RU2520249C2 - Устройство для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа - Google Patents
Устройство для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа Download PDFInfo
- Publication number
- RU2520249C2 RU2520249C2 RU2012112661/02A RU2012112661A RU2520249C2 RU 2520249 C2 RU2520249 C2 RU 2520249C2 RU 2012112661/02 A RU2012112661/02 A RU 2012112661/02A RU 2012112661 A RU2012112661 A RU 2012112661A RU 2520249 C2 RU2520249 C2 RU 2520249C2
- Authority
- RU
- Russia
- Prior art keywords
- sealed chamber
- mold
- inert gas
- metal
- casting
- Prior art date
Links
- 229910000861 Mg alloy Inorganic materials 0.000 title claims abstract description 9
- 238000005266 casting Methods 0.000 title claims description 22
- 239000011261 inert gas Substances 0.000 title claims description 10
- 229910052751 metal Inorganic materials 0.000 claims abstract description 34
- 239000002184 metal Substances 0.000 claims abstract description 34
- 238000002844 melting Methods 0.000 claims description 13
- 230000008018 melting Effects 0.000 claims description 13
- 238000009434 installation Methods 0.000 claims description 10
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 238000009750 centrifugal casting Methods 0.000 claims description 5
- 238000004519 manufacturing process Methods 0.000 abstract description 3
- 239000011148 porous material Substances 0.000 abstract description 2
- 238000003723 Smelting Methods 0.000 abstract 2
- 230000003247 decreasing effect Effects 0.000 abstract 1
- 230000000694 effects Effects 0.000 abstract 1
- 239000012530 fluid Substances 0.000 abstract 1
- 150000002739 metals Chemical class 0.000 abstract 1
- 238000010327 methods by industry Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000000155 melt Substances 0.000 description 9
- 239000007789 gas Substances 0.000 description 7
- 239000011521 glass Substances 0.000 description 7
- 239000007788 liquid Substances 0.000 description 5
- 239000002270 dispersing agent Substances 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 238000005469 granulation Methods 0.000 description 3
- 230000003179 granulation Effects 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- -1 ferrous metals Chemical class 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000011089 mechanical engineering Methods 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
Images
Landscapes
- Crucibles And Fluidized-Bed Furnaces (AREA)
- Furnace Details (AREA)
- Continuous Casting (AREA)
Abstract
Устройство относится к литейному производству цветных металлов и может быть использовано для изготовления заготовок для прессования трубных полуфабрикатов и заготовок для цельнокатаной раскатки колец материалов и изделий из магниевых сплавов. Устройство содержит плавильную печь, герметичную камеру с инертной средой, электрообогреваемый металлопровод, выполненный в виде сифона, один конец которого размещен в плавильной печи с образованием жидкостного затвора из расплава металла, а другой размещен в герметичной камере. В камере установлен вращающийся круглый стол, на котором закреплена литейная цилиндрическая изложница с крышкой и стаканом-дозатором, расположенным соосно с металлопроводом. Вращение изложницы осуществляется при помощи стола, который прикреплен к приводному валу электродвигателя, расположенного вне герметичной камеры. Обеспечивается повышение плотности отливок вследствие уменьшения усадочных пор, раковин, неметаллических включений. 1 ил.
Description
Устройство относится к литейному производству цветных металлов [B22F 9/10] и может быть использовано при изготовлении материалов и изделий из магниевых сплавов, применяемых в виде заготовок для раскатки цельнокатаных колец и заготовок для прессования трубных полуфабрикатов в машиностроении, приборостроении, автомобилестроении, ракетостроении, авиации, а также для нужд строительства.
Известна установка для получения гранул центробежным распылением расплава, содержащая плавильную печь, герметичную камеру грануляции с крышкой, электрообогреваемый металлопровод, выполненный в виде сифона, один конец которого размещен в плавильной печи с образованием жидкостного затвора из расплава гранулируемого металла, а другой конец - в камере грануляции, диспергатор, выполненный в виде перфорированной емкости с приводом вращения, и контейнер сбора гранул, отличающаяся тем, что она снабжена герметичной емкостью, расположенной в камере грануляции по ее центру соосно с металлопроводом и диспергатором, теплообменником и компрессором, а привод вращения диспергатора выполнен в виде газотурбинного двигателя с замкнутой системой газопроводов циркуляции инертного газа из двигателя в герметичную емкость и далее в теплообменник и компрессор, при этом двигатель установлен на герметичной емкости, а диспергатор - на оси газотурбинного двигателя (Патент РФ №2314179, кл. B22F 9/10, приоритет от 26.02.2006 г.).
