US1851932A - Method of finishing metalware - Google Patents
Method of finishing metalware Download PDFInfo
- Publication number
- US1851932A US1851932A US40123A US4012325A US1851932A US 1851932 A US1851932 A US 1851932A US 40123 A US40123 A US 40123A US 4012325 A US4012325 A US 4012325A US 1851932 A US1851932 A US 1851932A
- Authority
- US
- United States
- Prior art keywords
- balls
- article
- pan
- mass
- finishing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title description 10
- 229910052751 metal Inorganic materials 0.000 description 14
- 239000002184 metal Substances 0.000 description 14
- 230000000694 effects Effects 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 239000000344 soap Substances 0.000 description 2
- 241000127225 Enceliopsis nudicaulis Species 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 229910001651 emery Inorganic materials 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B31/00—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor
- B24B31/006—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor for grinding the interior surfaces of hollow workpieces
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/47—Burnishing
Definitions
- This invention relates to an improved method of producing the surface finish of metal -it has been the usual practice to polish the exterior surface by buffing the same, and to finish the interior surface by employing thereon, what is known as 'a scratch brush,
- abrading material such as emery cloth which removes the skin or surface metal and provides a scratched or Sunray finish, as distinguished from a polished" finish.
- the removal of the skin, or surface metal has the effect of exposing the softer metal and leaving the surface comparatively rough and sub- 7 ject to contamination and very difficult to clean.
- the primary purpose of thus finishing the interior has been to make the article more attractive, from the sales standpoint, at the expense of sacrificing the desirable characteristics inherent in the natural skin or surface metal.
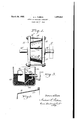
- FIG. 1 is an elevation of a simple form of apparatus for carrying out my'improvedmethod, certain parts being broken away;
- Fig. 2 is a section through the Wall of a utensil, which has been finished in accordance with my invention, for the purpose of indicating the portion of the article that is treated;
- Fig. 3 is a sectional view showing a modified form of apparatus by which both the interior and exterior of the utensil may be finished.
- the method comprises the mounting of the article on a suitable support in such manner that it may be continuously rotated and to confine in contact with the surface or surfaces to be finished, a mass of steel balls of different sizes which, when the article is rotated, tumble and rollupon the surface against which the balls bear and act to condense and harden the surface and at the same time to produce a 'uniformly' bright and attractive polished surface.
- a cleansing solution should be used with the balls to practically submerge the.
- a cleansing solution consisting of two ounces of burnishing soap per gallon of water, having been found satisfactory.
- the solution also serves as a lubricant, thereby facilitating and assisting the movement of the utensil through the mass of balls.
- the rotation of the fixture should be at such speed as will give the surface of the utensil a velocity from 540 to 620 feet per minute, slower speeds requiring considerably longer time for the operation. It has been my experience that the utensil should be rotated for about to minutes, under conditions named, in order to produce the desired effects.
- the pan 10 Before the pan 10 is placed in the fixture, it is partially filled with steel balls which are indicated at 18, these balls being preferably of different sizes and promiscuously arranged so that when the-fixture is rotated, they will act throughout the entire inner surface without forming tracks or grooves. I have found it desirable to fill the pan 10 with balls to slightly above the axis of rotation, and that ballsfroim A; to 7 in diameter give satisfactory results.
- the balls When the fixture is mounted the balls arrange themselves in the pan 10 to about the level indicated at 19 and as the fixture rotates, the balls roll around on the inner surface of the pan and also have a tumbling action which has the effect of hammering the inner surface by minute blows.
- the purpose in having a relatively large mass of balls is to impose a substantial load on the balls, which are in contact with the surface of the utensil, so that the pressure will have the effect of rolling down any irregularities in the surface and produce a uniformly smooth surface.
- the heavy line 20, in Fig. 2, represents,
- the surface that is treated and a careful examination of the article after treatment disclosed the fact that the surface metal is considerably hardened or condensed and rolled out to a uniformly smooth and bright finish which is more attractive than the scratched finishes heretofore used and has none of the objectionable features of the latter.
- a piece of hollow ware may be polished upon the outside or upon both the inside and outside.
- means is provided for rotatably supporting a pan 21 or other article within a suitable container 22 which is partially filled with steel balls 23 of various sizes corresponding to the balls 18 shown in Fig. 1.
