US2709874A - Strip sharpening machine - Google Patents
Strip sharpening machine Download PDFInfo
- Publication number
- US2709874A US2709874A US215127A US21512751A US2709874A US 2709874 A US2709874 A US 2709874A US 215127 A US215127 A US 215127A US 21512751 A US21512751 A US 21512751A US 2709874 A US2709874 A US 2709874A
- Authority
- US
- United States
- Prior art keywords
- strip
- rolls
- shaft
- roll
- arm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B3/00—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools
- B24B3/36—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of cutting blades
- B24B3/48—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of cutting blades of razor blades or razors
- B24B3/485—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of cutting blades of razor blades or razors for travelling razor blades, in the form of a band or fitted on a transfer means
Definitions
- This invention relates to a machine for sharpening the edges of strips of metal, and has particular reference to a machine for continuously grinding, honing and stropping metal strips to be used for safety razor blades.
- One of the principal objects of my invention is to provide a novel machine for continuously sharpening an edge or edges of thin metal strips to a high degree of fineness.
- Another object of my invention is, then, to provide a sharpening machine having novel means for selective inspection of the strip as it is being sharpened.
- Another object of my invention is to provide new and improved means for guiding a metal strip through the various stations of a sharpening machine.
- a further object of my invention is to provide novel and improved coolant distributors for the sharpening wheels of a machine of the character described.
- Yet another object of my invention is to provide a novel and improved mechanism for cleaning a sharpened strip to remove coolant, pieces of metal, grit, etc.
- a further object of my invention is to provide a novel power transmission system for honing wheels of the helical or worm type, the transmission system being so arranged that the wheels remain in synchronism even though they are disengaged for initial set-up of the machine, or for adjustment, etc.
- FIG. 5 is a detailed elevation of the power transmission system for the honing wheels, partly broken away.
- Figure 6 is a view similar to Figure 5 but illustrating one of the honing wheels in retracted or disengaged position.
- Figure 7 is a sectional elevation taken substantially on the line 7-7 as shown in Figure 5.
- Figure 8 is a sectional elevation taken substantially on the line 8-8 as shown in Figure 1a.
- Figure 9 is a sectional elevation taken substantially on the line 9-9 of Figure 8.
- Figure 10 is a front elevation of the gauge and mounting for measuring the width of the ground blade.
- Figure 11 is a sectional elevation taken substantially on the line 11-11 of Figure lb, and illustrating the optical sizer or comparator used for measuring the final width of the blade.
- Figure 12 is a sectional elevation taken substantially on the line 12-12 of Figure 11.
- Figure 13 is a sectional elevation taken substantially on the line 13-13 of Figure 11.
- Figure 14 is a view similar to Figure 13 but illustrating the appearance of the image when the strip is undersize.
- Figure 15 is a sectional elevation taken substantially on the 1ine15-15 of Fimne 8.
- Figure 16 is a sectional elevation taken substantially on the line 16-16 of Figure 15.
- Figure 17 is a sectional elevation taken substantially on the line 17-17 of Figure 15.
- Figure 18 is a sectional elevation taken substantially on the line 18-18 of Figure 1b.
- Figure 19 is a detailed plan view of the stropping station.
- Figure 20 is a sectional elevation taken substantially on the line 20-20 of Figure 19. 1
- Figure 21 is a sectional elevation taken substantially on the line 21-21 of Figure 20.
- Figure 22 is a side elevation of that portion of the machine illustrated in Figure 1c.
- Figure 23 is a sectional elevation taken substantially on the line 23-23 of Figure 22 and is partially broken away for clarity of illustration.
- Figure 24 is a sectional elevation taken substantiaily on the line 24-24 of Figure 22.
- Figure 25 is a sectional elevation taken substantially on the line 25-25 of Figure 22.
- Figure 26 is a sectional elevation taken substantially on the line 26-26 of Figure 25.
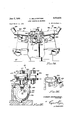
- a coil of thin strip steel 30 is mounted on a supply reel 31 and the strip is fed through a grinding station generally indicated 32, a rough hone station 33, a finish hone station 34, thence through a cleaner unit 35, and then through the stropping station 36.
- the strip 30 is then led through the pull-out station generally indicated 37, from whence it is formed into a loop 38 and led through the final inspection station 39.
- the strip passes through intermittent drive unit 40, is formed into a second loop 41, and then led through constant drive unit 42 where the finished sharpened strip is coiled on a take-up reel 43.
- the various units forming the respective stations are mounted on a base generally indicated 44 which includes a pair of tubular rail members 45 extending substantially the entire length of the machine.
- the reel 31, which may include a circular steel plate 46 having a central hub 465/, is journaled on a shaft 47 which is in turn supported on an arm 48 mounted on the base 44.
- Mounted adjacent the reel 31 on the arm 48 is a center guide member 49 through which the strip 30 is passed, the guide member serving to align the strip centrally of the machine.
- the guide member 49 may be pivotally connected to the arm 48 as at St to provide for adjustment thereof.
- the grinding station 32 includes a pair of opposed parallel grinding rolls 51 and 52 each having stub shafts 53 and 54 respectively at either end journaled in bearing blocks 55 and 56.
- the bearing blocks 55 and 56 are secured to the blocks 53 and 59 which are in turn slidably Supported at an angle on the base members 60 for adjustment of the grinding members with respect to the strip by manipulation of the wheels 61 and 62.
- This adjustment mounting is substantially identical with that providcd for the honing stations and will be described with more particularity below.
- the grinding rolls 51 and 52 each includes a plurality of grinding wheels 63 and 64 of conventional design, the wheels on one of the grinding members being staggered with respect to and interlocked with the wheels on the other member.
- the grinding rolls rotate downwardly (in the direction of the arrows in Figure 4) with respect to the vertical strip 30 to grind the upper edge thereof and are driven by means of V-belt drives 65 and 66 from a motor 67 and a motor 68.
- the strip 3i) as it passes between the grinding wheels 63 and 64 is maintained in the proper vertical position by means of hold down rolls 69, one pair of rolls being on either side of the grinding rolls.
- Means are provided to cool and lubricate the strip and the grinding rolls, and as shown in the drawings these means may include the coolant distributor 70 mounted above the strip at the intersection of the grinding wheels.
- the distributor includes an upper longitudinal block 71 having a horizontal fluid passageway 72 extending therethrough and connecting with outlet bore 73.
- the block is supported on a coolant manifold member 74 which includes a pair of plates 75 and 76 having a horizontal manifold bore 77 in communication with the outlet bore 73.
- the plates 75 and 76 are provided with a plurality of curved grooves 78 and 79 respectively, affording clearance for the grinding wheels 51 and 52.
- the plate 75 is further provided with a plurality of recesses 8t) and the plate 76 is likewise provided with similar recesses (not shown).
- the strip 39 bears against inserts 31 and 82 of hardened steel or other alloy such as tungsten carbide and is held firmly in place against the inserts 81 by the action of the hold-down rolls 69 mentioned above.
- coolant is pumped from the reservoir 157 (see Figure 3) to the manifold 77 and down over the rolls and strip via the outlet passage 83 to be recovered in a suitable collection pan (not shown) and returned to the reservoir for recycling.
- the primary purpose of the grinding station 32 is to remove excess stock from the strip 30 and to bring the vertical dimension, or width of the strip, Within the desired limits. Accordingly, means are provided for measuring the width of the strip as it leaves the grinding station, and as shown in the drawings, particularly Figures la and 10, these means may include the gauge 84 which is of conventional design having a spring loaded foot member 85 adapted to actuate the pointer 86.
- the gauge 84 is mounted on a vertical arm 87 secured to a transverse base member 88 which in turn is carried on the rails 45. Also carried on the arm 87 is a strip guide block 89 which includes a hard insert 90 upon which the bottom edge of the strip is carried.
- a gauge block 91 is carried on pivot arm 91a and rests on the upper edge of the strip 30.
- the gauge foot 85 bears freely on the pivot arm 91a and hence any deviation in the width of the strip will displace the gauge block 91 and hence also the foot 85, thus indicating overor under-size on the dial 92.
- the ground strip proceeds from the above described measuring station to the rough hone station 33 which includes a pair of opposed parallel honing rolls 93 and 94 disposed longitudinally in the direction of the strip. These rolls are of the helical or worm type and rotate downwardly against the upper edge of the strip 39 (see Figure 8) so that their operating surfaces advance towards the ground edge of the strip.
- the rolls 93 and 94 are carried on shafts 95 and 96 respectively which are journaled in suitable bearings on the arms 97 and 98. These arms are secured to block members 99 and 100 which are slidably mounted on base members 101 and 1112.
- the base members are secured to the frame 103 which is mounted on the rails 45.
- the honing rolls are encased in a removable cover member 33a (see Figure 3).
- Means are provided for adjusting the position of the honing rolls with respect to the strip.
- the block member 99 is provided with a longitudinallyextending channel 104 having inclined Walls for slidable engagement with the outwardly inclined upper sides 105 of the base member 101.
- the upper surface 105a and the upper sides of the base member 101 are inclined at an angle away from the horizontal, the block member 99 being slidable therealong to carry the honing roll 93 away from or towards the strip 30 at an angle.
- Vertical and horizontal adjustment of the honing rolls is thus provided since the angular movement in one plane is in effect the resultant of the horizontal and vertical components of motion.
- Control means are provided for the block member 99, and as shown in the drawings these means may include a mounting plate 106 secured to the outer end of the base member 101 and having journaled therein a shaft 197 having a threaded portion 103 engageable in a threaded aperture 109 in the block member.
- a control shaft 110 provided with hand wheel 111 is journalcd normal to the shaft 197 in bearings 112 and carries a worm 113 which is engaged with a worm wheel 114 mounted on the shaft 107. From this description it will be understood that by turning the hand wheel the threaded portion 198 of the shaft 197 will be rotated, causing movement of the block member 99 with respect to the base member 101.
- Mounted on the upper side of I the plate 106 is a sleeve 115 encompassing the shaft 119 and carrying a pair of pointers 116.
- the hand wheel 111 is provided with graduations (not shown) for indexing purposes.
- Fine adjustment of the block member 99 and hence of the honing roll is accomplished with the use of the hand wheel 111 due to the gear reduction between the worm and worm wheel arrangement.
- Means are provided for disengaging the worm 113 from the worm wheel 114, and as shown in Figure 9 the bearings 112 for the control shaft 110 are carried in an arm 117 which is pivotally connected to the plate 166 by means of the pin 118.
