RU2493063C2 - Направляющая полотна - Google Patents
Направляющая полотна Download PDFInfo
- Publication number
- RU2493063C2 RU2493063C2 RU2011101727/13A RU2011101727A RU2493063C2 RU 2493063 C2 RU2493063 C2 RU 2493063C2 RU 2011101727/13 A RU2011101727/13 A RU 2011101727/13A RU 2011101727 A RU2011101727 A RU 2011101727A RU 2493063 C2 RU2493063 C2 RU 2493063C2
- Authority
- RU
- Russia
- Prior art keywords
- bending roller
- rod
- roller
- packaging
- web
- Prior art date
Links
- 238000004806 packaging method and process Methods 0.000 claims abstract description 52
- 238000005452 bending Methods 0.000 claims abstract description 40
- 239000002648 laminated material Substances 0.000 claims abstract description 9
- 239000000725 suspension Substances 0.000 claims abstract description 7
- 239000000463 material Substances 0.000 abstract description 7
- 238000004519 manufacturing process Methods 0.000 abstract description 4
- 230000000694 effects Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 230000001131 transforming effect Effects 0.000 abstract 1
- 238000000034 method Methods 0.000 description 6
- 230000008859 change Effects 0.000 description 4
- 239000007788 liquid Substances 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 235000021056 liquid food Nutrition 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 235000021057 semi-liquid food Nutrition 0.000 description 1
- 230000009182 swimming Effects 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/22—Forming shoulders; Tube formers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B41/00—Supplying or feeding container-forming sheets or wrapping material
- B65B41/12—Feeding webs from rolls
- B65B41/16—Feeding webs from rolls by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/003—Arrangements to enable adjustments related to the packaging material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/2035—Tube guiding means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B7/00—Connections of rods or tubes, e.g. of non-circular section, mutually, including resilient connections
- F16B7/04—Clamping or clipping connections
- F16B7/044—Clamping or clipping connections for rods or tubes being in angled relationship
- F16B7/048—Clamping or clipping connections for rods or tubes being in angled relationship for rods or for tubes without using the innerside thereof
- F16B7/0493—Clamping or clipping connections for rods or tubes being in angled relationship for rods or for tubes without using the innerside thereof forming a crossed-over connection
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
Группа изобретений относится к упаковочной машине, преобразующей плоское полотно упаковочного ламинированного материала в кольцевую трубу посредством формующей секции. Секция содержит сгибающий валик для отклонения пути плоского полотна, нижний формующий инструмент, расположенный по ходу после валика и образующий отверстие, через которое подают материал для придания ему кольцевой формы, и направляющее средство между валиком и нижним формующим инструментом для направления пути материала. Валик расположен с возможностью скольжения на стержне, продолжающемся в направлении пути полотна по ходу перед нижним формующим инструментом так, что формующее расстояние между нижним формующим инструментом и валиком может изменяться посредством перемещения последнего вдоль стержня. Подвеска для вышеописанного сгибающего валика содержит поворотные рычаги, соединяющие валик с осью, причем ось расположена с возможностью скольжения по стержню и вращения в соединительном узле. Группа изобретений обеспечивает получение труб разного размера, следовательно, обеспечивает расширение ассортимента изготавливаемых контейнеров. 2 н. и 3 з.п. ф-лы, 5 ил.
Description
Область техники
Настоящее изобретение относится к упаковочной машине, формующей трубу материала из полотна материала, при этом упомянутая машина использует сгибающий валик с конкретной подвеской, и к подвеске для сгибающего валика.
Уровень техники
На сегодняшний день, упаковочные контейнеры, используемые для вмещения продукта, такого как жидкий или полужидкий пищевой продукт, являются широко используемыми, причем упомянутые контейнеры формуются из упаковочного ламинированного материала, содержащего сердцевину из бумаги или картона и непроницаемый для жидкости термопластичный материал, наслоенный, по меньшей мере, на одну сторону бумажной сердцевины. Упаковочный ламинированный материал может необязательно содержать дополнительные барьерные слои от протечек или проникновения жидкости и/или газов.
При производстве таких упаковочных контейнеров полотно упаковочного ламинированного материала формуется в трубу, перед последующей спайкой перекрывающихся в продольном направлении кромок полотна. Продольно запечатанная труба непрерывно заполняется продуктом, и затем запечатывается в поперечном направлении, разрезается на отдельные упаковочные контейнеры, имеющие форму подушки, которые впоследствии формуются, в общем, в параллелепипедную форму.
