WO2003104161A2 - Alumina-yttria-zirconium oxide/hafnium oxide materials, and methods of making and using the same - Google Patents
Alumina-yttria-zirconium oxide/hafnium oxide materials, and methods of making and using the same Download PDFInfo
- Publication number
- WO2003104161A2 WO2003104161A2 PCT/US2002/024658 US0224658W WO03104161A2 WO 2003104161 A2 WO2003104161 A2 WO 2003104161A2 US 0224658 W US0224658 W US 0224658W WO 03104161 A2 WO03104161 A2 WO 03104161A2
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass
- ceramic
- percent
- weight
- zro
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 122
- 239000000463 material Substances 0.000 title description 151
- 229910001928 zirconium oxide Inorganic materials 0.000 title description 3
- 229910000449 hafnium oxide Inorganic materials 0.000 title description 2
- 239000002245 particle Substances 0.000 claims abstract description 333
- 239000011521 glass Substances 0.000 claims abstract description 292
- 239000000919 ceramic Substances 0.000 claims abstract description 168
- CJNBYAVZURUTKZ-UHFFFAOYSA-N hafnium(IV) oxide Inorganic materials O=[Hf]=O CJNBYAVZURUTKZ-UHFFFAOYSA-N 0.000 claims abstract description 158
- 239000011222 crystalline ceramic Substances 0.000 claims abstract description 76
- 229910002106 crystalline ceramic Inorganic materials 0.000 claims abstract description 76
- 239000011324 bead Substances 0.000 claims abstract description 39
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims description 456
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 273
- 229910052593 corundum Inorganic materials 0.000 claims description 240
- 229910001845 yogo sapphire Inorganic materials 0.000 claims description 240
- RUDFQVOCFDJEEF-UHFFFAOYSA-N yttrium(III) oxide Inorganic materials [O-2].[O-2].[O-2].[Y+3].[Y+3] RUDFQVOCFDJEEF-UHFFFAOYSA-N 0.000 claims description 218
- 239000002241 glass-ceramic Substances 0.000 claims description 206
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 88
- DLYUQMMRRRQYAE-UHFFFAOYSA-N tetraphosphorus decaoxide Chemical compound O1P(O2)(=O)OP3(=O)OP1(=O)OP2(=O)O3 DLYUQMMRRRQYAE-UHFFFAOYSA-N 0.000 claims description 54
- -1 B2θ3 Chemical compound 0.000 claims description 51
- 239000000377 silicon dioxide Substances 0.000 claims description 43
- 229910052681 coesite Inorganic materials 0.000 claims description 39
- 229910052906 cristobalite Inorganic materials 0.000 claims description 39
- 229910052682 stishovite Inorganic materials 0.000 claims description 39
- 229910052905 tridymite Inorganic materials 0.000 claims description 39
- 229910011255 B2O3 Inorganic materials 0.000 claims description 37
- JKWMSGQKBLHBQQ-UHFFFAOYSA-N diboron trioxide Chemical compound O=BOB=O JKWMSGQKBLHBQQ-UHFFFAOYSA-N 0.000 claims description 37
- 239000000155 melt Substances 0.000 claims description 37
- 238000001816 cooling Methods 0.000 claims description 36
- 238000010438 heat treatment Methods 0.000 claims description 33
- BYFGZMCJNACEKR-UHFFFAOYSA-N aluminium(i) oxide Chemical compound [Al]O[Al] BYFGZMCJNACEKR-UHFFFAOYSA-N 0.000 claims description 30
- 239000013078 crystal Substances 0.000 claims description 30
- 239000011230 binding agent Substances 0.000 claims description 29
- 230000005496 eutectics Effects 0.000 claims description 29
- 239000000843 powder Substances 0.000 claims description 25
- 238000002844 melting Methods 0.000 claims description 21
- 230000008018 melting Effects 0.000 claims description 20
- 229910052751 metal Inorganic materials 0.000 abstract description 30
- 239000002184 metal Substances 0.000 abstract description 28
- 239000000835 fiber Substances 0.000 abstract description 15
- 239000002131 composite material Substances 0.000 abstract description 12
- 238000000576 coating method Methods 0.000 abstract description 9
- 239000011159 matrix material Substances 0.000 abstract description 8
- 239000000945 filler Substances 0.000 abstract description 6
- 239000011253 protective coating Substances 0.000 abstract description 4
- 239000006092 crystalline glass-ceramic Substances 0.000 abstract description 3
- 239000012779 reinforcing material Substances 0.000 abstract description 3
- 229910009474 Y2O3—ZrO2 Inorganic materials 0.000 abstract description 2
- 238000009413 insulation Methods 0.000 abstract description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 74
- 150000004706 metal oxides Chemical class 0.000 description 70
- 239000012071 phase Substances 0.000 description 55
- 238000000227 grinding Methods 0.000 description 31
- 239000000047 product Substances 0.000 description 25
- 239000000203 mixture Substances 0.000 description 24
- 238000004455 differential thermal analysis Methods 0.000 description 20
- 230000001413 cellular effect Effects 0.000 description 17
- 238000009826 distribution Methods 0.000 description 14
- 238000002425 crystallisation Methods 0.000 description 13
- 230000008025 crystallization Effects 0.000 description 13
- ODINCKMPIJJUCX-UHFFFAOYSA-N Calcium oxide Chemical compound [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 12
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 12
- 150000001768 cations Chemical class 0.000 description 12
- 230000015572 biosynthetic process Effects 0.000 description 11
- 239000010410 layer Substances 0.000 description 11
- 238000005498 polishing Methods 0.000 description 11
- 239000002994 raw material Substances 0.000 description 11
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 10
- 229910052782 aluminium Inorganic materials 0.000 description 10
- 239000010432 diamond Substances 0.000 description 10
- 229910003460 diamond Inorganic materials 0.000 description 10
- YBMRDBCBODYGJE-UHFFFAOYSA-N germanium dioxide Chemical compound O=[Ge]=O YBMRDBCBODYGJE-UHFFFAOYSA-N 0.000 description 10
- 229920005989 resin Polymers 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- 229910052760 oxygen Inorganic materials 0.000 description 9
- 238000010791 quenching Methods 0.000 description 9
- 238000007792 addition Methods 0.000 description 8
- 239000000654 additive Substances 0.000 description 8
- 230000009477 glass transition Effects 0.000 description 8
- 239000001301 oxygen Substances 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 230000000171 quenching effect Effects 0.000 description 8
- 239000000758 substrate Substances 0.000 description 8
- 229910052791 calcium Inorganic materials 0.000 description 7
- 239000011575 calcium Substances 0.000 description 7
- 229910052804 chromium Inorganic materials 0.000 description 7
- 239000007789 gas Substances 0.000 description 7
- 239000007788 liquid Substances 0.000 description 7
- 229910052749 magnesium Inorganic materials 0.000 description 7
- 239000011777 magnesium Substances 0.000 description 7
- 230000006911 nucleation Effects 0.000 description 7
- 238000010899 nucleation Methods 0.000 description 7
- 239000002002 slurry Substances 0.000 description 7
- GOLCXWYRSKYTSP-UHFFFAOYSA-N Arsenious Acid Chemical compound O1[As]2O[As]1O2 GOLCXWYRSKYTSP-UHFFFAOYSA-N 0.000 description 6
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 6
- KKCBUQHMOMHUOY-UHFFFAOYSA-N Na2O Inorganic materials [O-2].[Na+].[Na+] KKCBUQHMOMHUOY-UHFFFAOYSA-N 0.000 description 6
- 238000002441 X-ray diffraction Methods 0.000 description 6
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 239000000292 calcium oxide Substances 0.000 description 6
- 235000012255 calcium oxide Nutrition 0.000 description 6
- 238000007731 hot pressing Methods 0.000 description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 229910052742 iron Inorganic materials 0.000 description 6
- 239000000395 magnesium oxide Substances 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 238000003801 milling Methods 0.000 description 6
- 239000002023 wood Substances 0.000 description 6
- FUJCRWPEOMXPAD-UHFFFAOYSA-N Li2O Inorganic materials [Li+].[Li+].[O-2] FUJCRWPEOMXPAD-UHFFFAOYSA-N 0.000 description 5
- 229910003069 TeO2 Inorganic materials 0.000 description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- 229910001570 bauxite Inorganic materials 0.000 description 5
- 229910052802 copper Inorganic materials 0.000 description 5
- 239000010949 copper Substances 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 150000002739 metals Chemical class 0.000 description 5
- 238000007254 oxidation reaction Methods 0.000 description 5
- 230000000704 physical effect Effects 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 5
- 238000012216 screening Methods 0.000 description 5
- 238000005245 sintering Methods 0.000 description 5
- LAJZODKXOMJMPK-UHFFFAOYSA-N tellurium dioxide Chemical compound O=[Te]=O LAJZODKXOMJMPK-UHFFFAOYSA-N 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 4
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 4
- 239000003082 abrasive agent Substances 0.000 description 4
- 229910010293 ceramic material Inorganic materials 0.000 description 4
- 150000001805 chlorine compounds Chemical class 0.000 description 4
- RKTYLMNFRDHKIL-UHFFFAOYSA-N copper;5,10,15,20-tetraphenylporphyrin-22,24-diide Chemical group [Cu+2].C1=CC(C(=C2C=CC([N-]2)=C(C=2C=CC=CC=2)C=2C=CC(N=2)=C(C=2C=CC=CC=2)C2=CC=C3[N-]2)C=2C=CC=CC=2)=NC1=C3C1=CC=CC=C1 RKTYLMNFRDHKIL-UHFFFAOYSA-N 0.000 description 4
- 229910001610 cryolite Inorganic materials 0.000 description 4
- QDOXWKRWXJOMAK-UHFFFAOYSA-N dichromium trioxide Chemical compound O=[Cr]O[Cr]=O QDOXWKRWXJOMAK-UHFFFAOYSA-N 0.000 description 4
- XUCJHNOBJLKZNU-UHFFFAOYSA-M dilithium;hydroxide Chemical compound [Li+].[Li+].[OH-] XUCJHNOBJLKZNU-UHFFFAOYSA-M 0.000 description 4
- 239000003085 diluting agent Substances 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- GNTDGMZSJNCJKK-UHFFFAOYSA-N divanadium pentaoxide Chemical compound O=[V](=O)O[V](=O)=O GNTDGMZSJNCJKK-UHFFFAOYSA-N 0.000 description 4
- 230000001747 exhibiting effect Effects 0.000 description 4
- 239000001257 hydrogen Substances 0.000 description 4
- 229910052739 hydrogen Inorganic materials 0.000 description 4
- 150000004679 hydroxides Chemical class 0.000 description 4
- 150000002823 nitrates Chemical class 0.000 description 4
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 230000005855 radiation Effects 0.000 description 4
- 229910001404 rare earth metal oxide Inorganic materials 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 239000004575 stone Substances 0.000 description 4
- 238000010998 test method Methods 0.000 description 4
- 229910052719 titanium Inorganic materials 0.000 description 4
- 239000010936 titanium Substances 0.000 description 4
- 229910052727 yttrium Inorganic materials 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 3
- 150000001242 acetic acid derivatives Chemical class 0.000 description 3
- 239000012298 atmosphere Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 238000004581 coalescence Methods 0.000 description 3
- VQCBHWLJZDBHOS-UHFFFAOYSA-N erbium(iii) oxide Chemical compound O=[Er]O[Er]=O VQCBHWLJZDBHOS-UHFFFAOYSA-N 0.000 description 3
- 238000000605 extraction Methods 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- MRELNEQAGSRDBK-UHFFFAOYSA-N lanthanum(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[La+3].[La+3] MRELNEQAGSRDBK-UHFFFAOYSA-N 0.000 description 3
- 239000000314 lubricant Substances 0.000 description 3
- 238000001000 micrograph Methods 0.000 description 3
- PLDDOISOJJCEMH-UHFFFAOYSA-N neodymium(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[Nd+3].[Nd+3] PLDDOISOJJCEMH-UHFFFAOYSA-N 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 229910052761 rare earth metal Inorganic materials 0.000 description 3
- 238000004544 sputter deposition Methods 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 239000012808 vapor phase Substances 0.000 description 3
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 3
- 239000011787 zinc oxide Substances 0.000 description 3
- 235000014692 zinc oxide Nutrition 0.000 description 3
- 229910052726 zirconium Inorganic materials 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 2
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 229910052688 Gadolinium Inorganic materials 0.000 description 2
- 239000002310 Isopropyl citrate Substances 0.000 description 2
- 229910002230 La2Zr2O7 Inorganic materials 0.000 description 2
- TWRXJAOTZQYOKJ-UHFFFAOYSA-L Magnesium chloride Chemical compound [Mg+2].[Cl-].[Cl-] TWRXJAOTZQYOKJ-UHFFFAOYSA-L 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- 229910026161 MgAl2O4 Inorganic materials 0.000 description 2
- 101100365384 Mus musculus Eefsec gene Proteins 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 2
- WCUXLLCKKVVCTQ-UHFFFAOYSA-M Potassium chloride Chemical compound [Cl-].[K+] WCUXLLCKKVVCTQ-UHFFFAOYSA-M 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229910052775 Thulium Inorganic materials 0.000 description 2
- 229920001807 Urea-formaldehyde Polymers 0.000 description 2
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 2
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 229910000272 alkali metal oxide Inorganic materials 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 239000012300 argon atmosphere Substances 0.000 description 2
- 238000000149 argon plasma sintering Methods 0.000 description 2
- QVQLCTNNEUAWMS-UHFFFAOYSA-N barium oxide Inorganic materials [Ba]=O QVQLCTNNEUAWMS-UHFFFAOYSA-N 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 229910001593 boehmite Inorganic materials 0.000 description 2
- 235000012241 calcium silicate Nutrition 0.000 description 2
- 229910052918 calcium silicate Inorganic materials 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000007795 chemical reaction product Substances 0.000 description 2
- 239000011362 coarse particle Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- IVMYJDGYRUAWML-UHFFFAOYSA-N cobalt(II) oxide Inorganic materials [Co]=O IVMYJDGYRUAWML-UHFFFAOYSA-N 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 239000007822 coupling agent Substances 0.000 description 2
- 239000002178 crystalline material Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000000280 densification Methods 0.000 description 2
- ZWWCURLKEXEFQT-UHFFFAOYSA-N dinitrogen pentaoxide Chemical compound [O-][N+](=O)O[N+]([O-])=O ZWWCURLKEXEFQT-UHFFFAOYSA-N 0.000 description 2
- NLQFUUYNQFMIJW-UHFFFAOYSA-N dysprosium(iii) oxide Chemical compound O=[Dy]O[Dy]=O NLQFUUYNQFMIJW-UHFFFAOYSA-N 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 239000002223 garnet Substances 0.000 description 2
- 238000009689 gas atomisation Methods 0.000 description 2
- 239000006112 glass ceramic composition Substances 0.000 description 2
- 238000007496 glass forming Methods 0.000 description 2
- BBKFSSMUWOMYPI-UHFFFAOYSA-N gold palladium Chemical compound [Pd].[Au] BBKFSSMUWOMYPI-UHFFFAOYSA-N 0.000 description 2
- 239000010440 gypsum Substances 0.000 description 2
- 229910052602 gypsum Inorganic materials 0.000 description 2
- 229910052735 hafnium Inorganic materials 0.000 description 2
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 description 2
- JYTUFVYWTIKZGR-UHFFFAOYSA-N holmium oxide Inorganic materials [O][Ho]O[Ho][O] JYTUFVYWTIKZGR-UHFFFAOYSA-N 0.000 description 2
- 238000001192 hot extrusion Methods 0.000 description 2
- FAHBNUUHRFUEAI-UHFFFAOYSA-M hydroxidooxidoaluminium Chemical compound O[Al]=O FAHBNUUHRFUEAI-UHFFFAOYSA-M 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 2
- 229910003443 lutetium oxide Inorganic materials 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 239000011572 manganese Substances 0.000 description 2
- VASIZKWUTCETSD-UHFFFAOYSA-N manganese(II) oxide Inorganic materials [Mn]=O VASIZKWUTCETSD-UHFFFAOYSA-N 0.000 description 2
- 239000004579 marble Substances 0.000 description 2
- 238000000386 microscopy Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- GNRSAWUEBMWBQH-UHFFFAOYSA-N nickel(II) oxide Inorganic materials [Ni]=O GNRSAWUEBMWBQH-UHFFFAOYSA-N 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 238000000399 optical microscopy Methods 0.000 description 2
- 229920000620 organic polymer Polymers 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 239000000075 oxide glass Substances 0.000 description 2
- SIWVEOZUMHYXCS-UHFFFAOYSA-N oxo(oxoyttriooxy)yttrium Chemical compound O=[Y]O[Y]=O SIWVEOZUMHYXCS-UHFFFAOYSA-N 0.000 description 2
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 2
- 239000011236 particulate material Substances 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 238000007750 plasma spraying Methods 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 229910052700 potassium Inorganic materials 0.000 description 2
- 239000011591 potassium Substances 0.000 description 2
- 238000000634 powder X-ray diffraction Methods 0.000 description 2
- 239000002243 precursor Substances 0.000 description 2
- 150000002910 rare earth metals Chemical class 0.000 description 2
- 230000001603 reducing effect Effects 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- FKTOIHSPIPYAPE-UHFFFAOYSA-N samarium(iii) oxide Chemical compound [O-2].[O-2].[O-2].[Sm+3].[Sm+3] FKTOIHSPIPYAPE-UHFFFAOYSA-N 0.000 description 2
- HYXGAEYDKFCVMU-UHFFFAOYSA-N scandium(III) oxide Inorganic materials O=[Sc]O[Sc]=O HYXGAEYDKFCVMU-UHFFFAOYSA-N 0.000 description 2
- 150000004760 silicates Chemical class 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 229910052596 spinel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229910052712 strontium Inorganic materials 0.000 description 2
- IATRAKWUXMZMIY-UHFFFAOYSA-N strontium oxide Inorganic materials [O-2].[Sr+2] IATRAKWUXMZMIY-UHFFFAOYSA-N 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000006467 substitution reaction Methods 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- JRZKNHITLINYHV-UHFFFAOYSA-N 1,2,3,4,5-pentachloronaphthalene Chemical compound ClC1=CC=CC2=C(Cl)C(Cl)=C(Cl)C(Cl)=C21 JRZKNHITLINYHV-UHFFFAOYSA-N 0.000 description 1
- RZVAJINKPMORJF-UHFFFAOYSA-N Acetaminophen Chemical compound CC(=O)NC1=CC=C(O)C=C1 RZVAJINKPMORJF-UHFFFAOYSA-N 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- 229910052580 B4C Inorganic materials 0.000 description 1
- 238000004131 Bayer process Methods 0.000 description 1
- 229910021532 Calcite Inorganic materials 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- 241000640882 Condea Species 0.000 description 1
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 1
- 229910052692 Dysprosium Inorganic materials 0.000 description 1
- 229910052691 Erbium Inorganic materials 0.000 description 1
- 229910052693 Europium Inorganic materials 0.000 description 1
- 229910002614 GdAlO3 Inorganic materials 0.000 description 1
- 241000588731 Hafnia Species 0.000 description 1
- 229910000760 Hardened steel Inorganic materials 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- 229910017414 LaAl Inorganic materials 0.000 description 1
- 229910002244 LaAlO3 Inorganic materials 0.000 description 1
- 235000019738 Limestone Nutrition 0.000 description 1
- 229910052765 Lutetium Inorganic materials 0.000 description 1
- 229910000503 Na-aluminosilicate Inorganic materials 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- 229910052772 Samarium Inorganic materials 0.000 description 1
- 241000287219 Serinus canaria Species 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- 239000004115 Sodium Silicate Substances 0.000 description 1
- PMZURENOXWZQFD-UHFFFAOYSA-L Sodium Sulfate Chemical compound [Na+].[Na+].[O-]S([O-])(=O)=O PMZURENOXWZQFD-UHFFFAOYSA-L 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 229910052771 Terbium Inorganic materials 0.000 description 1
- 229910052776 Thorium Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910021541 Vanadium(III) oxide Inorganic materials 0.000 description 1
- 238000000563 Verneuil process Methods 0.000 description 1
- 229910052769 Ytterbium Inorganic materials 0.000 description 1
- JFBZPFYRPYOZCQ-UHFFFAOYSA-N [Li].[Al] Chemical compound [Li].[Al] JFBZPFYRPYOZCQ-UHFFFAOYSA-N 0.000 description 1
- XHCLAFWTIXFWPH-UHFFFAOYSA-N [O-2].[O-2].[O-2].[O-2].[O-2].[V+5].[V+5] Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[V+5].[V+5] XHCLAFWTIXFWPH-UHFFFAOYSA-N 0.000 description 1
- 239000006061 abrasive grain Substances 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical class [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- RREGISFBPQOLTM-UHFFFAOYSA-N alumane;trihydrate Chemical compound O.O.O.[AlH3] RREGISFBPQOLTM-UHFFFAOYSA-N 0.000 description 1
- JLDSOYXADOWAKB-UHFFFAOYSA-N aluminium nitrate Chemical class [Al+3].[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O JLDSOYXADOWAKB-UHFFFAOYSA-N 0.000 description 1
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 1
- JNDMLEXHDPKVFC-UHFFFAOYSA-N aluminum;oxygen(2-);yttrium(3+) Chemical compound [O-2].[O-2].[O-2].[Al+3].[Y+3] JNDMLEXHDPKVFC-UHFFFAOYSA-N 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 230000000844 anti-bacterial effect Effects 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 239000003899 bactericide agent Substances 0.000 description 1
- 238000000498 ball milling Methods 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 1
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- 239000013590 bulk material Substances 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- 238000001354 calcination Methods 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000000378 calcium silicate Substances 0.000 description 1
- GBAOBIBJACZTNA-UHFFFAOYSA-L calcium sulfite Chemical compound [Ca+2].[O-]S([O-])=O GBAOBIBJACZTNA-UHFFFAOYSA-L 0.000 description 1
- 235000010261 calcium sulphite Nutrition 0.000 description 1
- HHSPVTKDOHQBKF-UHFFFAOYSA-J calcium;magnesium;dicarbonate Chemical compound [Mg+2].[Ca+2].[O-]C([O-])=O.[O-]C([O-])=O HHSPVTKDOHQBKF-UHFFFAOYSA-J 0.000 description 1
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 1
- 238000009690 centrifugal atomisation Methods 0.000 description 1
- 235000013339 cereals Nutrition 0.000 description 1
- CETPSERCERDGAM-UHFFFAOYSA-N ceric oxide Chemical compound O=[Ce]=O CETPSERCERDGAM-UHFFFAOYSA-N 0.000 description 1
- 229910000420 cerium oxide Inorganic materials 0.000 description 1
- 229910000422 cerium(IV) oxide Inorganic materials 0.000 description 1
- 125000003636 chemical group Chemical group 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000004567 concrete Substances 0.000 description 1
- 238000004320 controlled atmosphere Methods 0.000 description 1
- 238000002447 crystallographic data Methods 0.000 description 1
- 230000007123 defense Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- GUJOJGAPFQRJSV-UHFFFAOYSA-N dialuminum;dioxosilane;oxygen(2-);hydrate Chemical compound O.[O-2].[O-2].[O-2].[Al+3].[Al+3].O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O GUJOJGAPFQRJSV-UHFFFAOYSA-N 0.000 description 1
- JYIMWRSJCRRYNK-UHFFFAOYSA-N dialuminum;disodium;oxygen(2-);silicon(4+);hydrate Chemical compound O.[O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[Na+].[Na+].[Al+3].[Al+3].[Si+4] JYIMWRSJCRRYNK-UHFFFAOYSA-N 0.000 description 1
- 238000007723 die pressing method Methods 0.000 description 1
- 229910001882 dioxygen Inorganic materials 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000011363 dried mixture Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 229910003440 dysprosium oxide Inorganic materials 0.000 description 1
- 238000001493 electron microscopy Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 229910001940 europium oxide Inorganic materials 0.000 description 1
- AEBZCFFCDTZXHP-UHFFFAOYSA-N europium(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[Eu+3].[Eu+3] AEBZCFFCDTZXHP-UHFFFAOYSA-N 0.000 description 1
- RSEIMSPAXMNYFJ-UHFFFAOYSA-N europium(III) oxide Inorganic materials O=[Eu]O[Eu]=O RSEIMSPAXMNYFJ-UHFFFAOYSA-N 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000010433 feldspar Substances 0.000 description 1
- 235000013312 flour Nutrition 0.000 description 1
- 150000002222 fluorine compounds Chemical class 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- UIWYJDYFSGRHKR-UHFFFAOYSA-N gadolinium atom Chemical compound [Gd] UIWYJDYFSGRHKR-UHFFFAOYSA-N 0.000 description 1
- CMIHHWBVHJVIGI-UHFFFAOYSA-N gadolinium(III) oxide Inorganic materials [O-2].[O-2].[O-2].[Gd+3].[Gd+3] CMIHHWBVHJVIGI-UHFFFAOYSA-N 0.000 description 1
- 229910001679 gibbsite Inorganic materials 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 210000000569 greater omentum Anatomy 0.000 description 1
- 150000002362 hafnium Chemical class 0.000 description 1
- WIHZLLGSGQNAGK-UHFFFAOYSA-N hafnium(4+);oxygen(2-) Chemical compound [O-2].[O-2].[Hf+4] WIHZLLGSGQNAGK-UHFFFAOYSA-N 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 238000003621 hammer milling Methods 0.000 description 1
- OWCYYNSBGXMRQN-UHFFFAOYSA-N holmium(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[Ho+3].[Ho+3] OWCYYNSBGXMRQN-UHFFFAOYSA-N 0.000 description 1
- 238000001513 hot isostatic pressing Methods 0.000 description 1
- 239000007943 implant Substances 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 239000000543 intermediate Substances 0.000 description 1
- 235000013980 iron oxide Nutrition 0.000 description 1
- IXQWNVPHFNLUGD-UHFFFAOYSA-N iron titanium Chemical compound [Ti].[Fe] IXQWNVPHFNLUGD-UHFFFAOYSA-N 0.000 description 1
- 238000010902 jet-milling Methods 0.000 description 1
- VJPLIHZPOJDHLB-UHFFFAOYSA-N lead titanium Chemical compound [Ti].[Pb] VJPLIHZPOJDHLB-UHFFFAOYSA-N 0.000 description 1
- 239000006028 limestone Substances 0.000 description 1