К недостаткам данной установки можно отнести невозможность получения сплошной кольцевой отливки из магниевых сплавов.
Из уровня техники известна установка для получения кольцевых отливок из магниевых сплавов на центробежно-литьевой машине, содержащей герметичную камеру с инертной средой, вращающийся круглый стол, прикрепленный к приводному валу электродвигателя, расположенному вне герметичной камеры, цилиндрическую изложницу с крышкой, закрепленную на вращающемся круглом столе (JP 06-000625A, 11.01.1994, реферат, фиг.1-5). Решение принято за прототип.
Заявленная установка отличается от прототипа тем, что она снабжена плавильной печью, электрообогреваемым металлопроводом, выполненным в виде сифона, один конец которого размещен в плавильной печи с образованием жидкостного затвора из расплава металла, а другой конец размещен в герметичной камере, и стаканом-дозатором, расположенным по центру изложницы соосно металлопроводу.
Задачей данного устройства является решение технической задачи получения качественных кольцевых отливок из магниевых сплавов, а также их защита от возгорания, окисления и газонасыщения в процессе литья на основе специального оборудования, позволяющего производить необходимые операции: литье расплава и формирование кольцеобразной отливки в среде инертного газа.
Технический результат заявляемого устройства состоит в возможности получать качественные кольцевые отливки методом центробежного литья в среде инертного газа, которые исключают возможность возгорания, окисления и газонасыщения отливок; при этом в процессе формирования отливок обеспечивается возможность улучшения заполняемости формы изложницы расплавом под действием давления, развиваемого центробежными силами; обеспечивается повышение плотности отливок вследствие уменьшения усадочных пор, раковин, газовых, шлаковых и неметаллических включений; обеспечивается уменьшение расхода металла и повышение выхода годного благодаря отсутствию литниковой системы.
Совокупность существенных признаков заявляемой установки научно-технической и патентной литературой не выявлена, что подтверждает изобретательский уровень заявляемого технического решения.
Заявляемый технический результат достигается за счет того, что установка для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа, содержащей герметичную камеру с инертной средой, вращающийся круглый стол, прикрепленный к приводному валу электродвигателя, расположенному вне герметичной камеры, цилиндрическую изложницу с крышкой, закрепленную на вращающемся круглом столе, отличающаяся тем, что она снабжена плавильной печью, электрообогреваемым металлопроводом, выполненным в виде сифона, один конец которого размещен в плавильной печи с образованием жидкостного затвора из расплава металла, а другой конец размещен в герметичной камере, и стаканом-дозатором, расположенным по центру изложницы соосно металлопроводу.
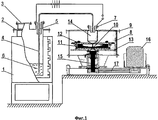
Изобретение поясняется чертежом. На Фиг.1 показана установка для получения кольцевых отливок магниевых сплавов в среде инертного газа.
Устройство (см. Фиг.1) содержит следующее оборудование: плавильную печь 1 с герметичным плавильником 2, в крышке которого находится загрузочный люк 3 и патрубок ввода металлопровода 4. Электрообогреваемый металлопровод, выполненный в виде сифона, один конец которого через герметизирующее уплотнение 5 погружен в жидкостный затвор из металла 6, а второй конец через герметизирующее электроизоляционное уплотнение 7 введен в герметичную камеру 8 центробежно-литьевой машины через съемную крышку 9. Внутри герметичной камеры установлен круглый стол 13, на котором крепится литейная цилиндрическая изложница 11 с крышкой 12. На дне изложницы, соосно со стаканом-дозатором, крепится распределительный оребреный фланец 10, воспринимающий удар струи заливаемого металла. На крышку изложницы сверху или на крышку герметичной камеры снизу соосно с изложницей и металлопроводом жестко крепится стакан-дозатор 14.
Стакан-дозатор представляет собой обогреваемый тигель, рассчитанный на объем 25-50 кг расплава, имеющий носок для слива металла и регулирующее стопорное устройство. Стопор имеет три положения: «закрыто», «открыто» (начало литья), «частично открыто» (в процессе литья).
Круглый стол при помощи жестко прикрепленного вала 15 приводится во вращение электродвигателем 16 через клиноременную передачу 17.
Прогрев металлопровода 4 и стакан-дозатора 14 осуществляется от внешнего источника электрического питания.
Установка работает следующим образом.
