RU2719528C1 - 3d printer for parallel printing - Google Patents
3d printer for parallel printing Download PDFInfo
- Publication number
- RU2719528C1 RU2719528C1 RU2019127937A RU2019127937A RU2719528C1 RU 2719528 C1 RU2719528 C1 RU 2719528C1 RU 2019127937 A RU2019127937 A RU 2019127937A RU 2019127937 A RU2019127937 A RU 2019127937A RU 2719528 C1 RU2719528 C1 RU 2719528C1
- Authority
- RU
- Russia
- Prior art keywords
- extruder
- printer
- axis
- nozzle
- extruders
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F17/00—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for
Abstract
Description
Изобретение относится к оборудованию для изготовления 3D-прототипов деталей из различных полимерных материалов по FDM (Fused Deposition Modeling) технологии и в качестве параллельного FDM-принтера с двумя или более экструдерами может быть использовано, как в домашних условиях, так и в промышленных масштабах. Принтер можно использовать в мелкосерийном производстве, при создании прототипов больших и малых габаритов сложной формы.The invention relates to equipment for the manufacture of 3D prototypes of parts from various polymeric materials according to FDM (Fused Deposition Modeling) technology and as a parallel FDM printer with two or more extruders can be used both at home and on an industrial scale. The printer can be used in small-scale production, when creating prototypes of large and small dimensions of complex shape.
Из описания к патенту РФ №173739, МПК B41F 17/00, опубл. 07.09.2017 известен 3D-принтер, работающий по технологии последовательного экструзионного наращивания слоев расплавляемой полимерной нити. 3D-принтер состоит из основания, на котором закреплен стол, выполненный в виде плоской плиты. Снизу стола размещены нагревательные элементы. На основании с двух сторон относительно стола размещены два полых короба, на наружной верхней поверхности каждого из которых имеются продольные направляющие. На продольных направляющих установлен с возможностью перемещения по ним (по оси X) портал, несущий каретку с печатающей головкой, которая установлена на направляющих портала с возможностью перемещения (по оси Y). Механизм перемещения портала включает две кинематически связанные с электродвигателем винтовые передачи, винт каждой из которых расположен в полости своего короба, а гайка каждого винта связана с порталом, при этом 3D-принтер оснащен второй кареткой с печатающей головкой, которая также установлена с возможностью перемещения на направляющих портала. Обе каретки оснащены суппортами, которые установлены на каретках с возможностью вертикального перемещения (по оси Z). На суппортах установлены печатающие головки, содержащие экструдеры, оснащенные устройствами подогрева и термостабилизации, а также устройствами-катушками для подачи расходного материала в печатающую головку.From the description of the patent of the Russian Federation No. 173739, IPC B41F 17/00, publ. 09/07/2017 a 3D printer is known that works by the technology of successive extrusion extrusion of layers of a molten polymer filament. The 3D printer consists of a base on which a table made in the form of a flat plate is fixed. Bottom table placed heating elements. On the base on two sides relative to the table are two hollow boxes, on the outer upper surface of each of which there are longitudinal guides. A portal is mounted on the longitudinal guides to move along them (along the X axis), carrying a carriage with a printhead, which is mounted on the portal guides to be moved (along the Y axis). The portal movement mechanism includes two helical gears kinematically connected to the electric motor, each screw located in the cavity of its box, and each screw nut connected to the portal, while the 3D printer is equipped with a second carriage with a print head, which is also mounted for movement on rails portal. Both carriages are equipped with calipers that are mounted on carriages with the possibility of vertical movement (along the Z axis). On the calipers mounted printheads containing extruders equipped with heating and thermal stabilization devices, as well as coil devices for supplying consumables to the printhead.
Поскольку данный принтер содержит два экструдера, которые могут осуществлять одновременную печать объекта, он имеет возможность печати объектов больших размеров с областью печати (XYZ) 3000×3000×100 мм, т.е. позволяет получать крупногабаритные объемные детали практически любой формы и сложности. Конструкция принтера лишь косвенно связана с параллельной печатью, поскольку экструдеры имеют единый механизм перемещения вдоль плоскости и каждый из них не имеет полной свободы перемещения не только по осям XY, но даже по одной оси. Экструдеры могут работать одновременно и при этом строят две копии одного объекта, т.е. на данном принтере можно осуществить синхронную печать двух одинаковых объектов. Кроме того, печать крупногабаритного объекта высокого качества на таком принтере - очень длительный (несколько месяцев) процесс.Since this printer contains two extruders that can simultaneously print an object, it has the ability to print large objects with a print area (XYZ) of 3000 × 3000 × 100 mm, i.e. allows you to get large bulk parts of almost any shape and complexity. The design of the printer is only indirectly associated with parallel printing, since the extruders have a single mechanism for moving along the plane and each of them does not have complete freedom of movement not only along the XY axes, but even along one axis. Extruders can work simultaneously and at the same time build two copies of the same object, i.e. on this printer, you can synchronously print two identical objects. In addition, printing a large-sized, high-quality object on such a printer is a very lengthy (several months) process.
Известен 3D-принтер для послойного изготовления объемных деталей, который описан в патенте РФ №2567318, МПК В29С 67/00, опубл. 10.11.2015 г. (прототип). Принтер состоит из расположенных в корпусе печатающей головки, закрепленной на каретке с модулем ее перемещения (каретки) в плоскости XY (горизонтальной плоскости); рабочего стола, выполненного с возможностью подогрева рабочей поверхности, и снабженного модулем перемещения по оси Z (перпендикулярно плоскости XY); контроллера; катушки с расходным материалом; блока питания. Модуль перемещения каретки печатающей головки выполнен в виде размещенных на основании, которое выполнено, например, из соединенных между собой пластин или уголков с образованием П-образной конструкции, двух продольных направляющих и одной или двух поперечных направляющих. Расположенные по оси Y продольные направляющие жестко закреплены на основании. Между этими направляющими с возможностью перемещения по ним и по оси X расположены поперечные направляющие. Каретка печатающей головки закреплена подвижно на поперечных направляющих, т.е. с возможностью перемещения по данным направляющим. Перемещение (позиционирование) печатающей головки в плоскости X, Y осуществляется с помощью двух приводных ремней, образующих двухконтурную приводную систему, посредством пары ведущих шкивов, приводимых в движение по часовой стрелке или против часовой стрелки приводным механизмом, например, электродвигателями. При этом два контура связаны между собой посредством их крепления к экструдеру. Каждая из двух боковых стенок каретки имеет место крепления концов ремней первого и второго контуров (начала одного ремня и конца второго ремня). Точки крепления ремней к боковым стенкам каретки экструдера расположены в одной плоскости между поперечными направляющими. Наилучший вариант реализации изобретения достигается при размещении точек крепления ремней первого и второго контуров на боковой стенке по центру между направляющими. Механизм калибровки рабочего стола включает, по крайней мере, две стойки с пружинами и зажимами, которые установлены на основании рабочего стола в двух точках и обеспечивающими подвижность стола в упомянутых точках, при этом стол в точке, расположенной вблизи ходового винта, закреплен неподвижно. Один конец стойки механизма калибровки рабочего стола жестко прикреплен к столу со стороны его нижней поверхности, другой конец установлен на основании рабочего стола через пружину. Зажим, который в свободном положении обеспечивает положение пружины, размещен на основании, при этом часть стола в данной точке находится выше уровня стола, закрепленного