RU2430002C2 - Method to sterilise packages - Google Patents
Method to sterilise packages Download PDFInfo
- Publication number
- RU2430002C2 RU2430002C2 RU2009100836/21A RU2009100836A RU2430002C2 RU 2430002 C2 RU2430002 C2 RU 2430002C2 RU 2009100836/21 A RU2009100836/21 A RU 2009100836/21A RU 2009100836 A RU2009100836 A RU 2009100836A RU 2430002 C2 RU2430002 C2 RU 2430002C2
- Authority
- RU
- Russia
- Prior art keywords
- package
- electron beam
- sterilization
- sterilization device
- sterilizing
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 29
- 238000004659 sterilization and disinfection Methods 0.000 claims abstract description 160
- 230000001954 sterilising effect Effects 0.000 claims description 182
- 238000010894 electron beam technology Methods 0.000 claims description 96
- 238000004806 packaging method and process Methods 0.000 claims description 24
- 238000012856 packing Methods 0.000 abstract description 4
- 238000006073 displacement reaction Methods 0.000 abstract description 3
- 239000000126 substance Substances 0.000 abstract 1
- 238000012545 processing Methods 0.000 description 6
- 230000001678 irradiating effect Effects 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000011111 cardboard Substances 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 235000013305 food Nutrition 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000002906 microbiologic effect Effects 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- 238000000746 purification Methods 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 230000001629 suppression Effects 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- -1 as described above Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/04—Sterilising wrappers or receptacles prior to, or during, packaging
- B65B55/08—Sterilising wrappers or receptacles prior to, or during, packaging by irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C3/2642—Filling-heads; Means for engaging filling-heads with bottle necks specially adapted for sterilising prior to filling
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Apparatus For Disinfection Or Sterilisation (AREA)
Abstract
Description
Настоящее изобретение относится к способу стерилизации, по меньшей мере, частично сформированных упаковок в упаковочной машине.The present invention relates to a method for sterilizing at least partially formed packages in a packaging machine.
Уровень техникиState of the art
В промышленности упаковки пищевых продуктов в течение длительного времени использовались упаковки, формируемые из заготовок упаковочного материала, материала, являющегося составленным из разных слоев бумаги или картона, жидкостных барьеров, например, из полимеров, и газовых барьеров, например, из тонких пленок алюминия. Заготовки предварительно формуются из полотна материала, которое иногда снабжено узором линий сгиба, облегчающих формирование и сворачивание упаковок. Полотно режется на куски, каждый кусок имеет размер и форму для создания упаковки. После отрезания каждый кусок сгибается в имеющую форму плоской трубы заготовку, имеющую свои продольные кромки перекрывающиеся друг с другом. Затем продольные кромки запечатываются посредством любой подходящей традиционной технологии, например, такой как термосваривание. Результатом является имеющая форму плоской трубы заготовка. Формирование заготовки из полотна, по существу, хорошо известно и не будет описываться более подробно.The food packaging industry has long used packaging formed from blanks of packaging material, a material made up of different layers of paper or cardboard, liquid barriers, such as polymers, and gas barriers, such as thin films of aluminum. The preforms are preformed from a web of material, which is sometimes provided with a pattern of fold lines that facilitate the formation and folding of packages. The canvas is cut into pieces, each piece has a size and shape to create a package. After cutting, each piece is bent into a blank having the shape of a flat pipe, having its longitudinal edges overlapping with each other. The longitudinal edges are then sealed by any suitable conventional technology, for example, such as heat sealing. The result is a flat-shaped blank. The formation of the blank from the web is essentially well known and will not be described in more detail.
В упаковочной машине заготовка формуется, чтобы сформировать трубу, обычно имеющую квадратное или прямоугольное поперечное сечение в зависимости от типа упаковки. После этого один конец трубы может запечатываться поперечным образом, формируя днище (или верх) упаковки, и упаковка готова для наполнения продуктом, например пищевыми продуктами, такими как, например, напитки. Эти разновидности упаковок продаются на рынке заявителем под фирменным наименованием Tetra Rex®.In a packaging machine, a preform is molded to form a pipe, typically having a square or rectangular cross section, depending on the type of packaging. After that, one end of the pipe can be sealed transversely, forming the bottom (or top) of the package, and the package is ready for filling with a product, such as food products, such as, for example, drinks. These packaging options are marketed by the applicant under the brand name Tetra Rex®.
Также есть картонные бутылочные упаковки, сделанные из имеющей форму трубы гильзы из упаковочного материала, как описано выше, и пластиковой крышки, герметично прикрепленной к гильзе. Крышки либо предварительно изготавливаются вне упаковочной машины, либо отливаются под давлением непосредственно на гильзе в упаковочной машине. Крышки снабжены укупорочными средствами. Эти типы упаковок могут наполняться перед тем, как нижний торец гильзы поперечно запечатывается и окончательно складывается в днище. Они также могут наполняться через наливной проем укупорочной части. Упаковки, подобные этим, продаются на рынке заявителем под фирменными наименованиями Tetra Aptiva® и Tetra Top®.There are also cardboard bottle packaging made from a tube-shaped sleeve of packaging material, as described above, and a plastic cap sealed to the sleeve. The covers are either prefabricated outside the packaging machine or are injection molded directly onto the sleeve in the packaging machine. The covers are equipped with closures. These types of packages can be filled before the lower end of the liner is transversely sealed and finally folded into the bottom. They can also be filled through the filling opening of the capping part. Packages like these are marketed by the applicant under the brand names Tetra Aptiva® and Tetra Top®.
Частично сформированные упаковки, которые открыты на одном торце для заполнения, но запечатанные для формирования днища или верха на другом, обычно обозначаются готовыми к наполнению упаковками (упаковками RTF). В дальнейшем готовые к наполнению упаковки будут обозначаться формулировкой «упаковки».Partially formed packages that are open at one end for filling but sealed to form a bottom or top at the other are usually indicated as ready-to-fill packages (RTF packages). Subsequently, packages ready for filling will be indicated by the wording “packaging”.
Чтобы продлить срок годности при хранении упаковываемых продуктов, заранее известно, что следует стерилизовать упаковки перед операцией наполнения. В зависимости от того насколько длительный срок годности при хранении требуется, и производится ли распространение и хранение при охлажденной температуре или температуре окружающей среды, могут выбираться разные уровни стерилизации. Однако форма выражения «стерилизовать» здесь является содержащей любой уровень очистки и микробиологического подавления.In order to extend the shelf life of packaged products, it is known in advance that packages should be sterilized before the filling operation. Depending on how long a shelf life is required, and whether distribution and storage is performed at a chilled or ambient temperature, different sterilization levels can be selected. However, the form of the expression "sterilize" here is inclusive of any level of purification and microbiological suppression.
