WO2003074747A1 - Al-mg alloy sheet or strip for the production of bent parts having a small bend radius - Google Patents
Al-mg alloy sheet or strip for the production of bent parts having a small bend radius Download PDFInfo
- Publication number
- WO2003074747A1 WO2003074747A1 PCT/FR2003/000691 FR0300691W WO03074747A1 WO 2003074747 A1 WO2003074747 A1 WO 2003074747A1 FR 0300691 W FR0300691 W FR 0300691W WO 03074747 A1 WO03074747 A1 WO 03074747A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- mpa
- strip according
- strip
- thickness
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/047—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with magnesium as the next major constituent
Definitions
- the invention relates to the manufacture of folded parts with a small bending radius, and most often stamped, intended in particular for automobile construction, from sheets or strips of aluminum alloy of the aluminum-magnesium type, that is to say - to say of the 5000 series according to the nomenclature of the Aluminum Association.
- Aluminum-magnesium alloys with more than 4% magnesium are widely used in automobile construction for parts other than body skins, for example reinforcements or structural parts, possibly shaped by stamping or bending. They allow good mechanical resistance without requiring, like the skin alloys of the 6000 series, heat treatment for dissolution and quenching. Mention may be made, for example, of alloys 5019, 5182 and 5083, the composition of which (% by weight) registered with the Aluminum Association is indicated in Table 1:
- stamped and folded parts requires a material having sufficient formability to produce the stamped parts of the parts, and a folding ability that is all the better when one wishes to obtain very small folding radii, typically of the order of 1. 'sheet thickness. This ability must be as good in the rolling direction as in the pe ⁇ endicular direction.
- the sheet or strip must have as high a mechanical resistance as possible so as to reduce the thickness as much as possible, and thus obtain the optimal lightening effect resulting from the use of aluminum compared to the steel.
- the object of the invention is to provide sheets and strips of Al-Mg alloy enabling these requirements to be satisfied.
- the subject of the invention is a sheet or strip of aluminum alloy with a thickness of between 1 and 5 mm, intended for the manufacture of stamped and bent parts with a small bending radius, of composition (% by weight):
- the invention also relates to a sheet or strip of preferential composition: Si ⁇ 0.3 Fe: 0.2 - 0.4 Mn: 0.3 - 0.45 Mg: 4.5 - 5.5 Cr ⁇ 0 , 04 - 0.1 Cu ⁇ 0.1 Zn ⁇ 0.1 other elements ⁇ 0.05 each and ⁇ 0.15 in total, remains aluminum, and, for this particular composition, Ro > 2 directions T> 240 MPa, At 8 o> 15% and R m - R 0.2 > 90 MPa.
- It also relates to a process for manufacturing such a sheet or strip, comprising the casting of a plate of the above composition, its hot rolling up to a thickness e c , cold rolling to a final thickness ef between 70 and 40% of e c , and a restorative annealing at a temperature between
- Example 1 The single figure illustrates the results of Example 1 in yield strength Ro > 2 and bending radius.
- the invention is based on the combination of the close selection of an Al-Mg alloy composition with more than 4% Mg, and a particular manufacturing range to obtain a compromise of properties, in particular between the limit of elasticity, elongation and folding ability, particularly favorable for the production of stamped and bent parts with a small bending radius.
- the alloys according to the invention are alloys with more than 4% of Mg like the alloys 5182, 5019 or 5083 mentioned above, and preferably with more than 4.5%.
- Magnesium contributes to mechanical resistance and its content can be adjusted according to the mechanical resistance desired. Above 5.5% of Mg, the alloy becomes more difficult to cast and to process.
- a particularly well-suited composition is as follows: Si ⁇ 0.3 Fe: 0.2 - 0.4 Mn -. 0.3 - 0.45 Mg: 4.5 - 5.5 Cu ⁇ 0.1 l Cr: 0.04 - 0.1
- the control of the total content of manganese and chromium is an important point to obtain all the desired properties.
- a content greater than 0.7% improves the elastic limit without reducing the elongation too much, but, surprisingly, gives a poor bending radius.
- the method of manufacturing the strips according to the invention comprises the casting of a plate of the alloy considered, its hot rolling to obtain a strip of thickness e c , then its cold rolling to the final thickness e f , between 1 and 5 mm.
- the final thickness ef must be between 40 and 10% of the thickness of the hot-rolled strip e c . If the cold rolling rate is insufficient, the desired yield strength cannot be reached. If it is too large, the work hardening coefficient n becomes too low and the formability is insufficient.
