RU2683340C1 - Absorbent article - Google Patents
Absorbent article Download PDFInfo
- Publication number
- RU2683340C1 RU2683340C1 RU2018121508A RU2018121508A RU2683340C1 RU 2683340 C1 RU2683340 C1 RU 2683340C1 RU 2018121508 A RU2018121508 A RU 2018121508A RU 2018121508 A RU2018121508 A RU 2018121508A RU 2683340 C1 RU2683340 C1 RU 2683340C1
- Authority
- RU
- Russia
- Prior art keywords
- fastened
- parts
- central
- bonded
- area
- Prior art date
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51104—Topsheet, i.e. the permeable cover or layer facing the skin the top sheet having a three-dimensional cross-section, e.g. corrugations, embossments, recesses or projections
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/5116—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/5116—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers
- A61F2013/51182—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers with non-continuous bonding
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/513—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its function or properties, e.g. stretchability, breathability, rewet, visual effect; having areas of different permeability
- A61F2013/51316—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its function or properties, e.g. stretchability, breathability, rewet, visual effect; having areas of different permeability with low friction coefficient
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Description
Область техники, к которой относится изобретениеFIELD OF THE INVENTION
[0001][0001]
Настоящее изобретение относится к различным типам впитывающих изделий, таких как одноразовые подгузники и гигиенические прокладки.The present invention relates to various types of absorbent articles, such as disposable diapers and sanitary napkins.
Предшествующий уровень техникиState of the art
[0002][0002]
Известно техническое решение для впитывающего изделия, согласно которому сторона обращенной к коже поверхности верхнего листа образована с трехмерной формой для уменьшения площади контакта и трения между верхним листом и кожей пользователя и для улучшения текстуры и воздухопроницаемости при ношении впитывающего изделия. Например, в патентном литературном источнике 1 раскрыт верхний лист 2 впитывающего изделия 1, который включает в себя большое число выступов 21, которые имеют форму, удлиненную в продольном направлении впитывающего изделия, в центральной зоне 2с, которая предусмотрена в центре в продольном направлении, и большое число выступов 22, которые имеют форму, удлиненную в направлении ширины впитывающего изделия, в концевых зонах 2а и 2b, которые предусмотрены с передней и задней сторон центральной зоны 2с. Выступы 21 и 22 в центральной зоне 2с и концевых зонах 2а и 2b выполнены рассредоточенными в продольном направлении и направлении ширины впитывающего изделия 1. Верхний лист 2 включает в себя первый нетканый материал 23, на котором образованы выступы 21 и 22, и второй нетканый материал 24, который является по существу плоским и прикреплен к первому нетканому материалу 23 в частях, отличных от выступов 21 и 22 первого нетканого материала 23. В патентном литературном источнике 1 указано, что впитывающее изделие 1, которое включает в себя такой верхний лист 2, имеет очень хорошую впитывающую способность и очень хорошую характеристику предотвращения утечки.A technical solution for an absorbent product is known, according to which the side of the skin surface of the upper sheet is formed with a three-dimensional shape to reduce the contact area and friction between the upper sheet and the skin of the user and to improve texture and breathability when wearing the absorbent product. For example, in
[0003][0003]
В патентном литературном источнике 2 раскрыт верхний лист 2 впитывающего изделия 1, в котором образовано большое число выступов 21, рассредоточенных в продольном направлении и направлении ширины впитывающего изделия в центральной зоне 2а, которая предусмотрена в центре и проходит в продольном направлении, и множество рядов R1-R3 выступов образованы в направлении ширины в боковых зонах 2b и 2с, которые предусмотрены с правой и левой сторон центральной зоны 2а, при этом каждый ряд выступов включает в себя большое число выступов 22, которые выровнены в продольном направлении. Верхний лист 2 включает в себя первый нетканый материал 22, которому придана определенная форма с выступами и углублениями, и второй нетканый материал 23, который является по существу плоским и прикреплен к первому нетканому материалу 22 во всех или некоторых из углублений 22а первого нетканого материала 22. В патентном литературном источнике 2 указано, что впитывающее изделие 1, которое включает в себя такой верхний лист 2, имеет очень хорошую характеристику предотвращения утечки, и можно эффективно предотвратить как утечку из боковых сторон, так и утечку из переднего и заднего концов.A
Перечень ссылокList of links
Патентная литератураPatent Literature
[0004][0004]
Патентный литературный источник 1: JP 2009-136349АPatent Literature 1: JP 2009-136349A
Патентный литературный источник 2: JP 2009-148445АPatent Literature 2: JP 2009-148445A
Сущность изобретенияSUMMARY OF THE INVENTION
[0005][0005]
Как раскрыто в патентных литературных источниках 1 и 2, для повышения мягкости верхнего листа, который состоит из комплекта из двух нетканых материалов, которые прикреплены друг к другу, или для уменьшения трения между верхним листом и кожей пользователя целесообразно установить долю площади зон скрепления двух нетканых материалов на низком уровне. Однако уменьшение доли площади зон скрепления часто приводит к снижению прочности соединения между двумя неткаными материалами. Снижение прочности соединения может привести к отделению нетканых материалов друг от друга и образованию зазора между данными двумя неткаными материалами при ношении впитывающего изделия. В частности, разделение и образование зазора с большей вероятностью происходят вблизи части с отверстиями для ног, в которой высока степень контактирования с кожей пользователя.As disclosed in
Средства решения проблемProblem Solving Tools
[0006][0006]
Согласно настоящему изобретению предложено впитывающее изделие, включающее в себя: верхний лист, задний лист и впитывающий элемент, который предусмотрен между верхним листом и задним листом, при этом верхний лист включает в себя комплект, включающий в себя первый лист и второй лист, при этом комплект включает в себя множество скрепленных частей, образованных посредством частичного скрепления первого листа и второго листа, и имеет множество выступов, которые выступают по направлению к телу пользователя, при этом выступы образованы так, что части первого листа, отличные от скрепленных частей, выступают в направлении от второго листа, и верхний лист включает в себя центральную зону, которая расположена в центре в направлении ширины верхнего листа и которая проходит в его продольном направлении, и две боковые зоны, которые проходят в продольном направлении, при этом боковая зона примыкает к центральной зоне, при этом форма и/или схема расположения скрепленных частей в центральной зоне отличаются от формы и/или схемы расположения скрепленных частей в боковых зонах, при этом доля площади скрепленных частей является по существу одинаковой в центральной зоне и боковых зонах, и число скрепленных частей на единицу площади больше в боковых зонах, чем в центральной зоне.The present invention provides an absorbent article including: a top sheet, a back sheet, and an absorbent member that is provided between the top sheet and the back sheet, the top sheet including a kit including a first sheet and a second sheet, the kit includes many bonded parts formed by partially bonding the first sheet and the second sheet, and has a plurality of protrusions that protrude toward the body of the user, the protrusions being formed so that about portions of the first sheet, other than the bonded parts, protrude in the direction from the second sheet, and the top sheet includes a central zone that is located in the center in the width direction of the top sheet and which extends in its longitudinal direction, and two side zones that extend in the longitudinal direction, while the lateral zone adjoins the central zone, while the shape and / or arrangement of the fastened parts in the central zone differs from the shape and / or arrangement of the fastened parts in the lateral zones, while The area of the bonded parts is substantially the same in the central zone and the side zones, and the number of bonded parts per unit area is greater in the side zones than in the central zone.
Краткое описание чертежейBrief Description of the Drawings
[0007][0007]
[Фиг. 1] Фиг. 1 представляет собой вид в плане одноразового подгузника, который представляет собой вариант осуществления впитывающего изделия согласно настоящему изобретению, в его разложенном состоянии, в котором эластичные элементы не стянуты и выровнены, если смотреть со стороны верхнего листа, который образует обращенную к коже поверхность подгузника.[FIG. 1] FIG. 1 is a plan view of a disposable diaper, which is an embodiment of an absorbent product according to the present invention, in its unfolded state in which the elastic elements are not pulled and aligned when viewed from the side of the top sheet, which forms the diaper surface facing the skin.
[Фиг. 2] Фиг. 2 представляет собой сечение в направлении толщины, схематически показывающее сечение, выполненное по линии II-II, показанной на фиг. 1.[FIG. 2] FIG. 2 is a section in the thickness direction schematically showing a section taken along line II-II of FIG. one.
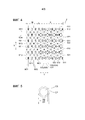
[Фиг. 3] Фиг. 3 представляет собой частичный вид в плане обращенной к коже поверхности верхнего листа подгузника, показанного на фиг. 1.[FIG. 3] FIG. 3 is a partial plan view of the skin-facing surface of the top sheet of the diaper shown in FIG. one.
[Фиг. 4] Фиг. 4 представляет собой увеличенный в вид в плане соответствующей части фиг. 3.[FIG. 4] FIG. 4 is an enlarged plan view of the corresponding part of FIG. 3.
[Фиг. 5] Фиг. 5 представляет собой схематическое изображение, показывающее пример структуры поперечного сечения первого волокна или второго волокна, которое используется в верхнем листе впитывающего изделия согласно настоящему изобретению.[FIG. 5] FIG. 5 is a schematic view showing an example of a cross-sectional structure of a first fiber or a second fiber that is used in the top sheet of an absorbent article according to the present invention.
[Фиг. 6] Фиг. 6(а) и 6(b) представляют собой виды в плане, показывающие верхние листы согласно другим вариантам осуществления, которые могут быть использованы во впитывающем изделии по настоящему изобретению.[FIG. 6] FIG. 6 (a) and 6 (b) are plan views showing top sheets according to other embodiments that can be used in the absorbent article of the present invention.
Описание вариантов осуществленияDescription of Embodiments
[0008][0008]
Настоящее изобретение относится к усовершенствованию верхнего листа впитывающего изделия, который состоит из комплекта из двух листов, и, более конкретно, к впитывающему изделию, которое включает в себя верхний лист, который имеет хорошую текстуру и в котором маловероятно отделение данных двух листов друг от друга и маловероятно образование зазора между данными двумя листами.The present invention relates to an improvement of the top sheet of an absorbent article, which consists of a set of two sheets, and, more particularly, to an absorbent article that includes a top sheet that has a good texture and in which it is unlikely that the two sheets are separated from each other and the formation of a gap between the two sheets is unlikely.
[0009][0009]
В дальнейшем впитывающее изделие согласно настоящему изобретению будет описано посредством предпочтительных вариантов осуществления настоящего изобретения со ссылкой на чертежи. Фиг. 1 и 2 показывают одноразовый подгузник 1, который представляет собой вариант осуществления впитывающего изделия согласно настоящему изобретению. Подгузник 1 включает в себя переднюю часть 1F, которая подлежит размещению с абдоминальной стороны пользователя при ношении подгузника, заднюю часть 1R, которая подлежит размещению с дорсальной стороны пользователя, и промежностную часть 1М, которая предусмотрена между передней частью 1F и задней частью 1R. Подгузник 1 имеет продольное направление Х, которое проходит от передней части 1F к задней части 1R через промежностную часть 1М и соответствует направлению от передней стороны к задней стороне пользователя, и поперечное направление Y, которое перпендикулярно к продольному направлению Х. Передняя часть 1F, промежностная часть 1М и задняя часть 1R соответствуют соответственно зонам, получаемым при разделения подгузника 1 в продольном направлении Х на три равные части. Промежностная часть 1М включает в себя часть, которая обращена к части, в которой происходит выпуск выделений, и которая при ношении подгузника 1 должна быть размещена напротив части тела пользователя, в которой происходит выпуск выделений, и часть, обращенная к части, в которой происходит выпуск выделений, обычно предусмотрена в центре или рядом с центром подгузника 1 в продольном направлении Х.Hereinafter, an absorbent article according to the present invention will be described by means of preferred embodiments of the present invention with reference to the drawings. FIG. 1 and 2 show a
[0010][0010]
Как показано на фиг. 1 и 2, подгузник 1 включает в себя впитывающий элемент 4, который включает в себя впитывающую сердцевину 40, проницаемый для жидкостей, верхний лист 2, который предусмотрен со стороны обращенной к коже поверхности впитывающего элемента 4 и может входить в контакт с кожей пользователя при ношении подгузника, и не проницаемый для жидкостей или водоотталкивающий задний лист 3, который предусмотрен со стороны не обращенной к коже поверхности впитывающего элемента 4. На виде в плане, показанном на фиг. 1, подгузник 1 имеет удлиненную форму песочных часов, в которой часть, центральная в продольном направлении Х, в которой предусмотрена промежностная часть 1М, является изогнутой внутрь и удлиненной в одном направлении, в частности, в продольном направлении Х. Верхний лист 2 имеет размеры, которые по существу равны размерам впитывающего элемента 4 или незначительно больше их. Задний лист 3 имеет размеры, которые больше размеров впитывающего элемента 4. Кроме того, размеры заднего листа 3 больше размеров верхнего листа 2. Задний лист 3 выступает наружу от периферийного края впитывающего элемента 4 и образует наружный контур подгузника 1 в его разложенном и нестянутом состоянии, показанном на фиг. 1. В качестве заднего листа 3 задний лист любого типа, который обычно используется во впитывающем изделии данного типа, может быть использован без какого-либо ограничения, и можно использовать полимерную пленку, ламинат из полимерной пленки и нетканого материала или тому подобное. Задний лист 3 может быть воздухопроницаемым.As shown in FIG. 1 and 2, the
[0011][0011]
В данном описании термин «поверхность, обращенная к коже» относится к поверхности впитывающего изделия или его составляющего элемента (например, впитывающего элемента 4), которая предназначена для того, чтобы быть обращенной к коже пользователя при ношении впитывающего изделия, или, другими словами, к поверхности, которая находится отпользовательно близко к коже пользователя. Термин «поверхность, не обращенная к коже» относится к поверхности впитывающего изделия или его составляющего элемента, которая предназначена для того, чтобы быть обращенной в сторону, противоположную коже пользователя, при ношении впитывающего изделия, или, другими словами, к поверхности, которая находится отпользовательно далеко от кожи пользователя. В используемом в данном документе смысле выражение «при ношении впитывающего изделия (или подгузника)» относится к нормальному и надлежащему положению при ношении или, к другими словами, к состоянию, в котором поддерживается правильное положение впитывающего изделия (или подгузника) при ношении, и не охватывает состояние, в котором впитывающее изделие (или подгузник) не находится в правильном положении при ношении.As used herein, the term “skin-facing surface” refers to the surface of an absorbent article or its constituent element (eg, absorbent member 4) that is intended to face the wearer's skin when wearing an absorbent article, or, in other words, to a surface that is advantageously close to the skin of the user. The term “non-skin surface” refers to the surface of the absorbent article or its constituent element, which is designed to face the opposite to the skin of the wearer when wearing the absorbent article, or, in other words, to the surface that is used far from the user's skin. As used herein, the phrase “when wearing an absorbent article (or diaper)” refers to a normal and proper position when wearing, or, in other words, to a state in which the absorbent article (or diaper) is correctly positioned when worn, and not covers a condition in which the absorbent article (or diaper) is not in the correct position when worn.
