RU2296902C2 - Способ заправки магнитожидкостного уплотнения вала - Google Patents
Способ заправки магнитожидкостного уплотнения вала Download PDFInfo
- Publication number
- RU2296902C2 RU2296902C2 RU2004135675/06A RU2004135675A RU2296902C2 RU 2296902 C2 RU2296902 C2 RU 2296902C2 RU 2004135675/06 A RU2004135675/06 A RU 2004135675/06A RU 2004135675 A RU2004135675 A RU 2004135675A RU 2296902 C2 RU2296902 C2 RU 2296902C2
- Authority
- RU
- Russia
- Prior art keywords
- seal
- tooth
- shaft
- magnetic
- magnetic fluid
- Prior art date
Links
- 239000011553 magnetic fluid Substances 0.000 title claims abstract description 20
- 238000000034 method Methods 0.000 title claims abstract description 13
- 239000007788 liquid Substances 0.000 claims description 7
- 238000011089 mechanical engineering Methods 0.000 abstract description 2
- 230000000694 effects Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 238000007789 sealing Methods 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 230000005415 magnetization Effects 0.000 description 1
- 230000005405 multipole Effects 0.000 description 1
Images
Landscapes
- Sealing Using Fluids, Sealing Without Contact, And Removal Of Oil (AREA)
Abstract
Изобретение относится к способам заправки магнитожидкостного уплотнения вала в машиностроении. Способ заправки многозубцового магнитожидкостного уплотнения вала заключается во введении магнитной жидкости под зубец через заправочное отверстие в валу. Первоначально выходное отверстие заправочного канала в валу размещают под исходным зубцом путем перемещения уплотнения или магнитной системы, вводят магнитную жидкость, затем уплотнение или его магнитную систему перемещают в осевом направлении так, чтобы выходное отверстие заправочного канала в валу оказалось под следующим зубцом, и заправляют его, далее процесс ведут аналогичным образом до заправки конечного зубца, после чего уплотнение или его магнитная система может быть возвращена в исходное положение. Изобретение позволяет под каждый зубец полюса последовательно ввести требуемый объем магнитной жидкости, обеспечить повышенную надежность уплотнения, создать возможность заправки и дозаправки уплотнения в любой требуемый момент времени, упрощает технологию эксплуатации уплотнения. 3 ил.
Description
Изобретение относится к машиностроению и предназначено для заправки магнитожидкостных уплотнений.
Известен способ заправки зазоров магнитожидкостных уплотнений магнитной жидкостью, реализованный в SU 779697 путем ее выдавливания из эластичных камер, расположенных в канавках полюсных наконечников, через каналы в зазор во время сборки уплотнения.
Недостатком способа является сложность и невозможность заправки многозубцовых полюсных приставок.
Известен способ заправки магнитожидкостных уплотнений магнитной жидкостью, реализованный в SU 723281, где магнитная жидкость подается в промежуточные полости под магнитами с помощью распределительного устройства, находящегося в полости вала, через канал и отверстия.
Недостатками данного способа являются: сложность, ненадежность и невозможность осуществления заправки при многозубцовых полюсах. Сложность заключается в необходимости последовательного точного совмещения каждого заправочного отверстия с заправочным каналом распределительного устройства в процессе заправки. Ненадежность обусловлена тем, что все заправочные отверстия выходят в полость вала, и недостаточная герметичность распределительного устройства приводит к шунтированию всех ступеней уплотнения, а следовательно, разгерметизации уплотнения. Невозможность заправки многозубцовых полюсов объясняется тем, что вводимая в полости под магнитами жидкость из-за образования замкнутых полостей в межзубцовых пространствах с повышенным давлением дальше второго зубца не проникает.
Технический результат, достигаемый предлагаемым изобретением, заключается в качественной заправке уплотнения с многозубцовыми полюсами, где под качеством заправки понимается заправка каждого зубца требуемым объемом магнитной жидкости без разборки уплотнения в любой востребованный момент времени, в упрощении технологии его заправки.