Полотно часто обеспечивается декором, и по этой и другим причинам продольное запаивание является искусным процессом, где должно поддерживаться точное перекрытие, при этом не искажая и не деформируя трубы в любом случае.
Вышеизложенные и связанные проблемы полностью обсуждаются в WO 2006/073339, которая имеет отношение к устройству и способу управления закручиванием трубы, и которая включена посредством ссылки.
При формовании пакетов из полотна упаковочного ламинированного материала, полотно изначально стерилизуется и затем заводится в формующую станцию, в конце которой имеет место наполнение.
В формующей станции полотно отклоняется по сгибающему валику, от которого оно проходит вниз по ходу к нижнему формующему инструменту. На сгибающем валике полотно все еще является плоским, и у нижнего формующего инструмента оно было преобразовано в трубчатую форму. Это описано подробно в ранее упомянутой заявке, и также будет разъясняться дополнительно в настоящей заявке. Между сгибающим валиком и нижним формующим инструментом, при необходимости, могут быть установлены некоторые дополнительные направляющие средства. Расстояние между сгибающим валиком и нижним формующим инструментом упоминается как «формующее расстояние», которое определяет длину «формующей секции». Формующее расстояние меняется в зависимости от некоторого числа факторов, таких как ширина полотна, толщина полотна, и физические свойства материала полотна, такие как прочность, упругость и т.д., из которых ширина полотна, оказалось, является самой существенной.
Это приводит в результате к тому, что не возможно использовать ту же самую установку в формующей станции, при производстве упаковочных контейнеров изменяющегося размера (используя полотна с изменяющейся шириной), так как формующее расстояние будет изменяться. Последствием этого является потребность хранения нескольких установок, которые могут быть дорогостоящими. Дополнительным последствием является то, что время и усилие, потраченное на переключение между установками, является значительным.
Вверху от нижнего формующего инструмента наполняющая труба вставляется в все еще существующий промежуток между продольными кромками полотна, чтобы наполнить продукт в продольно запаянную часть трубы. Наполняющая труба изгибается и проходит вниз в трубу упаковочного ламинированного материала, почти до спаивающего инструмента.
Сущность изобретения
Для решения проблем предшествующего уровня техники настоящее изобретение обеспечивает универсальную направляющую полотна, которая может работать с пакетами различных размеров, и способ ее использования. Устройство и способ по изобретению решают вышеупомянутые проблемы, предлагая дополнительные преимущества, как описано относительно вариантов осуществления и как определено приложенными независимыми пунктами и зависимыми пунктами формулы изобретения.
С этой целью настоящее изобретение обеспечивает упаковочную машину, преобразующую плоское полотно упаковочного ламинированного материала в кольцевую трубу упаковочного ламинированного материала посредством формующей секции, содержащей:
- сгибающий валик для отклонения пути плоского полотна,
- нижний формующий инструмент, расположенный по ходу после сгибающего валика, образующий отверстие, через которое проводят и задают кольцевую форму упаковочному ламинированному материалу, и
- направляющее средство между сгибающим валиком и нижним формующим инструментом для направления пути упаковочного ламинированного материала. Упаковочная машина отличается тем, что сгибающий валик располагается с возможностью скольжения на стержне, продолжающемся в направлении вверх по пути полотна относительно нижнего формующего инструмента таким образом, чтобы формующее расстояние между нижним формующим инструментом и сгибающим валиком могло изменяться путем перемещения последнего вдоль стержня.
Применение подвески для сгибающего валика, где сгибающий валик скользящим образом располагается на стержне, делает адаптацию к различным свойствам полотна путем изменения формующего расстояния несложной процедурой. Вместо применения нескольких установок может использоваться та же самая установка, что, очевидно, минимизирует потребность в нескольких различных установках и также необходимость хранения запасных частей для нескольких различных установок, а также упрощает обслуживание. Как следствие затраты, связанные с хранением запасов и ремонтом, могут быть минимизированы. Кроме того, время простоя, необходимое при реконфигурировании упаковочной машины, чтобы приспособить различное полотно, также снижается.