[0012][0012]
Боковые листы 5 предусмотрены на правой и левой сторонах в продольном направлении Х со стороны верхнего листа 2 подгузника 1. Каждый боковой лист 5 включает в себя внутреннюю краевую часть, которая проходит в продольном направлении Х, и наружную краевую часть, которая расположена с наружной стороны в поперечном направлении Y отпользовательно внутренней краевой части и проходит в продольном направлении Х. На виде в плане, показанном на фиг. 1, внутренняя краевая часть перекрывает впитывающий элемент 4, и, как показано на фиг. 2, наружная краевая часть выступает наружу в поперечном направлении Y от бокового края впитывающего элемента 4, который проходит в продольном направлении Х, и прикреплена к заднему листу 3. Между боковым листом 5 и задним листом 3 в каждой из частей для правой и левой ног, которые должны быть размещены вокруг ног пользователя, эластичный элемент 50 в виде жилок закреплен в его растянутом состоянии так, что он проходит в продольном направлении Х. При данной конфигурации при ношении подгузника 1 две сборки для ног образуются в предназначенных для ног частях подгузника 1 в результате стягивания эластичных элементов 50. Кроме того, во внутренней краевой части каждого бокового листа 5 эластичный элемент 51 в виде жилок закреплен в его растянутом состоянии так, что он проходит в продольном направлении Х. При ношении подгузника 1 при данной конфигурации, вследствие стягивания эластичных элементов 51, по меньшей мере, в промежностной части 1М каждый из боковых листов 5 образует манжету, препятствующую утечке, в результате подъема внутренней краевой части вверх по направлению к коже пользователя от скрепленной части между боковым листом 5 и задним листом 3. Манжеты, препятствующие утечке, могут предотвратить вытекание выделенной жидкости, такой как моча, наружу в поперечном направлении Y или, другими словами, так называемую «боковую утечку». Верхний лист 2, задний лист 3, впитывающий элемент 4, боковые листы 5 и эластичные элементы 50 и 51 прикреплены друг к другу с помощью известного средства скрепления, такого как термоплавкий адгезив или тому подобное.
[0013][0013]
Подгузник 1 представляет собой одноразовый подгузник так называемого «раскрываемого типа». Как показано на фиг. 1, две скрепляющие ленты 6 и 6 предусмотрены на двух боковых краевых частях задней части 1R подгузника 1, которые проходят в продольном направлении Х. Скрепляющая часть (непоказанная), которая представляет собой охватываемый элемент механической застежки-«липучки», прикреплена к каждой скрепляющей ленте 6. Кроме того, на не обращенной к коже поверхности передней части 1F подгузника 1 образована зона 7 для прикрепления, которая представляет собой охватывающий элемент механической застежки-«липучки». Зона 7 для прикрепления образована посредством присоединения и прикрепления охватывающего элемента механической застежки-«липучки» к не обращенной к коже поверхности заднего листа 3, которая образует не обращенную к коже поверхность передней части 1F, с помощью известного средства скрепления, например, такого как адгезив или термосварка, и выполнена с возможностью приема скрепляющих частей скрепляющих лент 6 с возможностью отсоединения.The
[0014][0014]
Как видно на виде в плане, показанном на фиг. 1, впитывающий элемент 4 имеет форму, которая является удлиненной в продольном направлении Х, и проходит от передней части 1F до задней части 1R. Впитывающий элемент 4 включает в себя: удерживающую жидкости, впитывающую сердцевину 40, которая содержит впитывающий материал, и лист 45 для обертывания сердцевины, который закрывает обращенную к коже поверхность 40а и не обращенную к коже поверхность 40b впитывающей сердцевины 40. Впитывающая сердцевина 40 и лист 45 для обертывания сердцевины скреплены с помощью известного средства скрепления, такого как термоплавкий адгезив. Впитывающий элемент 4 (впитывающая сердцевина 40) является симметричным (-ой) отпользовательно воображаемой линии (непоказанной), которая разделяет подгузник 1 пополам в поперечном направлении Y и которая проходит в продольном направлении Х.As seen in the plan view shown in FIG. 1, the
[0015][0015]
Впитывающая сердцевина 40 может иметь однослойную структуру. В альтернативном варианте впитывающая сердцевина 40 может иметь многослойную структуру. Как видно на виде в плане, показанном на фиг. 1, впитывающая сердцевина 40 имеет форму песочных часов, в которой часть, центральная в направлении длины, другими словами, в продольном направлении Х, изогнута внутрь. Впитывающая сердцевина 40 сформирована посредством укладки в комплект волокон из материала, образующего сердцевину, который содержит впитывающий материал. Впитывающий материал, который обычно используется для образования впитывающей сердцевины данного типа, может быть использован в качестве впитывающего материала без особого ограничения. Например, можно использовать древесную целлюлозу, гидрофильные волокна, такие как синтетические волокна, которые были обработаны средством для придания гидрофильности, и впитывающие полимерные частицы. То есть, впитывающая сердцевина 40 может быть образована из волокнистого комплекта из гидрофильных волокон или из впитывающих полимерных частиц, которые опираются на комплект волокон.The
[0016][0016]
В качестве листа 45 для обертывания сердцевины может быть использован водопроницаемый листовой материал. В качестве листа 45 для обертывания сердцевины могут быть использованы, например, бумага, нетканый материал и тому подобное. В подгузнике 1 согласно данному варианту осуществления лист 45 для обертывания сердцевины представляет собой один непрерывный лист 45 для обертывания сердцевины, который имеет ширину, которая в два раза или более и в три раза или менее превышает длину впитывающей сердцевины 40 в поперечном направлении Y. Как показано на фиг. 2, один лист 45 для обертывания сердцевины закрывает всю обращенную к коже поверхность 40а впитывающей сердцевины 40 и выступает наружу в поперечном направлении Y от двух боковых краев впитывающей сердцевины 40, которые проходят в продольном направлении Х, и выступающие части загнуты вниз под впитывающую сердцевину 40, чтобы закрыть всю не обращенную к коже поверхность 40b впитывающей сердцевины 40. Само собой разумеется, конфигурация листа 45 для обертывания сердцевины не ограничена этим. Например, лист 45 для обертывания сердцевины может состоять из двух отдельных листов, а именно из листа для обертывания сердцевины, расположенного со стороны, обращенной к коже, который закрывает обращенную к коже поверхность 40а впитывающей сердцевины 40, и листа для обертывания сердцевины, расположенного со стороны, не обращенной к коже, который закрывает не обращенную к коже поверхность 40b впитывающей сердцевины 40.As the
[0017][0017]
Как показано на фиг. 3, верхний лист 2, расположенный со стороны обращенной к коже поверхности 40а впитывающего элемента 4, включает в себя центральную зону S и две боковые зоны М и М, которые расположены с обеих боковых сторон центральной зоны S. Центральная зона S расположена в центре в направлении ширины (то есть поперечном направлении Y) подгузника 1 и проходит в продольном направлении (то есть продольном направлении Х) подгузника 1. Две боковые зоны М и М примыкают к центральной зоне S и проходят в продольном направлении (то есть продольном направлении Х) подгузника 1. Центральная зона S и боковые зоны М предпочтительно образованы, по меньшей мере, в промежностной части 1М, более предпочтительно образованы так, чтобы они проходили от промежностной части 1М до любой или обеих из передней части 1F и задней части 1R, еще более предпочтительно образованы так, чтобы они проходили на всей длине впитывающего элемента 4, и еще более предпочтительно образованы на всей длине подгузника 1.As shown in FIG. 3, the
[0018][0018]
Центральная зона S и боковые зоны М могут отличаться друг от друга по форме и/или схеме расположения скрепленных частей, которые будут описаны позднее. Ширина центральной зоны S предпочтительно составляет 30% или более и более предпочтительно 40% или более от ширины верхнего листа 2. Кроме того, ширина центральной зоны S предпочтительно составляет 70% или менее и более предпочтительно 60% или менее от ширины верхнего листа 2. Кроме того, ширина центральной зоны S предпочтительно составляет 30% или более и 70% или менее и более предпочтительно 40% или более и 60% или менее от ширины верхнего листа 2. Ширина каждой боковой зоны М предпочтительно составляет 15% или более и более предпочтительно 20% или более от ширины верхнего листа 2. Кроме того, ширина каждой боковой зоны М предпочтительно составляет 35% или менее и более предпочтительно 30% или менее от ширины верхнего листа 2. Кроме того, ширина каждой боковой зоны М предпочтительно составляет 15% или более и 35% или менее и более предпочтительно 20% или более и 30% или менее от ширины верхнего листа 2. Общая ширина боковых зон М предпочтительно составляет 30% или более и более предпочтительно 40% или более от ширины верхнего листа 2. Кроме того, общая ширина боковых зон М предпочтительно составляет 70% или менее и более предпочтительно 60% или менее от ширины верхнего листа 2. Кроме того, общая ширина боковых зон М предпочтительно составляет 30% или более и 70% или менее и более предпочтительно 40% или более и 60% или менее от ширины верхнего листа 2.The central zone S and the lateral zones M may differ from each other in shape and / or arrangement of the fastened parts, which will be described later. The width of the central zone S is preferably 30% or more and more preferably 40% or more of the width of the
[0019][0019]
Верхний лист 2 состоит из комплекта, включающего в себя первый лист и второй лист. Первый лист предусмотрен со стороны тела пользователя при ношении подгузника 1. Второй лист предусмотрен со стороны впитывающего элемента 4. Как показано на фиг. 4, которая представляет собой увеличенный вид соответствующей части фиг. 3, верхний лист 2 включает в себя в центральной зоне S и каждой боковой зоне М множество скрепленных частей М11, М12, S11 и S12, образованных путем частичного скрепления комплекта из первого листа и второго листа посредством тиснения или ультразвуковой обработки, и имеет множество выступов М21, S21 и S22, которые выступают по направлению к коже пользователя, при этом выступы образованы так, что части первого листа, отличные от скрепленных частей М11, М12, S11 и S12, выступают в направлении от второго листа. Верхний лист 2 также выполнен с такой конфигурацией, что в центральной зоне S и каждой боковой зоне М его поверхность на стороне второго листа является по существу плоской и волнообразные неровности с большой высотой образованы на его поверхности на стороне первого листа.The
[0020][0020]
Скрепленные части, включенные в центральную зону S верхнего листа 2, включают центральную первую скрепленную часть S11 и центральную вторую скрепленную часть S12. Центральная первая скрепленная часть S11 и центральная вторая скрепленная часть S12 имеют прямоугольные формы со сторонами, проходящими в продольном направлении Х, и сторонами, проходящими в поперечном направлении Y, и форма центральной первой скрепленной части S11 отличается от формы центральной второй скрепленной части S12. Центральные первые скрепленные части S11 расположены так, чтобы образовать первые ряды S31 скрепленных частей, в которых центральные первые скрепленные части S11 расположены с заданным расстоянием между ними в продольном направлении Х. Центральные вторые скрепленные части S12 также расположены так, чтобы образовать второй ряд S32 скрепленных частей и третий ряд S33 скрепленных частей, в которых центральные вторые скрепленные части S12 расположены с заданным расстоянием между ними в продольном направлении Х. Второй ряд S32 скрепленных частей и третий ряд S33 скрепленных частей расположены попеременно между первыми рядами S31 скрепленных частей, соседними друг с другом. Определяемый в продольном направлении Х шаг центральных вторых скрепленных частей S12, включенных во второй ряд S32 скрепленных частей, такой же, как определяемый в продольном направлении Х шаг центральных вторых скрепленных частей S12, включенных в третий ряд S33 скрепленных частей. Центральные вторые скрепленные части S12, включенные во второй ряд S32 скрепленных частей, смещены на полшага от центральных вторых скрепленных частей S12, включенных в третий ряд S33 скрепленных частей. В результате того, что центральные первые скрепленные части S11 и центральные вторые скрепленные части S12 расположены так, как описано выше, выступы, включенные в центральную зону S, включают центральный первый выступ S21 и центральный второй выступ S22. Центральный первый выступ S21 имеет по существу форму эллипса на виде в плане, в котором длина в поперечном направлении Y больше длины в продольном направлении Х. Центральный второй выступ S22 имеет по существу форму круга на виде в плане, в котором длина в поперечном направлении Y по существу такая же, как длина в продольном направлении Х. Если смотреть на верхний лист 2 в продольном направлении Х, первый ряд S34 выступов, в котором центральные первые выступы S21 и центральные вторые выступы S22 расположены попеременно в продольном направлении Х, образован в центральной зоне S. Первый ряд S34 выступов расположен в том же месте, что и второй ряд S32 скрепленных частей, описанный выше. Кроме того, если смотреть на верхний лист 2 в продольном направлении Х, второй ряд S35 выступов, в котором только центральные вторые выступы S22 расположены в продольном направлении Х, образован в центральной зоне S. Второй ряд S35 выступов расположен в том же месте, что и третий ряд S33 скрепленных частей, описанный выше. Термин «по существу форма эллипса/эллиптическая форма» представляет собой понятие, которое охватывает полностью эллиптическую форму и удлиненную круглую форму. Выражение «по существу форма круга, в котором длина в поперечном направлении Y по существу такая же, как длина в продольном направлении Х» охватывает как форму идеального круга, так и форму эллипса, в котором длина в продольном направлении Х находится в пределах ±10% от длины в поперечном направлении Y.Bonded portions included in the central zone S of the
[0021][0021]
Скрепленные части, включенные в каждую боковую зону М верхнего листа 2, включают боковую первую скрепленную часть М11 и боковую вторую скрепленную часть М12. Боковая первая скрепленная часть М11 и боковая вторая скрепленная часть М12 имеют прямоугольные формы со сторонами, проходящими в продольном направлении Х, и сторонами, проходящими в поперечном направлении Y, и форма боковой первой скрепленной части М11 отличается от формы боковой второй скрепленной части М12. Боковые первые скрепленные части М11 расположены так, чтобы образовать четвертый ряд М31 скрепленных частей, в котором боковые первые скрепленные части М11 расположены с заданным расстоянием между ними в продольном направлении Х. Боковые вторые скрепленные части М12 также расположены так, чтобы образовать пятые ряды М32 скрепленных частей, в которых боковые вторые скрепленные части М12 расположены с заданным расстоянием между ними в продольном направлении Х. Четвертый ряд М31 скрепленных частей и пятый ряд М32 скрепленных частей расположены попеременно в поперечном направлении Y. Шаг боковых первых скрепленных частей М11, включенных в четвертый ряд М31 скрепленных частей, такой же, как шаг боковых вторых скрепленных частей М12, включенных в пятый ряд М32 скрепленных частей. Боковые первые скрепленные части М11, включенные в четвертый ряд М31 скрепленных частей, смещены на полшага от боковых вторых скрепленных частей М12, включенных в пятый ряд М32 скрепленных частей. В результате выступы, включенные в боковые зоны М, включают выступы только одного типа, а именно боковые выступы М21. Каждый боковой выступ М21 образован в пределах зоны, окруженной четырьмя скрепленными частями: двумя боковыми первыми скрепленными частями М11, соседними в продольном направлении Х, и двумя боковыми вторыми скрепленными частями М12, соседними в поперечном направлении Y. Боковые выступы М21 имеют на виде в плане по существу форму круга, в котором длина в поперечном направлении Y по существу такая же, как длина в продольном направлении Х. Если смотреть на верхний лист 2 в поперечном направлении Y, третий ряд М33 выступов и четвертый ряд М34 выступов, в каждом из которых боковые выступы М21 расположены в поперечном направлении Y, образованы в боковой зоне М. Шаг боковых выступов М21, включенных в третий ряд М33 выступов, такой же, как шаг боковых выступов М21, включенных в четвертый ряд М34 выступов. Боковые выступы М21, включенные в третий ряд М33 выступов, смещены на полшага от боковых выступов М21, включенных в четвертый ряд М34 выступов.Bonded portions included in each side zone M of
[0022][0022]