в «неподвижной» точке. При перемещении печатающей головки из «неподвижной» точки в «подвижную», в результате которого стойка перемещается по вертикали вниз, сжимая пружину, зажим обеспечивает фиксацию положения стойки в «подвижной» точке на уровне «неподвижной». Рабочий стол снабжен подложкой с гладкой поверхностью для изготовления на ней 3D-изделия и фиксаторами подложки. Устройство перемещения печатающей головки в плоскости XY включает каретку, на которой закреплена печатающая головка, две продольные и, по крайней мере, одну поперечную направляющие. Продольные направляющие расположены по оси Y и жестко закреплены на основании, а поперечная направляющая расположена по оси X между двумя продольными направляющими с возможностью перемещения по ним. Каретка, на которой закреплена печатающая головка, выполнена с возможностью перемещения по поперечной направляющей посредством трособлочной системы, у которой два приводных ремня концами закреплены на каретке и два ведущих шкива соединены с приводами с возможностью независимого вращения шкивов в одном или противоположном направлениях. Причем один из шкивов передает тяговое усилие на первый приводной ремень, а второй - на второй приводной ремень. Приводные ремни закреплены на каретке с образованием двух связанных между собой контуров. При этом один из контуров образован Р-образным расположением первого ремня, а второй контур образован вторым ремнем, расположенным симметрично относительно расположения первого ремня с осью симметрии, расположенной параллельно продольным направляющим и на равноудаленном расстоянии от них. Причем рабочие части ремней двух контуров, проходящие вдоль поперечной направляющей, расположены в одной плоскости X, Y. В 3D-принтере однонаправленное вращение шкивов обеспечивает перемещение каретки с печатающей головкой по оси X, противонаправленное - по оси Y, вращение одного из шкивов обеспечивает перемещение каретки с печатающей головкой в диагональном направлении.Known 3D printer for the layered manufacturing of volumetric parts, which is described in RF patent No. 2567318, IPC ВСС 67/00, publ. November 10, 2015 (prototype). The printer consists of a printhead located in the housing of the printer and mounted on a carriage with a module for moving it (carriage) in the XY plane (horizontal plane); the desktop, made with the possibility of heating the working surface, and equipped with a module for moving along the Z axis (perpendicular to the XY plane); controller reels with consumables; power supply unit. The module for moving the carriage of the print head is made in the form of placed on the base, which is made, for example, of interconnected plates or corners with the formation of a U-shaped design, two longitudinal guides and one or two transverse guides. The longitudinal guides located along the Y axis are rigidly fixed to the base. Between these guides with the possibility of movement along them and along the X axis are transverse guides. The print head carriage is movably mounted on the transverse guides, i.e. with the ability to move along these guides. Moving (positioning) the print head in the X, Y plane is carried out using two drive belts forming a dual-circuit drive system, by means of a pair of drive pulleys driven clockwise or counterclockwise by a drive mechanism, for example, electric motors. In this case, the two circuits are interconnected by means of their attachment to the extruder. Each of the two side walls of the carriage has a fastening of the ends of the belts of the first and second circuits (the beginning of one belt and the end of the second belt). The attachment points of the belts to the side walls of the extruder carriage are located in the same plane between the transverse guides. The best embodiment of the invention is achieved by placing the fastening points of the belts of the first and second loops on the side wall in the center between the rails. The calibration mechanism of the desktop includes at least two racks with springs and clamps, which are installed on the base of the desktop at two points and provide mobility of the table at the above points, while the table at a point located near the lead screw is fixed. One end of the rack of the desktop calibration mechanism is rigidly attached to the table from the side of its lower surface, the other end is mounted on the base of the desktop through the spring. The clamp, which in the free position ensures the position of the spring, is placed on the base, while part of the table at this point is higher than the level of the table fixed in a "fixed" point. When the print head moves from a “fixed” point to a “moving” one, as a result of which the rack moves vertically downward, compressing the spring, the clamp fixes the position of the rack in the “moving” point at the “fixed” level. The desktop is equipped with a substrate with a smooth surface for the manufacture of 3D-products on it and the clamps of the substrate. The device for moving the print head in the XY plane includes a carriage on which the print head is fixed, two longitudinal and at least one transverse guide. The longitudinal guides are located along the Y axis and are rigidly fixed to the base, and the transverse guide is located along the X axis between two longitudinal guides with the possibility of movement along them. The carriage on which the print head is mounted is movable along the transverse guide by means of a cable block system, in which two drive belts are fastened with the ends to the carriage and two drive pulleys are connected to the drives with the possibility of independent rotation of the pulleys in one or opposite directions. Moreover, one of the pulleys transfers traction to the first drive belt, and the second to the second drive belt. Drive belts are fixed on the carriage with the formation of two interconnected circuits. In this case, one of the loops is formed by the P-shaped arrangement of the first belt, and the second loop is formed by the second belt, symmetrically located relative to the location of the first belt with the axis of symmetry parallel to the longitudinal guides and at an equidistant distance from them. Moreover, the working parts of the belts of the two circuits, running along the transverse guide, are located in the same X, Y plane. In the 3D printer, unidirectional rotation of the pulleys ensures the carriage with the print head moves along the X axis, antidirectional rotation along the Y axis, rotation of one of the pulleys ensures the carriage to move with a print head in a diagonal direction.
Двухконтурная схема перемещения печатающей головки обеспечивает взаимную перпендикулярность продольных и поперечных направляющих, расположенных по оси X и по оси Y, соответственно, что повышает точность позиционирования печатающей головки при изготовлении 3D-объекта и, соответственно, качество готового изделия. Однако, пружины, расположенные на направляющих для гайки могут стать причиной некорректной печати изделия, а именно неправильной высоты. Данный случай имеет место быть при печати объектов большой массы, на платформах приблизительно более 0,09 м2 (30 на 30 см), а чем больше объект, тем выше погрешность, которая может достигать до 0,5 см в зависимости от хода платформы. Кроме того, в принтере не предусмотрена возможность установки двух и более экструдеров, что свидетельствует о длительности процесса печати изделия и при этом высока вероятность получить некачественный конечный продукт.The dual-circuit movement of the print head ensures the mutual perpendicularity of the longitudinal and transverse guides located along the X axis and Y axis, respectively, which increases the accuracy of the positioning of the print head in the manufacture of a 3D object and, accordingly, the quality of the finished product. However, springs located on nut guides can cause the product to print incorrectly, namely the wrong height. This case takes place when printing objects of large mass, on platforms of approximately more than 0.09 m 2 (30 by 30 cm), and the larger the object, the higher the error, which can reach up to 0.5 cm, depending on the course of the platform. In addition, the printer does not provide the ability to install two or more extruders, which indicates the duration of the printing process of the product and it is highly likely to get a poor-quality final product.
