RU2649110C1 - Dispersion-solid steel thick sheet for hot stamping and method of its production - Google Patents
Dispersion-solid steel thick sheet for hot stamping and method of its production Download PDFInfo
- Publication number
- RU2649110C1 RU2649110C1 RU2017114771A RU2017114771A RU2649110C1 RU 2649110 C1 RU2649110 C1 RU 2649110C1 RU 2017114771 A RU2017114771 A RU 2017114771A RU 2017114771 A RU2017114771 A RU 2017114771A RU 2649110 C1 RU2649110 C1 RU 2649110C1
- Authority
- RU
- Russia
- Prior art keywords
- temperature
- sheet
- rolling
- steel
- thickness
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
Abstract
Description
Изобретение относится к области металлургии, в частности к производству низколегированной дисперсионно-твердеющей стали, используемой при изготовлении соединительных деталей магистральных трубопроводов (СДТ) штампосварным способом.The invention relates to the field of metallurgy, in particular to the production of low alloy precipitation hardening steel used in the manufacture of connecting parts of main pipelines (SDT) by stamp-welding.
Известна аустенитная дисперсионно-твердеющая сталь для изготовления высоконагруженных деталей, работающих в кислых сероводородосодержащих средах (Патент РФ №2415962, МПК С22С 38/50, опубл. 20.07.2010 г.). Сталь содержит углерод, хром, никель, титан, молибден, алюминий и железо при следующем соотношении компонентов, мас. %:Known austenitic precipitation hardening steel for the manufacture of highly loaded parts operating in acidic hydrogen sulfide environments (RF Patent No. 2415962, IPC C22C 38/50, publ. 20.07.2010). Steel contains carbon, chromium, nickel, titanium, molybdenum, aluminum and iron in the following ratio, wt. %:
Сталь обладает повышенной стойкостью к растрескиванию под напряжением в сероводородсодержащих средах и стабильными механическими свойствами: предел текучести не менее 725 МПа, а твердость не более 35 HRC.Steel has high resistance to stress cracking in hydrogen sulfide-containing environments and stable mechanical properties: yield strength of at least 725 MPa, and hardness of not more than 35 HRC.
Недостатком данной стали является необходимость выполнения длительного процесса термообработки для активации дисперсионного твердения, что не позволяет использовать это явление для упрочнения стали непосредственно в процессе штамповки заготовок для СДТ. Недостатком стали является и ее высокая стоимость.The disadvantage of this steel is the need for a long heat treatment process to activate dispersion hardening, which does not allow this phenomenon to be used for hardening steel directly in the process of stamping blanks for steel rolling materials. The disadvantage of steel is its high cost.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства толстолистового проката из низколегированной стали, имеющей следующий химический состав, мас. %:The closest in its technical essence and the achieved results to the proposed invention is a method for the production of plate from low alloy steel having the following chemical composition, wt. %:
Способ включает нагрев слябов до 1170-1190°C, многопроходную черновую и чистовую прокатку при температуре начала не выше 970°C с суммарным обжатием 50-70% и завершением при температуре не выше 900°C. Горячекатаные листы подвергают нормализации при температуре 910-940°C с охлаждением на воздухе, а перед горячей прокаткой непрерывнолитые слябы подвергают отжигу при температуре не выше 750°C (Патент РФ №2318027, МПК C21D 8/02, С22С 38/58, опубл. 27.02.2008 г.).The method includes heating slabs to 1170-1190 ° C, multi-pass roughing and finishing rolling at a start temperature of not higher than 970 ° C with a total reduction of 50-70% and completion at a temperature of not higher than 900 ° C. Hot rolled sheets are normalized at a temperature of 910–940 ° C with air cooling, and before hot rolling, continuously cast slabs are annealed at a temperature not exceeding 750 ° C (RF Patent No. 2318027, IPC C21D 8/02, C22C 38/58, publ. 02/27/2008).
Недостатком данной стали является необходимость проведения дополнительной операции, а именно термообработки как слябов из нее (отжиг), так и листов (нормализация).The disadvantage of this steel is the need for an additional operation, namely, heat treatment of both slabs from it (annealing) and sheets (normalization).
Цель предлагаемого изобретения состоит в получении проката толщиной до 52 мм с комплексом свойств, соответствующих классам прочности К60-К65 после нормализации с последующим отпуском, и обеспечение гарантированного комплекса этих свойств при получении изделия из переработанного проката у потребителя без дополнительных операций по термообработке.The purpose of the invention is to obtain rolled products up to 52 mm thick with a set of properties corresponding to strength classes K60-K65 after normalization followed by tempering, and to ensure a guaranteed set of these properties when receiving a product from recycled rolled products from the consumer without additional heat treatment operations.
