suppress rusting during polishing or during mold storage. Further, when nitriding is performed, it has the effect of increasing the hardness of the nitrided layer. Therefore, it adds exceeding 1.0%. However, if the amount is too large, the effect of refining the lower bainite structure promotes martensitic transformation, increases the base viscosity, and reduces machinability. And, in order to reduce the temper softening resistance, which is a feature of the present invention, it is important to make it 2.0% or less. Preferably it is 1.2% or more and / or 1.8% or less.
Moおよび/またはWは、焼戻し処理時に微細炭化物を析出、凝集させて、本発明鋼の強度を向上する。そして、本発明の特徴とする鋼材中の残留応力の低減と、さらには金型に窒化処理を施して使用する場合も考慮すれば、焼入れ焼戻しにおける軟化抵抗を大きくするための有用元素である。さらにMoやWは、その一部が金型表面の酸化皮膜中に一部固溶することで、金型使用中の、例えばプラスチックから発生する腐食性ガスに対しての耐食性を向上する作用効果もある。しかし、多すぎると被切削性の低下を招くので、(Mo+1/2W)で1.2%以下とした。そして、好ましくは0.2%以上および/または1.0%以下である。さらに好ましくは0.3%以上および/または0.9%以下である。 Mo and W are single or composite (Mo + 1 / 2W): 1.2% or less Mo and / or W precipitate and agglomerate fine carbides during the tempering treatment, and improve the strength of the steel of the present invention. In consideration of the reduction of residual stress in the steel material, which is a feature of the present invention, and the case where the mold is subjected to nitriding treatment, it is a useful element for increasing the softening resistance in quenching and tempering. Furthermore, Mo and W are partly dissolved in the oxide film on the mold surface, thereby improving the corrosion resistance against corrosive gas generated from, for example, plastic during use of the mold. There is also. However, if the amount is too large, the machinability is deteriorated. Therefore, (Mo + 1 / 2W) is set to 1.2% or less. And preferably it is 0.2% or more and / or 1.0% or less. More preferably, it is 0.3% or more and / or 0.9% or less.
Vは、焼戻し軟化抵抗を高めるとともに、結晶粒の粗大化を抑制して、靭性の向上に寄与する。また、硬質の炭化物を微細に形成して、耐摩耗性を向上させる効果がある。このためには少なくとも0.03%以上を必要とするが、多すぎると被切削性の低下を招くので0.15%以下とした。好ましくは0.05%以上および/または0.12%以下である。 ・ V: 0.03-0.15%
V increases the resistance to temper softening and suppresses the coarsening of crystal grains, thereby contributing to the improvement of toughness. In addition, there is an effect of improving the wear resistance by forming hard carbide finely. For this purpose, at least 0.03% or more is required, but if it is too much, the machinability is reduced, so the content was made 0.15% or less. Preferably they are 0.05% or more and / or 0.12% or less.
Cuは、特許文献1の金型用鋼に同様、本発明鋼の焼戻し処理においてもFe-Cu固溶体を析出または凝集させる。そして、上述したNiとの適切な添加量の調整により、組織を下部ベイナイトに制御する。これら固溶体の析出または凝固と、下部ベイナイトへの組織制御とが相まって、本発明鋼には優れた被切削性が付与される。またCuは、優れた耐食性をもたらす効果もある。しかし多すぎると、熱間加工性を低下させることに加えて、組織のマルテンサイト変態化にも働いて、かえって被切削性を低下させる。 Cu: 0.1 to less than 0.5% Cu precipitates or agglomerates the Fe—Cu solid solution in the tempering treatment of the steel of the present invention as in the steel for molds of Patent Document 1. And a structure | tissue is controlled to a lower bainite by adjustment of the appropriate addition amount with Ni mentioned above. Combined with the precipitation or solidification of these solid solutions and the structure control of the lower bainite, the steel of the present invention is imparted with excellent machinability. Cu also has an effect of providing excellent corrosion resistance. However, if the amount is too large, in addition to lowering hot workability, it also works on the martensitic transformation of the structure, which in turn reduces machinability.