- the arm 117 is locked in place, with the worm and wheel engaged, by means of bolt 119 which passes through apertures (not shown) in the plate and in the arm.
- the arm may be swung to the left in Figure 9 to disengage the worm and wheel and the shaft 107 may be turned directly by means of a crank, not shown, engaged in the square end 120 of the shaft.
- Drive means are provided for the honing rolls 93 and 9 and as shown in the drawings these means may include a motor 125, the shaft of which is connected by means of the V-belts 126 to a pulley 127 carried on honing roll shaft 96. Since the honing rolls are of the worm type and operate in mesh, the rotation of the respective rolls must be in synchronism.
- the shaft 96 is connected to the shaft by suitable transmission gearing 128 to drive the same.
- This gearing is further arranged so that one or both of the honing rolls may be moved outwardly and out of mesh without disengagement of the transmission gears, thus preserving the synchronous relationship between the two honing rolls.
- this transmission gearing includes a driving gear 129 on the reduced portion of the shaft 96 engaged with a gear 130 which is in turn engaged with gear 131 for driving the gear 132 on the reduced portion 121 of the shaft 95.
- Gears 130 and 131 are mounted on stub shafts 133 and 134 respectively which are journaled at one end in a cross-bar 135.
- the bar 135 is pivotally connected at its midpoint by means of a pin 136 to a downwardly extending arm 137.
- the arm 137 is freely slidable vertically in a central opening 138 formed in the upstanding plate 139 which is secured to the frame 103.
- the motor 125 is adjustably mounted, and as shown in Figure 3 it is secured to a table 150, which is supported at one end by a yoke 151 having a pair of slots 152 engageable with pins 153 extending from the table.
- the yoke is pivotally connected to the base 44 by means of a cross-shaft 154.
- the other end of the table is provided with an eye member 155 secured to another crossshaft 154a which is supported on a plurality of jack members 156.
- the coolant distributor for the honing station is of necessity somewhat different than that for the grinding station due to the helical shape of the honing rolls. Coolant fluid is fed from the reservoir 157 through the conduit and into the distributor block by means of the pump 158 driven through suitable belting 159 by the motor 160.
- An upstanding pipe 181 leads from the block to the distributor head 182 (see Figure 8).
- the distributor head 182 comprises a tubular member 183 upon which is secured the distributor casing 184.
- the tubular member is provided with a plurality of longitudinally spaced apertures 185 through which is delivered the coolant which strikes the inclined face 186 of the casing.
- the several streams of coolant emerging from the apertures 185 are merged into a single sheet upon striking the face 186 and are delivered as such from the relatively narrow longitudinal opening 187 in the bottom of the casing 184.
- an elongated sheet of coolant is continuously delivered to the bite between the honing rolls and completely covering the same.
- Strip guide means in addition to the hold-down rolls 69, are provided at the honing station, and as shown in the drawings, particularly Figures 8, 15 and 17, these means may include the block 190 which is secured to a base 191 mounted on the frame 103 and provided with an upper insert 192 of extremely hard metal.
- the insert provides a base across which the lower edge of the strip progresses, the strip being held thereagainst by the holddown rolls 69 and the action of the grinding rolls.
- Sidewise movement of the strip is prevented by means of guide plates 193 and 194 which are adjustably secured to the block 190 by means of clamp members 195, which are in turn secured to the block with threaded members 196.
- the upper portions of the guide plates and clamp members are curved to provide clearance for the honing rolls. Over a period of time the portion of the guide plates which contacts the strip will become Worn due to the sliding of the strip thereacross. For this reason the guide plates are adjustably mounted as shown and may be moved upwardly after proper resurfacing to compensate for the loose fit due to wear.
- the optical sizer 200 is provided which includes a base member 201mounted on the rails 45. Secured to the base member is an upright arm 202 which carries the sizer gate assembly generally indicated 203. This assembly includes a block 204 having a hardened steel insert 205 and two pairs of hold-down rolls 69 between which the strip is guided.
- the optical gate 206 (see Figure 12) which comprises a plate having an aperture 207 therein. This plate is located immediately to the right of and parallel to the strip as seen in Figure 11.
- a beam of light is directed from the light source 208 adjustably mounted on the arm 202, across the sharpened edge of the strip, and thence through the microscope 209 which is also mounted on the arm 202.
- the light proceeds from the microscope in the direction of the phantom line in Figure 11, impinges upon a mirror 210 mounted within the elongated housing 211 and the image is formed upon a ground glass plate 212 at the upper end of the housing.
- Figures 13 and 14 illustrate two possible images which may be formed upon the ground glass 212, it being understood that the images are inverted.
- the vertical dimension of the aperture 207 is exactly equal to the required tolerance in the width of the strip. Hence, if the width of the strip is within the acceptable limits the appearance of the image will be as shown in Figure 13, that is, light from the light source 208 will shine only through the aperture and the image will be that of the aperture (reduced in vertical dimension by an amount equal to the amount by which the width of the strip exceeds the minimum limit).
- the image is that of an undersize strip, light having passed through the aperture and also between the upper edge of the strip and the bottom edge 213 of the gate 206.
- the other possibility is, of course, a strip which exceeds the maximum tolerance, and the image for this is not shown. There would be no image; that is, the strip would completeiy cover the aperture in the gate and no light would pass therethrough.
- a control box 215 is mounted on the base member 201 for controlling the amount of light emitted from the light source 208 and is provided with an on-off switch 216 and a variable control 217 which operates a variable resistance (not shown).
- the strip 30 proceeds to the finish hone station 34-.
- This station is substantially identical with the rough hone station previously described with the exception that the honing rolls are finer than those used at the rough hone station.
- the grinding rolls and transmission gears are provided with cover members 218 and 219 respectively.
- the cleaner unit includes a base 220 mounted on the rails 45. Secured centrally of the base 220 is an upstanding post 221 which carries the cleaner block assembly 222.
- the block is provided with a central longitudinal passage 223 through which the strip 30 travels, the passage being provided with hardened steel inserts 224- against which the bottom edge of the blade bears.
- Means are provided to direct a stream of solvent or detergent fluid downwardly over the strip, and as shown in the drawings these means may include the inlet fitting 225 secured to and extending through the upper block wall 226.
- a vertical central slot 227 leads from the inlet fitting to the surge reservoir 228.
- the solvent washes down over the strip, cleaning it of substantially all foreign matter which may be contained thereon.
- Means are provided for sealing the longitudinal passage 223 to prevent leakage of solvent therethrough. As shown in Figure 18, these means may include the air inlet fittings 229, one on either side of the solvent inlet fitting.
- Vertical bores 230 lead from the inlet fittings through the passage 223 and into the surge reservoir 228.
- Auxiliary surge passages 231 are provided, one between each of the vertical bores 230 and the central slot 227.
- this arrangement permits blasts of air to be directed through the vertical bores 230 and against the strip 30, thus preventing leakage of solvent outwardly along the longitudinal passage 223.
- the surge passages 231 are provided to permit solvent to leak through the passage 223 from the central slot 227 to build up in the surge passages and it then is forced downwardly through the vertical bores 230 much in the manner of an atomizer.
- pressure relief unit 232 is provided.
- An outlet tubing 233 leads from the bottom of the surge reservoir to the solvent reservoir (not shown), and the tube is provided with a plurality of apertures 234 through which excess air may be bled.
- a splash housing is provided in order to prevent loss of solvent through the apertures.
- the housing consists of a cup-shaped portion 236 encircling the apertures 234 and has a flange 237 secured to the tubing 233.
- a final air dryer unit is provided on the cleaner block assembly 222, and as shown this includes the air inlet fitting 238 which leads to a manifold a.
- the cleaned blade is given a final polish at the shopping station 36 which is generally similar to the grinding station previously described, with the exception that the stropping rolls 245 and 246 are of a material such as leather and rotate in the opposite direction. That is, the rolls rotate upwardly with respect to the strip and in the direction of the arrows in Figure 21. This upward force against the sharpened edge of the strip tends to lift the strip from the carbaloy insert base 247, and hence means are provided to firmly hold the strip down against the base 247. As shown in the drawings, particularly Figure 19, these means may include the pairs of hold-down rolls 69 69 and 69.
- each of the stropping rolls is provided with a central annular groove 248 which provides clearance for the pair of hold-down rolls 69* mounted centrally of the stropping rolls.
- a strip guide member 281 is also provided to hold the strip down against the action of the stropping rolls.
- each pair of holddown rolls includes a roll 249 and a roll 250, each mounted for free rotation about an axis which is inclined or canted slightly from the vertical. As shown best in Figure 20, this inclination is in the direction of travel of the strip, so that the strip is continuously forced downwardly by the rolls.
- Each of the hold-down roller assemblies includes a block 251 secured to a suitable base 252 by means of threaded members 253.
- the roll 249 is journaled on a shaft 254 which is secured in an aperture 255 in the block.
- the shaft is mounted at an angle from the vertical to provide the necessary inclination of the roll 249, and similarly the upper surface 256 of the block is inclined at the same angle from the horizontal so that the washer 257 may bear thereagainst.
- Means are provided for resiliently mounting the roll 250, and as shown in the drawings, the roll is journaled on a shaft 258 having a reduced portion 259 secured to a transverse pin 260.
- the pin 260 is transversely slidable in a bore 270 and has a central groove 271 through which the shaft 254 passes.
- a set screw 272 may be provided as shown in the end of the pin 260 to firmly secure the shaft 258 thereto.
- a downwardly extending arm 273 has an aperture 274 through which the grooved end of the pin 260 extends, the arm being secured thereto by means of a split ring 275.
- Mounted on the lower end of the arm 273 is a plunger 276 which operates in a transverse bore 277 in the block 251.
- the plunger is provided with a central bore 278 within which is con tained a coil spring 279 which bears against the end of the bore 278 and against an adjusting screw 280.
- the spring 279 normally urges the plunger 276 to the right as seen in Figure 21 and hence also, through the medium of the rigid arm 273, urges the pin 260 and the roll 250 to the right against the strip.
- This resilient mounting permits the roll 250 to firmly bear against the strip which is backed by the roll 249 even though there may be slight irregularities in the shape and width of the strip.
- cam member 285 which includes a head 286 mounted on the lower portion of the block 251 by means of a threaded element 287 extending through a central opening 288 in the head and engaged with the threaded bore 289 in the block.
- a washer 290 may be interposed between the head 286 and the side of the block.