- 229910001947 lithium oxide Inorganic materials 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- 229910001629 magnesium chloride Inorganic materials 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 239000013528 metallic particle Substances 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000004005 microsphere Substances 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 229910003465 moissanite Inorganic materials 0.000 description 1
- 239000002991 molded plastic Substances 0.000 description 1
- 150000004682 monohydrates Chemical class 0.000 description 1
- 229910052901 montmorillonite Inorganic materials 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 239000002667 nucleating agent Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 150000002898 organic sulfur compounds Chemical class 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 1
- KTUFCUMIWABKDW-UHFFFAOYSA-N oxo(oxolanthaniooxy)lanthanum Chemical compound O=[La]O[La]=O KTUFCUMIWABKDW-UHFFFAOYSA-N 0.000 description 1
- MPARYNQUYZOBJM-UHFFFAOYSA-N oxo(oxolutetiooxy)lutetium Chemical compound O=[Lu]O[Lu]=O MPARYNQUYZOBJM-UHFFFAOYSA-N 0.000 description 1
- MMKQUGHLEMYQSG-UHFFFAOYSA-N oxygen(2-);praseodymium(3+) Chemical compound [O-2].[O-2].[O-2].[Pr+3].[Pr+3] MMKQUGHLEMYQSG-UHFFFAOYSA-N 0.000 description 1
- UZLYXNNZYFBAQO-UHFFFAOYSA-N oxygen(2-);ytterbium(3+) Chemical compound [O-2].[O-2].[O-2].[Yb+3].[Yb+3] UZLYXNNZYFBAQO-UHFFFAOYSA-N 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 238000004157 plasmatron Methods 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- ODGAOXROABLFNM-UHFFFAOYSA-N polynoxylin Chemical compound O=C.NC(N)=O ODGAOXROABLFNM-UHFFFAOYSA-N 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000001103 potassium chloride Substances 0.000 description 1
- 235000011164 potassium chloride Nutrition 0.000 description 1
- 235000011118 potassium hydroxide Nutrition 0.000 description 1
- 229910003447 praseodymium oxide Inorganic materials 0.000 description 1
- 238000000746 purification Methods 0.000 description 1
- 239000005297 pyrex Substances 0.000 description 1
- 238000000197 pyrolysis Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 238000007712 rapid solidification Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 229910001954 samarium oxide Inorganic materials 0.000 description 1
- 229940075630 samarium oxide Drugs 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 238000004626 scanning electron microscopy Methods 0.000 description 1
- 150000004756 silanes Chemical class 0.000 description 1
- ABTOQLMXBSRXSM-UHFFFAOYSA-N silicon tetrafluoride Chemical class F[Si](F)(F)F ABTOQLMXBSRXSM-UHFFFAOYSA-N 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000010944 silver (metal) Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000000429 sodium aluminium silicate Substances 0.000 description 1
- 235000012217 sodium aluminium silicate Nutrition 0.000 description 1
- GJPYYNMJTJNYTO-UHFFFAOYSA-J sodium aluminium sulfate Chemical compound [Na+].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O GJPYYNMJTJNYTO-UHFFFAOYSA-J 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 229910052911 sodium silicate Inorganic materials 0.000 description 1
- 235000019794 sodium silicate Nutrition 0.000 description 1
- 229910052938 sodium sulfate Inorganic materials 0.000 description 1
- 235000011152 sodium sulphate Nutrition 0.000 description 1
- 229910001495 sodium tetrafluoroborate Inorganic materials 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000007782 splat cooling Methods 0.000 description 1
- 238000001694 spray drying Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000005477 sputtering target Methods 0.000 description 1
- 238000007655 standard test method Methods 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-L sulfite Chemical class [O-]S([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-L 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000000375 suspending agent Substances 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- GZCRRIHWUXGPOV-UHFFFAOYSA-N terbium atom Chemical compound [Tb] GZCRRIHWUXGPOV-UHFFFAOYSA-N 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 230000009974 thixotropic effect Effects 0.000 description 1
- ZCUFMDLYAMJYST-UHFFFAOYSA-N thorium dioxide Chemical compound O=[Th]=O ZCUFMDLYAMJYST-UHFFFAOYSA-N 0.000 description 1
- 229910003452 thorium oxide Inorganic materials 0.000 description 1
- ZIKATJAYWZUJPY-UHFFFAOYSA-N thulium (III) oxide Inorganic materials [O-2].[O-2].[O-2].[Tm+3].[Tm+3] ZIKATJAYWZUJPY-UHFFFAOYSA-N 0.000 description 1
- FRNOGLGSGLTDKL-UHFFFAOYSA-N thulium atom Chemical compound [Tm] FRNOGLGSGLTDKL-UHFFFAOYSA-N 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 235000010215 titanium dioxide Nutrition 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 1
- 238000003826 uniaxial pressing Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 229910001935 vanadium oxide Inorganic materials 0.000 description 1
- 239000003039 volatile agent Substances 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
- 229910003454 ytterbium oxide Inorganic materials 0.000 description 1
- 229940075624 ytterbium oxide Drugs 0.000 description 1
- FIXNOXLJNSSSLJ-UHFFFAOYSA-N ytterbium(III) oxide Inorganic materials O=[Yb]O[Yb]=O FIXNOXLJNSSSLJ-UHFFFAOYSA-N 0.000 description 1
- 150000003746 yttrium Chemical class 0.000 description 1
- 229910019901 yttrium aluminum garnet Inorganic materials 0.000 description 1
- QVOIJBIQBYRBCF-UHFFFAOYSA-H yttrium(3+);tricarbonate Chemical class [Y+3].[Y+3].[O-]C([O-])=O.[O-]C([O-])=O.[O-]C([O-])=O QVOIJBIQBYRBCF-UHFFFAOYSA-H 0.000 description 1
- 229910052845 zircon Inorganic materials 0.000 description 1
- 150000003754 zirconium Chemical class 0.000 description 1
- XJUNLJFOHNHSAR-UHFFFAOYSA-J zirconium(4+);dicarbonate Chemical class [Zr+4].[O-]C([O-])=O.[O-]C([O-])=O XJUNLJFOHNHSAR-UHFFFAOYSA-J 0.000 description 1
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/12—Silica-free oxide glass compositions
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1409—Abrasive particles per se
- C09K3/1418—Abrasive particles per se obtained by division of a mass agglomerated by sintering
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C1/00—Ingredients generally applicable to manufacture of glasses, glazes, or vitreous enamels
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C10/00—Devitrified glass ceramics, i.e. glass ceramics having a crystalline phase dispersed in a glassy phase and constituting at least 50% by weight of the total composition
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/12—Silica-free oxide glass compositions
- C03C3/125—Silica-free oxide glass compositions containing aluminium as glass former
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/44—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/50—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on rare-earth compounds
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1409—Abrasive particles per se
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1409—Abrasive particles per se
- C09K3/1427—Abrasive particles per se obtained by division of a mass agglomerated by melting, at least partially, e.g. with a binder
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3206—Magnesium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3208—Calcium oxide or oxide-forming salts thereof, e.g. lime
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3213—Strontium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
- C04B2235/3222—Aluminates other than alumino-silicates, e.g. spinel (MgAl2O4)
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3227—Lanthanum oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3229—Cerium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3239—Vanadium oxides, vanadates or oxide forming salts thereof, e.g. magnesium vanadate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3241—Chromium oxides, chromates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
- C04B2235/3246—Stabilised zirconias, e.g. YSZ or cerium stabilised zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
- C04B2235/3248—Zirconates or hafnates, e.g. zircon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3251—Niobium oxides, niobates, tantalum oxides, tantalates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3262—Manganese oxides, manganates, rhenium oxides or oxide-forming salts thereof, e.g. MnO
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3262—Manganese oxides, manganates, rhenium oxides or oxide-forming salts thereof, e.g. MnO
- C04B2235/3265—Mn2O3
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/327—Iron group oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3272—Iron oxides or oxide forming salts thereof, e.g. hematite, magnetite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/327—Iron group oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3275—Cobalt oxides, cobaltates or cobaltites or oxide forming salts thereof, e.g. bismuth cobaltate, zinc cobaltite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/327—Iron group oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3279—Nickel oxides, nickalates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3281—Copper oxides, cuprates or oxide-forming salts thereof, e.g. CuO or Cu2O
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/40—Metallic constituents or additives not added as binding phase
- C04B2235/401—Alkaline earth metals
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/40—Metallic constituents or additives not added as binding phase
- C04B2235/402—Aluminium
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/44—Metal salt constituents or additives chosen for the nature of the anions, e.g. hydrides or acetylacetonate
- C04B2235/444—Halide containing anions, e.g. bromide, iodate, chlorite
- C04B2235/445—Fluoride containing anions, e.g. fluosilicate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/44—Metal salt constituents or additives chosen for the nature of the anions, e.g. hydrides or acetylacetonate
- C04B2235/447—Phosphates or phosphites, e.g. orthophosphate or hypophosphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/52—Constituents or additives characterised by their shapes
- C04B2235/528—Spheres
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5427—Particle size related information expressed by the size of the particles or aggregates thereof millimeter or submillimeter sized, i.e. larger than 0,1 mm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/785—Submicron sized grains, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
Definitions
- the present invention relates to Al O 3 -Y O 3 -ZrO 2 /HfO 2 amorphous and/or ceramic materials (including glasses, crystalline ceramics, and glass-ceramics) and methods of making the same.
- a large number of amorphous (including glass) and glass-ceramic compositions are known.
- the majority of oxide glass systems utilize well-known glass-formers such as SiO 2 , B 2 O 3 , P 2 O 5 , GeO 2 , TeO 2 , As 2 O 3 , and V 2 O 5 to aid in the formation of the glass.
- Some of the glass compositions formed with these glass-formers can be heat-treated to form glass-ceramics.
- the upper use temperature of glasses and glass-ceramics formed from such glass formers is generally less than 1200°C, typically about 700-800°C.
- the glass- ceramics tend to be more temperature resistant than the glass from which they are formed.
- glass-formers many properties of known glasses and glass-ceramics are limited by the intrinsic properties of glass-formers. For example, for SiO 2 , B 2 O 3 , and P 2 Os-based glasses and glass-ceramics, the Young's modulus, hardness, and strength are limited by such glass-formers. Such glass and glass-ceramics generally have inferior mechanical properties as compared, for example, to Al 2 O 3 or ZrO 2 . Glass-ceramics having any mechanical properties similar to that of Al 2 O 3 or ZrO 2 would be desirable.
- non-conventional glasses such as glasses based on rare earth oxide- aluminum oxide (see, e.g., PCT application having publication No. WO 01/27046 Al, published April 19, 2001, and Japanese Document No. JP 2000-045129, published February 15, 2000) are known, additional novel glasses and glass-ceramic, as well as use for both known and novel glasses and glass-ceramics is desired.
- abrasive particles e.g., diamond particles, cubic boron nitride particles, fused abrasive particles, and sintered, ceramic abrasive particles (including sol-gel-derived abrasive particles) known in the art.
- the abrasive particles are used in loose form, while in others the particles are incorporated into abrasive products (e.g., coated abrasive products, bonded abrasive products, non- woven abrasive products, and abrasive brushes). Criteria used in selecting abrasive particles used for a particular abrading application include: abrading life, rate of cut, substrate surface finish, grinding efficiency, and product cost.
- fused abrasive particles From about 1900 to about the mid-1980's, the premier abrasive particles for abrading applications such as those utilizing coated and bonded abrasive products were typically fused abrasive particles.
- fused abrasive particles There are two general types of fused abrasive particles: (1) fused alpha alumina abrasive particles (see, e.g., U.S. Pat. Nos.
- Fused alumina abrasive particles are typically made by charging a furnace with an alumina source such as aluminum ore or bauxite, as well as other desired additives, heating the material above its melting point, cooling the melt to provide a solidified mass, crushing the solidified mass into particles, and then screening and grading the particles to provide the desired abrasive particle size distribution.
- Fused alumina-zirconia abrasive particles are typically made in a similar manner, except the furnace is charged with both an alumina source and a zirconia source, and the melt is more rapidly cooled than the melt used to make fused alumina abrasive particles.
- the amount of alumina source is typically about 50-80 percent by weight, and the amount of zirconia, 50-20 percent by weight zirconia.
- the processes for making the fused alumina and fused alumina abrasive particles may include removal of impurities from the melt prior to the cooling step.
- fused alpha alumina abrasive particles and fused alumina-zirconia abrasive particles are still widely used in abrading applications (including those utilizing coated and bonded abrasive products, the premier abrasive particles for many abrading applications since about the mid-1980's are sol-gel-derived alpha alumina particles (see, e.g., U.S. Pat. Nos.
- the sol-gel-derived alpha alumina abrasive particles may have a microstructure made up of very fine alpha alumina crystallites, with or without the presence of secondary phases added.
- the grinding performance of the sol-gel derived abrasive particles on metal, as measured, for example, by life of abrasive products made with the abrasive particles was dramatically longer than such products made from conventional fused alumina abrasive particles.
- sol-gel-derived abrasive particles are typically made by preparing a dispersion or sol comprising water, alumina monohydrate (boehmite), and optionally peptizing agent (e.g., an acid such as nitric acid), gelling the dispersion, drying the gelled dispersion, crushing the dried dispersion into particles, screening the particles to provide the desired sized particles, calcining the particles to remove volatiles, sintering the calcined particles at a temperature below the melting point of alumina, and screening and grading the particles to provide the desired abrasive particle size distribution.
- a dispersion or sol comprising water, alumina monohydrate (boehmite), and optionally peptizing agent (e.g., an acid such as nitric acid)
- peptizing agent e.g., an acid such as nitric acid
- a metal oxide modifier(s) is incorporated into the sintered abrasive particles to alter or otherwise modify the physical properties and/or microstructure of the sintered abrasive particles.
- abrasive products also referred to "abrasive articles"
- abrasive products include binder and abrasive particles secured within the abrasive product by the binder.
- abrasive products include: coated abrasive products, bonded abrasive products, nonwoven abrasive products, and abrasive brushes.
- Examples of bonded abrasive products include: grinding wheels, cutoff wheels, and honing stones.
- Resinoid bonded abrasives utilize an organic binder system (e.g., phenolic binder systems) to bond the abrasive particles together to form the shaped mass (see, e.g., U.S. Pat. Nos. 4,741,743 (Narayanan et al.), 4,800,685 (Haynes et al.), 5,037,453 (Narayanan et al.), and 5,110,332 (Narayanan et al.)).
- organic binder system e.g., phenolic binder systems
- vitrified wheels in which a glass binder system is used to bond the abrasive particles together mass (see, e.g., U.S. Pat. Nos. 4,543,107 (Rue), 4,898,587 (Hay et al.), 4,997,461 (Markhoff-Matheny et al.), and 5,863,308 (Qi et al.)). These glass bonds are usually matured at temperatures between 900°C to 1300°C.
- Today vitrified wheels utilize both fused alumina and sol-gel-derived abrasive particles. However, fused alumina- zirconia is generally not incorporated into vitrified wheels due in part to the thermal stability of alumina-zirconia.
- Metal bonded abrasive products typically utilize sintered or plated metal to bond the abrasive particles.
- the abrasive industry continues to desire abrasive particles and abrasive products that are easier to make, cheaper to make, and/or provide performance advantage(s) over conventional abrasive particles and products.
- the present invention provides amorphous (including glasses) and/or ceramic
- (including glass, crystalline ceramic, glass-ceramic) materials comprising (on a theoretical oxide basis; e.g., may be present as a reaction product (e.g., Y 3 Al 5 O ⁇ 2 )), Al O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , including glass, crystalline ceramic (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al O 3 » Y O 3 ) and/or ZrO 2 ), and glass-ceramic materials, wherein in amorphous materials not having a T g , certain preferred embodiments have x, y, and z dimensions each perpendicular to each other, and wherein each of the x, y, and z dimensions is at least 5mm (in some embodiments at least 10mm), the x, y, and z dimensions is at least 30 micrometers, 35 micrometers, 40 micrometers, 45 micrometers, 50 micrometers, 75
- the x, y, and z dimensions of a material are determined either visually or using microscopy, depending on the magnitude of the dimensions.
- the reported z dimension is, for example, the diameter of a sphere, the thickness of a coating, or the longest length of a prismatic shape.
- Some embodiments of ceramic materials according to the present invention may comprise, for example, less than 40 (35, 30, 25, 20, 15, 10, 5, 3, 2, 1, or even zero) percent by weight traditional glass formers such as SiO 2 , As 2 O 3 , B 2 O 3 , P 2 O 5 , GeO 2 , TeO 2 , N 2 O 5 , and/or combinations thereof, based on the total weight of the ceramic.
- Ceramics according to the present invention may comprise, for example, at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, or even 100 percent by volume amorphous material. Some embodiments of ceramics according to the present invention may comprise, for example, at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystalline ceramic, based on the total volume of the ceramic.
- ceramics according to the present invention comprises at least 30 percent by weight of the Al 2 O 3 , based on the total weight of the ceramic. More typically, ceramics according to the present invention comprise at least 30 (desirably, in a range of about 30 to about 60) percent by weight Al 2 O 3 , at least 20 (about 20 to about 65) percent by weight Y 2 O 3 , and at least 5 (about 5 to about 30) percent by weight ZrO 2 and/or HfO , based on the total weight ofthe ceramic.
- the weight ratio of ZrO 2 :HfO 2 can range of l:zero (i.e., all ZrO 2 ; no HfO 2 ) to zero: 1 , as well as, for example, at least about 99, 98, 97, 96, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 20, 15, 10, and 5 parts (by weight) ZrO 2 and a corresponding amount of HfO 2 (e.g., at least about 99 parts (by weight) ZrO 2 and not greater than about 1 part HfO 2 ) and at least about 99, 98, 97, 96, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 20, 15, 10, and 5 parts HfO 2 and a corresponding amount of ZrO 2 .
- ceramics according to the present invention further comprise REO.
- ceramics according to the present invention comprising crystalline ceramic
- some embodiments include those wherein, the ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 »Y O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers), and (b) is free of at least one of eutectic microstructure features (i.e., is free of colonies and lamellar structure) or a non-cellular microstructure. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified average crystallite value and at least one (different) crystalline phase outside of a specified average crystallite value.
- crystallites
- Some embodiments of the present invention include amorphous material comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 80 (85, 90, 95, 97, 98, 99, or even 100) percent by weight of the amorphous material collectively comprises the Al 2 O 3 , Y 2 O , and at least one of ZrO 2 or HfO 2 , based on the total weight of the amorphous material .
- Some embodiments of the present invention include amorphous material comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight of the amorphous material collectively comprises the Al O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , and less than 20 (preferably, less than 15,10, 5,or even 0) percent by weight SiO 2 and less than 20 (preferably, less than 15,10, 5, or even 0) percent by weight B 2 O , based on the total weight of the amorphous material.
- Some embodiments of the present invention include provides amorphous material comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO or HfO 2 , wherein at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight of the amorphous material collectively comprises the Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , and less than 40 (preferably, less than 35, 30, 25, 20, 15, 10, 5,or even 0) percent by weight collectively SiO 2 , B 2 O 3 , and P 2 O 5 , based on the total weight of the amorphous material.
- Some embodiments of the present invention include ceramic comprising amorphous material (e.g., at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume amorphous material), the amorphous material comprising Al O 3 , Y O , and at least one of ZrO 2 or HfO 2 , wherem at least 80 (85, 90, 95, 97, 98, 99, or even 100) percent by weight ofthe amorphous material collectively comprises the Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , based on the total weight of the amorphous material.
- amorphous material e.g., at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume a
- Some embodiments of the present invention include ceramic comprising amorphous material (e.g., at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume amorphous material), the amorphous material comprising Al O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO , wherein at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight of the amorphous material collectively comprises the Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , and less than 20 (preferably, less than 15,10, 5, or even 0) percent by weight SiO 2> and less than 20 percent by weight B 2 O 3 , based on the total weight of the amorphous material.
- the ceramic may further comprise crystalline ceramic (e.g.,
- Some embodiments of the present invention include ceramic comprising amorphous material (e.g., at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume amorphous material), the amorphous material comprising Al O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight of the amorphous material collectively comprises the Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , and less than 40 percent by weight collectively SiO , B 2 O 3 , and P 2 O 5 , based on the total weight of the amorphous material.
- the ceramic may further comprise crystalline ceramic (e.g., at least 95, 90, 85, 80, 75
- Some embodiments of the present invention include glass-ceramic comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 80 (85, 90, 95, 97, 98, 99, or even 100) percent by weight of the glass-ceramic collectively comprises the Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , based on the total weight of the glass-ceramic.
- the glass-ceramic may comprise, for example, at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, or 95 percent by volume glass.
- the glass-ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, or 5 percent by volume crystalline ceramic.
- the glass-ceramic may comprise, for example, at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, or 95 percent by volume glass.
- the glass-ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, or 5 percent by volume crystalline ceramic.
- Some embodiments of the present invention include glass-ceramic comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight of the glass-ceramic collectively comprises the Al O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , and less than 40 percent by weight collectively SiO 2 , B 2 O 3 , and P 2 O 5 , based on the total weight of the glass-ceramic.