Sは、非金属介在物のMnSとして組織中に存在させることで、被切削性の向上に大きな効果がある。しかし、多量のMnSの存在は、機械的特性、特に靭性の異方性を助長するなど、金型自体の性能を低下させる要因ともなる。よって、優れた靭性および被切削性と硬さを有し、かつ優れた研磨仕上性をも達成する本発明鋼のSは、0.05%以下に限定する必要がある。なお、被切削性の向上のためには、0.005%以上、更には0.01%以上の含有が好ましい。 S: 0.05% or less S is present in the structure as MnS of non-metallic inclusions, and has a great effect on improving the machinability. However, the presence of a large amount of MnS becomes a factor that degrades the performance of the mold itself, such as promoting mechanical properties, particularly toughness anisotropy. Therefore, S of the steel of the present invention that has excellent toughness, machinability and hardness, and also achieves excellent polishing finish needs to be limited to 0.05% or less. In order to improve machinability, the content is preferably 0.005% or more, more preferably 0.01% or more.
Alは、通常、溶製時の脱酸元素として用いられるが、調質後の状態にある本発明鋼においては、その鋼中に存在するAl2O3が鏡面加工性を低下させるので、0.1%以下に規制する必要がある。好ましくは0.05%以下である。そして、より好ましくは0.01%以下、そして更に好ましくは0.005%以下である。 -Al: 0.1% or less Al is usually used as a deoxidizing element at the time of melting, but in the steel of the present invention in a state after tempering, Al2O3 present in the steel has mirror surface workability. Since it decreases, it is necessary to regulate to 0.1% or less. Preferably it is 0.05% or less. And it is more preferably 0.01% or less, and still more preferably 0.005% or less.
Nは、鋼中に窒化物を形成する元素である。窒化物は過多に形成されると、金型の靭性や被削性、磨き性を著しく劣化する。したがって、鋼中のNを低く規制することは好ましく、本発明では0.06%以下に規定する。好ましくは0.02%以下、更に好ましくは0.015%以下である。 N: 0.06% or less N is an element that forms nitrides in steel. If the nitride is excessively formed, the toughness, machinability and polishability of the mold are significantly deteriorated. Therefore, it is preferable to regulate N in steel low, and in the present invention, it is specified to be 0.06% or less. Preferably it is 0.02% or less, More preferably, it is 0.015% or less.
O(酸素)は、鋼中に酸化物を形成する元素であり、冷間塑性加工性や磨き性を著しく劣化させる要因となる。特に本発明においては、上記のAl2O3の形成を抑えることが重要であるから、Oの上限は0.005%とする。好ましくは0.003%以下である。なお、磨き性の向上にとっては、更に低く、例えば0.001%以下にまで規制管理することも望ましい条件ではあるが、Al2O3の低減を狙う本発明においては既に低量管理のされたAlに加えて、O量そのものの低量管理までは特に厳しく求めない。よって、0.001%を超えることは十分に許容されるものでもある。 O: 0.005% or less O (oxygen) is an element that forms an oxide in steel, and causes a significant deterioration in cold plastic workability and polishability. In particular, in the present invention, since it is important to suppress the formation of the Al2O3, the upper limit of O is set to 0.005%. Preferably it is 0.003% or less. In order to improve the polishability, it is also a desirable condition that the regulation is controlled to a lower level, for example, 0.001% or less. Therefore, there is no particular requirement for the low amount management of the O amount itself. Therefore, exceeding 0.001% is sufficiently acceptable.
そして、本発明鋼においては、下部ベイナイトの不均一を低減するためにCuの含有量を低めたとしても、質量%による次式1:[%Ni]+1.2[%Cu]の値を0.70~1.80に確保すれば、十分量の下部ベイナイト組織自体の実現と、被切削性および靭性と硬さを高いレベルで兼備させることができる。つまり、式1の値が0.70未満ではフェライトや上部ベイナイトが生成しやすい。そして同値が1.80より大きいと、過度に微細化された下部ベイナイトやマルテンサイトが生成しやすい。好ましくは1.10以上および/または1.60以下である。 Formula 1: The value of [% Ni] +1.2 [% Cu] is 0.70 to 1.80
In the steel of the present invention, even if the content of Cu is reduced in order to reduce non-uniformity of the lower bainite, the value of the following formula 1: [% Ni] +1.2 [% Cu] by mass% is reduced to 0. If it is secured to .70 to 1.80, a sufficient amount of the lower bainite structure itself can be realized, and the machinability, toughness and hardness can be combined at a high level. That is, if the value of Formula 1 is less than 0.70, ferrite and upper bainite are likely to be generated. If the equivalent value is greater than 1.80, excessively refined lower bainite and martensite are likely to be generated. Preferably it is 1.10 or more and / or 1.60 or less.