- the cold rolled strip is then subjected to a restorative annealing at a temperature between 180 and 280 ° C.
- the control of this temperature is important: an absence of restoration or a too low temperature harms the elongation. Conversely, an annealing temperature above 280 ° C leads to a recrystallized state, with insufficient mechanical strength.
- An essential characteristic of the method of manufacturing strips and sheets according to the invention is the absence of re-hardening after the restoration annealing, either by cold rolling or by tensioning under tension. Admittedly, such a work hardening would increase the elastic limit, but would reduce too much the elongation and the coefficient of work hardening, which would be unfavorable to formability and to the ability to bend. In addition, the gain in elastic limit is lost very quickly during the curing treatment of the paints, while for restored and not rewashed products, the loss of mechanical resistance to the curing of the paints is more reduced.
- Another advantage of the absence of work hardening, in particular by leveling, after restoration is to obtain sheets and strips having a low anisotropy, with a difference between the elastic limits in the directions L and T of less than 15 MPa , and most often less than 10 MPa ..
- the sheets and strips according to the invention are particularly well suited to the production of stamped and folded parts with a small bending radius, in particular for the automotive industry. 180 ° bending radii are obtained which are less than the thickness of the sheet or strip, or even less than 80% of this thickness.
- the work hardening coefficient n is greater than 0.10, which contributes to the rapid increase in the mechanical resistance of the parts during their shaping, and therefore to the use of smaller thicknesses.
- the reinforcements of anti-intrusion sashes which include stamped and folded parts and which are subjected to the baking treatment of paints, in particular cataphoresis layers, may be mentioned.
- the loss of yield strength remains below 20 MPa.
- Another advantageous use of the sheets and strips according to the invention is the manufacture of jacks, which allow a significant weight gain compared to steel jacks.
- the plates were hot rolled to obtain strips 5 mm thick, then cold rolled to 3 mm, ie 60% of the thickness of the hot strip.
- the strips underwent restorative annealing at 200 ° C.
- the elastic limit Ro j2 sense L, the elongation at break A 8 o according to standard NF EN 10002-1 relating to tensile tests on metallic materials, and the radius of folding at 180 ° were measured. The results are shown in Table 2: Table 2
- FIG. 1 shows the compromise between the elastic limit Ro, 2 and the folding radius.
- a radius of 1.5 mm is considered acceptable for an R 0j2 of 200 MPa and 2.5 mm for a Ro ; 2 of 280 MPa.
- the points corresponding to the 5 alloys according to the invention are to the left of the right, and show a good compromise between the two properties.
- the points corresponding to alloys F and G are to the right of the right and therefore do not present an acceptable compromise.
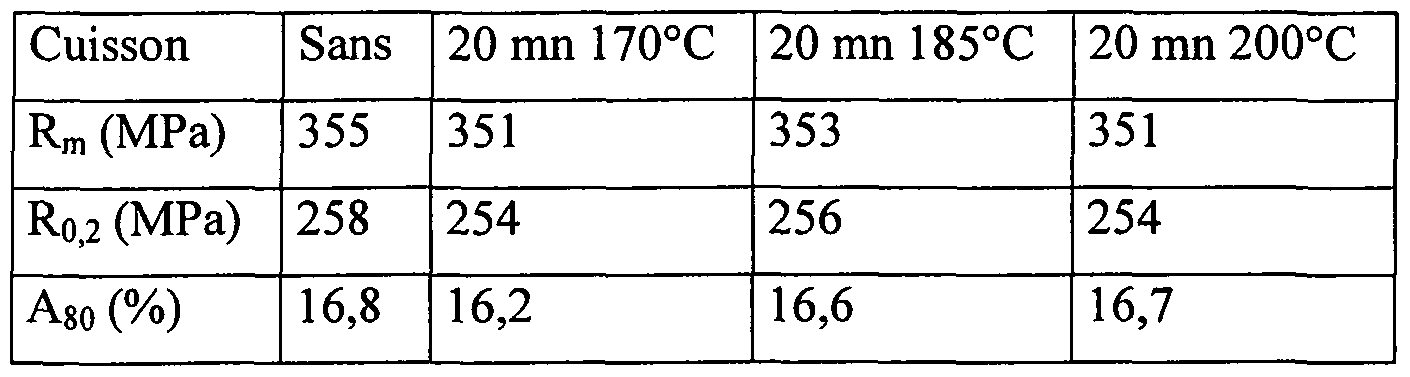
- a 20 min heat treatment was carried out respectively at 170 ° C, 185 ° C and 200 ° C, simulating baking treatments of the paints of a motor vehicle, on sheet metal samples of Example 1 made of alloy C and E, and on a sample of the alloy C having undergone in addition a work hardening by planing by traction.