В центральной зоне S высота центральных первых выступов S21 может быть такой же, как высота центральных вторых выступов S22, или отличаться от нее. По соображениям, связанным с улучшением внешнего вида и тактильных ощущений, предпочтительно, чтобы высота центральных первых выступов S21 отличалась от высоты центральных вторых выступов S22. В случае, когда выступы S21 и S22 имеют разную высоту, высота центральных первых выступов S21 может быть больше высоты центральных вторых выступов S22. В альтернативном варианте высота центральных вторых выступов S22 может быть больше высоты центральных первых выступов S21. При выполнении выступов двух типов с такой конфигурацией, чтобы они имели разную высоту, части, которые создают разные тактильные ощущения, предусмотрены попеременно, при этом данные части обеспечивают лучшую текстуру при касании их пальцем по сравнению со случаем, когда предусмотрен один тип выступов, имеющих одинаковую высоту. Кроме того, при данной конфигурации утечка может быть уменьшена, поскольку, когда выпущенная моча течет вдоль поверхности верхнего листа 2, сопротивление перемещению мочи увеличивается от низких выступов к высоким выступам, что затрудняет вытекание мочи. Что касается боковых выступов М21, образованных в боковых зонах М, то каждый боковой выступ М21 может иметь такую же высоту, как высота центральных первых выступов S21 и центральных вторых выступов S22, или может иметь высоту, отличающуюся от высоты центральных первых выступов S21 и центральных вторых выступов S22. Например, высота боковых выступов М21 может быть такой же, как высота любого из центральных первых выступов S21 и центральных вторых выступов S22, может быть такой же, как высоты центральных первых выступов S21 и центральных вторых выступов S22, или может отличаться от высоты центральных первых выступов S21 и центральных вторых выступов S22. В каждой боковой зоне М существует вероятность разделения верхнего листа 2 вследствие движений ноги пользователя. По этой причине по соображениям, связанным с подавлением разделения верхнего листа 2, боковые выступы М21, выполненные в каждой боковой зоне М, предпочтительно состоят из выступов одного типа. Кроме того, высота боковых выступов М21 в боковых зонах М предпочтительно меньше высот центральных первых выступов S21 и центральных вторых выступов S22 или такая же, как высоты центральных первых выступов S21 и центральных вторых выступов S22 в центральной зоне S, что требуется для наличия лучшей текстуры.In the central zone S, the height of the central first protrusions S21 may be the same as or different from the height of the central second protrusions S22. For reasons related to improving appearance and tactile sensations, it is preferable that the height of the central first protrusions S21 be different from the height of the central second protrusions S22. In the case where the protrusions S21 and S22 have different heights, the height of the central first protrusions S21 may be greater than the height of the central second protrusions S22. Alternatively, the height of the central second protrusions S22 may be greater than the height of the central first protrusions S21. When performing protrusions of two types with such a configuration that they have different heights, parts that create different tactile sensations are provided alternately, while these parts provide a better texture when touched with your finger compared to the case when one type of protrusions having the same height. In addition, with this configuration, leakage can be reduced, since when the released urine flows along the surface of the
[0023][0023]
В верхнем листе 2 форма и/или схема расположения скрепленных частей S11 и S12 в центральной зоне S отличается от формы и/или схемы расположения скрепленных частей М11 и М12, в боковых зонах М. В частности, по меньшей мере, или форма, или схема расположения скрепленных частей S11, S12, М11 и М12 различаются в центральной зоне S и каждой боковой зоне М. Более конкретно, центральная зона S и каждая боковая зона М образованы так, чтобы они имели одну из следующих конфигураций: (i) схема расположения скрепленных частей одинаковая, но скрепленные части имеют разные формы; (ii) скрепленные части имеют одинаковую форму, но схема расположения скрепленных частей разная, и (iii) схема расположения скрепленных частей разная, и скрепленные части имеют разные формы. При выполнении центральной зоны S и каждой боковой зоны М с разными конфигурациями, как описано выше, контакт между верхним листом 2 и кожей пользователя можно регулировать соответствующим образом, и внешний вид может быть существенно изменен, при этом предпочтительно, чтобы форма и схема расположения скрепленных частей были различными. В варианте осуществления, показанном на фиг. 3 и 4, в центральной зоне S и боковых зонах М схема расположения скрепленных частей S11, S12, М11 и М12 разная, и форма скрепленных частей S11, S12, М11 и М12 также разная.In the
[0024][0024]
В верхнем листе 2 помимо того, что форма и/или схема расположения скрепленных частей различаются в центральной зоне S и каждой боковой зоне М, доля площади скрепленных частей по существу одинаковая в центральной зоне S и каждой боковой зоне М. Доля (%) площади скрепленных частей в каждой из центральной зоны S и боковых зон М относится к величине, полученной делением общей площади скрепленных частей, которые выполнены в заданной зоне, на заданную площадь и последующим умножением на 100. Выражение «доля площади скрепленных частей является по существу одинаковой» охватывает как случай, в котором доля площади скрепленных частей является одинаковой в центральной зоне S и каждой боковой зоне М, и случай, в котором доля площади в боковой зоне находится в пределах ±15% от доли площади в центральной зоне S. То есть, если доля площади в боковой зоне М составляет 0,85А% или более и 1,15А% или менее, при этом доля площади в центральной зоне S представляет собой А%, можно утверждать, что доля площади является по существу одинаковой в центральной зоне S и каждой боковой зоне М.In the
[0025][0025]
Выполнение центральной зоны S и боковых зон М с такой конфигурацией, чтобы они имели по существу одинаковую долю площади скрепленных частей, обеспечивает преимущество, заключающееся в том, что будет маловероятным отделение первого листа и второго листа, которые образуют верхний лист 2, друг от друга при ношении подгузника 1. При этом также обеспечивается другое преимущество, заключающееся в том, что имеет место незначительное изменение давления при вращении валика для изготовления верхнего листа 2 путем прикрепления первого листа и второго листа друг к другу посредством адгезива, и может быть обеспечено по существу одинаковое линейное давление в направлении ширины валика в центральной зоне S и боковых зонах М, что приводит к значительному улучшению технологичности. Например, маловероятно образование отверстий во время процесса прикрепления первого листа и второго листа друг к другу посредством адгезива. Также можно уменьшить износ и растрескивание валика, который используется для прикрепления первого листа и второго листа друг к другу посредством адгезива.The implementation of the Central zone S and the side zones M with such a configuration that they have essentially the same proportion of the area of the fastened parts provides the advantage that it will be unlikely that the first sheet and the second sheet, which form the
[0026][0026]
Кроме того, посредством конфигурации, в которой доля площади скрепленных частей является по существу одинаковой в центральной зоне S и каждой боковой зоне М, можно обеспечить преимущество, которое является важным для впитывающего изделия и заключается в том, что выпущенная моча может равномерно впитываться на всей поверхности впитывающего элемента. В данном варианте осуществления множество скрепленных частей М11, М12, S11 и S12 образуются путем частичного скрепления комплекта из первого листа и второго листа посредством тиснения или ультразвуковой обработки. В скрепленных частях волокна нетканых материалов, которые образуют первый лист и второй лист, превращаются в пленку для предотвращения возникновения разделения и образования зазора во время использования, и поэтому моча не впитывается скрепленными частями. В состоянии нормального использования моча выпускается в центральную зону S со скоростью 3 см3/с или более и 20 см3/с или менее. Соответственно, не вся моча может быть впитана центральной зоной S. Следовательно, важно, чтобы моча мгновенно впитывалась не только центральной зоной S, но также и боковыми зонами М. Если доля площади скрепленных частей, которые имеются в центральной зоне S, и доля площади скрепленных частей, которые имеются в боковых зонах М, будут разными, возникает неравномерность в скорости впитывания выпущенной мочи в данных зонах, что затрудняет равномерное и эффективное использование всей поверхности впитывающего элемента и делает вероятным возникновение утечки. Поскольку в настоящем изобретении доля площади скрепленных частей является одинаковой в данных зонах, можно предотвратить возникновение такого недостатка. Кроме того, вся поверхность впитывающего элемента используется равномерно и эффективно, и поэтому уменьшается количество свободной влаги в подгузнике (влаги, которая не удерживается впитывающими полимерными частицами), и можно подавить возврат влаги к коже при ношении подгузника.In addition, by means of a configuration in which the area ratio of the fastened parts is substantially the same in the central zone S and each side zone M, it is possible to provide an advantage that is important for the absorbent article and that the released urine can be uniformly absorbed over the entire surface absorbent element. In this embodiment, a plurality of bonded portions M11, M12, S11 and S12 are formed by partially bonding the kit from the first sheet and the second sheet by embossing or ultrasonic processing. In the bonded parts of the fiber, the nonwoven materials that form the first sheet and the second sheet turn into a film to prevent separation and formation of a gap during use, and therefore, urine is not absorbed by the bonded parts. In normal use, urine is discharged into the central zone S at a rate of 3 cm 3 / s or more and 20 cm 3 / s or less. Accordingly, not all urine can be absorbed by the central zone S. Therefore, it is important that the urine is immediately absorbed not only by the central zone S, but also by the lateral zones M. the parts that are present in the lateral zones M will be different, there is unevenness in the rate of absorption of the released urine in these zones, which makes it difficult to uniformly and efficiently use the entire surface of the absorbent element and makes it likely Ram leakage. Since, in the present invention, the area ratio of the bonded parts is the same in these areas, this disadvantage can be prevented. In addition, the entire surface of the absorbent element is used uniformly and efficiently, and therefore, the amount of free moisture in the diaper (moisture that is not retained by the absorbent polymer particles) is reduced, and it is possible to suppress the return of moisture to the skin when the diaper is worn.
[0027][0027]
При условии, что доля площади скрепленных частей является по существу одинаковой в центральной зоне S и каждой боковой зоне М, доля площади скрепленных частей в центральной зоне S и каждой боковой зоне М предпочтительно составляет 10% или более и более предпочтительно 15% или более. Кроме того, доля площади скрепленных частей предпочтительно составляет 40% или менее и более предпочтительно 35% или менее. Доля площади скрепленных частей предпочтительно составляет 10% или более и 40% или менее и более предпочтительно 15% или более и 35% или менее. При задании доли площади в вышеуказанных пределах прочность скрепления двух листов может быть увеличена в достаточной степени без ухудшения текстуры и впитывающей способности верхнего листа 2.Provided that the area ratio of the bonded parts is substantially the same in the central zone S and each side zone M, the area ratio of the bonded parts in the central zone S and each side zone M is preferably 10% or more, and more preferably 15% or more. In addition, the area ratio of the bonded parts is preferably 40% or less and more preferably 35% or less. The area ratio of the bonded parts is preferably 10% or more and 40% or less, and more preferably 15% or more and 35% or less. When setting the area fraction within the above limits, the bonding strength of two sheets can be increased sufficiently without deterioration of the texture and absorbency of the
[0028][0028]
В верхнем листе 2 помимо того, что форма и/или схема расположения скрепленных частей различаются в центральной зоне S и каждой боковой зоне М, число скрепленных частей на единицу площади больше в каждой боковой зоне М, чем в центральной зоне S. Посредством конфигурации, в которой число скрепленных частей на единицу площади больше в каждой боковой зоне М, чем в центральной зоне S, могут быть получены следующие преимущества (а) и (b).In the
(а) Степень свободы составляющих волокон верхнего листа 2 или, другими словами, подвижность волокон будет более высокой в центральной зоне S, чем в боковой зоне М. Вследствие этого мягкость центральной зоны S повышается.(a) The degree of freedom of the constituent fibers of the
(b) Разность высот выступов и углублений в боковой зоне М сравнительно мала, и степень свободы волокон уменьшена. В результате будет мала вероятность возникновения разрыва верхнего листа 2 в боковых зонах, вызываемого движением ног пользователя. Кроме того, задание числа скрепленных частей в каждой боковой зоне М так, чтобы оно было больше, чем в центральной зоне S, также обеспечивает преимущество, заключающееся в том, что вибрация обеих боковых частей валика во время изготовления уменьшается, вследствие чего технологичность значительно улучшается. Например, маловероятно образование отверстий во время процесса прикрепления первого листа и второго листа друг к другу посредством адгезива. Также можно уменьшить износ и растрескивание валика, который используется для прикрепления первого листа и второго листа друг к другу посредством адгезива.(b) The height difference of the protrusions and recesses in the lateral zone M is relatively small, and the degree of freedom of the fibers is reduced. As a result, there will be a low probability of a rupture of the
[0029][0029]
Верхний лист 2 предпочтительно имеет соотношение C > D, при этом С представляет собой площадь скрепленных частей S11 и S12, которая имеет наибольшую площадь среди скрепленных частей, образованных в центральной зоне S, и D представляет собой площадь скрепленных частей М11 и М12, которая имеет наибольшую площадь среди скрепленных частей, образованных в боковой зоне М. При конфигурации, в которой площадь скрепленных частей, образованных в центральной зоне S, больше площади скрепленных частей, образованных в боковых зонах М, число скрепленных частей, образованных в центральной зоне S, легко можно сделать меньшим, чем число скрепленных частей, образованных в боковых зонах М. Соответственно, будет маловероятным возникновение нерегулярных складок в центральной зоне S при ношении подгузника 1. Возникновение нерегулярных складок облегчает перемещение мочи и экскрементов вдоль складок, что может привести к утечке. Для решения данной проблемы необходимо подавление возникновения складок, в результате чего утечка жидкости может быть устранена.The
[0030][0030]
По соображениям, связанным с дополнительным подавлением возникновения складок, предпочтительно, чтобы площадь D составляла 80% или менее и более предпочтительно 70% или менее от площади C. Кроме того, площадь D предпочтительно составляет 20% или более и более предпочтительно 30% или более от площади С. Площадь D предпочтительно составляет 20% или более и 80% или менее и более предпочтительно 30% или более и 70% или менее от площади С.For reasons associated with further suppressing the occurrence of wrinkles, it is preferable that the area D is 80% or less and more preferably 70% or less of the area C. In addition, the area D is preferably 20% or more and more preferably 30% or more of area C. Area D is preferably 20% or more and 80% or less and more preferably 30% or more and 70% or less of area C.
[0031][0031]
Доля общей площади скрепленных частей с площадью С по отношению к общей площади скрепленных частей в центральной зоне S предпочтительно составляет 20% или более и более предпочтительно 30% или более. Верхний предел данной доли предпочтительно составляет 80% и более предпочтительно 70%. С другой стороны, доля общей площади скрепленных частей с площадью D по отношению к общей площади скрепленных частей в каждой боковой зоне М предпочтительно составляет 80% или более и более предпочтительно 90% или более. Верхний предел данной доли предпочтительно составляет 100%.The proportion of the total area of the bonded parts with area C with respect to the total area of the bonded parts in the central zone S is preferably 20% or more, and more preferably 30% or more. The upper limit of this fraction is preferably 80% and more preferably 70%. On the other hand, the proportion of the total area of the bonded parts with area D with respect to the total area of the bonded parts in each side zone M is preferably 80% or more, and more preferably 90% or more. The upper limit of this fraction is preferably 100%.
[0032][0032]
Верхний лист 2 предпочтительно имеет соотношение E > F, при этом Е представляет собой определяемую в продольном направлении Х длину скрепленных частей S11 и S12, которая имеет наибольшую длину среди скрепленных частей, образованных в центральной зоне S, и F представляет собой определяемую в продольном направлении длину скрепленных частей М11 и М12, которая имеет наибольшую длину среди скрепленных частей, образованных в каждой боковой зоне М. При данной конфигурации складки, скорее всего, будут возникать упорядоченным образом в центральной зоне S при ношении подгузника 1, при этом причиной возникновения складок является то, что центральная зона S воспринимает усилие, действующее в поперечном направлении внутрь со стороны бедер пользователя. Другими словами, маловероятно возникновение нерегулярных складок в центральной зоне S, вследствие чего подавляется утечка жидкости.The
[0033][0033]
По соображениям, связанным с обеспечением возникновения складок более упорядоченным образом, предпочтительно, чтобы длина F составляла 80% или менее и более предпочтительно 70% или менее от длины Е. Кроме того, длина F предпочтительно составляет 20% или более и более предпочтительно 30% или более от длины Е. Длина F предпочтительно составляет 20% или более и 80% или менее и более предпочтительно 30% или более и 70% или менее от длины Е.For reasons related to providing wrinkles in a more orderly manner, it is preferable that the length F is 80% or less and more preferably 70% or less of the length E. In addition, the length F is preferably 20% or more and more preferably 30% or more than length E. The length F is preferably 20% or more and 80% or less and more preferably 30% or more and 70% or less of length E.