- a cam surface 291 is provided on the head 286 and contacting the lower portion of the arm 273 so that when the threaded element is turned in a direction to move the head to the left as seen in Figure 21 the cam surface will ride against the arm and force the arm and the plunger 276 to the left. This also compresses the spring 279, permitting the pin 260 and roll 250 to be moved to the left and away from the strip 30.
- the pull-out station 37 is provided with rolls for continuously pulling the strip through the respective stations described above. As shown in Figures 10, 22 and 23, this station includes a base member 295 secured to the rails 45 and carrying a support frame 296. Mounted on the frame is a pair of pull-out rolls 297 and 298 cooperating with a central pull-out roll 299 which is secured to a shaft 300 journaled in bearings 301 in the frame. The shaft is connected by means of coupler member 302 to the drive shaft 303 of the variable speed motor generally indicated at 304. The motor is mounted on auxiliary rails 305 secured to the base 44 at one end and supported at the other end by a jack member 306.
- a driving gear 307 is keyed to the shaft 300 beneath the pull-out roll 299 and is engaged with gear 308 on the roll 297 and gear 311 on roll 293 to drive the same in the direction of the arrows in Figure 23.
- the strip 30 is passed through the bite between rolls 297 I and 299 and then around the roll 299 and through the respect to the frame.
- the roll 297 is journaled on a pin 312 extending vertically upwardly from an arm 313 which is pivotally connected at one end to the frame by means of a pin 314.
- a link 315 is pivotally connected by means of a pin 316.
- a tab 317 is secured centrally of the frame and adapted to underlie the link 315 as shown in Figure 23.
- the link is provided with a downwardly extending arm 313 through which is passed a screw member 319, the end of which bears against the tab 317.
- the roll 297 may be disengaged from the strip by loosening the screw memher 319 and swinging the link 315 to the right while simultaneously pivoting the arm 313 in a counterclockwise direction as seen in Figure 23. be forced against the strip and roll 299 by turning the screw member 319 in a direction to move the arm 318 away from the tab 317.
- the pivotal mounting of the roll 293 is similar to that described above, with the exception that the arm 320 which carries the roll and which is pivotally mounted at one end to the frame by means of a pin 321 is provided with a tab 309 at the other end.
- the link 322 which corresponds to the link 315 is inverted in effect and is pivotally connected to the frame by means of bracket 323 and pin 324.
- the strip proceeds from the pull-out station it is formed into a loop 38.
- the loop is supported by a table 330 which is mounted on a leg 331 secured to the frame 296.
- the pair of holddown rolls 69d act as friction brake means in maintaining the loop in the proper position.
- the loop functions as a supply medium for the intermittent drive unit (described more fully below) which serve to present successive portions of the strip to the final inspection station 39.
- the portion of the strip between the supply reel 31 and the pull-out station 37 may be continuously in motion while that portion of the strip between the pull-out station 37 and the intermittent drive unit 40 may move intermittently with a dwell of snfiicient length of time to permit the sharpened edge of a portion of the strip to be inspected at the inspection station 39.
- the inspection station 39 consists of two identical visual inspection units 335 and 336, one on each side of the strip, and therefore only one will be described in a detail.
- the units 335 and 336 are secured to a base member 337 mounted on the rails 45, the base member having a central support post 350 extending upwardly therefrom, as shown best in Figure 24.
- the inspection unit 335 includes a microscope 353 mounted at an angle from the horizontal as shown, with the objective 354 directed at the sharpened edge of the blade.
- the microscope is provided with focusing wheels 355 and has an upwardly inclined eye piece 353.
- a cross bar 359 is secured to the rod 350 and carries a light source 360 which is directed horizontally at the sharpened edge of the strip.
- a housing 361 having a ground glass face 362 and containing a bulb 363 or other suit able light source, the ground glass forming a background for the strip edge.
- a light source 364 directed substantially downwardly. onto the sharpened edge of the strip.
- Control boxes 365 and 366 are mounted on the rails adjacent the respective inspection units and are provided with switches 367 for the various light sources.
- the intermittent drive unit 40 includes a driving roll 3'75 and a driven roll 376 mounted on shafts 377 and 378 respectively.
- the shaft 377 is journaled in suitable bearings 379 on the frame 380.
- a bevel gear 390 is carried on the lower end of the shaft 377 and cooperates with the mutilated gear 391 to intermittently turn the shaft
- the roll 297 may It will be 377 and drive roll 375.
- the gear segment 391 is mounted on a drive shaft 392, which shaft is coupled with an intermediate shaft 393 by means of a universal joint 394' (see Figure 22).
- the shaft 393 is coupled by means of the universal joint 395 to a stub shaft 396 which is journaled in the frame 296.
- a bevel gear 397 is carried on the end of the stub shaft and in engagement with a bevel gear 398 on the shaft 300 for rotation of the mutilated gear 391 in the direction of the arrow in Figure 25.
- a gear 370 is mounted on the shaft 377 and engaged with a gear 371 on the shaft 378 to drive the same.
- Lock means are provided for preventing coasting" of the shaft 377 upon disengagement of the bevel gear 390 from the gear segment 391, and as shown in the drawings this means may include the segmental ring 399 mounted about the periphery of the gear segment 391. This ring cooperates with a lock member 400 secured to the shaft 377.
- the lock member 400 has a flat end surface 401 which rides on the surface 402 of the ring, preventing rotation of the shaft While the bevel gear 390 is disengaged from the gear segment, the ring being provided with a gap adjacent the toothed portion 403 of the mutilated gear to provide clearance for the lock member while the gears are engaged.
- the relationship between the teeth of the bevel gear 390 and the mutilated gear 391 is such that upon disengagement thereof, the fiat end surface 401 is in a position to engage the ring 399.
- Means are provided to cushion the action of the lock member 400 as it initially contacts the ring 399, and as shown in Figure 25, this means may include the friction brake 404 on the shaft 377.
- the driven roll 376 is pivotally mounted with respect to the frame much in the same manner as the pull-out rolls 297 and 298, being provided with an arm 405 pivotally connected to the frame at one end and having an adjusting link 406 pivotally connected to the other end, which link has an adjusting screw 407 engageable with a tab 408 on the frame.
- the sharpened and inspected strip is pushed from the intermittent drive rolls into a small loop 41 which leads to the constant drive rolls 42.
- This unit 42 includes a driving roll 416 and a driven roll 417 and are generally similar to the intermittent drive rolls previously described.
- the driven roll which is mounted on drive shaft 418, is driven at a constant speed by a stud shaft 419 which carries a bevel gear 420 engageable with a gear 421 on the shaft 418.
- the stub shaft 419 is journaled in the frame 422 and is connected to the shaft 392 by means of a universal joint 423. It will be understood that by means of this drive connection the constant speed rolls are driven at exactly the same speed as are driven the pull-out rolls 37.
- the take-up reel base 430 having an upstanding post 431. Journaled in the post is a vertical shaft 432 which carries the take-up reel 43. Mounted below the reel is a pulley 433 for a belt 434 which is connected to a pulley (not shown) mounted beneath the driven roll 417 for driving the take-up reel in synchronism with the constant speed rolls.
- the take-up reel includes a circular plate 435 having a central hub 436 keyed to the shaft about which the coil 437 of sharpened strip is wound.
- Means are provided for holding the coil on the take-up reel, and as shown in the drawings these means may include the plurality of permanent magnets 438 set into the radial recesses 439 in the plates. I have found that the magnets are effective in holding the coil on the plate, but they do not suffice to enable the coil to be properly reeled thereon. Accordingly, I have found that by slightly beveling the upper surface 449 of the plate, the coil will tend to stack evenly thereon. The inclination or bevel of the upper surface of the plate is exaggerated in Figure 2 for clarity of illustration; only a very slight bevel is required.
- a switch box 450 is mounted on the base 44 from which the conduit 451 leads to the various electrical motors previously described.
- the box is provided with switch buttons 452 for controlling the operation of the various elements of the machine. It is essential that the grinding, honing and stropping stations be supplied at all times with coolant, and therefore means are provided to stop the operation of these stations upon failure of the coolant system.
- the coolant conduit 170 is provided with a control or safety valve 453 of conventional design which is responsive to insuflicient coolant pressure to de energize the electrical system.
- a base member a pair of block members slidably mounted on said base member, a pair of bearings secured to each of said block members, a pair of helical honing rolls, each having a shaft journaled in the bearings of each block member with the axes of the rolls in parallel relation, the rolls normally being intermeshed, drive means for one of said shafts, a gear on each of said shafts, a plate s'ecured to the base member and having an opening extending therethrough in a direction perpendicular to a plane through said roll axes, an arm freely slidable in said opening, a pair of intermeshed gears, each gear being engaged with one of said gears on the roll shafts, and means operably connecting said pair of intermeshed gears to said arm and to said shafts whereby the honing rolls may be moved out of mesh without disengaging said gears.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
June 1955 c. DELAFONTAINE STRIP SHARPENING MACHINE ll Sheets-Sheet 1 Filed March l2, 1951.
NJOW lam- June 7, 1955 c. DELAFONTAINE 2,709,374
STRIP SHARPENING MACHINE Filed March 12. 1951 ll Sheets-Sheet 3 455 A z/xsa EGHZC.
June '7, 1955 c. DELAFONTAINE 2,709,874
STRIP SHARPENING MACHINE Filed March 12, 1951 11 Sheets-Sheet 4 67/199665 DZHFOA/TQ/NE,
I N V EN TOR.
June 7, 1955 I c. DELAFONTAINE 4 STRIP SHARPENING MACHINE Filed March 12, 1951 I 11 Sheeis-Sheet 5 Gil/72655 OECHFOK/ffi/NE I N V EN TOR.
June 1955 c. DELAFONTAINE 7 2,709,874
STRIP SHARPENING MACHINE I 11 sheets-snet 6 Filed March 12, .1951
NIH
IOG
June 1955 v c. bELAFONTAINE 2,709,874
STRIP SHARPENING MACHINE Filed March 12 1951 11 Sheets-Shet 7 EGJJ.
June 7, 1955 c. DELAFONTAINE STRIP SHARPENING MACHINE 11 Sheets-Sheet 8' Filed March 12, 1951 mm m i June 1955 c. DELAFONTAINE 2,709,874
' STRIP SHARPENING MACHINE Filed March 12, 1951 ll Sheets-Sheet 9 52 EGJS O.