Один из способов стерилизации состоит в том, чтобы облучать внутренность упаковки электронами, испускаемыми из электронно-лучевого блока. Такой способ и устройство для реализации способа раскрыты заявителем в международной публикации WO 2005/002973 патента, которая настоящим включена в состав посредством ссылки.One method of sterilization is to irradiate the inside of a package with electrons emitted from an electron beam unit. Such a method and apparatus for implementing the method are disclosed by the applicant in the international patent publication WO 2005/002973, which is hereby incorporated by reference.
Примерная система для стерилизации упаковок посредством электронно-лучевой технологии включает в себя устройство электронно-лучевой стерилизации для испускания пучка электронов по траектории. Устройство соединено с генератором пучка электронов, который соединен с источником питания высокого напряжения и источником напряжения накала. Последний преобразует мощность из источника питания высокого напряжения в пригодное входное напряжение для нити накала генератора. Нить накала может быть помещена в вакуумную камеру. В действии электроны е с нити накала испускаются вдоль траектории пучка электронов в направлении на мишень. Сетка вокруг нити накала используется для рассеяния пучка электронов в более равномерный пучок и для фокусирования пучка электронов в направлении мишени. Поглотители пучка и магнитные поля также могут использоваться для придания формы пучку электронов. Электроны выходят из устройства стерилизации через окно выхода электронов.An exemplary system for sterilizing packages by electron beam technology includes an electron beam sterilization device for emitting an electron beam along a path. The device is connected to an electron beam generator, which is connected to a high voltage power source and a glow voltage source. The latter converts power from a high voltage power source to a suitable input voltage for the generator filament. The filament may be placed in a vacuum chamber. In action, electrons e from the filament are emitted along the path of the electron beam in the direction of the target. The grid around the filament is used to scatter the electron beam into a more uniform beam and to focus the electron beam in the direction of the target. Beam absorbers and magnetic fields can also be used to shape an electron beam. Electrons exit the sterilization device through the electron exit window.
Однако при стерилизации упаковок было обнаружено, что трудно достигать равномерной дозы электронного пучка на всем протяжении взятой в целом упаковки с помощью одного устройства электронно-лучевой стерилизации. Это происходит вследствие разных форм физических частей упаковки. Углам, проемам, укупорочным частям, бутылеобразным верхним частям, днищам, плоским стенкам и т.п. необходимо стерилизоваться достаточным образом, но предпочтительно без чрезмерного подвергания облучению. Это также является вопросом себестоимости. Предпочтительно не быть вынужденным использовать больше энергии, чем необходимо.However, when sterilizing the packages, it was found that it is difficult to achieve a uniform dose of the electron beam throughout the entire package taken with a single electron beam sterilization device. This is due to different forms of the physical parts of the package. Corners, openings, corking parts, bottle-shaped tops, bottoms, flat walls, etc. it must be sterilized sufficiently, but preferably without excessive exposure. This is also a cost issue. It is preferable not to be forced to use more energy than necessary.
Раскрытие изобретенияDisclosure of invention
Поэтому цель изобретения состояла в том, чтобы предложить способ стерилизации, по меньшей мере, частично сформированных упаковок с помощью облучения пучком электронов в упаковочной машине, с помощью которой возможно получать по существу равномерную дозу на всех частях упаковки, то есть, чтобы достигать предопределенного уровня стерилизации, все части упаковки должны подвергаться предопределенной дозе пучка электронов.Therefore, the aim of the invention was to provide a method for sterilizing at least partially formed packages by irradiating an electron beam in a packaging machine, with which it is possible to obtain a substantially uniform dose on all parts of the package, that is, to achieve a predetermined level of sterilization , all parts of the package must be subjected to a predetermined dose of the electron beam.
Цель была достигнута с помощью способа, содержащего этапы: деления, по меньшей мере, внутренней поверхности упаковки на, по меньшей мере, две области, которые должны стерилизоваться, стерилизации двух из, по меньшей мере, двух областей предоставлением устройства электронно-лучевой стерилизации для каждой из двух областей, упомянутые устройства стерилизации являются приспособленными к характеристикам каждой соответственной одной из двух областей, а также обеспечением соответственного относительного перемещения между упаковкой и каждым из двух устройств электронно-лучевой стерилизации, каковые перемещения являются приспособленными для стерилизации каждой соответственной одной из двух областей с помощью упомянутых устройств стерилизации, и транспортировки упаковки в пункт наполнения для наполнения упаковки продуктом через проем, а после этого запечатывания упомянутой упаковки.The goal was achieved using a method containing the steps of: dividing at least the inner surface of the package into at least two areas that must be sterilized, sterilizing two of the at least two areas by providing an electron beam sterilization device for each of the two regions, the sterilization devices mentioned are adapted to the characteristics of each respective one of the two regions, as well as ensuring the corresponding relative movement between the packaging and each m of two electron beam sterilization devices, which movements are adapted to sterilize each respective one of the two areas with the help of the aforementioned sterilization devices, and transport the package to the filling point to fill the package with the product through the opening, and then seal the package.
Этим способом одно пригодное устройство стерилизации может выбираться для каждой области, которая должна стерилизоваться. Другими словами, стерилизация может быть оптимизирована по той причине, что конфигурация каждого устройства стерилизации может быть адаптированной к характеристикам, таким как форма, размер и т.п., соответствующей области. Кроме адаптации конфигурации устройства стерилизации, также может адаптироваться относительное перемещение между упаковкой и устройством стерилизации. Даже если устройство стерилизации приспособлено для определенной области, некоторые области могут нуждаться в более длительном времени воздействия или более медленном перемещении пучка электронов, чем другие, чтобы стерилизоваться достаточным образом. Посредством комбинирования адаптированного устройства стерилизации с адаптированным относительным перемещением стерилизация упаковки может производиться очень эффективно в показателях расхода энергии и времени. Комбинация также дает возможность достигать экономичной системы стерилизации.In this way, one suitable sterilization device may be selected for each area to be sterilized. In other words, sterilization can be optimized for the reason that the configuration of each sterilization device can be adapted to characteristics, such as shape, size, etc., of the corresponding area. In addition to adapting the configuration of the sterilization device, the relative movement between the package and the sterilization device can also be adapted. Even if the sterilization device is adapted to a specific area, some areas may need a longer exposure time or a slower electron beam movement than others to sterilize sufficiently. By combining an adapted sterilization device with an adapted relative displacement, package sterilization can be very efficient in terms of energy and time consumption. The combination also makes it possible to achieve an economical sterilization system.
В предпочтительном в настоящее время варианте осуществления изобретения способ дополнительно содержит этап стерилизации дополнительных областей посредством предоставления устройства электронно-лучевой стерилизации для каждой из областей, упомянутые устройства стерилизации являются адаптированными к характеристикам каждой соответственной одной из областей. Упаковка может делиться на любое количество областей, а упаковочная машина может быть снабжена соответствующим количеством устройств стерилизации. Этим способом может выполняться очень тщательное облучение упаковки.In a currently preferred embodiment of the invention, the method further comprises the step of sterilizing additional regions by providing an electron beam sterilization device for each of the regions, said sterilization devices being adapted to the characteristics of each respective one of the regions. The packaging can be divided into any number of areas, and the packaging machine can be equipped with an appropriate number of sterilization devices. In this way, very careful irradiation of the package can be performed.