[0034][0034]
Доля общей площади скрепленных частей с длиной Е по отношению к общей площади скрепленных частей в центральной зоне S предпочтительно составляет 20% или более и более предпочтительно 30% или более. Верхний предел данной доли предпочтительно составляет 100% и более предпочтительно 80%. С другой стороны, доля общей площади скрепленных частей с длиной F по отношению к общей площади скрепленных частей в каждой боковой зоне М предпочтительно составляет 60% или более и более предпочтительно 80% или более. Верхний предел данной доли предпочтительно составляет 100% и более предпочтительно 90%.The proportion of the total area of the bonded parts with a length E relative to the total area of the bonded parts in the central zone S is preferably 20% or more, and more preferably 30% or more. The upper limit of this fraction is preferably 100% and more preferably 80%. On the other hand, the proportion of the total area of the bonded parts with a length F with respect to the total area of the bonded parts in each side zone M is preferably 60% or more, and more preferably 80% or more. The upper limit of this fraction is preferably 100% and more preferably 90%.
[0035][0035]
Предпочтительно, чтобы в верхнем листе 2 каждая боковая зона М верхнего листа 2 имела более высокое напряжение при сдвиге, чем центральная зона S верхнего листа 2. Напряжение при сдвиге представляет собой показатель мягкости выступов, образованных в центральной зоне S и каждой боковой зоне М. Чем меньше величина напряжения при сдвиге, тем мягче выступы. Соответственно, то обстоятельство, что напряжение при сдвиге более высокое в каждой боковой зоне М, чем в центральной зоне S, указывает на то, что выступы в центральной зоне S мягче выступов в боковых зонах. При данной конфигурации выступы в центральной зоне S, которая представляет собой наиболее преобладающую мягкую зону, могут быть сделаны более мягкими, и посредством этого можно получить удобно прилегающий подгузник 1.Preferably, in the
[0036][0036]
Напряжение при сдвиге можно измерить, используя следующий метод.Shear stress can be measured using the following method.
Образец для испытаний получают вырезанием из верхнего листа, который служит в качестве целевого объекта измерений, с прямоугольной формой на виде в плане с длиной 50 мм в продольном направлении и длиной 30 мм в поперечном направлении. Далее, липкую ленту (наименование изделия: № 500, поставляется Nitto Denko Corporation), которая имеет такие же форму и размеры, как у образца для испытаний, размещают на пленке из полиэтилентерефталата (РЕТ) (наименование изделия: Star OHP Film, поставляется Star Corporation) для получения комплекта (А). Затем не имеющую выступов сторону образца для испытаний размещают на комплекте (А) со стороны липкой ленты для получения комплекта (В). Ролик, который имеет вес 1 кг, перемещают взад и вперед пять раз по комплекту (В) для скрепления липкой ленты и образца для испытаний, включенных в комплект (В), путем обжатия. Охватываемый элемент (наименование изделия: 1600PPI, поставляется 3М Company) механической застежки-«липучки», который имеет форму и размеры, достаточные, чтобы закрыть весь образец для испытаний, подготавливают в качестве прикрепляемого куска, и прикрепляемый кусок прикрепляют путем обжатия к имеющей выступы стороне образца для испытаний, включенного в комплект (В), посредством крюкообразных элементов на прикрепляемом куске под нагрузкой 1,5 кПа для получения образца для измерений. Полученный образец для измерений размещают между зажимами (при расстоянии между зажимами, составляющем 150 мм) машины для испытаний на растяжение (Autograph AG-X, поставляется Shimadzu Corporation), и образец для измерений подвергают расслаиванию при 180 градусах. Расслаивание при 180 градусах выполняют посредством того, что комплект (В) на одном конце образца для измерения, определяемом в продольном направлении, и прикрепляемый кусок на другом конце, которые соответственно удерживаются зажимами машины для испытаний на растяжение, тянут в сторону друг от друга в направлениях, противоположных на 180 градусов. Скорость оттягивания задают равной 300 мм/мин, и регистрируют максимальную растягивающую нагрузку в это время. В качестве мест измерения для каждого подгузника, который служит в качестве образца для испытаний, выбирают всего шесть мест (переднюю сторону и заднюю сторону в продольном направлении подгузника, и левую сторону, правую сторону и центр в поперечном направлении подгузника). Измерение выполняют в общей сложности на трех подгузниках, и среднее значение из результатов измерения определяют как напряжение при сдвиге (единица измерения: Н) верхнего листа, который представляет собой целевой объект измерений.The test sample is obtained by cutting from the top sheet, which serves as the target of measurements, with a rectangular shape in plan view with a length of 50 mm in the longitudinal direction and a length of 30 mm in the transverse direction. Further, the adhesive tape (product name: No. 500, supplied by Nitto Denko Corporation), which has the same shape and dimensions as the test sample, is placed on a polyethylene terephthalate (PET) film (product name: Star OHP Film, supplied by Star Corporation ) to obtain kit (A). Then, the protrusion-free side of the test specimen is placed on the kit (A) on the side of the adhesive tape to receive the kit (B). The roller, which has a weight of 1 kg, is moved back and forth five times in the kit (B) for fastening the adhesive tape and the test piece included in the kit (B) by crimping. The male element (product name: 1600PPI, supplied by 3M Company) of a “Velcro” mechanical fastener, which has a shape and size sufficient to close the entire test specimen, is prepared as an attachment piece, and the attachment piece is attached by crimping to the protruding side the test sample included in set (B) by means of hook-shaped elements on the attached piece under a load of 1.5 kPa to obtain a sample for measurements. The resulting measurement sample was placed between the clamps (with a clamp distance of 150 mm) of the tensile testing machine (Autograph AG-X, supplied by Shimadzu Corporation), and the measurement sample was delaminated at 180 degrees. The delamination at 180 degrees is carried out by means of the fact that the set (B) at one end of the measurement specimen, determined in the longitudinal direction, and an attached piece at the other end, which are respectively held by the clamps of the tensile testing machine, are pulled apart from each other in the directions opposite 180 degrees. The pulling speed is set equal to 300 mm / min, and record the maximum tensile load at this time. As measurement points for each diaper that serves as a test sample, only six places are selected (front side and rear side in the longitudinal direction of the diaper, and the left side, the right side and the center in the transverse direction of the diaper). The measurement is performed on a total of three diapers, and the average value from the measurement results is defined as the shear stress (unit: N) of the top sheet, which is the target of the measurement.
[0037][0037]
Напряжение при сдвиге центральной зоны S принимает значение, предпочтительно составляющее 25 Н или более и более предпочтительно 30 Н или более. Кроме того, напряжение при сдвиге центральной зоны S принимает значение, предпочтительно составляющее 34 Н или менее и более предпочтительно 33 Н или менее. Напряжение при сдвиге центральной зоны S принимает значение, предпочтительно составляющее 25 Н или более и 34 Н или менее и более предпочтительно 30 Н или более и 33 Н или менее. С другой стороны, напряжение при сдвиге каждой боковой зоны М принимает значение, предпочтительно составляющее 33 Н или более и более предпочтительно 35 Н или более при условии, что напряжение при сдвиге каждой боковой зоны М превышает напряжение при сдвиге центральной зоны S. Кроме того, напряжение при сдвиге каждой боковой зоны М принимает значение, предпочтительно составляющее 45 Н или менее и более предпочтительно 40 Н или менее. Напряжение при сдвиге каждой боковой зоны М принимает значение, предпочтительно составляющее 33 Н или более и 45 Н или менее и более предпочтительно 35 Н или более и 40 Н или менее.The shear stress of the central zone S assumes a value of preferably 25 N or more and more preferably 30 N or more. In addition, the shear stress of the central zone S assumes a value of preferably 34 N or less, and more preferably 33 N or less. The shear stress of the central zone S assumes a value of preferably 25 N or more and 34 N or less and more preferably 30 N or more and 33 N or less. On the other hand, the shear stress of each side zone M assumes a value of preferably 33 N or more and more preferably 35 N or more, provided that the shear stress of each side zone M exceeds the shear stress of the central zone S. In addition, the stress upon a shift of each side zone, M takes on a value preferably of 45 N or less, and more preferably 40 N or less. The shear stress of each side zone M assumes a value of preferably 33 N or more and 45 N or less and more preferably 35 N or more and 40 N or less.
[0038][0038]
Для выполнения центральной зоны S и каждой боковой зоны М с такой конфигурацией, чтобы они имели разные значения напряжения при сдвиге, можно изменить, например, конфигурацию скрепленных частей в центральной зоне S и каждой боковой зоне М или можно изменить прочность скрепления скрепленных частей в центральной зоне S и каждой боковой зоне М. Например, предполагается, что выступы S21 и S22 имеются в центральной зоне S и выступы М21 имеются в каждой боковой зоне М (см. фиг. 4). При этом важно, чтобы выполнялось соотношение Smax > Mmax, в котором Smax представляет собой площадь выступа (выступов S21 на фиг. 4), который имеет наибольшую площадь среди выступов в центральной зоне S, и Mmax представляет собой площадь выступа (выступов М21), который имеет наибольшую площадь среди выступов в боковой зоне М. При выполнении данного соотношения степень свободы (подвижность) волокон в центральной зоне S становится сравнительно более высокой, чем степень свободы (подвижность) волокон в боковых зонах М, и мягкость повышается более существенно.To execute the central zone S and each lateral zone M with such a configuration that they have different shear stresses, it is possible to change, for example, the configuration of the fastened parts in the central zone S and each lateral zone M, or the bond strength of the fastened parts in the central zone can be changed S and each side zone M. For example, it is assumed that the protrusions S21 and S22 are in the central zone S and the protrusions M21 are in each side zone M (see FIG. 4). It is important that the ratio S max > M max is fulfilled, in which S max represents the area of the protrusion (protrusions S21 in Fig. 4), which has the largest area among the protrusions in the central zone S, and M max represents the area of the protrusion (protrusions M21), which has the largest area among the protrusions in the lateral zone M. When this ratio is fulfilled, the degree of freedom (mobility) of the fibers in the central zone S becomes relatively higher than the degree of freedom (mobility) of the fibers in the lateral zones M, and the softness increases more significantly enno.
[0039][0039]
Верхний лист 2, имеющий вышеописанную конфигурацию, может быть изготовлен, например, в соответствии со способом изготовления композиционного листа, раскрытым в JP 2015-112343А. Более конкретно, полосообразный первый лист подают между первым валиком и вторым валиком, периферийные поверхности которых профилированы для обеспечения возможности их зацепления друг с другом, первый лист деформируют так, чтобы он имел выступы и углубления, затем первый лист перемещают вдоль участка периферийной поверхности первого валика от части, введенной в зацепление, и после этого второй лист подают так, чтобы второй лист был размещен на первом листе. Два листа сдавливаются под нагревом между выступами на первом валике и нагревательным валиком для частичного скрепления листов. При этом форма выступов и углублений первого валика и второго валика и конфигурация скрепленных частей, образованных посредством первого валика и нагревательного валика, будут различными в центральной части и боковых частях первого листа. Во время деформирования первого листа так, чтобы он имел выступы и углубления, путем подачи первого листа в часть, в которой первый валик и второй валик введены в зацепление друг с другом, предпочтительно, чтобы первый лист притягивался в направлении к внутренней стороне валиков, чтобы способствовать деформированию первого листа так, чтобы он имел выступы и углубления.The
[0040][0040]
Первый лист и второй лист, которые образуют верхний лист 2, образованы из листовых материалов. В качестве листовых материалов можно использовать например, волокнистые листы, такие как нетканые материалы, тканые материалы и трикотажные материалы, пленки и тому подобное. По соображениям, связанным с текстурой и тому подобным, предпочтительно использовать волокнистые листы. В частности, предпочтительно использовать нетканые материалы. Листовой материал, который образует первый лист, и листовой материал, который образует второй лист, могут представлять собой материалы одинакового типа или могут представлять собой материалы разных типов. Однако по соображениям, связанным с обеспечением высокой прочности соединения, предпочтительно, чтобы листовой материал, который образует первый лист, и листовой материал, который образует второй лист, были листовыми материалами одинакового типа.The first sheet and the second sheet, which form the
[0041][0041]
В случае, когда нетканый материал используется в качестве листового материала для каждого из первого листа и второго листа, примеры нетканого материала включают нетканый материал, скрепленный пропусканием воздуха насквозь, нетканый материал фильерного способа производства, нетканый материал, полученный гидроперепутыванием, нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал, скрепленный смолой, и нетканый материал, полученный иглопробиванием. Также можно использовать комплект, полученный соединением двух или более из нетканых материалов, перечисленных выше, или комплект, полученный соединением нетканого материала, подобного перечисленным выше, с пленкой и тому подобным. Среди нетканых материалов, перечисленных выше, предпочтительно использование нетканого материала, скрепленного пропусканием воздуха насквозь, или нетканого материала фильерного способа производства. В частности, первый лист, который представляет собой лист, подлежащий размещению со стороны, которая обращена к коже пользователя при ношении подгузника 1, предпочтительно образован из нетканого материала, скрепленного пропусканием воздуха насквозь.In the case where a nonwoven fabric is used as a sheet material for each of the first sheet and the second sheet, examples of the nonwoven fabric include a nonwoven fabric bonded by passing air through, a nonwoven fabric of a spunbond production method, a nonwoven fabric obtained by hydro-entangling, a nonwoven fabric obtained by an aerodynamic method from melt, nonwoven fabric bonded with resin, and nonwoven fabric obtained by needle-punched. You can also use a kit obtained by combining two or more of the nonwoven materials listed above, or a kit obtained by combining a nonwoven material similar to those listed above with a film and the like. Among the nonwoven materials listed above, it is preferable to use a nonwoven material bonded by passing air through or a nonwoven material of a spunbond production method. In particular, the first sheet, which is a sheet to be placed on the side that faces the skin of the wearer when wearing the
[0042][0042]
Нетканые материалы, которые используются в качестве листовых материалов для первого листа и второго листа, независимо имеют поверхностную плотность, предпочтительно составляющую 10 г/м2 или более и более предпочтительно 15 г/м2 или более и предпочтительно 40 г/м2 или менее и более предпочтительно 35 г/м2 или менее. Нетканые материалы имеют поверхностную плотность, составляющую 10 г/м2 или более и 40 г/м2 или менее и более предпочтительно 15 г/м2 или более и 35 г/м2 или менее.Non-woven materials that are used as sheet materials for the first sheet and the second sheet independently have a surface density of preferably 10 g / m 2 or more and more preferably 15 g / m 2 or more and preferably 40 g / m 2 or less and more preferably 35 g / m 2 or less. Non-woven materials have a surface density of 10 g / m 2 or more and 40 g / m 2 or less and more preferably 15 g / m 2 or more and 35 g / m 2 or less.