また、本発明鋼の場合、特許文献1でも導入した次式2:60[%C]+1.5[%Si]+[%Ni]+6[%Cr]+2[%Mo+1/2%W(単独または複合)]+20[%V]+0.2[%Cu]の値は、16.20~38.10の範囲が許容される。しかしながら、高硬度かつ優れた靭性と被切削性を達成するためには、21.00以上および/または28.70以下の範囲を満たすことが好ましい。23.00以上および/または28.00以下の範囲がより好ましい。 Formula 2: 60 [% C] +1.5 [% Si] + [% Ni] +6 [% Cr] +2 [% Mo + 1/2% W (single or combined)] + 20 [% V] +0.2 [% The value of Cu] is 16.20 to 38.10.
In the case of the steel of the present invention, the following formula 2: 60 [% C] +1.5 [% Si] + [% Ni] +6 [% Cr] +2 [% Mo + 1/2% W (independent) introduced in Patent Document 1 Alternatively, the range of 16.20 to 38.10 is acceptable for the value of compound)) + 20 [% V] +0.2 [% Cu]. However, in order to achieve high hardness and excellent toughness and machinability, it is preferable to satisfy the range of 21.00 or more and / or 28.70 or less. A range of 23.00 or more and / or 28.00 or less is more preferable.
Nb:0.5%以下(好ましくは0.01%以上および/または0.1%以下)、
Ti:0.15%以下(好ましくは0.01%以上)、
Zr:0.15%以下(好ましくは0.01%以上)、
Ta:0.15%以下(好ましくは0.01%以上)のうちの、いずれか1種以上を添加することができる。被削性改善元素としては、
Zr:0.2%以下(好ましくは0.003%以上)、
Ca:0.01%以下(好ましくは0.0005%以上)、
Pb:0.2%以下(好ましくは0.03%以上)、
Se:0.2%以下(好ましくは0.03%以上)、
Te:0.15%以下(好ましくは0.01%以上)、
Bi:0.2%以下(好ましくは0.01%以上)、
In:0.5%以下(好ましくは0.005%以上)、
Ce:0.1%以下(好ましくは0.01%以上)のうちの、いずれか1種以上を添加することができる。更には、Y、La、Nd、Smおよびその他のREM(希土類)元素を、全体で0.3%以下(好ましくは0.0005%以上)含有させることもできる。 In the present invention, further toughness improving elements and machinability improving elements can be added as long as the above-described effects are not impaired. For example, as a toughness improving element,
Nb: 0.5% or less (preferably 0.01% or more and / or 0.1% or less),
Ti: 0.15% or less (preferably 0.01% or more),
Zr: 0.15% or less (preferably 0.01% or more),
Any one or more of Ta: 0.15% or less (preferably 0.01% or more) can be added. As a machinability improving element,
Zr: 0.2% or less (preferably 0.003% or more),
Ca: 0.01% or less (preferably 0.0005% or more),
Pb: 0.2% or less (preferably 0.03% or more),
Se: 0.2% or less (preferably 0.03% or more),
Te: 0.15% or less (preferably 0.01% or more),
Bi: 0.2% or less (preferably 0.01% or more),
In: 0.5% or less (preferably 0.005% or more),
Any one or more of Ce: 0.1% or less (preferably 0.01% or more) can be added. Furthermore, Y, La, Nd, Sm, and other REM (rare earth) elements may be contained in total of 0.3% or less (preferably 0.0005% or more).