Указанная цель достигается тем, что толстый лист из дисперсионно-твердеющей стали для горячей штамповки имеет уровень прочности не менее 590 МПа и выполнен из стали со следующим содержанием компонентов, мас. %:This goal is achieved by the fact that a thick sheet of dispersion hardening steel for hot stamping has a strength level of at least 590 MPa and is made of steel with the following components, wt. %:
причем углеродный эквивалент (CEIIW) должен быть не более 0,45%. Цель также достигается тем, что в способе получения толстого листа из дисперсионно-твердеющей стали для горячей штамповки по п. 1, включающем аустенизацию непрерывнолитой заготовки, черновую прокатку с регламентированным обжатием за проход, подстуживание раската, чистовую прокатку и ускоренное охлаждение, аустенизацию непрерывнолитой заготовки производят до температуры 1190-1230°C, черновую прокатку начинают при температуре не ниже 950°C и осуществляют ее до достижения промежуточным раскатом толщины, обеспечивающей суммарное обжатие на стадии чистовой прокатки не менее 50%, а чистовую прокатку начинают при температуре, определяемой в зависимости от толщины листа из соотношенияmoreover, the carbon equivalent (CE IIW ) should not be more than 0.45%. The goal is also achieved by the fact that in the method for producing a thick sheet of dispersion hardening steel for hot stamping according to claim 1, which includes austenization of a continuously cast billet, rough rolling with regulated compression during the passage, reinforcement of the roll, finish rolling and accelerated cooling, austenization of a continuously cast billet to a temperature of 1190-1230 ° C, rough rolling is started at a temperature not lower than 950 ° C and is carried out until the intermediate roll reaches a thickness that provides a total reduction at di- finish rolling is not less than 50% and the finish rolling start temperature determined depending on the sheet thickness from the relationship
Тнчп=(-2,5×h+870)±15°C, гдеTnchp = (- 2,5 × h + 870) ± 15 ° C, where
Тнчп - температура начала чистовой прокатки, [°C],Tnchp - the temperature of the beginning of the finish rolling, [° C],
h - толщина листа, [мм],h is the thickness of the sheet, [mm],
2,5 - эмпирический коэффициент, [°С/мм],2.5 - empirical coefficient, [° C / mm],
и завершают при температуре 770-820°C, после чего лист ускоренно охлаждают до температуры ниже 550°C.and complete at a temperature of 770-820 ° C, after which the sheet is rapidly cooled to a temperature below 550 ° C.
Сущность предлагаемого изобретения заключается в следующем.The essence of the invention is as follows.
Толстый лист из дисперсионно-твердеющей стали для горячей штамповки получают с уровнем прочности не менее 590 МПа, обеспечиваемым сочетанием разработанной композиции химического состава стали и технологии производства листа. Толстый лист выполнен из стали с содержанием компонентов, выбранных исходя из следующих причин.A thick sheet of precipitation hardening steel for hot stamping is obtained with a strength level of at least 590 MPa, which is ensured by a combination of the developed composition of the chemical composition of steel and the technology of sheet production. The thick sheet is made of steel with the content of components selected based on the following reasons.
Углерод в данной стали является одним из основных упрочняющих элементов. Снижение содержания углерода менее 0,04% приводит к падению ее прочности ниже допустимого уровня. Увеличение содержания углерода более 0,07% ухудшает пластические и вязкостные свойства стали, приводит к их неравномерности из-за развития ликвационной неоднородности.Carbon in this steel is one of the main reinforcing elements. A decrease in carbon content of less than 0.04% leads to a decrease in its strength below an acceptable level. An increase in carbon content of more than 0.07% impairs the plastic and viscous properties of steel, leading to their unevenness due to the development of segregation heterogeneity.
При содержании кремния менее 0,20% ухудшается раскисленность стали, снижается прочность. Увеличение содержания кремния более 0,35% приводит к росту количества силикатных включений, снижается ударная вязкость.When the silicon content is less than 0.20%, deoxidation of steel deteriorates, and strength decreases. An increase in the silicon content of more than 0.35% leads to an increase in the number of silicate inclusions, and toughness decreases.
Снижение содержания марганца менее 0,7% увеличивает окисленность стали, ухудшает ее качество. Повышение содержания марганца более 1,3% увеличивает зерно, снижает ударную вязкость.A decrease in manganese content of less than 0.7% increases the oxidation of steel, worsens its quality. An increase in manganese content of more than 1.3% increases grain, reduces toughness.
Алюминий раскисляет и модифицирует сталь. При концентрации менее 0,02% его воздействие проявляется слабо, что ухудшает механические свойства стали. Увеличение его содержания более 0,05% приводит к снижению пластических и вязкостных свойств.Aluminum deoxidizes and modifies steel. At a concentration of less than 0.02%, its effect is weak, which affects the mechanical properties of steel. An increase in its content of more than 0.05% leads to a decrease in the plastic and viscosity properties.