В еще одном варианте осуществления изобретения способ содержит этап деления, по меньшей мере, внутренней поверхности упаковки таким образом, что сформированные области являются, по меньшей мере, частично перекрывающими друг друга. Выполнением этого может гарантироваться, что, по меньшей мере, ни одна часть внутренности упаковки не остается нестерилизованной. В некоторых случаях область может быть более или менее полно перекрывающей другую.In yet another embodiment of the invention, the method comprises the step of dividing at least the inner surface of the package so that the formed regions are at least partially overlapping. By doing this, it can be guaranteed that at least no part of the inside of the package remains unsterilized. In some cases, the area may be more or less completely overlapping another.
Дополнительный вариант осуществления содержит этап подготовки для стерилизации области, устройства стерилизации, присоединенного к генератору пучка электронов. Генератор пучка электронов может помещаться в устройстве стерилизации, чтобы формировать компактный блок, который легок для перемещения и обращения.An additional embodiment comprises a preparation step for sterilizing an area, a sterilization device coupled to an electron beam generator. An electron beam generator can be placed in a sterilization device to form a compact unit that is easy to move and handle.
Еще один другой вариант осуществления содержит этап подготовки для стерилизации областей, устройств стерилизации, некоторые из которых являются присоединенными к одному и тому же генератору пучка электронов. Если применимо, некоторое количество устройств стерилизации может быть присоединено к одному и тому же генератору электронного пучка. Это экономит пространство и может быть более экономичным, чем обладание одним генератором пучка электронов на каждое устройство стерилизации.Yet another embodiment includes a preparation step for sterilizing areas, sterilization devices, some of which are coupled to the same electron beam generator. If applicable, a number of sterilization devices may be coupled to the same electron beam generator. This saves space and can be more economical than having one electron beam generator per sterilization device.
В дополнительном варианте осуществления способ содержит этап подготовки для стерилизации областей, устройств стерилизации, все из которых являются присоединенными к одному и тому же генератору пучка электронов.In a further embodiment, the method comprises a preparation step for sterilizing areas, sterilization devices, all of which are coupled to the same electron beam generator.
В дополнительном варианте осуществления способ содержит этап, на котором стерилизация областей производится устройствами стерилизации, каждое снабжено, по меньшей мере, одним окном выхода электронов для выхода, по меньшей мере, части пучка электронов, сформированного, по меньшей мере, одним генератором пучка электронов. Окно выхода пучка электронов используется для выхода электронов и является важным параметром для адаптации устройства стерилизации к области. Разные конфигурации окна дают разные характеристики облучения.In a further embodiment, the method comprises the step of sterilizing the regions by sterilizing devices, each provided with at least one electron exit window to exit at least a portion of the electron beam formed by the at least one electron beam generator. The electron beam exit window is used to exit the electrons and is an important parameter for adapting the sterilization device to the area. Different window configurations give different exposure characteristics.
В еще одном другом варианте осуществления способ содержит этапы: подготовку, по меньшей мере, первого и второго пункта обработки в стерилизационной камере, каждый является скомпонованным с, по меньшей мере, одним устройством электронно-лучевой стерилизации, размещения упаковки в первом пункте и стерилизации, по меньшей мере, первой области внутренности упомянутой упаковки с помощью устройства электронно-лучевой стерилизации в упомянутом первом пункте и размещения упаковки во втором пункте и стерилизации, по меньшей мере, второй области внутренности упомянутой упаковки с помощью устройства электронно-лучевой стерилизации в упомянутом втором пункте.In yet another embodiment, the method comprises the steps of: preparing at least a first and a second treatment point in a sterilization chamber, each is arranged with at least one electron beam sterilization device, placing the package in the first paragraph and sterilizing, at least the first region of the interior of said package using an electron beam sterilization device in said first paragraph and placing the package in the second paragraph and sterilizing at least the second region interior of said package by means of electron beam sterilization apparatus in said second step.
Вариант осуществления содержит дополнительные этапы размещения упаковки в, по меньшей мере, одном дополнительном пункте, упомянутый пункт является скомпонованным в стерилизационной камере и снабжен, по меньшей мере, одним устройством электронно-лучевой стерилизации и стерилизации, по меньшей мере, области, содержащей часть наружной стороны упаковки возле ее проема. Этим способом может предотвращаться повторное загрязнение с наружной стороны упаковки и внутрь упаковки.An embodiment comprises additional steps of placing the package in at least one additional item, said item being arranged in a sterilization chamber and provided with at least one electron beam sterilization and sterilization device for at least a region containing part of the outside packing near her opening. In this way, re-contamination from the outside of the package and into the package can be prevented.
Дополнительный вариант осуществления дополнительно содержит этап стерилизации более чем одной упаковки в каждом пункте. Этим способом может повышаться производительность упаковочной машины.An additional embodiment further comprises the step of sterilizing more than one package at each point. In this way, the productivity of the packaging machine can be increased.
Краткое описание чертежейBrief Description of the Drawings
В последующем предпочтительный в настоящее время вариант осуществления изобретения будет описан более подробно со ссылкой на прилагаемые чертежи, на которых одинаковые номера ссылок были использованы для обозначения идентичных элементов, на которых:In the following, the currently preferred embodiment of the invention will be described in more detail with reference to the accompanying drawings, in which the same reference numbers were used to denote identical elements, on which:
фиг. 1 схематично показывает две частично сформированные упаковки, которые должны стерилизоваться согласно способу изобретения,FIG. 1 schematically shows two partially formed packages to be sterilized according to the method of the invention,
фиг. 2 схематично показывает примерную систему для выполнения способа,FIG. 2 schematically shows an example system for executing a method,
фиг. 3 схематично показывает вид некоторого количества устройств стерилизации, присоединенных к общему генератору пучка электронов,FIG. 3 schematically shows a view of a number of sterilization devices connected to a common electron beam generator,
фиг. 4 схематично показывает вид, частично в поперечном разрезе, стерилизационной камеры, содержащей три пункта обработки, каждый снабжен одним устройством стерилизации и камерой наполнения,FIG. 4 schematically shows a view, partially in cross section, of a sterilization chamber comprising three treatment points, each equipped with one sterilization device and a filling chamber,
фиг. 5 схематично показывает вид, подобный таковому по фиг. 4, но с двумя устройствами стерилизации в каждом пункте обработки, иFIG. 5 schematically shows a view similar to that of FIG. 4, but with two sterilization devices at each treatment point, and
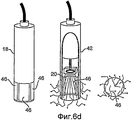
фиг. 6a-f схематично показывают разные варианты осуществления устройств стерилизации. Каждое устройство стерилизации показано на виде снаружи, виде частично в поперечном разрезе и виде с осевого торца, снабженного конфигурацией окна выхода.FIG. 6a-f schematically show different embodiments of sterilization devices. Each sterilization device is shown in the outside view, partially in cross-sectional view, and axial end view provided with an exit window configuration.