[0043][0043]
В качестве волокон, которые образуют такой нетканый материал, могут быть использованы волокна, полученные из термопластичной смолы любого типа. Примеры термопластичной смолы включают полиолефины, такие как полиэтилен и полипропилен, сложные полиэфиры, такие как полиэтилентерефталат, полиамиды, такие как нейлон 6 и нейлон 66, полиакриловую кислоту, алкиловый сложный эфир полиметакриловой кислоты, поливинилхлорид и поливинилиденхлорид. Данные смолы могут быть использованы по отдельности или в виде смеси, содержащей комбинацию из двух или более из них. Кроме того, данные смолы могут быть использованы в виде многокомпонентных волокон, таких как многокомпонентные волокна с ядром в оболочке или многокомпонентные волокна с расположением компонентов бок о бок.As fibers that form such a non-woven material, fibers obtained from any type of thermoplastic resin can be used. Examples of the thermoplastic resin include polyolefins such as polyethylene and polypropylene, polyesters such as polyethylene terephthalate, polyamides such as
[0044][0044]
В частности, первый лист, который представляет собой лист, подлежащий размещению со стороны, которая обращена к коже пользователя при ношении подгузника 1, предпочтительно содержит множество типов волокон. В частности, когда первый лист имеет двухслойную структуру, состоящую из верхнего слоя и нижнего слоя, предпочтительно, чтобы любой из верхнего слоя и нижнего слоя содержал множество типов волокон. Данная конфигурация обеспечивает ощущение высокой степени пружинения, создаваемого выступами, и улучшение гладкости выступов. Кроме того, улучшаются способность выступов к переходу в стоячее положение и стойкость выступов к сплющиванию при приложении нагрузки.In particular, the first sheet, which is a sheet to be placed on the side that faces the skin of the user when wearing the
[0045][0045]
Множество типов волокон предпочтительно включают, по меньшей мере, два типа волокон для первого волокна и второго волокна. Первое волокно и второе волокно предпочтительно содержат компонент с высокой температурой плавления и компонент с низкой температурой плавления, который имеет более низкую температуру плавления, чем компонент с высокой температурой плавления. В этом случае имеющий высокую температуру плавления компонент первого волокна и имеющий высокую температуру плавления компонент второго волокна могут представлять собой компоненты одинакового типа или могут быть компонентами разных типов. Кроме того, имеющий низкую температуру плавления компонент первого волокна и имеющий низкую температуру плавления компонент второго волокна могут представлять собой компоненты одинакового типа или могут быть компонентами разных типов. Первое волокно и второе волокно предпочтительно отличаются друг от друга за счет изменения соотношения диаметров. В данном описании термин «соотношение диаметров» относится к отношению диаметра (мкм) компонента с высокой температурой плавления к диаметру компонента с низкой температурой плавления в каждом из первого волокна и второго волокна. Что касается диаметра компонента с высокой температурой плавления и диаметра компонента с низкой температурой плавления, то, например, в случае, когда первое и второе волокна представляют собой многокомпонентные волокна с ядром в оболочке и смола их оболочки состоит из компонента с низкой температурой плавления и смола их ядра состоит из компонента с высокой температурой плавления, диаметр D1, показанный на фиг. 5, означает диаметр компонента С1 с низкой температурой плавления и диаметр D2 означает диаметр компонента С2 с высокой температурой плавления. При этом соотношение АХ диаметров между компонентом С2 с высокой температурой плавления и компонентом С1 с низкой температурой плавления в Х-м волокне может быть рассчитано согласно нижеприведенному уравнению. Термин «термоплавкие волокна одинакового типа», используемый в данном документе, относится к волокнам, которые образованы из одинаковой смолы и имеют одинаковую структуру. Например, если имеются два многокомпонентных волокна с ядром в оболочке, состоящие из компонента с высокой температурой плавления и компонента с низкой температурой плавления, и компонент с высокой температурой плавления и компонент с низкой температурой плавления в данных двух многокомпонентных волокнах образованы из одинаковых смол, и волокна имеют одинаковое отношение диаметров ядра и оболочки, можно утверждать, что данные два многокомпонентных волокна представляют собой термоплавкие волокна одинакового типа. С другой стороны, даже если компонент с высокой температурой плавления и компонент с низкой температурой плавления образованы из одинаковых смол, в случае различного соотношения диаметров данные два многокомпонентных волокна представляют собой термоплавкие волокна разных типов. Кроме того, выражение «содержать множество типов волокон» означает «содержать термоплавкие волокна разных типов».Many types of fibers preferably include at least two types of fibers for the first fiber and the second fiber. The first fiber and the second fiber preferably comprise a high melting point component and a low melting point component that has a lower melting point than the high melting point component. In this case, the component of the first fiber having a high melting point and the component of the second fiber having a high melting point can be components of the same type or can be components of different types. Furthermore, the low-melting component of the first fiber and the low-melting component of the second fiber can be of the same type or can be of different types. The first fiber and the second fiber are preferably different from each other by changing the ratio of diameters. As used herein, the term “diameter ratio” refers to the ratio of the diameter (μm) of the high melting point component to the diameter of the low melting point component in each of the first fiber and the second fiber. As for the diameter of the component with a high melting point and the diameter of the component with a low melting point, for example, in the case when the first and second fibers are multicomponent fibers with a core in the shell and the resin of their shell consists of a component with a low melting point and their resin the core consists of a component with a high melting point, diameter D1 shown in FIG. 5, means the diameter of component C1 with a low melting point and diameter D2 means the diameter of component C2 with a high melting point. In this case, the ratio of the AH diameters between the component C2 with a high melting point and the component C1 with a low melting point in the Xth fiber can be calculated according to the equation below. The term “fusible fibers of the same type”, as used herein, refers to fibers that are formed from the same resin and have the same structure. For example, if there are two multicomponent fibers with a core in the sheath, consisting of a component with a high melting point and a component with a low melting point, and a component with a high melting point and a component with a low melting point in these two multicomponent fibers are formed from the same resins, and the fibers have the same ratio of core and shell diameters, it can be argued that these two multicomponent fibers are heat-fusible fibers of the same type. On the other hand, even if a component with a high melting point and a component with a low melting point are formed from the same resins, in the case of a different ratio of diameters, these two multicomponent fibers are heat-fusible fibers of different types. In addition, the expression "contain many types of fibers" means "contain hot-melt fibers of different types."
Отношение АХ диаметров в Х-м волокне = диаметр D1 (мкм) имеющего низкую температуру плавления компонента Х-го волокна ÷ диаметр D2 (мкм) имеющего высокую температуру плавления компонента Х-го волокнаThe ratio of the AH of the diameters in the Xth fiber = diameter D1 (μm) of the component of the Xth fiber having a low melting point ÷ diameter D2 (μm) of the component of the Xth fiber having a high melting point
[0046][0046]
В настоящем изобретении, как описано выше, предпочтительно, чтобы соотношение А1 диаметров в первом волокне и соотношение А2 диаметров во втором волокне были разными. Величина А2/А1, которая представляет собой отношение А2 к А1, предпочтительно меньше 1, более предпочтительно составляет 0,99 или менее и еще более предпочтительно 0,91 или менее. Кроме того, величина А2/А1 предпочтительно составляет 0,5 или более, более предпочтительно 0,6 или более и даже более предпочтительно 0,7 или более. При задании соотношения между А1 и А2 так, как описано выше, ощущение пружинения, создаваемого выступами, дополнительно усиливается, и гладкость выступов дополнительно повышается. Кроме того, дополнительно улучшаются способность выступов к переходу в стоячее положение и стойкость выступов к сплющиванию при приложении нагрузки. Например, величина А2/А1 предпочтительно составляет 0,5 или более и менее 1, более предпочтительно 0,6 или более и 0,99 или менее и еще более предпочтительно 0,7 или более и 0,91 или менее.In the present invention, as described above, it is preferable that the ratio of A1 diameters in the first fiber and the ratio of A2 diameters in the second fiber are different. The value of A2 / A1, which is the ratio of A2 to A1, is preferably less than 1, more preferably 0.99 or less, and even more preferably 0.91 or less. In addition, the value of A2 / A1 is preferably 0.5 or more, more preferably 0.6 or more, and even more preferably 0.7 or more. When setting the relationship between A1 and A2 as described above, the feeling of spring created by the protrusions is further enhanced, and the smoothness of the protrusions is further enhanced. In addition, the ability of the protrusions to move to a standing position and the resistance of the protrusions to collapse when applying a load are further improved. For example, the value of A2 / A1 is preferably 0.5 or more and less than 1, more preferably 0.6 or more and 0.99 or less, and even more preferably 0.7 or more and 0.91 or less.
[0047][0047]
Соотношение между соотношением А1 диаметров в первом волокне и соотношением А2 диаметров во втором волокне такое, как описано выше. Соотношение А1 диаметров в первом волокне принимает значение, предпочтительно составляющее 1,1 или более, более предпочтительно 1,2 или более и еще более предпочтительно 1,3 или более. Кроме того, соотношение А1 диаметров в первом волокне принимает значение, предпочтительно составляющее 2,0 или менее, более предпочтительно 1,9 или менее и еще более предпочтительно 1,8 или менее. Более конкретно, соотношение А1 диаметров в первом волокне принимает значение, предпочтительно составляющее 1,1 или более и 2,0 или менее, более предпочтительно 1,2 или более и 1,9 или менее и еще более предпочтительно 1,3 или более и 1,8 или менее.The relationship between the ratio of A1 diameters in the first fiber and the ratio of A2 diameters in the second fiber is as described above. The ratio of A1 diameters in the first fiber takes on a value of preferably 1.1 or more, more preferably 1.2 or more, and even more preferably 1.3 or more. In addition, the ratio of A1 diameters in the first fiber assumes a value of preferably 2.0 or less, more preferably 1.9 or less, and even more preferably 1.8 or less. More specifically, the ratio of A1 diameters in the first fiber takes on a value preferably of 1.1 or more and 2.0 or less, more preferably 1.2 or more and 1.9 or less, and even more preferably 1.3 or more and 1 8 or less.
[0048][0048]
С другой стороны, соотношение А2 диаметров во втором волокне принимает значение, предпочтительно составляющее 1,1 или более, более предпочтительно 1,2 или более и еще более предпочтительно 1,3 или более при условии, что значение соотношения А2 диаметров во втором волокне меньше значения соотношения А1 диаметров. Кроме того, соотношение А2 диаметров во втором волокне принимает значение, предпочтительно составляющее 2,0 или менее, более предпочтительно 1,9 или менее и еще более предпочтительно 1,8 или менее. Более конкретно, соотношение А2 диаметров во втором волокне принимает значение, предпочтительно составляющее 1,1 или более и 2,0 или менее, более предпочтительно 1,2 или более и 1,9 или менее и еще более предпочтительно 1,3 или более и 1,8 или менее.On the other hand, the ratio of A2 diameters in the second fiber takes on a value preferably of 1.1 or more, more preferably 1.2 or more, and even more preferably 1.3 or more, provided that the value of the ratio of A2 diameters in the second fiber is less than ratios of A1 diameters. In addition, the ratio of A2 diameters in the second fiber assumes a value of preferably 2.0 or less, more preferably 1.9 or less, and even more preferably 1.8 or less. More specifically, the ratio of A2 diameters in the second fiber takes on a value preferably of 1.1 or more and 2.0 or less, more preferably 1.2 or more and 1.9 or less, and even more preferably 1.3 or more and 1 8 or less.
[0049][0049]
Фиг. 6(а) и 6(b) показывают верхние листы 2 согласно другим вариантам осуществления. В верхнем листе 2 согласно варианту осуществления, показанному на фиг. 6(а), скрепленные части, включенные в центральную зону S, включают центральные первые скрепленные части S11 и центральные вторые скрепленные части S12, которые имеют формы, отличающиеся друг от друга. Центральные первые скрепленные части S11 расположены так, чтобы образовать первые ряды S31 скрепленных частей, в которых центральные первые скрепленные части S11 расположены с заданным расстоянием между ними в продольном направлении Х. Аналогичным образом, центральные вторые скрепленные части S12 также расположены так, чтобы образовать вторые ряды S32 скрепленных частей, в которых центральные вторые скрепленные части S12 расположены с заданным расстоянием между ними в продольном направлении Х. Два первых ряда S31 скрепленных частей и один второй ряд S32 скрепленных частей скомбинированы в виде группы, и данная группа расположена с ее повторением в поперечном направлении Y.FIG. 6 (a) and 6 (b) show
[0050][0050]
С другой стороны, скрепленные части, включенные в каждую боковую зону М, включают скрепленные части только одного типа, а именно боковые первые скрепленные части М11. Боковые первые скрепленные части М11 расположены так, чтобы образовать четвертые ряды М31 скрепленных частей, в которых боковые первые скрепленные части М11 расположены с заданным расстоянием между ними в продольном направлении Х. Кроме того, боковые первые скрепленные части М11 расположены так, чтобы образовать пятые ряды М32 скрепленных частей, в которых боковые первые скрепленные части М11 расположены с заданным расстоянием между ними в продольном направлении Х. Определяемый в продольном направлении Х шаг скрепленных частей 11, включенных в четвертые ряды М31 скрепленных частей, отличается от определяемого в продольном направлении Х шага скрепленных частей 11, включенных в пятый ряд М32 скрепленных частей. Шаг скрепленных частей 11, включенных в пятый ряд М32 скрепленных частей, больше шага скрепленных частей 11, включенных в четвертые ряды М31 скрепленных частей.On the other hand, bonded portions included in each side zone M include bonded portions of only one type, namely the lateral first bonded portions M11. The lateral first fastened parts M11 are arranged so as to form the fourth rows M31 of fastened parts, in which the lateral first fastened parts M11 are located with a predetermined distance between them in the longitudinal direction X. In addition, the lateral first fastened parts M11 are located so as to form the fifth rows M32 fastened parts, in which the lateral first fastened parts M11 are located with a predetermined distance between them in the longitudinal direction X. The pitch of the fastened parts 11 included in the longitudinal direction X in the fourth rows of M31 fastened parts, differs from the step determined in the longitudinal direction X of the fastened parts 11 included in the fifth row M32 of fastened parts. The step of the fastened parts 11 included in the fifth row M32 of the fastened parts is greater than the step of the fastened parts 11 included in the fourth rows of the M31 fastened parts.
[0051][0051]
В верхнем листе 2 согласно варианту осуществления, показанному на фиг. 6(b), скрепленные части, включенные в центральную зону S, включают центральные первые скрепленные части S11 и центральные вторые скрепленные части S12, которые имеют формы, отличающиеся друг от друга. Центральные первые скрепленные части S11 расположены так, чтобы образовать первые ряды S31 скрепленных частей, в которых центральные первые скрепленные части S11 расположены с заданным расстоянием между ними в продольном направлении Х. Кроме того, центральные первые скрепленные части S11 расположены так, чтобы образовать вторые ряды S32 скрепленных частей, в которых центральные первые скрепленные части S11 расположены с заданным расстоянием между ними в продольном направлении Х. Определяемый в продольном направлении Х шаг центральных первых скрепленных частей S11, включенных в первый ряд S31 скрепленных частей, такой же, как определяемый в продольном направлении шаг центральных первых скрепленных частей S11, включенных во второй ряд S32 скрепленных частей. Центральные первые скрепленные части S11, включенные в первый ряд S31 скрепленных частей, смещены на полшага от центральных первых скрепленных частей S11, включенных во второй ряд S32 скрепленных частей. С другой стороны, центральные вторые скрепленные части S12 расположены так, чтобы образовать третьи ряды S33 скрепленных частей, в которых центральные вторые скрепленные части S12 расположены с заданным расстоянием между ними в продольном направлении Х. В центральной зоне S один первый ряд S31 скрепленных частей, один третий ряд S33 скрепленных частей, один первый ряд S31 скрепленных частей, один третий ряд S33 скрепленных частей, один второй ряд S32 скрепленных частей и один третий ряд S33 скрепленных частей расположены в данном порядке в поперечном направлении Y и объединены в виде группы, и данная группа расположена с ее повторением в поперечном направлении Y.In the
[0052][0052]
С другой стороны, скрепленные части, включенные в боковую зону М, включают скрепленные части только одного типа, а именно боковые первые скрепленные части М11. Боковые первые скрепленные части М11 расположены так, чтобы образовать четвертые ряды М31 скрепленных частей, в которых боковые первые скрепленные части М11 расположены с заданным расстоянием между ними в продольном направлении Х. Кроме того, боковые первые скрепленные части М11 расположены так, чтобы образовать пятые ряды М32 скрепленных частей, в которых боковые первые скрепленные части М11 расположены с заданным расстоянием между ними в продольном направлении Х, посредством чего образуются пятые ряды М32 скрепленных частей. Определяемый в продольном направлении шаг скрепленных частей 11, включенных в четвертые ряды М31 скрепленных частей, такой же, как определяемый в продольном направлении Х шаг скрепленных частей 11, включенных в пятые ряды М32 скрепленных частей. Скрепленные части 11, включенные в четвертые ряды М31 скрепленных частей, смещены на полшага от скрепленных частей 11, включенных в пятые ряды М32 скрепленных частей.On the other hand, bonded parts included in the side zone M include bonded parts of only one type, namely the lateral first bonded parts M11. The lateral first fastened parts M11 are arranged so as to form the fourth rows M31 of fastened parts, in which the lateral first fastened parts M11 are located with a predetermined distance between them in the longitudinal direction X. In addition, the lateral first fastened parts M11 are located so as to form the fifth rows M32 fastened parts, in which the lateral first fastened parts M11 are arranged with a predetermined distance between them in the longitudinal direction X, whereby the fifth rows M32 of fastened parts are formed. The longitudinally determined pitch of the fastened parts 11 included in the fourth rows M31 of fastened parts is the same as the longitudinally determined pitch of the fastened parts 11 included in the fifth rows M32 of fastened parts. Bonded parts 11 included in the fourth rows of M31 bonded parts are offset half a step from bonded parts 11 included in the fifth rows M32 of bonded parts.