Сера и фосфор являются вредными примесями, их концентрация должна быть минимальной, однако при концентрации серы не более 0,005% и фосфора не более 0,012% их отрицательное влияние на свойства стали незначительно. При этом дальнейшее снижение примесей возможно только за счет более глубокой десульфурации и дефосфорация стали, что существенно удорожает ее производство и нецелесообразно.Sulfur and phosphorus are harmful impurities, their concentration should be minimal, but at a sulfur concentration of not more than 0.005% and phosphorus not more than 0.012%, their negative effect on the properties of steel is negligible. Moreover, a further reduction in impurities is possible only due to deeper desulfurization and dephosphorization of steel, which significantly increases its production cost and is not practical.
Добавка хрома в количестве не менее 0,20% вводится для снижения уровня ликвации при затвердевании расплава, добавка не более 0,45% необходима для управления механизмом твердорастворного упрочнения и увеличения предела текучести до 40 Н/мм2.An addition of chromium in an amount of at least 0.20% is introduced to reduce segregation during solidification of the melt, an addition of not more than 0.45% is necessary to control the mechanism of solid solution hardening and increase the yield strength to 40 N / mm 2 .
Никель в количестве более 0,4% увеличивает упрочнение твердого раствора и обеспечивает большую эффективность дисперсионного упрочнения совместно с медью, кроме того, при введении добавок никеля в количестве не более 0,65% понижается температура вязко-хрупкого перехода и повышается величина работы развития трещины.Nickel in an amount of more than 0.4% increases the hardening of the solid solution and provides greater efficiency of dispersion hardening together with copper, in addition, when nickel additives are added in an amount of not more than 0.65%, the temperature of the viscous-brittle transition decreases and the magnitude of the crack propagation work increases.
Для достижения высоких классов прочности у нормализуемых марок стали необходимо реализовать как механизмы твердорастворного упрочнения и эффект увеличения прокаливаемости, например, с помощью никеля и хрома, так и упрочнение за счет дисперсионного твердения, например, частицами меди. Для этого содержание меди в стали должно быть не менее 0,9% и не более 1,35%, что ограничено повышением риска возникновения горячих трещин при прокатке.To achieve high strength classes for standardized grades of steel, it is necessary to implement both mechanisms of solid solution hardening and the effect of increasing hardenability, for example, with nickel and chromium, and hardening due to dispersion hardening, for example, with copper particles. For this, the copper content in steel should be at least 0.9% and not more than 1.35%, which is limited by the increased risk of hot cracks during rolling.
Содержание титана ограничивается 0,015-0,030% для предотвращения формирования при кристаллизации крупных частиц TiN и/или комплексных глобулярных частиц на их основе, содержащих Nb, Ca, Mg, S, О, а также чрезмерного роста зерна аустенита при нагреве, что приводит к огрублению микроструктуры листов и снижению уровня механических свойств.The titanium content is limited to 0.015-0.030% to prevent the formation of crystallization of large TiN particles and / or complex globular particles based on them containing Nb, Ca, Mg, S, O, as well as excessive growth of austenite grain upon heating, which leads to coarsening of the microstructure sheets and reduce the level of mechanical properties.
Содержание ниобия ограничивается до уровня 0,050% для снижения ликвационной неоднородности, предотвращения образования крупных конгломератов комплексных частиц Ti, Nb (С, N), в количестве не менее 0,020% ниобий необходим для торможения роста зерна при прокатке.The niobium content is limited to the level of 0.050% to reduce segregation heterogeneity, to prevent the formation of large conglomerates of complex particles of Ti, Nb (C, N), in an amount of at least 0.020% niobium is necessary to inhibit grain growth during rolling.
Ванадий является карбонитридообразующим элементом, повышающим прочность. Экспериментально установлено, что его добавление в количестве менее 0,02% не эффективно, однако добавление ванадия более 0,060% приводит к снижению вязкостных свойств стали.Vanadium is a carbonitride-forming element that increases strength. It was experimentally established that its addition in an amount of less than 0.02% is not effective, however, the addition of vanadium more than 0.060% leads to a decrease in the viscosity properties of steel.
Суммарное содержание ванадия, ниобия и титана ограничено 0,16%, оно определено исходя из максимальной эффективности этих элементов при активации механизма дисперсионного упрочнения: образование карбида каждого элемента протекает в различных температурных интервалах, увеличение их суммарного содержания выше 0,16% приводит к торможению процесса карбидообразования и неэффективному их использованию в системе легирования.The total content of vanadium, niobium and titanium is limited to 0.16%, it is determined based on the maximum efficiency of these elements when the dispersion hardening mechanism is activated: the formation of carbide of each element occurs in different temperature ranges, an increase in their total content above 0.16% leads to inhibition of the process carbide formation and their inefficient use in the alloying system.