Для простоты подобные признаки в разных вариантах осуществления будут обозначаться одинаковыми номерами ссылок.For simplicity, such features in different embodiments will be denoted by the same reference numbers.
Осуществление изобретенияThe implementation of the invention
Фиг. 1 показывает два варианта осуществления частично отформованных упаковок, обозначенных номером 10 ссылки, которые должны стерилизоваться посредством способа по изобретению. Как упомянуто во введении, частично сформированные упаковки обычно закрыты на одном торце 12 и имеют проем 14 на другом торце. Закрытый торец 12 может быть сформирован в качестве днища или верха, а проем 14 может быть открытым торцом гильзы упаковки, который позже может герметизироваться, или, например, наливным проемом, окруженным горловиной укупорочного средства, которое позже может снабжаться крышкой или тому подобным. Вариант осуществления упаковки справа на фигуре имеет герметизированный нижний торец и проем в верхе в виде наливного проема, окруженного резьбовой горловиной укупорочного средства. Вариант осуществления упаковки слева имеет открытый (нижний) торец и снабжен на другом торце верхом и герметизированным укупорочным средством.FIG. 1 shows two embodiments of partially molded packages, indicated by
В последующем и со ссылкой на фиг. 2 будут кратко описаны генератор 16 пучка электронов, устройство 18 электронно-лучевой стерилизации и концепция электронно-лучевой стерилизации. Генератор 16 пучка электронов содержит средство испускания пучка 20 электронов вдоль траектории и присоединен к устройству стерилизации, которое распространяет пучок 20 на упаковку 10.Subsequently and with reference to FIG. 2, an
Обычно генератор 16 пучка электронов присоединен к источнику 22 питания высокого напряжения, пригодному для выдачи достаточного напряжения для возбуждения генератора 16 пучка электронов для требуемого применения. Генератор 16 пучка электронов также присоединен к источнику 24 напряжения накала, который преобразует мощность из источника 22 питания высокого напряжения в подходящее входное напряжение для нити 26 накала генератора 16. В дополнение источник 22 питания высокого напряжения включает в себя элемент 28 управления сеткой для управления сеткой 30 генератора 16 пучка электронов.Typically, an
Генераторы пучка электронов, используемые при стерилизации упаковок, обычно обозначаются низковольтными электронно-лучевыми блоками, каковые блоки обычно имеют напряжение ниже 300 кВ. В раскрытой конструкции ускоряющее напряжение достигает порядка в 70-90 кВ. Это напряжение дает в результате кинетическую (двигательную) энергию в 70-90 килоэлектрон-вольт в отношении каждого электрона.Electron beam generators used to sterilize packages are usually referred to as low-voltage electron beam units, which units typically have voltages below 300 kV. In the disclosed structure, the accelerating voltage reaches about 70-90 kV. This voltage results in kinetic (motor) energy of 70-90 kiloelectron-volts in relation to each electron.
Нить 26 накала может быть изготовлена из вольфрама и может быть размещена в вакуумной камере 32. В примерном варианте осуществления вакуумная камера может быть герметизирована. При работе электрический ток подается через нить 26 накала, и электрическое сопротивление нити накала заставляет нить накала нагреваться до температуры порядка 2000°C. Этот нагрев побуждает нить 26 накала испускать облако электронов e. Электроны испускаются по траектории пучка электронов в направлении на область мишени, в этом случае область на упаковке 10. Сетка 30, помещенная между нитью накала и окном выхода пучка электронов, снабжена некоторым количеством проемов и используется для рассеяния пучка 20 электронов в более равномерный пучок и для фокусирования пучка 20 электронов на область мишени.The
В показанном варианте осуществления средство генератора пучка электронов размещено в устройстве 18 электронно-лучевой стерилизации. Устройство 18 стерилизации содержит вакуумную камеру, которая в этом случае является такой же вакуумной камерой, как вакуумная камера 32 генератора 16 пучка электронов. Устройство 18 стерилизации дополнительно снабжено окном 34 выхода электронов. Окно 34 может быть сделано из металлической фольги, например, такой как из титана, и может иметь толщину порядка 4-12 мкм. Армирующая сетка, сформированная из алюминия или меди, поддерживает фольгу изнутри генератора 16 пучка электронов. Электроны выходят из вакуумной камеры 32 через окно 34 выхода.In the shown embodiment, the means of the electron beam generator is located in the
В этом варианте осуществления устройство 18 стерилизации с генератором 16 пучка электронов внутри имеет форму цилиндра по существу с круглым поперечным сечением, а окно 34 выхода является расположенным на первом торце цилиндра.In this embodiment, the
В другом варианте осуществления, показанном на фиг. 3, генератор 16 пучка электронов и устройство 18 стерилизации, конечно, соединены, но только устройство 18 стерилизации взаимодействует с упаковкой 10, то есть устройство 18 стерилизации, по меньшей мере, частично, расположено или перемещается либо внутри, либо вокруг упаковки 10 во время облучения. Вакуумные камеры (не показаны снаружи) в таком случае находятся на связи друг с другом, и устройство 18 стерилизации функционирует как удлинитель или насадки генератора 16 пучка электронов, то есть используется для достижения частей упаковки, которые должны стерилизоваться.In another embodiment shown in FIG. 3, the
Опора (не показана) предусмотрена для поддержки мишени, то есть упаковки 10 в пределах области мишени. Опора, например, может быть традиционным транспортером конвейера, который транспортирует упаковку 10 через стерилизационную камеру. Во время стерилизации упаковки 10, подобной таковой слева по фиг. 1, упаковка 10 может помещаться вверх дном (то есть верх установлен книзу) на опоре.A support (not shown) is provided to support the target, i.e., the
Кроме того, во время стерилизации выполняется относительное перемещение между упаковкой 10 и устройством 18 стерилизации. Устройство 18 стерилизации опускается в или около упаковки 10 либо упаковка 10 поднимается, чтобы окружать устройство 18, либо каждое является перемещающимся по направлению друг к другу. Для достижения такового опора может быть неподвижной либо приспособленной для выполнения движения к и от устройства 18 стерилизации.In addition, during sterilization, relative movement is performed between the
На втором торце устройства 18 стерилизации, заключающего в себе генератор 16 пучка электронов, есть средство (не показано), предусмотренное для прикрепления его к предпочтительному элементу в окружении. Например, такое средство может быть средством для смешивания устройства стерилизации или генератора пучка электронов с внутренней верхней стенки стерилизационной камеры с окном 34 выхода пучка электронов, обращенным вниз, в направлении на упаковку 10. В качестве альтернативы второй торец оснащен средством (не показано) для обеспечения относительного движения (смотрите стрелку) между упаковкой 10 и устройством 18 стерилизации для приведения их в положение или в движение, при котором упомянутое устройство 18 расположено, по меньшей мере, частично, в или около упаковки 10 для ее обработки.At the second end of the
Относительное перемещение может производиться многими разными способами. Например, оно может содержать медленное опускание устройства стерилизации в упаковку, сопровождаемое короткой остановкой и быстрым подъемом из упаковки. В качестве альтернативы относительное перемещение может содержать опускание и подъем без какой бы то ни было остановки. В дополнительном альтернативном варианте опускание и подъем производятся очень быстро, но с некоторым количеством коротких остановок во время пути.Relative movement can be done in many different ways. For example, it may comprise slowly lowering the sterilization device into the package, followed by a short stop and a quick rise from the package. Alternatively, the relative movement may include lowering and rising without any stop. In an additional alternative embodiment, lowering and lifting are very fast, but with some short stops during the journey.