- the glass-ceramic may comprise, for example, at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, percent by volume amorphous material.
- the glass- ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, or 5 percent by volume crystalline ceramic.
- Some embodiments of the present invention include glass-ceramic comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2> wherein the glass-ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than 300, 220, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers), and (b) is free of eutectic microstructure features.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less
- Some embodiments ofthe present invention include glass-ceramic comprising Al O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 ⁇ wherein the glass-ceramic (a) exhibits a non-cellular microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers).
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, even less than 300, 200, or 150 nanometers
- the glass-ceramic may comprise, for example, at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, percent by volume amorphous material.
- the glass-ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, or 5 percent by volume crystalline ceramic. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified average crystallite value and at least one (different) crystalline phase outside of a specified average crystallite value.
- Some embodiments of the present invention include ceramic comprising crystalline ceramic (e.g., at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystalline ceramic), the crystalline ceramic comprising Al 2 O 3 , Y 2 O , and at least one of ZrO 2 or HfO 2 , wherem at least 80 (85, 90, 95, 97, 98, 99, or even 100) percent by weight ofthe crystalline ceramic collectively comprises the Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , based on the total weight of the crystalline ceramic.
- crystalline ceramic e.g., at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystalline ceramic
- Some desirable embodiments include those wherein the ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers), and (b) is free of eutectic microstructure features.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers), and
- Some embodiments of the present invention include those wherein the ceramic (a) exhibits a non-cellular microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers).
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers).
- the ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5, 3, 2, or 1 percent by volume amorphous material. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified average crystallite value and at least one (different) crystalline phase outside of a specified average crystallite value.
- Some embodiments of the present invention include ceramic comprising crystalline ceramic (e.g., at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystalline ceramic), the crystalline ceramic comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight of the crystalline ceramic collectively comprises the Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , and less than 20 (preferably, less than 15,10, 5, or even 0) percent by weight SiO 2 and less than 20 (preferably, less than 15,10, 5,or even 0) percent by weight B 2 O 3 , based on the total weight of the crystalline ceramic.
- crystalline ceramic e.
- Some desirable embodiments include those wherein the ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers), and (b) is free of eutectic microstructure features.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers), and (b
- Some embodiments of the present invention include those wherein the ceramic (a) exhibits a non-cellular microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers).
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers).
- the ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5, 3, 2, or 1 percent by volume amorphous material. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified average crystallite value and at least one (different) crystalline phase outside of a specified average crystallite value.
- Some embodiments of the present invention include ceramic comprising crystalline ceramic (e.g., at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystalline ceramic), the crystalline ceramic comprising Al 2 O 3 , Y 2 O , and at least one of ZrO 2 or HfO 2 , wherein at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight of the crystalline ceramic collectively comprises the Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , and less than 40 percent by weight collectively SiO 2 , B 2 O 3 , and P 2 O 5 , based on the total weight of the crystalline ceramic.
- crystalline ceramic e.g., at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60
- Some desirable embodiments include those wherein the ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers), and (b) is free of eutectic microstructure features.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nano
- Some embodiments of the present invention include those wherein the ceramic (a) exhibits a non-cellular microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers).
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers).
- the ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5, 3, 2, or 1 percent by volume amorphous material. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified average crystallite value and at least one (different) crystalline phase outside of a specified average crystallite value.
- Some embodiments of the present invention include ceramic comprising crystalline ceramic (e.g., at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystalline ceramic), the ceramic comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 .
- crystalline ceramic e.g., at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystalline ceramic
- the ceramic comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 .
- Some desirable embodiments include those wherein the ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers), and (b) is free of eutectic microstructure features.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers), and (b
- Some embodiments of the present invention include those wherein the ceramic (a) exhibits a non-cellular microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers).
- the ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5, 3, 2, or 1 percent by volume glass. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified average crystallite value and at least one (different) crystalline phase outside of a specified average crystallite value.
- Some embodiments of the present invention include ceramic comprising crystalline ceramic (e.g., at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystalline ceramic), the ceramic comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 80 (85, 90, 95, 97, 98, 99, or even 100) percent by weight of the ceramic collectively comprises the Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , based on the total weight of the ceramic.
- crystalline ceramic e.g., at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystalline ceramic
- the ceramic comprising Al 2
- Some desirable embodiments include those wherein the ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers), and (b) is free of eutectic microstructure features.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers), and (b) is
- Some embodiments of the present invention include those wherein the ceramic (a) exhibits a non-cellular microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers).
- the ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5, 3, 2, or 1 percent by volume glass. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified average crystallite value and at least one (different) crystalline phase outside of a specified average crystallite value.
- Some embodiments of the present invention include ceramic comprising crystalline ceramic (e.g., at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystalline ceramic), the ceramic comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight of the ceramic collectively comprises the Al 2 O 3 , Y O 3 , and at least one of ZrO 2 or HfO 2 , and less than 20 (preferably, less than 15,10, 5,or even 0) percent by weight SiO 2 and less than 20 (preferably, less than 15,10, 5,or even 0) percent by weight B 2 O 3 , based on the total weight of the ceramic.
- crystalline ceramic e.g., at least 1, 2,
- Some desirable embodiments include those wherein the ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers), and (b) is free of eutectic microstructure features.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers), and (b
- Some embodiments of the present invention include those wherein the ceramic (a) exhibits a non-cellular microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers).
- the ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5, 3, 2, or 1 percent by volume glass. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified average crystallite value and at least one (different) crystalline phase outside of a specified average crystallite value.
- Some embodiments of the present invention include ceramic comprising crystalline ceramic (e.g., at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystalline ceramic), the ceramic comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight ofthe ceramic collectively comprises the Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , and less than 40 percent by weight collectively SiO 2 , B 2 O 3 , and P 2 O 5 , based on the total weight of the ceramic.
- crystalline ceramic e.g., at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70,
- Some desirable embodiments include those wherein the ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than 300, 200, or 150 nanometers; and in some embodiments, less than, 100, 75, 50, 25, or 20 nanometers), and (b) is free of eutectic microstructure features.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, or even less than 300, 200, or 150 nanometers; and in some embodiments, less than, 100, 75, 50, 25, or 20 nanometers), and (b
- Some embodiments of the present invention include those wherein the ceramic (a) exhibits a non-cellular microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 1 micrometer (typically, less than 500 nanometers, even less than 300, 200, or 150 nanometers; and in some embodiments, less than 100, 75, 50, 25, or 20 nanometers).
- the ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5, 3, 2, or 1 percent by volume glass. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified average crystallite value and at least one (different) crystalline phase outside of a specified average crystallite value.
- Some embodiments of the present invention include glass-ceramic comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2> wherein the glass-ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 200 nanometers (150 nanometers, 100 nanometers, 75 nanometers, or even 50 nanometers) and (b) has a density of at least 90% (95%, 96%, 97%, 98%, 99%, 99.5%, or 100%) of theoretical density.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 200 nanometers (150 nanometers
- Some embodiments can be free of at least one of eutectic microstructure features or a non-cellular microstructure. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified average crystallite value and at least one (different) crystalline phase outside of a specified average crystallite value.
- Some embodiments of the present invention include glass-ceramic comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , herein the glass-ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ), wherein none of the crystallites are greater than 200 nanometers (150 nanometers, 100 nanometers, 75 nanometers, or even 50 nanometers) in size and (b) has a density of at least 90% (95%, 96%, 97%, 98%, 99%, 99.5%, or 100%) of theoretical density.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2
- crystallites e.g., crystallites of
- Some embodiments can be free of at least one of eutectic microstructure features or a non-cellular microstructure. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified crystallite value and at least one (different) crystalline phase outside of a specified crystallite value. Some embodiments of the present invention include glass-ceramic comprising
- the glass-ceramic exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO 2 ), wherein at least a portion of the crystallites are not greater than 150 nanometers (100 nanometers, 75 nanometers, or even 50 nanometers) in size and (b) has a density of at least 90% (95%, 96%, 97%, 98%, 99%, 99.5%, or 100%) of theoretical density.
- Some embodiments can be free of at least one of eutectic microstructure features or a non-cellular microstructure. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified crystallite value and at least one (different) crystalline phase outside of a specified crystallite value.
- Some embodiments of the present invention include fully crystallized glass- ceramic comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2> wherein the glass- ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size not greater than 1 micrometer (500 nanometers, 300 nanometers, 200 nanometers, 150 nanometers, 100 nanometers, 75 nanometers, or even 50 nanometers) in size and (b) has a density of at least 90% (95%, 96%, 97%, 98%, 99%, 99.5%, or 100%) of theoretical density.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO 2 ) having an average crystal
- Some embodiments can be free of at least one of eutectic microstructure features or a non-cellular microstructure. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified average crystallite value and at least one (different) crystalline phase outside of a specified average crystallite value.
- some embodiments include those wherein the ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size of less than 200 nanometers (150 nanometers, 100 nanometers, 75 nanometers, or even 50 nanometers) and (b) has a density of at least 90% (95%, 96%, 97%, 98%, 99%, 99.5%, or 100%) of theoretical density.
- Some embodiments can be free of at least one of eutectic microstructure features or a non-cellular microstructure. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified average crystallite value and at least one (different) crystalline phase outside of a specified average crystallite value.
- some embodiments include those comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein the ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2 ), wherein none of the crystallites are greater than 200 nanometers (150 nanometers, 100 nanometers, 75 nanometers, or even 50 nanometers) in size and (b) has a density of at least 90% (95%, 96%, 97%, 98%, 99%, 99.5%,, or 100%) of theoretical density.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 • Y 2 O 3 ) and/or ZrO 2
- none of the crystallites are greater than 200 nanometers (150 nanometers, 100 nanometers,
- Some embodiments can be free of at least one of eutectic microstructure features or a non- cellular microstructure. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified crystallite value and at least one (different) crystalline phase outside of a specified crystallite value.
- some embodiments include those comprising Al 2 O 3 , Y 2 O 3 , and at least one of ZrO or HfO 2 , wherein the ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO 2 ), wherein at least a portion of the crystallites are not greater than 150 nanometers (100 nanometers, 75 nanometers, or even 50 nanometers) in size and (b) has a density of at least 90% (95%, 96%, 97%, 98%, 99%, 99.5%, or 100%) of theoretical density.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO 2
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex
- Some embodiments can be free of at least one of eutectic microstructure features or a non- cellular microstructure. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified crystallite value and at least one (different) crystalline phase outside of a specified crystallite value.
- some embodiments include those comprising Al O 3 , Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein the ceramic (a) exhibits a microstructure comprising crystallites (e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size not greater than 1 micrometer (500 nanometers, 300 nanometers, 200 nanometers, 150 nanometers, 100 nanometers, 75 nanometers, or even 50 nanometers) in size and (b) has a density of at least 90% (95%, 96%, 97%, 98%, 99%, 99.5%, or 100%) of theoretical density.
- crystallites e.g., crystallites of a complex metal oxide(s) (e.g., complex Al 2 O 3 Y 2 O 3 ) and/or ZrO 2 ) having an average crystallite size not greater than 1 micrometer (500 nanometer
- Some embodiments can be free of at least one of eutectic microstructure features or a non-cellular microstructure. It is also within the scope of the present invention for some embodiments to have at least one crystalline phase within a specified crystallite value and at least one (different) crystalline phase outside of a specified average value.
- Some embodiments of the present invention include a glass-ceramic comprising alpha Al 2 O 3 , crystalline ZrO 2 , and a first complex Al 2 O 3 -Y 2 O 3 , wherein at least one of the alpha Al 2 O 3 , the crystalline ZrO 2 , or the first complex Al 2 O 3 Y 2 O 3 has an average crystal size not greater than 200 nanometers (in some embodiments preferably, not greater than 75 nanometers, or even not greater than 50 nanometers), and wherein the abrasive particles have a density of at least 90 (in some embodiments at least 95, 96, 97, 98, 99, 99.5, or even 100) percent of theoretical density.
- the glass-ceramic further comprises a second, different complex Al 2 O 3 -Y 2 O . In some embodiments preferably, the glass-ceramic further comprises a complex Al 2 O 3 -REO.
- a glass-ceramic comprising a first complex Al 2 O 3 -Y 2 O 3 , a second, different complex Al 2 O 3 -Y 2 O 3 , and crystalline ZrO 2 , wherein for at least one of the first complex Al 2 O 3 -Y 2 O 3 , the second complex Al 2 O 3 -Y 2 O , or the crystalline ZrO 2 , at least 90 (in some embodiments preferably, 95, or even 100) percent by number of the crystal sizes thereof are not greater than 200 nanometers (in some embodiments preferably, not greater than 100 nanometers, not greater than 75 nanometers, or even not greater than 50 nanometers), and wherem the abrasive particles have a density of at least 90 (in some embodiments at least 95, 96, 97, 98, 99, 99.5, or even 100) percent of theoretical density.
- the glass- ceramic further comprises a second, different complex A1 2 O 3 -Y O 3 .
- Some embodiments of the present invention include a glass-ceramic comprising a first complex Al 2 O 3 -Y 2 O 3 , a second, different complex Al 2 O 3 -Y 2 O 3 , and crystalline ZrO 2 , wherein at least one of the first complex Al 2 O - Y 2 O 3 , the second, different complex Al 2 O 3 -Y 2 O 3 , or the crystalline ZrO 2 has an average crystal size not greater than 100 nanometers (in some embodiments preferably, not greater than 75 nanometers, or even not greater than 50 nanometers), and wherein the abrasive particles have a density of at least 90 (in some embodiments at least 95, 96, 97, 98, 99, 99.5, or even 100) percent of theoretical density.
- the glass-ceramic further comprises a second, different complex Al 2 O 3 -Y 2 O 3 . In some embodiments preferably, the glass- ceramic further comprises a complex Al 2 O 3 -REO.
- Some embodiments of the present invention include a glass-ceramic comprising a first complex Al 2 O 3 -Y 2 O 3 , a second, different complex Al 2 O 3 -Y 2 O 3 , and crystalline ZrO 2 , wherein for at least one of the first complex Al 2 O 3 - Y 2 O 3 , the second, different complex Al 2 O 3 Y 2 O 3 , or the crystalline ZrO 2 , at least 90 (in some embodiments preferably, 95, or even 100) percent by number ofthe crystal sizes thereof are not greater than 200 nanometers (in some embodiments preferably, not greater than 100 nanometers, not greater 75 nanometers, or even not greater 50 nanometers), and wherein the abrasive particles have a density of at least 90 (in some embodiments at least 95, 96, 97, 98, 99, 99.5, or even 100) percent of theoretical density.
- the glass- ceramic further comprises a complex Al 2 O 3 REO.
- the present invention provides methods for making ceramics according to the present invention.
- the present invention provides a method for making ceramic according to the present invention comprising material (e.g., glass, or glass and crystalline ceramic(including glass-ceramic)), the method comprising: melting sources of at least Al 2 O 3 , Y 2 O 3 , and at least one of ZrO or HfO 2 to provide a melt; and cooling the melt to provide ceramic comprising material.
- amorphous material refers to material derived from a melt and/or a vapor phase that lacks any long range crystal structure as determined by X-ray diffraction and/or has an exothermic peak corresponding to the crystallization of the amorphous material as determined by a DTA (differential thermal analysis) as determined by the test described herein entitled "Differential Thermal Analysis”;
- ceramic includes glass, crystalline ceramic, glass-ceramic, and combinations thereof;
- complex metal oxide refers to a metal oxide comprising two or more different metal elements and oxygen (e.g., CeAl ⁇ Ois, Dy 3 Al 5 O ⁇ 2 , MgAl 2 O 4 , and Y 3 Al 5 Oi2);
- complex Al 2 O 3 • metal oxide refers to a complex metal oxide comprising, on a theoretical oxide basis, Al 2 O 3 and one or more metal elements other than Al (e.g., CeAlnOi ⁇ , Dy 3 Al 5 Oi2, MgAl 2 O 4 , and Y 3 Al 5 O ⁇ 2 );
- complex Al 2 O 3 • Y 2 O 3 refers to a complex metal oxide comprising, on a theoretical oxide basis, Al 2 O 3 and Y 2 O 3 (e.g., Y 3 Ai5 ⁇ 2 );
- complex Al 2 O 3 • REO refers to a complex metal oxide comprising, on a theoretical oxide basis, Al 2 O 3 and rare earth oxide (e.g., CeAl ⁇ Ois and Dy 3 Al 5 O ⁇ 2 );
- glass refers to amorphous material exhibiting a glass transition temperature
- glass-ceramic refers to ceramics comprising crystals formed by heat-treating amorphous material
- T g refers to the glass transition temperature as determined by the test described herein entitled “Differential Thermal Analysis”
- T x refers to the crystallization temperature as determined by the test described herein entitled “Differential Thermal Analysis”; "rare earth oxides” refers to cerium oxide (e.g.,CeO 2 ), dysprosium oxide (e.g.,
- Dy 2 O 3 erbium oxide (e.g., Er 2 O 3 ), europium oxide (e.g., Eu 2 O 3 ), gadolinium (e.g., Gd 2 O 3 ), holmium oxide (e.g., Ho 2 O 3 ), lanthanum oxide (e.g., La 2 O 3 ), lutetium oxide (e.g., Lu 2 O 3 ), neodymium oxide (e.g., Nd 2 O 3 ), praseodymium oxide (e.g., Pr 6 O ⁇ ), samarium oxide (e.g., Sm 2 O 3 ), terbium (e.g., Tb 2 O 3 ), thorium oxide (e.g., Th 4 O 7 ), thulium (e.g., Tm 2 O 3 ), and ytterbium oxide (e.g., Yb 2 O 3 ), and combinations thereof;
- erbium oxide e.g., Er 2
- REO refers to rare earth oxide(s). Further, it is understood herein that unless it is stated that a metal oxide (e.g., Al 2 O 3 , complex Al 2 O 3 -metal oxide, etc.) is crystalline, for example, in a glass-ceramic, it may be amorphous, crystalline, or portions amorphous and portions crystalline.
- a metal oxide e.g., Al 2 O 3 , complex Al 2 O 3 -metal oxide, etc.
- a glass-ceramic comprises Al 2 O 3 and ZrO 2
- the Al 2 O 3 and ZrO 2 may each be in an amorphous state, crystalline state, or portions in an amorphous state and portions in a crystalline state, or even as a reaction product with another metal oxide(s) (e.g., unless it is stated that, for example, Al 2 O 3 is present as crystalline Al 2 O 3 or a specific crystalline phase of Al 2 O 3 (e.g., alpha Al 2 O 3 ), it may be present as crystalline Al 2 O 3 and/or as part of one or more crystalline complex Al 2 O 3 -metal oxides.
- glass-ceramics formed by heating amorphous material not exhibiting a T g may not actually comprise glass, but rather may comprise the crystals and amorphous material that does not exhibiting a T g .
- Ceramics articles according to the present invention can be made, formed as, or converted into glass beads (e.g., beads having diameters of at least 1 micrometers, 5 micrometers, 10 micrometers, 25 micrometers, 50 micrometers, 100 micrometers, 150 micrometers, 250 micrometers, 500 micrometers, 750 micrometers, 1 mm, 5 mm, or even at least 10 mm), plates, fibers, particles, and coatings (e.g., thin coatings).
- the glass beads can be useful, for example, in reflective devices such as retroreflective sheeting, alphanumeric plates, and pavement markings.
- the particles and fibers are useful, for example, as thermal insulation, filler, or reinforcing material in composites (e.g., ceramic, metal, or polymeric matrix composites).
- the thin coatings can be useful, for example, as protective coatings in applications involving wear, as well as for thermal management.
- articles according of the present invention include kitchenware (e.g., plates), dental brackets, and reinforcing fibers, cutting tool inserts, abrasive materials, and structural components of gas engines, (e.g., valves and bearings).
- Other articles include those having a protective coating of ceramic on the outer surface of a body or other substrate. Certain ceramic particles according to the present invention can be particularly useful as abrasive particles.
- the abrasive particles can be incorporated into an abrasive article, or used in loose form.
- Abrasive articles according to the present invention comprise binder and a plurality of abrasive particles, wherein at least a portion of the abrasive particles are the abrasive particles according to the present invention.
- Exemplary abrasive products include coated abrasive articles, bonded abrasive articles (e.g., wheels), non-woven abrasive articles, and abrasive brushes.
- Coated abrasive articles typically comprise a backing having first and second, opposed major surfaces, and wherein the binder and the plurality of abrasive particles form an abrasive layer on at least a portion of the first major surface.
- At least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50 55, 60, 65, 70, 75, 80, 85, 90, 95, or even 100 percent by weight of the abrasive particles in an abrasive article are the abrasive particles according to the present invention, based on the total weight of the abrasive particles in the abrasive article.
- Abrasive particles are usually graded to a given particle size distribution before use. Such distributions typically have a range of particle sizes, from coarse particles fine particles. In the abrasive art this range is sometimes referred to as a "coarse", "control" and "fine” fractions.
- Abrasive particles graded according to industry accepted grading standards specify the particle size distribution for each nominal grade within numerical limits.
- Such industry accepted grading standards i.e., specified nominal grades
- ANSI American National Standards Institute, Inc.
- FEPA Federation of European Producers of Abrasive Products
- JIS Japanese Industrial Standard
- the present invention provides a plurality of abrasive particles having a specified nominal grade, wherein at least a portion of the plurality of abrasive particles are abrasive particles according to the present invention.
- the present invention also provides a method of abrading a surface, the method comprising: contacting abrasive particles according to the present invention with a surface of a workpiece; and moving at least one of the abrasive particles according to the present invention or the contacted surface to abrade at least a portion of the surface with at least one of the abrasive particles according to the present invention.
- FIG. 1 is a SEM photomicrograph of polished cross-sections of heat-treated Example 1 material
- FIG. 2 is a DTA curve of Example 1 material
- FIG. 3 is a fragmentary cross-sectional schematic view of a coated abrasive article including abrasive particles according to the present invention
- FIG. 4 is a perspective view of a bonded abrasive article including abrasive particles according to the present invention
- FIG. 5 is an enlarged schematic view of a nonwoven abrasive article including abrasive particles according to the present invention
- ceramics according to the present invention can be made by heating (including in a flame) the appropriate metal oxide sources to form a melt, desirably a homogenous melt, and then rapidly cooling the melt to provide amorphous materials or ceramic comprising amorphous materials.
- Amorphous materials and ceramics comprising amorphous materials according to the present invention can be made, for example, by heating (including in a flame) the appropriate metal oxide sources to form a melt, desirably a homogenous melt, and then rapidly cooling the melt to provide amorphous material.
- amorphous materials can be made, for example, by melting the metal oxide sources in any suitable furnace (e.g., an inductive heated furnace, a gas-fired furnace, or an electrical furnace), or, for example, in a plasma.
- the resulting melt is cooled (e.g., discharging the melt into a cooling media (e.g., high velocity air jets, liquids, metal plates (including chilled metal plates), metal rolls (including chilled metal rolls), metal balls (including chilled metal balls), and the like)).
- a cooling media e.g., high velocity air jets, liquids, metal plates (including chilled metal plates), metal rolls (including chilled metal rolls), metal balls (including chilled metal balls), and the like.
- amorphous materials and ceramic comprising amorphous materials according to the present invention can be made utilizing flame fusion as disclosed, for example, in U.S. Pat. No. 6,254,981 (Castle).
- the metal oxide sources materials are fed (e.g., in the form of particles, sometimes referred to as "feed particles") directly into a burner (e.g., a methane-air burner, an acetylene-oxygen burner, a hydrogen- oxygen burner, and like), and then quenched, for example, in water, cooling oil, air, or the like.