Азот необходим для выделения мелкодисперсных нитридов и сдерживания укрупнения аустенитных зерен. При содержании азота свыше 0,01% ухудшается пластичность и вязкость стали, повышается температура перехода от вязкого разрушения к хрупкому.Nitrogen is necessary for the isolation of finely dispersed nitrides and to contain the coarsening of austenitic grains. When the nitrogen content exceeds 0.01%, the ductility and toughness of the steel deteriorate, and the temperature of the transition from viscous to brittle rises.
Углеродный эквивалент Сэкв ограничен величиной 0,45% для получения стали хорошо сваривающейся.The carbon equivalent of SEC is limited to 0.45% to produce well weldable steel.
Для получения толстого листа с уровнем прочности от 590 до 640 МПа содержание следующих элементов в химическом составе стали обеспечивают в пределах, %:To obtain a thick sheet with a strength level of 590 to 640 MPa, the content of the following elements in the chemical composition of the steel is provided in the range,%:
Для получения толстого листа с уровнем прочности свыше 640 МПа содержание следующих элементов в химическом составе стали обеспечивают в пределах, %:To obtain a thick sheet with a strength level of more than 640 MPa, the content of the following elements in the chemical composition of the steel is provided in the range,%:
При нагреве непрерывнолитой заготовки из стали предлагаемого химического состава до температуры менее 1190°C не происходит эффективного растворения в стальной матрице микролегирующих добавок и, как следствие, их выделения в виде дисперсных фаз при прокатке. При нагреве свыше 1230°C наблюдается укрупнение зерна аустенита.When a continuously cast billet of steel of the proposed chemical composition is heated to a temperature of less than 1190 ° C, there is no effective dissolution of microalloying additives in the steel matrix and, as a result, their release in the form of dispersed phases during rolling. When heated above 1230 ° C, coarsening of austenite grain is observed.
Температура деформации на черновой стадии прокатки принята не менее 950°C исходя из необходимости измельчения зерна аустенита за счет многократной рекристаллизации.The deformation temperature at the rough rolling stage was adopted at least 950 ° C based on the need to grind austenite grain due to multiple recrystallization.
Максимальное измельчение аустенитного зерна на чистовой стадии достигается при суммарной степени деформации не менее 50%, при дальнейшем ее увеличении в этой области температур размер аустенитного зерна практически не уменьшается.The maximum grinding of austenitic grain at the finishing stage is achieved with a total degree of deformation of at least 50%, with its further increase in this temperature range, the size of austenitic grain practically does not decrease.
Температурный интервал начала и окончания деформации на чистовой стадии прокатки выбирают исходя из необходимости подготовки аустенита к последующему превращению путем создания деформированных зерен аустенита, содержащих полосы деформации и имеющих высокую плотность дислокаций, это позволяет максимально измельчить зеренную структуру: температуру начала чистовой прокатки, которая зависит от толщины листа, определяют из соотношенияThe temperature interval of the beginning and end of deformation at the finishing stage of rolling is selected based on the need to prepare austenite for subsequent transformation by creating deformed austenite grains containing deformation bands and having a high dislocation density, this makes it possible to finely grind the grain structure: the temperature of the finish rolling start, which depends on the thickness sheet, determined from the ratio
Тнчп=(-2,5×h+870)±15°C, гдеTnchp = (- 2,5 × h + 870) ± 15 ° C, where
Тнчп - температура начала чистовой прокатки, [°C],Tnchp - the temperature of the beginning of the finish rolling, [° C],
h - толщина листа, [мм],h is the thickness of the sheet, [mm],
2,5 - эмпирический коэффициент, [°C/мм],2.5 - empirical coefficient, [° C / mm],
а температуру окончания устанавливают равной 770-820°C. Эмпирический коэффициент определяют опытным путем. Для эффективной фиксации легирующих элементов в твердом растворе и его подготовке к дисперсионному твердению при последующем нагреве лист ускоренно охлаждают до температуры ниже 550°C.and the end temperature is set equal to 770-820 ° C. The empirical coefficient is determined empirically. To effectively fix alloying elements in a solid solution and prepare it for dispersion hardening during subsequent heating, the sheet is accelerated to a temperature below 550 ° C.