Claims (10)
- 質量%で、C:0.15~0.30%、Si:1.0%以下、Mn:2.0%以下、Ni:0.6~1.5%、Cr:1.0超~2.0%、MoとWは単独または複合で(Mo+1/2W):1.2%以下、V:0.03~0.15%、Cu:0.1~0.5%未満、S:0.05%以下を含有し、Alは0.1%以下、Nは0.06%以下、Oは0.005%以下に規制され、残部はFeおよび不可避的不純物からなる組成の鋼であって、該組成は質量%で示される式1:[%Ni]+1.2[%Cu]の値が0.70~1.80であり、断面組織は下部ベイナイトを50面積%以上とし、硬さが34~45HRCであることを特徴とする孔加工性および加工歪の抑制に優れた金型用鋼。 In mass%, C: 0.15 to 0.30%, Si: 1.0% or less, Mn: 2.0% or less, Ni: 0.6 to 1.5%, Cr: more than 1.0 to 2 0.0%, Mo and W alone or in combination (Mo + 1 / 2W): 1.2% or less, V: 0.03 to 0.15%, Cu: 0.1 to less than 0.5%, S: 0 .05% or less, Al is 0.1% or less, N is 0.06% or less, O is controlled to 0.005% or less, and the balance is a steel composed of Fe and inevitable impurities. The composition is expressed by mass%. Formula 1: The value of [% Ni] +1.2 [% Cu] is 0.70 to 1.80, and the cross-sectional structure is such that the lower bainite is 50 area% or more and the hardness is Is a steel for molds excellent in hole workability and processing strain suppression, characterized in that is 34 to 45 HRC.
- 質量%で、C:0.17~0.25%、Cr:1.2~1.8%であることを特徴とする請求項1に記載の孔加工性および加工歪の抑制に優れた金型用鋼。 2. The gold excellent in hole workability and processing strain suppression according to claim 1, characterized in that C: 0.17 to 0.25% and Cr: 1.2 to 1.8% in mass%. Mold steel.
- 質量%で、Ni:0.6~1.2%、Cu:0.1~0.45%であることを特徴とする請求項1または2に記載の孔加工性および加工歪の抑制に優れた金型用鋼。 3. It is excellent in suppressing hole workability and processing strain according to claim 1 or 2, characterized in that Ni: 0.6 to 1.2% and Cu: 0.1 to 0.45% by mass%. Mold steel.
- 質量%で示される式1:[%Ni]+1.2[%Cu]の値が1.10~1.60であることを特徴とする請求項1ないし3のいずれかに記載の孔加工性および加工歪の抑制に優れた金型用鋼。 4. The hole workability according to claim 1, wherein the value of the formula 1: [% Ni] +1.2 [% Cu] expressed by mass% is 1.10 to 1.60. Die steel excellent in suppressing processing strain.
- 質量%で、MoとWは単独または複合で(Mo+1/2W):0.2~1.0%であることを特徴とする請求項1ないし4のいずれかに記載の孔加工性および加工歪の抑制に優れた金型用鋼。 The hole workability and work strain according to any one of claims 1 to 4, characterized in that Mo and W are individually or in combination of (Mo + 1 / 2W): 0.2 to 1.0% by mass%. Steel for molds with excellent suppression of corrosion.
- 質量%で、S:0.005~0.05%であることを特徴とする請求項1ないし5のいずれかに記載の孔加工性および加工歪の抑制に優れた金型用鋼。 The mold steel excellent in suppression of hole workability and processing strain according to any one of claims 1 to 5, wherein S is 0.005 to 0.05% by mass%.
- 鋼の組成は、質量%で示される式2:60[%C]+1.5[%Si]+[%Ni]+6[%Cr]+2[%Mo+1/2%W(単独または複合)]+20[%V]+0.2[%Cu]の値が16.20~38.10であることを特徴とする請求項1ないし6のいずれかに記載の孔加工性および加工歪の抑制に優れた金型用鋼。 The composition of the steel is expressed by mass%: formula 2: 60 [% C] +1.5 [% Si] + [% Ni] +6 [% Cr] +2 [% Mo + 1/2% W (single or compound)] + 20 The excellent hole workability and processing strain suppression according to any one of claims 1 to 6, wherein the value of [% V] + 0.2 [% Cu] is 16.20 to 38.10. Steel for molds.