[0053][0053]
В случае верхних листов 2 согласно вариантам осуществления, показанным на фиг. 6(а) и 6(b) и описанным выше, также предпочтительно, чтобы доля площади скрепленных частей была по существу одинаковой в центральной зоне S и каждой боковой зоне М, и предпочтительно, чтобы число скрепленных частей на единицу площади было больше в каждой боковой зоне М, чем в центральной зоне S. При конфигурации, описанной выше, верхние листы 2 имеют хорошую текстуру, и маловероятно отделение двух листов друг от друга и возникновение зазора между данными двумя листами.In the case of the
[0054][0054]
До этого места настоящее изобретение описывалось посредством предпочтительных вариантов осуществления настоящего изобретения. Однако настоящее изобретение не ограничено вышеприведенными вариантами осуществления. Например, в вышеприведенных вариантах осуществления был описан пример, в котором впитывающее изделие согласно настоящему изобретению применяется в виде одноразового подгузника раскрываемого типа. Однако настоящее изобретение также применимо для других одноразовых подгузников, например, таких как натягиваемый одноразовый подгузник. Кроме того, настоящее изобретение также применимо для впитывающих изделий, отличных от одноразовых подгузников, например, таких как гигиеническая прокладка и урологическая прокладка для взрослых.To this point, the present invention has been described by means of preferred embodiments of the present invention. However, the present invention is not limited to the above embodiments. For example, in the above embodiments, an example has been described in which the absorbent article of the present invention is used as a disposable type diaper. However, the present invention is also applicable to other disposable diapers, for example, such as a pull-on disposable diaper. In addition, the present invention is also applicable to absorbent articles other than disposable diapers, for example, such as a sanitary pad and an urological pad for adults.
[0055][0055]
Для варианта осуществления, описанного выше, дополнительные впитывающие изделия дополнительно раскрыты ниже посредством настоящего изобретения.For the embodiment described above, further absorbent articles are further disclosed below by means of the present invention.
<1> Впитывающее изделие, содержащее: верхний лист, задний лист и впитывающий элемент, который предусмотрен между верхним листом и задним листом,<1> An absorbent article comprising: a top sheet, a back sheet and an absorbent member that is provided between the top sheet and the back sheet,
при этом верхний лист содержит комплект, включающий в себя первый лист и второй лист,wherein the top sheet comprises a kit including a first sheet and a second sheet,
комплект включает в себя множество скрепленных частей, образованных посредством частичного скрепления первого листа и второго листа, и имеет множество выступов, которые выступают по направлению к телу пользователя, при этом выступы образованы так, что части первого листа, отличные от скрепленных частей, выступают в направлении от второго листа, иthe kit includes a plurality of fastened parts formed by partially bonding the first sheet and the second sheet, and has a plurality of protrusions that protrude toward the user's body, the protrusions being formed so that portions of the first sheet other than the fastened parts protrude in the direction from the second sheet, and
верхний лист включает в себяtop sheet includes
центральную зону, которая расположена в центре в направлении ширины верхнего листа и которая проходит в его продольном направлении, иa Central zone, which is located in the center in the direction of the width of the upper sheet and which extends in its longitudinal direction, and
две боковые зоны, которые проходят в продольном направлении, при этом боковая зона примыкает к центральной зоне,two side zones that extend in the longitudinal direction, while the side zone adjoins the central zone,
форма и/или схема расположения скрепленных частей в центральной зоне отличаются от формы и/или схемы расположения скрепленных частей в боковых зонах,the shape and / or arrangement of the fastened parts in the central zone is different from the shape and / or arrangement of the fastened parts in the side zones,
доля площади скрепленных частей является по существу одинаковой в центральной зоне и боковых зонах, иthe area ratio of the fastened parts is substantially the same in the central zone and the side zones, and
число скрепленных частей на единицу площади больше в боковых зонах, чем в центральной зоне.the number of fastened parts per unit area is greater in the lateral zones than in the central zone.
<2> Впитывающее изделие по пункту <1>,<2> Absorbent article according to <1>,
в котором верхний лист имеет соотношение C > D,in which the top sheet has a ratio of C> D,
при этом С представляет собой площадь скрепленной части, которая имеет наибольшую площадь среди скрепленных частей, образованных в центральной зоне, и D представляет собой площадь скрепленной части, которая имеет наибольшую площадь среди скрепленных частей, образованных в боковых зонах.wherein C is the area of the fastened part that has the largest area among the fastened parts formed in the central zone, and D is the area of the fastened part that has the largest area among the fastened parts formed in the side zones.
<3> Впитывающее изделие по пункту <1> или <2>,<3> Absorbent article according to <1> or <2>,
в котором верхний лист имеет соотношение E > F,in which the top sheet has a ratio of E> F,
при этом Е представляет собой определяемую в продольном направлении длину скрепленной части, которая имеет наибольшую длину среди скрепленных частей, образованных в центральной зоне, и F представляет собой определяемую в продольном направлении длину скрепленной части, которая имеет наибольшую длину среди скрепленных частей, образованных в боковых зонах.wherein E is the longitudinally determined length of the fastened part that has the longest length among the fastened parts formed in the central zone, and F is the longitudinally determined length of the fastened part that has the longest length among the fastened parts formed in the side zones .
<4> Впитывающее изделие по любому из пунктов <1>-<3>,<4> Absorbent product according to any one of paragraphs <1> - <3>,
в котором верхний лист выполнен с такой конфигурацией, что каждая из боковых зон верхнего листа имеет более высокое напряжение при сдвиге, чем центральная зона верхнего листа.in which the top sheet is configured such that each of the side zones of the top sheet has a higher shear stress than the center region of the top sheet.
<5> Впитывающее изделие по любому из пунктов <1>-<4>, содержащее:<5> An absorbent article according to any one of paragraphs <1> to <4>, comprising:
переднюю часть, которая подлежит размещению с абдоминальной стороны пользователя при ношении впитывающего изделия;the front part, which is to be placed on the abdominal side of the user when wearing an absorbent product;
заднюю часть, которая подлежит размещению с дорсальной стороны пользователя; иthe back, which is to be placed on the dorsal side of the user; and
промежностную часть, которая предусмотрена между передней частью и задней частью,the crotch portion that is provided between the front and the back,
при этом центральная зона и боковые зоны образованы, по меньшей мере, в промежностной части.wherein the central zone and the lateral zones are formed at least in the crotch portion.
<6> Впитывающее изделие по любому из пунктов <1>-<5>, содержащее:<6> An absorbent article according to any one of paragraphs <1> to <5>, comprising:
переднюю часть, которая подлежит размещению с абдоминальной стороны пользователя при ношении впитывающего изделия;the front part, which is to be placed on the abdominal side of the user when wearing an absorbent product;
заднюю часть, которая подлежит размещению с дорсальной стороны пользователя; иthe back, which is to be placed on the dorsal side of the user; and
промежностную часть, которая предусмотрена между передней частью и задней частью,the crotch portion that is provided between the front and the back,
при этом центральная зона и боковые зоны предпочтительно образованы так, что они проходят от промежностной части до любой одной или обеих из передней части и задней части, более предпочтительно образованы так, что они проходят на всей длине впитывающего элемента, еще более предпочтительно образованы на всей длине впитывающего изделия.wherein the central zone and the side zones are preferably formed so that they extend from the crotch portion to any one or both of the front and rear parts, more preferably formed so that they extend along the entire length of the absorbent element, even more preferably formed along the entire length absorbent product.
<7> Впитывающее изделие по любому из пунктов <1>-<6>,<7> Absorbent product according to any one of paragraphs <1> - <6>,
в котором ширина центральной зоны предпочтительно составляет 30% или более, более предпочтительно 40% или более от ширины верхнего листа и предпочтительно 70% или менее, более предпочтительно 70% или менее от ширины верхнего листа.in which the width of the Central zone is preferably 30% or more, more preferably 40% or more of the width of the top sheet and preferably 70% or less, more preferably 70% or less of the width of the top sheet.
<8> Впитывающее изделие по любому из пунктов <1>-<7>,<8> Absorbent product according to any one of paragraphs <1> - <7>,
в котором ширина каждой из боковых зон предпочтительно составляет 15% или более и 35% или менее и более предпочтительно 20% или более и 30% или менее от ширины верхнего листа.in which the width of each of the side zones is preferably 15% or more and 35% or less and more preferably 20% or more and 30% or less of the width of the top sheet.
<9> Впитывающее изделие по любому из пунктов <1>-<8>,<9> Absorbent product according to any one of paragraphs <1> - <8>,
в котором общая ширина боковых зон предпочтительно составляет 30% или более, более предпочтительно 40% или более от ширины верхнего листа и 70% или менее, более предпочтительно 60% или менее от ширины верхнего листа.in which the total width of the side zones is preferably 30% or more, more preferably 40% or more of the width of the top sheet and 70% or less, more preferably 60% or less of the width of the top sheet.
<10> Впитывающее изделие по любому из пунктов <1>-<9>,<10> Absorbent product according to any one of paragraphs <1> - <9>,
в котором верхний лист выполнен с такой конфигурацией, что в центральной зоне и в каждой из боковых зон поверхность на стороне второго листа является по существу плоской и волнообразные неровности с большой высотой образованы на поверхности на стороне первого листа.wherein the top sheet is configured such that in the central zone and in each of the side zones, the surface on the side of the second sheet is substantially flat and wave-like irregularities with a high height are formed on the surface on the side of the first sheet.
<11> Впитывающее изделие по любому из пунктов <1>-<10>, при этом изделие имеет: продольное направление, которое соответствует направлению от передней стороны к задней стороне пользователя, и поперечное направление, которое перпендикулярно к продольному направлению,<11> An absorbent article according to any one of <1> to <10>, wherein the article has: a longitudinal direction that corresponds to a direction from a front side to a rear side of a user, and a transverse direction that is perpendicular to a longitudinal direction,
при этом скрепленные части, включенные в центральную зону верхнего листа, включают центральную первую скрепленную часть и центральную вторую скрепленную часть,wherein the bonded portions included in the central zone of the top sheet include a central first bonded portion and a central second bonded portion,
центральная первая скрепленная часть и центральная вторая скрепленная часть имеют прямоугольные формы со сторонами, проходящими в продольном направлении, и сторонами, проходящими в поперечном направлении, и форма центральной первой скрепленной части отличается от формы центральной второй скрепленной части.the central first bonded portion and the central second bonded portion are rectangular in shape with sides extending in the longitudinal direction and sides extending in the transverse direction, and the shape of the central first bonded portion is different from the shape of the central second bonded portion.
<12> Впитывающее изделие по любому из пунктов <1>-<11>, при этом изделие имеет: продольное направление, которое соответствует направлению от передней стороны к задней стороне пользователя, и поперечное направление, которое перпендикулярно к продольному направлению,<12> An absorbent article according to any one of <1> to <11>, wherein the article has: a longitudinal direction that corresponds to a direction from the front side to the rear side of the user, and a transverse direction that is perpendicular to the longitudinal direction,
при этом скрепленные части, включенные в центральную зону верхнего листа, включают центральные первые скрепленные части и центральные вторые скрепленные части,wherein the bonded parts included in the central zone of the top sheet include central first bonded parts and central second bonded parts,
центральные первые скрепленные части расположены так, чтобы образовать первые ряды скрепленных частей, в которых центральные первые скрепленные части расположены с заданным расстоянием между ними в продольном направлении,the central first fastened parts are arranged so as to form the first rows of fastened parts in which the central first fastened parts are arranged with a predetermined distance between them in the longitudinal direction,
центральные вторые скрепленные части расположены так, чтобы образовать вторые ряды скрепленных частей и третьи ряды скрепленных частей, в которых центральные вторые скрепленные части расположены с заданным расстоянием между ними в продольном направлении,the central second fastened parts are arranged so as to form second rows of fastened parts and third rows of fastened parts, in which the Central second fastened parts are located with a predetermined distance between them in the longitudinal direction,
второй ряд скрепленных частей и третий ряд скрепленных частей расположены попеременно между первыми рядами скрепленных частей, соседними друг с другом, иa second row of fastened parts and a third row of fastened parts are alternately arranged between the first rows of fastened parts adjacent to each other, and
определяемый в продольном направлении шаг центральных вторых скрепленных частей, включенных во второй ряд скрепленных частей, такой же, как определяемый в продольном направлении шаг центральных вторых скрепленных частей, включенных в третий ряд скрепленных частей, иa longitudinally determined step of the central second fastened parts included in the second row of fastened parts is the same as a longitudinally determined step of the central second fastened parts included in the third row of fastened parts, and
центральные вторые скрепленные части, включенные во второй ряд скрепленных частей, смещены на полшага от центральных вторых скрепленных частей, включенных в третий ряд скрепленных частей.the central second fastened parts included in the second row of fastened parts are offset half a step from the central second fastened parts included in the third row of fastened parts.
<13> Впитывающее изделие по любому из пунктов <1>-<12>, при этом изделие имеет: продольное направление, которое соответствует направлению от передней стороны к задней стороне пользователя, и поперечное направление, которое перпендикулярно к продольному направлению,<13> An absorbent article according to any one of <1> to <12>, wherein the article has: a longitudinal direction that corresponds to a direction from the front side to the rear side of the user, and a transverse direction that is perpendicular to the longitudinal direction,
при этом выступы, включенные в центральную зону, включают центральный первый выступ и центральный второй выступ,wherein the protrusions included in the central zone include a central first protrusion and a central second protrusion,
центральный первый выступ имеет по существу форму эллипса на виде в плане, в котором длина в поперечном направлении больше длины в продольном направлении,the central first protrusion is essentially an ellipse in a plan view in which the length in the transverse direction is greater than the length in the longitudinal direction,
центральный второй выступ имеет по существу форму круга на виде в плане, в котором длина в поперечном направлении по существу такая же, как длина в продольном направлении.the central second protrusion has a substantially circular shape in a plan view in which the length in the transverse direction is substantially the same as the length in the longitudinal direction.