Реализация предложенного технического решения позволяет получить требуемое качество горячекатаных листов, используемых для изготовления соединительных деталей магистральных трубопроводов штампосварным способом, что достигается за счет выбора рациональных температурно-деформационных режимов для определенного химического состава стали. При выходе варьируемых параметров за указанные границы возможно неполучение стабильно удовлетворительных результатов механических испытаний на пробах, прошедших термическую обработку. Полученные данные подтверждают правильность выбранных значений технологических параметров в рамках предложенного способа производства толстых листов из дисперсионно-твердеющей стали для горячей штамповки, а также способа получения соединительных деталей магистральных трубопроводов.Implementation of the proposed technical solution allows to obtain the required quality of hot-rolled sheets used for the manufacture of connecting parts of main pipelines by stamp-welding, which is achieved by choosing rational temperature-deformation modes for a certain chemical composition of steel. When the variable parameters go beyond the specified limits, it is possible not to obtain stably satisfactory results of mechanical tests on samples that have undergone heat treatment. The data obtained confirm the correctness of the selected values of the process parameters in the framework of the proposed method for the production of thick sheets of precipitation hardening steel for hot stamping, as well as a method for producing connecting parts of main pipelines.
Применение способа поясняется примером его реализации при производстве листов из стали К60 толщиной 22 мм на толстолистовом стане 5000 ПАО «Северсталь».The application of the method is illustrated by an example of its implementation in the production of sheets of steel K60 with a thickness of 22 mm on a plate mill 5000 of PAO Severstal.
Выплавку стали осуществляли в кислородном конвертере вместимостью 370 тн с проведением процесса десульфурации магнием в заливочном ковше. На выпуске проводили первичное легирование, предварительное раскисление и обработку металла твердошлаковыми смесями с продувкой металла аргоном в сталеразливочном ковше. Окончательное легирование, микролегирование, обработку металла кальцием и перегрев металла для проведения вакуумирования проводили на агрегате комплексной доводки стали. Дегазацию металла осуществляли путем его вакуумирования. Разливку производили на МНЛЗ с защитой металла аргоном от вторичного окисления.Steel was smelted in an oxygen converter with a capacity of 370 tons with a magnesium desulfurization process in the pouring ladle. Primary alloying, preliminary deoxidation and metal treatment with solid slag mixtures with metal purging with argon in a steel pouring ladle were carried out at the outlet. Final alloying, microalloying, metal processing with calcium and metal overheating for evacuation were carried out on the complex steel finishing unit. The metal was degassed by evacuation. The casting was carried out at a continuous casting machine with metal protection with argon from secondary oxidation.
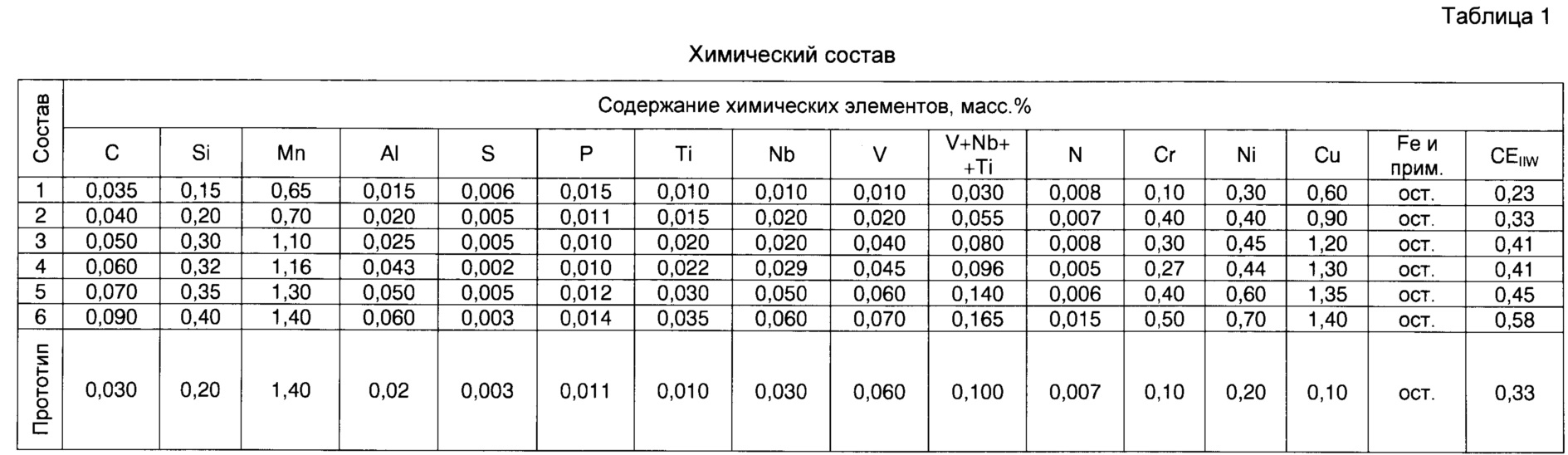
Химический состав стали приведен в таблице 1.The chemical composition of steel is given in table 1.