Известны экструдеры различных конструкций, обеспечивающих скорость 3D-печати на большой части объекта или больших объектов. Например, в публикации WO/2015/038072, МПК B33Y 10/00, опубл. 19.03.2015 г. описан 3D-принтер со сменными печатающими соплами; в заявке СА 2898385, МПК B41J 2/14, опубл. 27.01.2017 описан 3D-принтер, предназначенный для работы по FDM схеме. Экструдер этого принтера содержит широкое сопло, имеющее на обеих сторонах множество линейных клапанов, расположенных вдоль находящейся над рабочей зоной нижней части сопла, причем клапаны могут активизироваться независимо друг от друга.Extruders of various designs are known for providing 3D printing speed on a large part of an object or large objects. For example, in publication WO / 2015/038072, IPC
Также известен экструдер 3D-принтера, который предназначен для работы по FDM схеме и описан в заявке KR 1020190031959, МПК В29С 64/118, B33Y 30/00, опубл. 27.03.2019. Экструдер представляет собой устройство, в котором извлечение расплавленного материала осуществляется за две стадии. Экструдер содержит питатель для автоматической подачи материала и состоит из двух частей - транспортирующей материал части и блока вывода расплавленного материала. На первой стадии подаваемый от питателя материал равномерно плавится до получения консистенции, необходимой для материала на выходе из соответствующей секции блока транспортировки. При этом блок транспортировки материала содержит корпус, винт, нагреватель и приводной двигатель. Корпус, соединяющий устройство подачи материала и часть выгрузки материала, имеет цилиндрическую форму, снабжен термоизоляционной трубкой и расположен наклонно. Предусмотрено, что термоизоляционная трубка должна быть достаточно длинной для обеспечения равномерности плавления материала. Другая часть экструдера - блок вывода расплавленного 3D материала представляет собой устройство, в которое переносится подготовленный в блоке транспортировки материал, имеющий заданную консистенцию и температуру на выходе. Блок вывода расплавленного материала также содержит корпус, сопло, винт, нагреватель и приводной двигатель. В корпусе блока вывода расплавленного материала имеется принимающая часть (приемный блок) для приема материала, подготовленного в блоке транспортировки на первой стадии. А также имеется выпускная часть для выгрузки расплавленного для печати материала, которая выполнена в виде цилиндрического канала, обеспечивающего напор в потоке выпускаемого расплавленного материала, где материал уже введенный в расплавленном состоянии повторно нагревают до выходной температуры. При этом указано, что канал очень короткий, поскольку полностью предназначен только для выхода расплавленного материала.Also known is the extruder of a 3D printer, which is designed to work according to the FDM scheme and is described in the application KR 1020190031959, IPC В29С 64/118, B33Y 30/00, publ. 03/27/2019. An extruder is a device in which the extraction of molten material is carried out in two stages. The extruder contains a feeder for automatic feeding of material and consists of two parts - the part transporting the material and the output unit of the molten material. At the first stage, the material supplied from the feeder melts evenly until the consistency necessary for the material at the outlet of the corresponding section of the conveying unit is obtained. In this case, the material transporting unit comprises a housing, a screw, a heater and a drive motor. The housing connecting the material supply device and the material unloading part has a cylindrical shape, is equipped with a heat-insulating tube and is inclined. It is envisaged that the heat-insulating tube should be long enough to ensure uniform melting of the material. The other part of the extruder, the output unit of molten 3D material, is a device into which material prepared in the transportation unit is transferred, which has a given consistency and outlet temperature. The molten material output unit also includes a housing, a nozzle, a screw, a heater, and a drive motor. In the housing of the output unit of the molten material there is a receiving part (receiving unit) for receiving material prepared in the transportation unit in the first stage. There is also an outlet part for unloading the material melted for printing, which is made in the form of a cylindrical channel providing a pressure in the stream of the molten material being released, where the material already introduced in the molten state is reheated to the outlet temperature. It is indicated that the channel is very short, since it is completely intended only for the exit of molten material.
Описанная конструкция направлена на подготовку консистенции нити и позволяет осуществить непрерывную подачу нити посредством сплавления двух концов нитей из разных блоков подачи расходного материала, что возможно, как в процессе печати, так и в момент приостановки печати для аккуратной замены одной из нитей. Конструкция экструдера применима для серийной печати изделий из одинакового материала, но сложность исполнения и громоздкость оказывают влияние на повышение стоимости, влекут невозможность быстрой замены материала, из которого будет изготавливаться объект. Очистка экструдера - сложная, как и его ремонт. Большой вес и необходимость соблюдения точных температурных режимов, варьирующихся в диапазоне ±3°С могут повлиять на кинематические характеристики экструдера и, как следствие, на точность печати изделия. Из-за попадания воздушных пробок возможна хрупкость изделия.The described design is aimed at preparing the consistency of the filament and allows for continuous filing of the filament by fusing the two ends of the filaments from different supply units of the consumable material, which is possible both during printing and when printing is suspended to accurately replace one of the filaments. The design of the extruder is applicable for serial printing of products from the same material, but the complexity of execution and cumbersomeness affect the increase in cost, entail the inability to quickly replace the material from which the object will be made. Cleaning the extruder is difficult, as is repairing it. The large weight and the need to comply with accurate temperature conditions, varying in the range of ± 3 ° C, can affect the kinematic characteristics of the extruder and, as a result, the accuracy of the print product. Fragility of the product is possible due to air congestion.
Известна полезная модель ПЕЧАТАЮЩАЯ ГОЛОВКА ДЛЯ СТРОИТЕЛЬНЫХ 3D-ПРИНТЕРОВ (см. патент РФ №188386, МПК B33Y 30/00, опубл. 09.04.2019). Печатающая головка содержит раму, механизмы перемещения экструдера по осям X, Y, Z с двигателями и приводами механизмов перемещения, экструдер, устройство позиционирования экструдера и устройство приготовления и подачи смеси в печатающую головку. Особенностью является то, что печатающая головка содержит как минимум пару экструдеров, механизм перемещения каждого из которых выполнен в виде манипулятора, представляющего собой систему подвижно связанных со множеством степеней свободы, рычагов. При этом экструдеры смонтированы подвижно на манипуляторах, на раме и на экструдерах смонтированы датчики положения в пространстве.The utility model PRINTING HEAD FOR CONSTRUCTION 3D PRINTERS is known (see RF patent No. 188386, IPC B33Y 30/00, publ. 09.04.2019). The print head contains a frame, mechanisms for moving the extruder along the X, Y, Z axes with motors and drives of the movement mechanisms, an extruder, an extruder positioning device, and a mixture preparation and supply device for the print head. The peculiarity is that the print head contains at least a pair of extruders, the movement mechanism of each of which is made in the form of a manipulator, which is a system of levers that are movably connected with many degrees of freedom. In this case, the extruders are mounted movably on the manipulators, position sensors in space are mounted on the frame and on the extruders.
В описании известной полезной модели указано, что печатающая головка содержит как минимум пару экструдеров. Для реализации параллельной печати независимость перемещения каждого из экструдеров обусловлена 4 степенями свободы, которые имеет манипулятор как механизм перемещения экструдера, задающий направление расходного материала. Однако недостатком известной полезной модели является сложность конструкции, а также высокая стоимость каждого манипулятора. Кроме того, рабочая область манипулятора ограничена его длиной, а чем больше его длина, тем больше инерция и хуже качество напечатанного объекта. Конструкция строительного 3D-принтера имеет большой вес и в случае непредвиденного отключения питания, велика вероятность поломки не только оборудования, но и напечатанного объекта. Применение принтера в промышленной и домашней печати нецелесообразно из-за сложности конструкции и крайне высокой стоимости.The description of the known utility model indicates that the print head contains at least a pair of extruders. To implement parallel printing, the independence of movement of each of the extruders is determined by 4 degrees of freedom, which the manipulator has as a mechanism for moving the extruder that sets the direction of the consumable. However, the disadvantage of the known utility model is the complexity of the design, as well as the high cost of each manipulator. In addition, the working area of the manipulator is limited by its length, and the longer its length, the greater the inertia and the worse the quality of the printed object. The construction of a 3D construction printer is heavy and in the event of an unexpected power outage, there is a high probability of damage not only to the equipment, but also to the printed object. The use of the printer in industrial and home printing is impractical due to the complexity of the design and extremely high cost.