В одном или более вариантах осуществления сгибающий валик прикреплен к стержню посредством рычагов, которые являются поворотными в плоскости, параллельной протяженности стержня. Возможность поворота рычагов удлиняет диапазон изменения относительно формующегося расстояния, так как это будет длиннее, чем фактический стержень (удлинение стержня плюс длина рычагов). Кроме того, и может быть наиболее важно то, что расстояние между плоскостью полотна, как оно сходит с сгибающего валика, и центром нижнего формующего инструмента может изменяться. Этот параметр упоминается как смещение, и он представляет собой параметр, который может использоваться для оптимизации формования полотна. В общем, чем меньше диаметр трубы, тем меньше смещение. Поворотные рычаги обеспечивают возможность непрерывно изменяемого смещения в пределах ограничений степеней свободы рычагов.
Стержень может вращаться вокруг своей центральной продольной оси. При вращении стержня угол наклона сгибающего валика будет изменяться. Изменение угла наклона будет направлять полотно так, как оно проходит по сгибающему валику. Одним примером, когда это особенно полезно, является тот случай, когда полотно, которое доставлено в больших рулонах материала, имеет радиус (то есть был бы закруглен, если был бы раскатан на плоской поверхности). Радиус сделает полотно «плавающим» на валике, вызывая нежелательное закручивание трубы, образованной из полотна. Закручивание в свою очередь будет вызывать сдвиг боковых кромок полотна, по мере того как они будут соединяться в продольном спайном шве. Результатом может быть неприемлемый внешний вид получающегося упаковочного контейнера, и в частности его декор, и недостаточная герметичность.
В одном или более вариантах осуществления устройство регулирования, расположенное снаружи устройства, электрически или механически соединено со стержнем. Поскольку новый рулон материала полотна, который может иметь новый радиус, загружается в упаковочную машину, угол наклона сгибающего валика, должен быть изменен. Таким образом, преимущественно иметь устройство регулирования за пределами упаковочной машины так, чтобы угол наклона мог быть изменен, не подвергая риску стерильные условия в машине. В вариантах осуществления (проиллюстрированных) устройство регулирования механически соединено со стержнем и в целом настраивается вручную. Однако им можно управлять любым другим способом, таким как посредством электрического двигателя, используя датчик для обнаружения любого «плавания» или скручивания трубы.
Краткое описание чертежей
Фиг.1 - вид в перспективе упаковочной машины уровня техники.
Фиг.2 - вид в сечении части упаковочной машины, содержащей регулируемую формующую секцию согласно первому варианту осуществления, в первом положении.
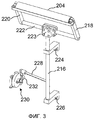
Фиг.3 - подробный вид в перспективе регулируемой формующей секции фиг.2, во втором положении, приспосабливающейся к разно-размерному полотну и трубе.
Фиг.4 - вид в сечении части упаковочной машины, содержащей регулируемую формующую секцию согласно второму варианту осуществления, в первом положении.
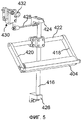
Фиг.5 - подробный вид в перспективе регулируемой формующей секции фиг.4, во втором положении, приспосабливающейся к разно-размерному полотну и трубе.
Фиг.6 - блок-схема последовательности операций, описывающей этапы способа по изобретению согласно первому варианту осуществления.
Подробное описание изобретения
На Фиг.1 представлена упаковочная машина 1 уровня техники. В формующей секции упаковочной машины полотно 2 упаковочного ламинированного материала формуется в трубу 3. Полотно 2 пропускается через сгибающий валик 4, который по существу отклоняет путь полотна 2, через направляющие средства 6, 8 к нижнему формующему инструменту 10, который имеет отверстие, через которое проводиться полотно. Валики 12 могут определять окружность отверстия. Число направляющих средств 6, 8 между сгибающим валиком 4 и нижним формующим инструментом может изменяться, в общем случае между одним и тремя. Расстояние между сгибающим валиком 4 и нижним формующим инструментом упоминается как формующее расстояние FD, и эти и промежуточные компоненты образуют формующую секцию. Также спроецированное расстояние между плоскостью полотна 2, когда оно сходит с сгибающего валика, и центром нижнего формующего инструмента 10 (по существу центр образованной трубы), упоминается как расстояние смещения OD (см. Фиг.4), или попросту смещение. Отметим, что обозначение FD и OD соответственно на чертежах не является точным, а только иллюстративным.