Сталь получена со следующим составом химических элементов, масс. %: С = 0,06; Si = 0,32; Mn = 1,16; Cr = 0,27; Ni = 0,44; Cu = 1,30; Ti = 0,022; V = 0,045; Nb = 0,029; N = 0,005; Al = 0,043; S = 0,002; P = 0,01; железо и примеси - остальное. Углеродный эквивалент составил Сэкв = 0,41%.Steel obtained with the following composition of chemical elements, mass. %: C = 0.06; Si = 0.32; Mn = 1.16; Cr = 0.27; Ni = 0.44; Cu = 1.30; Ti = 0.022; V = 0.045; Nb = 0.029; N = 0.005; Al = 0.043; S = 0.002; P = 0.01; iron and impurities - the rest. The carbon equivalent was SEC = 0.41%.
Непрерывнолитые заготовки нагревали до температуры 1200°C, черновую прокатку начинали при температуре 1020°C и прокатывали раскат на черновой стадии до толщины подстуживания 110 мм, охлаждали на воздухе до температуры начала чистовой прокатки 814°C (температура задавалась в интервале от 800 (-2,5×22+870-15=800) до 830°C (-2,5×22+870+15=830)), прокатывали на чистовой стадии до конечной толщины 22 мм с суммарным обжатием 80% и окончанием процесса деформации при 808°C. Далее листы ускоренно охлаждали до температуры 350°C.Continuously cast billets were heated to a temperature of 1200 ° C, rough rolling was started at a temperature of 1020 ° C and rolled at a rough stage to a thickness of 110 mm, cooled in air to a temperature of the beginning of finishing rolling of 814 ° C (the temperature was set in the range from 800 (-2 , 5 × 22 + 870-15 = 800) to 830 ° C (-2.5 × 22 + 870 + 15 = 830)), rolled at the finishing stage to a final thickness of 22 mm with a total compression of 80% and the end of the deformation process at 808 ° C. Next, the sheets were rapidly cooled to a temperature of 350 ° C.
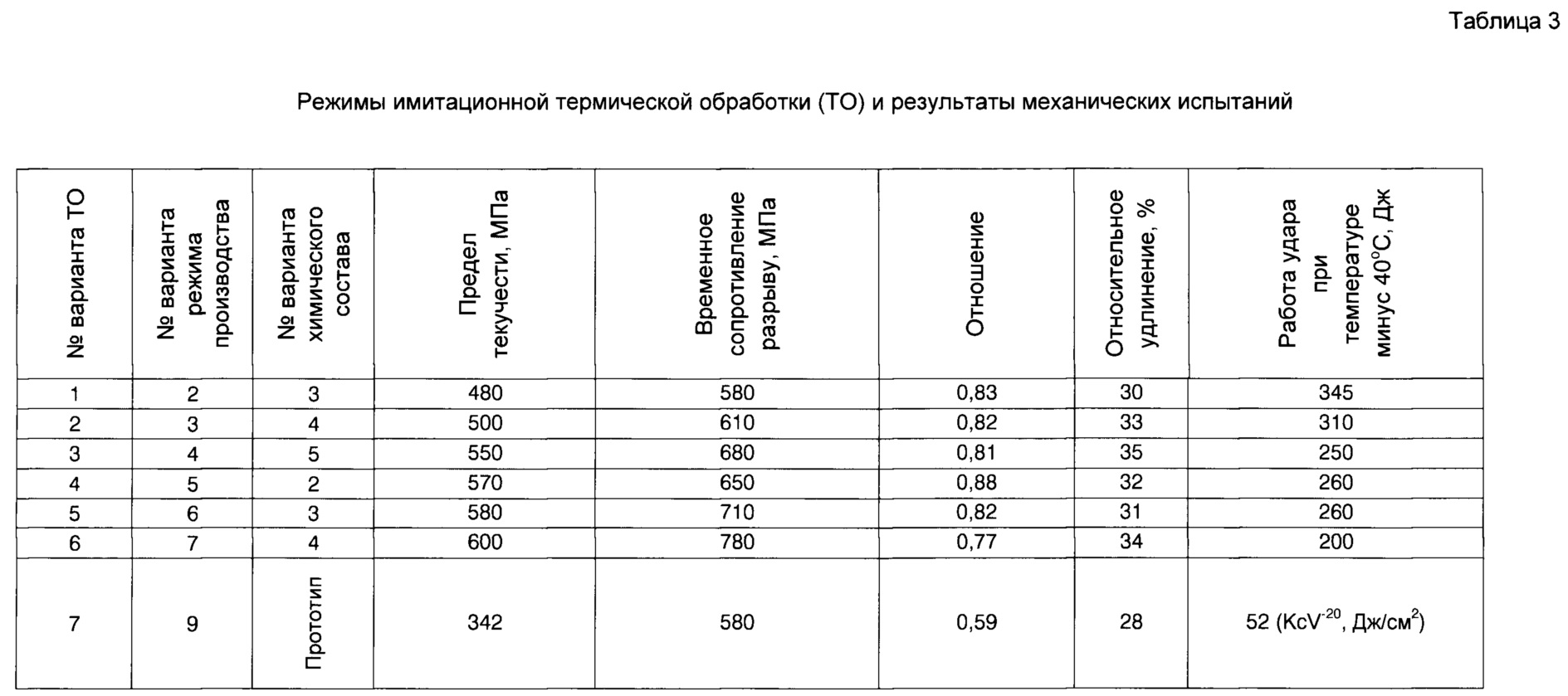
Испытания на статическое растяжение проводили на пятикратных цилиндрических образцах по ГОСТ 1497, изготовленных из проб, отобранных в поперечном направлении относительно направления прокатки, прошедших имитирующую термическую обработку. Динамические испытания проводили на образцах с V-образным надрезом при температуре минус 43°C по ГОСТ 9454. Варианты реализации предложенного способа и результаты испытаний приведены в таблицах 2 и 3 соответственно.Static tensile tests were carried out on five-fold cylindrical samples according to GOST 1497, made from samples taken in the transverse direction relative to the rolling direction, which underwent simulating heat treatment. Dynamic tests were carried out on samples with a V-shaped notch at a temperature of minus 43 ° C according to GOST 9454. Variants of the proposed method and the test results are shown in tables 2 and 3, respectively.