Известна печатающая головка 3D-принтера, которая описана в патенте РФ №2567318, МПК В29С 67/00, опубл. 10.11.2015 г. (прототип). Печатающая головка закреплена на каретке, снабженной модулем ее перемещения (каретки) в плоскости X, Y (горизонтальной плоскости). При этом печатающая головка содержит приводной механизм, ведущий ролик, расположенный на валу приводного механизма, и расположенный параллельно с ним ведомый ролик. Ведущий и ведомый ролики связаны между собой через шестеренки, причем ведомый ролик снабжен пружиной для обеспечения необходимого усилия прижатия к ведущему ролику, а приводной механизм соединен с катушкой расходного материала, предназначенного для изготовления объемной детали по сигналу, поступающему от контроллера. Кроме того, печатающая головка содержит нагреватель, через который проходит соединенный с соплом канал для расплава расходного материала, датчик температуры, расположенный на нагревателе, и закрепленный на каретке со стороны сопла вентилятор, предназначенный для обеспечения температурного режима в процессе изготовления детали. Нагреватель, представляет собой пластину из материала с высокой теплопроводностью, например алюминия, закрепленную на каретке коммутационную плату с разъемами для подключения приводного механизма, нагревателя, датчика температуры, датчика нулевой координаты по оси X и вентилятора (прототип). При этом сопло с нагревателем закреплены на каретке через термоизолятор, представляющий собой трубку из материала с малой теплопроводностью. Герметичность соединения термоизолятора с соплом обеспечивается выполнением поверхностей сопрягаемых частей (наружной поверхности термоизолятора и внутренней поверхности сопла в зоне соединения) конической формы.Known for the print head of a 3D printer, which is described in RF patent No. 2567318, IPC ВСС 67/00, publ. November 10, 2015 (prototype). The print head is mounted on a carriage equipped with a module for its movement (carriage) in the X, Y plane (horizontal plane). In this case, the print head contains a drive mechanism, a drive roller located on the shaft of the drive mechanism, and a driven roller located in parallel with it. The driving and driven rollers are interconnected via gears, and the driven roller is equipped with a spring to provide the necessary pressing force to the leading roller, and the drive mechanism is connected to a consumable coil designed for manufacturing a volumetric part by a signal from the controller. In addition, the print head contains a heater through which a channel for consumable melt connected to the nozzle passes, a temperature sensor located on the heater, and a fan mounted on the carriage on the nozzle side, designed to provide temperature conditions during the manufacturing of the part. The heater is a plate made of a material with high thermal conductivity, such as aluminum, a patch plate mounted on the carriage with connectors for connecting the drive mechanism, heater, temperature sensor, zero coordinate sensor along the X axis and fan (prototype). In this case, the nozzle with the heater is mounted on the carriage through a thermal insulator, which is a tube made of a material with low thermal conductivity. The tightness of the connection of the heat insulator with the nozzle is ensured by the conical shape of the surfaces of the mating parts (the outer surface of the heat insulator and the inner surface of the nozzle in the connection zone).
Коническая форма поверхностей сопрягаемых частей термоизолятора и сопла обеспечивает герметичное разборное соединение без использования уплотнительных колец и трубок, посредством которых достигается герметичность в соединениях цилиндрических поверхностей. Конструктивное исполнение данного узла печатающей головки не осложняет процесс эксплуатации экструдера и замену деталей. Однако, конструкция печатающей головки не предусмотрена для осуществления параллельной печати. Для печати объекта используется только один экструдер, что чревато высокими временными затратами. К примеру, печать объекта, имеющего поверхность более 1 м3, продолжится несколько месяцев, при такой, длительности процесса печати высока вероятность получить некачественный конечный продукт.The conical shape of the surfaces of the mating parts of the heat insulator and the nozzle provides a sealed collapsible connection without the use of o-rings and tubes, through which tightness is achieved in the joints of cylindrical surfaces. The design of this printhead assembly does not complicate the operation of the extruder and the replacement of parts. However, the design of the print head is not provided for parallel printing. Only one extruder is used to print the object, which is fraught with high time costs. For example, the printing of an object having a surface of more than 1 m 3 will continue for several months, with such a length of the printing process, it is highly likely to get a poor-quality final product.
Задачей группы изобретений является создание 3D-принтера, использующего технологию PFDM (PFDM - Parallel fused deposition modeling) печати и обеспечивающего высокую скорость и качество печати больших и сложных объектов при снижении стоимости.The objective of the group of inventions is to create a 3D printer that uses PFDM (PFDM - Parallel fused deposition modeling) printing technology and provides high speed and print quality of large and complex objects at a lower cost.
Технический результат - упрощение конструкции, повышение скорости и качества печати за счет обеспечения параллельной FDM-печати.The technical result is a simplification of the design, increasing the speed and quality of printing by providing parallel FDM-printing.
Указанный технический результат достигается в 3D-принтере для параллельной печати, который содержит корпус, рабочий стол, снабженный в основании механизмами калибровки и вертикальными опорами с механизмами перемещения по оси Z, контроллер, который выполнен с возможностью управления процессом печати, катушку с расходным материалом для послойного изготовления объемных деталей. При этом данный принтер содержит закрепленный на каретке экструдер и модуль, с трособлочной системой перемещения каретки в плоскости X, Y. Причем модуль перемещения каретки выполнен в виде размещенных на основании двух продольных направляющих, расположенных по оси Y, и, по меньшей мере, одной поперечной направляющей, расположенной по оси X, которая выполнена с возможностью перемещения по продольным направляющим. Согласно изобретению указанный 3D-принтер для параллельной печати снабжен как минимум парой экструдеров с модулями независимого перемещения кареток. При этом в корпусе установлен каркас, состоящий из основания, выполненного в виде прямоугольной рамы с продольной перекладиной посередине, опорных стоек, установленных до углам прямоугольной рамы, и вертикальных опор, которые расположены по сторонам каркаса и соединены с продольной перекладиной. При этом согласно изобретению рабочий стол, у которого основание смонтировано на опорах и стойках каркаса, выполнен в виде регулируемой по высоте платформы, а на раме с продольной перекладиной посередине закреплены модули перемещения кареток с экструдерами. Причем экструдер в каждом модуле установлен в наклонно ориентированном под углом α=35÷55° относительно вертикальной оси платформы (ось Z) положении. В этом положении сопло экструдера, расположенное вертикально, удалено на расстояние не менее 2d, где d - диаметр сопла от центра платформы, которая снабжена в центре и по углам вертикальными упорами в виде регулируемых винтами пружин.The specified technical result is achieved in a 3D printer for parallel printing, which contains a housing, a work table equipped with calibration mechanisms and vertical supports at the base with movement mechanisms along the Z axis, a controller that is configured to control the printing process, a spool with consumables for layering manufacturing volumetric parts. Moreover, this printer contains an extruder fixed to the carriage and a module with a cable block system for moving the carriage in the X, Y plane. Moreover, the carriage moving module is made in the form of two longitudinal guides located on the basis of the Y axis and at least one transverse a guide located along the X axis, which is arranged to move along the longitudinal guides. According to the invention, said 3D printer for parallel printing is equipped with at least a pair of extruders with modules for independent movement of carriages. At the same time, a frame is installed in the housing, consisting of a base made in the form of a rectangular frame with a longitudinal crossbeam in the middle, support posts installed to the corners of the rectangular frame, and vertical supports that are located on the sides of the frame and connected to the longitudinal crossbar. Moreover, according to the invention, the desktop, on which the base is mounted on the supports and racks of the frame, is made in the form of a height-adjustable platform, and on the frame with a longitudinal crossbar in the middle, modules for moving carriages with extruders are fixed. Moreover, the extruder in each module is installed in an inclined orientation at an angle α = 35 ÷ 55 ° relative to the vertical axis of the platform (Z axis). In this position, the extruder nozzle, located vertically, is removed by a distance of at least 2d, where d is the diameter of the nozzle from the center of the platform, which is provided in the center and at the corners with vertical stops in the form of springs adjustable by screws.