- Feed particles can be formed, for example, by grinding, agglomerating (e.g., spray- drying), melting, or sintering the metal oxide sources.
- the size of feed particles fed into the flame generally determine the size of the resulting amorphous material comprising particles.
- amorphous materials can also be obtained by other techniques, such as: laser spin melt with free fall cooling, Taylor wire technique, plasmatron technique, hammer and anvil technique, centrifugal quenching, air gun splat cooling, single roller and twin roller quenching, roller-plate quenching and pendant drop melt extraction (see, e.g., Rapid Solidification of Ceramics, Brockway et. al, Metals And Ceramics Information Center, A Department of Defense Information Analysis Center, Columbus, OH, January, 1984).
- Some embodiments of amorphous materials may also be obtained by other techniques, such as: thermal (including flame or laser or plasma- assisted) pyrolysis of suitable precursors, physical vapor synthesis (PNS) of metal precursors and mechanochemical processing.
- Useful Al 2 O 3 -Y 2 O 3 -ZrO 2 /HfO 2 formulations include those at or near a eutectic composition(s) (e.g., ternary eutectic compositions).
- a eutectic composition(s) e.g., ternary eutectic compositions.
- other such compositions including quaternary and other higher order eutectic compositions, may be apparent to those skilled in the art after reviewing the present disclosure.
- Sources including commercial sources, of (on a theoretical oxide basis) Al 2 O 3 include bauxite (including both natural occurring bauxite and synthetically produced bauxite), calcined bauxite, hydrated aluminas (e.g., boehmite, and gibbsite), aluminum, Bayer process alumina, aluminum ore, gamma alumina, alpha alumina, aluminum salts, aluminum nitrates, and combinations thereof.
- the Al O 3 source may contain, or only provide, Al O 3 .
- the Al 2 O 3 source may contain, or provide Al 2 O 3 , as well as one or more metal oxides other than Al 2 O 3 (including materials of or containing complex Al 2 O 3 »metal oxides (e.g., Dy 3 Al 5 O ⁇ 2 , Y 3 Al 5 O i2 , CeAl ⁇ O ⁇ 8 , etc.)).
- metal oxides other than Al 2 O 3 (including materials of or containing complex Al 2 O 3 »metal oxides (e.g., Dy 3 Al 5 O ⁇ 2 , Y 3 Al 5 O i2 , CeAl ⁇ O ⁇ 8 , etc.)).
- Y 2 O 3 include yttrium oxide powders, yttrium, yttrium-containing ores, and yttrium salts (e.g., yttrium carbonates, nitrates, chlorides, hydroxides, and combinations thereof).
- the Y 2 O 3 source may contain, or only provide, Y 2 O 3 .
- the Y 2 O 3 source may contain, or provide Y O 3 , as well as one or more metal oxides other than Y 2 O 3 (including materials of or containing complex Y 2 O 3 » metal oxides (e.g., Y 3 Al 5 O ⁇ )).
- Sources, including commercial sources, of (on a theoretical oxide basis) ZrO 2 include zirconium oxide powders, zircon sand, zirconium, zirconium-containing ores, and zirconium salts (e.g., zirconium carbonates, acetates, nitrates, chlorides, hydroxides, and combinations thereof).
- the ZrO 2 source may contain, or provide ZrO 2 , as well as other metal oxides such as hafnia.
- Sources, including commercial sources, of (on a theoretical oxide basis) HfO 2 include hafnium oxide powders, hafnium, hafnium-containing ores, and hafnium salts.
- the HfO 2 source may contain, or provide HfO 2 , as well as other metal oxides such as ZrO 2 .
- ceramics according to the present invention further comprise other oxide metal oxides (i.e., metal oxides other than Al 2 O 3 , rare earth oxide(s), and ZrO 2 /HfO 2 ).
- Other useful metal oxide may also include, on a theoretical oxide basis, BaO, CaO, Cr 2 O 3 , CoO, Fe 2 O 3 , GeO 2 , Li 2 O, MgO, MnO, NiO, Na 2 O, Sc 2 O 3 , SrO, TiO 2 , ZnO, and combinations thereof.
- Sources including commercial sources, include the oxides themselves, complex oxides, ores, carbonates, acetates, nitrates, chlorides, hydroxides, etc.
- These metal oxides are added to modify a physical property of the resulting ceramic and/or improve processing. These metal oxides are typically are added anywhere from 0 to 50% by weight, in some embodiments preferably 0 to 25% by weight and more preferably 0 to 50% by weight of the ceramic material depending, for example, upon the desired property.
- a metal oxide source in some embodiments, preferably, 10 15, 20, 25, 30, 35, 40, 45, or even 50, percent by weight
- a metal oxide source in some embodiments, preferably, 10 15, 20, 25, 30, 35, 40, 45, or even 50, percent by weight
- particulate, metallic material comprising at least one of a metal (e.g., Al, Ca, Cu, Cr, Fe, Li, Mg, Ni, Ag, Ti, Zr, and combinations thereof), M, that has a negative enthalpy of oxide formation or an alloy thereof to the melt, or otherwise metal them with the other raw materials.
- the additional heat generated by the oxidation reaction within the raw material eliminates or minimizes insufficient heat transfer, and hence facilitates formation and homogeneity of the melt, particularly when forming amorphous particles with x, y, and z dimensions over 150 micrometers. It is also believed that the availability of the additional heat aids in driving various chemical reactions and physical processes (e.g., densification, and spherodization) to completion. Further, it is believed for some embodiments, the presence of the additional heat generated by the oxidation reaction actually enables the formation of a melt, which otherwise is difficult or otherwise not practical due to high melting point of the materials.
- amorphous material that otherwise could not be made, or could not be made in the desired size range.
- Another advantage of the invention include, in forming the amorphous materials, that many of the chemical and physical processes such as melting, densification and spherodizing can be achieved in a short time, so that very high quench rates be can achieved.
- metal oxides may alter the properties and/or crystalline structure or microstructure of ceramics according to the present invention, as well as the processing of the raw materials and intermediates in making the ceramic.
- oxide additions such as MgO, CaO, Li 2 O, and Na 2 O have been observed to alter both the T g and T x (wherein T x is the crystallization temperature) of glass.
- T x is the crystallization temperature
- oxide additions influence glass formation.
- oxide additions may decrease the melting temperature of the overall system (i.e., drive the system toward lower melting eutectic), and ease of glass-formation.
- Complex eutectics in multi component systems may result in better glass-forming ability.
- the viscosity of the liquid melt and viscosity of the glass in its' "working" range may also be affected by the addition of metal oxides other than Al 2 O 3 , Y 2 O 3 , and ZrO 2 /HfO 2 (such as MgO, CaO, Li 2 O, and Na 2 O).
- metal oxides other than Al 2 O 3 , Y 2 O 3 , and ZrO 2 /HfO 2 (such as MgO, CaO, Li 2 O, and Na 2 O).
- amorphous materials and the glass-ceramics according to the present invention have x, y, and z dimensions each perpendicular to each other, and wherein each of the x, y, and z dimensions is at least 10 micrometers.
- the x, y, and z dimensions is at least 30 micrometers, 35 micrometers, 40 micrometers, 45 micrometers, 50 micrometers, 75 micrometers, 100 micrometers, 150 micrometers, 200 micrometers, 250 micrometers, 500 micrometers, 1000 micrometers, 2000 micrometers, 2500 micrometers, 1mm, 5 mm, or even at least 10 mm.
- the x, y, and z dimensions of a material are determined either visually or using microscopy, depending on the magnitude of the dimensions.
- the reported z dimension is, for example, the diameter of a sphere, the thickness of a coating, or the longest length of a prismatic shape.
- Crystallization of amorphous material and ceramic comprising the amorphous material to form glass- ceramics may also be affected by the additions of materials.
- certain metals, metal oxides (e.g., titanates and zirconates), and fluorides for example, may act as nucleation agents resulting in beneficial heterogeneous nucleation of crystals.
- addition of some oxides may change nature of metastable phases devitrifying from the glass upon reheating.
- metal oxides e.g., TiO 2 , CaO, and MgO
- Y 2 O 3 is also known to stabilize tetragonal/cubic form of ZrO 2 .
- the particular selection of metal oxide sources and other additives for making ceramics according to the present invention typically takes into account, for example, the desired composition and microstructure of the resulting crystalline containing ceramics, the desired degree of crystallinity, if any, the desired physical properties (e.g., hardness or toughness) of the resulting ceramics, avoiding or minimizing the presence of undesirable impurities, the desired characteristics of the resulting ceramics, and/or the particular process (including equipment and any purification of the raw materials before and/or during fusion and/or solidification) being used to prepare the ceramics.
- the desired composition and microstructure of the resulting crystalline containing ceramics the desired degree of crystallinity, if any, the desired physical properties (e.g., hardness or toughness) of the resulting ceramics, avoiding or minimizing the presence of undesirable impurities, the desired characteristics of the resulting ceramics, and/or the particular process (including equipment and any purification of the raw materials before and/or during fusion and/or solidification) being used to prepare the
- metal oxides selected from the group consisting of: Na 2 O, P 2 O 5 , SiO 2 , TeO 2 , V 2 O , and combinations thereof.
- Sources including commercial sources, include the oxides themselves, complex oxides, ores, carbonates, acetates, nitrates, chlorides, hydroxides, etc. These metal oxides may be added, for example, to modify a physical property of the resulting abrasive particles and/or improve processing.
- These metal oxides when used are typically are added from greater than 0 to 20% by weight, preferably greater than 0 to 5% by weight and more preferably greater than 0 to 2% by weight of the glass-ceramic depending, for example, upon the desired property.
- the metal oxide sources and other additives can be in any form suitable to the process and equipment being used to make ceramics according to the present invention.
- the raw materials can be melted and quenched using techniques and equipment known in the art for making oxide glasses and amorphous metals. Desirable cooling rates include those of 50K/s and greater.
- Cooling techniques known in the art include roll-chilling. Roll-chilling can be carried out, for example, by melting the metal oxide sources at a temperature typically 20-200°C higher than the melting point, and cooling/quenching the melt by spraying it under high pressure (e.g., using a gas such as air, argon, nitrogen or the like) onto a high-speed rotary roll(s). Typically, the rolls are made of metal and are water cooled. Metal book molds may also be useful for cooling/quenching the melt.
- melts, cooling/quenching melts, and/or otherwise forming glass include vapor phase quenching, plasma spraying, melt-extraction, and gas or centrifugal atomization.
- Vapor phase quenching can be carried out, for example, by sputtering, wherein the metal alloys or metal oxide sources are formed into a sputtering target(s) which are used. The target is fixed at a predetermined position in a sputtering apparatus, and a substrate(s) to be coated is placed at a position opposing the target(s).
- Typical pressures of 10 "3 torr of oxygen gas and Ar gas, discharge is generated between the target(s) and a substrate(s), and Ar or oxygen ions collide against the target to start reaction sputtering, thereby depositing a film of composition on the substrate.
- Ar or oxygen ions collide against the target to start reaction sputtering, thereby depositing a film of composition on the substrate.
- Gas atomization involves melting feed particles to convert them to melt.
- a thin stream of such melt is atomized through contact with a disruptive air jet (i.e., the stream is divided into fine droplets).
- the resulting substantially discrete, generally ellipsoidal glass particles e.g., beads
- bead sizes include those having a diameter in a range of about 5 micrometers to about 3 mm.
- Melt-extraction can be carried out, for example, as disclosed in U.S. Pat. 5,605,870 (Strom-Olsen et al.).
- Containerless glass forming techniques utilizing laser beam heating as disclosed, for example, in PCT application having Publication No. WO 01/27046 Al, published April 4, 2001, may also be useful in making glass according to the present invention.
- the cooling rate is believed to affect the properties of the quenched amorphous material. For instance, glass transition temperature, density and other properties of glass typically change with cooling rates.
- Rapid cooling may also be conducted under controlled atmospheres, such as a reducing, neutral, or oxidizing environment to maintain and/or influence the desired oxidation states, etc. during cooling.
- the atmosphere can also influence glass formation by influencing crystallization kinetics from undercooled liquid. For example, larger undercooling of Al 2 O 3 melts without crystallization has been reported in argon atmosphere as compared to that in air.
- the microstructure or phase composition (glassy/amorphous/crystalline) of a material can be determined in a number of ways. Various information can be obtained using optical microscopy, electron microscopy, differential thermal analysis (DTA), and x- ray diffraction (XRD), for example.
- amorphous material is typically predominantly transparent due to the lack of light scattering centers such as crystal boundaries, while crystalline material shows a crystalline structure and is opaque due to light scattering effects.
- a percent amorphous yield can be calculated for beads using a -100+120 mesh size fraction (i.e., the fraction collected between 150-micrometer opening size and 125- micrometer opening size screens). The measurements are done in the following manner. A single layer of beads is spread out upon a glass slide. The beads are observed using an optical microscope. Using the crosshairs in the optical microscope eyepiece as a guide, beads that lay along a straight line are counted either amorphous or crystalline depending on their optical clarity. A total of 500 beads are counted and a percent amorphous yield is determined by the amount of amorphous beads divided by total beads counted.
- the material is classified as amorphous if the corresponding DTA trace of the material contains an exothermic crystallization event (T x ). If the same trace also contains an endothermic event (T g ) at a temperature lower than T x it is considered to consist of a glass phase. Ii " the DTA trace of the material contains no such events, it is considered to contain crystalline phases.
- DTA Differential thermal analysis
- DTA/TGA DTA/TGA
- a -140+170 mesh size fraction i.e., the fraction collected between 105- micrometer opening size and 90-micrometer opening size screens.
- An amount of each screened sample typically about 400 milligrams (mg) is placed in a 100-microliter Al 2 O 3 sample holder.
- Each sample is heated in static air at a rate of 10°C/minute from room temperature (about 25°C) to 1100°C.
- the phases present in a material can be determined by comparing the peaks present in the XRD trace of the crystallized material to XRD patterns of crystalline phases provided in JCPDS (Joint Committee on Powder
- XRD X-ray diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction diffraction .
- the initially formed amorphous material or ceramic may be larger in size than that desired.
- the amorphous material or ceramic can be converted into smaller pieces using crushing and/or comminuting techniques known in the art, including roll crushing, canary milling, jaw crushing, hammer milling, ball milling, jet milling, impact crushing, and the like.
- the ceramic may be in the form of larger than desired.
- the first crushing step may involve crushing these relatively large masses or “chunks” to form smaller pieces. This crushing of these chunks may be accomplished with a hammer mill, impact crusher or jaw crusher. These smaller pieces may then be subsequently crushed to produce the desired particle size distribution.
- the desired particle size distribution sometimes referred to as grit size or grade
- Resulting particles that are of the desired size may be recrushed if they are too large, or "recycled” and used as a raw material for re-melting if they are too small.
- the shape of particles can depend, for example, on the composition and/or microstructure of the ceramic, the geometry in which it was cooled, and the manner in which the ceramic is crushed (i.e., the crushing technique used). In general, where a "blocky" shape is preferred, more energy may be employed to achieve this shape. Conversely, where a “sharp" shape is preferred, less energy may be employed to achieve this shape.
- the crushing technique may also be changed to achieve different desired shapes. For some abrasive particle an average aspect ratio ranging from 1:1 to 5:1 is typically desired, and in some embodiments 1.25:1 to 3:1, or even 1.5:1 to 2.5:1.
- desired articles may be formed (including molded) by pouring or forming the melt into a mold.
- ceramics of present invention could be obtained without limitations in dimensions. This was found to be possible through a coalescing step performed at temperatures above glass transition temperature. This coalescing step in essence forms a larger sized body from two or more smaller particles. For instance, as evident from FIG. 2, glass of present invention undergoes glass transition (T g ) before significant crystallization occurs (T x ) as evidenced by the existence of endotherm (T g ) at lower temperature than exotherm (T x ).
- ceramic including glass prior to crystallization
- the temperature and pressure used for coalescing may depend, for example, upon composition of the amorphous material and the desired density of the resulting material.
- the temperature should below glass crystallization temperature, and for glasses, greater than the glass transition temperature.
- the heating is conducted at at least one temperature in a range of about 850°C to about 1100°C (in some embodiments, preferably 900°C to 1000°C).
- the amorphous material is under pressure (e.g., greater than zero to 1 GPa or more) during coalescence to aid the coalescence of the amorphous material.
- a charge of the particles, etc. is placed into a die and hot-pressing is performed at temperatures above glass transition where viscous flow of glass leads to coalescence into a relatively large part.
- typical coalescing techniques include hot pressing, hot isostatic pressure, hot extrusion and the like.
- amorphous material comprising particles (obtained, for example, by crushing) (including beads and microspheres), fibers, etc. may formed into a larger particle size.
- thermoforming it is also within the scope of the present invention to conduct additional heat- treatment to further improve desirable properties of the material.
- hot- isostatic pressing may be conducted (e.g., at temperatures from about 900°C to about 1400°C) to remove residual porosity, increasing the density of the material.
- the resulting, coalesced article can be heat-treated to provide glass-ceramic, crystalline ceramic, or ceramic otherwise comprising crystalline ceramic.
- Coalescing of the amorphous material and/or glass-ceramic may also be accomplished by a variety of methods, including pressureless or pressure sintering (e.g., sintering, plasma assisted sintering, hot pressing, HlPing, hot forging, hot extrusion, etc.).
- pressureless or pressure sintering e.g., sintering, plasma assisted sintering, hot pressing, HlPing, hot forging, hot extrusion, etc.
- Heat-treatment can be carried out in any of a variety of ways, including those known in the art for heat-treating glass to provide glass-ceramics.
- heat-treatment can be conducted in batches, for example, using resistive, inductively or gas heated furnaces.
- heat-treatment can be conducted continuously, for example, using rotary kilns.
- the material is fed directly into a kiln operating at the elevated temperature.
- the time at the elevated temperature may range from a few seconds (in some embodiments even less than 5 seconds) to a few minutes to several hours.
- the temperature may range anywhere from 900°C to 1600°C, typically between 1200°C to 1500°C.
- the temperature typically ranges between about 900°C to about 1100°C, in some embodiments, preferably in a range from about 925°C to about 1050°C.
- the temperature typically is in a range from about 1100°C to about 1600°C, in some embodiments, preferably in a range from about 1200°C to about 1500°C. This heat treatment may occur, for example, by feeding the material directly into a furnace at the elevated temperature.
- the material may be feed into a furnace at a much lower temperature (e.g., room temperature) and then heated to desired temperature at a predetermined heating rate. It is within the scope of the present invention to conduct heat-treatment in an atmosphere other than air. In some cases it might be even desirable to heat-treat in a reducing atmosphere(s). Also, for, example, it may be desirable to heat-treat under gas pressure as in, for example, hot-isostatic press, or in gas pressure furnace. It is within the scope of the present invention to convert (e.g., crush) the resulting article or heat-treated article to provide particles (e.g., abrasive particles).
- abrasive particles e.g., abrasive particles
- the amorphous material is heat-treated to at least partially crystallize the amorphous material to provide glass-ceramic.
- the heat-treatment of certain glasses to form glass-ceramics is well known in the art.
- the heating conditions to nucleate and grow glass-ceramics are known for a variety of glasses.
- one skilled in the art can determine the appropriate conditions from a Time-Temperature-Transformation (TTT) study of the glass using techniques known in the art.
- TTT Time-Temperature-Transformation
- glass-ceramics are stronger than the amorphous materials from which they are formed.
- the strength of the material may be adjusted, for example, by the degree to which the amorphous material is converted to crystalline ceramic phase(s).
- the strength of the material may also be affected, for example, by the number of nucleation sites created, which may in turn be used to affect the number, and in turn the size of the crystals of the crystalline phase(s).
- the number of nucleation sites created which may in turn be used to affect the number, and in turn the size of the crystals of the crystalline phase(s).
- phase such as La 2 Zr 2 O 7 , and, if ZrO 2 is present, cubic/tetragonal ZrO 2 , in some cases monoclinic ZrO 2 , have been observed at temperatures above about 900°C.
- zirconia-related phases are the first phases to nucleate from the amorphous material.
- phase phases are believed to generally occur at temperatures above about 925°C.
- crystallite size during this nucleation step is on order of nanometers. For example, crystals as small as 10-15 nanometers have been observed.
- heat-treatment at about 1300°C for about 1 hour provides a full crystallization.
- heat-treatment times for each of the nucleation and crystal growth steps may range of a few seconds (in some embodiments even less than 5 seconds) to several minutes to an hour or more.
- Examples of crystalline phases which may be present in ceramics according to the present invention include: complex Al 2 O 3 » metal oxide(s) (e.g., complex Al 2 O »REO (e.g., ReAlO 3 (e.g., GdAlO 3 LaAlO 3 ), ReAl n O 18 (e.g., LaAldonO 18 ,), and Re 3 Al 5 O ⁇ 2 (e.g., Dy 3 Al 5 O ⁇ 2 )), complex Al 2 O 3 »Y 2 O 3 (e.g., Y 3 Al 5 O 12 ), and complex Zrt-VREO (e.g., La 2 Zr 2 O 7 )), Al 2 O 3 (e.g., -Al 2 O 3 ), and ZrO 2 (e.g., cubic ZrO 2 and tetragonal ZrO 2 ).
- complex Al 2 O 3 »REO e.g., ReAlO 3 (e.g., GdAlO 3 LaAlO 3
- a portion of the yttrium and/or aluminum cations in a complex Al 2 O 3 -metal oxide e.g., complex Al 2 O -Y 2 O 3 (e.g., yttrium aluminate exhibiting a garnet crystal structure)
- a portion of the Al cations in a complex Al 2 O 3 - Y 2 O 3 may be substituted with at least one cation of an element selected from the group consisting of: Cr, Ti, Sc, Fe, Mg, Ca, Si, Co, and combinations thereof.
- a portion of the Y cations in a complex Al 2 O 3 -Y 2 O 3 may be substituted with at least one cation of an element selected from the group consisting of: Ce, Dy, Er, Eu, Gd, Ho, La, Lu, Nd, Pr, Sm, Th, Tm, Yb, Fe, Ti, Mn, V, Cr, Co, Ni, Cu, Mg, Ca, Sr, and combinations thereof.
- Cr, Ti, Sc, Fe, Mg, Ca, Si, and Co can substitute for aluminum in the alumina.
- the substitution of cations as described above may affect the properties (e.g. hardness, toughness, strength, thermal conductivity, etc.) of the fused material.
- a portion of the rare earth and/or aluminum cations in a complex Al 2 O 3 -metal oxide e.g., complex Al 2 O 3 -REO
- a portion of the Al cations in a complex Al 2 O 3 -REO may be substituted with at least one cation of an element selected from the group consisting of: Cr, Ti, Sc, Fe, Mg, Ca, Si, Co, and combinations thereof.
- a portion of the Y cations in a complex Al 2 O 3 -REO may be substituted with at least one cation of an element selected from the group consisting of: Y, Fe, Ti, Mn, N, Cr, Co, ⁇ i, Cu, Mg, Ca, Sr, and combinations thereof.
- Cr, Ti, Sc, Fe, Mg, Ca, Si, and Co can substitute for aluminum in the alumina.
- the substitution of cations as described above may affect the properties (e.g. hardness, toughness, strength, thermal conductivity, etc.) of the fused material.
- the average crystal size can be determined by the line intercept method according to the ASTM standard E 112-96 "Standard Test Methods for Determining Average Grain Size".
- the sample is mounted in mounting resin (such as that obtained under the trade designation "TRA ⁇ SOPTIC POWDER” from Buehler, Lake Bluff, IL) typically in a cylinder of resin about 2.5 cm in diameter and about 1.9 cm high.
- the mounted section is prepared using conventional polishing techniques using a polisher (such as that obtained from Buehler, Lake Bluff, IL under the trade designation "ECOMET 3").