- the mechanical characteristics were measured in the long direction, namely the tensile strength R m , the elastic limit R 0j2 and the elongation Ago, before and after heat treatment.
- the results are shown in Tables 3 (for alloy C restored), 4 (for E) and 5 (for C hardened).
- the thickness of the hot rolling outlet was varied, the final thickness remaining at 3 mm, so that the ratio ⁇ f / e c was varied between 70%> and 40%.
- the final annealing temperature was also varied between 200 and 320 ° C. No work hardening after the final annealing was carried out. In each case, the tensile strength Rm, the elastic limit Ro , 2 , the elongation A and the work hardening coefficient n were measured. The results, corresponding to the average of 5 measurements, are shown in Table 7:
Abstract
Description








Claims
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL369769A PL198511B1 (en) | 2002-03-07 | 2003-03-04 | Al-mg alloy sheet or strip for the production of bent parts having a small bend radius |
| EP03735766A EP1481106B1 (en) | 2002-03-07 | 2003-03-04 | Al-mg alloy sheet or strip for the production of bent parts having a small bend radius |
| AU2003238148A AU2003238148A1 (en) | 2002-03-07 | 2003-03-04 | Al-mg alloy sheet or strip for the production of bent parts having a small bend radius |
| DE60310381T DE60310381T2 (en) | 2002-03-07 | 2003-03-04 | AL-MG ALLOY BRACKET OR TAPE FOR THE PRODUCTION OF CURVED PARTS WITH SMALL BENDING ADLER |
| YUP-784/04A RS50328B (en) | 2002-03-07 | 2003-03-04 | Al-Mg ALLOY SHEET OR STRIP FOR THE PRODUCTION OF BENT PARTS HAVING A SMALL BEND RADIUS |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR02/02897 | 2002-03-07 | ||
| FR0202897A FR2836929B1 (en) | 2002-03-07 | 2002-03-07 | A1-MG ALLOY SHEET OR STRIP FOR THE MANUFACTURE OF FOLDED PARTS WITH LOW BENDING RADIUS |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2003074747A1 true WO2003074747A1 (en) | 2003-09-12 |
Family
ID=27763621
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/FR2003/000691 WO2003074747A1 (en) | 2002-03-07 | 2003-03-04 | Al-mg alloy sheet or strip for the production of bent parts having a small bend radius |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP1481106B1 (en) |
| AT (1) | ATE348199T1 (en) |
| AU (1) | AU2003238148A1 (en) |
| DE (1) | DE60310381T2 (en) |
| ES (1) | ES2279123T3 (en) |
| FR (1) | FR2836929B1 (en) |
| PL (1) | PL198511B1 (en) |
| RS (1) | RS50328B (en) |
| WO (1) | WO2003074747A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140157894A1 (en) * | 2012-12-12 | 2014-06-12 | Tung Thih Electronic Co., Ltd. | Transducer Case |
| CN103900629A (en) * | 2012-12-24 | 2014-07-02 | 同致电子企业股份有限公司 | Sensor shell |
| EP3303649B1 (en) * | 2015-06-05 | 2023-09-13 | Novelis, Inc. | An automotive body part comprising an aluminium alloy and a method for producing the automotive body part |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4186034A (en) * | 1978-07-05 | 1970-01-29 | Swiss Aluminium Ltd. | Method of manufacturing aluminum alloy sheets containing magnesium and zinc |
| US4284437A (en) * | 1979-12-18 | 1981-08-18 | Sumitomo Light Metal Industries, Ltd. | Process for preparing hard tempered aluminum alloy sheet |
| JPH02149634A (en) * | 1988-11-30 | 1990-06-08 | Kobe Steel Ltd | Al alloy sheet for tab having excellent repeated bendability and its manufacture |
| EP0385257A1 (en) * | 1989-02-23 | 1990-09-05 | Sumitomo Light Metal Industries Limited | Method of producing hardened aluminium alloy forming sheet having high strength and superior corrosion resistance |
| JPH07316711A (en) * | 1994-05-30 | 1995-12-05 | Sumitomo Light Metal Ind Ltd | Aluminum alloy sheet for forming, excellent in bendability, and its production |
| US5512111A (en) * | 1993-04-14 | 1996-04-30 | Sumitomo Light Metal Industries, Ltd. | Aluminum alloy material for shutter of recording medium cassette, process for producing the same, and aluminum alloy shutter made of the same |