В плавильнике 2 после загрузки исходного продукта закрывается крышка люка 3, и в установке создается инертная атмосфера путем последовательного вакуумирования до остаточного давления 0,5 мм рт. ст. и заполнения инертным газом до избыточного давления 0,05 атм.
При достижении температуры металла в печи температуры плавления в плавильную печь подается инертный газ.
Металлопровод и стакан-дозатор предварительно нагревается до температуры, превышающей температуру плавления металла на 10-50°C. Изложницу перед заливкой предварительно нагревают до температуры 150-200°C.
Затем, при достижении температуры металла в печи на 5-20°C, превышающей температуру плавления металла, путем создания в плавильнике давления 0,3-0,7 атм, расплав по металлопроводу 4 подается в герметичную камеру центробежно-литьевой машины.
Расплавленный металл в центробежно-литьевой машине попадает в стакан-дозатор и заполняет его объем до фиксированного уровня, при этом стопор стакана-дозатора расположен в положении «Закрыто» и соответственно шиберный затвор закрыт. После заполнения металлом стакана-дозатора, положение стопора переводится в положение «Открыто», вследствие чего шиберный затвор открывается и расплав через носок стакана-дозатора попадает во вращающуюся изложницу на оребреный фланец, тем самым осуществляется начало процесса центробежного литья. Расплав, попадая на вращающийся оребреный фланец центробежными силами, прижимается на боковую стенку изложницы, постепенно заполняя ее объем к центру. Затем, через 1-3 сек, стопор переводится в положение «Частично открыто», шиберный затвор частично перекрывает носок стакана-дозатора, обеспечивая дальнейшую равномерную подачу расплава во вращающуюся изложницу. Частота вращения изложницы при центробежном литье составляет 500-2500 об/мин. После окончания литья процесс прекращается путем стравливания избыточного давления инертного газа в плавильнике.
Изложница вращается до полного затвердевания расплава, которое осуществляется за счет охлаждения теплопередачей к стенке изложницы, происходящей по наружной поверхности и по торцам отливки (после образования усадочного зазора между отливкой и изложницей контактная передача с этих поверхностей частично заменяется теплоизлучением), а также за счет конвекции нейтрального газа со стороны свободной поверхности отливки. После охлаждения кольцевой заготовки, вращение изложницы останавливается, открывается крышка герметичной камеры со стаканом-дозатором, затем открывается крышка изложницы. Далее, при помощи специального захвата за внутреннюю поверхность, извлекается кольцевая заготовка.
Плавильная печь охлаждается до кристаллизации жидкого затвора, вскрывается люк, производится новая загрузка исходного металла и, после создания в плавильнике инертной атмосферы и нагрева металла, производится повторный цикл литья кольцевых отливок.
Claims (1)
- Установка для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа, содержащей герметичную камеру с инертной средой, вращающийся круглый стол, прикрепленный к приводному валу электродвигателя, расположенному вне герметичной камеры, цилиндрическую изложницу с крышкой, закрепленную на вращающемся круглом столе, отличающаяся тем, что она снабжена плавильной печью, электрообогреваемым металлопроводом, выполненным в виде сифона, один конец которого размещен в плавильной печи с образованием жидкостного затвора из расплава металла, а другой конец размещен в герметичной камере, и стаканом-дозатором, расположенным по центру изложницы соосно металлопроводу.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2012112661/02A RU2520249C2 (ru) | 2012-04-03 | 2012-04-03 | Устройство для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2012112661/02A RU2520249C2 (ru) | 2012-04-03 | 2012-04-03 | Устройство для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2012112661A RU2012112661A (ru) | 2013-11-20 |
| RU2520249C2 true RU2520249C2 (ru) | 2014-06-20 |
Family
ID=49554889
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2012112661/02A RU2520249C2 (ru) | 2012-04-03 | 2012-04-03 | Устройство для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2520249C2 (ru) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2738170C1 (ru) * | 2019-12-18 | 2020-12-09 | Федеральное государственное автономное образовательное учреждение высшего образования "Национальный исследовательский технологический университет "МИСиС" | Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС |
| RU2762692C1 (ru) * | 2021-03-24 | 2021-12-22 | Федеральное государственное бюджетное учреждение науки Институт металлургии и материаловедения им. А.А. Байкова Российской академии наук (ИМЕТ РАН) | Способ литья кольцевых заготовок из алюминиевых или магниевых сплавов |
| RU2765561C1 (ru) * | 2021-03-24 | 2022-02-01 | Федеральное государственное бюджетное учреждение науки Институт металлургии материаловедения им. А.А. Байкова Российской академии наук (ИМЕТ РАН) | Способ литья кольцевых заготовок из алюминиевых или магниевых сплавов |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW534843B (en) * | 2001-12-24 | 2003-06-01 | Metal Ind Res & Dev Ct | Manufacturing method for vacuum chamber of aluminum alloy by centrifugal casting |
| RU2314179C2 (ru) * | 2006-02-26 | 2008-01-10 | Вячеслав Андреевич Патрушев | Установка для получения гранул центробежным распылением расплава |
| CN101775604A (zh) * | 2010-03-05 | 2010-07-14 | 崔晓鹏 | 一种镁合金复合牺牲阳极材料及其制备方法 |
-
2012
- 2012-04-03 RU RU2012112661/02A patent/RU2520249C2/ru not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW534843B (en) * | 2001-12-24 | 2003-06-01 | Metal Ind Res & Dev Ct | Manufacturing method for vacuum chamber of aluminum alloy by centrifugal casting |
| RU2314179C2 (ru) * | 2006-02-26 | 2008-01-10 | Вячеслав Андреевич Патрушев | Установка для получения гранул центробежным распылением расплава |
| CN101775604A (zh) * | 2010-03-05 | 2010-07-14 | 崔晓鹏 | 一种镁合金复合牺牲阳极材料及其制备方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2738170C1 (ru) * | 2019-12-18 | 2020-12-09 | Федеральное государственное автономное образовательное учреждение высшего образования "Национальный исследовательский технологический университет "МИСиС" | Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС |
| RU2762692C1 (ru) * | 2021-03-24 | 2021-12-22 | Федеральное государственное бюджетное учреждение науки Институт металлургии и материаловедения им. А.А. Байкова Российской академии наук (ИМЕТ РАН) | Способ литья кольцевых заготовок из алюминиевых или магниевых сплавов |
| RU2765561C1 (ru) * | 2021-03-24 | 2022-02-01 | Федеральное государственное бюджетное учреждение науки Институт металлургии материаловедения им. А.А. Байкова Российской академии наук (ИМЕТ РАН) | Способ литья кольцевых заготовок из алюминиевых или магниевых сплавов |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2012112661A (ru) | 2013-11-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9381569B2 (en) | Vacuum or air casting using induction hot topping | |
| US3998264A (en) | Apparatus for producing metallic castings by progressively melting a solid charge | |
| US3268958A (en) | Slow pouring and casting system for ferrous and other metals | |
| CN1522182A (zh) | 逆重力的离心铸造 | |
| CN102601338A (zh) | 一种离心铸造生产镁合金大型环件的方法 | |
| RU2520249C2 (ru) | Устройство для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа | |
| US2395286A (en) | Processes for chemically purifying and refining metals | |
| RU120026U1 (ru) | Устройство для центробежного литья кольцевых отливок в среде инертного газа | |
| CN108262455A (zh) | 一种制造高品质半固态轻合金铸件的一体化流变成形方法 | |
| RU2487776C1 (ru) | Способ получения крупногабаритных кольцевых полуфабрикатов из деформируемых алюминиевых сплавов | |
| WO2012055245A1 (zh) | 密封式离心铸造方法 | |
| CN104567367A (zh) | 双电源底注离心真空感应熔铸炉 | |
| US3352351A (en) | Slow pouring and casting system for ferrous and other metals | |
| EP2925469A1 (en) | The pressure reactor for producing materials having directed porosity | |
| CN106180625A (zh) | 封闭式离心浇铸方法 | |
| RU2545979C1 (ru) | Устройство для получения отливок направленной кристаллизацией | |
| CN105710333A (zh) | 大型耐热钢炉底辊身的离心铸造工艺 | |
| CN106834762B (zh) | 一种镍铝金属间化合物的真空熔炼装置 | |
| CN107243602B (zh) | 熔模铸造铝合金熔炼浇注方法 | |
| CN105772658B (zh) | 一种大尺寸镁合金铸锭浇注系统及方法 | |
| CN205393483U (zh) | 钛镍合金连铸用复合结晶器 | |
| CN109261913B (zh) | 一种改善真空感应炉铸锭凝固质量的方法 | |
| RU2314179C2 (ru) | Установка для получения гранул центробежным распылением расплава | |
| CN204461055U (zh) | 双电源底注离心真空感应熔铸炉 | |
| RU91906U1 (ru) | Вертикальная центробежная литейная машина |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| FZ9A | Application not withdrawn (correction of the notice of withdrawal) |
Effective date: 20140224 |
|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20170404 |