<14> Впитывающее изделие по любому из пунктов <1>-<13>, при этом изделие имеет: продольное направление, которое соответствует направлению от передней стороны к задней стороне пользователя, и поперечное направление, которое перпендикулярно к продольному направлению,<14> An absorbent article according to any one of <1> to <13>, wherein the article has: a longitudinal direction that corresponds to a direction from the front side to the rear side of the user, and a transverse direction that is perpendicular to the longitudinal direction,
при этом скрепленные части, включенные в боковые зоны, включают боковую первую скрепленную часть и боковую вторую скрепленную часть,wherein the bonded portions included in the side zones include a lateral first bonded portion and a lateral second bonded portion,
боковая первая скрепленная часть и боковая вторая скрепленная часть имеют прямоугольные формы со сторонами, проходящими в продольном направлении, и сторонами, проходящими в поперечном направлении, и форма боковой первой скрепленной части отличается от формы боковой второй скрепленной части.the lateral first bonded portion and the lateral second bonded portion have rectangular shapes with sides extending in the longitudinal direction and sides extending in the transverse direction, and the shape of the lateral first bonded portion is different from the shape of the lateral second bonded portion.
<15> Впитывающее изделие по любому из пунктов <1>-<14>, при этом изделие имеет: продольное направление, которое соответствует направлению от передней стороны к задней стороне пользователя, и поперечное направление, которое перпендикулярно к продольному направлению,<15> An absorbent article according to any one of <1> to <14>, wherein the article has: a longitudinal direction that corresponds to a direction from a front side to a rear side of a user, and a transverse direction that is perpendicular to a longitudinal direction,
при этом скрепленные части, включенные в боковые зоны, включают боковые первые скрепленные части и боковые вторые скрепленные части,wherein the bonded parts included in the side zones include lateral first bonded parts and lateral second bonded parts,
боковые первые скрепленные части расположены так, чтобы образовать четвертые ряды скрепленных частей, в которых боковые первые скрепленные части расположены с заданным расстоянием между ними в продольном направлении,the lateral first bonded parts are arranged so as to form fourth rows of bonded parts, in which the lateral first bonded parts are arranged with a predetermined distance between them in the longitudinal direction,
боковые вторые скрепленные части расположены так, чтобы образовать пятые ряды скрепленных частей, в которых боковые вторые скрепленные части расположены с заданным расстоянием между ними в продольном направлении,the lateral second fastened parts are arranged so as to form fifth rows of fastened parts, in which the lateral second fastened parts are arranged with a predetermined distance between them in the longitudinal direction,
четвертый ряд скрепленных частей и пятый ряд скрепленных частей расположены попеременно в поперечном направлении,the fourth row of fastened parts and the fifth row of fastened parts are alternately in the transverse direction,
шаг боковых первых скрепленных частей, включенных в четвертый ряд скрепленных частей, такой же, как шаг боковых вторых скрепленных частей, включенных в пятый ряд скрепленных частей, иthe step of the side first fastened parts included in the fourth row of fastened parts is the same as the step of the side second second fastened parts included in the fifth row of fastened parts, and
боковые первые скрепленные части, включенные в четвертый ряд скрепленных частей, смещены на полшага от боковых вторых скрепленных частей, включенных в пятый ряд скрепленных частей.the lateral first bonded parts included in the fourth row of bonded parts are offset half a step from the lateral second bonded parts included in the fifth row of bonded parts.
<16> Впитывающее изделие по любому из пунктов <1>-<15>,<16> Absorbent product according to any one of paragraphs <1> - <15>,
в котором выступы, включенные в центральную зону, включают центральный первый выступ и центральный второй выступ,in which the protrusions included in the Central zone include a Central first protrusion and a Central second protrusion,
высота центрального первого выступа отличается от высоты центрального второго выступа.the height of the central first protrusion is different from the height of the central second protrusion.
<17> Впитывающее изделие по любому из пунктов <1>-<16>,<17> Absorbent product according to any one of paragraphs <1> - <16>,
в котором высота выступов, включенных в центральную зону, больше высоты выступов, включенных в боковые зоны, илиin which the height of the protrusions included in the Central zone is greater than the height of the protrusions included in the side zones, or
высота выступов, включенных в центральную зону, такая же, как высота выступов, включенных в боковые зоны.the height of the protrusions included in the central zone is the same as the height of the protrusions included in the side zones.
<18> Впитывающее изделие по любому из пунктов <1>-<17>,<18> Absorbent product according to any one of paragraphs <1> - <17>,
в котором схема расположения скрепленных частей в центральной зоне отличается от схемы расположения скрепленных частей в боковых зонах, иin which the arrangement of the fastened parts in the central zone is different from the arrangement of the fastened parts in the side zones, and
форма скрепленных частей в центральной зоне также отличается от формы скрепленных частей в боковых зонах.the shape of the bonded parts in the central zone also differs from the shape of the bonded parts in the side zones.
<19> Впитывающее изделие по любому из пунктов <1>-<18>,<19> Absorbent product according to any one of paragraphs <1> - <18>,
в котором доля площади скрепленных частей в центральной зоне и доля площади скрепленных частей в боковых зонах предпочтительно составляют 10% или более, более предпочтительно 15% или более и предпочтительно 40% или менее, более предпочтительно 35% или менее.in which the area ratio of the bonded parts in the central zone and the area ratio of the bonded parts in the side zones are preferably 10% or more, more preferably 15% or more, and preferably 40% or less, more preferably 35% or less.
<20> Впитывающее изделие по любому из пунктов <1>-<19>,<20> Absorbent product according to any one of paragraphs <1> - <19>,
в котором площадь D предпочтительно составляет 80% или менее, более предпочтительно 70% или менее от площади С и предпочтительно 20% или более, более предпочтительно 30% или более от площади С,in which the area D is preferably 80% or less, more preferably 70% or less of area C and preferably 20% or more, more preferably 30% or more of area C,
при этом площадь С представляет собой площадь скрепленной части, которая имеет наибольшую площадь среди скрепленных частей, образованных в центральной зоне, и площадь D представляет собой площадь скрепленной части, которая имеет наибольшую площадь среди скрепленных частей, образованных в боковых зонах.wherein area C is the area of the fastened part that has the largest area among the fastened parts formed in the central zone, and area D is the area of the fastened part that has the largest area among the fastened parts formed in the side zones.
<21> Впитывающее изделие по любому из пунктов <1>-<20>,<21> Absorbent product according to any one of paragraphs <1> - <20>,
в котором доля общей площади скрепленных частей с площадью С по отношению к общей площади скрепленных частей в центральной зоне предпочтительно составляет 20% или более, более предпочтительно 30% или более и предпочтительно 80% или менее, более предпочтительно 70% или менее,in which the proportion of the total area of the bonded parts with area C with respect to the total area of the bonded parts in the central zone is preferably 20% or more, more preferably 30% or more and preferably 80% or less, more preferably 70% or less,
при этом площадь С представляет собой площадь скрепленной части, которая имеет наибольшую площадь среди скрепленных частей, образованных в центральной зоне, и D представляет собой площадь скрепленной части, которая имеет наибольшую площадь среди скрепленных частей, образованных в боковых зонах.wherein area C is the area of the fastened part that has the largest area among the fastened parts formed in the central zone, and D is the area of the fastened part that has the largest area among the fastened parts formed in the side zones.
<22> Впитывающее изделие по любому из пунктов <1>-<21>,<22> Absorbent product according to any one of paragraphs <1> - <21>,
в котором доля общей площади скрепленных частей с площадью D по отношению к общей площади скрепленных частей в боковых зонах предпочтительно составляет 80% или более, более предпочтительно 90% или более, и верхний предел данной доли предпочтительно составляет 100%,in which the proportion of the total area of the bonded parts with an area D with respect to the total area of the bonded parts in the side zones is preferably 80% or more, more preferably 90% or more, and the upper limit of this fraction is preferably 100%,
при этом С представляет собой площадь скрепленной части, которая имеет наибольшую площадь среди скрепленных частей, образованных в центральной зоне, и площадь D представляет собой площадь скрепленной части, которая имеет наибольшую площадь среди скрепленных частей, образованных в боковых зонах.wherein C is the area of the fastened part that has the largest area among the fastened parts formed in the central zone, and area D is the area of the fastened part that has the largest area among the fastened parts formed in the side zones.
<23> Впитывающее изделие по любому из пунктов <1>-<22>, при этом изделие имеет: продольное направление, которое соответствует направлению от передней стороны к задней стороне пользователя, и поперечное направление, которое перпендикулярно к продольному направлению,<23> An absorbent article according to any one of <1> to <22>, wherein the article has: a longitudinal direction that corresponds to a direction from the front side to the rear side of the user, and a transverse direction that is perpendicular to the longitudinal direction,
при этом длина F предпочтительно составляет 80% или менее, более предпочтительно 70% или менее от длины Е и предпочтительно 20% или более, более предпочтительно 30% или более от длины Е,wherein the length F is preferably 80% or less, more preferably 70% or less of the length E and preferably 20% or more, more preferably 30% or more of the length E,
при этом Е представляет собой определяемую в продольном направлении длину скрепленной части, которая имеет наибольшую длину среди скрепленных частей, образованных в центральной зоне, и F представляет собой определяемую в продольном направлении длину скрепленной части, которая имеет наибольшую длину среди скрепленных частей, образованных в боковых зонах.wherein E is the longitudinally determined length of the fastened part that has the longest length among the fastened parts formed in the central zone, and F is the longitudinally determined length of the fastened part that has the longest length among the fastened parts formed in the side zones .
<24> Впитывающее изделие по любому из пунктов <1>-<23>,<24> Absorbent product according to any one of paragraphs <1> - <23>,
в котором доля общей площади скрепленных частей с длиной Е по отношению к общей площади скрепленных частей в центральной зоне предпочтительно составляет 20% или более, более предпочтительно 30% или более, и верхний предел данной доли предпочтительно составляет 100%,in which the proportion of the total area of the bonded parts with a length E with respect to the total area of the bonded parts in the central zone is preferably 20% or more, more preferably 30% or more, and the upper limit of this fraction is preferably 100%,
при этом длина Е представляет собой определяемую в продольном направлении длину скрепленной части, которая имеет наибольшую длину среди скрепленных частей, образованных в центральной зоне, и F представляет собой определяемую в продольном направлении длину скрепленной части, которая имеет наибольшую длину среди скрепленных частей, образованных в боковых зонах.wherein the length E is the longitudinally determined length of the fastened part that has the longest length among the fastened parts formed in the central zone, and F is the longitudinally determined length of the fastened part that has the longest length among the fastened parts formed in the side areas.
<25> Впитывающее изделие по любому из пунктов <1>-<24>,<25> Absorbent product according to any one of paragraphs <1> - <24>,
в котором доля общей площади скрепленных частей с длиной F по отношению к общей площади скрепленных частей в боковых зонах предпочтительно составляет 60% или более, более предпочтительно 80% или более, и верхний предел данной доли предпочтительно составляет 100%,in which the proportion of the total area of the bonded parts with a length F with respect to the total area of the bonded parts in the side zones is preferably 60% or more, more preferably 80% or more, and the upper limit of this fraction is preferably 100%,
при этом Е представляет собой определяемую в продольном направлении длину скрепленной части, которая имеет наибольшую длину среди скрепленных частей, образованных в центральной зоне, и длина F представляет собой определяемую в продольном направлении длину скрепленной части, которая имеет наибольшую длину среди скрепленных частей, образованных в боковых зонах.wherein E is the longitudinally determined length of the fastened part that has the longest length among the fastened parts formed in the central zone, and the length F is the longitudinally determined length of the fastened part that has the longest length among the fastened parts formed in the side areas.
<26> Впитывающее изделие по любому из пунктов <1>-<25>,<26> Absorbent product according to any one of paragraphs <1> - <25>,
в котором напряжение при сдвиге центральной зоны принимает значение, предпочтительно составляющее 25 Н или более, более предпочтительно 30 Н или более и предпочтительно 34 Н или менее, более предпочтительно 33 Н или менее.in which the shear stress of the Central zone takes a value of preferably 25 N or more, more preferably 30 N or more, and preferably 34 N or less, more preferably 33 N or less.
<27> Впитывающее изделие по любому из пунктов <1>-<26>,<27> Absorbent product according to any one of paragraphs <1> - <26>,
в котором напряжение при сдвиге каждой из боковых зон принимает значение, предпочтительно составляющее 33 Н или более, более предпочтительно 35 Н или более и предпочтительно 45 Н или менее, более предпочтительно 40 Н или менее при условии, что напряжение при сдвиге каждой из боковых зон больше, чем напряжение при сдвиге центральной зоны.in which the shear stress of each of the side zones takes on a value of preferably 33 N or more, more preferably 35 N or more and preferably 45 N or less, more preferably 40 N or less, provided that the shear stress of each of the side zones is greater than the stress when shifting the central zone.
<28> Впитывающее изделие по любому из пунктов <1>-<27>,<28> Absorbent product according to any one of paragraphs <1> - <27>,
в котором выполняется соотношение Smax > Mmax,in which the relation S max > M max ,
при этом Smax представляет собой площадь выступа, который имеет наибольшую площадь среди выступов в центральной зоне, и Mmax представляет собой площадь выступа, который имеет наибольшую площадь среди выступов в боковых зонах.wherein S max represents the area of the protrusion that has the largest area among the protrusions in the central zone, and M max represents the area of the protrusion that has the largest area among the protrusions in the side zones.
<29> Впитывающее изделие по любому из пунктов <1>-<28>,<29> Absorbent product according to any one of paragraphs <1> - <28>,
в котором нетканые материалы, которые используются в качестве листовых материалов для образования первого листа и второго листа, имеют поверхностную плотность, предпочтительно составляющую 10 г/м2 или более, более предпочтительно 15 г/м2 или более и предпочтительно 40 г/м2 или менее, более предпочтительно 35 г/м2 или менее.in which non-woven materials that are used as sheet materials for forming the first sheet and the second sheet have a surface density of preferably 10 g / m 2 or more, more preferably 15 g / m 2 or more and preferably 40 g / m 2 or less, more preferably 35 g / m 2 or less.
[0056][0056]
В дальнейшем настоящее изобретение будет описано с дополнительными подробностями посредством примеров. Однако объем настоящего изобретения не ограничен примерами, приведенными ниже. Если не указано иное, % означает % масс.Hereinafter, the present invention will be described in further detail by way of examples. However, the scope of the present invention is not limited to the examples below. Unless otherwise specified,% means% of the mass.
[0057][0057]
Пример 1Example 1
Одноразовый подгузник был получен путем снятия верхнего листа одноразового подгузника Merries® (изготовленного в 2015 г. компанией Kao Corporation) и последующего размещения листа, подобного показанному на фиг. 3 и 4, вместо снятого верхнего листа. Верхний лист, показанный на фиг. 3 и 4, имел скрепленные части со следующими размерами: S11: 1 мм × 4 мм, S12: 1 мм × 1 мм, М11: 1 мм × 4 мм и М12: 1 мм × 3 мм (все они имели прямоугольную форму).A disposable diaper was obtained by removing the top sheet of a Merries® disposable diaper (manufactured by Kao Corporation in 2015) and then placing a sheet similar to that shown in FIG. 3 and 4, instead of the removed top sheet. The top sheet shown in FIG. 3 and 4, had fastened parts with the following dimensions: S11: 1 mm × 4 mm, S12: 1 mm × 1 mm, M11: 1 mm × 4 mm and M12: 1 mm × 3 mm (they all had a rectangular shape).