Указанный технический результат достигается также и тем, что экструдер в 3D-принтере, имеющий последовательно расположенные с образованием канала подачи материала механизм подачи с приводом и вентилятором, трубку термоизолятора, нагреватель с соплом и датчиком температуры, согласно изобретению выполнен в виде конструкции с Z-образной пространственной структурой. При этом она включает наклонно ориентированный блок подачи расходного материала, состоящий из размещенного в корпусе механизма подачи материала и термоизолятора, позиционирующий блок, вертикально выступающий на корпусе механизма подачи и нагревательный блок с вертикально установленным соплом. При этом наклонно ориентированный блок расположен под углом 35÷55° по отношению к оси сопла и к оси позиционирующего блока. Помимо этого нагревательный блок выполнен в виде фасонной детали с косым входом для размещения наклонно расположенной трубки термоизолятора, имеющей внутри нагревательного блока фигурно вырезанный конец, снабженный вытянутой частью для соединения с соплом, асимметрично расположенным относительно оси нагревательного блока. Кроме этого, наклонно ориентированный блок подачи снабжен радиатором охлаждения, размещенным на трубке термоизолятора вблизи вентилятора, который закреплен на корпусе механизма подачи. А позиционирующий блок, расположенный перед входом в канал подачи материала, снабжен сквозными отверстиями для размещения элементов крепления экструдера, привод которого смонтирован на корпусе механизма подачи. При этом внутри нагревательного блока слева от входа термоизолятора, непосредственно под его трубкой установлен нагреватель, противоположно нагревателю, над трубкой термоизолятора, расположен датчик температуры.The indicated technical result is also achieved by the fact that the extruder in a 3D printer, having a feed mechanism with a drive and a fan sequentially arranged with the formation of the material supply channel, a heat insulator tube, a heater with a nozzle and a temperature sensor, is made in the form of a Z-shaped design spatial structure. At the same time, it includes an obliquely oriented consumable supply unit, consisting of a material supply device and a heat insulator located in the housing, a positioning unit that protrudes vertically on the supply mechanism housing and a heating unit with a vertically mounted nozzle. In this case, the obliquely oriented block is located at an angle of 35 ÷ 55 ° with respect to the axis of the nozzle and to the axis of the positioning block. In addition, the heating unit is made in the form of a shaped part with an oblique inlet for accommodating an obliquely located thermo-insulator tube having a figuredly cut end inside the heating unit, provided with an elongated part for connection with a nozzle asymmetrically located relative to the axis of the heating unit. In addition, the obliquely oriented feed unit is equipped with a cooling radiator located on the tube of the heat insulator near the fan, which is mounted on the body of the feed mechanism. And the positioning unit, located in front of the entrance to the material feed channel, is provided with through holes for accommodating the fastening elements of the extruder, the drive of which is mounted on the body of the feed mechanism. At the same time, inside the heating block to the left of the inlet of the insulator, directly below its tube, a heater is installed, opposite the heater, above the tube of the insulator, there is a temperature sensor.
При изучении уровня техники было установлено, что современные 3D-принтеры не могут полноценно печатать одновременно обоими экструдерами, так как и их перемещение является зависимым, поскольку они жестко закреплены на общей направляющей, поэтому принтер задействует каждый экструдер по мере необходимости. 3D-принтеры с двойным экструдером характеризуются сложностью в настройке и повышенной стоимостью. Оснащение печатающей головки дополнительными деталями влечет увеличение ее габаритов, массы и инерции, что уменьшает скорость работы принтера и размеры области печати. При этом сопло незадействованного во время печати экструдера может задевать объект и деформировать или оставлять на его поверхности потеки филамента. Существующие 3D-принтеры, реализующие метод одновременной печати, позволяют получать или только маленькие объекты одного цвета, или двухцветные большие с повторяющейся структурой, вроде цепи или плетенки.When studying the prior art, it was found that modern 3D printers cannot fully print simultaneously with both extruders, since their movement is dependent, since they are rigidly fixed on a common guide, so the printer uses each extruder as necessary. Dual-extruder 3D printers are difficult to set up and cost-effective. Equipping the print head with additional parts entails an increase in its size, mass and inertia, which reduces the speed of the printer and the size of the print area. In this case, the nozzle of the extruder that was not used during printing can touch the object and deform or leave filament streaks on its surface. Existing 3D printers that implement the method of simultaneous printing allow you to get either only small objects of the same color, or two-color large objects with a repeating structure, such as a chain or braid.
Заявляемая конструкция 3D-принтера позволяет обеспечить высокую скорость и качество печати больших и сложных объектов, создаваемых по технологии PFDM (PFDM - Parallel fused deposition modeling), поскольку он оснащен как минимум парой экструдеров, имеющих независимое друг от друга перемещение. Каждый из экструдеров закреплен на своей каретке, которая снабжена модулем перемещения. Все модули снабжены трособлочной системой перемещения и закреплены на основании несущего каркаса, которым оснащен принтер. На основании каркаса, выполненном в виде прямоугольной рамы, дополнительно установлена продольная перекладина, посредством которой обеспечивается крепление модулей посередине прямоугольной рамы. При этом, как и в прототипе, каждый модуль перемещения выполнен в виде направляющих, размещенных на основании из которых две - продольные расположены по оси Y и, по меньшей мере, одна направляющая - поперечная, расположенная по оси X, которая установлена с возможностью перемещения по продольным направляющим посредством трособлочной системы, установленной на направляющих. Вертикальные опоры, оснащенные механизмами перемещения рабочего стола, в отличие от прототипа расположены с двух сторон каркаса и на его основании соединены с продольной перекладиной, а рабочий стол выполнен в виде регулируемой по высоте платформы. Важно, что платформа в центре и по углам снабжена вертикальными упорами в виде регулируемых винтами во избежание дефектов печати из-за ее прогиба или неточности положения. Для достижения совместной работы, например, четырех экструдеров при печати цельного объекта необходимо наличие взаимного отклонения каждого из экструдеров от вертикали по отношению к платформе, но при этом важно, что все экструдеры на каретках направлены в центр платформы (фиг. 6, 8). Отличительной особенностью заявляемого принтера является наличие экструдера, который выполнен с отклонением от вертикальной оси платформы. Эта особенность предполагает наличие четырех областей печати для двух соседних экструдеров и одну общую (фиг. 7, 9). В техническом решении каждый экструдер расположен под углом α=35÷55° относительно вертикальной оси платформы и имеет области печати А, Б, В, Г. Позиционирование каждого экструдера 8 под углом α=35÷55° по отношению к вертикальной оси платформы, позволяет обеспечить его перемещение, как в пределах непосредственно своей области печати А, так и с пересечением областей печати соседних экструдеров, что позволяет обеспечить прочность модели. Важно отметить, что к пересекающимся областям печати относятся области печати Б, В, и Г, причем область В является общей для всех экструдеров (фиг. 7, 9). Слои, печатаемые экструдерами, если присвоить им нумерацию 1, 2, 3, 4, в смежных областях Б1,2; Б3,4; Г1,3; Г2,4 (фиг. 7), должны перекрываться на одном или на разных Z-уровнях. Ход каждого экструдера в пересекающихся областях Б, В, и Г определяется расстоянием, на которое вертикально расположенное сопло 14 экструдера 8 удалено от центра платформы 6 и составляет не менее 2d, где d - диаметр сопла. При этом сопло максимально смещено от оси крепления экструдера в направлении к соседней области печати, что достигается, как за счет наклонной ориентации соответствующего блока экструдера, так и посредством размещения сопла на максимально возможном расстоянии от вертикальной оси нагревательного блока. При наличии наклонно ориентированного блока подачи материала продвижение расходного материала в направлении вертикально расположенного сопла осуществляется по наклонному каналу. Перед экструзией направление текущего потока материала приобретает другое, вертикальное направление для получения равномерного наплавления нити на платформу принтера или изделие. В этой связи нагревательный блок выполнен в виде фасонной детали, которая позволяет обеспечить изменение направления потока материала. В узле соединения сопла с термоизоляционной трубкой, а именно в нагревательном блоке, трубка снабжена фигурно выполненным срезом, имеющим вытянутый в центре носик, посредством которого в наклонно расположенном канале термоизолятора образован поворот канала для соединения с вертикальным каналом сопла, с образованием поворота в наклонном канале термоизолятора. Таким образом, заявляемое техническое решение, содержащее группу изобретений, объединенных единым изобретательским замыслом, имеет отличия от прототипа, неизвестно из уровня техники и для среднего специалиста явным образом не следует из уровня техники. Следовательно, оно соответствует критериям патентоспособности «новизна» и «изобретательский уровень».The claimed design of the 3D printer allows for high speed and print quality of large and complex objects created using PFDM technology (PFDM - Parallel fused deposition modeling), since it is equipped with at least a pair of extruders that have independent movement from each other. Each of the extruders is mounted on its own carriage, which is equipped with a moving module. All modules are equipped with a cable block system of movement and are fixed on the basis of the supporting frame with which the printer is equipped. On the basis of the frame, made in the form of a rectangular frame, an additional longitudinal bar is installed, through which the modules are secured in the middle of the rectangular frame. At the same time, as in the prototype, each displacement module is made in the form of guides placed on the basis of which two - longitudinal ones are located on the Y axis and at least one guide is transverse, located on the X axis, which is installed with the possibility of movement along longitudinal guides by means of a cable block system mounted on guides. Vertical supports equipped with mechanisms for moving the desktop, unlike the prototype, are located on both sides of the frame and on its base are connected to the longitudinal crossbar, and the desktop is made in the form of a height-adjustable platform. It is important that the platform in the center and at the corners is equipped with vertical stops in the form of adjustable screws to avoid printing defects due to its deflection or inaccurate position. To achieve the joint work of, for example, four extruders when printing an entire object, it is necessary for each extruder to deviate from the vertical relative to the platform, but it is important that all the extruders on the carriages are directed to the center of the platform (Fig. 6, 8). A distinctive feature of the inventive printer is the presence of an extruder, which is made with a deviation from the vertical axis of the platform. This feature implies the presence of four printing areas for two adjacent extruders and one common (Fig. 7, 9). In the technical solution, each extruder is located at an angle α = 35 ÷ 55 ° relative to the vertical axis of the platform and has print areas A, B, C, G. Positioning each
Изобретение поясняется графическими материалами и чертежами.The invention is illustrated by graphic materials and drawings.