" z'aa h memes mnraumws, '25 I N V EN TOR.
HTTUQNEVS J1me 1955 c. DELAFONTAINE 2,709,874
STRIP SHARPENING MACHINE Filed March 12, 1951 ll Sheets-Sheet ll 402 I 7 5w E6496:
EG85 7 117W 5% STRIP SHARPENING MACHINE Charles Deiai'ontaine, North Hollywood, Calif., assignor, by mesne assignments, to Bank of America Trust and Savings Association, Los Angeles, Calif., a national banking corporation of the United States of America Application March 12, 1951, Serial No. 215,127
4 Claims. (Cl. 51-80) This invention relates to a machine for sharpening the edges of strips of metal, and has particular reference to a machine for continuously grinding, honing and stropping metal strips to be used for safety razor blades.
One of the principal objects of my invention is to provide a novel machine for continuously sharpening an edge or edges of thin metal strips to a high degree of fineness.
In United States Letters Patent No. 2,492,292 and No. 2,492,293, issued December 27, 1949, to George Douglas Jones et a1. and to George Douglas Jones, respectively, are disclosed various forms of razors employing a ribbontype blade, that is, a blade of considerable length which is unspooled from a magazine to present successive unused portions as desired. This so-called ribbon blade presents sharpening problems unique in the industry. Accordingly, it is an important object of my invention to provide a machine for sharpening strips of metal to be used as ribbon-type razor blades.
One of the diificulties encountered in the production of ribbon-type razor blades is the inspection of the steel strips after sharpening. In the production of conventional safety razor blades inspection of the sharpened blades is relatively simple, since the strip, after sharpening, is cut into the individual blades which may then be inspected individually without interference with the sharpening operation, and the faulty blades discarded. Finished ribbon-type blades of the character described are approximately forty inches in length, as opposed to the approximate one and one-half inch length of the conventional razor blades, and to reserve the inspection of these long blades until they have been cut to the desired length would require the rejection of an entire blade where perhaps only a very short length of the same is defective. When the relatively high cost of the special steel required for these blades is considered, it will be understood that inspection in the manner described would be a wasteful and expensive process. Another object of my invention is, then, to provide a sharpening machine having novel means for selective inspection of the strip as it is being sharpened.
Another object of my invention is to provide new and improved means for guiding a metal strip through the various stations of a sharpening machine.
A further object of my invention is to provide novel and improved coolant distributors for the sharpening wheels of a machine of the character described.
Yet another object of my invention is to provide a novel and improved mechanism for cleaning a sharpened strip to remove coolant, pieces of metal, grit, etc.
A further object of my invention is to provide a novel power transmission system for honing wheels of the helical or worm type, the transmission system being so arranged that the wheels remain in synchronism even though they are disengaged for initial set-up of the machine, or for adjustment, etc.
Other objects and advantages of this invention. it is believed will be apparent from the following detailed hired i tatcs Patent on the line 4-4 of Figure la.
Figure 5 is a detailed elevation of the power transmission system for the honing wheels, partly broken away.
Figure 6 is a view similar to Figure 5 but illustrating one of the honing wheels in retracted or disengaged position.
Figure 7 is a sectional elevation taken substantially on the line 7-7 as shown in Figure 5.
Figure 8 is a sectional elevation taken substantially on the line 8-8 as shown in Figure 1a.
Figure 9 is a sectional elevation taken substantially on the line 9-9 of Figure 8.
Figure 10 is a front elevation of the gauge and mounting for measuring the width of the ground blade.
Figure 11 is a sectional elevation taken substantially on the line 11-11 of Figure lb, and illustrating the optical sizer or comparator used for measuring the final width of the blade.
Figure 12 is a sectional elevation taken substantially on the line 12-12 of Figure 11.
Figure 13 is a sectional elevation taken substantially on the line 13-13 of Figure 11.
Figure 14 is a view similar to Figure 13 but illustrating the appearance of the image when the strip is undersize.
Figure 15 is a sectional elevation taken substantially on the 1ine15-15 of Fimne 8.
Figure 16 is a sectional elevation taken substantially on the line 16-16 of Figure 15.
Figure 17 is a sectional elevation taken substantially on the line 17-17 of Figure 15.
Figure 18 is a sectional elevation taken substantially on the line 18-18 of Figure 1b.
Figure 19 is a detailed plan view of the stropping station.
Figure 20 is a sectional elevation taken substantially on the line 20-20 of Figure 19. 1
Figure 21 is a sectional elevation taken substantially on the line 21-21 of Figure 20.
Figure 22 is a side elevation of that portion of the machine illustrated in Figure 1c.
Figure 23 is a sectional elevation taken substantially on the line 23-23 of Figure 22 and is partially broken away for clarity of illustration.
Figure 24 is a sectional elevation taken substantiaily on the line 24-24 of Figure 22.
Figure 25 is a sectional elevation taken substantially on the line 25-25 of Figure 22.
Figure 26 is a sectional elevation taken substantially on the line 26-26 of Figure 25.
Referring now to the drawings, the general arrangement of the machine as shown in Figures 1a, 1b and 10 will be briefly described. A coil of thin strip steel 30 is mounted on a supply reel 31 and the strip is fed through a grinding station generally indicated 32, a rough hone station 33, a finish hone station 34, thence through a cleaner unit 35, and then through the stropping station 36. The strip 30 is then led through the pull-out station generally indicated 37, from whence it is formed into a loop 38 and led through the final inspection station 39. The strip passes through intermittent drive unit 40, is formed into a second loop 41, and then led through constant drive unit 42 where the finished sharpened strip is coiled on a take-up reel 43.
The various units forming the respective stations are mounted on a base generally indicated 44 which includes a pair of tubular rail members 45 extending substantially the entire length of the machine. The reel 31, which may include a circular steel plate 46 having a central hub 465/, is journaled on a shaft 47 which is in turn supported on an arm 48 mounted on the base 44. Mounted adjacent the reel 31 on the arm 48 is a center guide member 49 through which the strip 30 is passed, the guide member serving to align the strip centrally of the machine. The guide member 49 may be pivotally connected to the arm 48 as at St to provide for adjustment thereof.
The grinding station 32 includes a pair of opposed parallel grinding rolls 51 and 52 each having stub shafts 53 and 54 respectively at either end journaled in bearing blocks 55 and 56. The bearing blocks 55 and 56 are secured to the blocks 53 and 59 which are in turn slidably Supported at an angle on the base members 60 for adjustment of the grinding members with respect to the strip by manipulation of the wheels 61 and 62. This adjustment mounting is substantially identical with that providcd for the honing stations and will be described with more particularity below. The grinding rolls 51 and 52 each includes a plurality of grinding wheels 63 and 64 of conventional design, the wheels on one of the grinding members being staggered with respect to and interlocked with the wheels on the other member. The grinding rolls rotate downwardly (in the direction of the arrows in Figure 4) with respect to the vertical strip 30 to grind the upper edge thereof and are driven by means of V-belt drives 65 and 66 from a motor 67 and a motor 68. The strip 3i) as it passes between the grinding wheels 63 and 64 is maintained in the proper vertical position by means of hold down rolls 69, one pair of rolls being on either side of the grinding rolls. These hold-down rolls, which are used throughout the machine at the various stations, are described more fully below.
Means are provided to cool and lubricate the strip and the grinding rolls, and as shown in the drawings these means may include the coolant distributor 70 mounted above the strip at the intersection of the grinding wheels. As shown best in Figure 4 the distributor includes an upper longitudinal block 71 having a horizontal fluid passageway 72 extending therethrough and connecting with outlet bore 73. The block is supported on a coolant manifold member 74 which includes a pair of plates 75 and 76 having a horizontal manifold bore 77 in communication with the outlet bore 73. The plates 75 and 76 are provided with a plurality of curved grooves 78 and 79 respectively, affording clearance for the grinding wheels 51 and 52. The plate 75 is further provided with a plurality of recesses 8t) and the plate 76 is likewise provided with similar recesses (not shown). The strip 39 bears against inserts 31 and 82 of hardened steel or other alloy such as tungsten carbide and is held firmly in place against the inserts 81 by the action of the hold-down rolls 69 mentioned above. At all times during the operation of the grinding rolls coolant is pumped from the reservoir 157 (see Figure 3) to the manifold 77 and down over the rolls and strip via the outlet passage 83 to be recovered in a suitable collection pan (not shown) and returned to the reservoir for recycling.
The primary purpose of the grinding station 32 is to remove excess stock from the strip 30 and to bring the vertical dimension, or width of the strip, Within the desired limits. Accordingly, means are provided for measuring the width of the strip as it leaves the grinding station, and as shown in the drawings, particularly Figures la and 10, these means may include the gauge 84 which is of conventional design having a spring loaded foot member 85 adapted to actuate the pointer 86. The gauge 84 is mounted on a vertical arm 87 secured to a transverse base member 88 which in turn is carried on the rails 45. Also carried on the arm 87 is a strip guide block 89 which includes a hard insert 90 upon which the bottom edge of the strip is carried. A gauge block 91 is carried on pivot arm 91a and rests on the upper edge of the strip 30. The gauge foot 85 bears freely on the pivot arm 91a and hence any deviation in the width of the strip will displace the gauge block 91 and hence also the foot 85, thus indicating overor under-size on the dial 92.
The ground strip proceeds from the above described measuring station to the rough hone station 33 which includes a pair of opposed parallel honing rolls 93 and 94 disposed longitudinally in the direction of the strip. These rolls are of the helical or worm type and rotate downwardly against the upper edge of the strip 39 (see Figure 8) so that their operating surfaces advance towards the ground edge of the strip. The rolls 93 and 94 are carried on shafts 95 and 96 respectively which are journaled in suitable bearings on the arms 97 and 98. These arms are secured to block members 99 and 100 which are slidably mounted on base members 101 and 1112. The base members are secured to the frame 103 which is mounted on the rails 45. The honing rolls are encased in a removable cover member 33a (see Figure 3).
Means are provided for adjusting the position of the honing rolls with respect to the strip. As both sides of the honing station 33 are identical, only one side will be described in detail. As shown in Figures 8 and 9 the block member 99 is provided with a longitudinallyextending channel 104 having inclined Walls for slidable engagement with the outwardly inclined upper sides 105 of the base member 101. The upper surface 105a and the upper sides of the base member 101 are inclined at an angle away from the horizontal, the block member 99 being slidable therealong to carry the honing roll 93 away from or towards the strip 30 at an angle. Vertical and horizontal adjustment of the honing rolls is thus provided since the angular movement in one plane is in effect the resultant of the horizontal and vertical components of motion.