Фиг. 4 показывает стерилизационную камеру 36, через которую транспортируются упаковки 10, в направлении горизонтальной стрелки, чтобы стерилизоваться. Чтобы продлить срок годности при хранении упаковываемых продуктов, заранее известно, что следует стерилизовать упаковки перед операцией наполнения. В зависимости от того, насколько длительный срок годности при хранении требуется, и производится ли распространение и хранение при охлажденной температуре или температуре окружающей среды, могут выбираться разные уровни стерилизации. Для температуры окружающей среды предпочтительна стерилизация до уровня, который указывается как стерильный с коммерческой точки зрения. Однако форма выражения «стерилизовать» здесь является содержащей любой уровень очистки и микробиологического подавления.FIG. 4 shows a
Фигура также показывает камеру 38 наполнения. Упаковки 10 транспортируются в камеру 38 наполнения после того, как они были стерилизованы в стерилизационной камере 36. Камера 38 наполнения снабжена, по меньшей мере, одним пунктом 40 наполнения для наполнения упаковок 10 продуктом через их проем. Как упомянуто ранее, проем может быть либо еще открытым торцом упаковки, либо частью еще не запечатанного укупорочного средства, например, такого как наливной проем, окруженный горловиной.The figure also shows a filling
Упомянутый пункт 40 наполнения может быть частью любого пригодного типа системы наполнения упаковок. Например, может использоваться система линейного наполнения либо система ротационного наполнения. Система наполнения более подробно описываться не будет.Said filling
Способ стерилизации согласно изобретению содержит этап деления, по меньшей мере, внутренней поверхности упаковки 10 на, по меньшей мере, две области, которые должны быть стерилизованы. Каждая из областей стерилизуется посредством соответственного электронно-лучевого устройства 18 стерилизации. Посредством использования некоторого количества устройств 18 стерилизации и обработки упаковки 10 некоторой площади за раз каждое устройство 18 стерилизации может адаптироваться к характеристикам, таким как форма и размер, области, которую оно будет стерилизовать. Это означает, что каждое устройство 18 может быть существенно оптимизировано для области, которую оно будет облучать, то есть оно будет приспособлено выдавать пучок 20 электронов или его часть на траектории, пригодной для конкретной области, которая должна стерилизоваться. Для этой цели стерилизационная камера 36 снабжена, по меньшей мере, двумя устройствами 18 электронно-лучевой стерилизации для, по меньшей мере, двух областей.The sterilization method according to the invention comprises the step of dividing at least the inner surface of the
Область здесь определена как поверхности упаковки, к которой адаптировано устройство стерилизации. Деление на области может производиться любым удобным способом. Например, область может иметь форму нижней части упаковки. Другая область может иметь форму части внутренней поверхности оболочки упаковки. Еще одна другая область может иметь форму укупорочного средства или верхней части упаковки. Однако деление необязательно ограничивается физическими частями упаковки. Например, область может быть составлена из участка днища и участка нижнего торца внутренней поверхности оболочки. Еще одна область, например, может быть составлена из укупорочного средства и верхней части упаковки. Еще одна область, например, может быть составлена из укупорочного средства и верхней части упаковки. Частям и поверхностям упаковки, включаемым в одну область, не обязательно быть непрерывными или соединенными, они могут быть полностью отдельными друг от друга. Необходимое количество разных устройств стерилизации является зависящим от количества разных областей, присутствующих в упаковке.The area here is defined as the surface of the package to which the sterilization device is adapted. Dividing into regions can be done in any convenient way. For example, the region may be in the form of a lower portion of a package. Another area may be in the form of part of the inner surface of the packaging shell. Another other area may be in the form of a closure or top of the package. However, the division is not necessarily limited to the physical parts of the package. For example, the area may be composed of a portion of the bottom and a portion of the lower end of the inner surface of the shell. Another area, for example, may be composed of a closure and the top of the package. Another area, for example, may be composed of a closure and the top of the package. The parts and surfaces of the package, included in one area, do not need to be continuous or connected, they can be completely separate from each other. The required number of different sterilization devices is dependent on the number of different areas present in the package.
Области могут, по меньшей мере, незначительно перекрывать друг друга, чтобы гарантировать, что ни одна из частей упаковки не наделялась слишком низкой дозой пучка электронов. В некоторых случаях область может быть более или менее полно перекрывающей другую. Позже будет описано устройство стерилизации, адаптированное для стерилизации области верхней части упаковки. Однако может потребоваться, чтобы доза на протяжении области укупорочного средства в верхней части повышалась другим устройством стерилизации, чтобы эффективно стерилизоваться. Вторая область в таком случае будет полностью перекрывающей первую.The regions can at least slightly overlap each other to ensure that no part of the package is endowed with too low an electron beam dose. In some cases, the area may be more or less completely overlapping another. A sterilization device adapted to sterilize an area of the top of a package will be described later. However, it may be necessary for the dose to be increased over the area of the closure in the upper part by another sterilization device in order to be effectively sterilized. The second region in this case will be completely overlapping the first.
Каждое устройство 18 стерилизации сконфигурировано для оптимального облучения назначенной области, которую оно будет облучать. Признаками устройства 18 стерилизации, которые могут модифицироваться для достижения разных характеристик облучения, необходимых для разных областей, например, являются форма и размеры устройства 18 стерилизации, а также количество окон 34 выхода пучка электронов и их размещение и форма. Для дополнительных изменений характеристик пучка 20 электронов могут быть модифицированы нить 26 накала и управляющая сетка 30.Each
Кроме того, относительное перемещение между упаковкой 10 и устройством 18 стерилизации, которое схематически показано вертикально скомпонованными стрелками на фиг. 4, сконфигурировано для оптимального облучения вместе с устройством 18 стерилизации.In addition, the relative movement between the
В примерном варианте осуществления, описанном на фиг. 4, стерилизационная камера 36 оснащена первым и вторым пунктом I, II обработки. Позднее будет описано, что дополнительный, в этом случае, третий пункт III также предусмотрен в стерилизационной камере 36.In the exemplary embodiment described in FIG. 4, the
Первый пункт I является пунктом, в котором должна стерилизоваться первая область упаковки 10, а второй пункт является пунктом, в котором должна стерилизоваться вторая область упаковки 10. Каждый из упомянутых пунктов I, II содержит одно устройство 18 электронно-лучевой стерилизации для стерилизации соответственных областей.The first point I is the point at which the
Устройства 18 стерилизации в пунктах на фиг. 4 оба могут быть отдельными устройствами стерилизации, каждое из которых присоединено к своему собственному генератору пучка электронов. Генератор 16 пучка электронов в таком случае может быть размещен в вакуумной камере 32 устройства 18 стерилизации. В качестве альтернативы устройства 18 стерилизации присоединены к общему генератору 16 пучка электронов, как показано на фиг. 3. Однако для ясности должно быть отмечено, что пункты на фиг. 3 показаны в качестве оснащаемых иными устройствами стерилизации, чем таковые, показанные на фиг. 4.