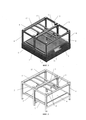
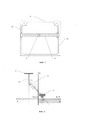
Общий вид 3D-принтера представлен на фигуре 1. На фигуре 2 показан 3D-принтер без корпуса; фиг. 3 - то же, вид сбоку; фиг. 4 - то же, вид сверху; фиг. 5 - модуль перемещения каретки.A general view of the 3D printer is shown in Figure 1. Figure 2 shows a 3D printer without a case; FIG. 3 - the same side view; FIG. 4 - same, top view; FIG. 5 - carriage moving module.
На фигуре 6 представлена схема позиционирования экструдера относительно вертикальной оси платформы (ось Z); фиг. 7 - схема расположения областей печати четырех экструдеров; фиг. 8 - схема возможного положения четырех экструдеров в определенный момент времени; фиг. 9 - схема областей печати одного экструдера в разные моменты времени.The figure 6 presents a diagram of the positioning of the extruder relative to the vertical axis of the platform (axis Z); FIG. 7 is a layout diagram of print areas of four extruders; FIG. 8 is a diagram of a possible position of four extruders at a particular point in time; FIG. 9 is a diagram of the print areas of one extruder at different points in time.
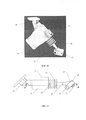
Общий вид экструдера 3D-принтера в вертикальном положении при закреплении на каретке представлен на фигуре 10; фиг. 11 - экструдер в горизонтальном положении; фиг. 12 - то же, вид сверху; фиг. 13 - разрез А-А на фиг. 11; фиг. 14 - нагревательный блок экструдера; фиг. 15 - разрез Б-Б на фиг. 14.A general view of the extruder of a 3D printer in a vertical position when mounted on a carriage is shown in figure 10; FIG. 11 - extruder in a horizontal position; FIG. 12 - same, top view; FIG. 13 is a section AA in FIG. eleven; FIG. 14 - heating block of the extruder; FIG. 15 is a section BB in FIG. 14.
На фигуре 16 приведена блок-схема алгоритма преобразования STL модели.The figure 16 shows the block diagram of the conversion algorithm STL model.
3D-принтер содержит установленный в корпусе 1 каркас, состоящий из основания 2, выполненного в виде прямоугольной рамы с продольной перекладиной 3 посередине, опорных стоек 4, установленных по углам прямоугольной рамы 2, и вертикальных опор 5, которые соединены с продольной перекладиной 3. Рабочий стол 6, у которого основание 7, закреплено на стойках 4 и вертикальных опорах 5, выполнен в виде регулируемой по высоте платформы с механизмами перемещения по оси Z, размещенными на стойках 4 и опорах 5. 3D-принтер снабжен как минимум парой экструдеров 8, например, четырьмя экструдерами. Каждый из четырех экструдеров 8 оснащен кареткой 9 с модулем 10 ее перемещения посредством трособлочной системы, например, в виде ременной передачи в плоскости XY. Помимо этого 3D-принтер снабжен контроллером 11 для управления процессом послойного изготовления объемных деталей и катушками (не показаны) с расходным материалом для подачи его в экструдеры 8. Модули 10 перемещения кареток 9 закреплены на основании 2, которое при этом снабжено продольной перекладиной 3, установленной посередине соответствующих сторон прямоугольной рамы 2. Модуль 10 перемещения каждой из кареток 9 выполнен в виде направляющих 12; 13, из них по оси Y расположены две продольные направляющие 12, а поперечная направляющая 13, расположенная по оси X и снабженная кареткой 9, установлена с возможностью перемещения по направляющим 12. Каждый экструдер 8, закрепленный на каретке 9, установлен в наклонном положении под углом α=35÷55° к оси Z - вертикальной оси рабочего стола 6, который выполнен в виде платформы из материала с адгезионными свойствами, например, из ситаллового стекла толщиной 4 мм. Платформа имеет габариты 50×50 см. Все экструдеры 8, закрепленные на каретках 9, направлены в центр платформы 6, при этом у каждого экструдера 8 сопло 14 расположено вертикально и от центра платформы 6 удалено на расстояние не менее 2d, где d - диаметр сопла. Для калибровки положения платформа 6 в центре и по углам снабжена вертикальными упорами, которые выполнены в виде регулируемых винтами пружин и размещены на опорных элементах 15. Принтер содержит катушки с расходным материалом (не показаны) для подачи его в экструдеры 8.The 3D printer contains a frame installed in the
Каждый экструдер 8 в 3D-принтере для параллельной печати выполнен в виде конструкции с Z-образной пространственной структурой (фиг. 6, 9), которая включает наклонно ориентированный блок 16, горизонтально расположенный нагревательный блок 17 и позиционирующий блок 18. Наклонно ориентированный блок 16 состоит из размещенного в корпусе 19 механизма подачи материала и термоизолятора 20. Блок 16 расположен под углом 35÷55° относительно вертикальной оси позиционирующего блока 18, который выполнен в виде вертикального выступа на корпусе 19 перед входом в канал 21 подачи материала (фиг. 6, 9). В экструдере 8 в верхней части термоизолятора 20 вблизи вентилятора 22, размещенного на корпусе 19 механизма подачи, скользящей посадкой установлен радиатор охлаждения 23, зафиксированный стопорным винтом 24. Нагревательный блок 17 (см. фиг. 10, 11) выполнен в виде фасонной детали с косым входом для наклонно расположенной трубки термоизолятора 20, конец которой, размещенный внутри нагревательного блока 17 выполнен. с возможностью стыковки с торцом вертикально расположенного сопла 14. Для соединения с соплом 14, которое асимметрично расположено относительно оси нагревательного блока 17, трубка 20 внутри нагревательного блока 17 снабжена фигурно вырезанным концом, посредством вытянутой части которого в канале наклонно расположенной трубки 20 образован коленообразный поворот для изменения направления потока материала. В нагревательном блоке 17 слева от входа термоизолятора 20, непосредственно под трубкой расположен нагреватель 25. Позиционирующий блок 18 снабжен сквозными отверстиями 26 для размещения элементов крепления экструдера 8, а также отверстиями 27 для крепления элементов трособлочной системы. При этом привод 28 механизма подачи смонтирован на поверхности корпуса 19, а датчик температуры 29 размещен над трубкой 20 противоположно нагревателю 25.Each
Устройство работает следующим образом. Предварительно определяют необходимые параметры и условия для печати, в частности, определяют разрешающую способность печати, скорость перемещения печатающей головки, толщину внешней оболочки изделия, процент заполнения изделия материалом пластика (от 0 - при изготовлении полых изделий, до 100%). При наличии навесных элементов у модели выясняют необходимость построения поддерживающих структур, а также необходимость добавления «юбки» к основанию 3D-модели для лучшей адгезии начальных слоев строящегося изделия к поверхности рабочего стола в начале процесса печати и предотвращения смещения изделия в процессе печати. Для случая, когда изделие состоит из множества отдельно стоящих элементов, в целях снижения риска возникновения ошибки определяют необходимость печати подложки и параметры, характеризующие расходный материал (пластик). Выбирают для каждого вида пластика температуру нагревателя для расплавления пластика в печатающей головке, температуру нагрева поверхности рабочего стола при печати первого слоя 3D-модели и остальных слоев. Поскольку поддерживающая структура строится из материала печати самого объекта с использованием одной печатающей головки, то поддерживающую структуру проектируют и размещают с зазором относительно строящейся модели для обеспечения ее легкого удаления с поверхности готового изделия.The device operates as follows. Preliminarily determine the necessary parameters and conditions for printing, in particular, determine the resolution of the print, the speed of movement of the print head, the thickness of the outer shell of the product, the percentage of filling the product with plastic material (from 0 - in the manufacture of hollow products, up to 100%). In the presence of attachments, the model finds out the need to build supporting structures, as well as the need to add a “skirt” to the base of the 3D model for better adhesion of the initial layers of the product under construction to the surface of the desktop at the beginning of the printing process and to prevent product displacement during printing. For the case when the product consists of many separate elements, in order to reduce the risk of errors, the necessity of printing the substrate and the parameters characterizing the consumable (plastic) are determined. For each type of plastic, the temperature of the heater is selected to melt the plastic in the print head, the temperature of the heating of the desktop surface when printing the first layer of the 3D model and the remaining layers. Since the supporting structure is constructed from the printing material of the object itself using a single print head, the supporting structure is designed and placed with a gap relative to the model under construction to ensure its easy removal from the surface of the finished product.