Control means are provided for the block member 99, and as shown in the drawings these means may include a mounting plate 106 secured to the outer end of the base member 101 and having journaled therein a shaft 197 having a threaded portion 103 engageable in a threaded aperture 109 in the block member. A control shaft 110 provided with hand wheel 111 is journalcd normal to the shaft 197 in bearings 112 and carries a worm 113 which is engaged with a worm wheel 114 mounted on the shaft 107. From this description it will be understood that by turning the hand wheel the threaded portion 198 of the shaft 197 will be rotated, causing movement of the block member 99 with respect to the base member 101. Mounted on the upper side of I the plate 106 is a sleeve 115 encompassing the shaft 119 and carrying a pair of pointers 116. The hand wheel 111 is provided with graduations (not shown) for indexing purposes.
Fine adjustment of the block member 99 and hence of the honing roll is accomplished with the use of the hand wheel 111 due to the gear reduction between the worm and worm wheel arrangement. Means are provided for disengaging the worm 113 from the worm wheel 114, and as shown in Figure 9 the bearings 112 for the control shaft 110 are carried in an arm 117 which is pivotally connected to the plate 166 by means of the pin 118. The arm 117 is locked in place, with the worm and wheel engaged, by means of bolt 119 which passes through apertures (not shown) in the plate and in the arm. By loosening the bolt, the arm may be swung to the left in Figure 9 to disengage the worm and wheel and the shaft 107 may be turned directly by means of a crank, not shown, engaged in the square end 120 of the shaft.
Drive means are provided for the honing rolls 93 and 9 and as shown in the drawings these means may include a motor 125, the shaft of which is connected by means of the V-belts 126 to a pulley 127 carried on honing roll shaft 96. Since the honing rolls are of the worm type and operate in mesh, the rotation of the respective rolls must be in synchronism. The shaft 96, therefore, is connected to the shaft by suitable transmission gearing 128 to drive the same. This gearing is further arranged so that one or both of the honing rolls may be moved outwardly and out of mesh without disengagement of the transmission gears, thus preserving the synchronous relationship between the two honing rolls. As shown in the drawings, particularly Figures 5 and 7, this transmission gearing includes a driving gear 129 on the reduced portion of the shaft 96 engaged with a gear 130 which is in turn engaged with gear 131 for driving the gear 132 on the reduced portion 121 of the shaft 95. Gears 130 and 131 are mounted on stub shafts 133 and 134 respectively which are journaled at one end in a cross-bar 135. The bar 135 is pivotally connected at its midpoint by means of a pin 136 to a downwardly extending arm 137. The arm 137 is freely slidable vertically in a central opening 138 formed in the upstanding plate 139 which is secured to the frame 103. Disassernbly of the gears 130 and 131 from the gears 129 and 132 is prevented by means of links 140 and 141 which are pivotally connected to arms 98 and 97 and secured to bearings 142 and 143 respectively, in which bearings are journaled the other ends of the stud shafts 133 and 134. The operation of the transmission arrangement will be understood from an inspection of Figure 6 wherein the honing roll 93 is illustrated in the disengaged position, that is, the roll has been moved to the right from the position shown in Figure 5. It will be observed that the gears 129, 130, 131, and 132 are all engaged as in Figure 5, the arm 137 having moved upwardly in the plate 139 to permit the gear 131 to move upwardly and to remain engaged with the gear 132 which has been moved to the right. It will be understood that movement of the honing roll 94 to the left as viewed in Figure 6 will cause a similar action in that the gear 131 will move vertically upwardly to permit the gear 129 to move to the left while remaining engaged therewith.
The motor 125 is adjustably mounted, and as shown in Figure 3 it is secured to a table 150, which is supported at one end by a yoke 151 having a pair of slots 152 engageable with pins 153 extending from the table. The yoke is pivotally connected to the base 44 by means of a cross-shaft 154. The other end of the table is provided with an eye member 155 secured to another crossshaft 154a which is supported on a plurality of jack members 156.
The coolant distributor for the honing station is of necessity somewhat different than that for the grinding station due to the helical shape of the honing rolls. Coolant fluid is fed from the reservoir 157 through the conduit and into the distributor block by means of the pump 158 driven through suitable belting 159 by the motor 160. An upstanding pipe 181 leads from the block to the distributor head 182 (see Figure 8). As shown best in Figures 8, 15 and 16, the distributor head 182 comprises a tubular member 183 upon which is secured the distributor casing 184. The tubular member is provided with a plurality of longitudinally spaced apertures 185 through which is delivered the coolant which strikes the inclined face 186 of the casing. The several streams of coolant emerging from the apertures 185 are merged into a single sheet upon striking the face 186 and are delivered as such from the relatively narrow longitudinal opening 187 in the bottom of the casing 184. By this means an elongated sheet of coolant is continuously delivered to the bite between the honing rolls and completely covering the same.
Strip guide means, in addition to the hold-down rolls 69, are provided at the honing station, and as shown in the drawings, particularly Figures 8, 15 and 17, these means may include the block 190 which is secured to a base 191 mounted on the frame 103 and provided with an upper insert 192 of extremely hard metal. The insert provides a base across which the lower edge of the strip progresses, the strip being held thereagainst by the holddown rolls 69 and the action of the grinding rolls. Sidewise movement of the strip is prevented by means of guide plates 193 and 194 which are adjustably secured to the block 190 by means of clamp members 195, which are in turn secured to the block with threaded members 196. As shown in Figure 17, the upper portions of the guide plates and clamp members are curved to provide clearance for the honing rolls. Over a period of time the portion of the guide plates which contacts the strip will become Worn due to the sliding of the strip thereacross. For this reason the guide plates are adjustably mounted as shown and may be moved upwardly after proper resurfacing to compensate for the loose fit due to wear.
The strip 30 moves from the rough hone station to the optical sizer or comparator generally indicated 200 where the width of the blade is checked to determine if the honing rolls 93 and 94 are properly set. It will be understood that at this stage of the operation it is essential that the partially sharpened edge of the strip not be contacted by any part of the apparatus, and hence the width of the strip cannot be measured with a gauge similar to the gauge 84. Accordingly, as shown in Figure 11, the optical sizer 200 is provided which includes a base member 201mounted on the rails 45. Secured to the base member is an upright arm 202 which carries the sizer gate assembly generally indicated 203. This assembly includes a block 204 having a hardened steel insert 205 and two pairs of hold-down rolls 69 between which the strip is guided. Mounted above the block is the optical gate 206 (see Figure 12) which comprises a plate having an aperture 207 therein. This plate is located immediately to the right of and parallel to the strip as seen in Figure 11. A beam of light is directed from the light source 208 adjustably mounted on the arm 202, across the sharpened edge of the strip, and thence through the microscope 209 which is also mounted on the arm 202. The light proceeds from the microscope in the direction of the phantom line in Figure 11, impinges upon a mirror 210 mounted within the elongated housing 211 and the image is formed upon a ground glass plate 212 at the upper end of the housing. Figures 13 and 14 illustrate two possible images which may be formed upon the ground glass 212, it being understood that the images are inverted. The vertical dimension of the aperture 207 is exactly equal to the required tolerance in the width of the strip. Hence, if the width of the strip is within the acceptable limits the appearance of the image will be as shown in Figure 13, that is, light from the light source 208 will shine only through the aperture and the image will be that of the aperture (reduced in vertical dimension by an amount equal to the amount by which the width of the strip exceeds the minimum limit). In Figure 14 the image is that of an undersize strip, light having passed through the aperture and also between the upper edge of the strip and the bottom edge 213 of the gate 206. The other possibility is, of course, a strip which exceeds the maximum tolerance, and the image for this is not shown. There would be no image; that is, the strip would completeiy cover the aperture in the gate and no light would pass therethrough.
A control box 215 is mounted on the base member 201 for controlling the amount of light emitted from the light source 208 and is provided with an on-off switch 216 and a variable control 217 which operates a variable resistance (not shown).
From the optical sizer the strip 30 proceeds to the finish hone station 34-. This station is substantially identical with the rough hone station previously described with the exception that the honing rolls are finer than those used at the rough hone station. As shown, the grinding rolls and transmission gears are provided with cover members 218 and 219 respectively.
The strip is continuously pulled from the finish hone station to the cleaner unit 35 where coolant which adheres to the strip is removed from the sharpened strip. As shown best in Figure 18, the cleaner unit includes a base 220 mounted on the rails 45. Secured centrally of the base 220 is an upstanding post 221 which carries the cleaner block assembly 222. The block is provided with a central longitudinal passage 223 through which the strip 30 travels, the passage being provided with hardened steel inserts 224- against which the bottom edge of the blade bears. Means are provided to direct a stream of solvent or detergent fluid downwardly over the strip, and as shown in the drawings these means may include the inlet fitting 225 secured to and extending through the upper block wall 226. A vertical central slot 227 leads from the inlet fitting to the surge reservoir 228. The solvent washes down over the strip, cleaning it of substantially all foreign matter which may be contained thereon. Means are provided for sealing the longitudinal passage 223 to prevent leakage of solvent therethrough. As shown in Figure 18, these means may include the air inlet fittings 229, one on either side of the solvent inlet fitting. Vertical bores 230 lead from the inlet fittings through the passage 223 and into the surge reservoir 228. Auxiliary surge passages 231 are provided, one between each of the vertical bores 230 and the central slot 227. It will be understood from the above description that this arrangement permits blasts of air to be directed through the vertical bores 230 and against the strip 30, thus preventing leakage of solvent outwardly along the longitudinal passage 223. The surge passages 231 are provided to permit solvent to leak through the passage 223 from the central slot 227 to build up in the surge passages and it then is forced downwardly through the vertical bores 230 much in the manner of an atomizer.
In order to prevent excessive build up of back pressure in the surge reservoir due to the mixture of air and solvent therein, pressure relief unit 232 is provided. An outlet tubing 233 leads from the bottom of the surge reservoir to the solvent reservoir (not shown), and the tube is provided with a plurality of apertures 234 through which excess air may be bled. In order to prevent loss of solvent through the apertures a splash housing is provided. The housing consists of a cup-shaped portion 236 encircling the apertures 234 and has a flange 237 secured to the tubing 233. A final air dryer unit is provided on the cleaner block assembly 222, and as shown this includes the air inlet fitting 238 which leads to a manifold a.