Результат достигается тем, что в многозубцовом магнитожидкостном уплотнении вала выходное отверстие заправочного канала в валу первоначально размещают под исходным зубцом путем перемещения уплотнения или его магнитной системы, вводят магнитную жидкость, затем уплотнение или его магнитную систему перемещают в осевом направлении так, чтобы выходное отверстие заправочного канала в валу оказалось под следующим зубцом, и заправляют его, далее процесс ведут аналогичным образом до заправки конечного зубца, после чего уплотнение или его магнитная система может быть возвращена в исходное положение.
На фиг.1, 2, 3 изображена реализация данного способа на примере заправки магнитожидкостного уплотнения.
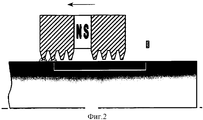
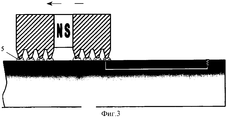
Магнитная система уплотнения состоит из постоянного магнита 1, к торцам которого примыкают полюсными приставками 2 с обращенными к валу 3 зубцами 4. В заправленном уплотнении каждый зазор между зубцом и валом заполнен магнитной жидкостью 5 (фиг.3). В валу выполнен заправочный канал 6. Канал снабжен герметичной заглушкой 7.
Уплотнение работает следующим образом. Постоянный магнит 1 в уплотнении служит источником магнитного поля. Создаваемый им магнитный поток полюсными приставками 2 подводится к зазору с валом 3. Зубцы полюсных приставок 4 перераспределяют магнитный поток в зазоре, и магнитное поле становится резко неоднородным. Магнитная жидкость 5 втягивается в области с максимальной напряженностью и образует герметичные пробки с повышенным внутренним давлением. Магнитная жидкость под зубцы вводится через заправочный канал 6, который на входе в рабочем состоянии герметизируется заглушкой 7. Каждая магнитожидкостная пробка способна воспринимать перепад давлений, который определяется по формуле:
где μ0 - магнитная постоянная,
М - намагниченность магнитной жидкости,
Н - напряженность магнитного поля в зазоре на поверхности вала,
Нmax и Hmin - максимальная и минимальная напряженности магнитного поля на границах магнитожидкостной пробки в момент удержания ею максимального перепада давлений.
Перепад давлений, удерживаемый уплотнением, определяется суммой перепадов всех магнитожидкостных пробок под зубцами.
Процесс заправки уплотнения по данному способу производится следующим образом. Первоначально магнитную систему уплотнения путем перемещения ее вдоль вала располагают таким образом, чтобы выходное отверстие заправочного канала находилось под первым зубцом (фиг.1). Через заправочный канал под первый зубец вводят требуемый объем магнитной жидкости, рассчитанный исходя из распределения магнитного поля и геометрии рабочего зазора. Затем магнитную систему или уплотнение перемещают вдоль оси вала таким образом, чтобы выход заправочного канала оказался под вторым зубцом (фиг.2). При перемещении магнитной системы весь объем введенной магнитной жидкости удерживается магнитным полем первого зубца и перемещается вместе с ним. Через заправочный канал вводят магнитную жидкость уже под второй зубец, и снова перемещают магнитную систему. Так последовательно один за другим заправляют все зубцы уплотнения. После чего заправочный канал на входе закрывают герметичной заглушкой 7 (фиг.3). Последовательность заправки зубцов может быть различной. После окончания процедуры заправки выход заправочного канала может быть возвращен в исходное положение, а также размещен как вне магнитной системы, так и в ее пределах.
В данном способе заправки возможно перемещение как магнитной системы или уплотнения относительно вала, так и вала относительно системы или уплотнения.
Эти особенности позволяют производить контролируемую заправку каждого зубца уплотнения с многозубцовыми полюсными приставками.
Таким образом, предлагаемый способ позволяет под каждый зубец полюса последовательно ввести требуемый объем магнитной жидкости, обеспечить повышенную надежность уплотнения, создать возможность заправки и дозаправки уплотнения в любой требуемый момент времени, упрощает технологию эксплуатации уплотнения.