В варианте осуществления на фиг. 4 первый пункт I используется для стерилизации области, содержащей изнанку верхней части и изнанку закрытого укупорочного средства. Второй пункт II используется для стерилизации области в виде внутренней поверхности оболочки упаковки.In the embodiment of FIG. 4, the first paragraph I is used to sterilize the area containing the wrong side of the upper part and the wrong side of the closed closure. The second paragraph II is used to sterilize the area in the form of the inner surface of the packaging shell.
Устройство 18 стерилизации в первом пункте I позже будет описано более подробно со ссылкой на фиг. 6a. Оно содержит плоское окно выхода для создания широкого кругового пучка, надлежащим образом используемого для облучения области, например, в виде куполообразной верхней части упаковки. Устройство 18 стерилизации во втором пункте II, который будет описан позже со ссылкой на фиг. 6d, оснащено многочисленными окнами выхода пучка электронов, скомпонованных для создания пучка электронов, надлежащим образом используемого, например, для облучения, круговой поверхности оболочки упаковки 10.The
Как упомянуто ранее, стерилизационная камера 36 также содержит дополнительный третий пункт III для стерилизации, по меньшей мере, части наружной стороны упаковки 10 возле ее проема перед наполнение упаковки 10. Такое устройство 18 стерилизации позднее будет описано более подробно со ссылкой на фиг. 6f.As mentioned previously, the
Упаковка 10, расположенная со своим верхом, направленным вниз, входит в стерилизационную камеру 36 слева на фиг. 4 и транспортируется в первый пункт I обработки. В первом пункте I обработки первое устройство 18 стерилизации опускается на подходящее расстояние в упаковку 10 из показанного верхнего положения и облучает первую область упаковки 10. Область подвергается облучению в течение предопределенного времени, каковое время является зависящим от относительного перемещения между упаковкой 10 и устройством 18 стерилизации. Через предопределенное время устройство 18 стерилизации снова поднимается, и упаковка 10 транспортируется во второй пункт II обработки, где вторая область облучается устройством 18 стерилизации в упомянутом пункте II. Устройство 18 стерилизации опускается и поднимается подобным образом. Относительное перемещение и в силу этого время воздействия облучения могут быть подобными или иными, чем в первом пункте.The
После второго пункта II обработки упаковка транспортируется в третий пункт III, в котором область в виде, по меньшей мере, части наружной стороны упаковки 10 возле ее открытого торца стерилизуется для предотвращения повторного загрязнения внутренности упаковки. Подобным образом устройство 18 стерилизации опускается возле открытого торца 12 упаковки 10 и подвергается стерилизации в течение предопределенного времени. Устройство 18 стерилизации затем поднимается, и стерилизация упаковки 10 завершается. Упаковка 10 затем готова переходить в следующую камеру, камеру 38 наполнения, чтобы наполняться. После наполнения упаковка 10 запечатывается. В этом случае упаковка 10 герметизируется по той причине, что открытый торец 12 гильзы упаковки сдавливается и поперечно запечатывается посредством нагрева традиционным образом.After the second processing point II, the package is transported to the third paragraph III, in which a region in the form of at least part of the outer side of the
В альтернативном варианте осуществления, где упаковка стерилизуется и наполняется через наливной проем в верхе упаковки, смотрите упаковку справа на фиг. 1, процедура герметизации содержит снабжение горловины, окружающей наливной проем, мембраной и/или крышкой, например, такой как навинчивающаяся крышка.In an alternative embodiment where the package is sterilized and filled through the filling opening at the top of the package, see the package on the right in FIG. 1, the sealing procedure comprises supplying a neck, a surrounding filler opening, a membrane and / or a cap, such as, for example, a screw cap.
Фиг. 5 показывает второй вариант осуществления стерилизационной камеры 36 на фиг. 4. В этом втором варианте осуществления предусмотрены пункты обработки, каждый из которых содержит более чем одно электронно-лучевое устройство 18 стерилизации одинакового вида. Этим способом можно стерилизовать более чем одну упаковку в некоторый момент времени в каждом пункте. Предпочтительно устройства 18 стерилизации могут быть присоединены к общему генератору пучка электронов, подобному показанному на фиг. 3. Упаковочной машине необходимо обеспечивать двойное индексирование упаковок, то есть упаковка 10, будучи в первом устройстве 18 стерилизации в первом пункте I, транспортируются непосредственно в первое устройство 18 стерилизации во втором пункте II.FIG. 5 shows a second embodiment of a
В последующем будет описано некоторое количество устройств 18 стерилизации, имеющих разные характеристики пучка электронов, например, обусловленные разными формами и конфигурациями окон.In the following, a number of
Первое устройство 18 стерилизации, показанное на фиг. 6a, имеет цилиндрический округлый корпус 42 размера, соответствующего размеру упаковки, имеющей круглое поперечное сечение. Цилиндрический корпус 42 окружает генератор 44 пучка электронов, и нить накала и сетка генератора схематически показаны на фигуре. На одном осевом торце цилиндрического корпуса предусмотрено окно 46 выхода пучка электронов. В этом варианте осуществления окно 46 является плоским, круглым и имеет размер, по существу соответствующий круглому торцу корпуса 42. Нить накала может быть имеющей форму кольца или в виде прямой линии. Сетка приспособлена для рассеяния пучка 20 электронов в более равномерный пучок и для фокусирования пучка 20 электронов на окно 46 выхода некоторым образом, чтобы заставлять пучок электронов выходить из окна, по существу через полную его поверхность или через выбранные его участки. Эта конфигурация надлежащим образом используется, например, для облучения области в виде плоской нижней части упаковки. Устройство 18 стерилизации в таком случае опускается в упаковку из открытого верхнего торца упаковки или упаковка поднимается, чтобы окружать устройство стерилизации. В качестве альтернативы это устройство 18 стерилизации может использоваться для облучения области в форме круга верхней части симметричной или куполообразной упаковки. Устройство 18 стерилизации в таком случае опускается в упаковку из открытого нижнего торца упаковки или упаковка поднимается, чтобы окружать устройство 18 стерилизации. В качестве альтернативы область сформирована днищем и внутренней поверхностью оболочки упаковки. Относительное перемещение в таком случае может содержать медленное опускание устройства стерилизации и короткую остановку возле днища упаковки.The
Второе устройство 18 стерилизации, показанное на фиг. 6b, является по существу подобным первому, но корпус 42 снабжен узкой округлой насадкой 50. Окно 46 выхода пучка электронов размещено на одном из осевых торцов и является плоским и круглым. Устройство 18 стерилизации может использоваться для облучения упаковок, таких как бутылки с узким открытым торцом, через который устройству стерилизации необходимо опускаться и подниматься. Конфигурация, подобная этой, также используется для усиления пучка 20 электронов в конкретной области, такой как на небольшом участке, например, в виде проемов или укупорочных средств и других неровностей. Должно быть понятно, что форма насадки может быть иной, чем округлая, например, она может быть имеющей форму квадрата, прямоугольника, треугольника, овала или иметь любую другую форму.The