- 請求項1ないし7のいずれかに記載の金型用鋼の製造方法であって、該組成を有する鋼に、焼入れと570℃以上の焼戻しを行うことで、断面組織を下部ベイナイト50面積%以上、硬さを34~45HRCに調整することを特徴とする孔加工性および加工歪の抑制に優れた金型用鋼の製造方法。 The method for manufacturing a steel for a mold according to any one of claims 1 to 7, wherein the steel having the composition is quenched and tempered at 570 ° C or higher so that the cross-sectional structure is lower than 50 area% of lower bainite. A method for producing a steel for molds, which is excellent in suppressing hole workability and processing strain, characterized by adjusting the hardness to 34 to 45 HRC.
- 焼入れは、450℃から400℃までの範囲の冷却速度を3℃/分以上とすることを特徴とする請求項8に記載の孔加工性および加工歪の抑制に優れた金型用鋼の製造方法。 The production of mold steel excellent in hole workability and work strain suppression according to claim 8, wherein the quenching is performed at a cooling rate in a range from 450 ° C to 400 ° C of 3 ° C / min or more. Method.
- 焼入れは、加熱温度を850~1050℃とすることを特徴とする請求項8または9に記載の孔加工性および加工歪の抑制に優れた金型用鋼の製造方法。 10. The method for producing steel for molds according to claim 8 or 9, wherein the quenching is performed at a heating temperature of 850 to 1050 ° C., and excellent in hole workability and processing strain suppression.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE112011100602T DE112011100602T5 (en) | 2010-02-18 | 2011-02-17 | Steel for molds with excellent hole forming capability and reduced process deformation, as well as methods for its production |
| CN2011800101149A CN102770566A (en) | 2010-02-18 | 2011-02-17 | Steel for molds with excellent hole processability and reduced processing deformation, and method for producing same |
| JP2012500635A JP5668942B2 (en) | 2010-02-18 | 2011-02-17 | Die steel excellent in hole workability and suppression of machining strain and method for producing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010033322 | 2010-02-18 | ||
| JP2010-033322 | 2010-02-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011102402A1 true WO2011102402A1 (en) | 2011-08-25 |
Family
ID=44482988
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/053327 WO2011102402A1 (en) | 2010-02-18 | 2011-02-17 | Steel for molds with excellent hole processability and reduced processing deformation, and method for producing same |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP5668942B2 (en) |
| KR (1) | KR20120106900A (en) |
| CN (1) | CN102770566A (en) |
| DE (1) | DE112011100602T5 (en) |
| WO (1) | WO2011102402A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150144233A1 (en) * | 2013-11-27 | 2015-05-28 | Doosan Heavy Industries & Construction Co., Ltd. | Hybrid mold steel and manufacturing method thereof |
| EP2644717A3 (en) * | 2012-03-30 | 2017-05-31 | Buderus Edelstahl Gmbh | Raw material for plastic molds or plastic mold |
| CN106916922A (en) * | 2017-04-06 | 2017-07-04 | 重庆派斯克刀具制造股份有限公司 | A kind of new techniques of temper after high-speed steel quenching |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03115523A (en) * | 1989-09-28 | 1991-05-16 | Kobe Steel Ltd | Production of directly quenched type prehardened steel |
| JP2008056982A (en) * | 2006-08-30 | 2008-03-13 | Daido Steel Co Ltd | Die steel having excellent thermal fatigue property |
| JP2008308753A (en) * | 2007-06-18 | 2008-12-25 | Japan Steel Works Ltd:The | Steel for mold for molding plastic having excellent specularity |
| JP2009256797A (en) * | 2008-03-28 | 2009-11-05 | Hitachi Metals Ltd | Steel for die having excellent machinability |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04269293A (en) | 1991-02-25 | 1992-09-25 | Nichibei Kaihatsu:Kk | Transverse blind capable of being lowered automatically |
| FR2745587B1 (en) * | 1996-03-01 | 1998-04-30 | Creusot Loire | STEEL FOR USE IN PARTICULAR FOR THE MANUFACTURE OF MOLDS FOR INJECTION OF PLASTIC MATERIAL |
| KR100836699B1 (en) * | 2005-10-27 | 2008-06-10 | 히타치 긴조쿠 가부시키가이샤 | Die steel |
-
2011
- 2011-02-17 DE DE112011100602T patent/DE112011100602T5/en not_active Withdrawn
- 2011-02-17 KR KR1020127021683A patent/KR20120106900A/en active Search and Examination
- 2011-02-17 JP JP2012500635A patent/JP5668942B2/en active Active