- the pan is held by suitable grippers 24, carried by the inner end of a horizontal shaft 25 journaled in a wall of the container 22 and having upon the outside of the container a pulley 26 by which it may be driven.
- the grippers 24 may be of any suitable form for securing the pan against relative rotation with respect to the shaft.
- the container 22 is preferably filled with balls to a level slightly from sheet metal which consists in rotating above the shaft 25 and sufficient cleansing solution, containing burnlshmg soap, is added to substantially submerge the ballss
- the shaft 25 and pan 21 are rotated at a speed such that the speed of movement of the peripheral portions of the pan traveling through the mass of ballsis from 540 to 620 feet per minute.
- the mass of balls 23, within the pan acts upon the inner surface thereof in a manner similar to the balls 18 within the pan 10 and a corresponding polishing effect is produced by the balls acting upon the outside surface.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
March 29, 1932. A. 1.. FABENS un'rnon OF FINISHING METALWARE Filed June 27, 1925 'WW M.
Patented Mar. 29, 1932 UNITED STATES PATENT OFFICE ANDREW I4. FABENS, OF WOOSTEB, OHIO, ASSIGNOR TO THE BUCKEYE ALUMINUM COM- PANY, OI WOOSTER, OHIO, A CORPORATION OF OHIO METHOD OF FINISHING METALWABE Application filed Junev 27, 1925. Serial No. 40,123.
This invention relates to an improved method of producing the surface finish of metal -it has been the usual practice to polish the exterior surface by buffing the same, and to finish the interior surface by employing thereon, what is known as 'a scratch brush,
or abrading material, such as emery cloth which removes the skin or surface metal and provides a scratched or Sunray finish, as distinguished from a polished" finish. The removal of the skin, or surface metal, has the effect of exposing the softer metal and leaving the surface comparatively rough and sub- 7 ject to contamination and very difficult to clean. The primary purpose of thus finishing the interior has been to make the article more attractive, from the sales standpoint, at the expense of sacrificing the desirable characteristics inherent in the natural skin or surface metal.
It is one of the objects of this invention to produce a finish that will avoid the removal of the skin or surface metal and, at the same time, provide a smooth and hardened surface that will be of uniform character and more attractive in appearance than the scratched finish.
It is a further object of the invention to provide a more sanitary utensil that will have better wearing qualities and a surface that will beless easily scratched or marred in the usual handling operations prior to reaching the ultimate consumer.
Other objects of the invention and the features of novelty will be apparent from the following description taken in connection with the accompanying drawings, in which, Fig;
1 is an elevation of a simple form of apparatus for carrying out my'improvedmethod, certain parts being broken away; Fig. 2 is a section through the Wall of a utensil, which has been finished in accordance with my invention, for the purpose of indicating the portion of the article that is treated; and Fig. 3 is a sectional view showing a modified form of apparatus by which both the interior and exterior of the utensil may be finished.
In a generalway, the method comprises the mounting of the article on a suitable support in such manner that it may be continuously rotated and to confine in contact with the surface or surfaces to be finished, a mass of steel balls of different sizes which, when the article is rotated, tumble and rollupon the surface against which the balls bear and act to condense and harden the surface and at the same time to produce a 'uniformly' bright and attractive polished surface.
The use of small balls in combination with the large ones has the effect of separating the larger balls so that 'they cannot form a regular arrangement as this would be detrimental, owing to the fact that the balls would tend to remain in a regular formation and produce lines or grooves. The small balls fill the interstices between the larger balls.
before being used and a sufficient amount of a cleansing solution should be used with the balls to practically submerge the. latter, a cleansing solution consisting of two ounces of burnishing soap per gallon of water, having been found satisfactory. The solution also serves as a lubricant, thereby facilitating and assisting the movement of the utensil through the mass of balls. The rotation of the fixture should be at such speed as will give the surface of the utensil a velocity from 540 to 620 feet per minute, slower speeds requiring considerably longer time for the operation. It has been my experience that the utensil should be rotated for about to minutes, under conditions named, in order to produce the desired effects.