| EP0799900A1 (en) * | 1996-04-04 | 1997-10-08 | Hoogovens Aluminium Walzprodukte GmbH | High strength aluminium-magnesium alloy material for large welded structures |
| US5985058A (en) * | 1997-06-04 | 1999-11-16 | Golden Aluminum Company | Heat treatment process for aluminum alloys |
| EP1045043A1 (en) * | 1999-04-12 | 2000-10-18 | Pechiney Rhenalu | Method of manufacturing shaped articles of a 2024 type aluminium alloy |
| US6248193B1 (en) * | 1997-09-11 | 2001-06-19 | Nippon Light Metal Company, Ltd. | Process for producing an aluminum alloy sheet |
| US6261391B1 (en) * | 1994-05-11 | 2001-07-17 | Honda Giken Kogyo Kabushiki Kaisha | Aluminum alloy plate for super plastic molding capable of cold pre-molding, and production method for the same |
-
2002
- 2002-03-07 FR FR0202897A patent/FR2836929B1/en not_active Expired - Fee Related
-
2003
- 2003-03-04 AU AU2003238148A patent/AU2003238148A1/en not_active Abandoned
- 2003-03-04 WO PCT/FR2003/000691 patent/WO2003074747A1/en active IP Right Grant
- 2003-03-04 EP EP03735766A patent/EP1481106B1/en not_active Expired - Lifetime
- 2003-03-04 AT AT03735766T patent/ATE348199T1/en not_active IP Right Cessation
- 2003-03-04 PL PL369769A patent/PL198511B1/en not_active IP Right Cessation
- 2003-03-04 RS YUP-784/04A patent/RS50328B/en unknown
- 2003-03-04 ES ES03735766T patent/ES2279123T3/en not_active Expired - Lifetime
- 2003-03-04 DE DE60310381T patent/DE60310381T2/en not_active Expired - Lifetime
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4186034A (en) * | 1978-07-05 | 1970-01-29 | Swiss Aluminium Ltd. | Method of manufacturing aluminum alloy sheets containing magnesium and zinc |
| US4284437A (en) * | 1979-12-18 | 1981-08-18 | Sumitomo Light Metal Industries, Ltd. | Process for preparing hard tempered aluminum alloy sheet |
| JPH02149634A (en) * | 1988-11-30 | 1990-06-08 | Kobe Steel Ltd | Al alloy sheet for tab having excellent repeated bendability and its manufacture |
| EP0385257A1 (en) * | 1989-02-23 | 1990-09-05 | Sumitomo Light Metal Industries Limited | Method of producing hardened aluminium alloy forming sheet having high strength and superior corrosion resistance |
| US5512111A (en) * | 1993-04-14 | 1996-04-30 | Sumitomo Light Metal Industries, Ltd. | Aluminum alloy material for shutter of recording medium cassette, process for producing the same, and aluminum alloy shutter made of the same |
| US6261391B1 (en) * | 1994-05-11 | 2001-07-17 | Honda Giken Kogyo Kabushiki Kaisha | Aluminum alloy plate for super plastic molding capable of cold pre-molding, and production method for the same |
| JPH07316711A (en) * | 1994-05-30 | 1995-12-05 | Sumitomo Light Metal Ind Ltd | Aluminum alloy sheet for forming, excellent in bendability, and its production |
| EP0799900A1 (en) * | 1996-04-04 | 1997-10-08 | Hoogovens Aluminium Walzprodukte GmbH | High strength aluminium-magnesium alloy material for large welded structures |
| US5985058A (en) * | 1997-06-04 | 1999-11-16 | Golden Aluminum Company | Heat treatment process for aluminum alloys |
| US6248193B1 (en) * | 1997-09-11 | 2001-06-19 | Nippon Light Metal Company, Ltd. | Process for producing an aluminum alloy sheet |
| EP1045043A1 (en) * | 1999-04-12 | 2000-10-18 | Pechiney Rhenalu | Method of manufacturing shaped articles of a 2024 type aluminium alloy |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 014, no. 397 (C - 0752) 28 August 1990 (1990-08-28) * |
| PATENT ABSTRACTS OF JAPAN vol. 1996, no. 04 30 April 1996 (1996-04-30) * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140157894A1 (en) * | 2012-12-12 | 2014-06-12 | Tung Thih Electronic Co., Ltd. | Transducer Case |
| EP2743918A1 (en) * | 2012-12-12 | 2014-06-18 | Tung Thih Electronic Co., Ltd. | Transducer case |
| CN103900629A (en) * | 2012-12-24 | 2014-07-02 | 同致电子企业股份有限公司 | Sensor shell |