На выходе нижнего формующего инструмента 10 труба упаковочного ламинированного материала запечатывается в продольном направлении, путем соединения боковых кромок 13 и 14 соответственно полотна и затем запечатывается в поперечном направлении и разрезается, чтобы образовать отдельные упаковочные контейнеры. Эти отдельные упаковочные контейнеры могут быть или могут не быть дополнительно обработаны (свернуты). Изобретение, таким образом, не ограничено использованием применительно к образованным подушкообразным упаковкам, и может быть использовано при производстве других типов упаковок, таких как четырехгранные упаковки и упаковки в форме трехгранного параллелепипеда, и в общем случае все упаковочные контейнеры формуются из трубы упаковочного ламинированного материала, которая запечатывается в поперечном направлении и разрезается.
Фиг.2 иллюстрирует упаковочную машину 201 согласно первому варианту осуществления настоящего изобретения, и Фиг.3 иллюстрирует подвеску сгибающего валика согласно одному варианту осуществления настоящего изобретения. Сравнение с Фиг.1 облегчает понимание упаковочной машины 201 с Фиг.2, и соответствующих компонентов, заданных одинаковой ссылочной позицией, увеличенной на 200.
В машине 201 первого варианта осуществления сгибающий валик 204 с возможностью скольжения устанавливается на стержне 216. Валик 204 прикреплен к стержню 216 с помощью поворотных рычагов 218, 220 прикрепленных к оси 222. Ось 222 прикреплена к стержню 216 через соединительный узел 223, селективно зажимаемый вокруг стержня 216 и направляющей 222. Таким образом, соединительный узел 223, и вследствие этого сгибающий валик 204 могут скользить вверх и вниз по стержню 216, а рычаги 218, 220 могут поворачиваться вокруг оси 222 в соединительном узле 223. Таким образом, и формующее расстояние FD и смещение OD могут изменяться в пределах ограничений стержня 216 и поворотных рычагов 218, 220. В практическом применении длина поворотных рычагов 218, 220 ограничена ограничениями устойчивости, и если смещение OD должна изменяться за эти границы, это может быть достигнуто за счет изменения длины кронштейнов 224, 226, прикрепляющих стержень 216 к стенке упаковочной машины 201.
Тяга 228 соединяет стержень 216 с блоком 230 регулировки, который установлен для вращения стержня 216 вокруг его продольной оси. При этом будет изменяться угол наклона сгибающего валика 204, который в свою очередь будет направлять полотно упаковочного ламинированного материала. Основная часть блока 230 регулировки, и по меньшей мере его регулятор, могут быть расположены вне защищенной среде упаковочной машины 201. Таким образом, угол наклона сгибающего валика 204 может изменяться, не подвергая опасности стерилизованные условия в упаковочной машине 201.
При скольжении и вращении сгибающего валика 204 упаковочная машина 201 может настраиваться к различным размерностям полотна.
Фиг.4 и 5 соответствуют Фиг.2 и 3, но иллюстрируют упаковочную машину и подвеску валика согласно второму варианту осуществления. Упаковочная машина Фиг.4 настроена на меньшую ширину полотна, то есть, в общем, выдает в результате упаковочные контейнеры, имеющие более малый объем. В этом варианте осуществления соединительный узел 423 располагается между кронштейнами 424, 426. Нумерация компонентов придерживается тех же правил что и для Фиг.2, но увеличена на 400 по сравнению с Фиг.1. Для более малой ширины полотна требуемое смещение OD в общем является меньшим, по какой причине могут использоваться более короткие кронштейны 424, 426. Кроме того, одно направляющее средство было опущено, так как более короткое формующее расстояние только требует использования единственного направляющего средства.
Назначение блока 430 регулирования является таким же, что и для соответствующего блока 230 Фиг.2. Общее назначение блока регулирования заключается в обеспечении возможности управлять углом наклона сгибающего валика, не подвергая риску стерилизованные условия наполнительной машины. Очевидно, что она может быть выполнена несколькими другими способами, включая исключительно технические решения, как в описанных вариантах осуществления, или более или менее усовершенствованные решения, использующие управляющие электродвигатели и управляющие устройства, чтобы автоматически управлять углом наклона сгибающего валика.
Claims (5)
1. Упаковочная машина, преобразующая плоское полотно упаковочного ламинированного материала в кольцевую трубу упаковочного ламинированного материала посредством формующей секции, содержащей:
сгибающий валик для отклонения пути плоского полотна,
нижний формующий инструмент, расположенный по ходу после сгибающего валика, образующий отверстие, через которое подают упаковочный ламинированный материал для придания ему кольцевой формы, и
направляющее средство между сгибающим валиком и нижним формующим инструментом для направления пути упаковочного ламинированного материала, отличающаяся тем, что сгибающий валик расположен с возможностью скольжения на стержне, продолжающемся в направлении пути полотна по ходу перед нижним формующим инструментом так, что формующее расстояние между нижним формующим инструментом и сгибающим валиком может изменяться посредством перемещения последнего вдоль стержня.