- the sample is polished for about 3 minutes with a diamond wheel, followed by 5 minutes of polishing with each of 45, 30, 15, 9, 3, and 1-micrometer slurries.
- the mounted and polished sample is sputtered with a thin layer of gold-palladium and viewed using a scanning electron microscopy (such as the JEOL SEM Model JSM 840 A).
- ceramics including glass-ceramics
- ceramics may comprise at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystallites, wherein the crystallites have an average size of less than 1 micrometer.
- ceramics including glass-ceramics
- ceramics may comprise less than at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystallites, wherein the crystallites have an average size of less than 0.5 micrometer.
- ceramics including glass-ceramics
- ceramics may comprise less than at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystallites, wherein the crystallites have an average size of less than 0.3 micrometer.
- ceramics including glass-ceramics
- ceramics may comprise less than at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume crystallites, wherein the crystallites have an average size of less than 0.15 micrometer.
- Crystalline phases that may be present in ceramics according to the present invention include alumina (e.g., alpha and transition aluminas), Y 2 O , HfO 2; ZrO 2 , as well as, for example, one or more other metal oxides such as BaO, CaO, Cr 2 O 3 , CoO, Fe 2 O 3 , GeO 2 , Li 2 O, MgO, MnO, NiO, Na 2 O, P 2 O 5 , REO, Sc 2 O 3 , SiO 2 , SrO, TeO 2 , TiO 2 , V 2 O 3 , ZnO, "complex metal oxides" (including "complex Al 2 O 3 • metal oxide (e.g., complex Al 2 O 3 • Y 2 O 3 )), and combinations thereof.
- alumina e.g., alpha and transition aluminas
- Y 2 O , HfO 2; ZrO 2 as well as, for example, one or more other metal oxides such as BaO,
- Some embodiments of the present invention also include glass comprising Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 80 (85, 90, 95, 97, 98, 99, or even 100) percent by weight of the glass collectively comprises the Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , based on the total weight of the glass.
- Some embodiments of the present invention also include glass comprising Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight of the glass collectively comprises the Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , and less than 20 (preferably, less than 15, 10, 5, or even 0) percent by weight SiO 2 and less than 20 (preferably, less than 15, 10, 5,or even 0) percent by weight B 2 O 3 , based on the total weight of the glass.
- Some embodiments of the present invention also include provides glass comprising Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherem at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight of the glass collectively comprises the Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , and less than 40 (preferably, less than 35, 30, 25, 20, 15, 10, 5,or even 0) percent by weight collectively SiO 2 , B 2 O 3 , and P 2 O 5 , based on the total weight of the glass.
- Some embodiments of the present invention also include ceramic comprising glass (e.g., at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume glass), the glass comprising Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 80 (85, 90, 95, 97, 98, 99, or even 100) percent by weight of the glass collectively comprises the Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , based on the total weight of the glass.
- Some embodiments of the present invention also include ceramic comprising glass
- the glass comprising Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight of the glass collectively comprises the Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , and less than 20 (preferably, less than 15, 10, 5,or even 0) percent by weight SiO 2 and less than 20 (preferably, less than 15, 10, 5,or even 0) percent by weight B 2 O 3 , based on the total weight of the glass.
- the ceramic may further comprise crystalline ceramic (e.g., at least 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5, 3, 2, or 1 percent by volume crystalline ceramic).
- Some embodiments of the present invention also include ceramic comprising glass (e.g., at least 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100 percent by volume glass), the glass comprising Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight of the glass collectively comprises the Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , and less than 40 percent by
- Some embodiments of the present invention also include glass-ceramic comprising Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 80 (85, 90, 95, 97, 98, 99, or even 100) percent by weight of the glass-ceramic collectively comprises the Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , based on the total weight of the glass-ceramic.
- the glass-ceramic may comprise, for example, at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, or 95 percent by volume glass.
- the glass-ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, or 5 percent by volume crystalline ceramic.
- Some embodiments of the present invention also include glass-ceramic comprising
- the glass-ceramic may comprise, for example, at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, or 95 percent by volume glass.
- the glass-ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, or 5 percent by volume crystalline ceramic.
- Some embodiments of the present invention also include glass-ceramic comprising Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , wherein at least 60 (65, 70, 75, 80, 85, 90, 95, 97, 98, 99, or even 100) percent by weight of the glass-ceramic collectively comprises the Al 2 O 3 , at least one of REO or Y 2 O 3 , and at least one of ZrO 2 or HfO 2 , and less than 40 percent by weight collectively SiO 2 , B 2 O 3 , and P 2 O 5 , based on the total weight of the glass-ceramic.
- the glass-ceramic may comprise, for example, at least 1, 2, 3, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, percent by volume glass.
- the glass-ceramic may comprise, for example, at least 99, 98, 97, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, or 5 percent by volume crystalline ceramic.
- Crystals formed by heat-treating amorphous to provide embodiments of glass- ceramics according to the present invention may be, for example, equiaxed, columnar, or flattened splat-like features.
- an amorphous material, glass-ceramic, etc. according to the present invention may be in the form of a bulk material, it is also within the scope of the present invention to provide composites comprising an amorphous material, glass-ceramic, etc. according to the present invention.
- Such a composite may comprise, for example, a phase or fibers (continuous or discontinuous) or particles (including whiskers) (e.g., metal oxide particles, boride particles, carbide particles, nitride particles, diamond particles, metallic particles, glass particles, and combinations thereof) dispersed in an amorphous material, glass-ceramic, etc. according to the present invention, invention or a layered-composite structure (e.g., a gradient of glass-ceramic to amorphous material used to make the glass- ceramic and/or layers of different compositions of glass-ceramics).
- Certain glasses according to the present invention may have, for example, a T g in a range of about 810°C to about 890°C.
- the average hardness of the material of the present invention can be determined as follows. Sections of the material are mounted in mounting resin (obtained under the trade designation "TRANSOPTIC POWDER” from Buehler, Lake Bluff, IL) typically in a cylinder of resin about 2.5 cm in diameter and about 1.9 cm high. The mounted section is prepared using conventional polishing techniques using a polisher (such as that obtained from Buehler, Lake Bluff, IL under the trade designation "ECOMET 3"). The sample is polished for about 3 minutes with a diamond wheel, followed by 5 minutes of polishing with each of 45, 30, 15, 9, 3, and 1-micrometer slurries.
- mounting resin obtained under the trade designation "TRANSOPTIC POWDER” from Buehler, Lake Bluff, IL
- ECOMET 3 trade designation
- microhardness measurements are made using a conventional microhardness tester (such as that obtained under the trade designation "MITUTOYO MVK-VL” from Mitutoyo Corporation, Tokyo, Japan) fitted with a Vickers indenter using a 100-gram indent load.
- the microhardness measurements are made according to the guidelines stated in ASTM Test Method E384 Test Methods for Microhardness of Materials (1991).
- Certain glasses according to the present invention may have, for example, an average hardness of at least 5 GPa (more desirably, at least 6 GPa, 7 GPa, 8 GPa, or 9
- GPa typically in a range of about 5 GPa to about 10 GPa
- crystalline ceramics according to the present invention at least 5 GPa (more desirably, at least 6 GPa, 7 GPa, 8 GPa, 9 GPa, 10 GPa, 11 GPa, 12 GPa, 13 GPa, 14 GPa, 15 GPa, 16 GPa, 17 GPa, or 18 GPa (or more); typically in a range of about 2 GPa to about 18 GPa), and glass-ceramics according to the present invention or ceramics according to the present invention comprising glass and crystalline ceramic at least 5 GPa (more desirably, at least 6 GPa, 7 GPa, 8 GPa, 9 GPa, 10 GPa, 11 GPa, 12 GPa, 13 GPa, 14 GPa, 15 GPa, 16 GPa, 17 GPa, 18 GPa, or 19 GPa; typically in a range of about 5
- the (true) density, sometimes referred to as specific gravity, of ceramic according to the present invention is typically at least 70% of theoretical density. More desirably, the (true) density of ceramic according to the present invention is at least 75%, 80%, 85%, 90%, 95%, 96%, 97%, 98%, 99%, 99.5% or 100% of theoretical density. Abrasive particles according to the present invention have densities of at least 85%, 90%, 92%, 95%, 96%, 97%, 98%, 99%, 99.5% or even 100% of theoretical density.
- Ceramics according to the present invention can be in the form of particles and/or fibers suitable for use as reinforcing materials in composites (e.g., ceramic, metal, or polymeric (thermosettmg or thermoplastic).
- the particles and/or fibers may, for example, increase the modulus, heat resistance, wear resistance, and/or strength of the matrix material.
- the size, shape, and amount of the particles and/or fibers used to make a composite may depend, for example, on the particular matrix material and use of the composite, the size of the reinforcing particles typically range about 0.1 to 1500 micrometers, more typically 1 to 500 micrometers, and desirably between 2 to 100 micrometers.
- the amount of particles for polymeric applications is typically about 0.5 percent to about 75 percent by weight, more typically about 1 to about 50 percent by weight.
- thermosettmg polymers include: phenolic, melamine, urea formaldehyde, acrylate, epoxy, urethane polymers, and the like.
- thermoplastic polymers include: nylon, polyethylene, polypropylene, polyurethane, polyester, polyamides, and the like.
- reinforced polymeric materials i.e., reinforcing particles according to the present invention dispersed in a polymer
- protective coatings for example, for concrete, furniture, floors, roadways, wood, wood-like materials, ceramics, and the like, as well as, anti-skid coatings and injection molded plastic parts and components.
- ceramic according to the present invention can be used as a matrix material.
- ceramics according to the present invention can be used as a binder for ceramic materials and the like such as diamond, cubic-BN, Al 2 O 3 , ZrO 2 , Si 3 N 4 , and SiC.
- useful articles comprising such materials include composite substrate coatings, cutting tool inserts abrasive agglomerates, and bonded abrasive articles such as vitrified wheels.
- the use of ceramics according to the present invention can be used as binders may, for example, increase the modulus, heat resistance, wear resistance, and/or strength of the composite article.
- Abrasive particles according to the present invention generally comprise crystalline ceramic (e.g., at least 75, 80, 85, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99, 99.5, or even 100 percent by volume) crystalline ceramic.
- the present invention provides a plurality of particles having a particle size distribution ranging from fine to coarse, wherein at least a portion of the plurality of particles are abrasive particles according to the present invention.
- embodiments of abrasive particles according to the present invention generally comprise (e.g., at least 75, 80, 85, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99, 99.5, or even 100 percent by volume) glass-ceramic according to the present invention.
- Abrasive particles according to the present invention can be screened and graded using techniques well known in the art, including the use of industry recognized grading standards such as ANSI (American National Standard Institute), FEPA (Federation Europeenne des Fabricants de Products Abrasifs), and JIS (Japanese Industrial Standard).
- Abrasive particles according to the present invention may be used in a wide range of particle sizes, typically ranging in size from about 0.1 to about 5000 micrometers, more typically from about 1 to about 2000 micrometers; desirably from about 5 to about 1500 micrometers, more desirably from about 100 to about 1500 micrometers.
- Abrasive particles graded according to industry accepted grading standards specify the particle size distribution for each nominal grade within numerical limits.
- industry accepted grading standards include those known as the American National Standards Institute, Inc. (ANSI) standards, Federation of European Producers of Abrasive Products (FEPA) standards, and Japanese Industrial Standard (JIS) standards.
- ANSI grade designations include: ANSI 4, ANSI 6, ANSI 8, ANSI 16, ANSI 24, ANSI 36, ANSI 40, ANSI 50, ANSI 60, ANSI 80, ANSI 100, ANSI 120, ANSI 150, ANSI 180, ANSI 220, ANSI 240, ANSI 280, ANSI 320, ANSI 360, ANSI 400, and ANSI 600.
- Preferred ANSI grades comprising abrasive particles according to the present invention are ANSI 8-220.
- FEPA grade designations include P8, P12, P16, P24, P36, P40, P50, P60, P80, P100, P120, P150, P180, P220, P320, P400, P500, P600, P800, P1000, and P1200.
- Preferred FEPA grades comprising abrasive particles according to the present invention are P12-P220.
- JIS grade designations include JIS8, JIS12, JIS 16, JIS24, JIS36, JIS46, JIS54, JIS60, JIS80, JIS 100, JUS 150, US 180, JIS220, JIS240, JIS280, JIS320, JIS360, JIS400, JIS400, JIS600, JIS800, JIS 1000, JIS 1500, JIS2500, JIS4000, JIS6000, JIS8000, and JIS 10,000.
- Preferred JIS grades comprising abrasive particles according to the present invention are JIS 8-220.
- the present invention provides a method for making abrasive particles, the method comprising heat-treating glass particles or glass-containing particles according to the present invention to provide abrasive particles comprising a glass-ceramic according to the present invention.
- the present invention provides a method for making abrasive particles, the method comprising heat-treating glass according to the present invention, and crushing the resulting heat-treated material to provide abrasive particles comprising a glass-ceramic according to the present invention. When crushed, glass tends to provide sharper particles than crushing significantly crystallized glass-ceramics or crystalline material.
- the present invention provides agglomerate abrasive grains each comprising a plurality of abrasive particles according to the present invention bonded together via a binder.
- the present invention provides an abrasive article (e.g., coated abrasive articles, bonded abrasive articles (including vitrified, resinoid, and metal bonded grinding wheels, cutoff wheels, mounted points, and honing stones), nonwoven abrasive articles, and abrasive brushes) comprising a binder and a plurality of abrasive particles, wherein at least a portion of the abrasive particles are abrasive particles (including where the abrasive particles are agglomerated) according to the present invention.
- abrasive article e.g., coated abrasive articles, bonded abrasive articles (including vitrified, resinoid, and metal bonded grinding wheels, cutoff wheels, mounted points, and honing stones), nonwoven abra
- abrasive particles according to the present invention can be used in abrasive applications that utilize abrasive particles, such as slurries of abrading compounds (e.g., polishing compounds), milling media, shot blast media, vibratory mill media, and the like.
- abrading compounds e.g., polishing compounds
- milling media e.g., shot blast media, vibratory mill media, and the like.
- Coated abrasive articles generally include a backing, abrasive particles, and at least one binder to hold the abrasive particles onto the backing.
- the backing can be any suitable material, including cloth, polymeric film, fibre, nonwoven webs, paper, combinations thereof, and treated versions thereof.
- the binder can be any suitable binder, including an inorganic or organic binder (including thermally curable resins and radiation curable resins).
- the abrasive particles can be present in one layer or in two layers of the coated abrasive article.
- An example of a coated abrasive article is depicted in FIG. 3. Referring to this figure, coated abrasive article 1 has a backing (substrate) 2 and abrasive layer 3.
- Abrasive layer 3 includes abrasive particles according to the present invention 4 secured to a major surface of backing 2 by make coat 5 and size coat 6. In some instances, a supersize coat (not shown) is used.
- Bonded abrasive articles typically include a shaped mass of abrasive particles held together by an organic, metallic, or vitrified binder. Such shaped mass can be, for example, in the form of a wheel, such as a grinding wheel or cutoff wheel.
- the diameter of grinding wheels typically is about 1 cm to over 1 meter; the diameter of cut off wheels about 1 cm to over 80 cm (more typically 3 cm to about 50 cm).
- the cut off wheel thickness is typically about 0.5 mm to about 5 cm, more typically about 0.5 mm to about 2 cm.
- the shaped mass can also be in the form, for example, of a honing stone, segment, mounted point, disc (e.g. double disc grinder) or other conventional bonded abrasive shape.
- Bonded abrasive articles typically comprise about 3-50% by volume bond material, about 30-90% by volume abrasive particles (or abrasive particle blends), up to 50% by volume additives (including grinding aids), and up to 70% by volume pores, based on the total volume of the bonded abrasive article.
- a preferred form is a grinding wheel.
- grinding wheel 10 is depicted, which includes abrasive particles according to the present invention 11, molded in a wheel and mounted on hub 12.
- Nonwoven abrasive articles typically include an open porous lofty polymer filament structure having abrasive particles according to the present invention distributed throughout the structure and adherently bonded therein by an organic binder. Examples of filaments include polyester fibers, polyamide fibers, and polyaramid fibers.
- FIG. 5 a schematic depiction, enlarged about lOOx, of a typical nonwoven abrasive article is provided.
- Such a nonwoven abrasive article comprises fibrous mat 50 as a substrate, onto which abrasive particles according to the present invention 52 are adhered by binder 54.
- Useful abrasive brushes include those having a plurality of bristles unitary with a backing (see, e.g., U.S. Pat. Nos. 5,427,595 (Pihl et al.), 5,443,906 (Pihl et al.), 5,679,067 (Johnson et al.), and 5,903,951 (Ionta et al.). Desirably, such brushes are made by injection molding a mixture of polymer and abrasive particles. Suitable organic binders for making abrasive articles include thermosettmg organic polymers.
- thermosettmg organic polymers examples include phenolic resins, urea-formaldehyde resins, melamine-formaldehyde resins, urethane resins, acrylate resins, polyester resins, aminoplast resins having pendant ⁇ , ⁇ -unsaturated carbonyl groups, epoxy resins, acrylated urethane, acrylated epoxies, and combinations thereof.
- the binder and/or abrasive article may also include additives such as fibers, lubricants, wetting agents, thixotropic materials, surfactants, pigments, dyes, antistatic agents (e.g., carbon black, vanadium oxide, graphite, etc.), coupling agents (e.g., silanes, titanates, zircoaluminates, etc.), plasticizers, suspending agents, and the like.
- additives such as fibers, lubricants, wetting agents, thixotropic materials, surfactants, pigments, dyes, antistatic agents (e.g., carbon black, vanadium oxide, graphite, etc.), coupling agents (e.g., silanes, titanates, zircoaluminates, etc.), plasticizers, suspending agents, and the like.
- the amounts of these optional additives are selected to provide the desired properties.
- the coupling agents can improve adhesion to the abrasive particles and/or filler.
- vitreous bonding materials which exhibit an amorphous structure and are typically hard, are well known in the art.
- the vitreous bonding material includes crystalline phases.
- Bonded, vitrified abrasive articles according to the present invention may be in the shape of a wheel (including cut off wheels), honing stone, mounted pointed or other conventional bonded abrasive shape.
- a preferred vitrified bonded abrasive article according to the present invention is a grinding wheel.
- vitreous bonding materials examples include: silica, silicates, alumina, soda, calcia, potassia, titania, iron oxide, zinc oxide, lithium oxide, magnesia, boria, aluminum silicate, borosilicate glass, lithium aluminum silicate, combinations thereof, and the like.
- vitreous bonding materials can be formed from composition comprising from 10 to 100% glass frit, although more typically the composition comprises 20% to 80% glass frit, or 30% to 70% glass frit. The remaining portion of the vitreous bonding material can be a non- frit material.
- the vitreous bond may be derived from a non-frit containing composition.
- Vitreous bonding materials are typically matured at a temperature(s) in a range of about 700°C to about 1500°C, usually in a range of about 800°C to about 1300°C, sometimes in a range of about 900°C to about 1200°C, or even in a range of about 950°C to about 1100°C.
- the actual temperature at which the bond is matured depends, for example, on the particular bond chemistry.
- Preferred vitrified bonding materials may include those comprising silica, alumina (desirably, at least 10 percent by weight alumina), and boria (desirably, at least 10 percent by weight boria). In most cases the vitrified bonding material further comprise alkali metal oxide(s) (e.g., Na 2 O and K 2 O) (in some cases at least 10 percent by weight alkali metal oxide(s)).
- alkali metal oxide(s) e.g., Na 2 O and K 2 O
- Binder materials may also contain filler materials or grinding aids, typically in the form of a particulate material.
- the particulate materials are inorganic materials.
- useful fillers for this invention include: metal carbonates (e.g., calcium carbonate (e.g., chalk, calcite, marl, travertine, marble and limestone), calcium magnesium carbonate, sodium carbonate, magnesium carbonate), silica (e.g., quartz, glass beads, glass bubbles and glass fibers) silicates (e.g., talc, clays, (montmorillonite) feldspar, mica, calcium silicate, calcium metasilicate, sodium aluminosilicate, sodium silicate) metal sulfates (e.g., calcium sulfate, barium sulfate, sodium sulfate, aluminum sodium sulfate, aluminum sulfate), gypsum, vem iculite, wood flour, aluminum trihydrate, carbon black, metal oxides (e.g.
- a grinding aid is a material that has a significant effect on the chemical and physical processes of abrading, which results in improved performance.
- a grinding aid(s) will (a) decrease the friction between the abrasive particles and the workpiece being abraded, (b) prevent the abrasive particles from "capping" (i.e., prevent metal particles from becoming welded to the tops of the abrasive particles), or at least reduce the tendency of abrasive particles to cap, (c) decrease the interface temperature between the abrasive particles and the workpiece, or (d) decreases the grinding forces.
- Grinding aids encompass a wide variety of different materials and can be inorganic or organic based.
- chemical groups of grinding aids include waxes, organic halide compounds, halide salts and metals and their alloys.
- the organic halide compounds will typically break down during abrading and release a halogen acid or a gaseous halide compound.
- examples of such materials include chlorinated waxes like tetrachloronaphtalene, pentachloronaphthalene, and polyvinyl chloride.
- halide salts include sodium chloride, potassium cryolite, sodium cryolite, ammonium cryolite, potassium tetrafluoroboate, sodium tetrafluoroborate, silicon fluorides, potassium chloride, and magnesium chloride.
- metals include, tin, lead, bismuth, cobalt, antimony, cadmium, and iron titanium.
- Other miscellaneous grinding aids include sulfur, organic sulfur compounds, graphite, and metallic sulfides. It is also within the scope of the present invention to use a combination of different grinding aids, and in some instances this may produce a synergistic effect.
- the preferred grinding aid is cryolite; the most preferred grinding aid is potassium tetrafluoroborate.
- Grinding aids can be particularly useful in coated abrasive and bonded abrasive articles.
- grinding aid is typically used in the supersize coat, which is applied over the surface of the abrasive particles. Sometimes, however, the grinding aid is added to the size coat.
- the amount of grinding aid incorporated into coated abrasive articles are about 50-300 g/m (desirably, about 80-160 g/m ).
- In vitrified bonded abrasive articles grinding aid is typically impregnated into the pores of the article.
- the abrasive articles can contain 100% abrasive particles according to the present invention, or blends of such abrasive particles with other abrasive particles and/or diluent particles. However, at least about 2% by weight, desirably at least about 5% by weight, and more desirably about 30-100% by weight, of the abrasive particles in the abrasive articles should be abrasive particles according to the present invention.
- the abrasive particles according the present invention may be blended with another abrasive particles and/or diluent particles at a ratio between 5 to 75% by weight, about 25 to 75% by weight about 40 to 60% by weight, or about 50% to 50% by weight (i.e., in equal amounts by weight).
- suitable conventional abrasive particles include fused aluminum oxide (including white fused alumina, heat-treated aluminum oxide and brown aluminum oxide), silicon carbide, boron carbide, titanium carbide, diamond, cubic boron nitride, garnet, fused alumina-zirconia, and sol-gel-derived abrasive particles, and the like.
- sol-gel-derived abrasive particles may be seeded or non-seeded. Likewise, the sol-gel-derived abrasive particles may be randomly shaped or have a shape associated with them, such as a rod or a triangle. Examples of sol gel abrasive particles include those described U.S. Pat. Nos.
- blends of abrasive particles may result in an abrasive article that exhibits improved grinding performance in comparison with abrasive articles comprising 100% of either type of abrasive particle.
- the abrasive particle types forming the blend may be of the same size.
- the abrasive particle types may be of different particle sizes.
- the larger sized abrasive particles may be abrasive particles according to the present invention, with the smaller sized particles being another abrasive particle type.
- the smaller sized abrasive particles may be abrasive particles according to the present invention, with the larger sized particles being another abrasive particle type.