| EP3303649B1 (en) * | 2015-06-05 | 2023-09-13 | Novelis, Inc. | An automotive body part comprising an aluminium alloy and a method for producing the automotive body part |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1481106B1 (en) | 2006-12-13 |
| ATE348199T1 (en) | 2007-01-15 |
| RS78404A (en) | 2006-12-15 |
| DE60310381D1 (en) | 2007-01-25 |
| RS50328B (en) | 2009-09-08 |
| FR2836929A1 (en) | 2003-09-12 |
| ES2279123T3 (en) | 2007-08-16 |
| PL369769A1 (en) | 2005-05-02 |
| FR2836929B1 (en) | 2005-01-07 |
| DE60310381T2 (en) | 2007-09-20 |
| EP1481106A1 (en) | 2004-12-01 |
| AU2003238148A1 (en) | 2003-09-16 |
| PL198511B1 (en) | 2008-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2697406B1 (en) | Aluminium-copper-magnesium alloys that perform well at high temperature | |
| EP3167091B1 (en) | Hot-rolled steel sheet and associated manufacturing method | |
| EP2689045B1 (en) | Hot-rolled steel sheet and associated production method | |
| FR2926564A1 (en) | CLOTHING TOOL | |
| FR2857980A1 (en) | Hot rolled iron-carbon-manganese austenitic steel combining high mechanical strength with an aptitude for pressing, notably for applications in motor vehicles requiring shock resistance and lightness | |
| EP1819461A2 (en) | Method of producing austentic iron/carbon/manganese steel sheets having very high strength and elongation characteristics and excellent homogeneity | |
| EP1995336A1 (en) | Low-density steel with good suitability for stamping | |
| WO2003066919A2 (en) | Al-si-mg alloy sheet metal for motor car body outer panel | |
| EP1633900B1 (en) | Roof top of a car body made of an al-si-mg sheet metal alloy fixed to a steel frame | |
| EP3362282B1 (en) | Structural component of a motor vehicle shell offering an excellent compromise between mechanical strength and crash resistance | |
| EP1339887A1 (en) | Method for producing an aluminium alloy plated strip for making brazed heat exchangers | |
| CA3057728A1 (en) | Improved method for producing a motor vehicle body structure component | |
| FR2828498A1 (en) | Welded aluminum and magnesium alloy product for welded structures and reservoirs has a specified composition | |
| WO2004070064A2 (en) | Ultrahigh strength hot-rolled steel and method of producing bands | |
| WO2003074747A1 (en) | Al-mg alloy sheet or strip for the production of bent parts having a small bend radius | |
| EP3555331B1 (en) | Aluminium alloy for laser welding without filler wire | |
| FR2878255A1 (en) | Aluminium alloy sheet for the construction of motor vehicles, providing improved safety for pedestrians and other vulnerable road uses in the case of collision | |
| JP2001240930A (en) | Al-Mg-Si BASED ALUMINUM ALLOY EXTRUDED MATERIAL FOR DOOR BEAM, AND DOOR BEAM | |
| EP0896637B2 (en) | Use of aluminium-silicon-magnesium alloy for manufacturing of motor vehicle body parts and method for manufacturing the same. | |
| EP4355923A1 (en) | Strip made of 6xxx alloy and manufacturing process | |
| EP4069875A1 (en) | Aluminum-copper-lithium alloy thin sheets with improved toughness, and process for manufacturing an aluminum-copper-lithium alloy thin sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: P-784/04 Country of ref document: YU |
|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AE AG AL AM AT AU AZ BA BB BG BR BY BZ CA CH CN CO CR CU CZ DE DK DM DZ EC EE ES FI GB GD GE GH GM HR HU ID IL IN IS JP KE KG KP KR KZ LC LK LR LS LT LU LV MA MD MG MK MN MW MX MZ NO NZ OM PH PL PT RO RU SC SD SE SG SK SL TJ TM TN TR TT TZ UA UG US UZ VC VN YU ZA ZM ZW |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): GH GM KE LS MW MZ SD SL SZ TZ UG ZM ZW AM AZ BY KG KZ MD RU TJ TM AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LU MC NL PT RO SE SI SK TR BF BJ CF CG CI CM GA GN GQ GW ML MR NE SN TD TG |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2003735766 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 2003735766 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: JP |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2003735766 Country of ref document: EP |