В качестве первого листа, образующего верхний лист, или, другими словами, листа, подлежащего размещению на поверхности, обращенной к коже пользователя, был использован нетканый материал, скрепленный пропусканием воздуха насквозь (поверхностная плотность: 18 г/м2). В качестве второго листа был использован нетканый материал, скрепленный пропусканием воздуха насквозь (поверхностная плотность: 18 г/м2). Нетканый материал, скрепленный пропусканием воздуха насквозь и образующий первый лист, имел двухслойную структуру, состоящую из верхнего слоя и нижнего слоя, и верхний слой был образован из многокомпонентных волокон с ядром в оболочке (соотношение масс смол: 5/5, 2,3 дтекс и соотношение диаметров ядра и оболочки: 1,57) из полиэтилентерефталата и полиэтилена. Нижний слой был образован из хлопчатобумажной смеси, состоящей из многокомпонентных волокон с ядром в оболочке (соотношение масс смол: 5/5, 2,3 дтекс и соотношение диаметров ядра и оболочки: 1,57) из полиэтилена и полиэтилентерефталата и многокомпонентных волокон с ядром в оболочке (соотношение масс смол: 5/5, 2,2 дтекс и соотношение диаметров ядра и оболочки: 1,42) из полипропилена и полипропилена с низкой температурой плавления с соотношением масс: 5:5. Нетканый материал, скрепленный пропусканием воздуха насквозь и образующий второй лист, был образован из многокомпонентных волокон с ядром в оболочке (соотношение масс смол: 5/5 и 2,3 дтекс) из полиэтилентерефталата и полиэтилена.As the first sheet forming the top sheet, or, in other words, the sheet to be placed on the surface facing the skin of the user, a non-woven material bonded by passing air through (surface density: 18 g / m 2 ) was used. As a second sheet, a non-woven material was used, held together by passing air through (surface density: 18 g / m 2 ). The non-woven material bonded through passing air through and forming the first sheet had a two-layer structure consisting of an upper layer and a lower layer, and the upper layer was formed of multicomponent fibers with a core in the sheath (resin mass ratio: 5/5, 2.3 dtex and ratio of core and shell diameters: 1.57) made of polyethylene terephthalate and polyethylene. The lower layer was formed from a cotton blend consisting of multicomponent fibers with a core in a shell (resin mass ratio: 5/5, 2.3 dtex and a ratio of core and shell diameters: 1.57) of polyethylene and polyethylene terephthalate and multicomponent fibers with a core in the shell (resin mass ratio: 5/5, 2.2 dtex and the ratio of core and shell diameters: 1.42) made of polypropylene and polypropylene with a low melting point with a mass ratio: 5: 5. Non-woven material, bonded through air through and forming a second sheet, was formed from multicomponent fibers with a core in the sheath (resin mass ratio: 5/5 and 2.3 dtex) from polyethylene terephthalate and polyethylene.
[0058][0058]
Пример 2Example 2
Одноразовый подгузник был получен так же, как в Примере 1, за исключением того, что верхний лист, подобный показанному на фиг. 6(а), был использован в качестве верхнего листа в Примере 1. Верхний лист, показанный на фиг. 6(а), имел скрепленные части со следующими размерами: S11: 1 мм × 2 мм, S12: 1 мм × 1 мм и М11: 1 мм × 1 мм (все они имели прямоугольную форму).A disposable diaper was obtained in the same manner as in Example 1, except that a top sheet similar to that shown in FIG. 6 (a) was used as the top sheet in Example 1. The top sheet shown in FIG. 6 (a), had fastened parts with the following dimensions: S11: 1 mm × 2 mm, S12: 1 mm × 1 mm, and M11: 1 mm × 1 mm (they all had a rectangular shape).
[0059][0059]
Пример 3Example 3
Одноразовый подгузник был получен так же, как в Примере 1, за исключением того, что верхний лист, подобный показанному на фиг. 6(b), был использован в качестве верхнего листа в Примере 1. Верхний лист, показанный на фиг. 6(b), имел скрепленные части со следующими размерами: S11: 1 мм × 3 мм, S12: 1 мм × 1 мм и М11: 1 мм × 1 мм (все они имели прямоугольную форму).A disposable diaper was obtained in the same manner as in Example 1, except that a top sheet similar to that shown in FIG. 6 (b) was used as the top sheet in Example 1. The top sheet shown in FIG. 6 (b), had fastened parts with the following dimensions: S11: 1 mm × 3 mm, S12: 1 mm × 1 mm, and M11: 1 mm × 1 mm (they all had a rectangular shape).
[0060][0060]
Сравнительный пример 1Comparative Example 1
Одноразовый подгузник был получен так же, как в Примере 1, за исключением того, что верхний лист, в котором только скрепленные части боковых зон верхнего листа, используемого в Примере 1, были образованы на всей его зоне, был использован в качестве верхнего листа в Примере 1.A disposable diaper was obtained in the same manner as in Example 1, except that the top sheet, in which only the fastened portions of the side zones of the top sheet used in Example 1, were formed over its entire area, was used as the top sheet in Example one.
[0061][0061]
ОценкаRating
Одноразовые подгузники, полученные в примерах и сравнительном примере, были подвергнуты оцениванию с использованием нижеприведенных методов в отношении текстуры верхнего листа и степени разделения листов, включенных в верхний лист. Результаты показаны в нижеприведенной Таблице 1.The disposable diapers obtained in the examples and the comparative example were evaluated using the methods below with respect to the texture of the top sheet and the degree of separation of the sheets included in the top sheet. The results are shown in Table 1 below.
[0062][0062]
Мягкость верхнего листаTop sheet softness
Участвовали десять матерей с младенцами, которые использовали подгузники.Ten mothers with babies who used diapers attended.
Каждый подгузник оценивали посредством нижеуказанных критериев в отношении мягкости поверхностного материала. Полученные результаты показаны в Таблице 1.Each diaper was evaluated using the criteria below regarding the softness of the surface material. The results obtained are shown in Table 1.
Сначала касались верхнего листа одноразового подгузника Merries® (изготовленного в 2015 г. компанией Kao Corporation), и при этом текстура была задана в виде контрольного значения (3 оценочных балла). После этого была проведена оценка на основе пяти уровней: 1 балл (мягкий), 2 балла (слегка мягкий), 3 балла (такой же мягкий, как Merries), 4 балла (не такой мягкий), 5 баллов (немягкий), и мягкость оценивали, используя среднее значение для десяти участников.First, they touched the top sheet of a Merries® disposable diaper (manufactured by Kao Corporation in 2015), and the texture was set as a reference value (3 rating points). After that, an assessment was made on the basis of five levels: 1 point (soft), 2 points (slightly soft), 3 points (as soft as Merries), 4 points (not as soft), 5 points (non-soft), and softness evaluated using an average of ten participants.
[0063][0063]
Степень разделения листов в верхнем листеThe degree of separation of sheets in the top sheet
Акриловую пластину размещали на образце, к ней прикладывали нагрузку так, чтобы давление достигло значения 3,5 кПа, которое представляет собой давление, которое, как предполагается, будет приложено, когда младенец сидит на подгузнике, и затем акриловую пластину перемещали заданное число раз с длиной хода 10 см, и степень разделения визуально проверяли и оценивали. Степень разделения верхнего листа одноразового подгузника Merries® (изготовленного в 2015 г. компанией Kao Corporation) была определена как «средняя», степень разделения, более низкая, чем средняя, была оценена как «низкая», и степень разделения, более высокая, чем средняя, была оценена как «высокая».The acrylic plate was placed on the sample, a load was applied to it so that the pressure reached a value of 3.5 kPa, which is the pressure that is supposed to be applied when the baby is sitting on the diaper, and then the acrylic plate was moved a predetermined number of times with a length 10 cm stroke, and the degree of separation was visually checked and evaluated. The degree of separation of the top sheet of a Merries® disposable diaper (manufactured by Kao Corporation in 2015) was defined as “medium,” the degree of separation lower than average was rated as “low,” and the degree of separation higher than average , was rated as "high."
[0064][0064]
[Таблица 1][Table 1]
[0065][0065]
Как ясно из результатов, показанных в Таблице 1, верхние листы подгузников по примерам имели лучшую текстуру, чем верхний лист подгузника по сравнительному примеру. Кроме того, маловероятно отделение листов друг от друга.As is clear from the results shown in Table 1, the upper diaper sheets of the examples had a better texture than the upper diaper sheet of the comparative example. In addition, it is unlikely that sheets are separated from each other.
Промышленная применимостьIndustrial applicability
[0066][0066]
Согласно настоящему изобретению предложено впитывающее изделие, которое имеет хорошую текстуру и в котором маловероятно отделение двух листов друг от друга и маловероятно образование зазора между данными двумя листами.According to the present invention, there is provided an absorbent article that has a good texture and in which it is unlikely that two sheets will separate from each other and a gap between the two sheets is unlikely.
Claims (64)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015228034A JP6170987B2 (en) | 2015-11-20 | 2015-11-20 | Absorbent articles |
| JP2015-228034 | 2015-11-20 | ||
| PCT/JP2016/080878 WO2017086076A1 (en) | 2015-11-20 | 2016-10-18 | Absorbent article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2683340C1 true RU2683340C1 (en) | 2019-03-28 |
Family
ID=58718749
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2018121508A RU2683340C1 (en) | 2015-11-20 | 2016-10-18 | Absorbent article |
Country Status (7)
| Country | Link |
|---|---|
| JP (1) | JP6170987B2 (en) |
| CN (1) | CN108348374B (en) |
| DE (1) | DE112016005344T5 (en) |
| GB (1) | GB2559705B (en) |
| RU (1) | RU2683340C1 (en) |
| TW (1) | TWI710366B (en) |
| WO (1) | WO2017086076A1 (en) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7075740B2 (en) * | 2017-10-25 | 2022-05-26 | 花王株式会社 | Absorbent article |
| WO2019082677A1 (en) * | 2017-10-25 | 2019-05-02 | 花王株式会社 | Absorbent article |
| JP6899359B2 (en) * | 2017-10-25 | 2021-07-07 | 花王株式会社 | Absorbent article |
| JP7057102B2 (en) | 2017-11-22 | 2022-04-19 | 花王株式会社 | Absorbent article |
| JP7075754B2 (en) * | 2017-12-28 | 2022-05-26 | 花王株式会社 | Absorbent article |
| JP2019170534A (en) * | 2018-03-27 | 2019-10-10 | 花王株式会社 | Absorbent article, and manufacturing method of surface sheet for absorbent article |
| JP6706646B2 (en) * | 2018-05-29 | 2020-06-10 | 花王株式会社 | Absorbent article |
| RU2762019C1 (en) * | 2018-05-29 | 2021-12-14 | Као Корпорейшн | Method for assessing the functional ability of sheet material to cause a feeling of comfort and the sheet material that causes a feeling of comfort |
| JP7282601B2 (en) | 2018-09-19 | 2023-05-29 | 花王株式会社 | absorbent article |
| JP2020049084A (en) * | 2018-09-28 | 2020-04-02 | 花王株式会社 | Absorbent article |
| JP7188959B2 (en) * | 2018-09-28 | 2022-12-13 | 花王株式会社 | absorbent article |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009118921A (en) * | 2007-11-12 | 2009-06-04 | Kao Corp | Absorbent article |
| JP2009148445A (en) * | 2007-12-21 | 2009-07-09 | Kao Corp | Absorbent article |
| JP2014188042A (en) * | 2013-03-26 | 2014-10-06 | Oji Holdings Corp | Top sheet of absorbent article, and absorbent article using the same |
| JP2015112343A (en) * | 2013-12-12 | 2015-06-22 | 花王株式会社 | Composite sheet and absorbent article with the same |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI348902B (en) * | 2004-03-23 | 2011-09-21 | Kao Corp | Topsheet for absorbent article |
| JP4343992B2 (en) * | 2007-05-23 | 2009-10-14 | 花王株式会社 | Absorbent article surface sheet |
| JP5053815B2 (en) | 2007-12-03 | 2012-10-24 | 花王株式会社 | Absorbent articles |
| JP5979983B2 (en) * | 2012-05-28 | 2016-08-31 | 大王製紙株式会社 | Absorbent article and manufacturing method thereof |
| JP6050612B2 (en) * | 2012-06-11 | 2016-12-21 | 花王株式会社 | Absorbent articles |
| JP5686788B2 (en) * | 2012-12-17 | 2015-03-18 | オムロンオートモーティブエレクトロニクス株式会社 | Position detection switch and rotation switch |
-
2015
- 2015-11-20 JP JP2015228034A patent/JP6170987B2/en active Active
-
2016
- 2016-10-18 RU RU2018121508A patent/RU2683340C1/en active
- 2016-10-18 WO PCT/JP2016/080878 patent/WO2017086076A1/en active Application Filing
- 2016-10-18 DE DE112016005344.4T patent/DE112016005344T5/en active Pending
- 2016-10-18 GB GB1808869.0A patent/GB2559705B/en active Active
- 2016-10-18 CN CN201680063873.4A patent/CN108348374B/en active Active
- 2016-11-02 TW TW105135474A patent/TWI710366B/en not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009118921A (en) * | 2007-11-12 | 2009-06-04 | Kao Corp | Absorbent article |
| JP2009148445A (en) * | 2007-12-21 | 2009-07-09 | Kao Corp | Absorbent article |
| JP2014188042A (en) * | 2013-03-26 | 2014-10-06 | Oji Holdings Corp | Top sheet of absorbent article, and absorbent article using the same |
| JP2015112343A (en) * | 2013-12-12 | 2015-06-22 | 花王株式会社 | Composite sheet and absorbent article with the same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017093748A (en) | 2017-06-01 |
| JP6170987B2 (en) | 2017-07-26 |
| TWI710366B (en) | 2020-11-21 |
| GB2559705A (en) | 2018-08-15 |
| GB201808869D0 (en) | 2018-07-18 |
| TW201720401A (en) | 2017-06-16 |
| CN108348374B (en) | 2020-09-18 |
| WO2017086076A1 (en) | 2017-05-26 |
| CN108348374A (en) | 2018-07-31 |
| GB2559705B (en) | 2021-02-10 |
| DE112016005344T5 (en) | 2018-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2683340C1 (en) | Absorbent article | |
| TWI699195B (en) | Absorbent articles | |
| CA2613670C (en) | Absorbent article providing a better fit and more comfort to a wearer | |
| JP6311872B2 (en) | Pants-type absorbent article | |
| US8092439B2 (en) | Absorbent article with waist relief feature | |
| JP2016512785A (en) | Disposable absorbent article | |
| JP6968170B2 (en) | Disposable pants type absorbent goods | |
| WO2010110203A1 (en) | Underwear-type absorbent article | |
| US8016971B2 (en) | Method for making a waist relief feature | |
| JP2016517335A (en) | Disposable absorbent article | |
| US10687990B2 (en) | Disposable pant-type absorbent article | |
| EA015750B1 (en) | Absorbent article and composite sheet | |
| JP2016154654A (en) | Underpants type absorbent article | |
| JP2021532912A (en) | Absorbent article having a molded fastening member and a molding fastening member | |
| AU2013342439A1 (en) | Disposable diaper | |
| RU2705608C1 (en) | Absorbent article | |
| JP6547150B2 (en) | Pants-type absorbent article | |
| EP2990018A1 (en) | Stretchable laminate | |
| JP2004000344A (en) | Shorts-type diaper | |
| JP6316077B2 (en) | Pants-type absorbent article | |
| JP6312510B2 (en) | Pants-type absorbent article | |
| US20200330294A1 (en) | Improvements to fastening system of disposable absorbent articles | |
| WO2017122645A1 (en) | Disposable article and method for manufacturing disposable article | |
| JP2009254662A (en) | Absorbent article | |
| JP2007282893A (en) | Fastening tape, manufacturing method thereof, and tape type diaper |