Третье устройство 18 стерилизации, показанное на фиг. 6c, также является по существу подобным первому устройству стерилизации в его базовой конструкции, но снабжено множеством окнами 46 выхода, скомпонованными в имеющей форму конуса конфигурации для создания широкого круглого пучка 20 с усиленной дозой в направлении каждого окна 46. Если скомпоновано четыре окна 46, подобных показанным, устройство 18 стерилизации используется надлежащим образом для облучения симметричной квадратной упаковки с углами. Для обеспечения равномерной дозы внутри упаковки окна предпочтительно скомпонованы, чтобы быть обращенными в углы. Эта конфигурация также пригодна для облучения округлой внутренней поверхности оболочки. По сравнению с конфигурацией в первом устройстве стерилизации эта конфигурация будет более быстрой при стерилизации поверхности оболочки цилиндрических упаковок, поскольку короче средняя длина траектории электрона.The
Четвертое устройство 18 стерилизации, показанное на фиг. 6d, является по существу подобным предыдущему и также снабжено многочисленными окнами 46. Окна 46 скомпонованы на поверхности оболочки цилиндрического округлого корпуса 42. Окно 46 также может быть предусмотрено на торце корпуса. Созданный пучок 20 электронов распространяется как вниз, так и в стороны, и устройство 18 стерилизации надлежащим образом используется для облучения области, содержащей как по существу плоское днище упаковки, так и внутреннюю поверхность оболочки упаковки.The
Пятое устройство 18 стерилизации, показанное на фиг. 6e, является по существу подобным первому, но снабжено осевым, имеющим форму квадрата, плоским окном 46 выхода пучка электронов. Размер окна 46 является большим, чем поперечное сечение круглого корпуса 42. Поэтому торец, выполненный с окном 46, снабжен фланцем 52. Торец фланца 52, присоединяемый к круглому корпусу 42, является круглым, а торец, снабжаемый окном 46, является имеющим форму квадрата. Сетка приспособлена для фокусирования пучка 20 электронов на окно 46 выхода некоторым образом, чтобы заставлять пучок 20 электронов выходить из окна 46 по существу через его полную поверхность или его выбранные участки. Эта конфигурация надлежащим образом используется для облучения области в виде имеющей форму квадрата нижней части упаковки или имеющей форму квадрата внутренней поверхности упаковки. В качестве альтернативы окно 46 имеет иную форму, такую как эллиптическая или крестообразная, для облучения имеющих соответствующую форму упаковок.The
Шестое устройство 18 стерилизации, показанное на фиг. 6f, является по существу подобным предыдущим устройствам, но имеет отличие в том, что оно может использоваться надлежащим образом для облучения неплоских форм. На торце округлого корпуса 42 предусмотрена воронкообразная часть 54. Ширина воронкообразной части 54 увеличивается в направлении от корпуса 42. Внутри воронкообразной части 54 конической формы 56 скомпонованы многочисленные окна 46 выхода электронов. Коническая форма 56 сужается в направлении к корпусу 42. Таким образом, окна 46 выхода могут перемещаться вплотную к поверхности упаковки, даже если поверхность имеет выпуклую форму или если она снабжена выступающим укупорочным средством. Предпочтительно область в виде наружной стороны бутылеобразной верхней части упаковки может облучаться этим устройством. Кроме того, также могут облучаться крышки.The
В способе по изобретению, например, по меньшей мере, первое и второе устройства стерилизации могут использоваться для стерилизации упаковки, подобной той, что слева на фиг. 1. Первое устройство стерилизации является стерилизующим область, содержащую поверхность оболочки и поверхность верхней части, тогда как второе устройство стерилизации дает добавочное усиление в отношении области в виде изнанки укупорочного средства. Шестое устройство стерилизации может добавляться для стерилизации области, содержащей участок наружной поверхности упаковки возле проема 14. Относительное перемещение приспособлено к каждой области.In the method of the invention, for example, at least the first and second sterilization devices can be used to sterilize a package similar to the one on the left in FIG. 1. The first sterilization device is a sterilizing area containing the surface of the shell and the surface of the upper part, while the second sterilization device gives additional reinforcement in relation to the area in the form of a back of the closure. A sixth sterilization device may be added to sterilize an area containing a portion of the outer surface of the package near the
Хотя настоящее изобретение было описано касательно предпочтительных в настоящее время вариантов осуществления, будет понятно, что различные модификации и изменения могут быть произведены, не выходя из предмета и объема изобретения, которые определены в прилагаемой формуле изобретения.Although the present invention has been described with respect to the currently preferred embodiments, it will be understood that various modifications and changes can be made without departing from the subject and scope of the invention as defined in the appended claims.
В дополнительном варианте осуществления два пункта обработки объединены. Например, первый и второй пункт предусмотрены в одном и том же месте для стерилизации упаковки сначала с помощью устройства электронно-лучевой стерилизации первого пункта, а затем стерилизации упаковки устройством электронно-лучевой стерилизации второго пункта. Упаковка никуда не транспортируется между дозами облучения, но устройства стерилизации взамен либо единожды сдвигаются во время остановки упаковки, либо подаются вместе. В примере по фиг. 4 взамен, например, может быть предусмотрено два устройства стерилизации в первом пункте, в действительности, образующих два пункта. Первое устройство стерилизации может быть приспособлено для стерилизации области в виде изнанки укупорочного средства, а второе устройство стерилизации может быть приспособлено для стерилизации области в виде верхней части, то есть области вокруг укупорочного средства. Подобным образом, например, могут объединяться второй пункт и дополнительный третий пункт. Устройства стерилизации в таком случае, например, могут быть скомпонованы одно вокруг другого.In a further embodiment, the two processing points are combined. For example, the first and second paragraphs are provided in the same place for sterilizing the package, first using the electron beam sterilization device of the first paragraph, and then sterilizing the package with the electron beam sterilization device of the second paragraph. The package is not transported anywhere between doses of radiation, but sterilization devices are either replaced once or twice during stopping the package, or served together. In the example of FIG. 4 instead, for example, two sterilization devices may be provided in the first paragraph, in reality, forming two paragraphs. The first sterilization device can be adapted to sterilize the area in the form of a back of the closure, and the second sterilization device can be adapted to sterilize the area in the form of an upper part, that is, the area around the closure. Similarly, for example, a second paragraph and an additional third paragraph may be combined. Sterilization devices in this case, for example, can be arranged one around the other.