- Suitable diluent particles include marble, gypsum, flint, silica, iron oxide, aluminum silicate, glass (including glass bubbles and glass beads), alumina bubbles, alumina beads and diluent agglomerates.
- Abrasive particles according to the present invention can also be combined in or with abrasive agglomerates.
- Abrasive agglomerate particles typically comprise a plurality of abrasive particles, a binder, and optional additives.
- the binder may be organic and/or inorganic.
- Abrasive agglomerates may be randomly shape or have a predetermined shape associated with them. The shape may be a block, cylinder, pyramid, coin, square, or the like.
- Abrasive agglomerate particles typically have particle sizes ranging from about 100 to about 5000 micrometers, typically about 250 to about 2500 micrometers. Additional details regarding abrasive agglomerate particles may be found, for example, in U.S. Pat. Nos. 4,311,489 (Kressner), 4,652,275 (Bloecher et al.), 4,799,939 (Bloecher et al), 5,549,962 (Holmes et al.), and 5,975,988 (Christianson), and applications having U.S. Serial Nos. 09/688,444 and 09/688,484, filed October 16, 2001.
- the abrasive particles may be uniformly distributed in the abrasive article or concentrated in selected areas or portions of the abrasive article.
- a coated abrasive there may be two layers of abrasive particles.
- the first layer comprises abrasive particles other than abrasive particles according to the present invention
- the second (outermost) layer comprises abrasive particles according to the present invention.
- a bonded abrasive there may be two distinct sections of the grinding wheel.
- the outermost section may comprise abrasive particles according to the present invention, whereas the innermost section does not.
- abrasive particles according to the present invention may be uniformly distributed throughout the bonded abrasive article.
- coated abrasive articles can be found, for example, in U.S. Pat. Nos. 4,734,104 (Broberg), 4,737,163 (Larkey), 5,203,884 (Buchanan et al.), 5,152,917 (Pieper et al.), 5,378,251 (Culler et al.), 5,417,726 (Stout et al.), 5,436,063 (Follett et al.), 5,496,386 (Broberg et al.), 5, 609,706 (Benedict et al.), 5,520,711 (Helmin), 5,954,844 (Law et al.), 5,961,674 (Gagliardi et al.), and 5,975,988 (Christinason).
- bonded abrasive articles can be found, for example, in U.S. Pat. Nos. 4,543,107 (Rue), 4,741,743 (Narayanan et al.), 4,800,685 (Haynes et al.), 4,898,597 (Hay et al.), 4,997,461 (Markhoff-Matheny et al.), 5,037,453 (Narayanan et al.), 5,110,332 (Narayanan et al.), and 5,863,308 (Qi et al.). Further details regarding vitreous bonded abrasives can be found, for example, in U.S. Pat. Nos. 4,543,107 (Rue), 4,898,597 (Hay et al.),
- the present invention provides a method of abrading a surface, the method comprising contacting at least one abrasive particle according to the present invention, with a surface of a workpiece; and moving at least of one the abrasive particle or the contacted surface to abrade at least a portion of said surface with the abrasive particle.
- Methods for abrading with abrasive particles according to the present invention range of snagging (i.e., high pressure high stock removal) to polishing (e.g., polishing medical implants with coated abrasive belts), wherein the latter is typically done with finer grades (e.g., less ANSI 220 and finer) of abrasive particles.
- the abrasive particle may also be used in precision abrading applications, such as grinding cam shafts with vitrified bonded wheels. The size of the abrasive particles used for a particular abrading application will be apparent to those skilled in the art.
- Abrading with abrasive particles according to the present invention may be done dry or wet.
- the liquid may be introduced supplied in the form of a light mist to complete flood.
- Examples of commonly used liquids include: water, water- soluble oil, organic lubricant, and emulsions.
- the liquid may serve to reduce the heat associated with abrading and/or act as a lubricant.
- the liquid may contain minor amounts of additives such as bactericide, antifoaming agents, and the like.
- Abrasive particles according to the present invention may be used to abrade workpieces such as aluminum metal, carbon steels, mild steels, tool steels, stainless steel, hardened steel, titanium, glass, ceramics, wood, wood like materials, paint, painted surfaces, organic coated surfaces and the like.
- the applied force during abrading typically ranges from about 1 to about 100 kilograms.
- a polyethylene bottle was charged with 263.5 grams of alumina particles (obtained under the trade designation "APA-0.5” from Condea Vista, Arlington, AZ), 143.5 grams of yttrium oxide particles (obtained from H.C. Starck, Newton, MA), 93 grams of zirconium oxide particles (with a nominal composition of 100 percent by weight (wt-%) ZrO 2 (+ HfO 2 ); obtained under the trade designation "DK-2" from Zirconia Sales, Inc. of Marietta, GA) and 300 grams of isopropyl alcohol.
- APA-0.5 from Condea Vista, Arlington, AZ
- yttrium oxide particles obtained from H.C. Starck, Newton, MA
- zirconium oxide particles with a nominal composition of 100 percent by weight (wt-%) ZrO 2 (+ HfO 2 ); obtained under the trade designation "DK-2" from Zirconia Sales, Inc. of Marietta, GA) and 300 grams of isopropyl alcohol.
- the zirconia milling media obtained from Tosoh Ceramics, Division of Bound Brook, NJ, under the trade designation "YTZ" were added to the bottle, and the mixture was milled at 120 revolutions per minute (rpm) for 24 hours. After the milling, the milling media were removed and the slurry was poured onto a glass (“PYREX”) pan where it was dried using a heat-gun. The dried mixture was ground with a mortar and pestle and screened through a 70-mesh screen (212- micrometer opening size screen).
- the torch used to melt the particles, thereby generating melted glass beads was a Bethlehem bench burner PM2D model B, obtained from Bethlehem Apparatus Co., Hellertown, PA, delivering hydrogen and oxygen at the following rates.
- the hydrogen flow rate was 8 standard liters per minute (SLPM) and the oxygen flow rate was 3 SLPM.
- the hydrogen flow rate was 23 (SLPM) and the oxygen flow rate was 9.8 SLPM.
- the dried and sized particles were fed directly into the torch flame, where they were melted and transported to an inclined stainless steel surface (approximately 51 centimeters (cm) (20 inches) wide with the slope angle of 45 degrees) with cold water running over (approximately 8 liters/minute) the surface to form beads.
- the hot-pressing was carried out at 960°C in an argon atmosphere and 13.8 megapascals (MPa) (2000 pounds per square inch (2 ksi)) pressure.
- MPa megapascals
- the resulting hot-pressed disk was about 48 millimeters (mm) in diameter, and about 5 mm thick.
- the hot-pressed disk was heat-treated in a furnace (an electrically heated furnace (obtained under the trade designation "Model KKSK-666-3100" from Keith Furnaces of Pico Rivera, CA)) as follows.
- the disk was first heated from room temperature (about 25°C) to about 900°C at a rate of about 10°C/minutes and then held at 900°C for about 1 hour.
- the disk was heated from about 900°C to about 1300°C at a rate of about 10°C/minute and then held at 1300°C for about 1 hour, before cooling back to room temperature by turning off the furnace.
- FIG. 1 is a scanning electron microscope (SEM) photomicrograph of a polished section of hot-pressed and heat-treated Example 1 material showing the fine crystalline nature of the material.
- the polished section was prepared using conventional mounting and polishing techniques. Polishing was done using a polisher (obtained from Buehler of Lake Bluff, IL under the trade designation "ECOMET 3 TYPE POLISHER-GRINDER"). The sample was polished for about 3 minutes with a diamond wheel, followed by three minutes of polishing with each of 45, 30, 15, 9, and 3-micrometer diamond slurries. The polished sample was sputter coated with a thin layer of gold-palladium and viewed using JEOL SEM (Model JSM 840A).
- JEOL SEM Model JSM 840A
- the average microhardnesses of the material of this Example was determined as follows. Loose beads (about 125 micrometers in size) were mounted in mounting resin (obtained under the trade designation "EPOMET” from Buehler Ltd., Lake Bluff, IL). The resulting cylinder of resin was about 2.5 cm (1 inch) in diameter and about 1.9 cm (0.75 inch) tall. The mounted samples were polished using a conventional grinder/polisher (obtained under the trade designation "EPOMET” from Buehler Ltd.) and conventional diamond slurries with the final polishing step using a 1 micrometer diamond slurry (obtained under the trade designation "METADI” from Buehler Ltd.) to obtain polished cross-sections of the sample.
- EPOMET a conventional grinder/polisher
- METADI 1 micrometer diamond slurry
- microhardness measurements were made using a conventional microhardness tester (obtained under the trade designation "MITUTOYO MVK-VL" from Mitutoyo Corporation, Tokyo, Japan) fitted with a Vickers indenter using a 500-gram indent load.
- the microhardness measurements were made according to the guidelines stated in ASTM Test Method E384 Test Methods for Microhardness of Materials (1991).
- the microhardness values were an average of 20 measurements.
- the average microhardness of the material prior to heat treatment was about 8.5 GPa.
- the average microhardness of the material after heat-treatment (determined as described above except beads were heat- treated at 1300°C for lhour) was 15.9 GPa.
- Examples 2-16 beads were prepared as described in Example 1, except the raw materials and the amounts of raw materials used are listed in Table 1, below, and the milling of the raw materials was carried out in 90 ml of isopropyl alcohol with 200 grams of the zirconia media (obtained from Tosoh Ceramics, Division of Bound Brook, NJ, under the trade designation "YTZ") at 120 rpm for 24 hours.
- the sources of the raw materials used are listed in Table 2, below.
- Example 2-16 materials were measured as follows. Powder X-ray diffraction (using an X-ray diffractometer (obtained under the trade designation "PHILLIPS XRG 3100" from Phillips, Mahwah, NJ) with copper K ol radiation of 1.54050 Angstrom)) was used to qualitatively measure phases present in example materials. The presence of a broad diffused intensity peak was taken as an indication of the amorphous nature of a material. The existence of both a broad peak and well-defined peaks was taken as an indication of existence of crystalline matter within an amorphous matrix. Phases detected in various examples are reported in Table 3, below. Table 3
- DTA differential thermal analysis
- a material was screened to retain beads in the 90-125 micrometer size range. DTA runs were made (using an instrument obtained from Netzsch Instruments, Selb, Germany under the trade designation "NETZSCH STA 409 DTA/TGA"). The amount of each screened sample placed in a 100-microliter Al 2 O 3 sample holder was 400 milligrams. Each sample was heated in static air at a rate of 10°C/minute from room temperature (about 25°C) to 1200°C. Referring to FIG. 2, line 123 is the plotted DTA data for the Example 1 material.
- line 123 the material exhibited an endothermic event at a temperature around 875°C, as evidenced by the downward curve of line 123. It was believed that this event was due to the glass transition (T g ) of the material. At about 941 °C, an exothermic event was observed as evidenced by the sharp peak in line 123. It was believed that this event was due to the crystallization (T x ) of the material. These T g and T x values for other examples are reported in Table 3, above.
- the hot-pressing temperature at which appreciable glass flow occurred are reported for various examples in Table 3, above.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Structural Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Glass Compositions (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Surface Treatment Of Glass (AREA)
Abstract
Description
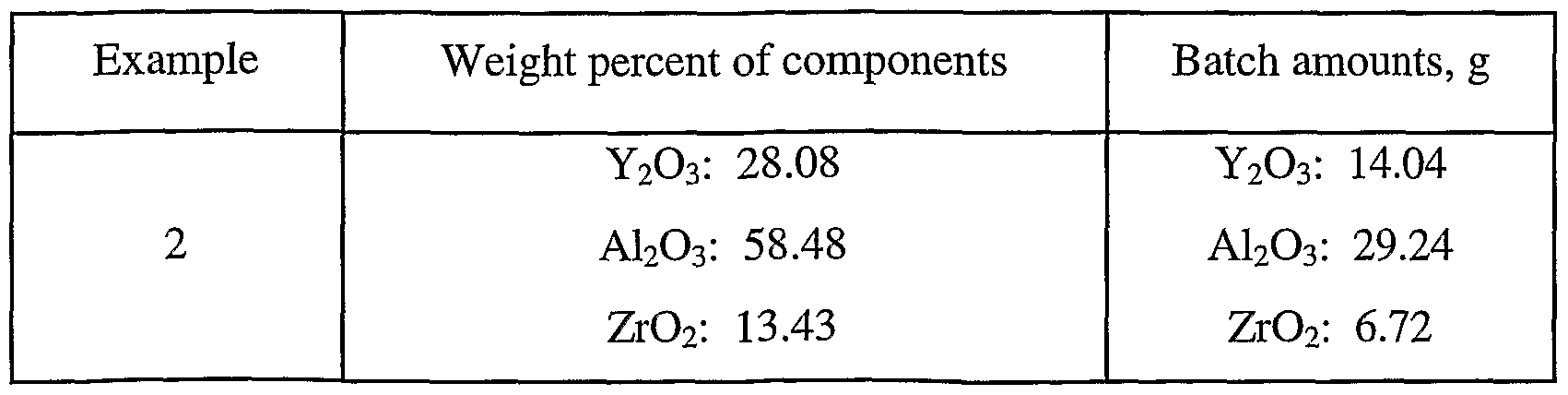





Claims
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020047001668A KR100885328B1 (en) | 2001-08-02 | 2002-08-02 | Alumina-Yttria-Zirconium Oxide/Hafnium Oxide Materials, and Methods of Making and Using the Same |
| BRPI0211578-6A BR0211578A (en) | 2001-08-02 | 2002-08-02 | glass, ceramics, methods for the manufacture of glass, ceramics, and an article including glass, glass-ceramics, methods for the manufacture of a glass-ceramics, and a glass-ceramic, particle-abrasive method for the manufacture of abrasive particles, plurality of abrasive particles, abrasive article, and method for roughing a surface |
| AU2002367931A AU2002367931A1 (en) | 2001-08-02 | 2002-08-02 | Alumina-yttria-zirconium oxide/hafnium oxide materials, and methods of making and using the same |
| CN028190971A CN1608036B (en) | 2001-08-02 | 2002-08-02 | AL2O3-Y2O3-ZrO2/HfO2 materials and its making and using method |
| EP02807369A EP1432660A1 (en) | 2001-08-02 | 2002-08-02 | Alumina-yttria-zirconium oxide/hafnium oxide materials, and methods of making and using the same |
| CA002455902A CA2455902A1 (en) | 2001-08-02 | 2002-08-02 | Alumina-yttria-zirconium oxide/hafnium oxide materials, and methods of making and using the same |
| JP2004511231A JP4515255B2 (en) | 2001-08-02 | 2002-08-02 | Al2O3-Y2O3-ZrO2 material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US92253001A | 2001-08-02 | 2001-08-02 | |
| US09/922,530 | 2001-08-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2003104161A2 true WO2003104161A2 (en) | 2003-12-18 |
| WO2003104161A8 WO2003104161A8 (en) | 2004-03-18 |
Family
ID=25447170
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2002/024658 WO2003104161A2 (en) | 2001-08-02 | 2002-08-02 | Alumina-yttria-zirconium oxide/hafnium oxide materials, and methods of making and using the same |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US7507268B2 (en) |
| EP (1) | EP1432660A1 (en) |
| JP (2) | JP4515255B2 (en) |
| KR (1) | KR100885328B1 (en) |
| CN (1) | CN1608036B (en) |
| AU (1) | AU2002367931A1 (en) |
| BR (1) | BR0211578A (en) |
| CA (1) | CA2455902A1 (en) |
| RU (1) | RU2004101636A (en) |
| WO (1) | WO2003104161A2 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005066097A2 (en) * | 2003-12-18 | 2005-07-21 | 3M Innovative Properties Company | Alumina-yttria particles and methods of making the same |
| WO2006023081A2 (en) * | 2004-07-29 | 2006-03-02 | 3M Innovative Properties Company | Ceramics, and methods of making and using the same |
| ES2415984A1 (en) * | 2012-01-24 | 2013-07-29 | Vidres Sa | Coating for ceramic bodies |
| CN106947214A (en) * | 2017-03-07 | 2017-07-14 | 广东陆海航空科技有限公司 | A kind of elasticity concretion abrasive and preparation method applied to liquid injection glossing |
| US10696883B2 (en) | 2012-10-31 | 2020-06-30 | 3M Innovative Properties Company | Shaped abrasive particles, methods of making, and abrasive articles including the same |
Families Citing this family (83)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7625509B2 (en) * | 2001-08-02 | 2009-12-01 | 3M Innovative Properties Company | Method of making ceramic articles |
| KR20080086542A (en) | 2001-08-02 | 2008-09-25 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | Method of making articles from glass and glass ceramic articles so produced |
| CA2454068A1 (en) | 2001-08-02 | 2003-02-13 | 3M Innovative Properties Company | Al2o3-rare earth oxide-zro2/hfo2 materials, and methods of making and using the same |
| JP2003094414A (en) * | 2001-09-26 | 2003-04-03 | Chokoon Zairyo Kenkyusho:Kk | Method for molding amorphous ceramics |
| US8056370B2 (en) | 2002-08-02 | 2011-11-15 | 3M Innovative Properties Company | Method of making amorphous and ceramics via melt spinning |
| US7258707B2 (en) * | 2003-02-05 | 2007-08-21 | 3M Innovative Properties Company | AI2O3-La2O3-Y2O3-MgO ceramics, and methods of making the same |
| US6984261B2 (en) * | 2003-02-05 | 2006-01-10 | 3M Innovative Properties Company | Use of ceramics in dental and orthodontic applications |
| JP3909342B2 (en) | 2004-02-27 | 2007-04-25 | 日鉱金属株式会社 | Sputtering target, optical information recording medium and manufacturing method thereof |
| US7513941B2 (en) | 2005-11-14 | 2009-04-07 | 3M Innovative Properties Company | Pavement marking, reflective elements, and methods of making micospheres |
| US7598188B2 (en) * | 2005-12-30 | 2009-10-06 | 3M Innovative Properties Company | Ceramic materials and methods of making and using the same |
| JP4731381B2 (en) * | 2006-03-31 | 2011-07-20 | ニチアス株式会社 | Disc roll and base material for disc roll |
| US10242888B2 (en) | 2007-04-27 | 2019-03-26 | Applied Materials, Inc. | Semiconductor processing apparatus with a ceramic-comprising surface which exhibits fracture toughness and halogen plasma resistance |
| US10622194B2 (en) | 2007-04-27 | 2020-04-14 | Applied Materials, Inc. | Bulk sintered solid solution ceramic which exhibits fracture toughness and halogen plasma resistance |
| US20080280034A1 (en) * | 2007-05-11 | 2008-11-13 | 3M Innovative Properties Company | Pavement marking and reflective elements having microspheres comprising lanthanum oxide and aluminum oxide with zirconia, titania, or mixtures thereof |
| WO2009086052A1 (en) * | 2007-12-28 | 2009-07-09 | 3M Innovative Properties Company | Methods of making ceramic fibers and beads |
| US8506861B2 (en) * | 2008-01-31 | 2013-08-13 | Destech Corporation | Molding composition and method using same to form displacements for use in a metal casting process |
| FR2942150B1 (en) * | 2009-02-18 | 2012-09-21 | Cerlase | PROCESS FOR MELTING AT LEAST ONE MINERAL POWDER MATERIAL |
| FR2943055B1 (en) * | 2009-03-10 | 2011-04-08 | Saint Gobain Ct Recherches | ZIRCONIA POWDER |
| US20110021340A1 (en) * | 2009-07-24 | 2011-01-27 | Karl-Heinz Schofalvi | Refractory |
| CN102574730A (en) | 2009-08-21 | 2012-07-11 | 3M创新有限公司 | Pavement markings, reflective elements, and methods of making microspheres |
| DE102009057444A1 (en) | 2009-12-08 | 2011-06-09 | Dürr Systems GmbH | Lackieranlagenbauteil with a surface coating |
| CN101746718B (en) * | 2009-12-31 | 2012-09-19 | 中国科学院合肥物质科学研究院 | Method for preparing single-row ordered nanobelt |
| US8945729B1 (en) * | 2010-09-22 | 2015-02-03 | Skyworks Solutions, Inc. | Thermal barrier coating material with RF absorption capabilities at elevated temperatures |
| RU2013135445A (en) | 2010-12-31 | 2015-02-10 | Сэнт-Гобэн Керамикс Энд Пластикс, Инк. | ABRASIVE PRODUCT (OPTIONS) AND METHOD FOR ITS FORMING |
| EP2726248B1 (en) | 2011-06-30 | 2019-06-19 | Saint-Gobain Ceramics & Plastics, Inc. | Liquid phase sintered silicon carbide abrasive particles |
| CN108262695A (en) | 2011-06-30 | 2018-07-10 | 圣戈本陶瓷及塑料股份有限公司 | Include the abrasive product of silicon nitride abrasive grain |
| US9517546B2 (en) | 2011-09-26 | 2016-12-13 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles including abrasive particulate materials, coated abrasives using the abrasive particulate materials and methods of forming |
| WO2013102170A1 (en) | 2011-12-30 | 2013-07-04 | Saint-Gobain Ceramics & Plastics, Inc. | Composite shaped abrasive particles and method of forming same |
| KR20140106737A (en) | 2011-12-30 | 2014-09-03 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | Forming shaped abrasive particles |
| EP2797715A4 (en) | 2011-12-30 | 2016-04-20 | Saint Gobain Ceramics | Shaped abrasive particle and method of forming same |
| WO2013106602A1 (en) | 2012-01-10 | 2013-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| WO2013106597A1 (en) | 2012-01-10 | 2013-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having complex shapes and methods of forming same |
| US9034199B2 (en) | 2012-02-21 | 2015-05-19 | Applied Materials, Inc. | Ceramic article with reduced surface defect density and process for producing a ceramic article |
| US9212099B2 (en) | 2012-02-22 | 2015-12-15 | Applied Materials, Inc. | Heat treated ceramic substrate having ceramic coating and heat treatment for coated ceramics |
| US9242346B2 (en) | 2012-03-30 | 2016-01-26 | Saint-Gobain Abrasives, Inc. | Abrasive products having fibrillated fibers |
| US9090046B2 (en) | 2012-04-16 | 2015-07-28 | Applied Materials, Inc. | Ceramic coated article and process for applying ceramic coating |
| WO2013177446A1 (en) | 2012-05-23 | 2013-11-28 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and methods of forming same |
| TWI541098B (en) * | 2012-06-06 | 2016-07-11 | 聖高拜磨料有限公司 | Small diameter cutting tool |
| EP2866977B8 (en) | 2012-06-29 | 2023-01-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| US9604249B2 (en) | 2012-07-26 | 2017-03-28 | Applied Materials, Inc. | Innovative top-coat approach for advanced device on-wafer particle performance |
| US9343289B2 (en) | 2012-07-27 | 2016-05-17 | Applied Materials, Inc. | Chemistry compatible coating material for advanced device on-wafer particle performance |