Referring to Fig. 1 of the drawings, in
.which I have shown apparatus for polishing which serves as a gasket, this gasket being clamped against the rim of the pan by means of the bolts 14 which connect the discs 11 and 12. The discs 11 and 12 are provided with trunnions 15 and 16, respectively, which are in alignment and may be mounted in suitable bearing brackets, or otherwise held, so that the fixture may be rotated about the axis of the trunnions. At 17 I have indicated diagrammatically, a pulley for rotating the fixture, but any other suitable means may be employed for this purpose.
Before the pan 10 is placed in the fixture, it is partially filled with steel balls which are indicated at 18, these balls being preferably of different sizes and promiscuously arranged so that when the-fixture is rotated, they will act throughout the entire inner surface without forming tracks or grooves. I have found it desirable to fill the pan 10 with balls to slightly above the axis of rotation, and that ballsfroim A; to 7 in diameter give satisfactory results. When the fixture is mounted the balls arrange themselves in the pan 10 to about the level indicated at 19 and as the fixture rotates, the balls roll around on the inner surface of the pan and also have a tumbling action which has the effect of hammering the inner surface by minute blows. The purpose in having a relatively large mass of balls is to impose a substantial load on the balls, which are in contact with the surface of the utensil, so that the pressure will have the effect of rolling down any irregularities in the surface and produce a uniformly smooth surface. The heavy line 20, in Fig. 2, represents,
the surface that is treated and a careful examination of the article after treatment disclosed the fact that the surface metal is considerably hardened or condensed and rolled out to a uniformly smooth and bright finish which is more attractive than the scratched finishes heretofore used and has none of the objectionable features of the latter.
In Fig. 3 of the drawings, I have illustrated a modification of the invention by which a piece of hollow ware may be polished upon the outside or upon both the inside and outside. In this modification, means is provided for rotatably supporting a pan 21 or other article within a suitable container 22 which is partially filled with steel balls 23 of various sizes corresponding to the balls 18 shown in Fig. 1. The pan is held by suitable grippers 24, carried by the inner end of a horizontal shaft 25 journaled in a wall of the container 22 and having upon the outside of the container a pulley 26 by which it may be driven. The grippers 24 may be of any suitable form for securing the pan against relative rotation with respect to the shaft. The container 22 is preferably filled with balls to a level slightly from sheet metal which consists in rotating above the shaft 25 and sufficient cleansing solution, containing burnlshmg soap, is added to substantially submerge the ballss The shaft 25 and pan 21 are rotated at a speed such that the speed of movement of the peripheral portions of the pan traveling through the mass of ballsis from 540 to 620 feet per minute. The mass of balls 23, within the pan, acts upon the inner surface thereof in a manner similar to the balls 18 within the pan 10 and a corresponding polishing effect is produced by the balls acting upon the outside surface.
While I have illustrated and described very simple and elemental apparatus for practising my improved method, I contemplate the use of special machinery for carrying out the method as a continuous operation in commercial production and in my application Serial No. 40,122 filed June 27, 1925, I have disclosed one form of apparatus for thus practisin the method on a commercial scale.
Having thus described my invention, I claim:
1. The herein described -method of pro-' ducing a hardened and bright surface on an article of metal ware stamped or spun from sheet metal which consists in supporting in contact with the surface of said article a mass of relatively hard balls of different sizes andpromiscuous arrangement, and moving said article continuously and uniformlywith respect to said mass of balls to cause the balls contiguous to said surface to move progressively over said surface and to constantly change their relative arrangement, whereby surface irregularities are rolled down and the surface metal compacted.
2. The herein described method of producing a hardened and bright surface on wares stamped or spun from relatively soft sheet metal which consists in running against said surface, for a sufiicient time to act uniformly thereon and roduce the desired effect, a mass of relatively hard balls of different sizes and promiscuous arrangement which are forcibly pressed against said surface and permitted to constantly change their relative arrangement.
3. The herein described method. of producing a hardened and bright surface on wares stamped or spun from relatively soft sheet metal which consists in running against said surface, for a suflicient time to act uniformly. thereon and produce the desired effect, a mass of relatively hard balls of different sizes and promiscuous arrangement which are forcibly pressed against said surface and permitted to constantly change their relative arrangement, and the balls being submerged in a cleansing and lubricating solution.