Claims (1)
- Способ заправки многозубцового магнитожидкостного уплотнения вала, заключающийся во введении магнитной жидкости под зубец через заправочное отверстие в вале, отличающийся тем, что выходное отверстие заправочного канала в вале размещают под исходным зубцом путем перемещения уплотнения или его магнитной системы, вводят магнитную жидкость под зубец, затем уплотнение или его магнитную систему перемещают в осевом направлении так, чтобы выходное отверстие заправочного канала в вале оказалось под следующим зубцом, и заправляют его, далее процесс ведут аналогичным образом до заправки конечного зубца, после чего уплотнение или его магнитная система может быть возвращена в исходное положение.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2004135675/06A RU2296902C2 (ru) | 2004-12-06 | 2004-12-06 | Способ заправки магнитожидкостного уплотнения вала |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2004135675/06A RU2296902C2 (ru) | 2004-12-06 | 2004-12-06 | Способ заправки магнитожидкостного уплотнения вала |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2004135675A RU2004135675A (ru) | 2006-05-20 |
| RU2296902C2 true RU2296902C2 (ru) | 2007-04-10 |
Family
ID=36658024
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2004135675/06A RU2296902C2 (ru) | 2004-12-06 | 2004-12-06 | Способ заправки магнитожидкостного уплотнения вала |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2296902C2 (ru) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2356066A1 (fr) * | 1976-06-26 | 1978-01-20 | Maschf Augsburg Nuernberg Ag | Joint d'etancheite hermetique |
-
2004
- 2004-12-06 RU RU2004135675/06A patent/RU2296902C2/ru not_active IP Right Cessation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2356066A1 (fr) * | 1976-06-26 | 1978-01-20 | Maschf Augsburg Nuernberg Ag | Joint d'etancheite hermetique |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2004135675A (ru) | 2006-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2679832A1 (en) | Hydrostatic energy generator | |
| RU2296902C2 (ru) | Способ заправки магнитожидкостного уплотнения вала | |
| DE50014615D1 (de) | Verfahren zum Befüllen von nadelfreien Injektoren | |
| DE102012224179A1 (de) | Elektromagnetischer Aktuator für ein chirurgisches Instrument | |
| RU2286496C2 (ru) | Способ заправки магнитожидкостного уплотнения вала | |
| RU2291339C2 (ru) | Способ заправки магнитожидкостного уплотнения вала под давлением | |
| CN103775417A (zh) | 阀系统 | |
| RU2297567C2 (ru) | Способ заправки магнитожидкостного уплотнения вала | |
| RU2306467C2 (ru) | Магнитожидкостное уплотнение вала | |
| WO2013185222A1 (en) | Fast response valve and method | |
| CN106762509A (zh) | 液体泵和液体投放系统 | |
| US7987579B2 (en) | Method for mounting permanent magnets that form magnetic poles on the rotor of an electric machine | |
| RU2296898C2 (ru) | Способ заправки магнитожидкостного уплотнения вала | |
| RU2296899C2 (ru) | Магнитожидкостное уплотнение вала | |
| RU2338940C1 (ru) | Способ заправки магнитожидкостных систем герметизации под давлением | |
| CN213517037U (zh) | 盾构同步注浆的浆液损失模拟试验装置 | |
| CN108825790B (zh) | 一种磁源递增型磁流体密封结构 | |
| RU2286497C2 (ru) | Магнитожидкостное уплотнение вала | |
| CN112082723B (zh) | 一种冲击试验机 | |
| RU2286498C2 (ru) | Магнитожидкостное уплотнение вала | |
| CN208184711U (zh) | 一种智能控制投球器及液压控制阀 | |
| JP2004183638A (ja) | 電磁振動ポンプ | |
| KR20200115535A (ko) | 누출 봉쇄 유로를 구비한 가스 유입 밸브 및 연료 가스 공급 조립체 | |
| KR102487586B1 (ko) | 양방향 압축수 생성 구조를 구비하는 수중 운동체 사출 장치 | |
| RU2211359C1 (ru) | Устройство для испытания на прочность канальных твердотопливных зарядов |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20081207 |