- 2011-02-17 WO PCT/JP2011/053327 patent/WO2011102402A1/en active Application Filing
- 2011-02-17 CN CN2011800101149A patent/CN102770566A/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03115523A (en) * | 1989-09-28 | 1991-05-16 | Kobe Steel Ltd | Production of directly quenched type prehardened steel |
| JP2008056982A (en) * | 2006-08-30 | 2008-03-13 | Daido Steel Co Ltd | Die steel having excellent thermal fatigue property |
| JP2008308753A (en) * | 2007-06-18 | 2008-12-25 | Japan Steel Works Ltd:The | Steel for mold for molding plastic having excellent specularity |
| JP2009256797A (en) * | 2008-03-28 | 2009-11-05 | Hitachi Metals Ltd | Steel for die having excellent machinability |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2644717A3 (en) * | 2012-03-30 | 2017-05-31 | Buderus Edelstahl Gmbh | Raw material for plastic molds or plastic mold |
| US20150144233A1 (en) * | 2013-11-27 | 2015-05-28 | Doosan Heavy Industries & Construction Co., Ltd. | Hybrid mold steel and manufacturing method thereof |
| CN106916922A (en) * | 2017-04-06 | 2017-07-04 | 重庆派斯克刀具制造股份有限公司 | A kind of new techniques of temper after high-speed steel quenching |
| CN106916922B (en) * | 2017-04-06 | 2018-06-19 | 重庆派斯克刀具制造股份有限公司 | A kind of quenched new techniques of temper of high-speed steel |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5668942B2 (en) | 2015-02-12 |
| JPWO2011102402A1 (en) | 2013-06-17 |
| CN102770566A (en) | 2012-11-07 |
| KR20120106900A (en) | 2012-09-26 |
| DE112011100602T5 (en) | 2013-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5655986B2 (en) | Steel wire rod or bar | |
| JP5114689B2 (en) | Case-hardened steel and method for producing the same | |
| US10774406B2 (en) | Steel for mold and mold | |
| JP6226086B2 (en) | Rolled steel bar or wire rod for cold forging parts | |
| JP2013213255A (en) | Hot working die steel | |
| JPWO2008123159A1 (en) | Precipitation hardening type martensitic stainless cast steel with excellent machinability and manufacturing method thereof | |
| KR20060125467A (en) | Steel for a plastic molding die | |
| JP2007197784A (en) | Alloy steel | |
| WO2016080308A1 (en) | Rolled steel bar or rolled wire material for cold-forged component | |
| KR20180072778A (en) | Steel, carburizing steel parts and manufacturing method of carburizing steel parts | |
| JP2009299189A (en) | High carbon steel sheet for precision blanking | |
| JP4269293B2 (en) | Steel for mold | |
| JP4860774B1 (en) | Cold work tool steel | |
| JP5376302B2 (en) | Die steel with excellent machinability | |
| JP5668942B2 (en) | Die steel excellent in hole workability and suppression of machining strain and method for producing the same | |
| JP4488228B2 (en) | Induction hardening steel | |
| JP2005133153A (en) | Steel for case hardening superior in cold forgeability and grain coarsening resistance during case hardening treatment, and manufacturing method therefor | |
| CN115386789B (en) | Steel material and steel product using the same | |
| JP2005336553A (en) | Hot tool steel | |
| KR101758467B1 (en) | Metallic Mold and Method for Manufacturing the Metallic Mold | |
| JP2007162138A (en) | Steel sheet for nitriding treatment and its production method | |
| JP5565696B2 (en) | Die steel excellent in hole workability and method for producing the same | |
| JP5151662B2 (en) | Method of manufacturing steel for soft nitriding | |
| JP7010320B2 (en) | Rough material for vacuum carburizing and its manufacturing method | |
| JP2001234278A (en) | Cold tool steel excellent in machinability |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180010114.9 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11744688 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012500635 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 20127021683 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 112011100602 Country of ref document: DE Ref document number: 1120111006020 Country of ref document: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11744688 Country of ref document: EP Kind code of ref document: A1 |