Результаты испытаний показали, что предлагаемый способ производства стали выбранного химического состава (варианты №2, 3, 4 и 5) обеспечивает удовлетворительный уровень механических свойств после имитации технологических режимов переработки на заводе-изготовителе, определяемых при статических испытаниях образцов на растяжение, а также при динамических испытаниях на маятниковом копре. При запредельных значениях предложенных режимов (варианты №1 и 8, варианты термообработки №1 и 6) и способе-прототипе не удается достигнуть требуемого уровня прочностных и вязкостных свойств на пробах, прошедших термическую обработку ввиду деградации структуры стали.The test results showed that the proposed method for the production of steel of the selected chemical composition (options No. 2, 3, 4 and 5) provides a satisfactory level of mechanical properties after simulating the processing conditions at the manufacturer, determined during static tensile tests of the samples, as well as during dynamic tests on a pendulum head. With the exorbitant values of the proposed modes (options No. 1 and 8, heat treatment options No. 1 and 6) and the prototype method, it is not possible to achieve the required level of strength and viscosity properties on samples that underwent heat treatment due to degradation of the steel structure.
Таким образом, применение описанного способа прокатки обеспечивает достижение требуемых результатов, а именно получение проката толщиной до 52 мм с комплексом свойств, соответствующих классам прочности К60-К65 после нормализации с последующим отпуском, имитирующим режимы переработки у потребителя.Thus, the application of the described rolling method ensures the achievement of the required results, namely, the production of rolled products up to 52 mm thick with a set of properties corresponding to strength classes K60-K65 after normalization, followed by tempering that imitates consumer processing conditions.
Также реализация изобретения позволяет обеспечить достижение более высокого класса прочности соединительных деталей для магистральных трубопроводов: К60 и К65 после нормализации с отпуском у потребителя без термического улучшения готовых изделий.Also, the implementation of the invention allows to achieve a higher class of strength of the connecting parts for trunk pipelines: K60 and K65 after normalization with tempering from the consumer without thermal improvement of the finished products.

*Примечание: горячекатаные листы подвергают нормализации при температуре 910-940°C с охлаждением на воздухе, а перед горячей прокаткой непрерывно литые слябы подвергают отжигу при температуре не выше 750°C.* Note: hot-rolled sheets are normalized at a temperature of 910–940 ° C with cooling in air, and before hot rolling, continuously cast slabs are annealed at a temperature not exceeding 750 ° C.