Перед началом печати на персональном компьютере с помощью графического программного обеспечения, (например, Компас 3D, AutoCad, SolidWorks, Blender, 3ds Max, Google SketchUp) формируют 3D-модель, которая должна соответствовать параметрам принтера. Сформированную модель загружают в соответствующее программное обеспечение (ПО), предназначенное для работы параллельным 3D-принтером, обеспечивающее разбиение модели на слои, области печати (в соответствии с параметрами настройки принтера) и подготовку задания для печати. По окончании подготовки задания, проверяют готовность принтера к печати и передают задание на печать в принтер средствами доступных интерфейсов.Before printing on a personal computer using graphics software (for example, Compass 3D, AutoCad, SolidWorks, Blender, 3ds Max, Google SketchUp), they create a 3D model that must match the printer settings. The generated model is loaded into the appropriate software (software), designed to work with a parallel 3D printer, which provides for dividing the model into layers, print areas (in accordance with the printer settings) and preparing the print job. At the end of the preparation of the job, check the printer’s readiness for printing and transfer the print job to the printer using the available interfaces.
Подготовку задания для печати осуществляют следующим образом. После окончания всех манипуляций с моделью модель переводят в понятное для принтера задание для старта печати. Задание, представленное в виде компьютерного языка команд, g-code, образуется в процессе разрезания модели на множество слоев. Количество слоев определяется необходимым разрешением принтера. В процессе подготовки задания определяют характеристики прочности модели, разрешение печати, скорость печати и необходимость построения поддерживающих структур под навесные элементы. По каждому слою строят векторы перемещения используемых экструдеров - контур и внутреннюю структуру в зависимости от выбранных параметров (плотность стыковки областей, толщины стенки, процента заполнения и т.д.).Preparation of tasks for printing is as follows. After completing all the manipulations with the model, the model is transferred to a task clear for the printer to start printing. The task, presented in the form of a computer command language, g-code, is formed in the process of cutting the model into many layers. The number of layers is determined by the required printer resolution. In the process of preparing the task, the strength characteristics of the model, print resolution, print speed and the need to build supporting structures for mounted elements are determined. For each layer, the displacement vectors of the used extruders are constructed - the contour and internal structure depending on the selected parameters (density of joining of regions, wall thickness, percent filling, etc.).
Общий алгоритм преобразования STL модели в задание для принтера представлен на фиг. 16. Входная модель разделяется на области печати и разрезается по слоям, равным разрешению принтера. После отсечения очередного слоя вырисовывается внешний контур каждой области печати, затем производится его заливка, исходя из процента заполнения. После прохождения по всей высоте модели, в процессе разрезания модели на слои автоматически формируются элементы, которые создают опорные плоскости для элементов детали (поддерживающие структуры) и производится их построение. Каждый новый слой должен быть разбит на несколько областей печати по количеству экструдеров. Осуществляется поочередное смещение областей печати для достижения взаимного перекрытия слоев. В процессе генерации g-кода необходимо отслеживать возникновения ошибок, которые могут привести к дефектам печати таким, как двойное наложение слоя или появление отверстий в модели. Подготовленное задание экспортируется в файл.The general algorithm for converting an STL model into a job for a printer is shown in FIG. 16. The input model is divided into print areas and cut into layers equal to the resolution of the printer. After cutting off the next layer, the outer contour of each print area is drawn, then it is filled, based on the percentage of completion. After passing through the entire height of the model, in the process of cutting the model into layers, elements are automatically formed that create reference planes for the part elements (supporting structures) and are constructed. Each new layer should be divided into several printing areas according to the number of extruders. The print areas are alternately shifted to achieve overlapping layers. In the process of generating g-code, it is necessary to monitor the occurrence of errors that can lead to printing defects such as double layer overlapping or holes in the model. The prepared task is exported to a file.
После подготовки задания для печати устанавливают соединение с принтером. Проверяют работоспособность всех механических узлов принтера и наличие установленных расходных материалов. Затем загружают подготовленное задание в контроллер 11 через сетевой интерфейс или переносной носитель.After preparing the print job, connect to the printer. Check the operability of all mechanical components of the printer and the presence of installed consumables. Then, the prepared task is loaded into the
По окончании перечисленных подготовительных операций запускают печать. После запуска осуществляется разогрев платформы 6 до заданной температуры, а также разогрев сопла 14 из каждого экструдеров 8. При этом экструдеры 8 и рабочий стол 6 совершают поиск нулевых координат по осям X, Y, Z. и осуществляют ручную калибровку рабочего стола 6 и модулей 10, управляющих экструдерами 8. Модель необходимо разместить на рабочей платформе 6 таким образом, чтобы она была разделена примерно на четыре равные части, по одной части на каждую область печати. Для получения максимальной эффективности и достижения высокой скорости 3D-печати, необходимо чтобы каждый экструдер 8 был равномерно загружен. При позиционировании объекта на платформе 6 для первого, второго, третьего и четвертого экструдера (экструдеры 1, 2, 3, 4) одинаковая по величине нагрузка распределяется на каждом слое печати. Слои, печатаемые экструдерами 8 в смежных областях Б1,2; Б3,4; Г1,3; Г2,4 (фиг. 7), должны перекрываться на одном или на разных Z-уровнях. В один и тот же момент времени траектории движения различных экструдеров не должны пересекать смежные зоны Б, Г и общую центральную область В (фиг. 7, 9). В процессе построения 3D-объекта контроллер 11 шаг за шагом направляет вдоль оси Z рабочий стол 6 для построения следующих один за другим слоев 3D-объекта. Контроллер 11 (модуль управления) управляет перемещением рабочего стола 6 и экструдерами 8, скоростью подачи и температурой плавления расходного материала (пластика), а также температурой нагрева рабочего стола 6. На индикаторе контроллера 11 отображается текущая информация процесса печати 3D-модели: координаты положения платформы 6 по оси Z; температура сопла 14 для каждого экструдера 8; температура рабочего стола 6; процент выполнения печати и др. На индикаторе также могут быть доступны такие сервисные функции, как заправка пластика; выгрузка пластика; смена сопла и т.п. При этом контроллер 11 выполнен с возможностью автономной работы или работы под управлением компьютера с программным обеспечением, который генерирует данные для построения по STL-модели, соответствующей 3D-объекту, и передает данные для построения в контроллер 3D-принтера.At the end of these preparatory operations start printing. After starting, the