239 which serves a plurality of longitudinally-spaced vertical bores 240 extending downwardly across the passage 241 through which the strip is led.
The cleaned blade is given a final polish at the shopping station 36 which is generally similar to the grinding station previously described, with the exception that the stropping rolls 245 and 246 are of a material such as leather and rotate in the opposite direction. That is, the rolls rotate upwardly with respect to the strip and in the direction of the arrows in Figure 21. This upward force against the sharpened edge of the strip tends to lift the strip from the carbaloy insert base 247, and hence means are provided to firmly hold the strip down against the base 247. As shown in the drawings, particularly Figure 19, these means may include the pairs of hold-down rolls 69 69 and 69. As shown, each of the stropping rolls is provided with a central annular groove 248 which provides clearance for the pair of hold-down rolls 69* mounted centrally of the stropping rolls. A strip guide member 281 is also provided to hold the strip down against the action of the stropping rolls.
As shown in Figures 20 and 21, each pair of holddown rolls includes a roll 249 and a roll 250, each mounted for free rotation about an axis which is inclined or canted slightly from the vertical. As shown best in Figure 20, this inclination is in the direction of travel of the strip, so that the strip is continuously forced downwardly by the rolls. Each of the hold-down roller assemblies includes a block 251 secured to a suitable base 252 by means of threaded members 253. The roll 249 is journaled on a shaft 254 which is secured in an aperture 255 in the block. The shaft is mounted at an angle from the vertical to provide the necessary inclination of the roll 249, and similarly the upper surface 256 of the block is inclined at the same angle from the horizontal so that the washer 257 may bear thereagainst.
Means are provided for resiliently mounting the roll 250, and as shown in the drawings, the roll is journaled on a shaft 258 having a reduced portion 259 secured to a transverse pin 260. The pin 260 is transversely slidable in a bore 270 and has a central groove 271 through which the shaft 254 passes. A set screw 272 may be provided as shown in the end of the pin 260 to firmly secure the shaft 258 thereto. A downwardly extending arm 273 has an aperture 274 through which the grooved end of the pin 260 extends, the arm being secured thereto by means of a split ring 275. Mounted on the lower end of the arm 273 is a plunger 276 which operates in a transverse bore 277 in the block 251. The plunger is provided with a central bore 278 within which is con tained a coil spring 279 which bears against the end of the bore 278 and against an adjusting screw 280. The spring 279 normally urges the plunger 276 to the right as seen in Figure 21 and hence also, through the medium of the rigid arm 273, urges the pin 260 and the roll 250 to the right against the strip. This resilient mounting permits the roll 250 to firmly bear against the strip which is backed by the roll 249 even though there may be slight irregularities in the shape and width of the strip.
Means are provided to lock the roll 250 in inoperative position, and as shown in Figure 21 these means may include cam member 285 which includes a head 286 mounted on the lower portion of the block 251 by means of a threaded element 287 extending through a central opening 288 in the head and engaged with the threaded bore 289 in the block. A washer 290 may be interposed between the head 286 and the side of the block. A cam surface 291 is provided on the head 286 and contacting the lower portion of the arm 273 so that when the threaded element is turned in a direction to move the head to the left as seen in Figure 21 the cam surface will ride against the arm and force the arm and the plunger 276 to the left. This also compresses the spring 279, permitting the pin 260 and roll 250 to be moved to the left and away from the strip 30.
The pull-out station 37 is provided with rolls for continuously pulling the strip through the respective stations described above. As shown in Figures 10, 22 and 23, this station includes a base member 295 secured to the rails 45 and carrying a support frame 296. Mounted on the frame is a pair of pull-out rolls 297 and 298 cooperating with a central pull-out roll 299 which is secured to a shaft 300 journaled in bearings 301 in the frame. The shaft is connected by means of coupler member 302 to the drive shaft 303 of the variable speed motor generally indicated at 304. The motor is mounted on auxiliary rails 305 secured to the base 44 at one end and supported at the other end by a jack member 306. A driving gear 307 is keyed to the shaft 300 beneath the pull-out roll 299 and is engaged with gear 308 on the roll 297 and gear 311 on roll 293 to drive the same in the direction of the arrows in Figure 23. As shown, the strip 30 is passed through the bite between rolls 297 I and 299 and then around the roll 299 and through the respect to the frame. The roll 297 is journaled on a pin 312 extending vertically upwardly from an arm 313 which is pivotally connected at one end to the frame by means of a pin 314. At the other end of the arm 313 a link 315 is pivotally connected by means of a pin 316. A tab 317 is secured centrally of the frame and adapted to underlie the link 315 as shown in Figure 23. The link is provided with a downwardly extending arm 313 through which is passed a screw member 319, the end of which bears against the tab 317. understood from this description that the roll 297 may be disengaged from the strip by loosening the screw memher 319 and swinging the link 315 to the right while simultaneously pivoting the arm 313 in a counterclockwise direction as seen in Figure 23. be forced against the strip and roll 299 by turning the screw member 319 in a direction to move the arm 318 away from the tab 317. The pivotal mounting of the roll 293 is similar to that described above, with the exception that the arm 320 which carries the roll and which is pivotally mounted at one end to the frame by means of a pin 321 is provided with a tab 309 at the other end. The link 322 which corresponds to the link 315 is inverted in effect and is pivotally connected to the frame by means of bracket 323 and pin 324.
As pointed out above, as the strip proceeds from the pull-out station it is formed into a loop 38. The loop is supported by a table 330 which is mounted on a leg 331 secured to the frame 296. The pair of holddown rolls 69d act as friction brake means in maintaining the loop in the proper position. The loop functions as a supply medium for the intermittent drive unit (described more fully below) which serve to present successive portions of the strip to the final inspection station 39. By means of this loop it Will be understood that the portion of the strip between the supply reel 31 and the pull-out station 37 may be continuously in motion while that portion of the strip between the pull-out station 37 and the intermittent drive unit 40 may move intermittently with a dwell of snfiicient length of time to permit the sharpened edge of a portion of the strip to be inspected at the inspection station 39.
The inspection station 39 consists of two identical visual inspection units 335 and 336, one on each side of the strip, and therefore only one will be described in a detail. The units 335 and 336 are secured to a base member 337 mounted on the rails 45, the base member having a central support post 350 extending upwardly therefrom, as shown best in Figure 24.
Mounted on the post '350 is a strip guide block 351 having the usual hardened steel insert 352, a pair of hold-down rolls 69 being provided at either end of the block. The inspection unit 335 includes a microscope 353 mounted at an angle from the horizontal as shown, with the objective 354 directed at the sharpened edge of the blade. The microscope is provided with focusing wheels 355 and has an upwardly inclined eye piece 353. A cross bar 359 is secured to the rod 350 and carries a light source 360 which is directed horizontally at the sharpened edge of the strip. At the other end of the cross bar is supported a housing 361 having a ground glass face 362 and containing a bulb 363 or other suit able light source, the ground glass forming a background for the strip edge. Mounted above the housing is a light source 364 directed substantially downwardly. onto the sharpened edge of the strip. Control boxes 365 and 366 are mounted on the rails adjacent the respective inspection units and are provided with switches 367 for the various light sources.
The intermittent drive unit 40 includes a driving roll 3'75 and a driven roll 376 mounted on shafts 377 and 378 respectively. The shaft 377 is journaled in suitable bearings 379 on the frame 380. A bevel gear 390 is carried on the lower end of the shaft 377 and cooperates with the mutilated gear 391 to intermittently turn the shaft The roll 297 may It will be 377 and drive roll 375. The gear segment 391 is mounted on a drive shaft 392, which shaft is coupled with an intermediate shaft 393 by means of a universal joint 394' (see Figure 22). The shaft 393 is coupled by means of the universal joint 395 to a stub shaft 396 which is journaled in the frame 296. A bevel gear 397 is carried on the end of the stub shaft and in engagement with a bevel gear 398 on the shaft 300 for rotation of the mutilated gear 391 in the direction of the arrow in Figure 25. A gear 370 is mounted on the shaft 377 and engaged with a gear 371 on the shaft 378 to drive the same.
Lock means are provided for preventing coasting" of the shaft 377 upon disengagement of the bevel gear 390 from the gear segment 391, and as shown in the drawings this means may include the segmental ring 399 mounted about the periphery of the gear segment 391. This ring cooperates with a lock member 400 secured to the shaft 377. The lock member 400 has a flat end surface 401 which rides on the surface 402 of the ring, preventing rotation of the shaft While the bevel gear 390 is disengaged from the gear segment, the ring being provided with a gap adjacent the toothed portion 403 of the mutilated gear to provide clearance for the lock member while the gears are engaged. The relationship between the teeth of the bevel gear 390 and the mutilated gear 391 is such that upon disengagement thereof, the fiat end surface 401 is in a position to engage the ring 399. Means are provided to cushion the action of the lock member 400 as it initially contacts the ring 399, and as shown in Figure 25, this means may include the friction brake 404 on the shaft 377.
The driven roll 376 is pivotally mounted with respect to the frame much in the same manner as the pull-out rolls 297 and 298, being provided with an arm 405 pivotally connected to the frame at one end and having an adjusting link 406 pivotally connected to the other end, which link has an adjusting screw 407 engageable with a tab 408 on the frame. The sharpened and inspected strip is pushed from the intermittent drive rolls into a small loop 41 which leads to the constant drive rolls 42.
This unit 42 includes a driving roll 416 and a driven roll 417 and are generally similar to the intermittent drive rolls previously described. Here, however, the driven roll, which is mounted on drive shaft 418, is driven at a constant speed by a stud shaft 419 which carries a bevel gear 420 engageable with a gear 421 on the shaft 418. The stub shaft 419 is journaled in the frame 422 and is connected to the shaft 392 by means of a universal joint 423. It will be understood that by means of this drive connection the constant speed rolls are driven at exactly the same speed as are driven the pull-out rolls 37. Therefore, with the above-described arrangement of constant speed pull-out rolls 297 and 293, a loop 388, intermittent drive rolls 375 and 376, loop 41 and constant drive rolls 416 and 417, I have provided means for feeding a strip continuously into one end of the machine and out of the other end of the machine at the same speed, while causing the strip to intermittently dwell at a point intermediate the two ends.