сгибающий валик для отклонения пути плоского полотна,
нижний формующий инструмент, расположенный по ходу после сгибающего валика, образующий отверстие, через которое подают упаковочный ламинированный материал для придания ему кольцевой формы, и
направляющее средство между сгибающим валиком и нижним формующим инструментом для направления пути упаковочного ламинированного материала, отличающаяся тем, что сгибающий валик расположен с возможностью скольжения на стержне, продолжающемся в направлении пути полотна по ходу перед нижним формующим инструментом так, что формующее расстояние между нижним формующим инструментом и сгибающим валиком может изменяться посредством перемещения последнего вдоль стержня.
2. Упаковочная машина по п.1, в которой сгибающий валик прикреплен к стержню посредством рычагов, которые способны поворачиваться в плоскости, параллельной протяженности стержня.
3. Упаковочная машина по п.1 или 2, в которой стержень является вращаемым вокруг своей центральной продольной оси.
4. Упаковочная машина по п.3, в которой обеспечено регулировочное устройство, расположенное снаружи устройства и электрически или механически соединенное со стержнем.
5. Подвеска для сгибающего валика по любому предшествующему пункту, содержащая поворотные рычаги, соединяющие сгибающий валик с осью, причем упомянутая ось расположена с возможностью скольжения по стержню и вращения в соединительном узле.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE0801435 | 2008-06-19 | ||
| SE0801435-9 | 2008-06-19 | ||
| PCT/SE2009/000239 WO2009154532A1 (en) | 2008-06-19 | 2009-05-12 | Web guide |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2011101727A RU2011101727A (ru) | 2012-07-27 |
| RU2493063C2 true RU2493063C2 (ru) | 2013-09-20 |
Family
ID=41434283
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2011101727/13A RU2493063C2 (ru) | 2008-06-19 | 2009-05-12 | Направляющая полотна |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2285695B1 (ru) |
| CN (1) | CN101633414B (ru) |
| BR (1) | BRPI0914837A2 (ru) |
| RU (1) | RU2493063C2 (ru) |
| WO (1) | WO2009154532A1 (ru) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN208576757U (zh) * | 2017-03-23 | 2019-03-05 | 利乐拉瓦尔集团及财务有限公司 | 引导装置 |
| US11235896B2 (en) * | 2017-09-27 | 2022-02-01 | Tetra Laval Holdings & Finance S.A. | Packaging apparatus for forming sealed packages |
| CN112644804A (zh) * | 2019-10-09 | 2021-04-13 | 友立新科技股份有限公司 | O型环计数包装机 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6044615A (en) * | 1997-04-09 | 2000-04-04 | Ishida Co., Ltd. | Device for supplying film to packaging machine |
| RU2263614C2 (ru) * | 2000-07-11 | 2005-11-10 | Тетра Лаваль Холдингз Энд Файнэнс С.А. | Запечатанный контейнер для напитков |
| WO2006007339A1 (en) * | 2004-06-30 | 2006-01-19 | Kimberly-Clark Worldwide, Inc. | Absorbent article having shaped absorbent core formed on a substrate |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2113658A (en) * | 1935-10-02 | 1938-04-12 | Owens Illinois Glass Co | Packaging machine |
| GB920923A (en) * | 1960-10-28 | 1963-03-13 | Hermorion Ltd | Method for continuous tube production |
| US3423113A (en) * | 1966-01-10 | 1969-01-21 | Erie Packaging Corp | Connector for tubular members |
| DE2850858C3 (de) * | 1978-11-24 | 1981-08-13 | Laurel Bank Machine Co., Ltd., Tokyo | Papier-Schneideinrichtung für eine Münzen-Verpackungsmaschine |
| DE3152023A1 (de) * | 1981-06-27 | 1983-01-13 | Beck & Co Packautomaten, 7440 Nürtingen | "vorrichtung zur umlenkung einer fortlaufenden folienbahn in einer verpackungsmaschine" |
| ES506652A0 (es) * | 1981-10-28 | 1982-08-16 | Torres Martinez M | Mejoras introducidas en los sistemas de fabricacion de car- ton ondulado |