Заявляемая конструкция трехмерного принтера соответствует критерию патентоспособности «промышленная применимость» и позволяет осуществить совместную печать цельного объекта с взаимодействием до четырех экструдеров; совместную печать до двух объектов с распределением по два экструдера на каждый объект (печать двух идентичных объектов по площади печати на каждом слое; печать до четырех объектов с распределением по одному экструдеру на каждый объект (печать четырех идентичных объектов по площади печати на каждом слое). Заявляемый 3D-принтер для параллельной печати позволяет более, чем в 2 раза, а при оснащении его четырьмя экструдерами и в 4 раза, увеличить скорость печати по сравнению с обычным принтером для трехмерной печати. Конструкция принтера достаточно проста и ограничена только поверхностью печати и длиной направляющих. Все материалы принтера выбраны на основе результатов проведения механических воздействий на составляющие элементы и детали. Каркас может быть выполнен из алюминиевых угловых, П-образных и Т-образных элементов. Направляющие могут быть выполнены из углеродистой стали и, например, при длине 39 см их масса составляет 250 г. Смонтированный на каркасе рабочий стол может иметь габариты 75×50 см помимо тех, которые приведены в описании. Печатающая головка и сопло могут быть изготовлены из латуни, а механизм подачи пластика и трубка термоизолятора из алюминия. Таким образом, 3D-принтер для параллельной печати позволяет с меньшими временными затратами и стоимостными характеристиками изготавливать лабораторные стенды, представляющие собой трехмерные модели рельефа заданных территорий, создание полноразмерных прототипов сложных технических изделий, механизмов (транспорт, мебель, монументы и т.д.), а также может найти применение при фрезеровании изделий с использованием станков с ЧПУ.The inventive design of a three-dimensional printer meets the patentability criterion of "industrial applicability" and allows for joint printing of a single object with the interaction of up to four extruders; joint printing of up to two objects with a distribution of two extruders per object (printing of two identical objects by the printing area on each layer; printing of up to four objects with the distribution of one extruder per object (printing of four identical objects by the printing area on each layer). The inventive 3D printer for parallel printing allows more than 2 times, and when equipped with four extruders and 4 times, increase print speed compared to a conventional printer for three-dimensional printing. it is intrinsically simple and limited only by the printing surface and the length of the guides.All printer materials are selected based on the results of mechanical stresses on the constituent elements and parts.The frame can be made of aluminum corner, U-shaped and T-shaped elements.The guides can be made of carbon steel and, for example, with a length of 39 cm, their weight is 250 g. A worktable mounted on a frame can have dimensions of 75 × 50 cm in addition to those described in the description. The print head and nozzle can be made of brass, and the plastic feed mechanism and the thermal insulator tube are made of aluminum. Thus, a 3D printer for parallel printing allows laboratory stands to be produced with lower time costs and cost characteristics, which are three-dimensional models of the relief of given territories, the creation of full-size prototypes of complex technical products, mechanisms (transport, furniture, monuments, etc.), and may also find application in milling products using CNC machines.
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2019127937A RU2719528C1 (en) | 2019-09-04 | 2019-09-04 | 3d printer for parallel printing |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2019127937A RU2719528C1 (en) | 2019-09-04 | 2019-09-04 | 3d printer for parallel printing |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2719528C1 true RU2719528C1 (en) | 2020-04-21 |
Family
ID=70415362
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2019127937A RU2719528C1 (en) | 2019-09-04 | 2019-09-04 | 3d printer for parallel printing |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2719528C1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114115765A (en) * | 2021-11-30 | 2022-03-01 | 上海制驰智能科技有限公司 | Multi-head cooperation FDM printing control framework and printing system |
| WO2022231600A1 (en) * | 2021-04-29 | 2022-11-03 | Hewlett-Packard Development Company, L.P. | Positioning separators in build beds |
| RU216371U1 (en) * | 2022-11-29 | 2023-01-31 | Общество с ограниченной ответственностью "Ниагара" | Device for additive formation of large-sized products |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015038072A1 (en) * | 2013-09-12 | 2015-03-19 | Bio3D Technologies Pte Ltd | A 3d printer with a plurality of interchangeable printing modules and methods of using said printer |
| RU2567318C1 (en) * | 2014-05-06 | 2015-11-10 | Общество с ограниченной ответственностью "Научно-Производственное Предприятие Интеллектуальные Информационные Системы" | Device of displacement of 3d-printer working table |
-
2019
- 2019-09-04 RU RU2019127937A patent/RU2719528C1/en active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015038072A1 (en) * | 2013-09-12 | 2015-03-19 | Bio3D Technologies Pte Ltd | A 3d printer with a plurality of interchangeable printing modules and methods of using said printer |
| RU2567318C1 (en) * | 2014-05-06 | 2015-11-10 | Общество с ограниченной ответственностью "Научно-Производственное Предприятие Интеллектуальные Информационные Системы" | Device of displacement of 3d-printer working table |
Non-Patent Citations (1)
| Title |
|---|
| ВЕСТНИК ПЕРМСКОГО УНИВЕРСИТЕТА, выпуск 2(41) "Обзор оборудования, программного обеспечения, возможностей и этапов трехмерной печати" В.Ю. Митин, 2018 г. * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022231600A1 (en) * | 2021-04-29 | 2022-11-03 | Hewlett-Packard Development Company, L.P. | Positioning separators in build beds |
| CN114115765A (en) * | 2021-11-30 | 2022-03-01 | 上海制驰智能科技有限公司 | Multi-head cooperation FDM printing control framework and printing system |
| RU216371U1 (en) * | 2022-11-29 | 2023-01-31 | Общество с ограниченной ответственностью "Ниагара" | Device for additive formation of large-sized products |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2567318C1 (en) | Device of displacement of 3d-printer working table | |
| US8033811B2 (en) | Pantograph assembly for digital manufacturing system | |
| US20200070405A1 (en) | Additive manufacturing system with platen having vacuum and air bearing | |
| US10513104B2 (en) | 3D printer with coupling for attaching print head to head carriage | |
| RU2719528C1 (en) | 3d printer for parallel printing | |
| US10562289B2 (en) | Print foundation positioning and printing methods for additive manufacturing system | |
| RU2552235C1 (en) | Device of displacement of print head for 3d-printer | |
| US11161336B2 (en) | Heated air system for 3D printer | |
| US20190210284A1 (en) | Baffle doors for additive manufacturing system | |
| CN106256464A (en) | Interpolation for large-scale component manufactures equipment and method | |
| EP2851179B1 (en) | Device for printing simultaneously three dimensional objects | |
| CN105150543A (en) | Multi-print-head 3-dimensional printer | |
| US20180297279A1 (en) | A three-dimensional imaging apparatus for modeling a colored three-dimensional object | |
| CN108790157B (en) | Double-nozzle rapid forming system for environment-sensitive functionally-graded material | |
| CN104999669B (en) | 3 D-printing shower nozzle, three-dimensional printer and Method of printing | |
| US11020899B2 (en) | Additive manufacturing system with extended printing volume, and methods of use thereof | |
| CN206276911U (en) | A kind of metal three-dimensional printer of fused glass pellet | |
| WO2017099645A1 (en) | A three-dimensional imaging apparatus having a color mixing channel | |
| CN205326300U (en) | Colored 3D printer | |
| RU173739U1 (en) | 3D PRINTER | |
| TW201522019A (en) | Three-dimensional printing apparatus and printing head module | |
| US20190375205A1 (en) | In-situ part position measurement | |
| KR20180001340A (en) | 3d printer having a plurality of extruders moving independently and 3d printing method by using the same | |
| US11654614B2 (en) | Method of printing semi-crystalline materials utilizing extrusion based additive manufacturing system | |
| CN107225755A (en) | A kind of vertical screw discharge type 3D extrusion molding apparatus and technique |