4. The herein. described'method of producing a hardened and bright surface on the interior of an article stamped or spun the article with a mass of relatively hard balls of different sizes and promiscuous arballs.
rangement therein, the rotation of the article efiecting movement of the balls on said surface, the quantity of saidballs being 'suflicient to l lirovide the necessary wei ht to force the ba s which contact with sai surface thereagainst with suflicient pressure to roll down surface irregularities and compact the surface metal.
5. The herein described method of producing a hardened and bright surface on the interior of an article stamped or spun from relatively soft sheet metal which consists in rotating the article with a mass of relative.-
' In testimony whereof, I hereunto ailix my signature.
ANDREW L. FABENS.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US40123A US1851932A (en) | 1925-06-27 | 1925-06-27 | Method of finishing metalware |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US40123A US1851932A (en) | 1925-06-27 | 1925-06-27 | Method of finishing metalware |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US1851932A true US1851932A (en) | 1932-03-29 |
Family
ID=21909236
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US40123A Expired - Lifetime US1851932A (en) | 1925-06-27 | 1925-06-27 | Method of finishing metalware |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US1851932A (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2460657A (en) * | 1944-12-22 | 1949-02-01 | Lancaster Processes Inc | Method and apparatus for peening the inside of tubes and other hollow bodies |
| US2611690A (en) * | 1946-02-16 | 1952-09-23 | Ind Metal Abrasive Company | Ball-peening and cleaning shot |
| US2758362A (en) * | 1953-04-14 | 1956-08-14 | Roll Brite Corp | Apparatus for burnishing aluminum die castings |
| US3073022A (en) * | 1959-04-03 | 1963-01-15 | Gen Motors Corp | Shot-peening treatments |
| CN106272019A (en) * | 2016-11-02 | 2017-01-04 | 安徽马钢智能立体停车设备有限公司 | A kind of mutual grinding machine for workpiece flash and burr and its grinding process |
-
1925
- 1925-06-27 US US40123A patent/US1851932A/en not_active Expired - Lifetime
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2460657A (en) * | 1944-12-22 | 1949-02-01 | Lancaster Processes Inc | Method and apparatus for peening the inside of tubes and other hollow bodies |
| US2611690A (en) * | 1946-02-16 | 1952-09-23 | Ind Metal Abrasive Company | Ball-peening and cleaning shot |
| US2758362A (en) * | 1953-04-14 | 1956-08-14 | Roll Brite Corp | Apparatus for burnishing aluminum die castings |
| US3073022A (en) * | 1959-04-03 | 1963-01-15 | Gen Motors Corp | Shot-peening treatments |
| CN106272019A (en) * | 2016-11-02 | 2017-01-04 | 安徽马钢智能立体停车设备有限公司 | A kind of mutual grinding machine for workpiece flash and burr and its grinding process |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US2994165A (en) | Equipment and process for deburring and burnishing metal parts | |
| US1851932A (en) | Method of finishing metalware | |
| US3233372A (en) | Surface finishing in high speed gyrating barrels | |
| GB2247892A (en) | Abrasive composition for scratch-free finish buffing | |
| US1978681A (en) | Process of abrading | |
| US2567163A (en) | Apparatus for polishing continuous strip metal | |
| US2437002A (en) | Ring grinding machine | |
| US3094818A (en) | Process and apparatus for shaping and polishing gem stone particles | |
| US2023904A (en) | Process of finishing metallic sheets | |
| US2357515A (en) | Bearing fillet roller | |
| US1510976A (en) | Grinding and polishing shoe | |
| US426671A (en) | Machine for grinding glassware | |
| CN206588706U (en) | A kind of device for being used to synchronously polish inside and outside conical rolled mortar wall | |
| US892129A (en) | Machine for scouring and scratch-brushing knobs and other metal articles. | |
| CN105196133B (en) | A kind of efficient cast member sanding apparatus | |
| US2655769A (en) | Lapping machine | |
| US2282723A (en) | Method of finishing metal sheets | |
| CN207942304U (en) | A kind of lumber sanding grinder sanding wheel | |
| US1656324A (en) | Machine j | |
| US1767775A (en) | Grinding machine and method of grinding | |
| US1945035A (en) | Tumbling barrel | |
| US1966473A (en) | Coated article | |
| US1257682A (en) | Method of treating films. | |
| US1954716A (en) | Rolling mill polisher | |
| US1933278A (en) | Method of preparing molding sand |