Mounted on the rails 45 is the take-up reel base 430 having an upstanding post 431. Journaled in the post is a vertical shaft 432 which carries the take-up reel 43. Mounted below the reel is a pulley 433 for a belt 434 which is connected to a pulley (not shown) mounted beneath the driven roll 417 for driving the take-up reel in synchronism with the constant speed rolls.
The take-up reel includes a circular plate 435 having a central hub 436 keyed to the shaft about which the coil 437 of sharpened strip is wound. Means are provided for holding the coil on the take-up reel, and as shown in the drawings these means may include the plurality of permanent magnets 438 set into the radial recesses 439 in the plates. I have found that the magnets are effective in holding the coil on the plate, but they do not suffice to enable the coil to be properly reeled thereon. Accordingly, I have found that by slightly beveling the upper surface 449 of the plate, the coil will tend to stack evenly thereon. The inclination or bevel of the upper surface of the plate is exaggerated in Figure 2 for clarity of illustration; only a very slight bevel is required.
A switch box 450 is mounted on the base 44 from which the conduit 451 leads to the various electrical motors previously described. The box is provided with switch buttons 452 for controlling the operation of the various elements of the machine. It is essential that the grinding, honing and stropping stations be supplied at all times with coolant, and therefore means are provided to stop the operation of these stations upon failure of the coolant system. As shown in Figure 3, the coolant conduit 170 is provided with a control or safety valve 453 of conventional design which is responsive to insuflicient coolant pressure to de energize the electrical system.
Having fully described my invention, it is to be understood that I do not Wish to be limited to the details herein set forth, but my invention is of the full scope of the appended claims. 1
I claim: 3
1. In apparatus of the character described, the combination of a base member, a pair of block members'slidably mounted on said base member, apairof bearings secured to each of said block members, a. pair of helical honing rolls, each having a shaft journaled in the bearings of each block member with the axes .of the rolls in parallel relation, the rolls normally being intermeshed, drive means for one of said shafts, a gear on each of said shafts, a plate secured to the base member and having an opening extending therethrough in a direction perpendicular to a. plane through said roll axes, an armfreely slidable in .said' gears on the roll shafts, and a pair of links, each pivotally. connected to one of said roll shafts and to the correspond.
ing stub shaft, whereby the honing rolls may be moved out of mesh without disengaging said gears.
2. In apparatus of the character described, the combination of a base member, a pair of block members slid-.
ably mounted on said base member for movement in.
paths inclined from the horizontal, a pair of bearings secured to each of said block members, a pair of helical honing rolls, each having a shaft journaled in the bearings of each block member with the axes of the rolls in parallel relation, the rolls normally being intermeshed, drive means for one of said shafts, a. gear on each of said shafts, a plate secured to the base member and having an opening extending therethrough in a direction perpendicular to a plane through said roll axes, an arm freely slidable in said opening, a bar pivotally connected at its midpoint to one end of said arm, stub shafts journaled in each end of the arm, a pair of intermeshed gears, one carried on each of said stub shafts, each gear being engaged with one of said gears on the roll shafts, and a pair of links, each pivotally connected to one of said roll shafts and to the corresponding stub shaft, whereby the honing rolls may be moved out of mesh without disengaging said gears.
3. In apparatus of the character described, the combination of a base member, a pair of block members slidably mounted on said base member, a pair of bearings secured to each of said block members, a pair of honing rolls, each having a shaft journaled in the bearings of each block member with the axes of the rolls in parallel relation, drive means for one of said shafts, a gear on each of said shafts, a plate secured to the base member and having an opening extending therethrough in a direction perpendicular to a plane through said roll axes, an arm freely slidable in said opening, a bar pivotally connected at its midpoint to one end of said arm, stub shafts journaled in each end of the arm, a pair of intermeshed gears, one carried on each of said stub shafts, each gear being engaged with one of said gears on the roll shafts, and a pair of links, each pivotally connected to one of said roll shafts and to the corresponding stub shaft, whereby the honing rolls may be moved bodily without disengaging said gears. 1
4. In apparatus of the character described, the combination of a base member, a pair of block members slidably mounted on said base member, a pair of bearings secured to each of said block members, a pair of helical honing rolls, each having a shaft journaled in the bearings of each block member with the axes of the rolls in parallel relation, the rolls normally being intermeshed, drive means for one of said shafts, a gear on each of said shafts, a plate s'ecured to the base member and having an opening extending therethrough in a direction perpendicular to a plane through said roll axes, an arm freely slidable in said opening, a pair of intermeshed gears, each gear being engaged with one of said gears on the roll shafts, and means operably connecting said pair of intermeshed gears to said arm and to said shafts whereby the honing rolls may be moved out of mesh without disengaging said gears.
References Cited in the file of this patent UNITED STATES PATENTS 615,012 Britton Nov. 29, 1898 802,731 Bex Oct. 24, 1905 1,001,098 Uebelmesser Aug. 22, 1911 1,197,141 Mergenthaler Sept. 5, 1916 1,286,518 Brassill Dec. 3, 1918 1,370,381 Tarbox Mar. 1, 1.921 1,441,536 Mossb erg Jan. 9, 1923 1,469,721 Edwards Oct. 2, 1923 1,692,789 Young Nov. 20, 1928 1,734,494 Kohlmiller Nov. 5, 1929 1,835,397 Holtzman -Q. Dec. 8, 1931 1,901,829 Gaisman Mar. 14, 1933 1,902,022 Gaisman Q. Mar. 21, 1933 1,915,478 Sheehan June 27, 1933 1,937,795, Sheehan Dec. 5, 1933 2,156,038 Bodkin Apr. 25, 1939 2,189,059 Dearsley Feb. 6, 1940 2,239,580 Statz Apr. 22, 1941 2,276,494 Kellogg Mar. 17, 1942 2,277,373 Somes Mar. 24, 1942 2,290,964 Hill July 28, 1942 2,313,639 Hauser -2 Mar. 9, 1942 2,358,296 Baty Sept. 19, 1944 2,365,322 Ashworth Dec. 19, 1944 2,373,107 Duffy Apr. 10, 1945 2,475,743 Haringx July 12, 1949 2,481,588 Hamilton Sept. 13, 1949 2,522,071 Tait Sept. 12, 1950 2,540,367 Hamilton Feb. 6, 1951 2,550,680 Ewing et al. May 1, 1951 2,612,730 Lowe Oct. 7, 1952
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US215127A US2709874A (en) | 1951-03-12 | 1951-03-12 | Strip sharpening machine |
| US504913A US2863660A (en) | 1951-03-12 | 1955-04-29 | Strip sharpening machine |
| US504821A US2836374A (en) | 1951-03-12 | 1955-04-29 | Winding reel for a sharpening machine |
| US504855A US2879779A (en) | 1951-03-12 | 1955-04-29 | Strip cleaning device |
| US505343A US2911762A (en) | 1951-03-12 | 1955-05-02 | Strip sharpening machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US215127A US2709874A (en) | 1951-03-12 | 1951-03-12 | Strip sharpening machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US2709874A true US2709874A (en) | 1955-06-07 |
Family
ID=22801772
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US215127A Expired - Lifetime US2709874A (en) | 1951-03-12 | 1951-03-12 | Strip sharpening machine |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US2709874A (en) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3025747A (en) * | 1956-02-01 | 1962-03-20 | Philip Morris Inc | Method and apparatus for determining cutting ability of an edged metal tool |
| US3218000A (en) * | 1963-02-18 | 1965-11-16 | Wilson Eng Co Inc Lee | Strip handling apparatus |
| US3238675A (en) * | 1964-11-25 | 1966-03-08 | James D Abbott | Automatic grinding apparatus and grinding method |
| US3325949A (en) * | 1964-11-24 | 1967-06-20 | Cincinnati Milling Machine Co | Workpiece cooling apparatus for grinding machines |
| US3461616A (en) * | 1966-10-14 | 1969-08-19 | Gillette Co | Methods and apparatus for sharpening razor blades or similar cutting tools |
| US3468195A (en) * | 1965-12-27 | 1969-09-23 | Philip Morris Inc | Method of making narrow ribbon blades |
| US3494081A (en) * | 1967-12-07 | 1970-02-10 | Philip Morris Inc | Process of forming a blade cutting edge |
| US4265055A (en) * | 1977-12-05 | 1981-05-05 | Warner-Lambert Company | Method and apparatus for forming a razor blade edge |
| US4718197A (en) * | 1986-06-18 | 1988-01-12 | Rath Hans M | Modular industrial blade grinding and honing machine |
| US5121570A (en) * | 1988-01-06 | 1992-06-16 | Cockerill Sambre, Societe Anonyme | Device for continuously grinding the edges of moving metal foils |
| US6386952B1 (en) | 2000-04-26 | 2002-05-14 | Specialty Blades, Inc. | Single station blade sharpening method and apparatus |
| US20030194958A1 (en) * | 2000-12-22 | 2003-10-16 | Gregory E. Bark | Knife-edge sharpening apparatus |
Citations (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US615012A (en) * | 1898-11-29 | Fire-hose washer | ||
| US802731A (en) * | 1905-01-31 | 1905-10-24 | Frederick Bex | Grinding-machine. |
| US1001098A (en) * | 1908-10-05 | 1911-08-22 | American Moving Picture Machine Company | Winding mechanism for moving-picture machines. |
| US1197141A (en) * | 1912-11-12 | 1916-09-05 | Eugene G Mergenthaler | Machine for grinding, stropping, and boxing razor-blades. |