Кроме того, упаковки были описаны как имеющие внутреннюю поверхность оболочки, и на фигурах показано, что упаковки имеют круглое поперечное сечение. Однако должно быть понятно, что форма выражения внутренняя поверхность оболочки упаковки должна интерпретироваться в качестве внутренней стенки или стенок упаковки независимо от поперечного сечения упаковки. Поперечное сечение упаковки может иметь почти любую форму, такую как круглая, квадратная, прямоугольная, овальная, треугольная, ортогональная или другая форма.In addition, the packages have been described as having an inner surface of the shell, and the figures show that the packages have a circular cross section. However, it should be understood that the form of expression of the inner surface of the package shell should be interpreted as the inner wall or walls of the package, regardless of the cross section of the package. The cross section of the package can have almost any shape, such as a round, square, rectangular, oval, triangular, orthogonal or other shape.
Claims (10)
делят, по меньшей мере, внутреннюю поверхность упаковки (10) на, по меньшей мере, две области, которые должны стерилизоваться,
стерилизуют две из, по меньшей мере, двух областей посредством того, что обеспечивают устройство (18) электронно-лучевой стерилизации для каждой из двух областей, причем упомянутые устройства (18) стерилизации являются адаптированными к характеристикам каждой соответственной одной из двух областей, а также посредством того, что обеспечивают соответственное относительное перемещение между упаковкой (10) и каждым из двух устройств (18) электронно-лучевой стерилизации, данные перемещения являются адаптированными для стерилизации каждой соответственной одной из двух областей с помощью упомянутых устройств (18) стерилизации, и
транспортируют упаковку (10) в пункт (40) наполнения для наполнения упаковки (10) продуктом через проем (14), а после этого запечатывают упомянутую упаковку (10).1. The method of sterilization of at least partially formed packages (10) by irradiation with an electron beam in a packaging machine, characterized in that it contains stages in which:
divide at least the inner surface of the package (10) into at least two areas that must be sterilized,
sterilizing two of the at least two regions by providing an electron beam sterilization device (18) for each of the two regions, said sterilization devices (18) being adapted to the characteristics of each of the respective one of the two regions, and also that provide relative relative movement between the package (10) and each of the two electron beam sterilization devices (18), these movements are adapted to sterilize each respective one of two areas using said sterilization devices (18), and
transport the package (10) to the filling point (40) to fill the package (10) with the product through the opening (14), and then seal the package (10).
обеспечивают, по меньшей мере, первый и второй пункт (I, II) обработки в стерилизационной камере (36), каждый является выполненным с, по меньшей мере, одним устройством (18) электронно-лучевой стерилизации,
размещают упаковку (10) в первом пункте (I) и стерилизуют, по меньшей мере, первую область внутренности упомянутой упаковки (10) с помощью устройства (18) электронно-лучевой стерилизации в упомянутом первом пункте (I) и
размещают упаковку (10) во втором пункте (II) и стерилизуют, по меньшей мере, вторую область внутренности упомянутой упаковки (10) с помощью устройства (18) электронно-лучевой стерилизации в упомянутом втором пункте (II).8. The method according to claim 1, in which it further comprises stages in which:
provide at least the first and second treatment item (I, II) in the sterilization chamber (36), each is made with at least one electron beam sterilization device (18),
place the package (10) in the first paragraph (I) and sterilize at least the first interior region of said package (10) using the electron beam sterilization device (18) in said first paragraph (I) and
place the package (10) in the second paragraph (II) and sterilize at least the second region of the inside of said package (10) using the electron beam sterilization device (18) in the said second paragraph (II).
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE0601298A SE530018C2 (en) | 2006-06-13 | 2006-06-13 | Sterilization method for a formed food package in packaging machine involves sterilizing two areas of inside surface of package via electron beam sterilizing devices, transporting package to filling station, and sealing package once filled |
| SE0601298-3 | 2006-06-13 | ||
| US81489906P | 2006-06-20 | 2006-06-20 | |
| US60/814,899 | 2006-06-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2009100836A RU2009100836A (en) | 2010-07-20 |
| RU2430002C2 true RU2430002C2 (en) | 2011-09-27 |
Family
ID=38921659
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2009100836/21A RU2430002C2 (en) | 2006-06-13 | 2007-05-08 | Method to sterilise packages |
Country Status (4)
| Country | Link |
|---|---|
| CN (1) | CN101466602B (en) |
| BR (1) | BRPI0712365A2 (en) |
| RU (1) | RU2430002C2 (en) |
| SE (1) | SE530018C2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6320414B2 (en) * | 2012-12-20 | 2018-05-09 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | Apparatus and method for irradiating a packaging container with an electron beam |
| CN114906420A (en) * | 2021-02-07 | 2022-08-16 | 湖州超群电子科技有限公司 | Novel electron beam sterilization and disinfection system and method for open container |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3780308A (en) * | 1971-06-07 | 1973-12-18 | Energy Sciences Inc | Process and apparatus for surface sterilization of materials |
| WO1997029016A1 (en) * | 1996-02-09 | 1997-08-14 | Clean-Pack Group Aps | A method and an apparatus for surface sterilising items and a system suitable for sterilising bottles |
| WO2002038447A2 (en) * | 2000-10-26 | 2002-05-16 | Atlantium Lasers Limited | Disinfection through packaging |
| JP4715018B2 (en) * | 2001-04-17 | 2011-07-06 | 株式会社Ihi | Container sterilization method and sterilizer |
-
2006
- 2006-06-13 SE SE0601298A patent/SE530018C2/en not_active IP Right Cessation
-
2007
- 2007-05-08 BR BRPI0712365-5A patent/BRPI0712365A2/en not_active IP Right Cessation
- 2007-05-08 CN CN2007800222895A patent/CN101466602B/en not_active Expired - Fee Related
- 2007-05-08 RU RU2009100836/21A patent/RU2430002C2/en not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| RU2009100836A (en) | 2010-07-20 |
| BRPI0712365A2 (en) | 2012-06-05 |
| SE530018C2 (en) | 2008-02-12 |
| SE0601298L (en) | 2007-12-14 |
| CN101466602A (en) | 2009-06-24 |
| CN101466602B (en) | 2011-05-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7520108B2 (en) | Method of sterilizing packages | |
| EP2032446B1 (en) | Method of sterilizing packages | |
| JP6554192B2 (en) | Apparatus and method for sterilizing a packaging container with an electron beam | |
| EP2094315B1 (en) | Method and device for irradiating objects | |
| EP3099339B1 (en) | Device and method for sterilization of packaging containers | |
| RU2430002C2 (en) | Method to sterilise packages | |
| JP6543260B2 (en) | Device and method for sterilizing packaging containers | |
| EP2746174B1 (en) | Device and method for sterilizing packaging containers by electron beam | |
| EP3674223A1 (en) | A method, device and system for sterilising packaging material of packages | |
| US10053252B2 (en) | Method and device for sterilizing packaging material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20190509 |