Claims (9)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2017114771A RU2649110C1 (en) | 2017-04-26 | 2017-04-26 | Dispersion-solid steel thick sheet for hot stamping and method of its production |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2017114771A RU2649110C1 (en) | 2017-04-26 | 2017-04-26 | Dispersion-solid steel thick sheet for hot stamping and method of its production |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2649110C1 true RU2649110C1 (en) | 2018-03-29 |
Family
ID=61867348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2017114771A RU2649110C1 (en) | 2017-04-26 | 2017-04-26 | Dispersion-solid steel thick sheet for hot stamping and method of its production |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2649110C1 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2268311C2 (en) * | 2001-09-10 | 2006-01-20 | Поско Корпорейшн | Hot rolled steel sheet of high toughness at ultralow temperature and method for production thereof |
| RU2318027C1 (en) * | 2006-06-13 | 2008-02-27 | Открытое акционерное общество "Северсталь" | Method of production of the plate iron |
| RU2442831C1 (en) * | 2010-10-15 | 2012-02-20 | Федеральное государственное образовательное учреждение высшего профессионального образования "Национальный исследовательский технологический университет "МИСиС" | Method for production of high-strength steel |
| RU2493284C2 (en) * | 2008-07-31 | 2013-09-20 | ДжФЕ СТИЛ КОРПОРЕЙШН | Thick-walled high-strength hot-rolled steel plate with excellent low-temperature impact strength and its production method |
| RU2583973C1 (en) * | 2015-02-10 | 2016-05-10 | Открытое акционерное общество "Магнитогорский металлургический комбинат" | Method of producing thick-wall pipe steel |
-
2017
- 2017-04-26 RU RU2017114771A patent/RU2649110C1/en active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2268311C2 (en) * | 2001-09-10 | 2006-01-20 | Поско Корпорейшн | Hot rolled steel sheet of high toughness at ultralow temperature and method for production thereof |
| RU2318027C1 (en) * | 2006-06-13 | 2008-02-27 | Открытое акционерное общество "Северсталь" | Method of production of the plate iron |
| RU2493284C2 (en) * | 2008-07-31 | 2013-09-20 | ДжФЕ СТИЛ КОРПОРЕЙШН | Thick-walled high-strength hot-rolled steel plate with excellent low-temperature impact strength and its production method |
| RU2442831C1 (en) * | 2010-10-15 | 2012-02-20 | Федеральное государственное образовательное учреждение высшего профессионального образования "Национальный исследовательский технологический университет "МИСиС" | Method for production of high-strength steel |
| RU2583973C1 (en) * | 2015-02-10 | 2016-05-10 | Открытое акционерное общество "Магнитогорский металлургический комбинат" | Method of producing thick-wall pipe steel |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107208212B (en) | Thick-walled high-toughness high-strength steel plate and method for producing same | |
| EP2729590B1 (en) | Hot-rolled high-strength steel strip with improved haz-softening resistance and method of producing said steel | |
| JP5871109B1 (en) | Thick steel plate and manufacturing method thereof | |
| EP2305850B1 (en) | High-strength thick steel products excellent in toughness and weldability, high-strength ultra-thick h shape steel and processes for manufacturing both | |
| US9834931B2 (en) | H-section steel and method of producing the same | |
| CN110573642A (en) | High Mn steel and method for producing same | |
| RU2393239C1 (en) | Procedure for production of plate iron low-alloyed strip | |
| JP4855553B2 (en) | High-strength ultra-thick H-section steel and its manufacturing method | |
| RU2390568C1 (en) | Procedure for production of thick sheet low alloyed strip | |
| RU2613265C1 (en) | Method of producing hot-rolled sheets from low-alloyed tube steel of k60 strength grade for longitudinal electric-welded pipes | |
| RU2675307C1 (en) | Method of manufacture of low-alloyable roll strips with enhanced corrosion resistance | |
| RU2581696C1 (en) | Method for production of hot-rolled sheets from low-alloy steel | |
| RU2638479C1 (en) | HOT-ROLLED SHEET OF LOW-ALLOY STEEL WITH THICKNESS FROM 15 TO 165 mm AND METHOD OF ITS PRODUCTION | |
| RU2544326C1 (en) | Manufacturing method of low alloyed steel plates with increased corrosion resistance | |
| CN113166885B (en) | High-strength steel material having excellent ductility and low-temperature toughness, and method for producing same | |
| RU2583536C1 (en) | Method for production of hot-rolled sheets for construction of steel structures (versions) | |
| RU2630721C1 (en) | Thick sheet of structural steel for manufacturing details of welded structures and method for its production in normalized condition | |
| RU2737690C1 (en) | Method for production of hot-rolled sheets from low-alloy steel for production of critical metal structures | |
| RU2358024C1 (en) | Method of production of strips out of low alloyed steel | |
| JP2010126808A (en) | Cold rolled steel sheet and method for producing the same | |
| RU2318027C1 (en) | Method of production of the plate iron | |
| RU2697301C1 (en) | Method for production of tubular rolled products of increased corrosion resistance at a reversing mill | |
| CN111051555B (en) | Steel sheet and method for producing same | |
| RU2346060C2 (en) | Method of blades manufacturing | |
| CN108350550B (en) | High-strength cold-rolled steel sheet having excellent shear workability and method for producing same |