| EP2906392A4 (en) | 2012-10-15 | 2016-07-13 | Saint Gobain Abrasives Inc | Abrasive particles having particular shapes and methods of forming such particles |
| WO2014106173A1 (en) | 2012-12-31 | 2014-07-03 | Saint-Gobain Ceramics & Plastics, Inc. | Particulate materials and methods of forming same |
| PL2978566T3 (en) | 2013-03-29 | 2024-07-15 | Saint-Gobain Abrasives, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| US9708713B2 (en) | 2013-05-24 | 2017-07-18 | Applied Materials, Inc. | Aerosol deposition coating for semiconductor chamber components |
| US9865434B2 (en) | 2013-06-05 | 2018-01-09 | Applied Materials, Inc. | Rare-earth oxide based erosion resistant coatings for semiconductor application |
| US9850568B2 (en) | 2013-06-20 | 2017-12-26 | Applied Materials, Inc. | Plasma erosion resistant rare-earth oxide based thin film coatings |
| TW201502263A (en) | 2013-06-28 | 2015-01-16 | Saint Gobain Ceramics | Abrasive article including shaped abrasive particles |
| US9711334B2 (en) | 2013-07-19 | 2017-07-18 | Applied Materials, Inc. | Ion assisted deposition for rare-earth oxide based thin film coatings on process rings |
| US9583369B2 (en) | 2013-07-20 | 2017-02-28 | Applied Materials, Inc. | Ion assisted deposition for rare-earth oxide based coatings on lids and nozzles |
| RU2643004C2 (en) | 2013-09-30 | 2018-01-29 | Сен-Гобен Серэмикс Энд Пластикс, Инк. | Formed abrasive particles and methods of their production |
| US9440886B2 (en) | 2013-11-12 | 2016-09-13 | Applied Materials, Inc. | Rare-earth oxide based monolithic chamber material |
| US9725799B2 (en) | 2013-12-06 | 2017-08-08 | Applied Materials, Inc. | Ion beam sputtering with ion assisted deposition for coatings on chamber components |
| US9566689B2 (en) | 2013-12-31 | 2017-02-14 | Saint-Gobain Abrasives, Inc. | Abrasive article including shaped abrasive particles |
| US9771507B2 (en) | 2014-01-31 | 2017-09-26 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle including dopant material and method of forming same |
| EP3131705A4 (en) | 2014-04-14 | 2017-12-06 | Saint-Gobain Ceramics and Plastics, Inc. | Abrasive article including shaped abrasive particles |
| WO2015160854A1 (en) | 2014-04-14 | 2015-10-22 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| US9869013B2 (en) | 2014-04-25 | 2018-01-16 | Applied Materials, Inc. | Ion assisted deposition top coat of rare-earth oxide |
| US10196728B2 (en) | 2014-05-16 | 2019-02-05 | Applied Materials, Inc. | Plasma spray coating design using phase and stress control |
| US9902045B2 (en) | 2014-05-30 | 2018-02-27 | Saint-Gobain Abrasives, Inc. | Method of using an abrasive article including shaped abrasive particles |
| US9707529B2 (en) | 2014-12-23 | 2017-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Composite shaped abrasive particles and method of forming same |
| US9914864B2 (en) | 2014-12-23 | 2018-03-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and method of forming same |
| US9676981B2 (en) | 2014-12-24 | 2017-06-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle fractions and method of forming same |
| JP6715025B2 (en) * | 2015-02-27 | 2020-07-01 | Agcセラミックス株式会社 | Ceramic beads |
| US10196551B2 (en) | 2015-03-31 | 2019-02-05 | Saint-Gobain Abrasives, Inc. | Fixed abrasive articles and methods of forming same |
| TWI634200B (en) | 2015-03-31 | 2018-09-01 | 聖高拜磨料有限公司 | Fixed abrasive articles and methods of forming same |
| CA2988012C (en) | 2015-06-11 | 2021-06-29 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| EP3455320A4 (en) | 2016-05-10 | 2019-11-20 | Saint-Gobain Ceramics&Plastics, Inc. | Abrasive particles and methods of forming same |
| EP4071224A3 (en) | 2016-05-10 | 2023-01-04 | Saint-Gobain Ceramics and Plastics, Inc. | Methods of forming abrasive articles |
| US11230653B2 (en) | 2016-09-29 | 2022-01-25 | Saint-Gobain Abrasives, Inc. | Fixed abrasive articles and methods of forming same |
| US10759024B2 (en) | 2017-01-31 | 2020-09-01 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| US10563105B2 (en) | 2017-01-31 | 2020-02-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| US10988399B2 (en) | 2017-05-12 | 2021-04-27 | 3M Innovative Properties Company | Articles comprising crystalline materials and method of making the same |
| CN110650935A (en) | 2017-05-12 | 2020-01-03 | 3M创新有限公司 | Articles comprising ceramics and methods of making the same |
| US10865148B2 (en) | 2017-06-21 | 2020-12-15 | Saint-Gobain Ceramics & Plastics, Inc. | Particulate materials and methods of forming same |
| KR102034345B1 (en) * | 2017-06-28 | 2019-11-08 | 정의국 | Ocher board for floor heating and its manufacturing method |
| CN107663081B (en) * | 2017-10-26 | 2020-09-08 | 西北工业大学 | Solidification preparation method of aluminum oxide-based ternary nano eutectic/amorphous ceramic |
| US11047035B2 (en) | 2018-02-23 | 2021-06-29 | Applied Materials, Inc. | Protective yttria coating for semiconductor equipment parts |
| JP7156987B2 (en) * | 2019-03-25 | 2022-10-19 | 京セラ株式会社 | Heat resistant material |
| EP4081369A4 (en) | 2019-12-27 | 2024-04-10 | Saint-Gobain Ceramics & Plastics Inc. | Abrasive articles and methods of forming same |
| CN111303722B (en) * | 2020-02-17 | 2021-05-04 | 南京路伸交通科技有限公司 | Durable reflective self-layering road marking coating and preparation method thereof |
| CN113429202A (en) * | 2021-06-29 | 2021-09-24 | 乌鲁木齐市口腔医院 | Aluminum oxide and germanium oxide co-doped zirconia composite material and preparation method thereof |
| CN113979732B (en) * | 2021-11-12 | 2022-12-06 | 深圳市中美欧光电科技有限公司 | High-reflectivity ceramic substrate, preparation method thereof and COB |
Family Cites Families (235)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US160694A (en) * | 1875-03-09 | Improvement in invalid-bedsteads | ||
| US1314061A (en) * | 1919-08-26 | Abrasive material and j | ||
| US122684A (en) * | 1872-01-09 | Improvement in hot-air furnaces | ||
| US659926A (en) * | 1900-05-04 | 1900-10-16 | Gen Electro Chemical Company | Process of manufacturing abrasive material. |
| US906339A (en) | 1908-03-17 | 1908-12-08 | Carborundum Co | Composition of matter containing alumina and silica. |
| US1037999A (en) * | 1908-12-26 | 1912-09-10 | Morton Company | Article of alumina and method of making same. |
| US960712A (en) | 1909-09-14 | 1910-06-07 | Norton Co | Process of purifying aluminous materials. |
| US1107011A (en) * | 1913-03-11 | 1914-08-11 | Carborundum Co | Method of bonding fused crystalline alumina. |
| US1192709A (en) | 1914-12-01 | 1916-07-25 | Carborundum Co | Crystalline fused alumina and the manufacture thereof. |
| US1161620A (en) * | 1915-02-24 | 1915-11-23 | Carborundum Co | Crystalline fused alumina and method of making the same. |
| US1149064A (en) * | 1915-06-11 | 1915-08-03 | Exolon Company | Electric-furnace abrasive and method of making the same. |
| US1268532A (en) | 1916-11-11 | 1918-06-04 | Carborundum Co | Process of making aluminous abrasives. |
| US1240490A (en) * | 1917-02-12 | 1917-09-18 | Norton Co | Composition containing alumina and zirconia. |
| US1247337A (en) * | 1917-02-12 | 1917-11-20 | Norton Co | Aluminous abrasive. |
| US1263708A (en) * | 1917-03-02 | 1918-04-23 | Norton Co | PRODUCT CONTAINING β-ALUMINA AND PROCESS OF PREPARING THE SAME. |
| US1263710A (en) * | 1917-08-02 | 1918-04-23 | Norton Co | Aluminous abrasive and process of making same. |
| US1263709A (en) * | 1917-08-02 | 1918-04-23 | Norton Co | Aluminous abrasive and process of making the same. |
| US1268533A (en) | 1917-08-07 | 1918-06-04 | Carborundum Co | Aluminous abrasive. |
| US1257356A (en) * | 1917-11-14 | 1918-02-26 | Carborundum Co | Aluminous composition and method of preparing the same. |
| US1339344A (en) * | 1919-09-18 | 1920-05-04 | Carborundum Co | Aluminous compostion and method of making the same |
| US1402714A (en) * | 1920-10-21 | 1922-01-03 | Abrasive Company | Method of manufacturing artificial abrasives from bauxite and emery |
| US1448586A (en) * | 1922-04-22 | 1923-03-13 | Abrasive Company | Process of manufacturing aluminous abrasives |
| US2000857A (en) * | 1930-12-01 | 1935-05-07 | Swann Res Inc | Aluminum oxide abrasive and method of making the same |
| US1910444A (en) * | 1931-02-13 | 1933-05-23 | Carborundum Co | Process of making abrasive materials |
| US2206081A (en) | 1935-09-03 | 1940-07-02 | Eastman Kodak Co | Optical glass |
| US2424645A (en) | 1943-07-13 | 1947-07-29 | Carborundum Co | Fused aluminum oxide abrasive material |
| US2618567A (en) * | 1950-10-19 | 1952-11-18 | Norton Co | Molded alumina |
| US2805166A (en) * | 1954-01-18 | 1957-09-03 | Loffler Johannes | Glasses containing oxides of rare earth metals |
| DE1694594C3 (en) * | 1960-01-11 | 1975-05-28 | Minnesota Mining And Manufacturing Co., Saint Paul, Minn. (V.St.A.) | Cleaning and polishing media |
| US2961296A (en) * | 1957-09-27 | 1960-11-22 | Aluminium Lab Ltd | Production of fused alumina |
| DE1075807B (en) * | 1958-08-07 | 1960-02-18 | JENAer Glaswerk Schott &. Gen Mainz | Lanthanum borosilicate glass rich in aluminum oxide |
| US3041156A (en) | 1959-07-22 | 1962-06-26 | Norton Co | Phenolic resin bonded grinding wheels |
| US3181939A (en) * | 1961-01-27 | 1965-05-04 | Norton Co | Fused alumina-zirconia abrasives |
| US3377660A (en) * | 1961-04-20 | 1968-04-16 | Norton Co | Apparatus for making crystal abrasive |
| US3141747A (en) | 1961-08-24 | 1964-07-21 | Norton Co | Alumina abrasive |
| US3216794A (en) * | 1961-10-20 | 1965-11-09 | Norton Co | Process for producing crystalline alumina |
| GB1112969A (en) * | 1964-08-22 | 1968-05-08 | Nippon Sheet Glass Co Ltd | Process for the manufacture of sheet glass |
| US3519448A (en) | 1968-01-26 | 1970-07-07 | Corhart Refractories Co | Zirconia-alumina fused refractory materials and structures |
| US3625717A (en) | 1968-04-29 | 1971-12-07 | Avco Corp | Spray coating compositions |
| US3498769A (en) * | 1969-01-16 | 1970-03-03 | Norton Co | Fused zirconia-spinel abrasives and articles made therewith |
| US3650780A (en) * | 1969-05-01 | 1972-03-21 | Corning Glass Works | Fiber optic core glass |
| US3635739A (en) * | 1969-06-04 | 1972-01-18 | Corning Glass Works | Silica-free calcium aluminate glass-ceramic articles |
| US3947281A (en) * | 1969-11-06 | 1976-03-30 | United Technologies Corporation | High modulus rare earth and beryllium containing silicate glass compositions |
| US3646713A (en) * | 1970-03-16 | 1972-03-07 | Norton Co | Method of making fragmented crystalline material |
| US3781172A (en) | 1970-12-14 | 1973-12-25 | G Kinney | Process for the manufacture of microcrystalline fused abrasives |
| US3717583A (en) * | 1971-03-10 | 1973-02-20 | American Optical Corp | Neodymium glass laser having room temperature output at wavelengths shorter than 1060 nm. |
| US3714059A (en) * | 1971-03-10 | 1973-01-30 | American Optical Corp | Neodymium glass laser having room temperature output at wavelengths shorter than 1060 nm |
| US3928515A (en) | 1971-06-15 | 1975-12-23 | Carborundum Co | Semicontinuous process for producing oxide refractory material having fine crystal structure |
| US4415510A (en) * | 1971-06-15 | 1983-11-15 | Kennecott Corporation | Process for making oxide refractory material having fine crystal structure |
| US3726621A (en) * | 1971-06-15 | 1973-04-10 | Carborundum Co | Apparatus for producing oxide refractory material having fine crystal structure |
| US3754978A (en) * | 1971-08-06 | 1973-08-28 | Corning Glass Works | Devitrification-resistant coating for high-silica glasses |
| US3792553A (en) * | 1971-09-28 | 1974-02-19 | Wallace Murray Corp | Abrasive powder of fused alumina containing vanadium tetroxide |
| US3893826A (en) | 1971-11-08 | 1975-07-08 | Norton Co | Coated abrasive material comprising alumina-zirconia abrasive compositions |
| US4070796A (en) * | 1971-12-27 | 1978-01-31 | Norton Company | Method of producing abrasive grits |
| US4261706A (en) * | 1972-05-15 | 1981-04-14 | Corning Glass Works | Method of manufacturing connected particles of uniform size and shape with a backing |
| US3859407A (en) * | 1972-05-15 | 1975-01-07 | Corning Glass Works | Method of manufacturing particles of uniform size and shape |
| US3891408A (en) | 1972-09-08 | 1975-06-24 | Norton Co | Zirconia-alumina abrasive grain and grinding tools |
| US3916584A (en) * | 1973-03-22 | 1975-11-04 | Minnesota Mining & Mfg | Spheroidal composite particle and method of making |
| JPS5016423A (en) | 1973-06-11 | 1975-02-21 | ||
| US3881282A (en) * | 1973-10-24 | 1975-05-06 | Norton Co | Abrasive grain of fused alumina-zirconia-ceria alloy |
| US3973977A (en) * | 1973-11-01 | 1976-08-10 | Corning Glass Works | Making spinel and aluminum-base metal cermet |
| US3940276A (en) * | 1973-11-01 | 1976-02-24 | Corning Glass Works | Spinel and aluminum-base metal cermet |
| US4035162A (en) | 1973-11-09 | 1977-07-12 | Corning Glass Works | Fused abrasive grains consisting essentially of corundum, zirconia and R2 O3 |
| DE2420551B2 (en) * | 1974-04-27 | 1981-01-08 | Dynamit Nobel Ag, 5210 Troisdorf | Process for the production of grained abrasives from highly refractory inorganic hard materials |
| DE2560066B1 (en) * | 1974-05-29 | 1979-12-13 | Treibacher Chemische Werke Ag | Process for the production of abrasive materials based on aluminum oxide, optionally together with other oxides |
| US3996702A (en) | 1974-11-26 | 1976-12-14 | Minnesota Mining And Manufacturing Company | Coated abrasive product comprising fused zirconia grains and method for abrading iron |
| US4014122A (en) * | 1975-09-22 | 1977-03-29 | Woods Oscar J | Paperweight with screw threaded bottom cap |
| US4194887A (en) * | 1975-12-01 | 1980-03-25 | U.S. Industries, Inc. | Fused alumina-zirconia abrasive material formed by an immersion process |
| US4073096A (en) * | 1975-12-01 | 1978-02-14 | U.S. Industries, Inc. | Process for the manufacture of abrasive material |
| US4126429A (en) * | 1975-12-15 | 1978-11-21 | Norton Company | Co-fused alumina-zirconia alloy abrasive containing magnesium oxide |
| US4157898A (en) | 1976-06-01 | 1979-06-12 | The Carborundum Company | Fused aluminum oxide abrasive grain containing reduced titanium oxide |
| USRE31128E (en) * | 1976-06-01 | 1983-01-18 | Kennecott Corporation | Fused aluminum oxide abrasive grain containing reduced titanium oxide |
| US4111668A (en) * | 1976-06-01 | 1978-09-05 | The Carborundum Company | Fused aluminum oxide abrasive grain containing reduced titanium oxide |
| USRE31725E (en) * | 1976-06-01 | 1984-11-06 | Kennecott Corporation | Fused aluminum oxide abrasive grain containing reduced titanium oxide |
| US4217264A (en) * | 1977-04-01 | 1980-08-12 | American Dental Association Health Foundation | Microporous glassy fillers for dental resin composites |
| DE2744700C2 (en) * | 1977-10-05 | 1987-05-27 | Feldmühle AG, 4000 Düsseldorf | Sintered material based on dense, non-metallic hard materials such as high-melting metal carbides, metal nitrides, metal borides and metal oxides with embedded zirconium and / or hafnium oxide |
| US4140494A (en) * | 1977-10-21 | 1979-02-20 | Norton Company | Method for rapid cooling molten alumina abrasives |
| US4111707A (en) * | 1977-12-14 | 1978-09-05 | Kabushiki Kaisha Ohara Kogaku Garasu Seizosho | Optical glass |
| US4182437A (en) * | 1978-05-08 | 1980-01-08 | Ferro Corporation | Unstable devitrifiable glasses and friction materials containing them |
| US4311489A (en) * | 1978-08-04 | 1982-01-19 | Norton Company | Coated abrasive having brittle agglomerates of abrasive grain |
| US4238213A (en) | 1979-04-05 | 1980-12-09 | Johns-Manville Corporation | Method of operation of a refractory fiber production process |
| US4314827A (en) * | 1979-06-29 | 1982-02-09 | Minnesota Mining And Manufacturing Company | Non-fused aluminum oxide-based abrasive mineral |
| US4518397A (en) * | 1979-06-29 | 1985-05-21 | Minnesota Mining And Manufacturing Company | Articles containing non-fused aluminum oxide-based abrasive mineral |
| FR2460315A1 (en) | 1979-07-05 | 1981-01-23 | Sofrem | HIGH-STRENGTH ABRASIVE PRODUCT BASED ON ALUMINA AND ALUMINUM OXYCARBONS AND PROCESS FOR PREPARING THE SAME |
| JPS608985B2 (en) | 1979-08-10 | 1985-03-07 | 富士写真フイルム株式会社 | Crystallized glass and its manufacturing method |
| US5143522B1 (en) * | 1979-11-09 | 1998-01-06 | Washington Mills Electro Miner | Abrasive products containing fused alumina zirconia and reduced titania |
| DE3022213C2 (en) | 1980-06-13 | 1987-12-23 | Feldmühle AG, 4000 Düsseldorf | Ceramic molded body with eutectic structural components and process for its production |
| US4316964A (en) * | 1980-07-14 | 1982-02-23 | Rockwell International Corporation | Al2 O3 /ZrO2 ceramic |
| US4588419A (en) * | 1980-10-08 | 1986-05-13 | Carborundum Abrasives Company | Resin systems for high energy electron curable resin coated webs |
| FR2499061A1 (en) * | 1981-01-30 | 1982-08-06 | Sofrem | METHOD AND APPARATUS FOR RAPID CONTINUOUS CASTING SOLIDIFICATION AND COOLING OF MOLDED OXIDES BASED ON METAL OXIDES |
| IT1150318B (en) * | 1981-03-21 | 1986-12-10 | Bosch Gmbh Robert | FUEL INJECTION PUMP FOR ENDOTHERMAL ENGINES |
| DE3138137C2 (en) * | 1981-09-25 | 1985-05-15 | Schott Glaswerke, 6500 Mainz | ThO? 2? - and Ta? 2? O? 5? -free optical glasses with refractive indices of 1.87 - 1.93 and Abbe numbers of 30 - 35 |
| US4489022A (en) | 1981-11-25 | 1984-12-18 | Glaverbel | Forming coherent refractory masses |
| US4439845A (en) * | 1981-12-03 | 1984-03-27 | Westinghouse Electric Corp. | Sonar system |
| US4800685A (en) * | 1984-05-31 | 1989-01-31 | Minnesota Mining And Manufacturing Company | Alumina bonded abrasive for cast iron |
| CA1181558A (en) * | 1982-04-08 | 1985-01-29 | Takashi Onoyama | Apparatus for producing flake particles |
| JPS5969443A (en) * | 1982-10-14 | 1984-04-19 | Natl Inst For Res In Inorg Mater | Manufacture of aluminosilicate glass containing y2o3 |
| US4543107A (en) * | 1984-08-08 | 1985-09-24 | Norton Company | Vitrified bonded grinding wheels containing sintered gel aluminous abrasive grits |
| US4457767A (en) | 1983-09-29 | 1984-07-03 | Norton Company | Alumina-zirconia abrasive |
| DE3343418A1 (en) * | 1983-12-01 | 1985-06-20 | Schott Glaswerke, 6500 Mainz | OPTICAL GLASS WITH REFRACTION VALUES> = 1.90, PAYBACK> = 25 AND WITH HIGH CHEMICAL RESISTANCE |
| US5395407B1 (en) * | 1984-01-19 | 1997-08-26 | Norton Co | Abrasive material and method |
| US4623364A (en) * | 1984-03-23 | 1986-11-18 | Norton Company | Abrasive material and method for preparing the same |
| JPS60170565A (en) * | 1984-02-10 | 1985-09-04 | Nippon Yakin Kogyo Co Ltd | Method and device for producing spherical metallic particles |
| CA1266568A (en) * | 1984-05-09 | 1990-03-13 | Minnesota Mining And Manufacturing Company | Coated abrasive product incorporating selective mineral substitution |
| CA1266569A (en) * | 1984-05-09 | 1990-03-13 | Minnesota Mining And Manufacturing Company | Coated abrasive product incorporating selective mineral substitution |
| US4780268A (en) * | 1984-06-13 | 1988-10-25 | Westinghouse Electric Corp. | Neutron absorber articles |
| JPS623041A (en) * | 1985-02-09 | 1987-01-09 | Natl Inst For Res In Inorg Mater | Production of aluminosilicate glass containing rare earth metal |
| CA1254238A (en) * | 1985-04-30 | 1989-05-16 | Alvin P. Gerk | Process for durable sol-gel produced alumina-based ceramics, abrasive grain and abrasive products |
| US4812422A (en) * | 1985-06-17 | 1989-03-14 | Matsushita Electric Industrial Co., Ltd. | Dielectric paste and method of manufacturing the paste |
| US4652275A (en) * | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4741743A (en) * | 1985-08-19 | 1988-05-03 | Norton Company | Grinding wheel with combination of fused and sintered abrasive grits |
| US4772511A (en) * | 1985-11-22 | 1988-09-20 | Minnesota Mining And Manufacturing Company | Transparent non-vitreous zirconia microspheres |
| US4770671A (en) * | 1985-12-30 | 1988-09-13 | Minnesota Mining And Manufacturing Company | Abrasive grits formed of ceramic containing oxides of aluminum and yttrium, method of making and using the same and products made therewith |
| ZA8763B (en) | 1986-01-21 | 1987-09-30 | Alusuisse | Composite panel that is difficult to combust and produces little smoke,and process for manufacturing same |
| US5259147A (en) * | 1986-02-15 | 1993-11-09 | Vereinigte Schmirgel-Und Maschinenfabriken Aktiengesellschaft | Granular abrasive material |
| US5057018A (en) * | 1986-05-13 | 1991-10-15 | American Dental Association - Health Foundation | Microcrystalline inserts for megafilled composite dental restorations |
| US4829031A (en) * | 1986-08-01 | 1989-05-09 | Research Corporation | Method of preparing ceramic compositions at lower sintering temperatures |
| US5045402A (en) * | 1986-08-01 | 1991-09-03 | International Business Machines Corporation | Zirconia toughening of glass-ceramic materials |
| US4799939A (en) * | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4960441A (en) * | 1987-05-11 | 1990-10-02 | Norton Company | Sintered alumina-zirconia ceramic bodies |