| US1286518A (en) * | 1918-03-08 | 1918-12-03 | Frank Aloisious Brassill | Guard and water-feed combination. |
| US1370381A (en) * | 1914-03-16 | 1921-03-01 | John P Tarbox | Machine for forming razor-blades |
| US1441536A (en) * | 1920-10-04 | 1923-01-09 | Mossberg Pressed Steel Corp | Stropper |
| US1469721A (en) * | 1919-09-19 | 1923-10-02 | Morgan Construction Co | Method of handling hot metal strip and apparatus therefor |
| US1692789A (en) * | 1927-04-18 | 1928-11-20 | Laclede Steel Company | Magnetic coiling device |
| US1734494A (en) * | 1927-07-30 | 1929-11-05 | Alfred A Kohlmiller | Machine for sharpening blades |
| US1835397A (en) * | 1925-06-13 | 1931-12-08 | Holtzman John | Safety razor sharpener |
| US1901829A (en) * | 1928-01-18 | 1933-03-14 | Gillette Safety Razor Co | Metal aligning device |
| US1902022A (en) * | 1929-04-11 | 1933-03-21 | Gillette Safety Razor Co | Metal sharpening machine |
| US1915478A (en) * | 1928-07-26 | 1933-06-27 | Wade & Butcher Corp | Grinding machine for razor blades |
| US1937795A (en) * | 1928-07-26 | 1933-12-05 | Wade & Butcher Corp | Rough honing machine for razor blades |
| US2156038A (en) * | 1932-02-10 | 1939-04-25 | Conrad Razor Blade Co Inc | Strip aligning means |
| US2189059A (en) * | 1936-12-19 | 1940-02-06 | American Mach & Foundry | Feeding of web material to cigarette tipping apparatus and other machines |
| US2239580A (en) * | 1938-06-16 | 1941-04-22 | Statz John | Method and means for removing surface imperfections from rods and wire |
| US2276494A (en) * | 1939-10-31 | 1942-03-17 | Rca Corp | Web feeding apparatus |
| US2277373A (en) * | 1939-04-08 | 1942-03-24 | Budd Induction Heating Inc | Grinding machine |
| US2290964A (en) * | 1941-06-03 | 1942-07-28 | Magazine Repeating Razor Co | Blade honing machine |
| US2313639A (en) * | 1940-03-07 | 1943-03-09 | Firm A G Fur Optisch Mechanisc | Optical testing and measuring apparatus |
| US2358296A (en) * | 1941-08-25 | 1944-09-19 | Baty James Elphinstone | Optical apparatus for measuring, gauging, and the like |
| US2365322A (en) * | 1941-12-01 | 1944-12-19 | American Rolling Mill Co | Guide |
| US2373107A (en) * | 1943-07-15 | 1945-04-10 | Duffy Charles Hugh | Mechanical movement |
| US2475743A (en) * | 1943-09-30 | 1949-07-12 | Hartford Nat Bank & Trust Co | Device for guiding thin film bands |
| US2481588A (en) * | 1947-10-08 | 1949-09-13 | Alfred E Hamilton | Grinding and polishing machine of the rotary-tool type |
| US2522071A (en) * | 1943-04-06 | 1950-09-12 | Tait William Henry | Valve structure for passage of strip material through the wall of liquid treatment baths |
| US2540367A (en) * | 1947-07-05 | 1951-02-06 | Alfred E Hamilton | Method of grinding and finishing strip metal |
| US2550680A (en) * | 1949-02-24 | 1951-05-01 | Ewing Dev Company | Means for intermittently feeding stock |
| US2612730A (en) * | 1950-09-15 | 1952-10-07 | Crucible Steel Co America | Coil grinding equipment |
-
1951
- 1951-03-12 US US215127A patent/US2709874A/en not_active Expired - Lifetime
Patent Citations (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US615012A (en) * | 1898-11-29 | Fire-hose washer | ||
| US802731A (en) * | 1905-01-31 | 1905-10-24 | Frederick Bex | Grinding-machine. |
| US1001098A (en) * | 1908-10-05 | 1911-08-22 | American Moving Picture Machine Company | Winding mechanism for moving-picture machines. |
| US1197141A (en) * | 1912-11-12 | 1916-09-05 | Eugene G Mergenthaler | Machine for grinding, stropping, and boxing razor-blades. |
| US1370381A (en) * | 1914-03-16 | 1921-03-01 | John P Tarbox | Machine for forming razor-blades |
| US1286518A (en) * | 1918-03-08 | 1918-12-03 | Frank Aloisious Brassill | Guard and water-feed combination. |
| US1469721A (en) * | 1919-09-19 | 1923-10-02 | Morgan Construction Co | Method of handling hot metal strip and apparatus therefor |
| US1441536A (en) * | 1920-10-04 | 1923-01-09 | Mossberg Pressed Steel Corp | Stropper |
| US1835397A (en) * | 1925-06-13 | 1931-12-08 | Holtzman John | Safety razor sharpener |
| US1692789A (en) * | 1927-04-18 | 1928-11-20 | Laclede Steel Company | Magnetic coiling device |
| US1734494A (en) * | 1927-07-30 | 1929-11-05 | Alfred A Kohlmiller | Machine for sharpening blades |
| US1901829A (en) * | 1928-01-18 | 1933-03-14 | Gillette Safety Razor Co | Metal aligning device |
| US1937795A (en) * | 1928-07-26 | 1933-12-05 | Wade & Butcher Corp | Rough honing machine for razor blades |
| US1915478A (en) * | 1928-07-26 | 1933-06-27 | Wade & Butcher Corp | Grinding machine for razor blades |
| US1902022A (en) * | 1929-04-11 | 1933-03-21 | Gillette Safety Razor Co | Metal sharpening machine |
| US2156038A (en) * | 1932-02-10 | 1939-04-25 | Conrad Razor Blade Co Inc | Strip aligning means |
| US2189059A (en) * | 1936-12-19 | 1940-02-06 | American Mach & Foundry | Feeding of web material to cigarette tipping apparatus and other machines |
| US2239580A (en) * | 1938-06-16 | 1941-04-22 | Statz John | Method and means for removing surface imperfections from rods and wire |
| US2277373A (en) * | 1939-04-08 | 1942-03-24 | Budd Induction Heating Inc | Grinding machine |
| US2276494A (en) * | 1939-10-31 | 1942-03-17 | Rca Corp | Web feeding apparatus |
| US2313639A (en) * | 1940-03-07 | 1943-03-09 | Firm A G Fur Optisch Mechanisc | Optical testing and measuring apparatus |
| US2290964A (en) * | 1941-06-03 | 1942-07-28 | Magazine Repeating Razor Co | Blade honing machine |
| US2358296A (en) * | 1941-08-25 | 1944-09-19 | Baty James Elphinstone | Optical apparatus for measuring, gauging, and the like |
| US2365322A (en) * | 1941-12-01 | 1944-12-19 | American Rolling Mill Co | Guide |
| US2522071A (en) * | 1943-04-06 | 1950-09-12 | Tait William Henry | Valve structure for passage of strip material through the wall of liquid treatment baths |
| US2373107A (en) * | 1943-07-15 | 1945-04-10 | Duffy Charles Hugh | Mechanical movement |
| US2475743A (en) * | 1943-09-30 | 1949-07-12 | Hartford Nat Bank & Trust Co | Device for guiding thin film bands |
| US2540367A (en) * | 1947-07-05 | 1951-02-06 | Alfred E Hamilton | Method of grinding and finishing strip metal |
| US2481588A (en) * | 1947-10-08 | 1949-09-13 | Alfred E Hamilton | Grinding and polishing machine of the rotary-tool type |
| US2550680A (en) * | 1949-02-24 | 1951-05-01 | Ewing Dev Company | Means for intermittently feeding stock |
| US2612730A (en) * | 1950-09-15 | 1952-10-07 | Crucible Steel Co America | Coil grinding equipment |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3025747A (en) * | 1956-02-01 | 1962-03-20 | Philip Morris Inc | Method and apparatus for determining cutting ability of an edged metal tool |
| US3218000A (en) * | 1963-02-18 | 1965-11-16 | Wilson Eng Co Inc Lee | Strip handling apparatus |
| US3325949A (en) * | 1964-11-24 | 1967-06-20 | Cincinnati Milling Machine Co | Workpiece cooling apparatus for grinding machines |
| US3238675A (en) * | 1964-11-25 | 1966-03-08 | James D Abbott | Automatic grinding apparatus and grinding method |
| US3468195A (en) * | 1965-12-27 | 1969-09-23 | Philip Morris Inc | Method of making narrow ribbon blades |
| US3461616A (en) * | 1966-10-14 | 1969-08-19 | Gillette Co | Methods and apparatus for sharpening razor blades or similar cutting tools |
| US3494081A (en) * | 1967-12-07 | 1970-02-10 | Philip Morris Inc | Process of forming a blade cutting edge |
| US4265055A (en) * | 1977-12-05 | 1981-05-05 | Warner-Lambert Company | Method and apparatus for forming a razor blade edge |
| US4718197A (en) * | 1986-06-18 | 1988-01-12 | Rath Hans M | Modular industrial blade grinding and honing machine |
| US5121570A (en) * | 1988-01-06 | 1992-06-16 | Cockerill Sambre, Societe Anonyme | Device for continuously grinding the edges of moving metal foils |
| US6386952B1 (en) | 2000-04-26 | 2002-05-14 | Specialty Blades, Inc. | Single station blade sharpening method and apparatus |
| US20030027502A1 (en) * | 2000-04-26 | 2003-02-06 | White Christopher A. | Single station blade sharpening method and apparatus |
| US6860796B2 (en) | 2000-04-26 | 2005-03-01 | Christopher A. White | Single station blade sharpening method |
| US20030194958A1 (en) * | 2000-12-22 | 2003-10-16 | Gregory E. Bark | Knife-edge sharpening apparatus |
| US7722442B2 (en) * | 2000-12-22 | 2010-05-25 | Gt Knives, Inc. | Knife-edge sharpening apparatus |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US2709874A (en) | Strip sharpening machine | |
| US4028788A (en) | Method of refurbishing turbine blade air seal flanges | |
| US2587603A (en) | Turbine blade grinding machine | |
| US1323452A (en) | Stttabt a | |
| US4051636A (en) | Method and apparatus for grinding turbine and compressor blades to dimension | |
| US2863660A (en) | Strip sharpening machine | |
| US1666237A (en) | Automatically-adjustable grinding wheel | |
| US2770080A (en) | Apparatus for combining sheets of paper | |
| US1958001A (en) | Grinding machinery | |
| US3969848A (en) | Turbine blade air seal edge grinder | |
| US3071904A (en) | Strip sharpening method | |
| US1919288A (en) | Method and apparatus for truing a grinding wheel | |
| US1049412A (en) | Forwarding device for razor-blade-grinding machines. | |
| CN210676369U (en) | Steel division device for steel bar steel rolling production line slitting guide in steel industry | |
| US2060785A (en) | Grinding machine | |
| US1952634A (en) | Buffing machine | |
| US1914013A (en) | Metal strip sharpening machine | |
| US2030850A (en) | Grinding machine | |
| US1736167A (en) | Grinding machine | |
| US1841809A (en) | Grinding machine | |
| US2768619A (en) | Grinding wheel dressing apparatus | |
| US1709818A (en) | Grinding | |
| US3045399A (en) | Method for honing bearing surfaces | |
| US2911762A (en) | Strip sharpening machine | |
| US1715697A (en) | Trimmer mechanism |