| AU559751B2 (en) * | 1982-10-18 | 1987-03-19 | Unitika Ltd. | Filling bags with cap bodies |
| FR2652134B1 (fr) * | 1989-09-20 | 1991-12-27 | Cecege Ste Civile Rech | Dispositif d'assemblage de tiges ou de tous autres elements longilignes tels que broches, cables, fils, barres, tiges ou autres. |
| JP2529835Y2 (ja) * | 1990-02-06 | 1997-03-19 | 光雄 今村 | 包装用フイルムの定尺送り装置 |
| JP3628381B2 (ja) * | 1995-06-14 | 2005-03-09 | 株式会社フジシールインターナショナル | 筒状フィルムの製造装置 |
| DE102004036795B4 (de) * | 2004-07-29 | 2010-03-25 | Siemens Ag | Verpackungsmaschine für Schlauchbeutel |
| SE0500074D0 (sv) * | 2005-01-10 | 2005-01-10 | Tetra Laval Holdings & Finance | Device and method for use in producing packages |
-
2009
- 2009-05-12 EP EP09766922.0A patent/EP2285695B1/en not_active Not-in-force
- 2009-05-12 RU RU2011101727/13A patent/RU2493063C2/ru not_active IP Right Cessation
- 2009-05-12 WO PCT/SE2009/000239 patent/WO2009154532A1/en active Application Filing
- 2009-05-12 BR BRPI0914837A patent/BRPI0914837A2/pt not_active Application Discontinuation
- 2009-06-19 CN CN2009101502131A patent/CN101633414B/zh not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6044615A (en) * | 1997-04-09 | 2000-04-04 | Ishida Co., Ltd. | Device for supplying film to packaging machine |
| RU2263614C2 (ru) * | 2000-07-11 | 2005-11-10 | Тетра Лаваль Холдингз Энд Файнэнс С.А. | Запечатанный контейнер для напитков |
| WO2006007339A1 (en) * | 2004-06-30 | 2006-01-19 | Kimberly-Clark Worldwide, Inc. | Absorbent article having shaped absorbent core formed on a substrate |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2011101727A (ru) | 2012-07-27 |
| WO2009154532A1 (en) | 2009-12-23 |
| BRPI0914837A2 (pt) | 2015-10-27 |
| CN101633414A (zh) | 2010-01-27 |
| EP2285695A4 (en) | 2015-05-20 |
| EP2285695B1 (en) | 2016-08-10 |
| EP2285695A1 (en) | 2011-02-23 |
| CN101633414B (zh) | 2011-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2567714T3 (es) | Procedimiento y dispositivo para la fabricación de envases compuestos de tipo recipiente | |
| EP1838581B1 (en) | A device and a method for controlling a twist of a tube | |
| EP2246282B1 (en) | Method for moving a reel of packaging material from a storage station to a supply station of a packaging unit for producing sealed packages of food product, and clamping unit for clamping such reel | |
| EP0903292B1 (en) | Tube forming method and device, and packaging container producing apparatus | |
| EP3081497B1 (en) | Packaging machine and method for producing packages from a packaging material | |
| EP3378792B1 (en) | Guiding device | |
| CA2162142A1 (en) | Method and an apparatus for forming and filling packages | |
| CA2029116C (en) | Apparatus for tube forming | |
| RU2493063C2 (ru) | Направляющая полотна | |
| RU2759229C2 (ru) | Вертикальная упаковочная машина | |
| US20120108409A1 (en) | Device for producing bags from hose-shaped material | |
| JP4965792B2 (ja) | 流動性の食品を包装するための機械 | |
| US20070029037A1 (en) | Method for changing rolls of tubular film | |
| EP2222568B1 (en) | An apparatus for reforming a material web | |
| CA1153189A (en) | Tube forming shoe and methods | |
| WO2009070077A1 (en) | An apparatus and a method for facilitating reforming of a material web | |
| AU2010318304B2 (en) | Method for producing triangular packaging bags and assembly therefor | |
| ZA200604277B (en) | Method for changing rolls of tubular film | |
| EP0140279B1 (en) | Web folding apparatus for packaging machine | |
| WO2018192745A1 (en) | Forming ring for packaging material | |
| CN217099086U (zh) | 一种成型辊和包装容器生产设备 | |
| WO2005068298A1 (en) | A mulit-stage unit for processing a packaging material web |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20180513 |