| US4881951A (en) * | 1987-05-27 | 1989-11-21 | Minnesota Mining And Manufacturing Co. | Abrasive grits formed of ceramic containing oxides of aluminum and rare earth metal, method of making and products made therewith |
| AU604899B2 (en) * | 1987-05-27 | 1991-01-03 | Minnesota Mining And Manufacturing Company | Abrasive grits formed of ceramic, impregnation method of making the same and products made therewith |
| US5185299A (en) * | 1987-06-05 | 1993-02-09 | Minnesota Mining And Manufacturing Company | Microcrystalline alumina-based ceramic articles |
| US4762677A (en) * | 1987-11-03 | 1988-08-09 | Allied-Signal Inc. | Method of preparing a bulk amorphous metal article |
| CN1015443B (en) * | 1987-12-26 | 1992-02-12 | 中国科学院上海硅酸盐研究所 | Microcrystal glass made from goose cord rock |
| US4952294A (en) * | 1988-03-15 | 1990-08-28 | Collins George J | Apparatus and method for in-situ generation of dangerous polyatomic gases, including polyatomic radicals |
| CH675250A5 (en) * | 1988-06-17 | 1990-09-14 | Lonza Ag | |
| US5038453A (en) * | 1988-07-22 | 1991-08-13 | Rohm Co., Ltd. | Method of manufacturing semiconductor devices, and leadframe and differential overlapping apparatus therefor |
| US4898597A (en) * | 1988-08-25 | 1990-02-06 | Norton Company | Frit bonded abrasive wheel |
| US5011508A (en) * | 1988-10-14 | 1991-04-30 | Minnesota Mining And Manufacturing Company | Shelling-resistant abrasive grain, a method of making the same, and abrasive products |
| US4898587A (en) * | 1988-11-15 | 1990-02-06 | Mera Csaba L | Intravenous line stabilizing device |
| YU32490A (en) * | 1989-03-13 | 1991-10-31 | Lonza Ag | Hydrophobic layered grinding particles |
| US5009676A (en) * | 1989-04-28 | 1991-04-23 | Norton Company | Sintered sol gel alumina abrasive filaments |
| FR2648806B1 (en) * | 1989-06-21 | 1993-02-12 | Ceram Composites | COMPOSITE MATERIAL WITH REINFORCED VITROCERAMIC MATRIX AND PROCESS FOR PREPARING THE SAME |
| GB8918178D0 (en) * | 1989-08-09 | 1989-09-20 | Evans Philip A | Dental veneers and crowns |
| JP2639121B2 (en) * | 1989-08-25 | 1997-08-06 | 三菱マテリアル株式会社 | Method for producing fine α-alumina powder |
| US4997461A (en) * | 1989-09-11 | 1991-03-05 | Norton Company | Nitrified bonded sol gel sintered aluminous abrasive bodies |
| US5013696A (en) * | 1989-09-25 | 1991-05-07 | General Electric Company | Preparation of high uniformity polycrystalline ceramics by presintering, hot isostatic pressing and sintering and the resulting ceramic |
| US5007943A (en) * | 1989-11-03 | 1991-04-16 | Norton Company | Sol-gel process alumina abrasive grain blends in coated abrasive material |
| US5094672A (en) * | 1990-01-16 | 1992-03-10 | Cincinnati Milacron Inc. | Vitreous bonded sol-gel abrasive grit article |
| GB9004485D0 (en) * | 1990-02-28 | 1990-04-25 | Johnson Matthey Plc | Glass composition |
| FI84979C (en) * | 1990-04-06 | 1992-02-25 | Ahlstroem Oy | FILTER FOR SEPARATION WITH PARTICULAR FREON AND HET GASSTROEM. |
| US5085671A (en) * | 1990-05-02 | 1992-02-04 | Minnesota Mining And Manufacturing Company | Method of coating alumina particles with refractory material, abrasive particles made by the method and abrasive products containing the same |
| US5108477A (en) * | 1990-05-21 | 1992-04-28 | Corning Incorporated | Method for making a glass article |
| US5139978A (en) * | 1990-07-16 | 1992-08-18 | Minnesota Mining And Manufacturing Company | Impregnation method for transformation of transition alumina to a alpha alumina |
| JPH06104817B2 (en) * | 1990-10-09 | 1994-12-21 | 日本研磨材工業株式会社 | Alumina-zirconia lap abrasive, method for producing the same, and polishing composition |
| US6123743A (en) * | 1991-01-07 | 2000-09-26 | Norton Company | Glass-ceramic bonded abrasive tools |
| US5090968A (en) * | 1991-01-08 | 1992-02-25 | Norton Company | Process for the manufacture of filamentary abrasive particles |
| US5152917B1 (en) * | 1991-02-06 | 1998-01-13 | Minnesota Mining & Mfg | Structured abrasive article |
| US5378251A (en) * | 1991-02-06 | 1995-01-03 | Minnesota Mining And Manufacturing Company | Abrasive articles and methods of making and using same |
| FR2675158B1 (en) * | 1991-04-15 | 1994-05-06 | Pechiney Electrometallurgie | ABRASIVE AND / OR REFRACTORY PRODUCTS BASED ON OXYNITRIDES, MOLTEN AND SOLIDIFIED. |
| US5203886A (en) * | 1991-08-12 | 1993-04-20 | Norton Company | High porosity vitrified bonded grinding wheels |
| RU2116186C1 (en) * | 1991-12-20 | 1998-07-27 | Миннесота Майнинг Энд Мэнюфекчуринг Компани | Band with abrasive coating |
| US5282875A (en) * | 1992-03-18 | 1994-02-01 | Cincinnati Milacron Inc. | High density sol-gel alumina-based abrasive vitreous bonded grinding wheel |
| TW307801B (en) * | 1992-03-19 | 1997-06-11 | Minnesota Mining & Mfg | |
| US5203884A (en) * | 1992-06-04 | 1993-04-20 | Minnesota Mining And Manufacturing Company | Abrasive article having vanadium oxide incorporated therein |
| IT1262947B (en) * | 1992-06-17 | 1996-07-22 | Bayer Italia Spa | GRANULATES, PROCESS FOR THEIR PREPARATION AND USE |
| JP2711618B2 (en) * | 1992-06-30 | 1998-02-10 | ティーディーケイ株式会社 | Dielectric composition, multilayer wiring board and multilayer ceramic capacitor |
| US5201916A (en) * | 1992-07-23 | 1993-04-13 | Minnesota Mining And Manufacturing Company | Shaped abrasive particles and method of making same |
| US5366523A (en) * | 1992-07-23 | 1994-11-22 | Minnesota Mining And Manufacturing Company | Abrasive article containing shaped abrasive particles |
| US5213591A (en) * | 1992-07-28 | 1993-05-25 | Ahmet Celikkaya | Abrasive grain, method of making same and abrasive products |
| DE4228355C1 (en) * | 1992-08-26 | 1994-02-24 | Didier Werke Ag | Fireproof lightweight molded body |
| JP3560341B2 (en) * | 1992-09-25 | 2004-09-02 | ミネソタ・マイニング・アンド・マニュファクチュアリング・カンパニー | Abrasives containing alumina and zirconia |
| WO1994007969A1 (en) * | 1992-09-25 | 1994-04-14 | Minnesota Mining And Manufacturing Company | Abrasive grain including rare earth oxide therein |
| JP3193492B2 (en) * | 1992-11-30 | 2001-07-30 | オリンパス光学工業株式会社 | Glass body with refractive index distribution |
| JPH08505175A (en) * | 1992-12-23 | 1996-06-04 | ミネソタ・マイニング・アンド・マニュファクチュアリング・カンパニー | Abrasive grains containing manganese oxide |
| JPH06231906A (en) * | 1993-01-28 | 1994-08-19 | Mitsubishi Materials Corp | Thermistor |
| CA2115889A1 (en) * | 1993-03-18 | 1994-09-19 | David E. Broberg | Coated abrasive article having diluent particles and shaped abrasive particles |
| FI92465C (en) * | 1993-04-14 | 1994-11-25 | Risto Tapani Lehtinen | A method for handling endo-osteal materials |
| US5436063A (en) * | 1993-04-15 | 1995-07-25 | Minnesota Mining And Manufacturing Company | Coated abrasive article incorporating an energy cured hot melt make coat |
| US5605870A (en) * | 1993-05-28 | 1997-02-25 | Martinex Science, Inc. | Ceramic fibers, and methods, machines and compositions of matter for making same |
| US5549962A (en) * | 1993-06-30 | 1996-08-27 | Minnesota Mining And Manufacturing Company | Precisely shaped particles and method of making the same |
| CN1101028A (en) * | 1993-09-29 | 1995-04-05 | 麦传亮 | Binding method of pottery and glass product |
| JP3216683B2 (en) * | 1993-10-08 | 2001-10-09 | 宇部興産株式会社 | Ceramic composite materials |
| US5484752A (en) * | 1993-11-12 | 1996-01-16 | Ube Industries, Ltd. | Ceramic composite material |
| US5593467A (en) * | 1993-11-12 | 1997-01-14 | Minnesota Mining And Manufacturing Company | Abrasive grain |
| BR9408462A (en) * | 1993-12-28 | 1997-08-26 | Minnesota Mining & Mfg | Specified nominal type of abrasive grain and abrasive article |
| JPH10506579A (en) * | 1994-09-30 | 1998-06-30 | ミネソタ・マイニング・アンド・マニュファクチュアリング・カンパニー | Coated abrasive article, method of making and using the same |
| US6054093A (en) * | 1994-10-19 | 2000-04-25 | Saint Gobain-Norton Industrial Ceramics Corporation | Screen printing shaped articles |
| US5643840A (en) * | 1994-12-29 | 1997-07-01 | Nippon Electric Glass Co., Ltd. | Low temperature sealing composition with reduced SiO2 content but |
| US5721188A (en) * | 1995-01-17 | 1998-02-24 | Engelhard Corporation | Thermal spray method for adhering a catalytic material to a metallic substrate |
| DE19503854C2 (en) * | 1995-02-06 | 1997-02-20 | Starck H C Gmbh Co Kg | Process for the production of sintered alpha-Al¶2¶O¶3¶ bodies and their use |
| WO1996027189A1 (en) * | 1995-03-02 | 1996-09-06 | Minnesota Mining And Manufacturing Company | Method of texturing a substrate using a structured abrasive article |
| US5689374A (en) * | 1995-03-08 | 1997-11-18 | Lightpath Technologies, Inc. | GRIN lens and method of manufacturing |
| US5725162A (en) * | 1995-04-05 | 1998-03-10 | Saint Gobain/Norton Industrial Ceramics Corporation | Firing sol-gel alumina particles |
| US5679067A (en) * | 1995-04-28 | 1997-10-21 | Minnesota Mining And Manufacturing Company | Molded abrasive brush |
| US5645619A (en) * | 1995-06-20 | 1997-07-08 | Minnesota Mining And Manufacturing Company | Method of making alpha alumina-based abrasive grain containing silica and iron oxide |
| US5611829A (en) * | 1995-06-20 | 1997-03-18 | Minnesota Mining And Manufacturing Company | Alpha alumina-based abrasive grain containing silica and iron oxide |
| WO1997014535A1 (en) * | 1995-10-20 | 1997-04-24 | Minnesota Mining And Manufacturing Company | Abrasive article containing an inorganic metal orthophosphate |
| US6254981B1 (en) * | 1995-11-02 | 2001-07-03 | Minnesota Mining & Manufacturing Company | Fused glassy particulates obtained by flame fusion |
| JPH09190626A (en) * | 1995-11-10 | 1997-07-22 | Kao Corp | Abrasive material composition, substrate for magnetic recording medium and its production, as well as magnetic recording medium |
| US5651925A (en) * | 1995-11-29 | 1997-07-29 | Saint-Gobain/Norton Industrial Ceramics Corporation | Process for quenching molten ceramic material |
| US5653775A (en) * | 1996-01-26 | 1997-08-05 | Minnesota Mining And Manufacturing Company | Microwave sintering of sol-gel derived abrasive grain |
| US5856254A (en) * | 1996-02-15 | 1999-01-05 | Vaw Silizium Gmbh | Spherical metal-oxide powder particles and process for their manufacture |
| US5782940A (en) * | 1996-03-15 | 1998-07-21 | Carborundum Universal Limited | Process for the preparation of alumina abrasives |
| CN1092095C (en) * | 1996-05-08 | 2002-10-09 | 明尼苏达矿业和制造公司 | Abrasive article comprising antiloading component |
| CN1211312C (en) * | 1996-07-01 | 2005-07-20 | 宇部兴产株式会社 | Ceramic composite material and porous ceramic material |
| US5738696A (en) * | 1996-07-26 | 1998-04-14 | Norton Company | Method for making high permeability grinding wheels |
| US5682082A (en) * | 1996-07-29 | 1997-10-28 | Osram Sylvania Inc. | Translucent polycrystalline alumina and method of making same |
| KR19980019046A (en) * | 1996-08-29 | 1998-06-05 | 고사이 아키오 | Abrasive composition and use of the same |
| US6214429B1 (en) * | 1996-09-04 | 2001-04-10 | Hoya Corporation | Disc substrates for information recording discs and magnetic discs |
| US5648302A (en) * | 1996-09-13 | 1997-07-15 | Sandia Corporation | Sealing glasses for titanium and titanium alloys |
| US5747397A (en) * | 1996-11-04 | 1998-05-05 | Bay Glass Research | Optical glass |
| US5976274A (en) * | 1997-01-23 | 1999-11-02 | Akihisa Inoue | Soft magnetic amorphous alloy and high hardness amorphous alloy and high hardness tool using the same |
| US6447937B1 (en) * | 1997-02-26 | 2002-09-10 | Kyocera Corporation | Ceramic materials resistant to halogen plasma and components using the same |
| JP3113604B2 (en) * | 1997-03-25 | 2000-12-04 | 株式会社オハラ | Optical glass with negative anomalous dispersion |
| WO1998047830A1 (en) * | 1997-04-18 | 1998-10-29 | Minnesota Mining And Manufacturing Company | Transparent beads and their production method |
| JP3993269B2 (en) * | 1997-04-18 | 2007-10-17 | スリーエム カンパニー | Transparent beads and method for producing the same |
| CN1261332A (en) * | 1997-06-23 | 2000-07-26 | 康宁股份有限公司 | Composition for optical waveguide article and method for making continuous clad filament |
| US5876470A (en) * | 1997-08-01 | 1999-03-02 | Minnesota Mining And Manufacturing Company | Abrasive articles comprising a blend of abrasive particles |
| US5827791A (en) * | 1997-09-12 | 1998-10-27 | Titanium Metals Corporation | Facecoat ceramic slurry and methods for use thereof in mold fabrication and casting |
| US5863308A (en) * | 1997-10-31 | 1999-01-26 | Norton Company | Low temperature bond for abrasive tools |
| US6053956A (en) * | 1998-05-19 | 2000-04-25 | 3M Innovative Properties Company | Method for making abrasive grain using impregnation and abrasive articles |
| US5981413A (en) * | 1998-07-02 | 1999-11-09 | Howard J. Greenwald | Abrasive composition |
| US6268303B1 (en) * | 1998-07-06 | 2001-07-31 | Corning Incorporated | Tantalum containing glasses and glass ceramics |
| US6306926B1 (en) * | 1998-10-07 | 2001-10-23 | 3M Innovative Properties Company | Radiopaque cationically polymerizable compositions comprising a radiopacifying filler, and method for polymerizing same |
| US6355586B1 (en) * | 1999-02-25 | 2002-03-12 | Asahi Glass Company, Limited | Low melting point glass and glass ceramic composition |
| US6362119B1 (en) * | 1999-06-09 | 2002-03-26 | Asahi Glass Company, Limited | Barium borosilicate glass and glass ceramic composition |
| US6245700B1 (en) * | 1999-07-27 | 2001-06-12 | 3M Innovative Properties Company | Transparent microspheres |
| KR100626246B1 (en) * | 1999-07-30 | 2006-09-22 | 더 보드 오브 트러스티스 오브 더 리랜드 스탠포드 주니어 유니버시티 | Method of amplifying optical signals using erbium-doped materials with extremely broad bandwidths |
| JP2001064075A (en) * | 1999-08-30 | 2001-03-13 | Sumitomo Chem Co Ltd | Translucent alumina sintered body and its production |
| US6287353B1 (en) * | 1999-09-28 | 2001-09-11 | 3M Innovative Properties Company | Abrasive grain, abrasive articles, and methods of making and using the same |
| US6277161B1 (en) * | 1999-09-28 | 2001-08-21 | 3M Innovative Properties Company | Abrasive grain, abrasive articles, and methods of making and using the same |
| US6482758B1 (en) * | 1999-10-14 | 2002-11-19 | Containerless Research, Inc. | Single phase rare earth oxide-aluminum oxide glasses |
| US6592640B1 (en) * | 2000-02-02 | 2003-07-15 | 3M Innovative Properties Company | Fused Al2O3-Y2O3 eutectic abrasive particles, abrasive articles, and methods of making and using the same |
| US6451077B1 (en) * | 2000-02-02 | 2002-09-17 | 3M Innovative Properties Company | Fused abrasive particles, abrasive articles, and methods of making and using the same |
| US6361414B1 (en) * | 2000-06-30 | 2002-03-26 | Lam Research Corporation | Apparatus and method for conditioning a fixed abrasive polishing pad in a chemical mechanical planarization process |
| US6666750B1 (en) * | 2000-07-19 | 2003-12-23 | 3M Innovative Properties Company | Fused AL2O3-rare earth oxide-ZrO2 eutectic abrasive particles, abrasive articles, and methods of making and using the same |
| US6454822B1 (en) * | 2000-07-19 | 2002-09-24 | 3M Innovative Properties Company | Fused aluminum oxycarbide/nitride-Al2O3·Y2O3 eutectic abrasive particles, abrasive articles, and methods of making and using the same |
| US6458731B1 (en) * | 2000-07-19 | 2002-10-01 | 3M Innovative Properties Company | Fused aluminum oxycarbide/nitride-AL2O3.Y2O3 eutectic materials |
| US6521004B1 (en) * | 2000-10-16 | 2003-02-18 | 3M Innovative Properties Company | Method of making an abrasive agglomerate particle |
| TWI293947B (en) * | 2001-03-26 | 2008-03-01 | Tosoh Corp | |
| US6878456B2 (en) * | 2001-12-28 | 2005-04-12 | 3M Innovative Properties Co. | Polycrystalline translucent alumina-based ceramic material, uses, and methods |
| US6984261B2 (en) * | 2003-02-05 | 2006-01-10 | 3M Innovative Properties Company | Use of ceramics in dental and orthodontic applications |
| US20040148868A1 (en) * | 2003-02-05 | 2004-08-05 | 3M Innovative Properties Company | Methods of making ceramics |
-
2002
- 2002-08-02 KR KR1020047001668A patent/KR100885328B1/en not_active IP Right Cessation
- 2002-08-02 US US10/211,638 patent/US7507268B2/en not_active Expired - Fee Related
- 2002-08-02 CN CN028190971A patent/CN1608036B/en not_active Expired - Fee Related
- 2002-08-02 RU RU2004101636/03A patent/RU2004101636A/en not_active Application Discontinuation
- 2002-08-02 WO PCT/US2002/024658 patent/WO2003104161A2/en active Application Filing
- 2002-08-02 AU AU2002367931A patent/AU2002367931A1/en not_active Abandoned
- 2002-08-02 JP JP2004511231A patent/JP4515255B2/en not_active Expired - Fee Related
- 2002-08-02 BR BRPI0211578-6A patent/BR0211578A/en not_active IP Right Cessation
- 2002-08-02 EP EP02807369A patent/EP1432660A1/en not_active Withdrawn
- 2002-08-02 CA CA002455902A patent/CA2455902A1/en not_active Abandoned
-
2009
- 2009-01-30 JP JP2009020121A patent/JP5372539B2/en not_active Expired - Fee Related
Non-Patent Citations (1)
| Title |
|---|
| No Search * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005066097A2 (en) * | 2003-12-18 | 2005-07-21 | 3M Innovative Properties Company | Alumina-yttria particles and methods of making the same |
| WO2005066097A3 (en) * | 2003-12-18 | 2005-12-15 | 3M Innovative Properties Co | Alumina-yttria particles and methods of making the same |
| WO2006023081A2 (en) * | 2004-07-29 | 2006-03-02 | 3M Innovative Properties Company | Ceramics, and methods of making and using the same |
| WO2006023081A3 (en) * | 2004-07-29 | 2007-01-04 | 3M Innovative Properties Co | Ceramics, and methods of making and using the same |
| ES2415984A1 (en) * | 2012-01-24 | 2013-07-29 | Vidres Sa | Coating for ceramic bodies |
| US10696883B2 (en) | 2012-10-31 | 2020-06-30 | 3M Innovative Properties Company | Shaped abrasive particles, methods of making, and abrasive articles including the same |
| US11530345B2 (en) | 2012-10-31 | 2022-12-20 | 3M Innovative Properties Company | Shaped abrasive particles, methods of making, and abrasive articles including the same |
| CN106947214A (en) * | 2017-03-07 | 2017-07-14 | 广东陆海航空科技有限公司 | A kind of elasticity concretion abrasive and preparation method applied to liquid injection glossing |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4515255B2 (en) | 2010-07-28 |
| EP1432660A1 (en) | 2004-06-30 |
| CN1608036A (en) | 2005-04-20 |
| JP2009161432A (en) | 2009-07-23 |
| US20030110708A1 (en) | 2003-06-19 |
| AU2002367931A8 (en) | 2003-12-22 |
| JP2005519846A (en) | 2005-07-07 |
| BR0211578A (en) | 2006-04-04 |
| CA2455902A1 (en) | 2003-12-18 |
| KR100885328B1 (en) | 2009-02-26 |
| RU2004101636A (en) | 2005-06-10 |
| KR20040024604A (en) | 2004-03-20 |
| WO2003104161A8 (en) | 2004-03-18 |
| JP5372539B2 (en) | 2013-12-18 |
| CN1608036B (en) | 2010-09-22 |
| US7507268B2 (en) | 2009-03-24 |
| AU2002367931A1 (en) | 2003-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7507268B2 (en) | Al2O3-Y2O3-ZrO2/HfO2 materials, and methods of making and using the same | |
| US7737063B2 (en) | AI2O3-rare earth oxide-ZrO2/HfO2 materials, and methods of making and using the same | |
| US7147544B2 (en) | Glass-ceramics | |
| US7563294B2 (en) | Abrasive particles and methods of making and using the same | |
| US7258707B2 (en) | AI2O3-La2O3-Y2O3-MgO ceramics, and methods of making the same | |
| US20040148868A1 (en) | Methods of making ceramics | |
| US20050060948A1 (en) | Methods of making ceramics comprising Al2O3, REO, ZrO2 and/or HfO2 and Nb2O5 and/or Ta2O5 | |
| WO2006023081A2 (en) | Ceramics, and methods of making and using the same | |
| US20040148869A1 (en) | Ceramics and methods of making the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A2 Designated state(s): AE AG AL AM AT AU AZ BA BB BG BR BY BZ CA CH CN CO CR CU CZ DE DK DM DZ EC EE ES FI GB GD GE GH GM HR HU ID IL IN IS JP KE KG KP KR KZ LC LK LR LS LT LU LV MA MD MG MK MN MW MX MZ NO NZ OM PH PL PT RO RU SD SE SG SI SK SL TJ TM TN TR TT TZ UA UG UZ VN YU ZA ZM ZW |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A2 Designated state(s): GH GM KE LS MW MZ SD SL SZ TZ UG ZM ZW AM AZ BY KG KZ MD RU TJ TM AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LU MC NL PT SE SK TR BF BJ CF CG CI CM GA GN GQ GW ML MR NE SN TD TG |
|
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2004511231 Country of ref document: JP Ref document number: 2455902 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 207/CHENP/2004 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020047001668 Country of ref document: KR |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2002807369 Country of ref document: EP |
|
| D17 | Declaration under article 17(2)a | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 20028190971 Country of ref document: CN |
|
| REG | Reference to national code |
Ref country code: DE Ref legal event code: 8642 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2002807369 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: PI0211578 Country of ref document: BR |